implications of canister design & materials on closure ... nickel alloy/steel ... copyright ©...
TRANSCRIPT

Copyright © TWI Ltd 2016
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
1
Implications of canister design & materials on closure welding for deep geological disposal
canisters for high level nuclear waste & spent fuel
Chris Punshon
TWI Webinar
Power Industry Sector manager TWI Ltd [email protected]

Copyright © TWI Ltd 2016
TWI – An Extension of your Resources
Research & Technology Organisation Established in 1946
Industrial Membership based Effectively owned by Members and
run by representatives from Member Companies
Non-profit distributing
Five UK locations and 13 international offices
900 staff
Copyright © TWI Ltd 2016
Global drivers
Spent fuel and high level waste
Geological disposal
Materials selection
Long term integrity
Closure welding
Summary
3
Scope
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Proliferation of nuclear power – low C energy
Nuclear Power Generation wastes
(31 countries) expanding volumes
Research reactors
Medical isotopes
Military waste
Spent nuclear fuel (SNF)
Vitrified (high level)waste -reprocessing(HLW)
“Each country is ethically and legally responsible for its own wastes”
4
Global Drivers
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
1000MW (1GW) nuclear reactor - 27 tonnes of spent fuel/yr
Reprocessed – 3m3 vitrified waste
1000MW coal fired– 400,000tonnes/yr of ash
5
SNF and HLW
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Avoid
Re-use
Re-process
Disposal
Deep sea
Off planet
Transmutation
7
Waste solutions
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
International Consensus
Long Term Deep Geological disposal

Copyright © TWI Ltd 2016
2016 AD
9
The last 100k years
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
28,000BC Neanderthals Extinct
100,000BC Modern
Homo sapiens in
Omo, Ethiopia
30,000BC
Oldest known art
2,500BC Giza
3,100BC
Stonehenge complete
10,000BC
End of the
last ice age

Copyright © TWI Ltd 2016 10
Geological disposal Strategy - Multiple barriers
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
Fuel pellet of uranium dioxide
Spent nuclear fuel
Cladding tube
Copper canister with cast-iron insert
Bedrock Bentonite clay
Final repository for spent nuclear fuel
Courtesy SKB

Copyright © TWI Ltd 2016 11
POSIVA/SKB - copper and cast iron Engineered barrier system
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
Courtesy SKB/Posiva

Copyright © TWI Ltd 2016
Nation Favoured materials
Sweden Copper/cast iron
Finland Copper/Cast iron
France Steel/ Alumina
Switzerland Steel / copper
Japan Steel
USA Nickel Alloy/steel - dry storage
Canada Copper/steel
S.Korea Copper/cast iron
Belgium Steel
UK Copper/cast iron
Spain Steel
Ukraine Copper/cast iron
12
National Projects
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
Others:- Germany Czech republic

Copyright © TWI Ltd 2016 13
Geology of Repository site
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Containment and immobilisation
Lithostatic pressure - rock overburden
Hydrostatic - Ground water pressure
Bentonite Swelling pressure
Ice Load – next ice age
Local corrosion
Long term corrosion
Handling and emplacement
Retrieval for re-use
Legacy
Identification
14
Canister Performance
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Ceramics
Metals
Composite – coated metals
Copper – OFHC
Cast Iron
Steel - plain carbon steel
Stainless steel
Titanium alloy
Nickel alloy
ODS alloys
15
Canister Materials
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 16
Copper Corrosion Barrier
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 17
Manufacture of Iron Insert
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Bolting – Gaskets
Adhesives – Durability
Brazing – Galvanic corrosion
Thermal spray – possibilities
Welding
Fusion
Arc processes
Power beams
Solid state
Friction
Forge processes
18
Closure processes
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Robust - simple
Remote and automatic
Radiation hard
Proven
Inspectable
Repairable
Low defect rate
Sufficiently rapid
Mechanical properties
Corrosion performance
Defect tolerant
19
Closure weld process requirements
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Practical, implementable, inspectable
Long term reliability
Resistant to all potential failure mechanisms
Mechanical properties – avoid breaching
Applied stresses
Corrosion mechanisms
Material
Welding induced residual stress
Existing flaws
Environment
Hydrogen/radiation embrittlement
20
Closure Weld characteristics
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
a)
b)
Figur e Error! No text of specified style in document.-1 Pr edicted r esidual st r esses midway
along the 2 halves of the f lat plate model in the a) as-welded condit ion and b) in the PWHT condit ion.
21
Welding induced Residual stresses
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
EB weld in steel – hoop direction as-welded and after PWHT

Copyright © TWI Ltd 2016
22 IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
Canister Canister lid
Canister remote lid placing mechanism
Gun column
Electron Beam closure welding

Copyright © TWI Ltd 2016
23
EB welding of copper
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 24
Friction Stir Welding
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Friction Stir Welding (FSW) of 50mm Thick Copper
25

Copyright © TWI Ltd 2016 26
Canister closure welding - process selection
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
Friction Stir
Welding
Electron Beam
Welding

Copyright © TWI Ltd 2016 27
Mock-up welding demonstrations
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 28
C-Mn steel 190mm thick EB closure weld
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 29
RWMC C-Mn steel weld 190mm wall thickness
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 31
EB welding cell
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 32
SKB Canister Laboratory
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 34
Yucca Mountain Emplacement strategy
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Inner Shell Lid (316 NG)
Lower Trunnion Collar Sleeve
(Alloy 22)
Inner Shell Support Ring
(Alloy 22)
Outer Shell
(Alloy 22)
Inner Shell
(316 NG)
Basket Assembly
Inner Shell Lid
(316 NG)
Outer Shell Extended Closure Lid (Alloy 22)
Inner Shell Lid Lifting Feature (316 NG)
Outer Shell Lid Lifting Feature (Alloy 22)
Outer Shell Lid Lifting Feature(Alloy 22)
Upper Trunnion Collar Sleeve
(Alloy 22)
Outer Shell
Flat Closure Lid
(Alloy 22) Trunnion Collar
21-PWR
Waste Package Assembly
Configuration
Outer Shell Flat Lid
(Alloy 22)
Waste Package Design
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
36

Copyright © TWI Ltd 2016
UNS N060220
Nickel 56%, Chromium 22%, Molybdenum 13%, Iron 3%, Cobalt 2.5%, Tungsten 2.5-3.5%, Vanadium 0.35%
Cost ~$62k/tonne (1 can requires up to 10t)
37
Alloy 22
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
38
Solution anneal 1150 deg C + quench
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 39
Canister fabrication & Closure welding
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 40
Full Diameter – short length closure trials
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Comparison of Estimated Welding Times for
GTAW and RPEB Welding for Alloy 22
Multi-Pass GTAW Weld Single-Pass RPEB Weld
Travel Speed
(mm/minute)
No. of
Passes
Lid Weld Time
(in minutes)
750
1
8.4
200
8
251.3
Alloy 22 closure weld - EB vs TIG
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
41

Copyright © TWI Ltd 2016
Extended Lid
Outer Lid Alloy 22
Middle Lid Alloy 22
Stainless Steel Lid
Stainless Steel Spread Ring
Stainless Steel Inner Vessel
Alloy 22 Outer Barrier
Site Recommendation Design License Application Design
Potential RPEB designs Current design Site recommendation
design
Simpler closure weld
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
42

Copyright © TWI Ltd 2016
Metallurgical Condition0.01
0.1
1
10
100
1000
10000
Corr
osio
n R
ate
(µm
/yr)
0.001
0.01
0.1
1
10
100
mpy
N06022 inDeaerated Aqueous Solutions
1M HCl 60ºC
SCW 90ºC
1M NaCl 90ºC
GTAW RPEB Base
9
3
12
3
9
12
6
6
12
Comparative corrosion rates for GTAW, RPEB
weld, and base metal specimens in SCW, 1M
HCl, and NaCl solutions.
Corrosion Rate
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
43

Copyright © TWI Ltd 2016
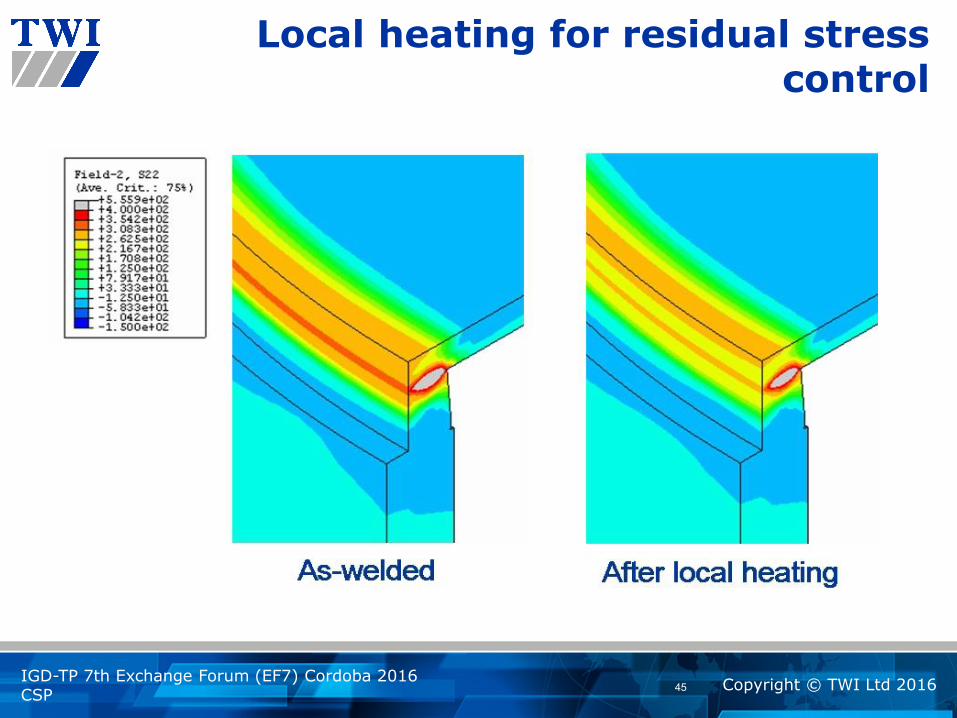
RPEB welding peak tensile
residual surface stress ~75%
less than GTAW
Longitudinal (weld direction)
residual stress contour plots in
the as-welded condition for the
GTAW and RPEB weld samples
As-welded residual stress
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
44
Copyright © TWI Ltd 2016
45
Local heating for residual stress control
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Equal or better materials performance in terms of corrosion, metallurgical stability, and as-welded residual stress
Welding repeatability and reliability
Cost savings
Hot cell operation
RPEB Benefits
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
46

Copyright © TWI Ltd 2016
• Reduced distortion - minimum overstock
• Faster welding times ( X30)
• Elimination of weld filler metal
• Reduced machining times
• More favorable distribution of residual stresses
Cost savings Influenced by Welding process selection
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
47

Copyright © TWI Ltd 2016
Surface inspection critical
Initiation of environmentally assisted cracking
Volumetric inspection – high static load
Accidental damage
Remote/automatic
Radiation hard
Phased Array UT
Eddy current
Radiography - Linac
48
Inspection
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 49
Automated UT inspection
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016
Deep geological disposal of SF and HLW – recognised most favourable option
Material selection influence –
geological conditions
activity of waste
lifetime requirements
Canister Design & material - profound influence on closure welding process selection & inspection methods
Safe and reliable closure method essential for continuation of nuclear energy generation
50
Summary
IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP

Copyright © TWI Ltd 2016 IGD-TP 7th Exchange Forum (EF7) Cordoba 2016 CSP
51
Thank you [email protected]