high performance resins for frp compositescomposites-cis.com/proceedings2012/en/7.pdf · high...
TRANSCRIPT

High performance resins for FRP composites in structural / construction applications
Arie van Buren - Ashland Performance Materials, Kehl, Germany
Presented to the International Conference
Composites - CIS
26-28 September 2012
Sevastopol, Ukraine
www.composites-cis.com

2
Contents
• Use of VE and EP resins
• Basics of VE and EP resins
• Differentiation of VE and EP applications
• Material science aspects
• Representative case histories
• Conclusion and outlook
• Questions & Answers (Q&A)
www.composites-cis.com

3
Use of VE and EP resins
The high industrial value of epoxy vinyl ester (VE) resins and epoxy
(EP) resins are proven since 40 years for composite applications.
A differentiated portfolio of epoxy vinyl ester resins and epoxy resin
systems cover a broad application window from pressure pipes to
severe chemical service.
The global pioneers, who developed & patented the DERAKANE® and
HETRON® Epoxy Vinyl Ester Resins technology, The Dow Chemical
Company and Shell Chemical Company, were also the global leading
epoxy producers.
Before developing Vinyl Ester Resins, the end-users were limited to
use „less chemical resistant“ resins for composite applications.
www.composites-cis.com
4
The use of epoxy vinyl ester (VE) resins covers a broad range of
industrial applications with an operating window of -40 to +200 C:
• Industrial / petrochemical
• Oil & gas
• Power plants
• Marine & offshore
• Utility
e.g. Fire water lines
Desalination (drinking water approved resin)
Industrial sewers
Use of VE resins (1)
www.composites-cis.com
5
Typical properties:
Mechanical resistance
Thermal resistance
Viscosity
Handling
Cure
Chemical resistance
Similar to epoxy resins
Similar to unsaturated polyester (UP) resins
Better than epoxy or UP resins
Use of VE resins (2)
www.composites-cis.com

6
The use of epoxy (EP) resins, covers a broad range of industrial
applications with an operating window of -40 to +180 C:
• Aeronautic design (carbon fiber reinforced parts in airplanes)
• Industrial Coatings
• Industrial / petrochemical
• Oil & gas
• Power plants
• Marine & offshore
• Utility
e.g. Fire water lines
Use of EP resins (1)
www.composites-cis.com

7
Basics of VE resins (1)
An epoxy vinyl ester (VE) resin refers to “resin” (without hardener”).
• The vinyl ester (epoxy acrylate) resin is a reaction product of epoxy resin with acrylic or methacrylic acid and dissolved in styrene monomer.
• Vinyl ester resins were developed by Dow (DERAKANE ®) and Shell (HETRON ®) specifically to „shape“ a resin resistant to severe corrosion environments for applications where epoxy- and polyester resins did not meet the industrial requirements for life time, maintenance- and installed costs.
• When the „resin“ is mixed with peroxide a radical polymerisation, called curing, is initiated (in most processes enhanced by accellerators).
• Typically an ambient temperature cure is adequate for most uses, however, an elevated temperature post cure e.g. 2 h@80 C may be added to reach optimum thermal properties (mechanical properties are fully developed after ambient temperature cure).
www.composites-cis.com
8
Basics of EP resins (1)
An epoxy (EP) resin typically refers to an “resin” and “hardener”.
• The epoxy resin is a polymer with an epoxide group at either end and normally produced from a reaction between epichlorhydrin and bisphenol-A.
• For pipes the hardener is typically a polyamine or anhydride.
• When „resin“ and „hardener“ are mixed the reaction or polymerisation, called curing, is initiated (unless a latent hardener or homopolymerisation is applied).
• Depending on hardener type an ambient temperature cure or elevated temperature cure is possible and/or required (elevated temperature cure typically required to reach optimum properties).
• For fiberglass reinforced plasic (FRP) pressure pipe the use of an liquid epoxy resin and an amine (e.g. IPDA) hardener is most establised.
The IPDA hardener type requires elevated temperature cure
e.g. 1 h@80 C + 4 h@150 C.
• The use of aromatic amine hardeners is mostly banned in pipe production because of safety (EH&S) issues.
www.composites-cis.com

9
VE and EP resins in
composites applications
www.composites-cis.com
10
Differentiation of VE and EP applications (1)
The differentiation between an epoxy vinyl ester (VE) resin and epoxy (EP) resin application, illustrated by of an industrial pressure pipe, can be summarized to:
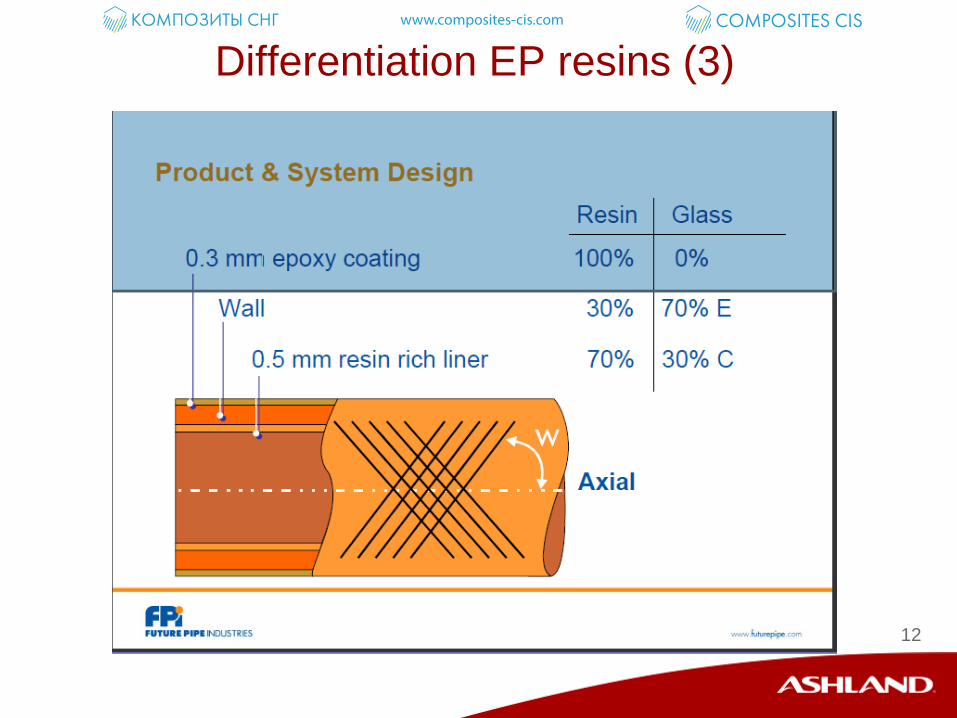
• Typically epoxy (EP) pressure pipes are used in services neither with requirements for high media resistance nor special design requirements of the chemical resistance barrier (CBL) layer but typically a “liner” of 0.1 to 0.5 mm is considered adequate.
• Typically epoxy vinyl ester (VE) pipes are used for a broad range of services, which demand higher media resistance and/or special design requirements for both of the chemical resistance barrier (CBL) layer as well as the structural laminate. Hence, special designs of the CBL may be required.
• Most case histories for DERAKANE ® epoxy vinyl ester resin pipe are with operating pressures < 35 bar, while representative for most industrial processes. However, also applications (CNG tanks) for 200 bar were developed.
www.composites-cis.com
11
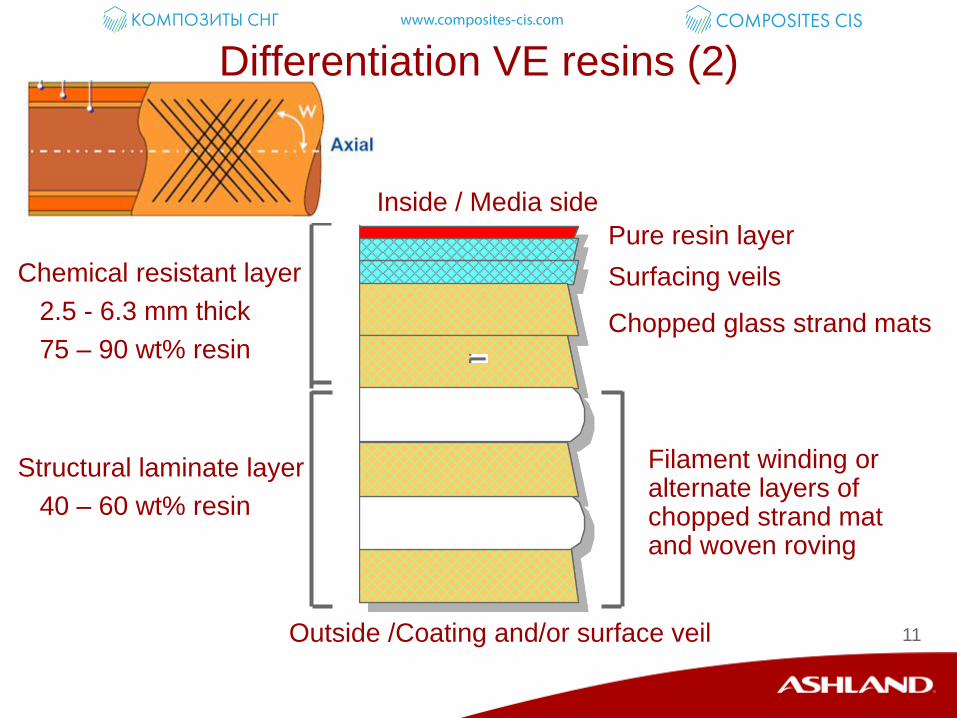
Differentiation VE resins (2)
Chopped glass strand mats
Surfacing veils
Filament winding or alternate layers of chopped strand mat and woven roving
Chemical resistant layer
2.5 - 6.3 mm thick
75 – 90 wt% resin
Structural laminate layer
40 – 60 wt% resin
Pure resin layer
Inside / Media side
Outside /Coating and/or surface veil
www.composites-cis.com
12
Differentiation EP resins (3)
www.composites-cis.com

13
Physical properties of epoxy vinyl ester (VE) and epoxy (EP) based
Fiber Reinforced Plastic (FRP) composites e.g. industrial pipe are comparable
when:
- equal content of glass fiber is used
- equal fiber orientation (winding angle) is used
- equal laminate composition (layers) is used
Hence the mechanical properties of neat resins and fiberglass pipe are
comparable in static and dynamic (fatigue) mode resulting in equal:
- laminate strength, modulus (stiffness), toughness and strain.
The thermal properties # of epoxy / amine (IPDA) and epoxy vinyl ester
resin are typically equal up to 85 C.
# i.e. retention of mechanical properties at elevated temperature
Material Science aspects (1)
www.composites-cis.com
14
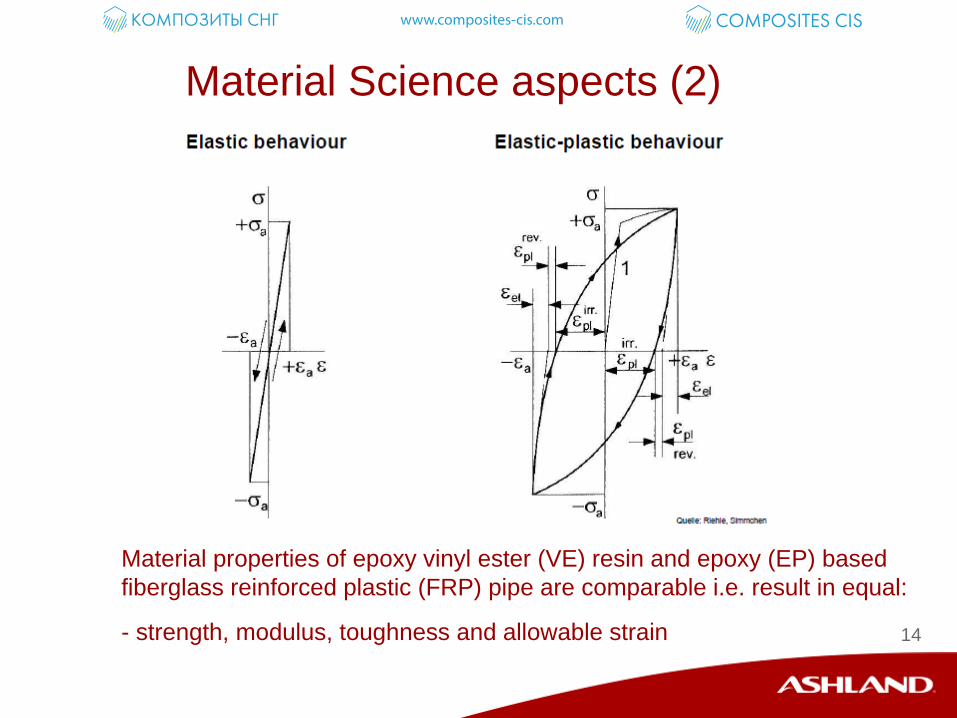
Material Science aspects (2)
Material properties of epoxy vinyl ester (VE) resin and epoxy (EP) based
fiberglass reinforced plastic (FRP) pipe are comparable i.e. result in equal:
- strength, modulus, toughness and allowable strain
www.composites-cis.com
15
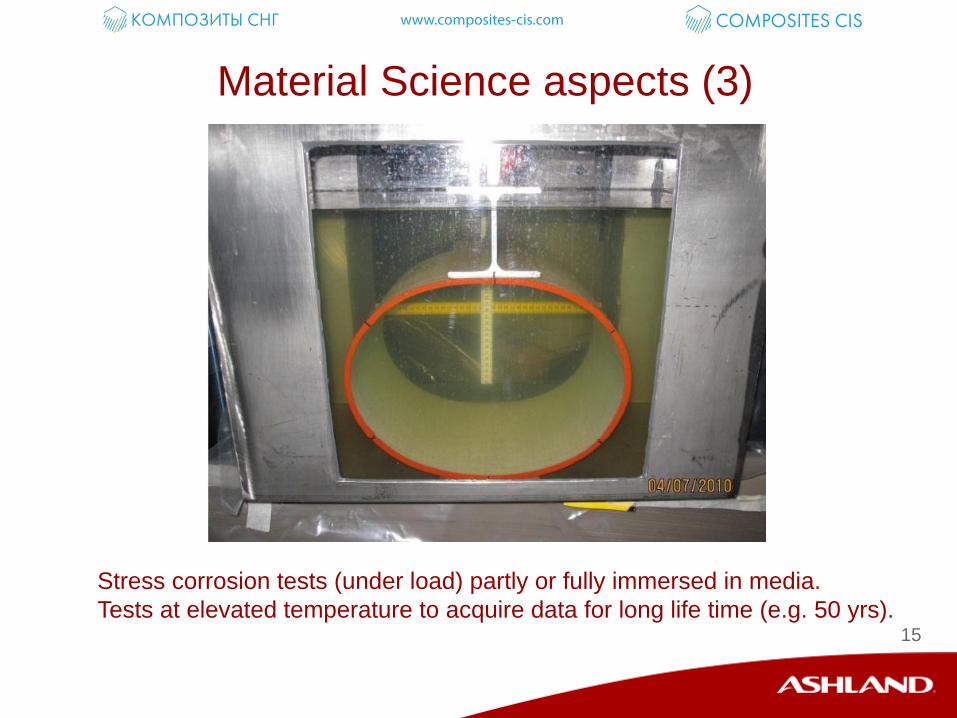
Material Science aspects (3)
Stress corrosion tests (under load) partly or fully immersed in media.
Tests at elevated temperature to acquire data for long life time (e.g. 50 yrs).
www.composites-cis.com

16
Representative case histories (1)
Summary of representative case histories for high performance
DERAKANE® epoxy vinyl ester resins
in Fiber Reinforced Plastic (FRP) composites
and structural / constuction applications.
www.composites-cis.com

17
Case history (2)
Scrubber, duct and stack for fertiliser industry made in DERAKANE 411
resin, installed in Spain.
www.composites-cis.com
18
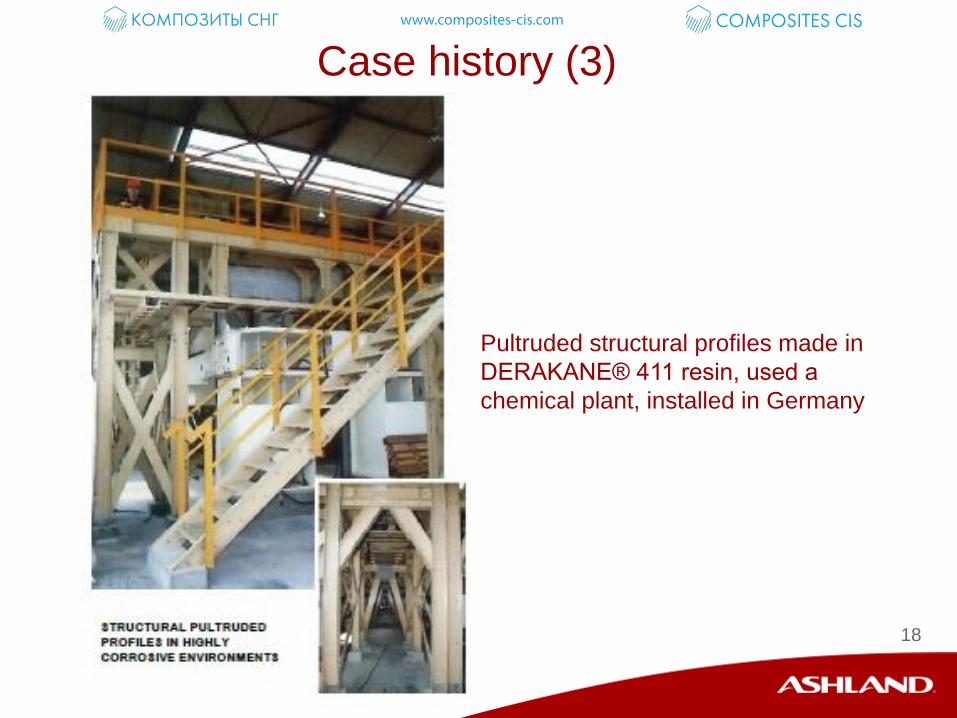
Case history (3)
Pultruded structural profiles made in
DERAKANE® 411 resin, used a
chemical plant, installed in Germany
www.composites-cis.com

19
Case history (4)
Gas cylinders for Liquefied Petroleum Gas (LPG) made in DERAKANE 8090
resin and globally used (Europe, US, South America, Korea, Vietnam)
Translucent => liquid level
Light weight
Resist high pressure
www.composites-cis.com

20
Case history (5)
Blades for wind turbines made in DERAKANE 601 epoxy vinyl ester
resin installed at diverse wind parks globally
www.composites-cis.com

21
Case history (6A)
Duct from flue gas scrubber to chimney made in DERAKANE 411
epoxy vinyl ester resin, installed in Germany
www.composites-cis.com

22
Duct from flue gas scrubber to chimney made in DERAKANE 411
epoxy vinyl ester resin, installed in Germany
Case history (6B)
www.composites-cis.com

23
Conclusion and Outlook
The comparison of fiberglass pressure pipe made of epoxy (EP) and epoxy vinyl ester (VE) resin allows following conclusion:
- There is an overlap in material properties between an epoxy / amine (IPDA) and epoxy / anhydride (MTHPA) resin systems and the DERAKANE ® epoxy vinyl ester (VE) resin and therefore equal performance of the pipes.
- The suitabilty of each resin type (VE & EP) vs. media and operating temperature needs verification and backed by chemical resistance data.
- The broad experience with DERAKANE ® epoxy vinyl ester (VE) resin for a wide range of media gives security on expected life time, anticipated maintenance etc.
- A good outlook for new applications is the back-up of over 40 years case histories & industrial experience of DERAKANE ® epoxy vinyl ester (VE) resin.
www.composites-cis.com