i ntroduction to nautilus 7 m old q ualification and d esign of e xperiments s oftware for i...
TRANSCRIPT

INTRODUCTION TO
NAUTILUS 7
MOLD QUALIFICATION AND
DESIGN OF EXPERIMENTS SOFTWAREFOR
INJECTION MOLDING
SUHAS KULKARNI FIMMTECH 1-760-525-9053
NAUTILUS IS A PROGRAM THAT HELPS IN THE
EVALUATION, ANALYSIS, DEVELOPMENT AND
DOCUMENTATION OF THE INJECTION MOLDING
PROCESS.
THE SOFTWARE ALSO HAS A COMPLETE DESIGN
OF EXPERIMENTS MODULE THAT IS CUSTOMIZED
FOR INJECTION MOLDING
SUHAS KULKARNI FIMMTECH 1-760-525-9053

BENEFITS OF USING THE TECHNIQUES:
• ESTABLISHED PROCESS IS ROBUST
• PROCESS WILL BE A ‘NO OR LITTLE ATTENTION
REQUIRED’ PROCESS
• WILL DETERMINE THE FASTEST CYCLE TIME POSSIBLE
• LESS SCRAP AT STARTUP
• LESS SCRAP DURING PRODUCTION
• IMPROVED PART QUALITY AND PROCESS CAPABILITY
ABOVE FACTORS INCREASE THE BOTTOM LINE PROFITS!
SUHAS KULKARNI FIMMTECH 1-760-525-9053

3 CASE STUDIES
SUHAS KULKARNI FIMMTECH 1-760-525-9053
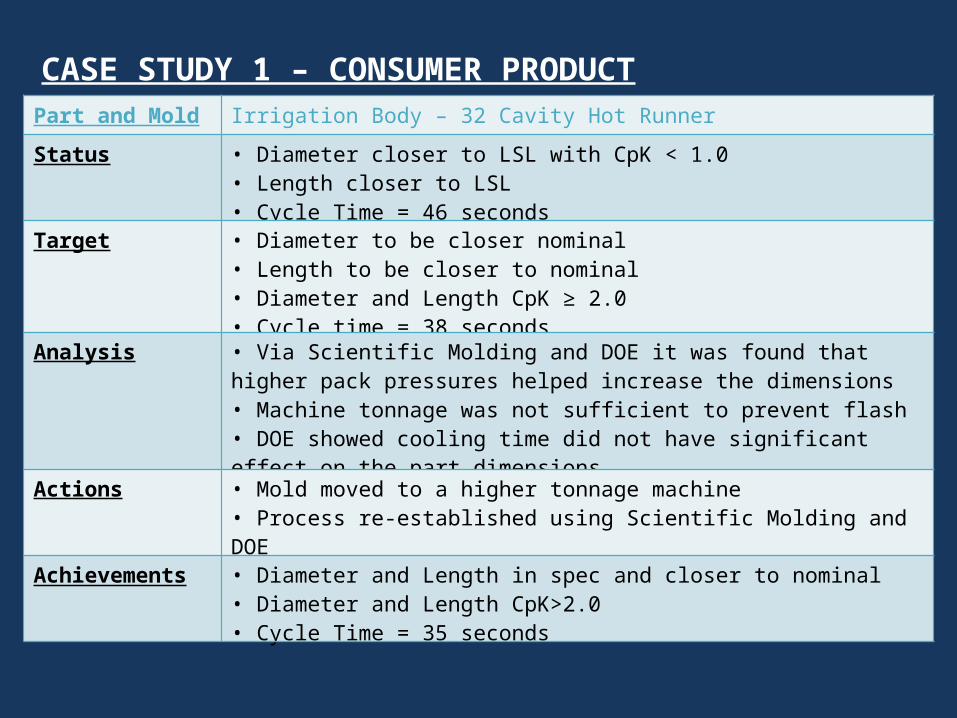
CASE STUDY 1 – CONSUMER PRODUCTPart and Mold Irrigation Body – 32 Cavity Hot Runner
Status • Diameter closer to LSL with CpK < 1.0• Length closer to LSL• Cycle Time = 46 seconds
Target • Diameter to be closer nominal • Length to be closer to nominal• Diameter and Length CpK ≥ 2.0• Cycle time = 38 seconds
Analysis • Via Scientific Molding and DOE it was found that higher pack pressures helped increase the dimensions• Machine tonnage was not sufficient to prevent flash• DOE showed cooling time did not have significant effect on the part dimensions.
Actions • Mold moved to a higher tonnage machine• Process re-established using Scientific Molding and DOE
Achievements • Diameter and Length in spec and closer to nominal• Diameter and Length CpK>2.0• Cycle Time = 35 seconds

CASE STUDY 2 – AUTOMOTIVE PRODUCTPart and Mold Automotive Connector – 4 Cavity Mold
Status • Shroud Dimension in the center lower than LSL• Shroud Walls not parallel to each other• Cycle time was 38 seconds
Target • Shroud Dimension to be at nominal• Shroud walls to be parallel to each other• Cycle time of 32 seconds
Analysis • Shroud was closer to the end of fill • Shroud thickness was relatively smaller compared to the rest of the part.• Shroud was not sufficiently packed out
Actions • A Gate seal study using Scientific Molding showed the gate froze off too quick. The gate was opened up.• DOE showed the shroud dimension could be improved up to half of what was required. The steel in the shroud area was contoured to compensate for the warp
Achievements • Shroud dimension and parallelism were in spec• Cycle Time of 32 seconds was achieved• Based on the DOE results, a new molding screw with a different design was installed and cycle time of 29 sec was achieved

CASE STUDY 3 – MEDICAL PRODUCTPart and Mold Surgical Clip – 16 Cavity Hot Runner Mold
Status • Part Length was over the LSL• Mold was not steel safe• Cycle time = 24 seconds• Black streaks were found on the molded part
Target • Part Length to be closer to Nominal• Cycle Time = 15 seconds• No Black Streaks
Analysis • Part was too thick, needed extra time to cool• Residence time in hot runner was too high
Actions • Scientific Molding and DOE was done to understand the effect of the process on the part quality• Part was cored out to reduce the thick section.• Scientific Molding and DOE were redone.
Achievements • New thinner part thickness helped to run the mold at lower cooling times therefore achieving a cycle time of 12 seconds• Part length was closer to nominal with CpK values = ~ 4.0• With faster cycle, the residence time in the hot runner manifold reduced and the black specs were eliminated.

THE SOFTWARE
SUHAS KULKARNI FIMMTECH 1-760-525-9053

FOLLOWING ARE SOME OF THE FEATURES OF THE SOFTWARE:
MATERIAL, MOLD AND MACHINE DATABASES
MOLD – MACHINE COMPATIBILITY REPORT
SCIENTIFIC MOLDING WORKSHEETS (6-STEP STUDY)
• VISCOSITY STUDY
• PRESSURE DROP STUDY
• CAVITY BALANCE STUDY
• PROCESS WINDOW STUDY
• GATE SEAL STUDY
• COOLING TIMESUHAS KULKARNI FIMMTECH 1-760-525-9053

DESIGN OF EXPERIMENTS MODULE
• TORNADO CHARTS – WHAT IS THE MOST SIGNIFICANT FACTOR?
• PROCESS SENSITIVITY CHARTS
• COSMETIC PROCESS WINDOW
• DYNAMIC PROCESS WINDOW
• VISUAL PREDICTION EQUATION
MOLD TRIAL AND QUALIFICATION PROGRESS REPORT
WATER LINE DIAGRAMS AND MOLD TEMPERATURE MAPS
MOLD SETUP AND OPERATION DOCUMENTATION
SUHAS KULKARNI FIMMTECH 1-760-525-9053

QUALITY MODULE
• FULL DIMENSIONAL ANALYSIS
• STATISTICAL ANALYSIS
• POST MOLDING SHRINKAGE REPORT
• DOCUMENTATION OF QUALITY INSPECTION PLAN
MOLD DESIGN AND PART DESIGN CHECKLISTS
CALCULATION WORKSHEETS COMMONLY USED IN
MOLDING
SUHAS KULKARNI FIMMTECH 1-760-525-9053
MAIN SCREEN:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053
VISUAL HELP MENU IS AVAILABLE IN EACH SCREEN

DATABASES: MATERIAL – MOLD – MACHINE
SUHAS KULKARNI FIMMTECH 1-760-525-9053

MOLD MACHINE COMPATIBILITY REPORT:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

WORKSHEET NO. 1: IN MOLD RHEOLOGY
SUHAS KULKARNI FIMMTECH 1-760-525-9053
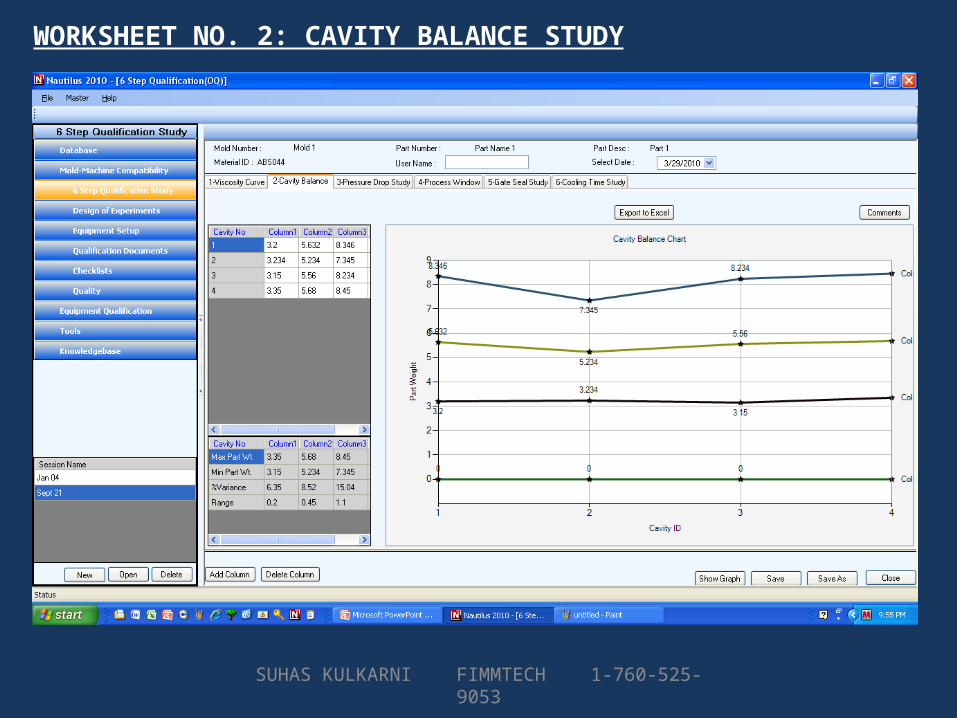
WORKSHEET NO. 2: CAVITY BALANCE STUDY
SUHAS KULKARNI FIMMTECH 1-760-525-9053

WORKSHEET NO. 3: PRESSURE DROP STUDY
SUHAS KULKARNI FIMMTECH 1-760-525-9053

WORKSHEET NO. 4: PROCESS WINDOW
SUHAS KULKARNI FIMMTECH 1-760-525-9053

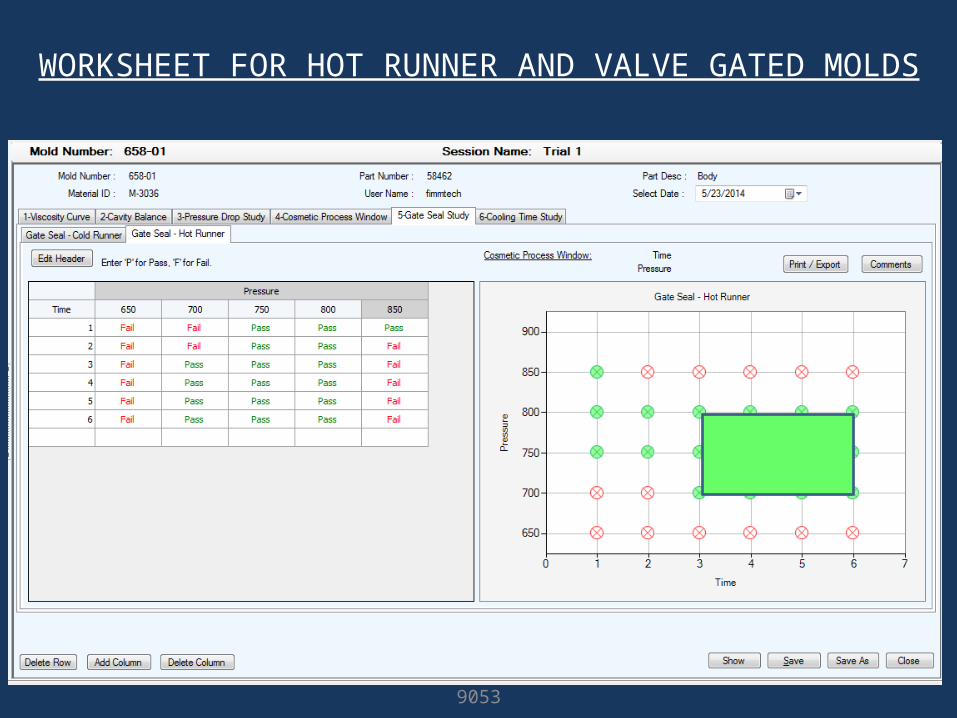
WORKSHEET NO. 5: GATE SEAL STUDY
SUHAS KULKARNI FIMMTECH 1-760-525-9053

WORKSHEET NO. 6: COOLING STUDY
SUHAS KULKARNI FIMMTECH 1-760-525-9053
SUHAS KULKARNI FIMMTECH 1-760-525-9053
WORKSHEET FOR HOT RUNNER AND VALVE GATED MOLDS
SUHAS KULKARNI FIMMTECH 1-760-525-9053
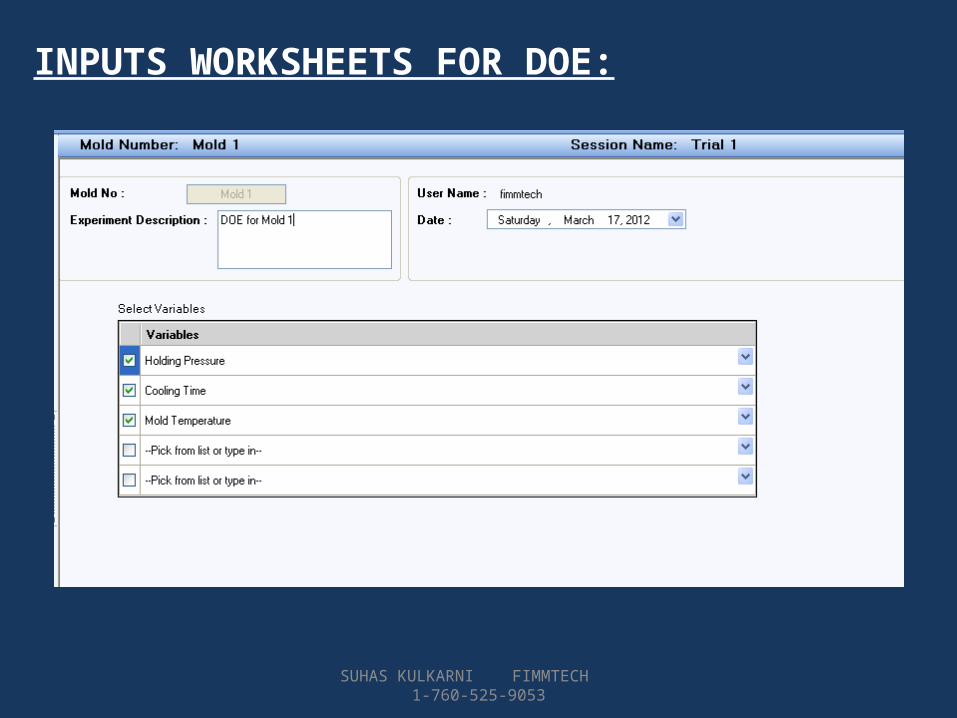
INPUTS WORKSHEETS FOR DOE:

SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053
TORNADO CHARTS
GIVES YOU INFO ON THE FACTOR THAT MOST IMPACTS THE PART QUALITY(POSITIVE FACTORS ABOVE THE LINE, AND NEGATIVE BELOW THE LINE)

SUHAS KULKARNI FIMMTECH 1-760-525-9053
PROCESS SENSITIVITY GRAPH
GIVES YOU A QUICK SNAP SHOT OF HOW THE DIMENSION WAS AFFECTED BY THE PROCESS

SUHAS KULKARNI FIMMTECH 1-760-525-9053
COMPOSITE PROCESS SENSITIVITY GRAPH
GIVES YOU A QUICK SNAP SHOT OF HOW ALL THE DIMENSION WAS AFFECTED BY THE PROCESS (ALL ON ONE SCREEN)

SUHAS KULKARNI FIMMTECH 1-760-525-9053
DYNAMIC PROCESS WINDOW
GREEN CONTOURS – PARTS IN DIMENSION RED – PARTS OUT OS SPEC
YOU CAN DRAW A BOX AS SHOWN TO DETERMINE ALARM AND TOLERANCE SETTINGS

SUHAS KULKARNI FIMMTECH 1-760-525-9053
PREDICTION EQUATION

SUHAS KULKARNI FIMMTECH 1-760-525-9053
VISUAL PREDICTION EQUATION
USL
LSL
USL
LSL
EXTENT TO WHICH THE DIMENSION CAN BE INFLUENCED BETWEEN THE EXTREMES OF THE DOE PARAMETERS
THE DIMENSION CAN GO OUT OF SPEC
Cavity No →
Cavity No →

SUHAS KULKARNI FIMMTECH 1-760-525-9053
VISUAL PREDICTION EQUATION
USL
LSL
USL
LSL
STABLE DIMENSION – WILL ALWAYS BE IN SPEC
LSL
THE DIMENSION CAN GO OUT OF SPEC
Cavity No →
Cavity No →

SUHAS KULKARNI FIMMTECH 1-760-525-9053
VISUAL PREDICTION EQUATION
USL
LSL
USL
STABLE DIMENSION – WILL ALWAYS BE IN SPEC
LSL
PROCESS GOLD SPOT - BEST PROCESS TO BRING ALL DIMENSIONS CLOSEST TO NOMINAL
Cavity No →
Cavity No →

SUHAS KULKARNI FIMMTECH 1-760-525-9053
VISUAL PREDICTION EQUATION
USL
LSL
USL
SIMULATED PROCESS
Cavity No →
Cavity No →

SUHAS KULKARNI FIMMTECH 1-760-525-9053
DETERMINING THE OPTIMUM PROCESS BASED ON SELECTED CAVITIES AND DIMENSIONS

SUHAS KULKARNI FIMMTECH 1-760-525-9053
CONFIDENCE RATINGS

SUHAS KULKARNI FIMMTECH 1-760-525-9053
PRINTING: SELECTION SCREEN

SUHAS KULKARNI FIMMTECH 1-760-525-9053
PRINTING: EXPORTED REPORT AND ‘SAVE AS’ OPTIONS
SUHAS KULKARNI FIMMTECH 1-760-525-9053
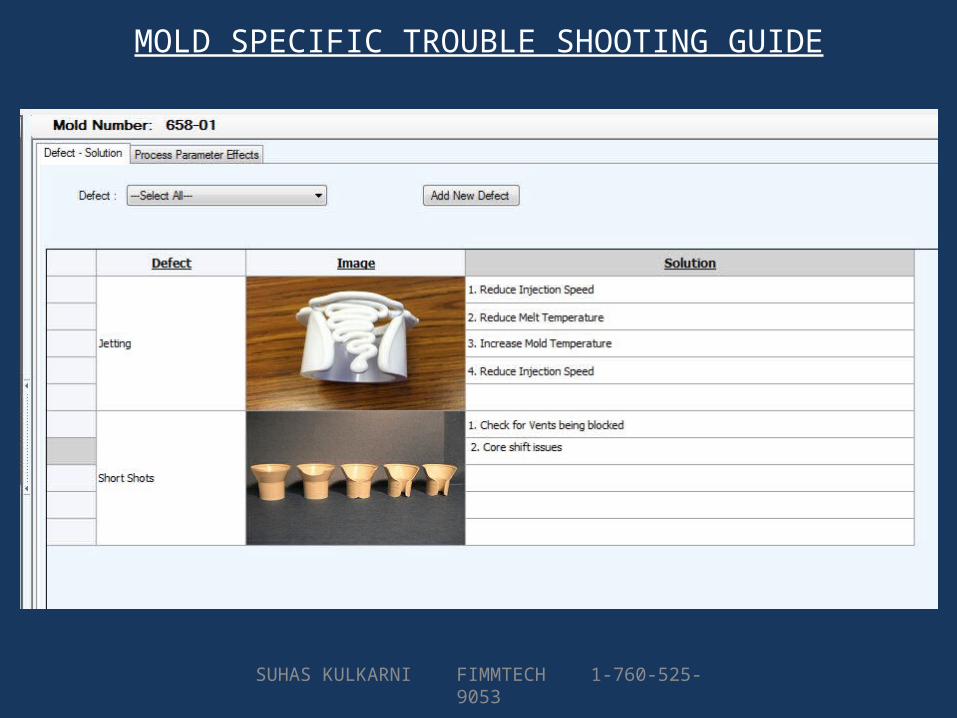
MOLD SPECIFIC TROUBLE SHOOTING GUIDE

WATER LINE DOCUMENTATION:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

MOLD TEMPERATURE DOCUMENTATION:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

CAVITY LAYOUT DOCUMENTATION:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

QUALIFICATION DOCUMENTATION:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

CHECKLIST
SUHAS KULKARNI FIMMTECH 1-760-525-9053

FULL DIMENSIONAL ANALYSIS:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

STATISTICAL ANALYSIS :
SUHAS KULKARNI FIMMTECH 1-760-525-9053

ATTRIBUTE DATA ANALYSIS :
SUHAS KULKARNI FIMMTECH 1-760-525-9053

INJECTION SPEED LINEARITY :
SUHAS KULKARNI FIMMTECH 1-760-525-9053

SHOT TO SHOT REPEATABILITY TEST :
SUHAS KULKARNI FIMMTECH 1-760-525-9053

LOAD SENSITIVITY TEST :
SUHAS KULKARNI FIMMTECH 1-760-525-9053

FREQUENTLY USED MOLDING CALCULATIONS:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

WATER FLOW CALCULATION:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

PROCESS TRANSFER BETWEEN MACHINES WORKSHEET:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

SHOT SIZE ESTIMATION WORKSHEET:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

HOPPER SIZE CALCULATION WORKSHEET:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

REGRIND CALCULATIONS:
SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053
COST OF THE SOFTWARE: $2295 PER COMPUTER
WITH A 10% MAINTENANCE CHARGE EVERY YEAR.
AN EXAMPLE OF THE RETURN ON INVESTMENT IS
GIVE IN THE NEXT PAGE.
YOU CAN PERFORM YOUR OWN ANALYSIS ON THE
SLIDE AFTER THE EXAMPLE.

SUHAS KULKARNI FIMMTECH 1-760-525-9053

SUHAS KULKARNI FIMMTECH 1-760-525-9053
PERFORM YOUR OWN ANALYSIS NEXT …..

SUHAS KULKARNI FIMMTECH 1-760-525-9053
ITEMRATE per HOUR
or LB HOURS/LBS SPENT TOTAL COST
MACHINE 0
DRYER 0
MOLD SETUP 0
PROCESS TECH 0
OPERATOR 0
QA INSPECTOR 0
MATERIAL (LBS) 0
MISC EXPENSES 0
0
2295
0.0copies of the software
0.0 INSTALLTIONSTHEREFORE REDUCING ONLY ONE MOLD TRIAL IN THE LIFE OF YOUR
SHOP WILL PAY FOR
GRAND TOTAL
DOUBLE CLICK THE TABLE TO PERFORM YOUR OWN ROI
ONE MOLD TRIAL EQUALS =
COST OF THE SOFTWARE =

SUHAS KULKARNI FIMMTECH 1-760-525-9053
CONTACT INFO:
SUHAS KULKARNI
1-760-525-9053
WWW.FIMMTECH.COM
WWW.INJECTIONMOLDINGONLINE.COM