heat treatment of tool steelsczinege/m%e9rn-anyagok-angol/cz-7-heat%20tr-case%20studies.pdfheat...
TRANSCRIPT

Heat treatment of tool steelsCase studies

1. High Speed Steel (HS 6-5-2)
2

General overview
3

Comparison of properties
4

5
Heat treatment (1)

6
Heat treatment (2)

7
Heat treatment (3)

Heat treatment sequence
8

Immersiontime as
function ofsize and
austenisingtime
9

Temperingfor optimum hardness.Precipita-tion ofcarbides.
10

CCT diagram of HS 6-5-2
11

Isothermal TTT diagram of HS 6-5-2
12

2. Cold working tool steel (K11)
13

Generaloverview
14

15
Comparison of properties

16
Heat treatment (1)

Heat treatment (2)
17

18
Heat treatment (3)

19
Heat treatment sequence

20

21
CCT diagram of K11

22
Isothermal TTT diagram of K11

23

3. Powder metallurgical (PM)cold working steel
(K390 MICROCLEAN)
24

25

26
Comparison of conventional andPM steel structure
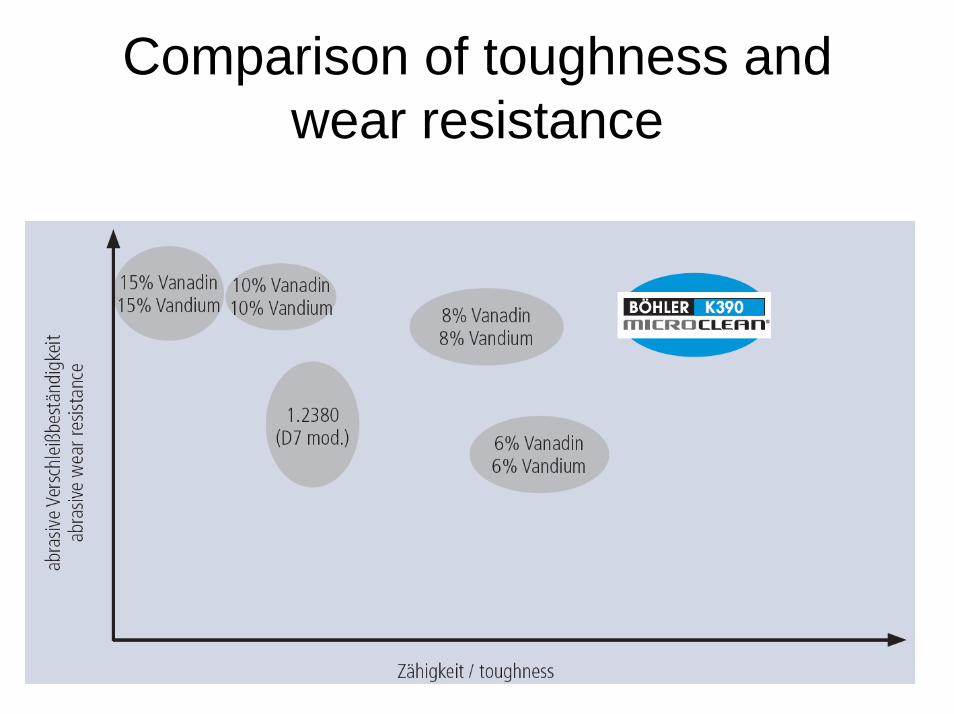
Comparison of toughness andwear resistance
27

28
Powder metallurgy
• Production of metal powder• Mixing and blending• Compacting• Sintering• Forming• Final treatment• Tool production

29
Powder processing

30
Shape and size of powders
• Shape and size of powders depend on the method of production
• Particle size range: 0,001…1 mm• Shapes (one-, two, three dimensional):
– spherical– elongated– irregular– porous

31
Blending metal powders
• Screening by screens of various meshsizes
• Mixing by size and by material to uniform distribution of components
• Lubrication• Objective:
– Favourable composition– Better properties– Lower friction at compaction

32
Compaction• Blended powders are
pressed into shapes indies
• The pressed powder is known as greencompact (rigid, lowstrength)
• Tooling:– Single acting punch– Floating container– Two counteracting
punches

33
Sintering (process)
• Compressed powder is heated in controlled atmosphere
• Variables: temperature, atmosphere and time
• Result: increasing strength and toughness, lowering porosity.

34
Sintering (microstructure)

35
Sintering (furnace)

36
Heat treatment (1)

37
Heat treatment (2)

38

CCT diagram of K390
39

40
Applications (forming tools)

41

42
Application: cutting tools
W- and Ti-carbide plates for high-speed cutting