hydrogen management console (hyn dttm - technip · • upgrading of the existing hydrogen...
TRANSCRIPT

Hydrogen Management Console (HyN●DTTM)
ERTC – 09-11 November 2009
M. PaganoM. Pagano

Why Managing H2
►Deep conversion refineries with and high level of bottom-of-the-barrel conversion can have an H2 demand up to 2.7%wt of total crude input
2

►Hydrogen plays a capital role both for the environment and for an effective usage of energy
►The hydrogen sources have to be studied in their synergies with hydrogen users to determine the most effective way of satisfying refinery needs
►The approach will be different for new refineries or for revamps
Why Managing H2
3
H2
ROG

Grass Root Refineries
►The optimum configuration for a new complex has to satisfy both the present and the future hydrogen demand
►Possible developments of fuels specifications have to be examined
►The following goals have to be pursued:• High level of H2 Availability
• Adequate Flexibility
• Lowest CAPEX
• Lowest Operating costs
4

5
Revamping of Existing Refineries
►The issue is to deal with increasing demand of hydrogen while: • Upgrading of the existing Hydrogen Generation Unit (HGU)
• Adding a new “on purpose” HGU
• Performing an Integrated utilization of the Refinery Off-Gas (ROG)
• Studying and assessing the possible H2 recovery solutions from ROG streams
• Assessing the impact on performances of hydro-processing units caused by H2make-up with lower purity
►In this respect the approach is twofold:• Internal optimization of the HGU
• External optimization of the H2 network

Why Managing CO2
6
►A modern high conversion refinery produces:• 0.33÷0.4 ton CO2 per ton of crude (without residue gasification)
• 0.7 ton CO2 per ton of crude (with residue gasification)
►However, the major sources of CO2 in a refinery are scattered on the plot plan
►Coupling H2 and utilities production in the HGU or IGCC can be a way of having a single source for CO2 capture
►The impact of carbon emissions trading scheme on a refinery is very complex• Use of LP model can help to asses the impact of changing emissions costs
on the refinery operation and configuration
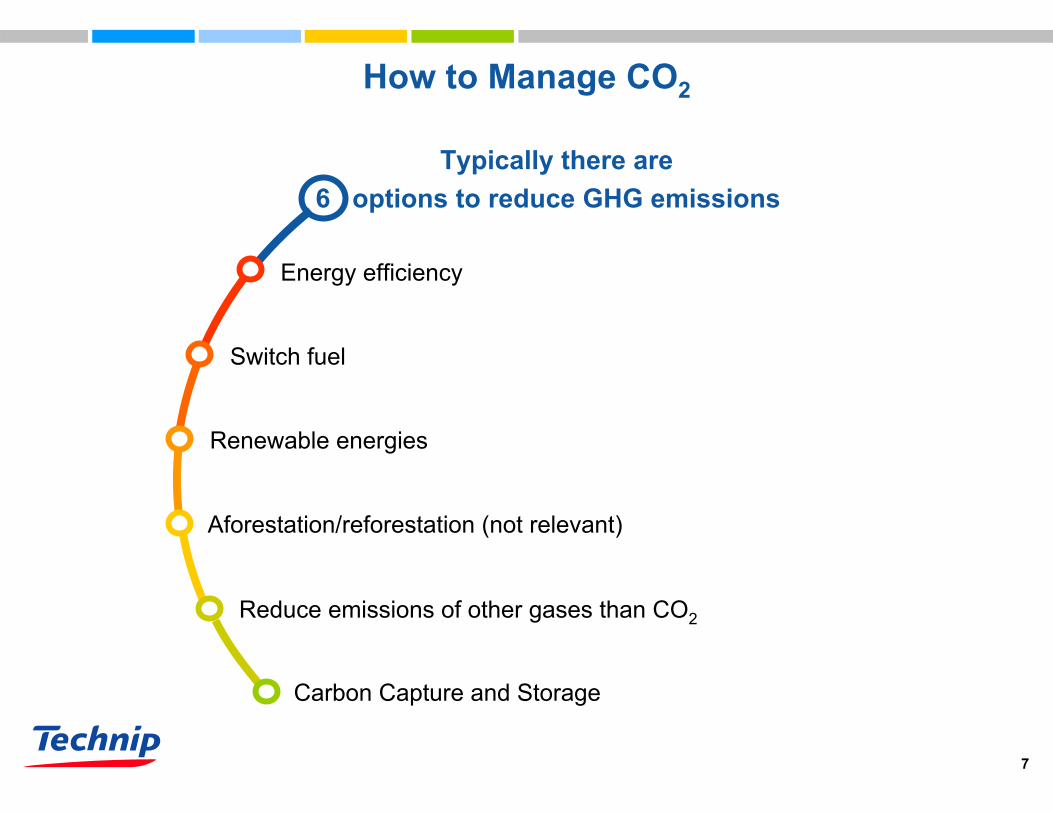
How to Manage CO2
Typically there are 6 options to reduce GHG emissions
Energy efficiency
Switch fuel
Renewable energies
Aforestation/reforestation (not relevant)
Reduce emissions of other gases than CO2
Carbon Capture and Storage
7
8
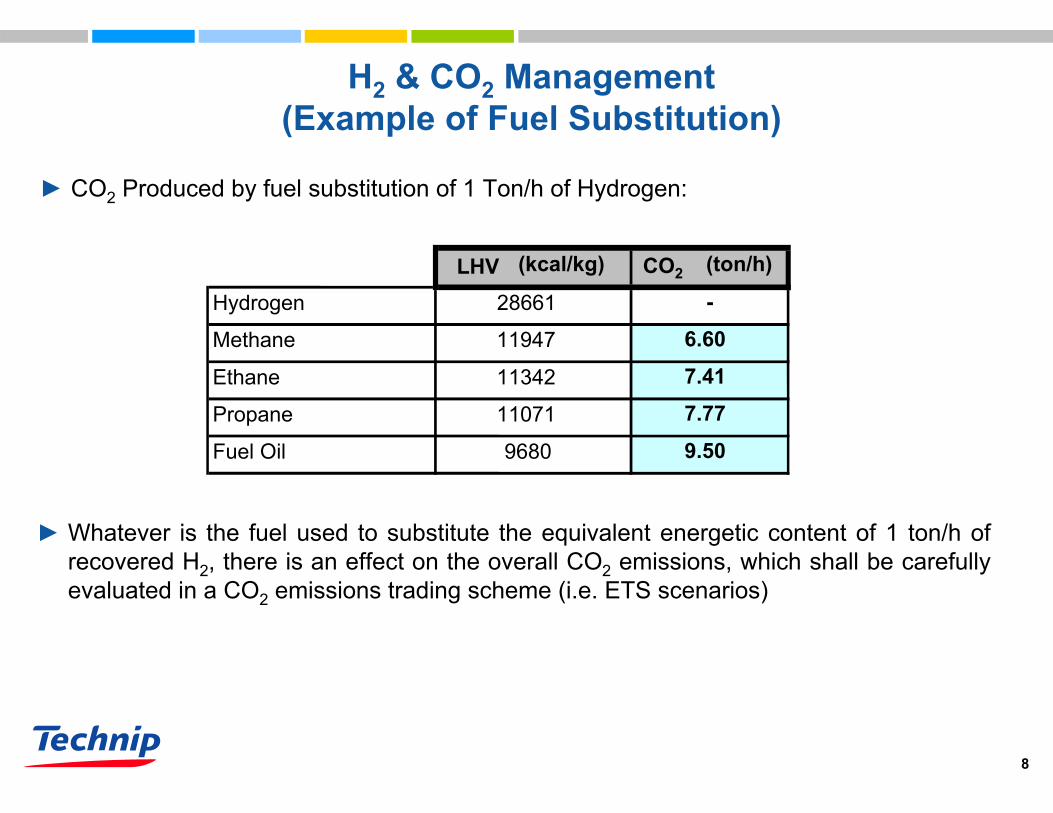
► Whatever is the fuel used to substitute the equivalent energetic content of 1 ton/h of recovered H2, there is an effect on the overall CO2 emissions, which shall be carefully evaluated in a CO2 emissions trading scheme (i.e. ETS scenarios)
► CO2 Produced by fuel substitution of 1 Ton/h of Hydrogen:
LHV (kcal/kg) CO2 (ton/h)
Hydrogen 28661 -
Methane 11947 6.60
Ethane 11342 7.41
Propane 11071 7.77
Fuel Oil 9680 9.50
H2 & CO2 Management(Example of Fuel Substitution)

H2 & CO2 Management(Example of Fuel Substitution)
9
CO2 emissions per T/h of Hydrogen produced through SR
CO2 INDIRECT FROM UTILITIES
CO2 from Utilities Production/Generation (x1 Ton/h of Hydrogen)Hp. (CH 4 is used in a CC power plant and for Steam boilers)
Natural Gas feedstock Light Naphtha feedstockGcal/h/Ton of hydrogen Gcal/h/Ton of hydrogen
steam -9.7 -6.52 -6.12power 246376.8 0.42 0.46
TOT. -6.09 -5.67
Related CO2 produced Related CO2 produced -1.40 Ton/h -1.30 Ton/h
SR OVERALL CO2 BALANCE
CO2 from Production of 1 Ton/h of pure Hydrogen (99.9 %vol.)
Natural Gas feedstock Light Naphtha feedstock9.17 ton/h of CO2 10.99 ton/h of CO2
2.79 ton/h of CO2 3.30 ton/h of CO2
-1.40 ton/h of CO2 -1.30 ton/h of CO2
Tot = 10.56 ton/h 13.00 ton/h
CO2 exit CO Shift ReactorsCO2 from FG firing CO2 from Indirect Utilities Prod./Gen.
10
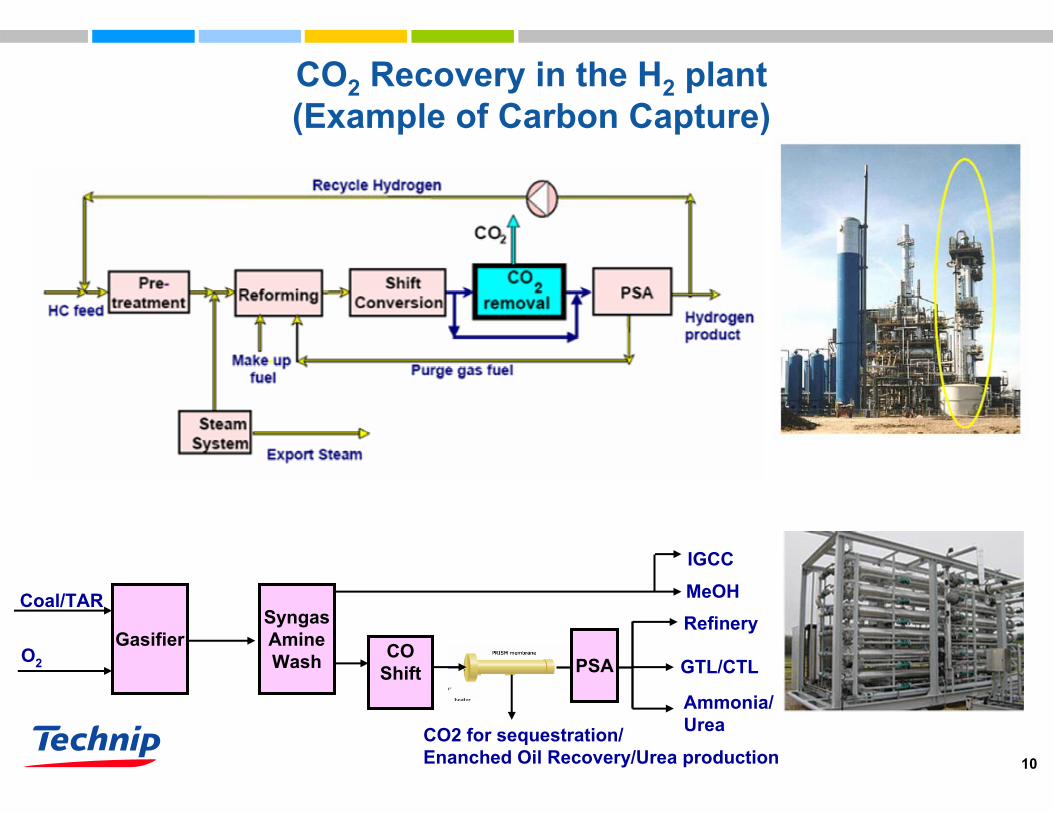
CO2 Recovery in the H2 plant(Example of Carbon Capture)
GasifierSyngasAmineWash CO
Shift
CO2 for sequestration/Enanched Oil Recovery/Urea production
O2
Coal/TAR
IGCC
Refinery
GTL/CTL
Ammonia/Urea
MeOH
PSA

11
Technip’s Tool for H2 & CO2 Management
►Technip can help refiners to find out the optimum solution using its group transversal competences and advanced methodologies:• Knowledge of the available options for hydrogen production, supply and
recovery
• Suite of tools based on advanced LP modeling, for planning of the all refinery operations
• Expertise on equipment costs estimate with a scaling accuracy
►These competences are now concentrated in Technip’sHydrogen Network Design Tool

12
HyN•DT Hydrogen Network Design Tool
►Interfaces between process simulators and LP are made easy by the use of HyN•DT
►LP can help in retrieving the optimum configuration with the following cautions: • The optimization of H2 usage shall be able to identify the trade-off between H2
purity, pressure and recovery level from ROG
• Before any H2 model optimization, an off-line screening to fix the “reasonable”hydrogen recovery solutions is preferable

13
HyN•DT versus Hydrogen Pinch Analysis (HPA)
►The HPA, traditionally used, is not sufficient to model the complexity of the network design• It only considers flow rates and purities of streams containing hydrogen while
neglecting:– Pressure of hydrogen rich stream
– Spare capacity on existing compressors
– Safety
– Piping routing
– Operability/Availability
– CAPEX/OPEX
• The result is a mere hydrogen balance closure

14
HyN•DT Work-Flow
H2 SystemCO2 recovery
(LP model)
Refinery
Modelling
HGU Preliminary
Design
H2
Network
•Process & Utilities units modelling
•H2 headers identification
•H2/CO2 Balance validation
•Off-gas & purge streams
Optimization
Routine
Options Screening
•LP Modelling
and/or
•Off-line analysis
Cost Estimate &
Cost factors
Configuration
Selection
•Max Refinery Operating Margin
•Min pay out time
Iteration
Info’s gathering(Environment definition)

15
►HyN•DT has successfully been used to optimize the hydrogen network of a complex grass root refinery in Tatarstan for which Technip has performed a detailed feasibility study
►The Complex will be designed to process 7 million tons per year of Carbonic Crude (23.4 API°, Sulfur = 3.8 wt %) and it will have the following features :• Maximization of Diesel and Jet Kero fuels @ EURO V specifications• Minimization of residue (i.e. Deep Conversion Scheme/Zero fuel oil Refinery)• Production of Benzene and Paraxylene
Case Study: Grassroot Refinery in Tatarstan

Refinery Block Flow Diagram
16
►The selected process configuration is shown below:
CRUDECRUDEDISTILL.DISTILL.
UNITUNIT
VACUUMVACUUMDISTILL.DISTILL.
UNITUNIT
NAPHTHANAPHTHAHDTHDT
KEROKEROHDTHDT
DIESELDIESELHDTHDT
HYDROHYDROCRACKERCRACKER
SOLVENTSOLVENTDEASPHALTINGDEASPHALTING
HYDROGENHYDROGENUNITUNIT
SULFUR & AMINESULFUR & AMINEUNITUNIT
KERO/JETKERO/JET
DIESELDIESEL
SULFURSULFUR
SATURATEDSATURATEDGAS PLANTGAS PLANT
FG+LPGFG+LPG
SOUR WATERSOUR WATERSTRIPPERSTRIPPER
FUEL OILFUEL OIL
7 millions t/y7 millions t/y
GASIFICATIONGASIFICATION
SYNGASSYNGASCLEANINGCLEANING
COMBINED CYCLECOMBINED CYCLEPLANTPLANT
DAODAO
POWERPOWERSTEAMSTEAM
AIR AIR SEPARATIONSEPARATION
VACUUM VACUUM RESIDUERESIDUE
O2O2
Products SlateProducts Slate
Ni, V AshNi, V Ash
ASPHALTENESASPHALTENES
Main Ancillary Main Ancillary UnitsUnits
HCK ResidueHCK Residue
C3C3ii--C4 & nC4 & n--C4C4
Fuel Gas
COCO SHIFTSHIFT HYDROGENHYDROGEN
LT LT NAPHTHANAPHTHA
CCRCCR
AROMATICSAROMATICSCOMPLEXCOMPLEXReformateReformate
HV HV NAPHTHANAPHTHA
BENZENEBENZENEPARAXYLENEPARAXYLENE
PETROCHEM. PETROCHEM. NAPHTHANAPHTHARaffinateRaffinate
PROPANEPROPANE
BUTANESBUTANES
Heavy AromaticsHeavy Aromatics
H2 ProducersH2 Producers
H2 UsersH2 Users

17
Hydrogen Purification Options
►The appropriate hydrogen separation technology is crucial
►The three main hydrogen purification technologies available are:• PSA – pressure swing absorption
– Small pressure drop across the PSA avoiding excessive recompression duty
• Membrane – selective permeation– Operate under high pressure drop to deliver moderately pure hydrogen
• Cryogenic separation (cold box)– The refrigeration required for the process is obtained by Joule-Thomson effect

Base Configuration (Recovery Level = 0%)
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
6.4 t/d 2.3 t/d H2 Network
H2 Network257,264 Nm3/h
551 t/d
17.1 t/d 508.2 t/d
HGUHGUHGUHGUPSA CCRCCRCCRCCR AROMATICS AROMATICS COMPLEXCOMPLEX
AROMATICS AROMATICS COMPLEXCOMPLEX
ISOMAR TATORAY
157.1 t/d
PSACO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
CO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
H2 High Purity Network, 99.9% vol
PSA
242.0 t/d
FG Network
151.9 t/d 3.9 t/d 13.1 t/d
RFG Network
RFG Network
FG Network
11.3 t/d
58.7%vol.
33.1 t/d
53.3%vol.
3.1 t/d
67.8%vol.
0.2 t/d
16.1%vol.1.0 t/d
33.9%vol.
8.0 t/d
81.5%vol.H2
108.2 t/d
45.2 t/d
90.6%vol.Fractionator
Cold Sep.
(H2)70,937 Nm3/h
(H2)73,352 Nm3/h
18
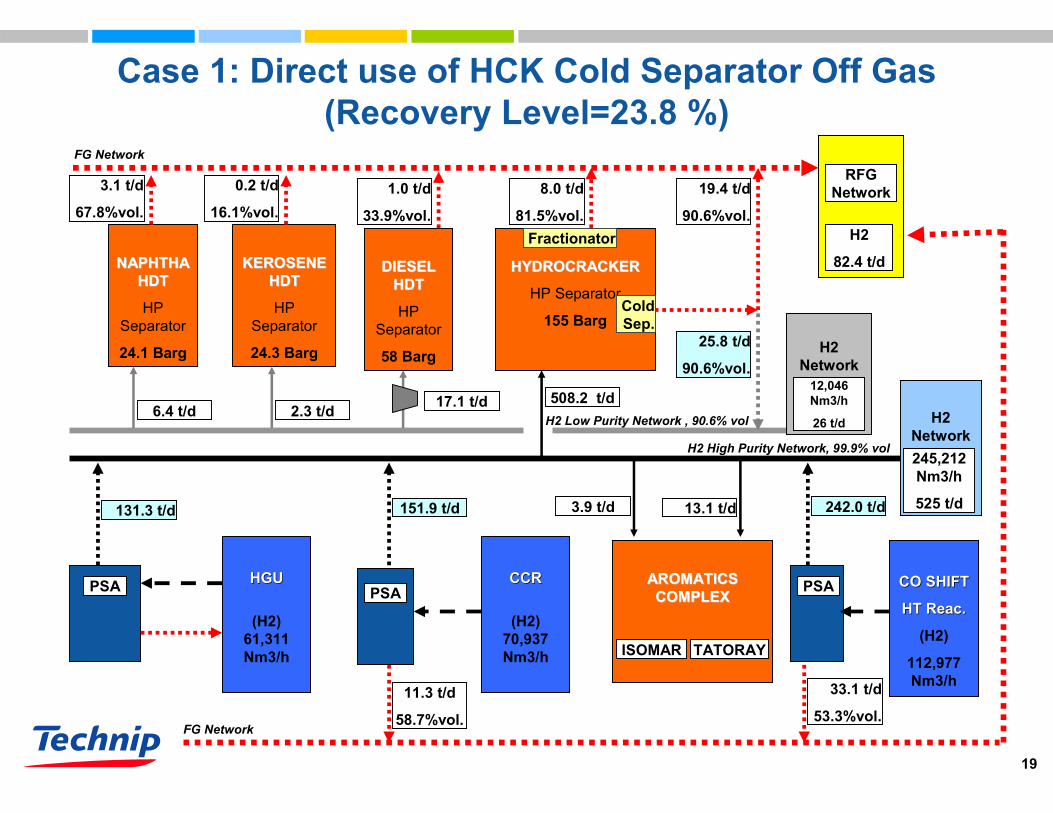
Case 1: Direct use of HCK Cold Separator Off Gas(Recovery Level=23.8 %)
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
6.4 t/d 2.3 t/d H2 Network
H2 Network245,212 Nm3/h
525 t/d
17.1 t/d 508.2 t/d
HGUHGUHGUHGUPSA CCRCCRCCRCCR AROMATICS AROMATICS COMPLEXCOMPLEX
AROMATICS AROMATICS COMPLEXCOMPLEX
ISOMAR TATORAY
131.3 t/d
PSACO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
CO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
H2 High Purity Network, 99.9% vol
PSA
242.0 t/d
FG Network
151.9 t/d 3.9 t/d 13.1 t/d
RFG Network
RFG Network
FG Network
11.3 t/d
58.7%vol.
33.1 t/d
53.3%vol.
3.1 t/d
67.8%vol.
0.2 t/d
16.1%vol.1.0 t/d
33.9%vol.
8.0 t/d
81.5%vol.H2
82.4 t/d
19.4 t/d
90.6%vol.Fractionator
Cold Sep.
H2 Network
H2 Network
12,046 Nm3/h
26 t/dH2 Low Purity Network , 90.6% vol
25.8 t/d
90.6%vol.
(H2)70,937 Nm3/h
(H2)61,311 Nm3/h
19
20
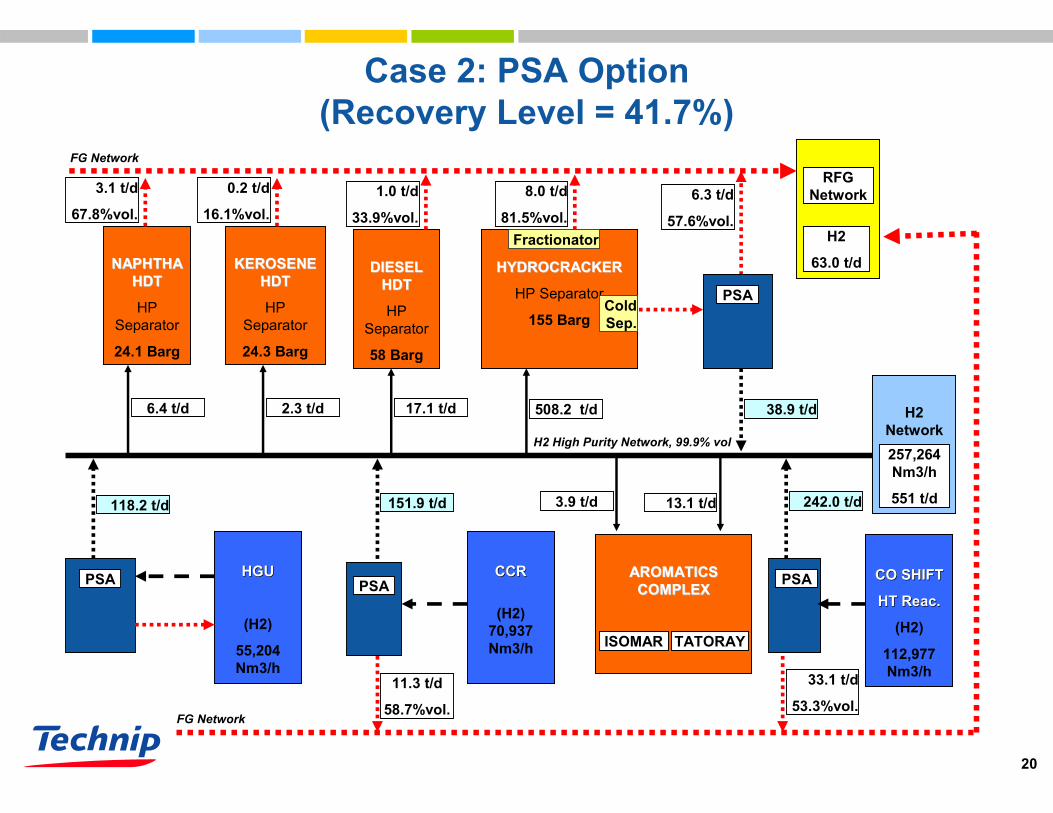
Case 2: PSA Option(Recovery Level = 41.7%)
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
6.4 t/d 2.3 t/d H2 Network
H2 Network257,264 Nm3/h
551 t/d
17.1 t/d 508.2 t/d
HGUHGU
(H2)
55,204 Nm3/h
HGUHGU
(H2)
55,204 Nm3/h
PSA CCRCCRCCRCCR AROMATICS AROMATICS COMPLEXCOMPLEX
AROMATICS AROMATICS COMPLEXCOMPLEX
ISOMAR TATORAY
118.2 t/d
PSACO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
CO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
H2 High Purity Network, 99.9% vol
PSA
242.0 t/d
FG Network
151.9 t/d 3.9 t/d 13.1 t/d
RFG Network
RFG Network
FG Network
11.3 t/d
58.7%vol.
33.1 t/d
53.3%vol.
3.1 t/d
67.8%vol.
0.2 t/d
16.1%vol.1.0 t/d
33.9%vol.
8.0 t/d
81.5%vol.H2
63.0 t/d
6.3 t/d
57.6%vol.Fractionator
Cold Sep.
PSA
38.9 t/d
(H2)70,937 Nm3/h

21
Case 3: PSA combined with Membranes(Recovery Level = 65.8 %)
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
NAPHTHA NAPHTHA HDTHDT
HP Separator
24.1 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
KEROSENE KEROSENE HDTHDT
HP Separator
24.3 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
DIESEL DIESEL HDTHDT
HP Separator
58 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
HYDROCRACKERHYDROCRACKER
HP Separator
155 Barg
6.4 t/d 2.3 t/dH2
NetworkH2
Network245,212 Nm3/h
525 t/d
17.1 t/d 508.2 t/d
HGUHGU
(H2)
43,143 Nm3/h
HGUHGU
(H2)
43,143 Nm3/h
PSA CCRCCRCCRCCR AROMATICS AROMATICS COMPLEXCOMPLEX
AROMATICS AROMATICS COMPLEXCOMPLEX
ISOMAR TATORAY
92.4 t/d
PSACO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
CO SHIFTCO SHIFT
HT Reac.HT Reac.
(H2)
112,977 Nm3/h
H2 High Purity Network, 99.9% vol
PSA
242.0 t/d
FG Network
151.9 t/d 3.9 t/d 13.1 t/d
RFG Network
RFG Network
FG Network
11.3 t/d
58.7%vol.
3.1 t/d
67.8%vol.
0.2 t/d
16.1%vol.1.0 t/d
33.9%vol.
8.0 t/d
81.5%vol.H2
37 t/d
6.3 t/d
57.6%vol.Fractionator
Cold Sep.
H2 Network
H2 Network
12,046 Nm3/h
26 t/dH2 Low Purity Network , 90 % vol
PSA
25.8 t/d 38.9 t/d
(H2)70,937 Nm3/h
7.3 t/d
33.1 t/d
53.3%vol.
22
Impact of Lower Purity Hydrogen
►As preliminary results, the licensor has confirmed that make-up H2 at lower purity (i.e. 90 % vol.) can be used to feed both Kero and Diesel HDT Units
►On Diesel Unit the impacts are:• At same pressure profile in the Reaction Loop, the catalyst volume shall be
increase of 10%.
• At same catalyst volume, the reactor outlet pressure shall be increased of 7-8 bar.
►On Kerosene Unit the impacts are quite minimal as the unit is smaller:• At same pressure profile in the Reaction Loop, the catalyst volume shall be
increased of 4-5%
• At same catalyst volume, the reactor outlet pressure shall be increased of 2-3 bar

Summary Overview
23
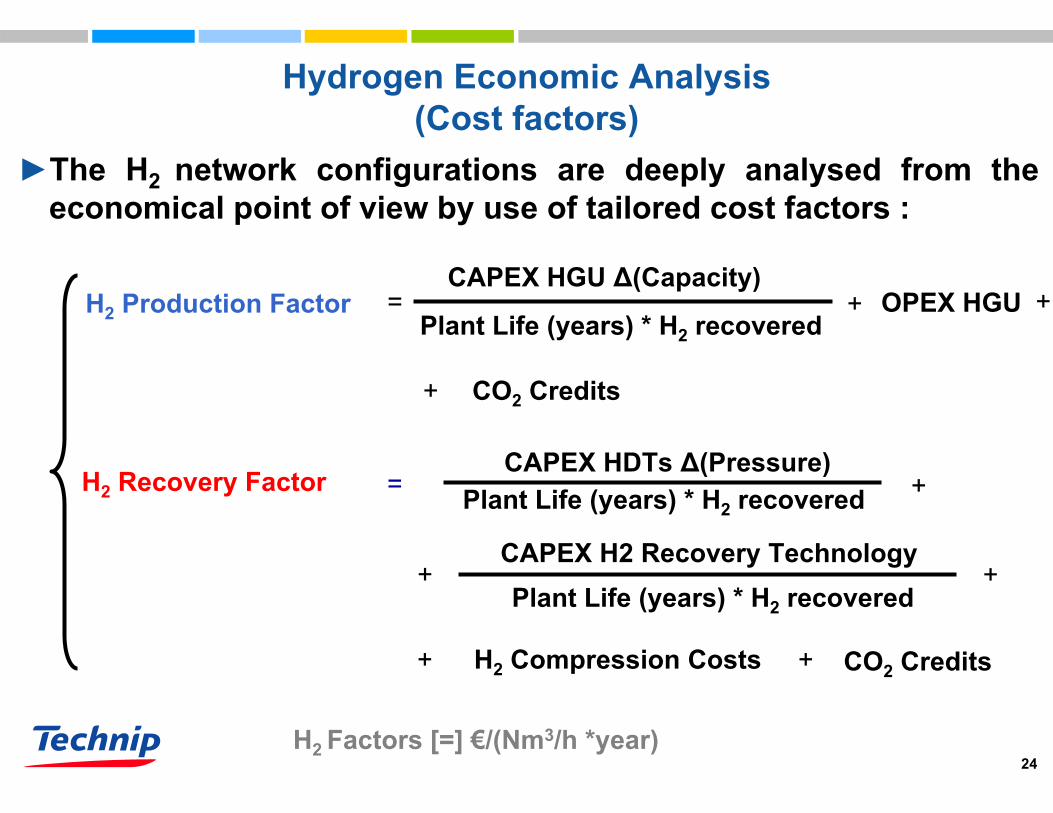
Hydrogen Economic Analysis(Cost factors)
H2 Production Factor =CAPEX HGU ∆(Capacity)
Plant Life (years) * H2 recovered
H2 Recovery Factor =
H2 Factors [=] €/(Nm3/h *year)
CAPEX HDTs ∆(Pressure)Plant Life (years) * H2 recovered +
+CAPEX H2 Recovery TechnologyPlant Life (years) * H2 recovered
+ H2 Compression Costs
+ OPEX HGU
CO2 Credits+
CO2 Credits+
►The H2 network configurations are deeply analysed from the economical point of view by use of tailored cost factors :
24
+
+

25
HyN•DT – Economics Results►The Analysis, conducted for this specific client, has shown a
break even point, around 56% of overall H2 recovery
►Beyond this recovery level the costs associated with the CAPEX and OPEX for the H2 recovery & purification technologies exceed the generation costs CAPEX ESCALATION
2.755.50
19.46
0
5
10
15
20
25
CASE 1 CASE 2 CASE 3
MM
Eur
o
CAPEX
PAY OUT TIME
1.92.5
5.3
0.0
1.0
2.0
3.0
4.0
5.0
6.0
CASE 1 CASE 2 CASE 3
YEA
RS
POT
H2 RECOVERY TRENDS
0
1,000,000
2,000,000
3,000,000
4,000,000
5,000,000
6,000,000
0 20 40 60 80
% of H2 Recovery
Euro
/Yea
r
H2 Production CostsH2 Recovery Costs
Recovery of H2 favourable Production of H2 favourable

26
Conclusions
►The methodological approach to the Hydrogen analysis is strongly depended by the project typology & environment constraints
►It is necessary for each project & client environment to re-evaluate the H2 economics factors in light of any specific constraints
►The Technip’s HyN•DT is a flexible tool to optimize new or existing H2 network with practical solutions allowing to define a roadmap for the refinery investments