ic-dc-b220 protective treatment of bridge steelwork · use containment or other measures for all...
TRANSCRIPT

Edition 2 / Revision 0 ROADS AND MARITIME SERVICES August 2018
ROADS AND MARITIME SERVICES (RMS)
RMS SPECIFICATION D&C B220
PROTECTIVE TREATMENT OF BRIDGE STEELWORK
NOTICE
This document is a Roads and Maritime Services D&C Specification. It has been developed for use with Design & Construct roadworks and bridgeworks contracts let by Roads and Maritime Services. It is not suitable for any other purpose and must not be used for any other purpose or in any other context.
Copyright in this document belongs to Roads and Maritime Services.
REVISION REGISTER
Ed/Rev Number
Clause Number Description of Revision Authorised
By Date
Ed 1/Rev 0 First issue GM, IC W Stalder
27.06.11
Ed 1/Rev 1 Updated to accord with changes to base (non-D&C) Specification B220
GM, IC 12.07.12
Ed 1/Rev 2 Updated to accord with base (non-D&C) Specification B220 Ed 3/Rev 4
GM, CPS 18.11.13
Ed 1/Rev 3 Updated to accord with base (non-D&C) Specification B220 Ed 3/Rev 5
MCQ 25.05.17
Ed 2/Rev 0 Updated to accord with base (non-D&C) Specification B220 Ed 4/Rev 0
MCQ 09.08.18

Edition 2 / Revision 0 ROADS AND MARITIME SERVICES August 2018
SPECIFICATION D&C B220
PROTECTIVE TREATMENT OF BRIDGE STEELWORK
Copyright – Roads and Maritime Services IC-DC- B220
VERSION FOR: DATE:


Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 i
CONTENTS
CLAUSE PAGE
FOREWORD ..............................................................................................................................................III RMS Copyright and Use of this Document ................................................................................. iii Base Specification ........................................................................................................................ iii
1 GENERAL ........................................................................................................................................ 1 1.1 Scope .............................................................................................................................. 1 1.2 Structure of the Specification ......................................................................................... 1 1.3 Definitions ...................................................................................................................... 2 1.4 Approved Bridge Components and Systems .................................................................. 2 1.5 Project Quality Plan ........................................................................................................ 2 1.6 Work Health and Safety and Environmental Protection ................................................. 2 1.7 Personnel ........................................................................................................................ 3
2 MATERIALS .................................................................................................................................... 4 2.1 Compressed Air .............................................................................................................. 4 2.2 Cleaning Solutions .......................................................................................................... 4 2.3 Water .............................................................................................................................. 4 2.4 Abrasives ........................................................................................................................ 4 2.5 Paint ................................................................................................................................ 4 2.6 Thinners .......................................................................................................................... 5 2.7 Fillers .............................................................................................................................. 5 2.8 Hot Metal Spray ............................................................................................................. 5
3 AREAS OF WORK ............................................................................................................................ 5 3.1 General ........................................................................................................................... 5 3.2 Internal Surfaces of Hollow Members ............................................................................ 5 3.3 Temporary Steel Components Left in Place ................................................................... 6
4 SURFACE PREPARATION ................................................................................................................. 6 4.1 General ........................................................................................................................... 6 4.2 Preliminary Work ........................................................................................................... 6 4.3 Abrasive Blast Cleaning ................................................................................................. 7 4.4 Records ........................................................................................................................... 7
5 HOT-DIP GALVANIZING AND HOT METAL SPRAY ......................................................................... 8 5.1 Hot-dip Galvanizing ....................................................................................................... 8 5.2 Hot Metal Spray ............................................................................................................. 9
6 PAINT APPLICATION ....................................................................................................................... 9 6.1 General ........................................................................................................................... 9 6.2 Pre-painting Inspection ................................................................................................. 10 6.3 Application Conditions ................................................................................................. 10 6.4 Tools and Equipment .................................................................................................... 11 6.5 Mixing Paints................................................................................................................ 11 6.6 Application of Primer ................................................................................................... 11 6.7 Stripe Coats .................................................................................................................. 12 6.8 Crevices and Gaps ........................................................................................................ 12 6.9 Painting Trials .............................................................................................................. 12 6.10 Records ......................................................................................................................... 13
7 SPECIFIC REQUIREMENTS ............................................................................................................. 13
D&C B220 Protective Treatment of Bridge Steelwork
ii Ed 2 / Rev 0
7.1 Surfaces in Contact with Concrete ............................................................................... 13 7.2 Bolts, Nuts, Screws and Washers ................................................................................ 14 7.3 Faying Surfaces............................................................................................................ 14 7.4 Masking at Connections ............................................................................................... 15 7.5 Bolted Connections ...................................................................................................... 15 7.6 Shear Studs .................................................................................................................. 15
8 CONFORMITY ............................................................................................................................... 16 8.1 General ......................................................................................................................... 16 8.2 Dry Film Thickness ..................................................................................................... 16 8.3 Adhesion ...................................................................................................................... 16 8.4 Appearance .................................................................................................................. 16 8.5 Disposition of Nonconformity ..................................................................................... 17 8.6 Records ........................................................................................................................ 17
9 PREVENTIVE MEASURES DURING HANDLING, STORAGE, TRANSPORT AND CONSTRUCTION .... 18 9.1 General ......................................................................................................................... 18 9.2 Handling ...................................................................................................................... 18 9.3 Storage ......................................................................................................................... 18 9.4 Transport ...................................................................................................................... 18 9.5 During Construction .................................................................................................... 18 9.6 Repair of Damage During Construction ...................................................................... 18
ANNEXURE B220/A – PROJECT SPECIFIC REQUIREMENTS .................................................................... 20 A1 (Not Used) ................................................................................................................... 20 A2 Coating Systems .......................................................................................................... 20
ANNEXURE B220/B – (NOT USED) ........................................................................................................ 23
ANNEXURE B220/C – SCHEDULES OF HOLD POINTS, WITNESS POINTS AND IDENTIFIED RECORDS .... 23 C1 Schedule of Hold Points and Witness Points ............................................................... 23 C2 Schedule of Identified Records .................................................................................... 23
ANNEXURE B220/D – PLANNING DOCUMENTS ..................................................................................... 24 D1 Information to be Included in the Project Quality Plan ............................................... 24
ANNEXURE B220/E – PAINT COATING SYSTEMS .................................................................................. 25
ANNEXURES B220/F TO B220/L – (NOT USED) .................................................................................... 46
ANNEXURE B220/M – REFERENCED DOCUMENTS ................................................................................ 47
LAST PAGE OF THIS DOCUMENT IS ......................................................................................................... 48

Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 iii
FOREWORD
RMS COPYRIGHT AND USE OF THIS DOCUMENT
Copyright in this document belongs to Roads and Maritime Services.
When this document forms part of a deed
This document should be read with all the documents forming the Project Deed.
When this document does not form part of a contract
This copy is not a controlled document. Observe the Notice that appears on the first page of the copy controlled by RMS. A full copy of the latest version of the document is available on the RMS Internet website: http://www.rms.nsw.gov.au/business-industry/partners-suppliers/specifications/index.html
BASE SPECIFICATION
This document is based on Specification RMS B220 Edition 4 Revision 0.


(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Ed 2 / Rev 0 1
RMS SPECIFICATION D&C B220
PROTECTIVE TREATMENT OF BRIDGE STEELWORK
1 GENERAL
1.1 SCOPE
This Specification sets out the requirements for the protective treatment of bridge steelwork by painting, galvanising and hot metal spray coating.
It covers both painting of new steelwork and repainting of existing steelwork where the existing coating is removed.
This Specification has been aligned with AS/NZS 5131. Where RMS D&C B220 is in conflict with AS/NZS 5131, the requirements of RMS D&C B220 apply.
This Specification is not applicable to stainless steel.
1.2 STRUCTURE OF THE SPECIFICATION
This Specification includes a series of annexures that detail additional requirements.
1.2.1 Project Specific Requirements
Project specific details of work are shown in Annexure B220/A.
1.2.2 (Not Used)
1.2.3 Schedules of HOLD POINTS, WITNESS POINTS and Identified Records
The schedules in Annexure B220/C list the HOLD POINTS and WITNESS POINTS that must be observed. Refer to Specification RMS D&C Q6 for the definitions of HOLD POINTS and WITNESS POINTS.
The records listed in Annexure B220/C are Identified Records for the purposes of RMS D&C Q6 Annexure Q/E.
1.2.4 Planning Documents
The PROJECT QUALITY PLAN must include each of the documents and requirements listed in Annexure B220/D and must be implemented.
1.2.5 Referenced Documents
Standards, specifications and test methods are referred to in abbreviated form (e.g. AS 1234). For convenience, the full titles are given in Annexure B220/M.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
2 Ed 2 / Rev 0
1.3 DEFINITIONS
The terms “you” and “your” mean “the Contractor” and “the Contractor’s” respectively.
“Bridge steelwork” refers to all ferrous components including steel, wrought-iron and cast-iron bridge components.
The definitions of painting terms given in AS/NZS 2310 apply to this specification.
“DFT” refers to dry film thickness.
1.4 APPROVED BRIDGE COMPONENTS AND SYSTEMS
Unless approved otherwise by the RMS Representative, use only RMS approved proprietary slip resistant coatings. Details of RMS approved bridge proprietary products can be found at: http://www.rms.nsw.gov.au/business-industry/partners-suppliers/documents/tenders-contracts/listofapprovedbridgecomponentssystems.pdf
1.5 PROJECT QUALITY PLAN
Provide in the PROJECT QUALITY PLAN the following technical documents:
(a) Certificates for abrasives proposed for use.
(b) Technical Data Sheets for proposed paints.
(c) Evidence that the proposed paints have been approved by RMS.
(d) Provisions for painting at the bridge site.
(e) Procedures for identification and removal of painters who consistently produce nonconforming paintwork.
(f) Work method statements and procedures for painting.
(g) Repair procedures.
(h) Inspection and Test Plan.
Further requirements are detailed in Annexure B220/D.
1.6 WORK HEALTH AND SAFETY AND ENVIRONMENTAL PROTECTION
1.6.1 General
Comply with Specifications RMS D&C G22 and RMS D&C G36.
Carry out surface preparation of existing paint coatings containing lead, chromium and/or asbestos in accordance with Specification RMS D&C B223.
Comply with SafeWork NSW (NSW WorkCover) “Abrasive blasting code of practice”, and be guided by Appendix C of AS 1627.4.
Provide in the PROJECT QUALITY PLAN your procedure for monitoring and replacement of filters for in-line air supply for blast helmets.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 3
1.6.2 Containment
For containment, comply with all applicable NSW work health and safety and environmental protection legislation.
Use containment or other measures for all surface preparation and paint application work to prevent discharge of materials of any sort onto waterways, into the air or onto any soils, passing vehicles, pedestrians or property.
Containment for abrasive blast cleaning work may be either permanent blast chambers or temporary enclosures. The blasting chambers must be fitted with mechanical recycling systems and dust extractors.
Use full containment when carrying out blowing down or jet washing of surfaces contaminated by lead based particles. Control ventilation and dust extraction in accordance with RMS D&C B223.
1.6.3 Housekeeping
Do not leave significant quantities of contaminants on-site overnight. Collect and remove spent abrasive and paint particles from containments at least once per day.
1.6.4 Water
Treat any contaminated water before recycling or discharge to comply with all environmental protection and containment requirements.
Use treated recycled water for jet washing when preparing steelwork for painting to minimise water use.
Maintain the water treatment system during the Works.
Include in the PROJECT QUALITY PLAN your procedures for monitoring water quality and maintenance of the water treatment system.
1.6.5 Other Matters
Clean up all spills and oversprays.
Use screens, drop-sheets or similar to prevent coating of surfaces not part of the Works.
1.7 PERSONNEL
Nominate in the PROJECT QUALITY PLAN the names and qualifications of all personnel responsible for the supervision and inspection of coating work under the deed.
The coating supervisor must be an employee or agent of the coating applicator, and must not be the coating inspector.
The coating inspector must be your employee or your agent, and must comply with the qualifications, experience and visual acuity standards specified in Clause 9.2 of AS 2312.1.
The coating supervisor and coating inspector must monitor all paint work, including any repairs, and sign the relevant records required for the Works.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
4 Ed 2 / Rev 0
2 MATERIALS
2.1 COMPRESSED AIR
Use clean and dry oil-free compressed air for abrasive blast cleaning, blowing down and spraying.
Fit oil and water traps with their associated in-line filters to all air-lines. Maintain the filters regularly. Install new filters at the start of the work. Replace filters as recommended by the manufacturer, or earlier if they become ineffective.
2.2 CLEANING SOLUTIONS
Use cleaning solutions for the removal of non-water soluble contaminants (e.g. greases, lifting chain lubricants or road grime) as recommended by AS 1627.1.
2.3 WATER
Use only water that is clean, free from chlorides and any other contaminants deleterious to steel surfaces for jet washing and high pressure water blasting activities.
2.4 ABRASIVES
Use only steel grit or other metal abrasives for the abrasive blast cleaning of new steelwork.
Use only garnet abrasives for all field or on-site work, irrespective of whether the work is carried out using a weatherproof containment or not.
Do not use copper or mineral slag abrasives containing heavy metals.
Remove all toxic dust and contaminants from recycled abrasives.
Ensure that abrasives are not exposed to water and are kept dry at all times.
Prior to their first use, analyse abrasives for water-soluble salts and lead. Water-soluble salt content must be less than 50 parts per million (ppm). Total lead content must be less than 100 ppm.
Prior to the commencement of abrasive blast cleaning, submit a certificate from the abrasive supplier stating that the abrasive conforms to this Specification.
2.5 PAINT
Use only paints and thinners conforming to Specification RMS D&C 3651.
Use only paints supplied from one single manufacturer for the Works.
All paints brought to site must be in original unopened containers labelled with the manufacturer’s name, batch number, coating colour and expiry date, as applicable.
Store paint in compliance with the paint manufacturer’s recommendations under conditions that do not lead to the deterioration of the paint.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 5
Prior to the commencement of painting, provide written advice from the paint supplier on how to interpret the manufacturer's label and batch number, to determine the expiry date of the paint.
The Project Verifier may take half-litre samples of paints supplied to the Works to test for compliance with RMS D&C 3651. Obtain copies of the manufacturer’s test records.
Replace immediately any non-conforming paint and remove it from the Works.
2.6 THINNERS
For each of the paints to be applied, use only thinners recommended by the paint manufacturer.
Do not use solvents used for cleaning painting equipment as thinners for the paint. Prior to the application of the paint, flush or otherwise remove from the painting equipment any residual solvents used for cleaning.
2.7 FILLERS
For filling crevices and gaps between steel surfaces, use only two-part solvent-less epoxy putties recommended by the paint manufacturer.
2.8 HOT METAL SPRAY
For hot metal spray applications, use only wires complying with Table B220.1. The Project Verifier may sample up to 100 grams of wire from each coil for compliance testing.
Table B220.1 – Hot Metal Spray Wire Composition
Application Hot Metal Spray Wire Composition
Anti-slip coating for pedestrian areas 100% aluminium
Anti-skid/slip coating for roads, including expansion joints 95% aluminium and 5% ceramic chip
All other areas 85% zinc and 15% aluminium
3 AREAS OF WORK
3.1 GENERAL
The Works comprise new steelwork as shown on the Design Documentation drawings.
3.2 INTERNAL SURFACES OF HOLLOW MEMBERS
3.2.1 Fully Sealed Hollow Members
Prior to painting hollow non-galvanized members with interiors inaccessible after fabrication, fully seal the members using continuous welds. Use seal welds between intermittent welds.
The internal surfaces of fully sealed hollow members do not require protective treatment but must be kept dry and free of any loose or other materials that may have long-term deleterious effects.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
6 Ed 2 / Rev 0
3.2.2 Box Girders
For box girders with provision for entry of personnel, paint the internal surfaces using the applicable paint coating system specified in Annexure B220/E.
3.3 TEMPORARY STEEL COMPONENTS LEFT IN PLACE
Temporary steel components not removed following use but are permanently left in place must be provided with the same protective treatment as the permanent steelwork.
4 SURFACE PREPARATION
4.1 GENERAL
Prepare the surfaces of all bridge steelwork to be protective coated in accordance with AS 1627 unless specified otherwise in this Specification.
Assess the steelwork to ensure that any proposed abrasive blasting will result in the required surface profile.
4.2 PRELIMINARY WORK
4.2.1 Mud and Dirt Removal
Remove localised deposits of mud, dirt, bird nests and droppings by scraping, or cleaning by mechanical means or water. Do not, in the process of cleaning, spread contaminants over less contaminated areas.
4.2.2 Oil and Grease Removal
Prior to abrasive blast cleaning, any other surface preparation or painting, clean areas contaminated by oil, grease or bitumen using alkaline or solvent solutions in accordance with AS 1627.1.
4.2.3 Sharp Edges Rounding
Prior to painting, round sharp edges and corners to a minimum radius of 2.0 mm using hand or power tools, including sharp edges caused by rusting, laminations and spurs.
WITNESS POINT
Process to be Witnessed: Abrasive blast cleaning.
Submission Details: Notification of commencement of abrasive blast cleaning, at least 2 days prior, including confirmation of completion of rounding of sharp edges and corners.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 7
4.3 ABRASIVE BLAST CLEANING
4.3.1 Temperature and Humidity
Record the air temperature, relative humidity and dew point and steel surface temperature and time of measurement just prior to commencing abrasive blast cleaning, every two hours afterwards and on completion.
4.3.2 Method
Use dry abrasive blast cleaning in accordance with AS 1627.4 to achieve the specified surface preparation and profile.
Dry abrasive blast clean all concealed surfaces of members comprised of two or more flat plates, back-to-back angles, channels or similar shapes.
Sound coatings or sealants remaining after abrasive blast cleaning under rivet heads, in corners, in gaps between components of built-up sections or in crevices need not be removed and may be left in place.
4.3.3 Surface Contaminants
Prior to the application of paint, abrasive blast cleaned surfaces must be free of salts, loose particles, paint overspray, dust or any other surface contaminants.
Remove any salts by jet washing and re-blast any surface previously cleaned.
Remove surface contaminants by blowing down with dry, oil-free compressed air and brushing with a soft bristle brush. Remove any residual dust by vacuuming.
4.3.4 Areas Unable to be Blast Cleaned to Specified Class
Identify and record areas that cannot be prepared to the specified class of surface finish and obtain the RMS Representative’s approval to use coating systems SC11 or SC12 as specified in Annexure B220/E on these areas.
4.4 RECORDS
Record details of the surface preparation for the Works in accordance with AS 3894.10, AS 3894.14 or equivalent.
As a minimum, include the following:
(a) name(s) of cleaning solution product(s) together with manufacturer(s) details;
(b) designation of each member or area where the cleaning solution is used;
(c) method(s) of surface preparation;
(d) class of surface preparation;
(e) profile of abrasive blast cleaned surfaces;
(f) type and grade of abrasive;
(g) soluble salt and lead content of non-metallic abrasives;
(h) records of air temperature, relative humidity and dew point and steel surface temperature and times of measurement;

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
8 Ed 2 / Rev 0
(i) date(s) and time(s) of commencement and completion of abrasive blast cleaning.
5 HOT-DIP GALVANIZING AND HOT METAL SPRAY
5.1 HOT-DIP GALVANIZING
5.1.1 General
Carry out hot-dip galvanizing in accordance with AS/NZS 4680 and AS/NZS 2312.2.
Hollow members to be hot-dip galvanized must be free from crevices, and the ends of such members must be open and not sealed.
After galvanizing, the internal surfaces of hot-dip galvanized hollow members must be fully coated.
Galvanized coatings must be free from the following defects:
(a) brittle, uneven and/or loosely adhering coatings on flame cut edges;
(b) pin-holes along welds;
(c) white or ferrous rust or other surface contaminants or stains that affect the appearance or performance of the coating.
5.1.2 Repair of Damaged Galvanized Coatings
Repair any damaged galvanized coatings as follows:
(a) Degrease surfaces in accordance with AS 1627.1 using a suitable proprietary solvent or emulsion.
(b) Abrade the damaged area by hand, power tool or abrasive blast cleaning, as appropriate. Carry out abrasive blast cleaning in accordance with AS 1627.4. Prior to painting the exposed steel must be bright and free of rust or other contaminants.
(c) Apply a single coat with DFT of 75 microns of two-pack, zinc-rich epoxy primer paint to the exposed steel and adjacent coating.
5.1.3 Preparation of Galvanized Members for Painting
Comply with AS/NZS 2312.2 and this Clause.
Sweep abrasive blast surfaces using dry abrasive blast cleaning in accordance with AS 1627.4 to the surface profile required by this Specification.
Sweep abrasive blast all concealed surfaces of members comprised of two or more flat plates, back-to-back angles, channels or similar shapes.
Sound coatings or sealants remaining after sweep abrasive blast cleaning under rivet heads, in corners, in gaps between components of built-up sections or in crevices need not be removed and may be left in place.
Prior to the application of paint, sweep abrasive blast cleaned surfaces must be free of salts, loose particles, paint overspray, dust or any other surface contaminants.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 9
Remove any salts by jet washing and re-blast any surface previously cleaned.
Remove surface contaminants by blowing down with dry, oil-free compressed air and brushing with a soft bristle brush. Remove any residual dust by vacuuming.
5.2 HOT METAL SPRAY
5.2.1 Material and Equipment
Material for hot metal spray work must comply with Clause 2.8.
Use electric arc plasma equipment for hot metal spray work.
5.2.2 Surface Preparation
Carry out surface preparation in accordance with Table B220/E.8.
5.2.3 Application
Apply one coat of hot metal spray within four hours of the completion of the abrasive blasting.
When applying the hot metal spray, the steel surface must be:
(a) above 5°C;
(b) more than 3°C above the dew point;
(c) free from moisture and contaminants.
The minimum applied thickness must be at least:
(i) anti-skid/slip coating: 300 µm;
(ii) all other areas: 125 µm.
6 PAINT APPLICATION
6.1 GENERAL
6.1.1 Coating Systems
Paint coating systems suitable for use on bridge steelwork are detailed in Annexure B220/E.
Apply all paint coatings in accordance with the recommendations of AS 2312.1.
6.1.2 Timing
Apply each coat before the maximum recoat time specified by the manufacturer but after the previous coat has sufficiently cured.
Adjust curing times accounting for ambient conditions in accordance with the manufacturer’s recommendations.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
10 Ed 2 / Rev 0
6.1.3 Wet Film Thickness
Take wet film thickness measurements during the application of all paint coatings in accordance with AS 3894.3, Appendix C to verify that the specified film builds are being achieved.
Include the taking of wet film thickness measurements in the Inspection and Test Plan (ITP).
6.2 PRE-PAINTING INSPECTION
Prior to painting, inspect the area to be painted in accordance with Level 2 of Clause 9.3 of AS 2312.1 for compliance with surface preparation requirements.
Carry out the inspection and testing in accordance with Section 13 of AS/NZS 5131. Carry out correction work in accordance with this Specification.
WITNESS POINT
Process to be Witnessed: Application of each primer coat.
Submission Details: Notice of commencement of application of each primer coat, at least 48 hours prior, together with evidence of satisfactory completion of surface preparation and records from the relevant Inspection and Test Plan (ITP).
6.3 APPLICATION CONDITIONS
6.3.1 Enclosures
Apply paint coatings for new steelwork in enclosures that protect blast cleaned and freshly painted surfaces from damage from airborne dust and other environmental contaminants.
6.3.2 Manufacturer’s Recommendations
Submit details of paint application conditions recommended by the manufacturer for all paints prior to application. Details must include, but not be limited to, the following:
(a) maximum and minimum ambient temperature;
(b) maximum and minimum temperature of surfaces to be painted;
(c) maximum and minimum (if applicable) relative humidity;
(d) minimum additional temperature above dew point of surfaces to be painted;
(e) minimum and/or maximum time between each coat application.
Where these recommendations conflict with those in AS 2312.1, obtain the RMS Representative’s advice on application of the manufacturer’s recommendations.
WITNESS POINT
Process to be Witnessed: Application of paint coatings.
Submission Details: Notice of commencement of painting, and test results demonstrating that conditions are appropriate for paint application.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 11
6.4 TOOLS AND EQUIPMENT
6.4.1 Paint Application
Except as specified otherwise in this clause or Annexure B220/E, apply all paints and coatings using airless or air-assisted airless spray equipment.
You may use conventional spray equipment to apply zinc epoxy primers.
Use brushes and rollers for stripe coats.
6.4.2 Temperature and Humidity
You may use heaters and dehumidifiers to vary the temperature and relative humidity within the working area to comply with the paint manufacturer’s recommendations. When such equipment is used, it must be switched on for the whole time that the painting is being carried out, including for the recommended curing period.
6.5 MIXING PAINTS
6.5.1 General
Mix paints in accordance with the applicable Product Data Sheet or as advised by the coating manufacturer. Comply with all mixing requirements including thinner type and quantity, and any induction times.
6.5.2 Method
You may hand mix coatings or packs of coatings that do not exceed 5 litres in total. Use mechanical means to mix all kit sizes exceeding 5 litres.
6.5.3 Multi-pack Coatings
For multi-pack coatings, mix each component thoroughly and separately before blending together. Mix together the entire content of containers of each component. Do not split the contents of component containers unless an accurate means of proportioning each component is used.
6.5.4 Colour Consistency
Where absolute colour consistency is required, pre-mix or box coating component containers that have been tinted to the required colour prior to the addition of the curing agent or converter.
6.5.5 Coating Containing Heavy Constituents
For coatings containing heavy constituents, e.g. zinc metal filled coatings, strain the paint using an appropriate mesh to collect agglomerations, and then continuously mechanically agitate the paint in its container during application to prevent settling of the constituents.
6.6 APPLICATION OF PRIMER
Apply primers to prepared surfaces before any deterioration, discolouration or contamination occurs and, unless humidity is controlled, on the same day as the surface is prepared.
In all cases, when the primer is applied the surface preparation and profile must be as specified.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
12 Ed 2 / Rev 0
If any deterioration of the prepared surface occurs by the time the primer is to be applied, the surface preparation must be repeated until it complies with the specified requirements.
6.7 STRIPE COATS
6.7.1 General
For each new coating, provide a stripe coat prior to the general spray application. Apply a wet-on-wet stripe coat in accordance with the paint manufacturer’s recommendations.
Where specified, apply a stripe coat with a colour different to that of the underlying and subsequent coatings. Fully cure this stripe coat prior to the application of the next coat.
6.7.2 Areas of Application
Apply stripe coats by spray, roller or brush as appropriate, to the following areas:
(a) shadowed and difficult to spray areas such as nuts, bolts, washers, rivets, unsealed and filled lap joints, and crevices formed by plates and sections in contact;
(b) areas prone to corrosion such as exposed edges, holes, welds, corners and pitted areas;
(c) all concealed surfaces of hollow latticed members, lower and upper chords of trusses and base of lift span towers.
6.8 CREVICES AND GAPS
Ensure that as far as practicable, after painting, all crevices and surface imperfections are full of paint.
Fill any unfilled crevices and gaps remaining after application of the primer and other coats excluding the topcoat with a two-pack, solventless epoxy putty compatible with the applied paints and recommended by the paint manufacturer for this purpose.
Fill gaps between back-to-back angles or similar shapes only at upward facing locations with the potential to hold water and/or dirt, e.g. at intersections of battens in latticed members.
Apply stripe coats to the filled crevices and gaps prior to the application of the topcoat.
6.9 PAINTING TRIALS
To verify that you can produce defect-free paint coatings, carry out trials on representative steelwork nominated by the Project Verifier.
Carry out further trials whenever your personnel or equipment change.
Include in the trials painting of field welded joints to verify that you can achieve uniformity of colour.
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 13
HOLD POINT
Process Held: Commencement of painting trials.
Submission Details: All the documents specified in Clause 1.5, at least 10 working days prior to commencing painting trials.
Release of Hold Point: The Nominated Authority will examine the submitted documents prior to authorising the release of the Hold Point.
6.10 RECORDS
Record details of the painting works in accordance with AS 3894.10 and/or AS 3894.14, or approved equivalent and make them available to the Project Verifier on request at any time.
The records must include, but not be limited to, the following:
(a) details of spray equipment;
(b) dates and times of blast cleaning;
(c) dates and times of application of first coat of primer;
(d) dates and times of application of each subsequent coat;
(e) measurements of wet and dry film thicknesses of each coat;
(f) batch numbers of each paint used;
(g) details of each member or area where each batch of paint is applied;
(h) paint application conditions, in particular:
(i) ambient temperature;
(ii) temperature of the surfaces painted;
(iii) relative humidity;
(iv) dew point.
7 SPECIFIC REQUIREMENTS
7.1 SURFACES IN CONTACT WITH CONCRETE
7.1.1 Surfaces in Contact with Concrete in Air
For surfaces of steelwork where concrete is cast against some of the steel surfaces and the adjacent steel in the completed structure is exposed to the atmosphere:
(a) Up to 50 mm from the adjacent exposed surface of steelwork:
Apply the same surface preparation and shop applied coatings as those used for the adjacent exposed surfaces of the steelwork.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
14 Ed 2 / Rev 0
(b) Beyond 50 mm from an exposed surface of steelwork:
Apply the same surface preparation and primer as those used for the adjacent exposed surfaces of the steelwork but coatings applied after the primer may be reduced in build to give a DFT, including primer, of 150 microns. For a single coat system, the DFT must be 150 microns.
7.1.2 Surfaces in Contact with Concrete in Water
For surfaces of steelwork where concrete is cast against some of the steel surfaces and the adjacent steel in the completed structure is immersed in water:
(a) Up to 200 mm from an immersed steel surface:
Use the same surface preparation and protective treatment as for the immersed surfaces.
(b) Beyond 200 mm from an immersed steel surface:
Use the same surface preparation with full primer and total DFT of build and top coats of one half of that applied to the immersed surfaces.
7.2 BOLTS, NUTS, SCREWS AND WASHERS
The protective treatment of bolts, nuts, screws and washers must be in accordance with Specification RMS D&C B240.
7.3 FAYING SURFACES
7.3.1 Coefficient of Friction
Faying surfaces of friction-type bolted connections designed in accordance with AS/NZS 5100.6 must achieve the design coefficient of friction when measured in accordance with AS/NZS 5131 Appendix G.
7.3.2 Galvanized Surfaces To achieve the design coefficient of friction for galvanized faying surfaces, lightly abrade galvanized faying surfaces to a dull grey finish using one or more of the following methods:
(a) a light “brush off” abrasive blast clean;
(b) buffing the surface using a slowly rotating grinder with a carborundum impregnated, nylon buffing disc;
(c) lightly abrading with 120-grit paper.
7.3.3 Painted Surfaces
To achieve the design coefficient of friction for painted faying surfaces, coat the surfaces with a zinc-rich primer only, as follows:
(a) Degrease surfaces in accordance with AS 1627.1 using a suitable proprietary solvent or emulsion.
(b) Abrasive blast clean in accordance with AS 1627.4 Sa 2½ to a surface profile of 45 to 65 microns.
(c) Apply one coat of a zinc-rich primer having a DFT of 75 microns.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 15
The zinc-rich primer must be either:
(i) inorganic zinc primer complying with AS/NZS 3750.15 Type 4 and APAS 2908, or
(ii) zinc-rich epoxy primer complying with AS/NZS 3750.9 and APAS 2916.
Provide evidence that the zinc-rich primer applied to the faying surfaces has the specified minimum coefficient of friction.
7.3.4 Hot Metal Sprayed Surfaces
To achieve the design coefficient of friction for hot metal spray surfaces, use an unsealed hot metal spray complying with Clause 5.2.
7.4 MASKING AT CONNECTIONS
For blast cleaning and painting of steel members that are to be field welded or bolted, mask the locations of the connections as follows:
(a) adjacent to field welds:
leave an uncoated margin of 75 mm for the first coat and an additional 50 mm margin for each subsequent coat;
(b) at faying surfaces of friction-type bolted connections coated with zinc-rich primer or hot metal spray:
leave a margin of 50 mm around the faying surface for the second coat and an additional 50 mm margin for each subsequent coat.
On completion of the field connections, prepare the surfaces, lightly feather the edges of the masked coating and apply the specified paint coatings.
7.5 BOLTED CONNECTIONS
Unless specified otherwise, after completion of the bolted connection, paint all exposed surfaces of the bolted connections, including bolts, nuts and washers, with the same coatings applied to the connected members.
Prepare hot-dip galvanized and zinc plated components of bolted connections as follows:
(a) Degrease surfaces in accordance with AS 1627.1 using a suitable proprietary solvent or emulsion.
(b) Lightly abrade hot-dip galvanized exposed surfaces.
(c) Repair damaged zinc coatings.
7.6 SHEAR STUDS
Abrasive blast clean shear studs in accordance with AS 1627.4 Sa 2½ and then paint with the same coating as the base steel surface with total DFT of 50 to 150 microns.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
16 Ed 2 / Rev 0
8 CONFORMITY
8.1 GENERAL
Carry out inspections at all stages of the Works in accordance with this Specification. Document the results of the inspections.
Take all measurements using calibrated equipment.
Use school grade chalk, adhesive inspection labels or masking tape to mark defects. Do not use crayon, paint or spirit based ink pens.
8.2 DRY FILM THICKNESS
Determine the DFT of all coatings at the completion of each coat in accordance with AS 3894.3 Method B.
Use an electromagnetic DFT gauge with statistical capability such as Elcometer Models 345, 456 or 355, PosiTector 6000 or similar with a hard copy record produced for each defined area.
The measured DFT at all locations for each coating must be in accordance with the DFT ranges specified in Annexure B220/E.
WITNESS POINT
Process to be Witnessed: Application of next coat (overcoat) for painted surface.
Submission Details: Notice of commencement of application of next coat, including the location, proposed date and time, and DFT records.
8.3 ADHESION
Carry out adhesion tests where there are indications that coatings are unsound, e.g. bubbles, blisters, wrinkles, flaking or other visible defects.
The adhesion of cured coatings to metal and paint substrates must exceed 2.0 MPa when measured in accordance with AS 1580.408.5.
8.4 APPEARANCE
On completion, all painted surfaces must have a uniform appearance and colour.
Repaired areas must have the same appearance and colour as adjacent surfaces.
Irregularly coated patches must not be apparent.
Fishtails and other indications of poor paint application or equipment must not be evident. Surfaces must have a smooth, even finish free of runs, missed areas, voids, pinholes, sags, fat edges, blisters, stickiness, inclusions, overspray, overbuild or other paint film defects.
Rust stains, stains from hardwood, formwork or other stains on the painted surfaces must not be apparent.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 17
8.5 DISPOSITION OF NONCONFORMITY
8.5.1 General
Repair or replace any coatings that do not comply with the specified requirements, including DFT, adhesion and other defects that would limit long-term performance.
Remove all areas of rust stains, stains from hardwood, formwork or other stains on painted surfaces by solvent or detergent washing.
Investigate all substantial coating defects and report the results in writing to the RMS Representative, with your proposed corrective actions to prevent further failures.
Complete all repairs to coatings satisfactorily prior to the application of subsequent coatings.
8.5.2 Paint Coatings
Where bubbling and other visible defects occur on 10% or more of the surface, or when the tensile adhesion of cured coatings to metal and paint coating substrates is less than 2.0 MPa when measured in accordance with AS 1580.408.5, abrasive blast clean all affected surfaces of contiguous members to bare metal and repaint.
Where the paint coating is less than the specified minimum DFT or greater than the specified maximum DFT, abrasive blast clean all affected surfaces to bare metal, feather the edges and repaint.
If the completed paintwork on the outer face and soffit of exterior girders and other surfaces in general public view is not uniform in appearance and colour as a result of coating repairs, apply a further application of the topcoat paint having a minimum DFT of 40 microns, for the full length of the girder or member, to those surfaces deemed necessary by the Project Verifier.
WITNESS POINT
Process to be Witnessed: Rectification of substantial coating defects.
Submission Details: Notice of commencement of rectification, including location, proposed date and time, and written report on the causes of coating defects and proposed corrective actions to prevent future coating defects.
8.6 RECORDS
The records must include, but not be limited to:
(a) surface preparation;
(b) DFT of coatings at the completion of each coat of paint, as applicable for each defined area;
(c) appearance of the finished surface.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
18 Ed 2 / Rev 0
HOLD POINT
Process Held: Removal of access and/or containment in each separable area or section, e.g. one bay or span.
Submission Details: Daily inspection records for the bay or span including DFT records.
Release of Hold Point: The Nominated Authority will consider the details submitted and carry out random checks prior to authorising the release of the Hold Point.
9 PREVENTIVE MEASURES DURING HANDLING, STORAGE, TRANSPORT AND CONSTRUCTION
9.1 GENERAL
Use due care and effective measures at all times during all phases of construction to prevent damage to the protective treatment of steelwork.
9.2 HANDLING
Use lifting lugs for lifting steelwork where provided. Where lifting lugs are not provided, use chains or steel strand encased in a full-length nylon braid sheath.
Use chains or steel strand with full-length nylon braid sheathing to secure steelwork for transport to site. Do not use bare chains or steel strand bearing directly on coated steel surfaces.
9.3 STORAGE
Store painted girders with soffits of girders a minimum distance of 600 millimetres above the ground.
9.4 TRANSPORT
For all steelwork, allow a minimum curing period of 72 hours from the completion of painting before loading of steelwork for transport to site.
9.5 DURING CONSTRUCTION
Prevent steel filings, weld spatter and spatter from oxy and acetylene burning or similar from being deposited on painted or galvanized surfaces. Immediately remove such deposits to prevent rust staining.
Remove at once concrete and slurry deposits on painted steelwork resulting from construction works using a method that does not damage the protective coating.
9.6 REPAIR OF DAMAGE DURING CONSTRUCTION
Repair all damaged paint at supports for scaffolding in accordance with the specified paint coating system, modified as follows:

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 19
(a) Areas less than 100 cm2 may be prepared using power tools or abrasive paper.
(b) Exposed steel surfaces at repair areas must be rough with a surface profile, bright, and free of rust and other surface impurities just prior to painting.
(c) A zinc phosphate epoxy primer may be used instead of a zinc-rich epoxy primer for priming areas less than 100 cm2.
To achieve uniform appearance and colour and to blend in with the previously applied paint, apply a light, feathered spray application of the final topcoat from the same batch to areas adjoining repairs.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
20 Ed 2 / Rev 0
ANNEXURE B220/A – PROJECT SPECIFIC REQUIREMENTS
NOTES TO TENDER DOCUMENTER: (Delete this boxed text after customising Annexure B220/A)
Complete the tables below by filling in the required details.
Refer to Clause 1.2.1.
A1 (NOT USED)
A2 COATING SYSTEMS
Full details of coating systems are given in Annexure B220/E.
Apply the nominated coating systems for the locations as shown in the following tables:
• Table B220/A2.1 “Standard Coating Systems for Standard Colour Schemes”,
• Table B220/A2.2 “Standard Coating Systems for Non-standard Colour Schemes”, and
• Table B220/A2.3 “Coating Systems for Repair and Over-coating of Existing Coatings”.
Zinc coatings are generally unsuitable for immersion and must not be used where prolonged immersion is likely.
A2.1 Coating Systems for Standard Colour Schemes
The standard colour scheme is RMS Bridge Grey for all exterior surfaces and white for all interior surfaces. The standard finish coats are polyurethane (external surface, atmosphere exposed), epoxy (internal surface, atmosphere exposed) and ultra-high build epoxy (immersed surface).

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 21
Table B220/A2.1 - Standard Coating Systems for Standard Colour Schemes
System Surface Type Location
SC1 External surfaces, atmospheric exposure, new steel substrate
SC2 External surfaces, atmospheric exposure, new or existing steel substrate
SC3 External surfaces, atmospheric exposure, galvanized steel substrate
SC4 Internal surfaces, atmospheric exposure, new steel substrate
SC5 Internal surfaces, atmospheric exposure, new or existing steel substrate
SC6 Internal surfaces, atmospheric exposure, galvanized steel substrate
SC7 All surfaces subject to immersion
SC8 All faying surfaces where curing time is not available, atmospheric exposure, new or existing steel substrate
SC9 External accessible surfaces coated with SC8 “Hot Metal Spray”
SC10 Internal accessible surfaces coated with SC8 “Hot Metal Spray”
SC11 External surfaces, atmospheric exposure, existing steel substrate where full cleaning not achievable (subject to approval by the RMS Representative)
As approved by the RMS Representative during the Works
SC12 Internal surfaces, atmospheric exposure, existing steel substrate where full cleaning not achievable (subject to approval by the RMS Representative)
As approved by the RMS Representative during the Works
HDG500
(1) Atmospheric exposure, elements 3 mm to 6 mm minimum steel thickness
Where hot-dip galvanizing is shown on the Design Documentation drawings
HDG600
(1) Atmospheric exposure, elements of greater than 6 mm minimum steel thickness
Where hot-dip galvanizing is shown on the Design Documentation drawings
Note: (1) To AS/NZS 2312.2.
A2.2 Coating Systems for Non-standard Colour Schemes
Steel subject to immersion must be Black, RMS Bridge Grey, Natural Grey or N35 (Light Grey) to AS 2700.
Colour for exterior surfaces is as specified.
The standard finish coats for non-standard colour schemes are acrylic polysiloxane, epoxy polysiloxane or polyurethane. For immersed surfaces, ultra-high build epoxy is used.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
22 Ed 2 / Rev 0
Table B220/A2.2 – Standard Coating Systems for Non-standard Colour Schemes
System Surface Type Location
SC13 or SC18
External surfaces, atmospheric exposure, new steel substrate
SC14 or SC19
External surfaces, atmospheric exposure, new or existing steel substrate
SC15 or SC20
External surfaces, atmospheric exposure, galvanized steel substrate
SC16 All surfaces subject to immersion, steel substrate
SC17 or SC21
External accessible surfaces coated with SC8 “new Hot Metal Spray”
The non-standard colour scheme is based on AS 2700 or Dulux Colour Palette and is as follows:
Name of Nominal Colour
AS 2700 Colour Code
Dulux Colour Designation Location
A2.3 Coating Systems for Repair and Overcoating of Existing Coatings
Table B220/A2.3 - Coating Systems for Repair and Overcoating of Existing Coatings
System Surface Type Location

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 23
ANNEXURE B220/B – (NOT USED)
ANNEXURE B220/C – SCHEDULES OF HOLD POINTS, WITNESS POINTS AND IDENTIFIED RECORDS
Refer to Clause 1.2.3.
C1 SCHEDULE OF HOLD POINTS AND WITNESS POINTS
Clause Type Description
4.2.3 Witness Abrasive blast cleaning
6.2 Witness Application of each primer coat
6.3.2 Witness Application of paint coatings
6.9 Hold Commencement of painting trials
8.2 Witness Application of next coat for painted surface
8.5.2 Witness Rectification of substantial coating defects
8.6 Hold Removal of access and/or containment in each separable area or section
C2 SCHEDULE OF IDENTIFIED RECORDS
The records listed below are Identified Records for the purposes of RMS D&C Q6 Annexure Q/E.
Clause Description of Identified Record
2.5 Manufacturer’s paint test records
4.4 Surface preparation records
6.10 Paintwork records
8.6 Conformity records on DFT, adhesion, appearance

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
24 Ed 2 / Rev 0
ANNEXURE B220/D – PLANNING DOCUMENTS Refer to Clauses 1.2.4 and 1.5.
D1 INFORMATION TO BE INCLUDED IN THE PROJECT QUALITY PLAN
Item Details
Material product information
For all paints, thinners, preservatives, cleaning solutions, etc the following information: • type of product, manufacturer and product name; • technical data setting out manufacturer’s recommendations for use; • Safety Data Sheets (SDS) showing all hazard and first aid information for
products. For all paints only, written advice from the paint supplier on how to interpret the paint supplier’s batch coding and labelling to permit determination of the batch number and expiry date of the paint.
Equipment and personnel
Type, description, capacity and number of each of the following: • abrasive blast cleaning plant; • paint application equipment; • ventilation equipment; • waste collection equipment; • abrasive recycling equipment; • dehumidifying equipment; • hot metal spray equipment; • names and qualifications of coating supervisors and inspectors.
Procedures Procedure for the following: • monitoring and replacement of in-line air supply filters for blasting helmets,
refer Clause 2.1; • monitoring and maintaining water treatment equipment; • adjusting curing times to suit ambient conditions; • adjusting curing time due to changes in thickness.
Conformity data Procedure for the routine submission of conformity data and supporting documentation that certifies conformity of all work and materials to the requirements of the Specification.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 25
ANNEXURE B220/E – PAINT COATING SYSTEMS This Annexure sets out details of the coating system for new and previously coated steelwork.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
26 Ed 2 / Rev 0
Coating System SC1: Polyurethane Coating System applied to new steel substrate
Details: as set out in Table B220/E.1
Table B220/E.1
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Zinc Primer One full coat of inorganic zinc silicate primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.1
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, acrylic modified, MIO pigmented, two-component polyurethane. Applied to all surfaces. Colour: RMS Bridge Grey
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.7
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 27
Coating System SC2: Polyurethane Coating System applied to new or existing steel substrate
Details: as set out in Table B220/E.2
Table B220/E.2
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Old Paint, Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Zinc Primer One full coat of a polyamide-cured, two-pack zinc-rich epoxy primer or other approved zinc-rich primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.2
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, acrylic modified, MIO pigmented, two-component polyurethane. Applied to all surfaces. Colour: RMS Bridge Grey
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.7
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
28 Ed 2 / Rev 0
Coating System SC3: Polyurethane Coating System applied to new galvanized steel substrate
Details: as set out in Table B220/E.3
Table B220/E.3
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Galvanized Surface Preparation
Lightly abrade galvanized surface by a light "brush off" abrasive blast clean to achieve a dull grey finish. The surface profile of prepared galvanized surface must be 15 to 25 µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Primer One full coat of a polyamide-cured, two-pack zinc phosphate epoxy primer. Applied to all surfaces. Colour: R63 Red Oxide to AS 2700
50 µm – 100 µm D&C B220 Cl 6 D&C 3651 Cl 6.3
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
150 µm – 300 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, acrylic modified, MIO pigmented two-component polyurethane. Applied to all surfaces. Colour: RMS Bridge Grey
75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.7
Total Dry Film Thickness
Applied paint coating. 275 µm – 525 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 29
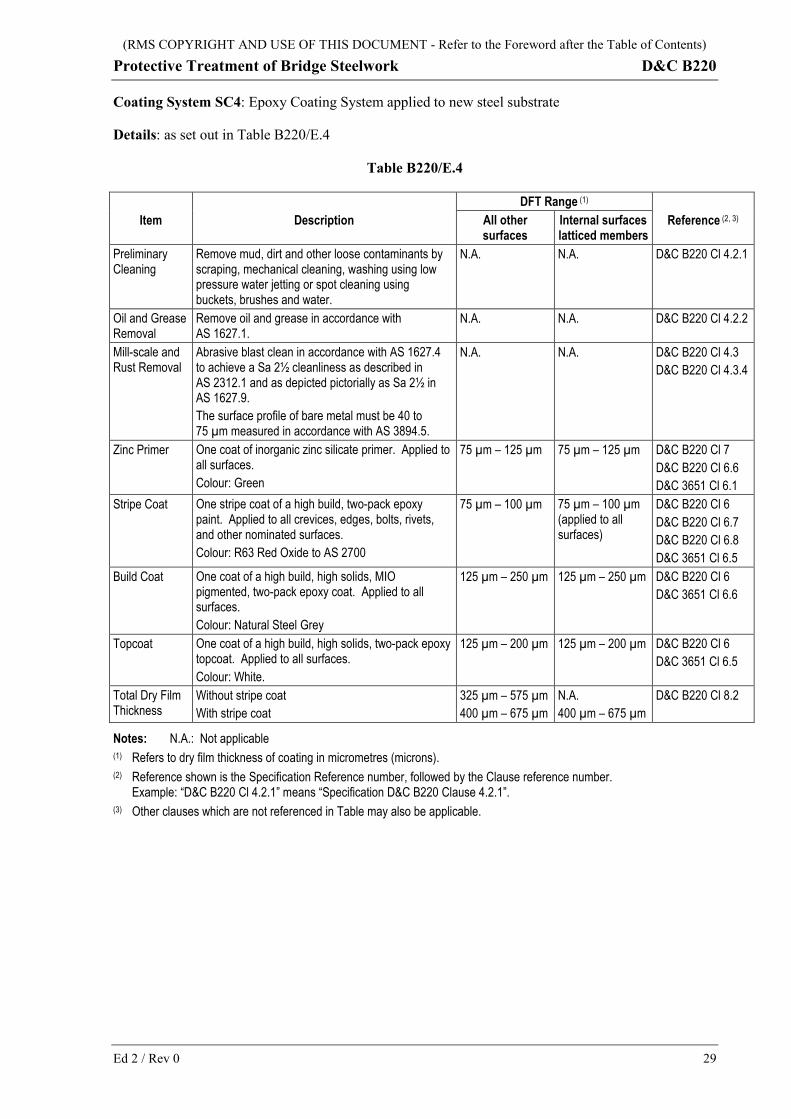
Coating System SC4: Epoxy Coating System applied to new steel substrate
Details: as set out in Table B220/E.4
Table B220/E.4
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3 D&C B220 Cl 4.3.4
Zinc Primer One coat of inorganic zinc silicate primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 7 D&C B220 Cl 6.6 D&C 3651 Cl 6.1
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
125 µm – 250 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, high solids, two-pack epoxy topcoat. Applied to all surfaces. Colour: White.
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 6 D&C 3651 Cl 6.5
Total Dry Film Thickness
Without stripe coat With stripe coat
325 µm – 575 µm 400 µm – 675 µm
N.A. 400 µm – 675 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
30 Ed 2 / Rev 0
Coating System SC5: Epoxy Coating System applied to new or existing steel substrate
Details: as set out in Table B220/E.5
Table B220/E.5
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Old Paint, Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Zinc Primer One full coat of a polyamide-cured, two-pack zinc-rich epoxy primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.2
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
125 µm – 250 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, high solids, two-pack epoxy topcoat. Applied to all surfaces. Colour: White
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 6 D&C 3651 Cl 6.5
Total Dry Film Thickness
Without stripe coat With stripe coat
325 µm – 575 µm 400 µm – 675 µm
N.A. 400 µm – 675 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 31
Coating System SC6: Epoxy Coating System applied to new galvanized steel substrate
Details: as set out in Table B220/E.6
Table B220/E.6
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Galvanized Surface Preparation
Lightly abrade galvanized surface by a light "brush off" abrasive blast clean to achieve a dull grey finish. The surface profile of prepared galvanized surface must be 15 to 25 µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Primer One full coat of a polyamide-cured, two-pack zinc phosphate epoxy primer. Applied to all surfaces. Colour: R63 Red Oxide to AS 2700
50 µm – 100 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.3
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
150 µm – 300 µm D&C B220 Cl 6 D&C B220 Cl 6.7 D&C 3651 Cl 6.6
Topcoat One coat of a high build, high solids, two-pack epoxy topcoat. Applied to all surfaces. Colour: White
75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.5
Total Dry Film Thickness
Applied paint coating 275 µm – 525 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.
(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
32 Ed 2 / Rev 0
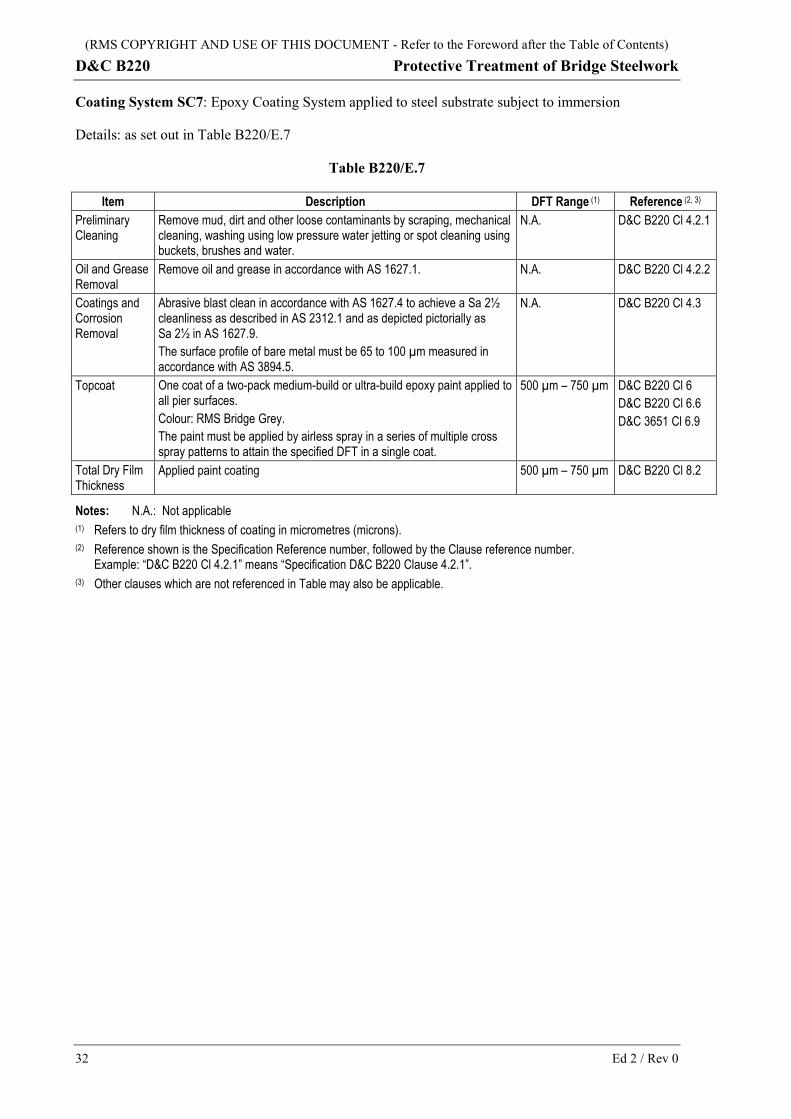
Coating System SC7: Epoxy Coating System applied to steel substrate subject to immersion
Details: as set out in Table B220/E.7
Table B220/E.7
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Coatings and Corrosion Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 65 to 100 µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Topcoat One coat of a two-pack medium-build or ultra-build epoxy paint applied to all pier surfaces. Colour: RMS Bridge Grey. The paint must be applied by airless spray in a series of multiple cross spray patterns to attain the specified DFT in a single coat.
500 µm – 750 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.9
Total Dry Film Thickness
Applied paint coating 500 µm – 750 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 33
Coating System SC8: Hot Metal Spray
Details: as set out in Table B220/E.8
Table B220/E.8
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 3 cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 3 in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Hot Metal Spray
One coat of hot metal spray applied to all surfaces as specified in Table B220.1.
300 µm – 400 µm anti-slip/skid 125 µm – 200 µm all other surfaces
300 µm – 400 µm anti-slip 125 µm – 200 µm all other surfaces
D&C B220 Cl 5.2
Primer One seal coat of a low viscosity epoxy sealer applied to all exposed surfaces. (Sealer is not applied to faying surfaces where curing time is limited.) Colour: Green
30 µm – 50 µm 30 µm – 50 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.10
Total Dry Film Thickness
Anti-slip/skid All other surfaces
330 µm - 450 µm 155 µm – 250 µm
330 µm – 450 µm 155 µm – 250 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
34 Ed 2 / Rev 0
Coating System SC9: Polyurethane Coating System applied to new steel substrate
Details: as set out in Table B220/E.9
Table B220/E.9
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 3 cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 3 in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 7.3 D&C B220 Cl 4.3
Hot Metal Spray
One coat of zinc-aluminium (85% zinc, 15% aluminium by weight) hot metal spray applied to all surfaces exposed.
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 5.2
Primer One coat of a low viscosity epoxy sealer applied to all exposed surfaces. (Primer is not applied to faying surfaces where curing time is limited.) Colour: Green
30 µm – 50 µm 30 µm – 50 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.10
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 200 µm – 400 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, acrylic modified, MIO pigmented, two-component polyurethane. Applied to all surfaces. Colour: RMS Bridge Grey
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.7
Total Dry Film Thickness
Applied paint coating 430 µm – 775 µm 430 µm – 775 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 35
Coating System SC10: Epoxy Coating System applied to new steel substrate
Details: as set out in Table B220/E.10
Table B220/E.10
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 or high pressure water blast to achieve a Sa 3 cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 3 in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Hot Metal Spray
One coat of zinc-aluminium (85% zinc, 15% aluminium by weight) hot metal spray applied to all surfaces.
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 5.2
Primer One tie coat of a low viscosity epoxy sealer applied to all exposed surfaces. (Primer is not applied to faying surfaces where curing time is limited) Colour: Green
30 µm – 50 µm 30 µm – 50 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.10
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 200 µm – 400 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, high solids, two-pack epoxy topcoat. Applied to all surfaces. Colour: White
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.5
Total Dry Film Thickness
Applied paint coating 430 µm – 775 µm 430 µm – 775 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “D&C Specification B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
36 Ed 2 / Rev 0
Coating System SC11: Polyurethane Coating System applied to existing steel substrate (use of coating system required approval by the RMS Representative)
Details: as set out in Table B220/E.11
Table B220/E.11
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4. Use power or hand tool for areas where full cleaning is not possible, as agreed with the RMS Representative.
N.A. N.A. D&C B220 Cl 4.3 D&C B220 Cl 4.3.4
Primer One full coat of a polyamide-cured, surface tolerant epoxy. Applied to all surfaces. Colour: Green
75 µm – 150 µm 75 µm – 150 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.4
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, acrylic modified, MIO pigmented, two-component polyurethane. Applied to all surfaces. Colour: RMS Bridge Grey.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.7
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 675 µm 425 µm – 775 µm
N.A. 350 µm – 625 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 37
Coating System SC12: Epoxy Coating System applied to existing steel substrate (use of coating system required approval by the RMS Representative)
Details: as set out in Table B220/E.12
Table B220/E.12
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4. Use power or hand tool for areas where full cleaning is not possible, as agreed with the RMS Representative
N.A. N.A. D&C B220 Cl 4.3
Primer One full coat of a polyamide-cured, surface tolerant epoxy. Applied to all surfaces. Colour: Green
75 µm – 150 µm 75 µm – 150 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.4
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, high solids, two-pack epoxy topcoat. Applied to all surfaces. Colour: White
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.5
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 675 µm 425 µm – 775 µm
N.A. 350 µm – 625 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
38 Ed 2 / Rev 0
Coating System SC13: Polysiloxane Coating System applied to new steel substrate
Details: as set out in Table B220/E.13
Table B220/E.13
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Zinc Primer One full coat of inorganic zinc silicate primer. Applied to all surfaces. Colour: green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.1
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of a high build, two-pack polysiloxane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.8
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 39
Coating System SC14: Polysiloxane Coating System applied to new or existing steel substrate
Details: as set out in Table B220/E.14
Table B220/E.14
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Old Paint, Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Zinc Primer One full coat of a polyamide-cured, two-pack zinc-rich epoxy primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.2
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of an epoxy or acrylic polysiloxane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.8
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
40 Ed 2 / Rev 0
Coating System SC15: Polysiloxane Coating System applied to new galvanized steel substrate
Details: as set out in Table B220/E.15
Table B220/E.15
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Galvanized Surface Preparation
Lightly abrade galvanized surface by a light "brush off" abrasive blast clean to achieve a dull grey finish. The surface profile of prepared galvanized surface must be 15 to 25 µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Primer One full coat of a polyamide-cured, two-pack zinc phosphate epoxy primer. Applied to all surfaces. Colour: R63 Red Oxide to AS 2700
50 µm – 100 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.3
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
150 µm – 300 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat
One coat of an epoxy or acrylic polysiloxane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.8
Total Dry Film Thickness
Applied paint coating 275 µm – 525 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 41
Coating System SC16: Epoxy Coating System applied to steel substrate subject to immersion
Details: as set out in Table B220/E.16
Table B220/E.16
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil & Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Coatings and Corrosion Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 65 to 100µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Topcoat One coat of a two-pack medium-build or ultra-build epoxy paint applied to all pier surfaces. Colour: In accordance with the architectural colour scheme. The paint must be a solvent borne epoxy system approved under APAS Specification Nos 2973F and 2973S for fresh and salt-water immersion respectively. The paint must be applied by airless spray in a series of multiple cross spray patterns to attain the specified DFT in a single coat.
500 µm – 750 µm D&C B220 Cl 6 D&C 3651 Cl 6.9
Total Dry Film Thickness
Applied paint coating 500 µm – 750 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
42 Ed 2 / Rev 0
Coating System SC17: Polysiloxane Coating System applied to steel substrate
Details: as set out in Table B220/E.17
Table B220/E.17
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 or high pressure water blast to achieve a Sa 3 cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 3 in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Hot Metal Spray
One coat of Zinc-Aluminium (85% Zinc, 15% Aluminium by weight) Hot metal Spray applied to all surfaces.
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 7.3.4
Primer One tie coat of a low viscosity epoxy sealer applied to all exposed surfaces. (Primer is not applied to faying surfaces where curing time is limited.) Colour: Green
30 µm – 50 µm 30 µm – 50 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.10
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 200 µm – 400 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of an acrylic or epoxy polysiloxane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.8
Total Dry Film Thickness
Applied paint coating 430 µm – 775 µm 430 µm – 775 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 43
Coating System SC18: Polyurethane Coating System applied to new steel substrate
Details: as set out in Table B220/E.18
Table B220/E.18
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Old Paint, Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3 D&C B220 Cl 4.3.4
Zinc Primer One full coat of inorganic zinc silicate primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.1
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of two-pack acrylic modified polyurethane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.11
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
44 Ed 2 / Rev 0
Coating System SC19: Polyurethane Coating System applied to new or existing steel substrate
Details: as set out in Table B220/E.19
Table B220/E.19
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Old Paint, Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 to achieve a Sa 2½ cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 2½ in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3 D&C B220 Cl 4.3.4
Zinc Primer One full coat of a polyamide-cured, two-pack zinc-rich epoxy primer. Applied to all surfaces. Colour: Green
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.2
Stripe Coat One stripe coat of a high build, two-pack epoxy paint. Applied to all crevices, edges, bolts, rivets, and other nominated surfaces. Colour: R63 Red Oxide to AS 2700
75 µm – 100 µm 75 µm – 100 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.7 D&C B220 Cl 6.8 D&C 3651 Cl 6.5
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 125 µm – 250 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of an acrylic modified polyurethane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.11
Total Dry Film Thickness
Without stripe coat With stripe coat
350 µm – 650 µm 425 µm – 750 µm
N.A. 350 µm – 600 µm
D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 45
Coating System SC20: Polyurethane Coating System applied to new galvanized steel substrate
Details: as set out in Table B220/E.20
Table B220/E.20
Item Description DFT Range (1) Reference (2, 3) Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1. N.A. D&C B220 Cl 4.2.2
Galvanized Surface Preparation
Lightly abrade galvanized surface by a light "brush off" abrasive blast clean to achieve a dull grey finish. The surface profile of prepared galvanized surface must be 15 to 25 µm measured in accordance with AS 3894.5.
N.A. D&C B220 Cl 4.3
Primer One full coat of a polyamide-cured, two-pack zinc phosphate epoxy primer. Applied to all surfaces. Colour: R63 Red Oxide to AS 2700
50 µm – 100 µm D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.3
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
150 µm – 300 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat
One coat of an acrylic modified polyurethane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.11
Total Dry Film Thickness
Applied paint coating 275 µm – 525 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
46 Ed 2 / Rev 0
Coating System SC21: Polyurethane Coating System applied to steel substrate
Details: as set out in Table B220/E.21
Table B220/E.21
DFT Range (1) Item Description All other
surfaces Internal surfaces latticed members
Reference (2, 3)
Preliminary Cleaning
Remove mud, dirt and other loose contaminants by scraping, mechanical cleaning, washing using low pressure water jetting or spot cleaning using buckets, brushes and water.
N.A. N.A. D&C B220 Cl 4.2.1
Oil and Grease Removal
Remove oil and grease in accordance with AS 1627.1.
N.A. N.A. D&C B220 Cl 4.2.2
Mill-scale and Rust Removal
Abrasive blast clean in accordance with AS 1627.4 or high pressure water blast to achieve a Sa 3 cleanliness as described in AS 2312.1 and as depicted pictorially as Sa 3 in AS 1627.9. The surface profile of bare metal must be 40 to 75 µm measured in accordance with AS 3894.5.
N.A. N.A. D&C B220 Cl 4.3
Hot Metal Spray
One coat of Zinc-Aluminium (85% Zinc, 15% Aluminium by weight) Hot metal Spray applied to all surfaces.
125 µm – 200 µm 125 µm – 200 µm D&C B220 Cl 7.3.4
Primer One tie coat of a low viscosity epoxy sealer applied to all exposed surfaces. (Primer is not applied to faying surfaces where curing time is limited.) Colour: Green
30 µm – 50 µm 30 µm – 50 µm (applied to all surfaces)
D&C B220 Cl 6 D&C B220 Cl 6.6 D&C 3651 Cl 6.10
Build Coat One coat of a high build, high solids, MIO pigmented, two-pack epoxy coat. Applied to all surfaces. Colour: Natural Steel Grey
200 µm – 400 µm 200 µm – 400 µm D&C B220 Cl 6 D&C 3651 Cl 6.6
Topcoat One coat of an acrylic modified polyurethane. Applied to all surfaces. Colour and gloss in accordance with the architectural scheme.
75 µm – 125 µm 75 µm – 125 µm D&C B220 Cl 6 D&C 3651 Cl 6.11
Total Dry Film Thickness
Applied paint coating 430 µm – 775 µm 430 µm – 775 µm D&C B220 Cl 8.2
Notes: N.A.: Not applicable (1) Refers to dry film thickness of coating in micrometres (microns). (2) Reference shown is the Specification Reference number, followed by the Clause reference number.
Example: “D&C B220 Cl 4.2.1” means “Specification D&C B220 Clause 4.2.1”. (3) Other clauses which are not referenced in Table may also be applicable.
ANNEXURES B220/F TO B220/L – (NOT USED)

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
Protective Treatment of Bridge Steelwork D&C B220
Ed 2 / Rev 0 47
ANNEXURE B220/M – REFERENCED DOCUMENTS Refer to Clause 1.2.5.
RMS Specifications
RMS D&C B223 Management of Lead, Chromium and Asbestos in Bridge Maintenance Painting
RMS D&C B240 Supply of Bolts, Nuts, Screws and Washers
RMS D&C G22 Work Health and Safety (Construction Work)
RMS D&C G36 Environmental Protection
RMS D&C Q6 Quality Management System (Type 6)
RMS D&C 3651 Paints and Thinners for Steelwork
Australian Standards
AS 1580.408.5 Paints and related materials – Methods of test – Adhesion – Pull-off test
AS 1627 Metal finishing – Preparation and pretreatment of surfaces
AS 1627.1 Removal of oil, grease and related contamination
AS 1627.4 Abrasive blast cleaning of steel
AS 1627.9 Pictorial surface preparation standards for painting steel surfaces
AS/NZS 2310 Glossary of paint and painting terms
AS/NZS 2312 Guide to the protection of structural steel against atmospheric corrosion by the use of protective coatings
AS 2312.1 Paint coatings
AS/NZS 2312.2 Hot-dip galvanizing
AS 2700 Colour standards for general purposes
AS/NZS 3750 Paints for steel structures
AS/NZS 3750.9 Organic zinc-rich primer
AS/NZS 3750.15 Inorganic zinc silicate paint
AS 3894 Site testing of protective coatings
AS 3894.3 Determination of dry film thickness
AS 3894.5 Determination of surface profile
AS 3894.10 Inspection report – Daily surface and ambient conditions
AS 3894.14 Inspection report – Daily painting
AS/NZS 4680 Hot-dip galvanized (zinc) coatings on fabricated ferrous articles
AS/NZS 5100.6 Bridge design – Steel and composite construction
AS/NZS 5131 Structural steelwork – Fabrication and erection
APAS Specifications
APAS 2908 Inorganic zinc silicate coating for the long term protection of steel

(RMS COPYRIGHT AND USE OF THIS DOCUMENT - Refer to the Foreword after the Table of Contents)
D&C B220 Protective Treatment of Bridge Steelwork
48 Ed 2 / Rev 0
APAS 2916 Organic zinc-rich coating for the long term protection of steel
SafeWork NSW Codes of Practice
Abrasive blasting code of practice