identifying and eliminating non value added...
TRANSCRIPT
Identifying And Eliminating Non‐value added activities
John Dennis PMPLean Six Sigma Master Black Black Belt
Lean Six Sigma Training Ltd
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add 2
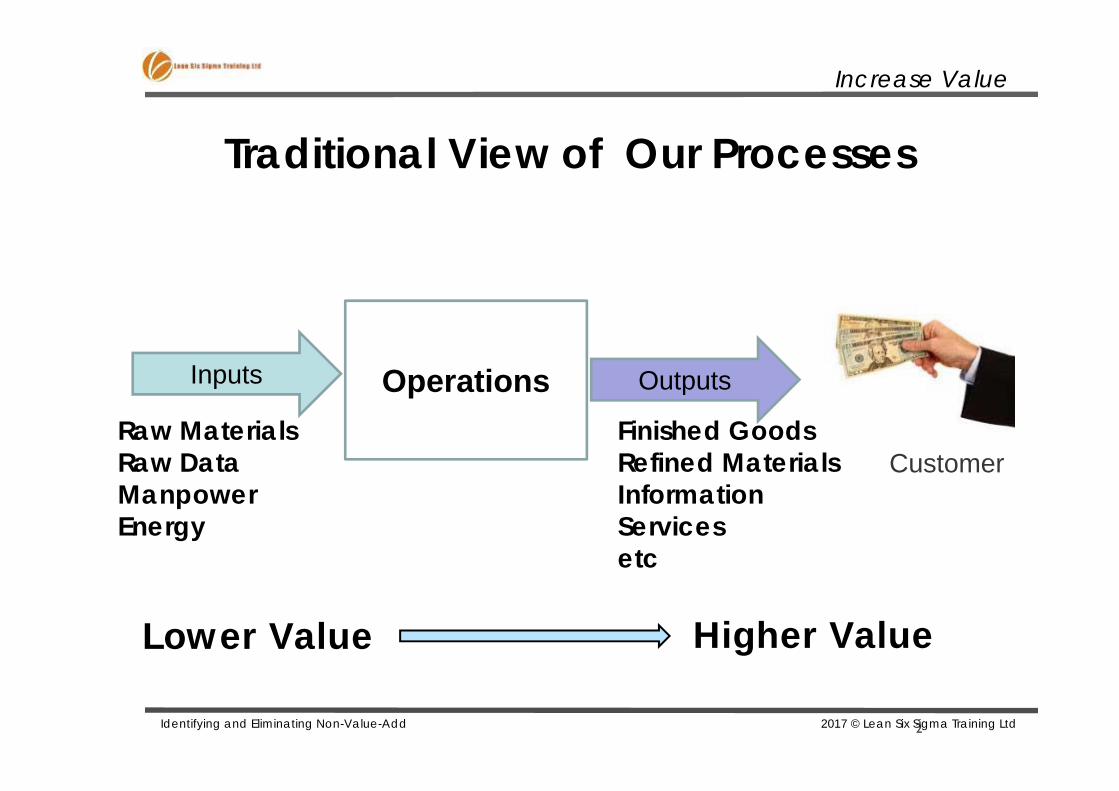
Lower Value Higher Value
Customer
Inputs OutputsOperations
Increase Value
Increasing
Value through
the Process
Traditional View of Our Processes
Raw MaterialsRaw DataManpowerEnergy
Finished GoodsRefined MaterialsInformation Servicesetc

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add 3
Wouldn’t it be nice if it was that easy !

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add 4
Customer
WasteIncreasin
g Value
through the
Process
Inputs OutputsOperations
What our processes actually look like
Wasted Time
Wasted Raw Materials Scrap
Wasted Customers
WastedSpace
WastedIdeas Wasted Data
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
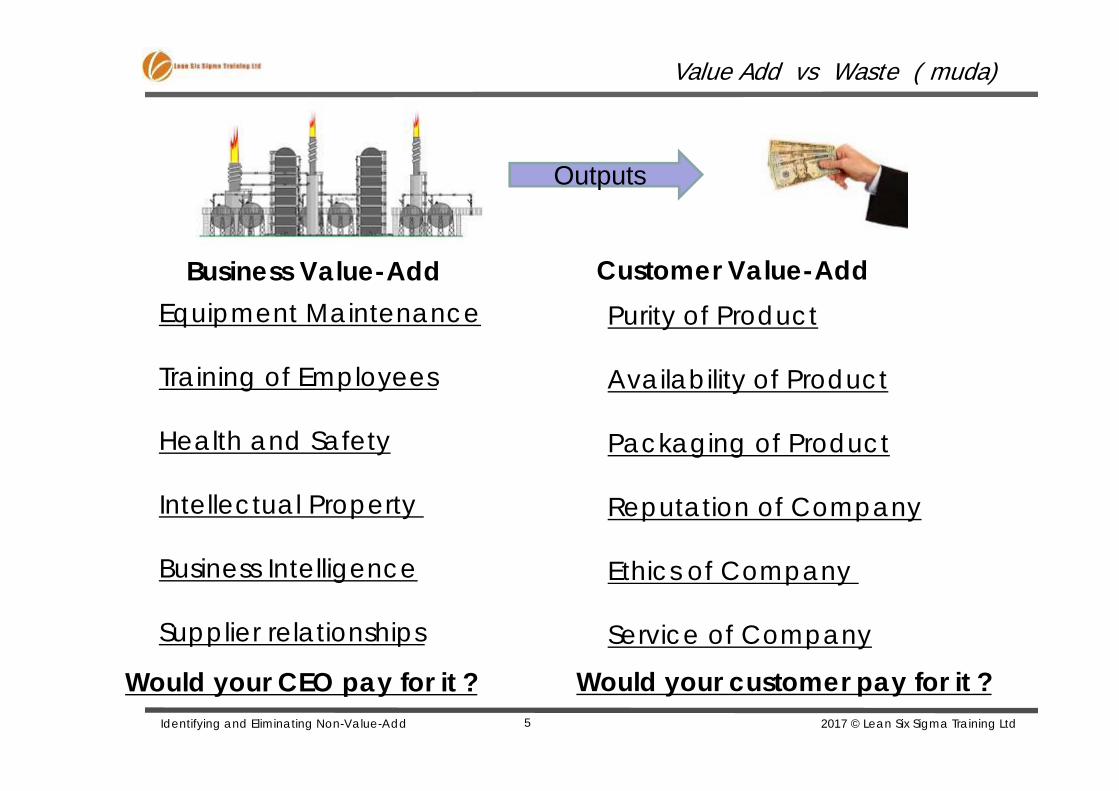
Value Add vs Waste ( muda)
5
Business Value-Add Customer Value-AddPurity of Product
Availability of Product
Packaging of Product
Reputation of Company
Ethics of Company
Service of Company
Equipment Maintenance
Training of Employees
Health and Safety
Intellectual Property
Business Intelligence
Supplier relationships
Outputs
Would your CEO pay for it ? Would your customer pay for it ?
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Value-Add vs Waste
Definition in Lean Six Sigma :
Anything that does not contribute to adding VALUE to either your Customer or your Business
Is called WASTE !!
The Japanese call it … MUDA
6
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Taiichi Ohno
7
Taiichi Ohno architect of the TOYOTA PRODUCTION SYSTEM
‘‘…people often talk ‘ about ‘the seven types of waste’. This might have started when the book came out, but waste is not limited to seven types.There is an old expression : ‘He without bad habits has seven’, meaning even if you think there is no waste you will find seven types.So I came up with Overproduction, Waiting etc., but that doesn’t mean that there are only seven types.So don’t bother thinking about ‘what type of waste is this?’
Workplace Management' by Taiichi Ohno (1982 )
Re-Think the 7 Wastes !
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
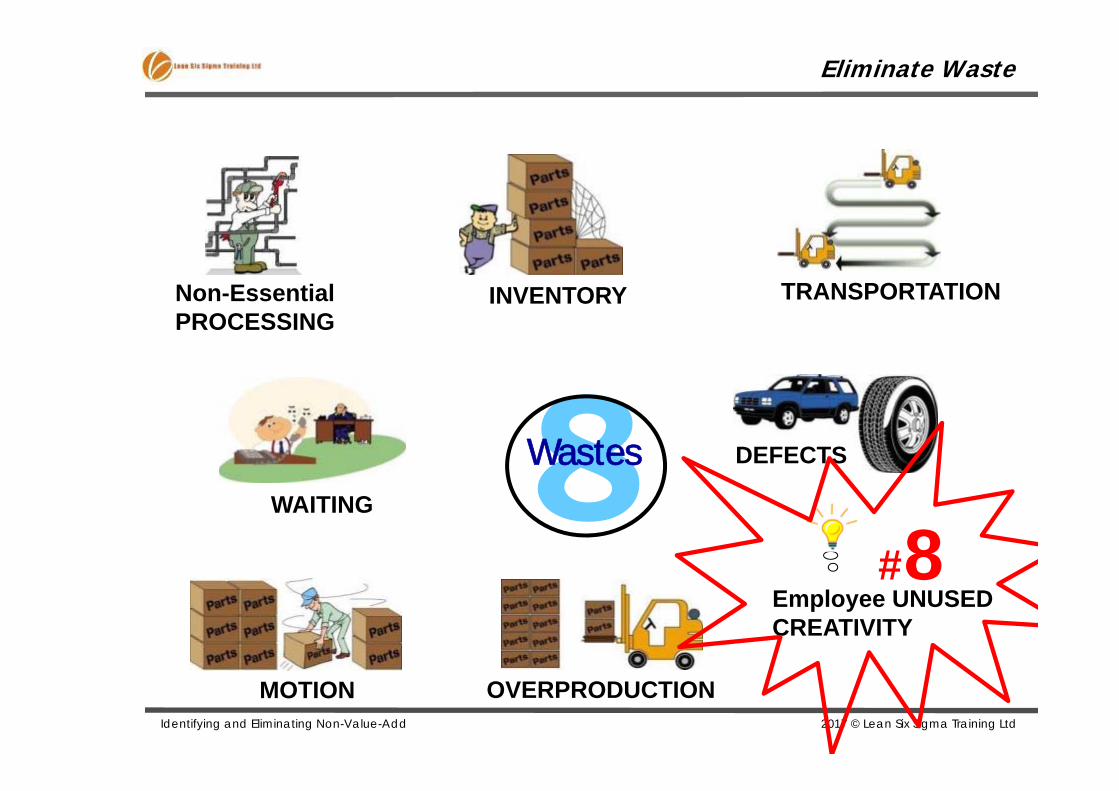
Eliminate Waste
DEFECTSWastes
Non-Essential PROCESSING
INVENTORY TRANSPORTATION
OVERPRODUCTIONMOTION
WAITING
Employee UNUSED CREATIVITY
#8

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Wringing the towel
‘Lean thinking’ believes that many organizations are like a very wet towel, full of waste, that needs to be ‘Wringed Out’ and removed.
.
9
The more we examine our processes for waste,the more waste we find….and the wasteful activitiesand actions should be removed
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
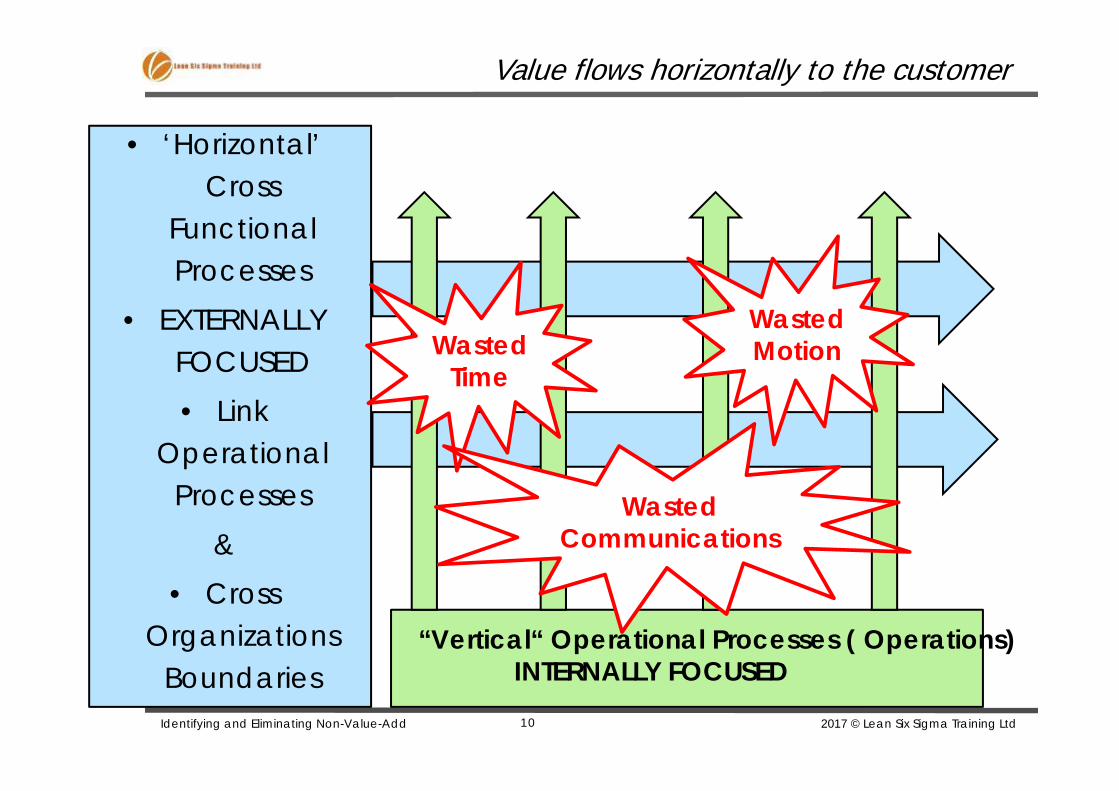
Value flows horizontally to the customer
• ‘Horizontal’ Cross
Functional Processes
• EXTERNALLY FOCUSED• Link
Operational Processes
& • Cross
Organizations Boundaries
10
“Vertical“ Operational Processes ( Operations)INTERNALLY FOCUSED
WastedTime
WastedCommunications
WastedMotion
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Value flows across organisations
•
11
“ Go See, Ask why, Show respect “
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
The GEMBA Walk to look for Waste
12
Fujio Cho, is honorary chairman of Toyota Motor Corporation. ( 2015).
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
7 QUALITY TOOLS
13
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add 14
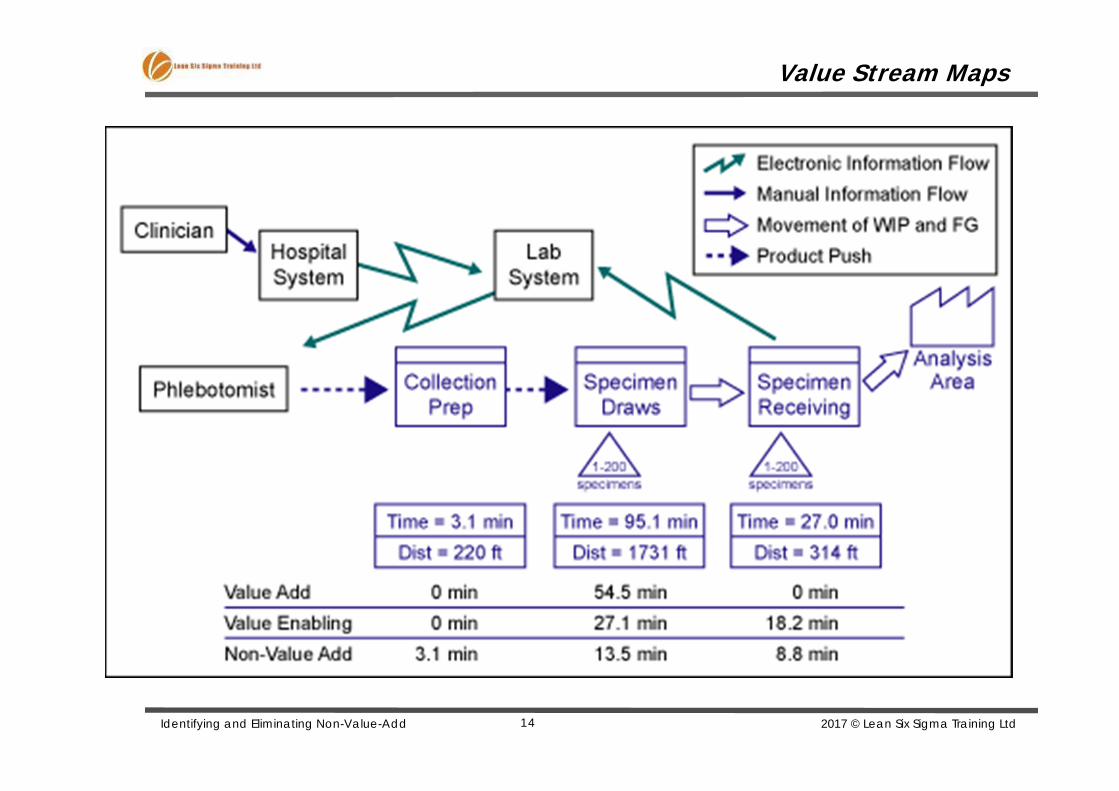
Value Stream Maps
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ
15
Cost of Poor Quality(COPQ)
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ
16
“Defects are not free !
‘Someone makes them and gets paid for making them’
W. Edwards Deming
…Someone also gets paid for finding them, and preventing them ….
…and if you don’t find them first, and they go to your customer, then they are going to cost you a lot more in future lost sales,
warranty costs, fines, customer service calls etc etc
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ
17
• COPQ measures the financial impact of the waste in your processes
• COPQ is a symptom of problems with your processes– Lean 6 sigma Projects fix problems with intent of
improving symptoms.

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ
18
“In most companies the Costs of Poor Quality run at 20 to 40 percent... In other words, about 20 to 40 percent of the companies’ efforts are spent in doing things that went wrong because of poor quality”
Planning for Quality, Joseph Juran 1988, pg. 1
‘’The COPQ range varies from less than 1 percent for companies who have truly achieved "Six Sigma,” to about 15 to 25 percent for companies that are at the four sigma level and about 25 percent to 40 percent of revenue for companies that are at three sigma levels.’’
Success through Quality (ASQ Quality Process, 1st edition, 1998), Timothy J. Clark

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ - Categories
19
External Failure Costs• Warranty Costs• Customer Complaint Related Travel• Customer Charge Back Costs
Prevention• Error Proofing Devices• Supplier Certification• Design for Six Sigma• Training
Detection• Supplier Audits• Test input materials• Inspections• Test output product
Internal Failure Costs• Scrap• Defects and Rework• Rejects• Repairs• Troubleshooting costs
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
COPQ - Iceberg
20
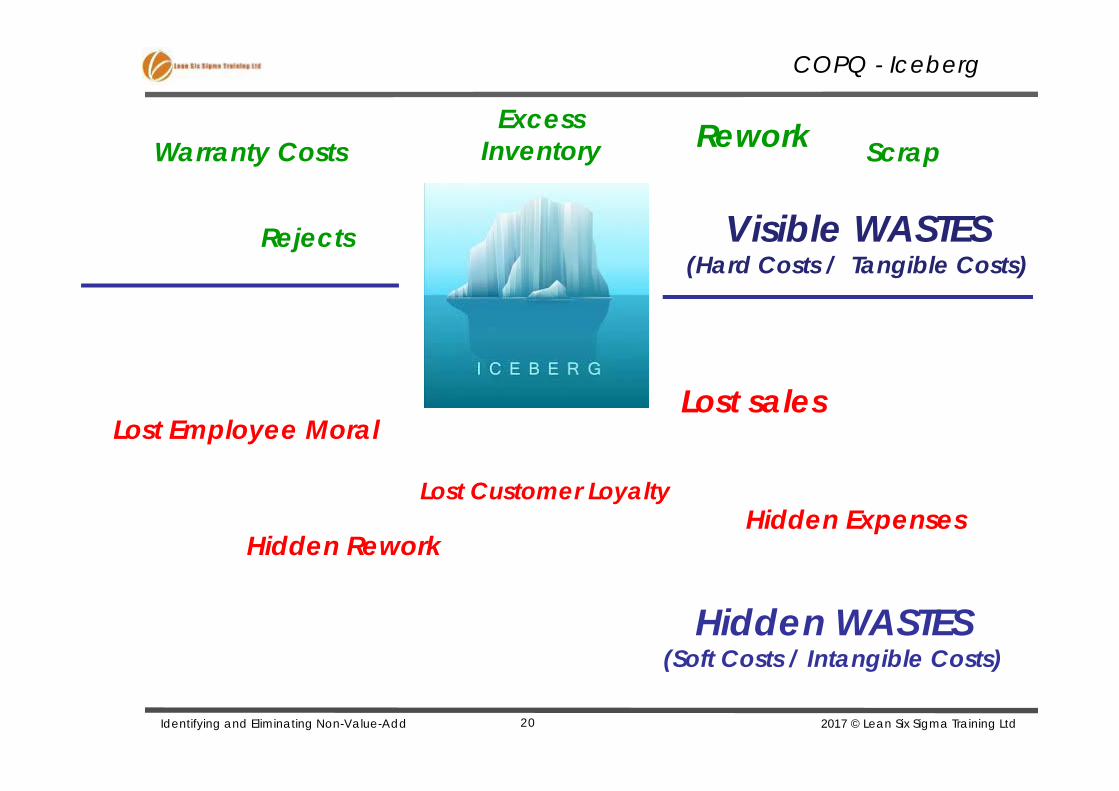
ReworkExcess InventoryWarranty Costs
Rejects
Lost sales
Hidden Expenses
Hidden WASTES(Soft Costs / Intangible Costs)
Visible WASTES(Hard Costs / Tangible Costs)
Lost Customer Loyalty
Lost Employee Moral (less obvious)
Scrap
Hidden Rework

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Notes:
21

Waste (Muda)Waste (Muda)
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Look for Waste
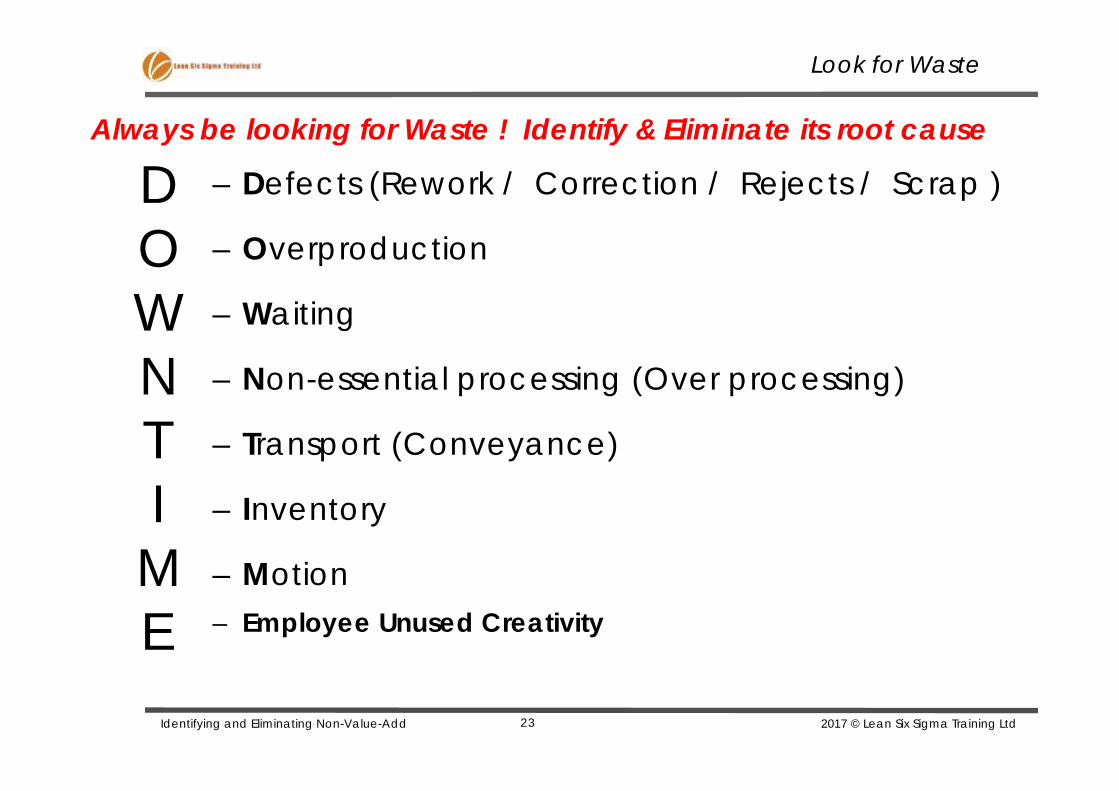
– Defects (Rework / Correction / Rejects / Scrap )
– Overproduction
– Waiting
– Non-essential processing (Over processing)
– Transport (Conveyance)
– Inventory
– Motion– Employee Unused Creativity
23
DOWNTIME
Always be looking for Waste ! Identify & Eliminate its root cause
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Overproduction
Overproduction is producing more than the next step needs or more than the customer buys.
– It may be the worst form of waste because it contributes to all the others.
24
Waste of Overproduction relates to the excessive accumulation of work-in-
process (WIP) or finished goods inventory.
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Defects , Rework , Scrap
Defects, Rework and Correction, Rejects and Scrap
25
• Accept no defects• Create no defects• Pass no defects
Scrap
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Inventory
Inventory waste is the cost of materials that are bought, invested in and not immediately sold or used. Also includes the waste of storage space and loss of perishable goods.
26
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
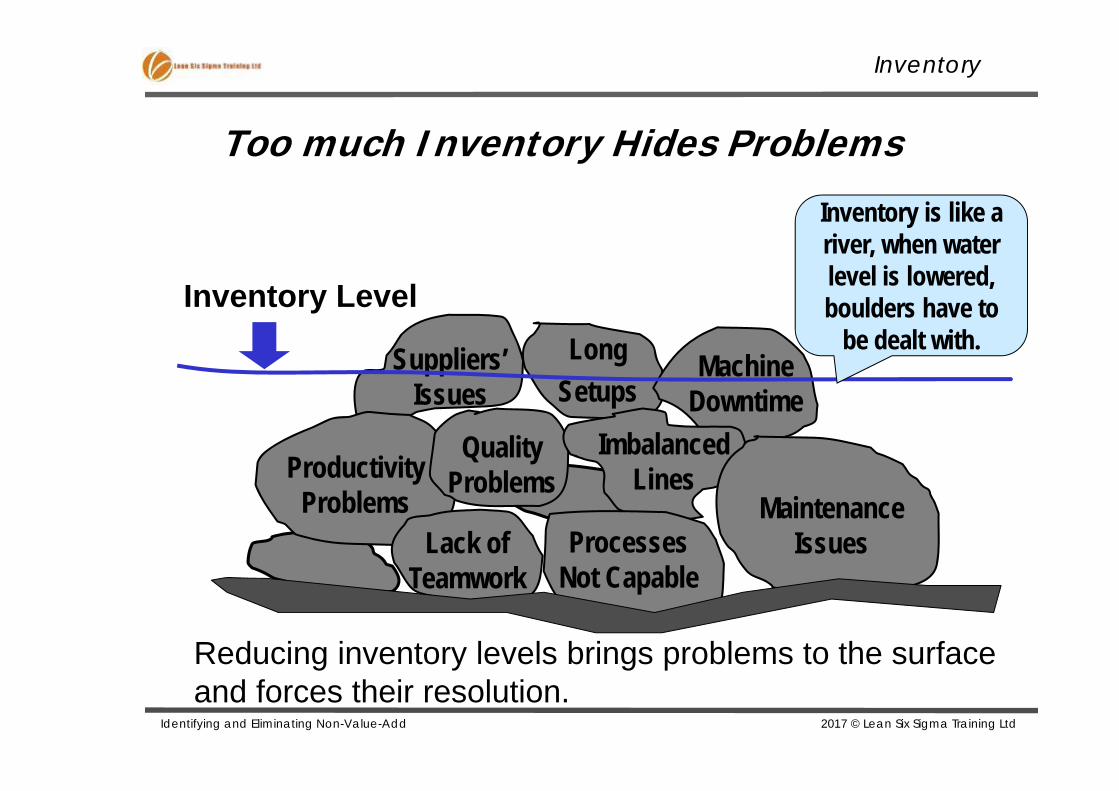
Too much Inventory Hides Problems
Suppliers’Issues
Machine Downtime
Quality Problems
Long Setups
ProductivityProblems
Processes Not Capable
Imbalanced Lines
Maintenance IssuesLack of
Teamwork
Inventory Level
Inventory is like a river, when water level is lowered, boulders have to
be dealt with.
Reducing inventory levels brings problems to the surface and forces their resolution.
Inventory
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Motion
Motion is the unnecessary movement of people and equipment.
– Also includes unnecessary bending, stretching , turning– Includes looking for things like documents or parts as well as
movement that is straining or unecessary.
28
Time and Motion Studies / Ergonomics are used to reduce unecessary motion
‘ Only the last turn on a bolt tightens it. The rest is just
movement ‘ Shigeo Shingo
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Time and Motion Studies
29
Time and Motion Studies / Ergonomics are used to to reduce unecessarymotion and fatigue / stress on workers and thus increase productivity.
The first of these studies were carried out in the 1890’s by Frederick Taylor and Frank Gilbreth in the USA
1898 F.W. Taylor : Famous experiment at Bethlehem Steel on hauling IRON bars
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Overprocessing
Non-Essential Processing / Over Processing
• Over-complicating a process, too many steps etc.
30
• “Gold Plating” your service
• Providing more than a customer asks for, expects or needs
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Transport Waste
Transport WasteThe unnecessary movement of material and goods.– Steps in a process should be located close to each other so
movement is minimized.
31
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Waiting
Waiting is nonproductive time due to lack of material, people, equipment.
– Can be due to slow or broken machines, material not arriving on time, etc.
32
Queuing is a symptom of the waste of waiting

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Poka Yoke to Reduce Waste
Poka Yoke is a ‘Containment Strategy’ to prevent errors and defects reaching the customer
33

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Poka Yoke : Capability vs Containment
34
1 2 3
1
2
3
‘’You must build containment into your Processes’’ Shigeo Shingo
ContainmentC
apab
ility
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
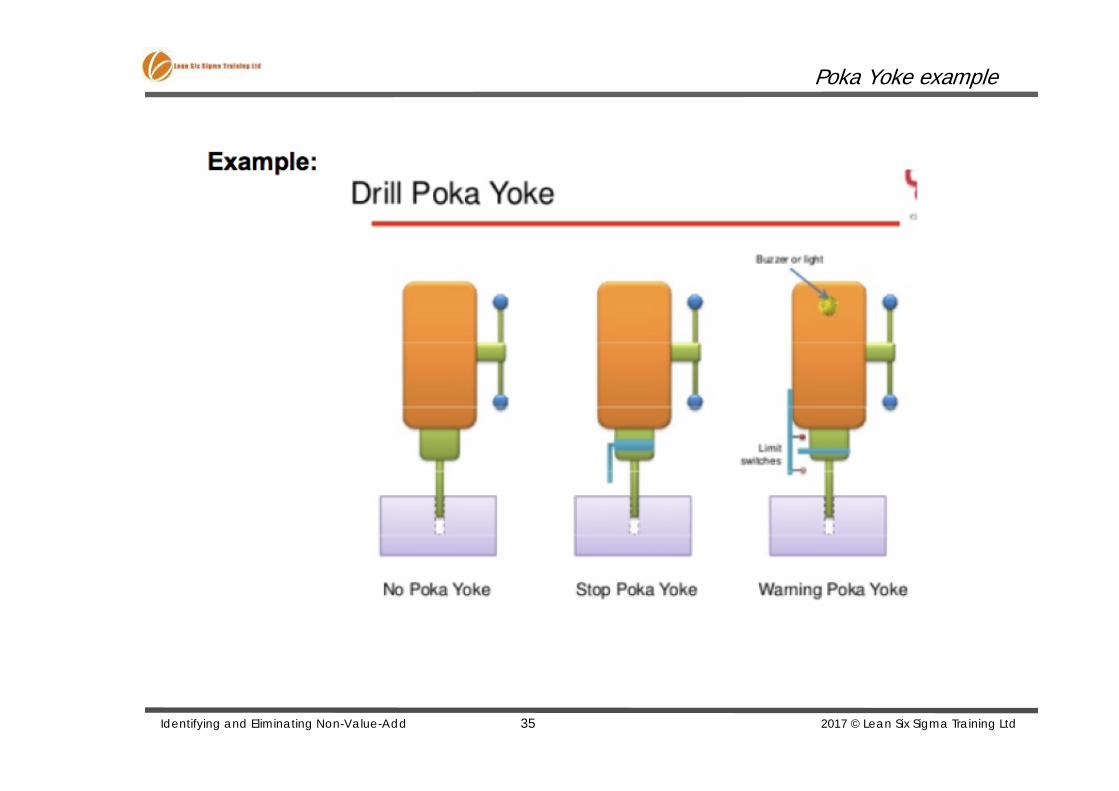
Poka Yoke example
35
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
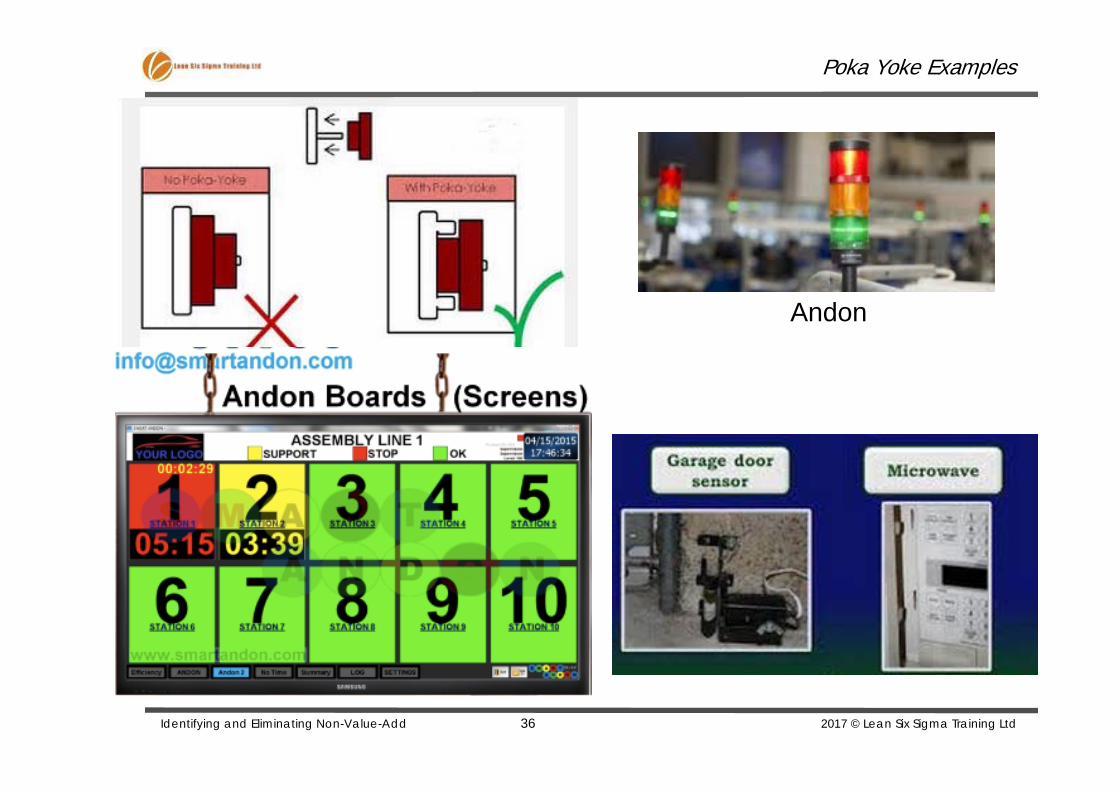
Poka Yoke Examples
36
Andon
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
SMED to reduce waste
SMED = Single Minute Exchange of Dies
• Quick changeover and new setup. The faster the changeover times, the less downtime of equipment.
• The SMED system is a set of techniques that make it possible to perform equipment setup and changeover operations in fewer than 10 minutes … in other words, in the single-minute range.
• SMED principles can be used and applied in almost any operation or process. ( It was originally developed to improve die and machine tool setups.)
37
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
SMED to reduce waste
Observe the current process.1. Separate INTERNAL and EXTERNAL activities.
This is perhaps the most important concept behind SMED.
Internal activities are those that can only be completed when the machine or process in question is not running. You cannot, for example, change the bit on a running drill.
External tasks are those things that can be done while the machine or process is running. For example, you may be able to knock out the paperwork required, gather tools and materials, and essentially get everything you need ready before the machine or process stops
Plan all the External tasks to be completed BEFORE the machine is stopped or AFTER the machine is started again.
2. Streamline the remaining internal activities to make them as fast and efficient as possible.
38
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
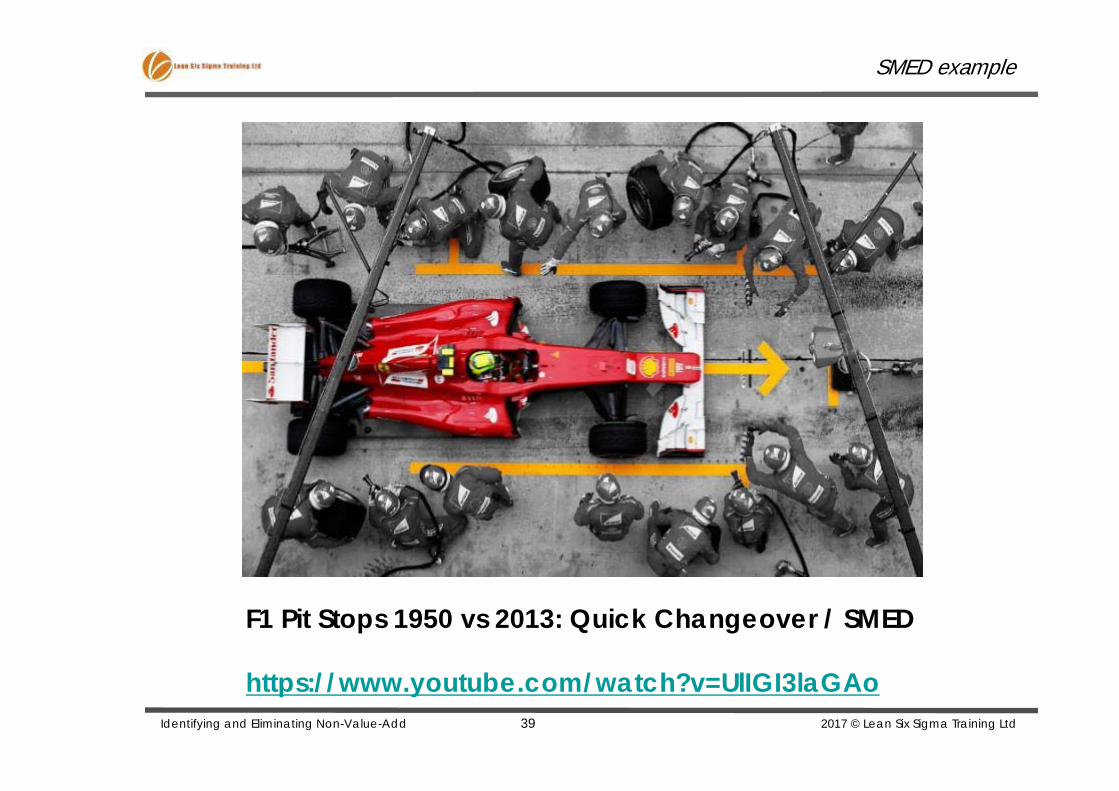
SMED example
39
F1 Pit Stops 1950 vs 2013: Quick Changeover / SMED
https://www.youtube.com/watch?v=UlIGI3laGAo
2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
The Waste of Constraints
Waste Caused by Constraints ( Bottlenecks) in your process
The Theory of Constraints :
‘’Spending time and money on any operation in a process that is not the constraint will not improvethe overall throughput of the process.’’
40

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
Use Kaizen to reduce Waste
41
Kaizen : The Key to Japan’s Competitive Success : 1986. Masaaki Imai
Reducing Waste…

2017 © Lean Six Sigma Training LtdIdentifying and Eliminating Non-Value-Add
The End
Thank You for listening.
Any Questions ?
42