improved energy eff in cdus via fouling control - kumana (aiche 3-10)
TRANSCRIPT
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 1/13
Improved Energy Efficiency in CDUs through Fouling Control
Jimmy D Kumana, Kumana & Associates, Houston, Texas
Dr. Graham T Polley, University of Guanajuato, Mexico
Simon J Pugh, IHS‐ESDU, London, UK
Dr. Edward M Ishiyama, Cambridge University, Cambridge, UK
Paper No. 99a, AICHE Spring Meeting, San Antonio, Texas (March 21‐25, 2010)
Abstract:
Crude oil distillation accounts for a large fraction of the energy used in oil refining. Crude oilcontains a variety of substances that tend to deposit as fouling layers in heat exchangers, andwhich result in decreased energy recovery and increased fuel input to the furnace. CDU pre-heattrain fouling is estimated to cost over $2 billion per annum in the USA. In addition, fossil fuelsavings from fouling mitigation would result in significant reduction of CO2 emissions.
This paper proposes a broad strategy for fouling mitigation and control consisting of:
• crude oil storage under non-oxidizing conditions
• crude-oil blending to minimize fouling caused by asphaltene precipitation
• addition of chemicals to retard deposition of asphaltenes and other foulants
• revamping the HEN structure to keep tube wall temperatures such that fouling rates arekept to acceptable levels
• retrofitting the HX bundle and channels (eg. twisted tubes, “E-to-F” conversions) toincrease velocities and shear rates
• replacement of Shell & Tube HX with alternative designs that lead to reduced fouling andeasy to clean in place
• use of tube inserts to promote high shear rates• “smart HX cleaning” strategy, based on fouling rate models
Chemical analysis and visual observation of the deposits are key diagnostic tools that indicate the probable cause of fouling, and suggest the appropriate control/mitigation/cleaning strategy.
Introduction
Fundamentally, heat transfer efficiency is all about improving flux: (q/A) = U.∆Tm.
Pinch analysis seeks to improve the “system flux” by optimizing the global ∆Tm for the HEN.Fouling control effectively improves the first term, U, in the HX design equation.
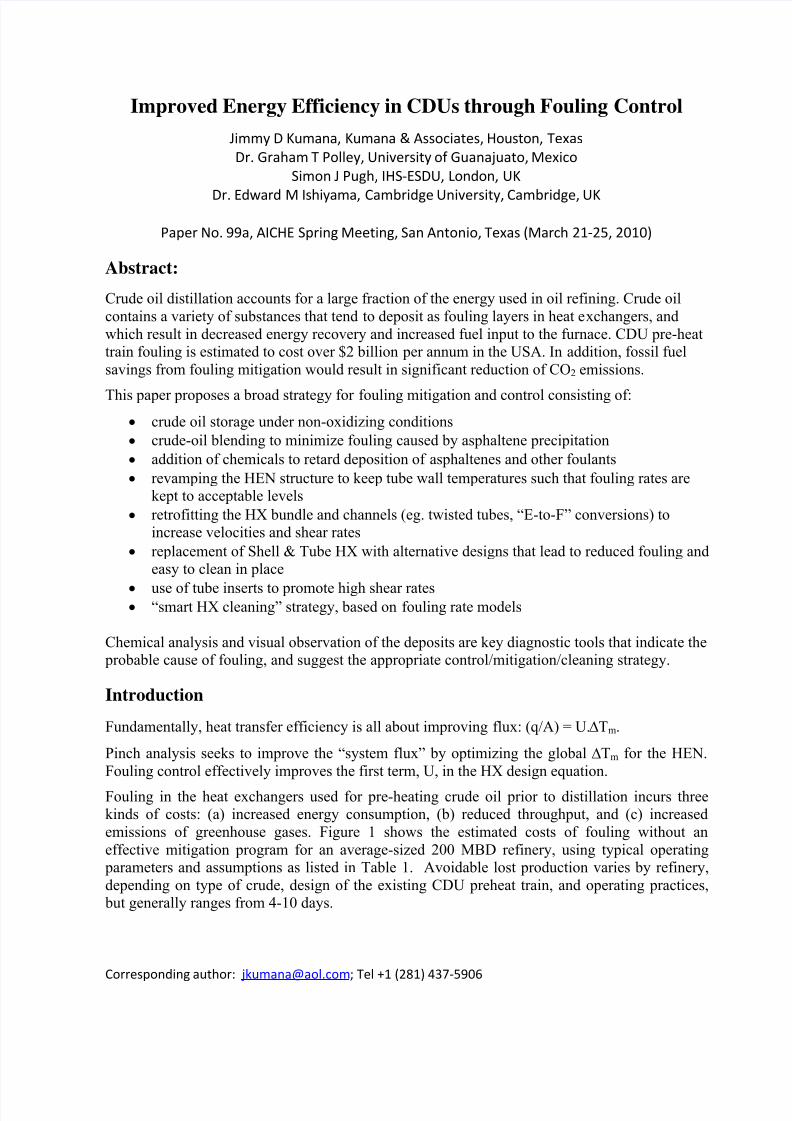
Fouling in the heat exchangers used for pre-heating crude oil prior to distillation incurs threekinds of costs: (a) increased energy consumption, (b) reduced throughput, and (c) increasedemissions of greenhouse gases. Figure 1 shows the estimated costs of fouling without aneffective mitigation program for an average-sized 200 MBD refinery, using typical operating parameters and assumptions as listed in Table 1. Avoidable lost production varies by refinery,depending on type of crude, design of the existing CDU preheat train, and operating practices, but generally ranges from 4-10 days.
Corresponding
author:
Tel
+1
(281)
437‐
5906
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 2/13
0
2
4
6
8
10
12
14
16
18
20
2 4 6 8 10 12
Avoidable lost production, equiv Days/yr
M M $
Capacity
CO2 credits
Energy
Figure 1: Cost of Fouling in a Typical 200 MBD Refinery
Table 1: Assumptions used for Example in Figure 1
Causes of CDU Fouling
Fouling in heat exchangers associated with petroleum streams can result from a number of
mechanisms including chemical reactions, corrosion, deposit of insoluble materials, and precipitation of materials (particularly polymer gums and asphaltenes) at high temperatures. The paraffin and aromatics content of the crude oil, contaminants such as iron oxides, iron sulfides,and trace heavy metals in petroleum derived heavy fractions can all have significant influence on precipitation rates.
The mechanism by which molecular masses and structures of the deposits relate to componentsof the feed material, and the effect of time-temperature history on the chemical transformationsleading to deposit formation are still rather poorly understood. Nevertheless, sufficient empirical
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 2 of 13

5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 3/13
knowledge has been accumulated to mitigate fouling by adjusting the chemical composition of the crude oil feedstock through addition of anti-fouling chemical additives, and judicious feed-stock blending.
The physical and chemical mechanisms associated with crude-oil fouling are very complex,which make effective application of mitigation methods difficult. First we must recognize that
there are multiple causes of fouling – both organic and inorganic – and depends on thecomposition of the crude oil in addition to operating conditions within the HEN. For example, insome cases it has been found that the presence of dissolved oxygen, even at trace levels of 10 ppm, can increase the fouling rate up to 3 times compared to the rate experienced at 1 ppm. Insuch instances, fouling rates can be minimized by eliminating air from the crude oil storage tank,either by use of inert gas blanketing or a floating roof.
Fouling Mitigation and Control Options
Up until about 10-15 years ago, fouling was generally accepted by refinery managers as aninescapable fact of life. Conventional mitigation techniques typically consist of using chemical
additives (anti-foulants), shear promotion (tube inserts, velocity control), and off-line cleaning(requiring temporary bypass of the HX being cleaned). However, recent improved insights intofouling mechanisms are helping to develop effective strategies for combating the problem.
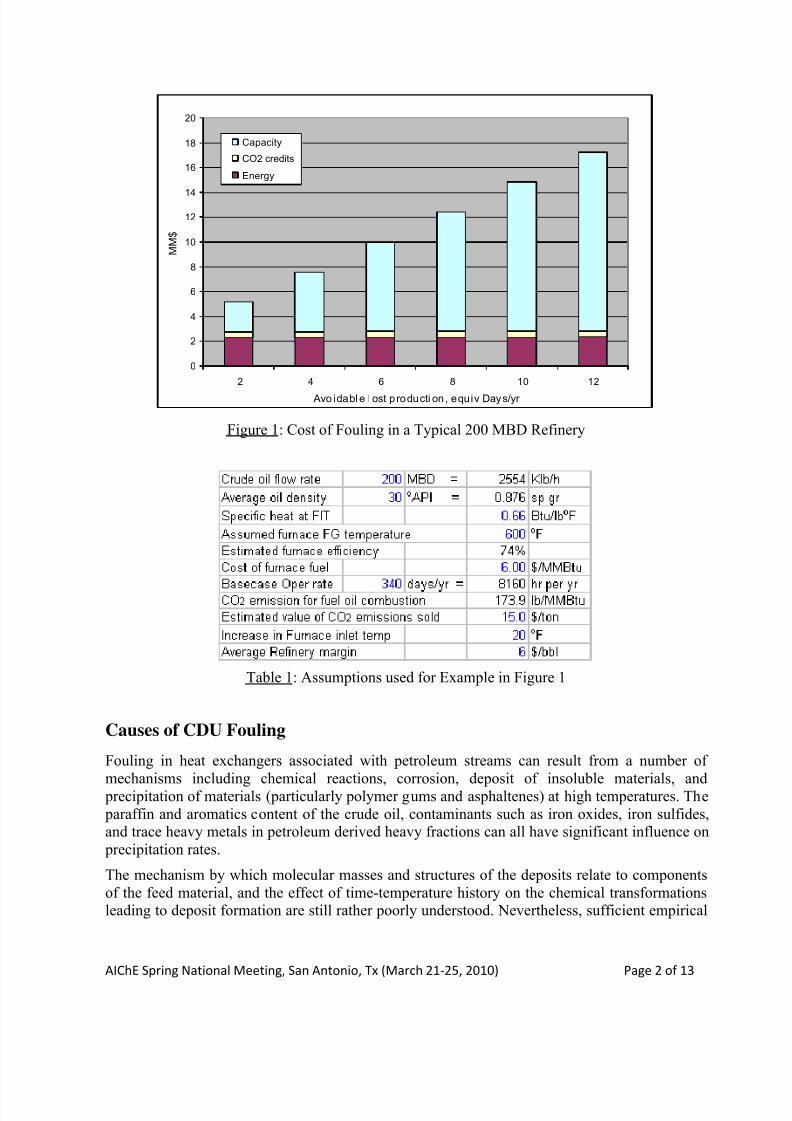
Chemical analysis of fouling deposits is a key diagnostic technique. Upstream of the desalter, attemperatures below around 200oC, the deposits tend to be mostly inorganic iron sulfides andclays. Downstream of the desalter, however, it has been found that the deposits are mostly precipitated organic asphaltenes (see Figure 2). The new understanding of fouling mechanismssuggest a broad multi-pronged strategy for mitigation of post-desalter asphaltene fouling, whichis by far the more damaging of the two, and also more difficult to control:
(a) Crude oil composition control (blending, additives)
(b) Managing temperature and shear-rate profiles through individual heat exchangerswithin the network
(c) Optimized cleaning methods/schedules
Managing Crude Oil Chemistry
Here we have two options – feedstock blending and the use of anti-fouling additives.
Blending of crude oils in refineries is common, but certain blends are incompatible and cause precipitation of asphaltenes that can rapidly foul process equipment. Once an incompatible blendis obtained, the rapid fouling and coking that results usually requires shutting down the refining process in a short time. Two alternative but similar methods have been independently developed
for predicting the fouling propensity of crude oil and crude oil blends based on crude oilchemical composition.
Wiehe’s method, which is covered by Exxon patent number 5871634, requires two laboratorytests to determine two key parameters – the Insolubility number and Solubility Blending number [refs 2, 3]. Based on these, it is possible to predict the likelihood of fouling of crude oil blends(Table 2), and to adjust the blending ratios so as to ensure compatibility.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 3 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 4/13
Figure 2: Likelihood of different types of Fouling Deposits [ref. 1]
Table 2: Crude Compatibility Predictor (Exxon Method)
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 4 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 5/13
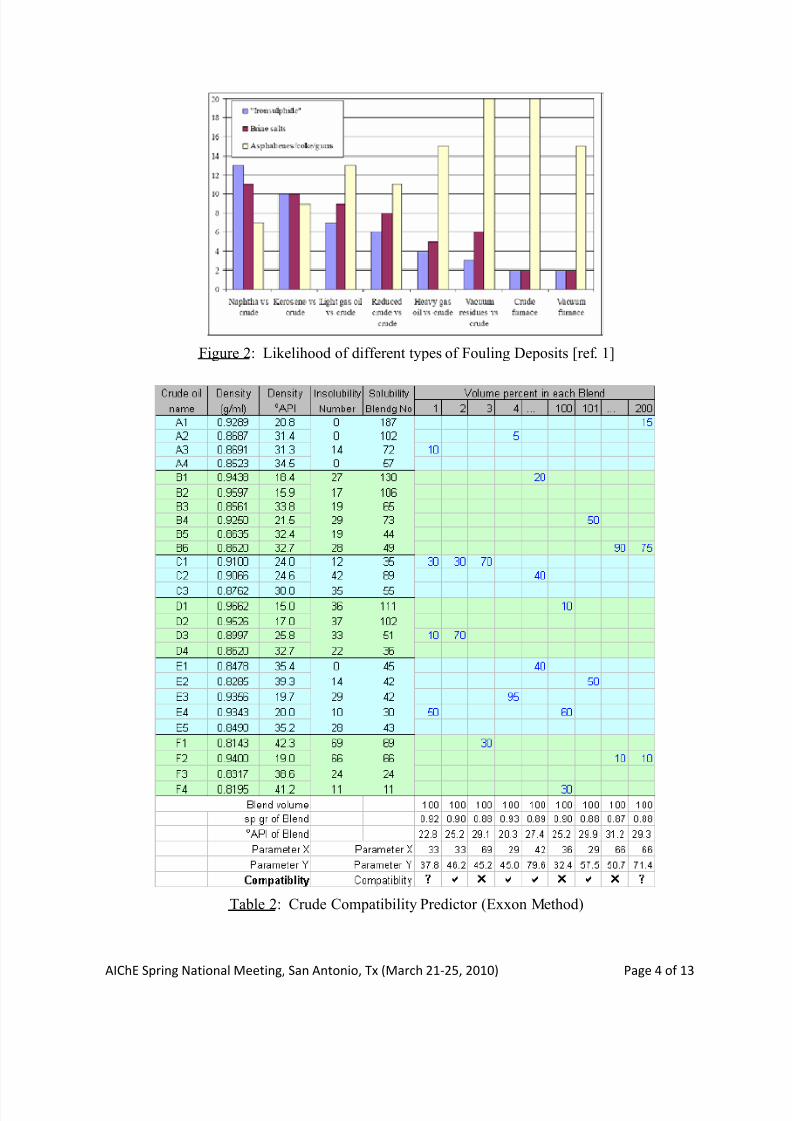
E and Watkinson [ref 4] attempted to predict the fouling tendency of crude oil blends using amore fundamental approach, using the Hildebrand solubility parameters reported in Ref 5. Their criterion for crude oil blend stability (ie. minimal precipitation of asphaltenes) was that theColloidal Instability Index (defined below) should be less than 7 according to solubility theory,
but less than 2 in practice (see Figure 3).
][
][
resinsaromatics
sasphaltenealkanesCII
+
+=
Provided the chemical composition of the crude oil blend is known sufficiently well to calculatethe CII, this method has the advantage of not requiring further laboratory tests. Unfortunately,insufficient data are available on the reliability of this method in field applications.
Figure 3: E and Watkinson’s Data for Fouling Rate vs CII [ref. 4]
The CII approach suggests that using chemical additives (solvents) rich in resins and aromaticscould be a potentially attractive solution to the fouling problem [eg. ref 6]. However, it can getexpensive, because such additives are usually the product of fractional distillation, and thereforefar more valuable (costly) than the crude oil itself. Effectively, their use constitutes partial product recycle and incurs reprocessing costs which have to be balanced against the economicgains from fouling suppression.
Design & Operation of Hot-End Heat Exchangers to Minimize Asphaltene Fouling
Hot-end fouling can be characterized as being “chronic” when it is occurring at moderate or lowrates throughout the operating period or “acute” when a sudden increase that is associated with atime related event occurs. Acute fouling events need to be identified and their cause established.Extreme care should be taken when processing off-specification feedstocks (eg. slops that havearisen through plant commissioning or some plant event), as they often contain oxidized organicsthat can undergo rapid conversion to insoluble polymer gums.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 5 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 6/13
Although proper blending of crude oils can prevent “acute” fouling problems, even the best blends are still subject to “chronic” fouling, and there will always be a need to optimizeexchanger design and operation in order to hold fouling rates within acceptable limits.
A significant advance in understanding post-desalter asphaltene fouling was the “foulingthreshold” concept developed by Ebert and Panchal [ref 7], who proposed that the fouling rate
can be effectively modeled as a competition between deposition (due to high temperature) andsuppression (due to shear).
w
f RT
E A
dt
dRγτ −
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ −= exp
Pr Re 33.066.0
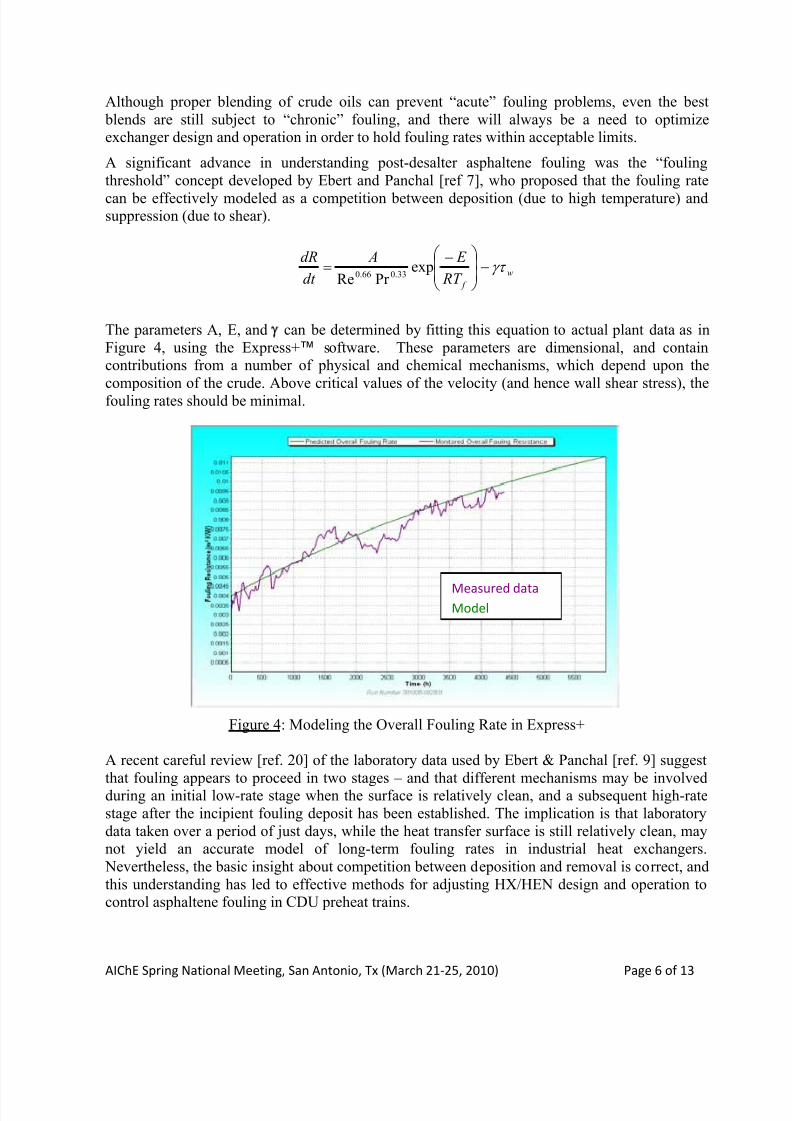
The parameters Α, E, and γ can be determined by fitting this equation to actual plant data as inFigure 4, using the Express+™ software. These parameters are dimensional, and containcontributions from a number of physical and chemical mechanisms, which depend upon thecomposition of the crude. Above critical values of the velocity (and hence wall shear stress), thefouling rates should be minimal.
Measured data
Model
Figure 4: Modeling the Overall Fouling Rate in Express+
A recent careful review [ref. 20] of the laboratory data used by Ebert & Panchal [ref. 9] suggest
that fouling appears to proceed in two stages – and that different mechanisms may be involvedduring an initial low-rate stage when the surface is relatively clean, and a subsequent high-ratestage after the incipient fouling deposit has been established. The implication is that laboratorydata taken over a period of just days, while the heat transfer surface is still relatively clean, maynot yield an accurate model of long-term fouling rates in industrial heat exchangers. Nevertheless, the basic insight about competition between deposition and removal is correct, andthis understanding has led to effective methods for adjusting HX/HEN design and operation tocontrol asphaltene fouling in CDU preheat trains.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 6 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 7/13
The next step is to determine a single set of parameters that provides best fit for all the measureddata. Here the question of how much ‘weight’ should be given to individual units arises. When plant measurements are of comparable accuracy, the weighting should be based upon the effectthat fouling has upon HEN performance. This is controlled by the effectiveness of eachindividual exchanger; the lower the effectiveness the more sensitive the outlet temperature will
be to changes in overall heat transfer coefficient and the more reliable the measurement of fouling rate.
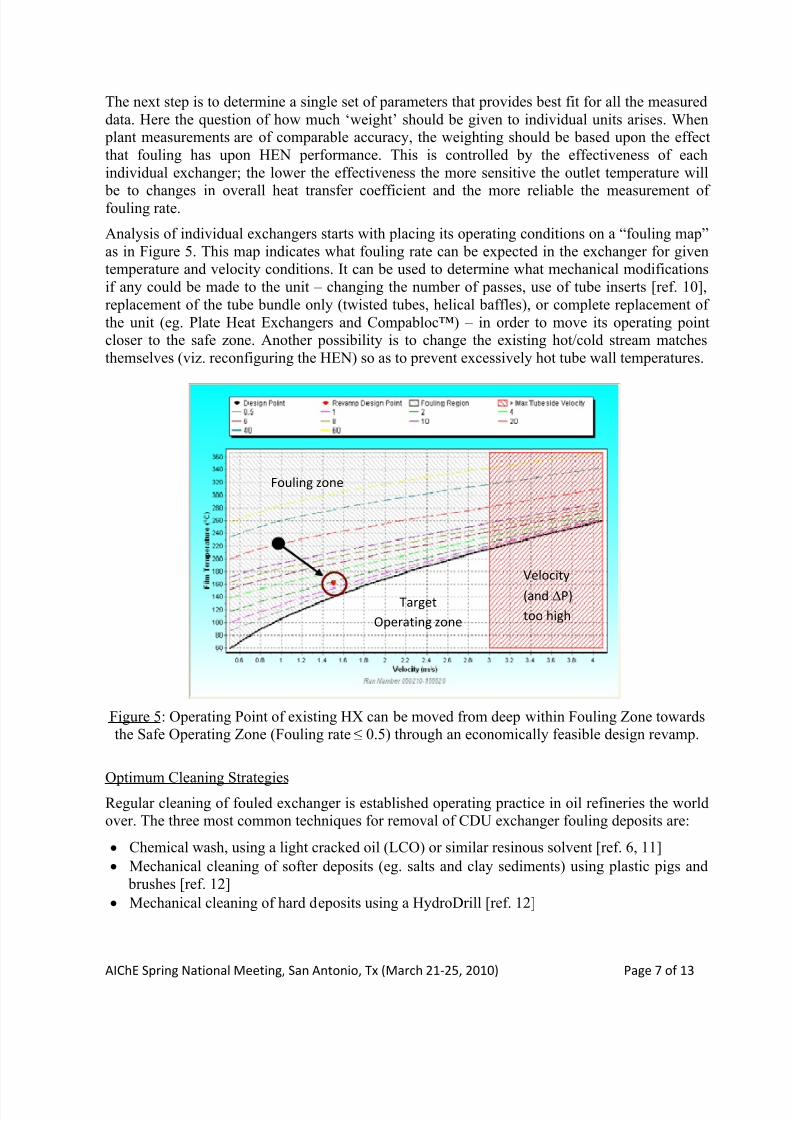
Analysis of individual exchangers starts with placing its operating conditions on a “fouling map”as in Figure 5. This map indicates what fouling rate can be expected in the exchanger for giventemperature and velocity conditions. It can be used to determine what mechanical modificationsif any could be made to the unit – changing the number of passes, use of tube inserts [ref. 10],replacement of the tube bundle only (twisted tubes, helical baffles), or complete replacement of the unit (eg. Plate Heat Exchangers and Compabloc™) – in order to move its operating pointcloser to the safe zone. Another possibility is to change the existing hot/cold stream matchesthemselves (viz. reconfiguring the HEN) so as to prevent excessively hot tube wall temperatures.
Fouling zone
Velocity
(and ∆P)
too high
Target
Operating zone
Figure 5: Operating Point of existing HX can be moved from deep within Fouling Zone towardsthe Safe Operating Zone (Fouling rate ≤ 0.5) through an economically feasible design revamp.
Optimum Cleaning StrategiesRegular cleaning of fouled exchanger is established operating practice in oil refineries the worldover. The three most common techniques for removal of CDU exchanger fouling deposits are:
• Chemical wash, using a light cracked oil (LCO) or similar resinous solvent [ref. 6, 11]
• Mechanical cleaning of softer deposits (eg. salts and clay sediments) using plastic pigs and brushes [ref. 12]
• Mechanical cleaning of hard deposits using a HydroDrill [ref. 12]
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 7 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 8/13
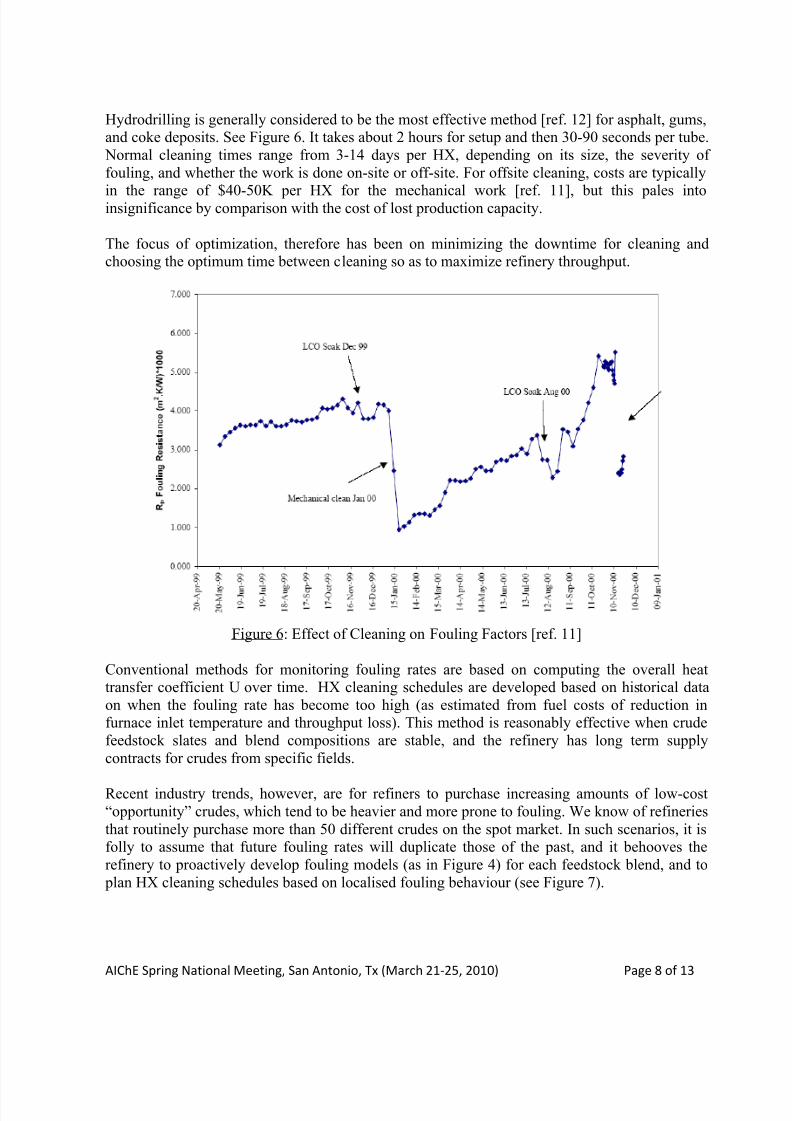
Hydrodrilling is generally considered to be the most effective method [ref. 12] for asphalt, gums,and coke deposits. See Figure 6. It takes about 2 hours for setup and then 30-90 seconds per tube. Normal cleaning times range from 3-14 days per HX, depending on its size, the severity of fouling, and whether the work is done on-site or off-site. For offsite cleaning, costs are typically
in the range of $40-50K per HX for the mechanical work [ref. 11], but this pales intoinsignificance by comparison with the cost of lost production capacity.
The focus of optimization, therefore has been on minimizing the downtime for cleaning andchoosing the optimum time between cleaning so as to maximize refinery throughput.
Figure 6: Effect of Cleaning on Fouling Factors [ref. 11]
Conventional methods for monitoring fouling rates are based on computing the overall heattransfer coefficient U over time. HX cleaning schedules are developed based on historical dataon when the fouling rate has become too high (as estimated from fuel costs of reduction infurnace inlet temperature and throughput loss). This method is reasonably effective when crudefeedstock slates and blend compositions are stable, and the refinery has long term supplycontracts for crudes from specific fields.
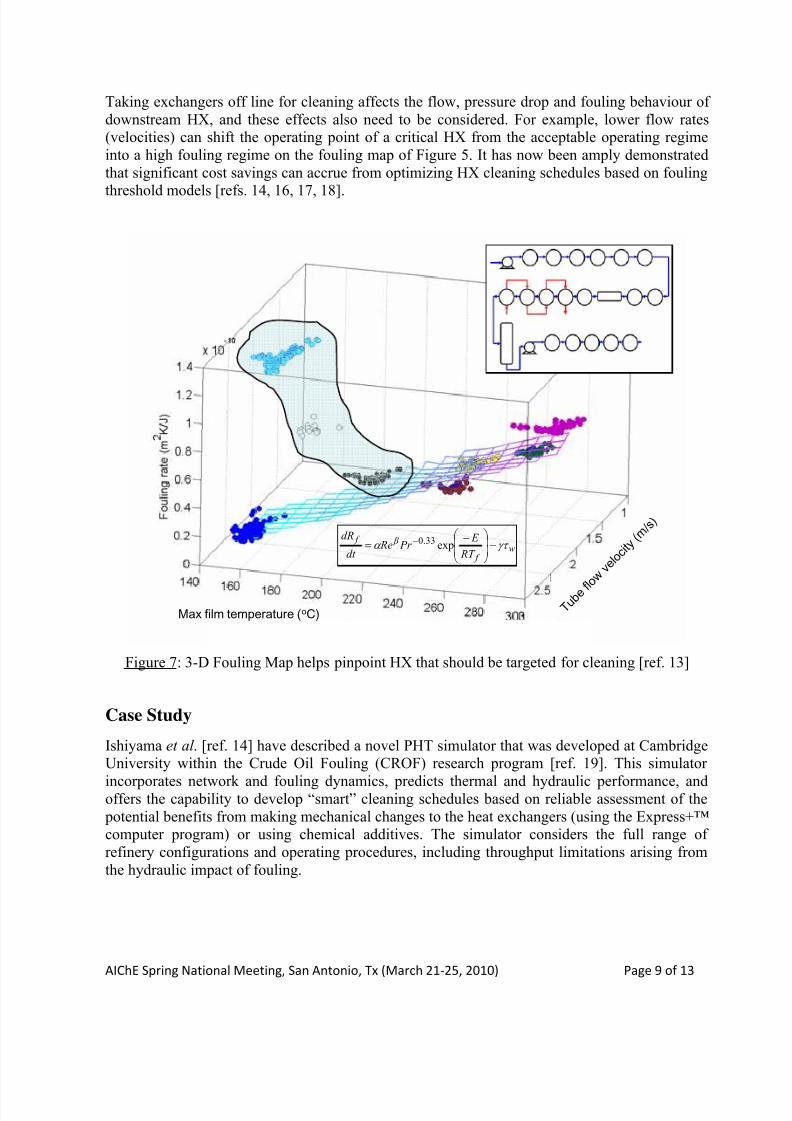
Recent industry trends, however, are for refiners to purchase increasing amounts of low-cost“opportunity” crudes, which tend to be heavier and more prone to fouling. We know of refineriesthat routinely purchase more than 50 different crudes on the spot market. In such scenarios, it isfolly to assume that future fouling rates will duplicate those of the past, and it behooves therefinery to proactively develop fouling models (as in Figure 4) for each feedstock blend, and to plan HX cleaning schedules based on localised fouling behaviour (see Figure 7).
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 8 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 9/13
Taking exchangers off line for cleaning affects the flow, pressure drop and fouling behaviour of downstream HX, and these effects also need to be considered. For example, lower flow rates(velocities) can shift the operating point of a critical HX from the acceptable operating regimeinto a high fouling regime on the fouling map of Figure 5. It has now been amply demonstratedthat significant cost savings can accrue from optimizing HX cleaning schedules based on fouling
threshold models [refs. 14, 16, 17, 18].
w f
β f
RT
E Pr Re
dt
dRγτ α −
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ −= − exp33.0
Max film temperature (oC) T u b e f l o
w v e l o c i t y
( m / s )
Figure 7: 3-D Fouling Map helps pinpoint HX that should be targeted for cleaning [ref. 13]
Case Study
Ishiyama et al . [ref. 14] have described a novel PHT simulator that was developed at CambridgeUniversity within the Crude Oil Fouling (CROF) research program [ref. 19]. This simulator
incorporates network and fouling dynamics, predicts thermal and hydraulic performance, andoffers the capability to develop “smart” cleaning schedules based on reliable assessment of the potential benefits from making mechanical changes to the heat exchangers (using the Express+™computer program) or using chemical additives. The simulator considers the full range of refinery configurations and operating procedures, including throughput limitations arising fromthe hydraulic impact of fouling.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 9 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 10/13
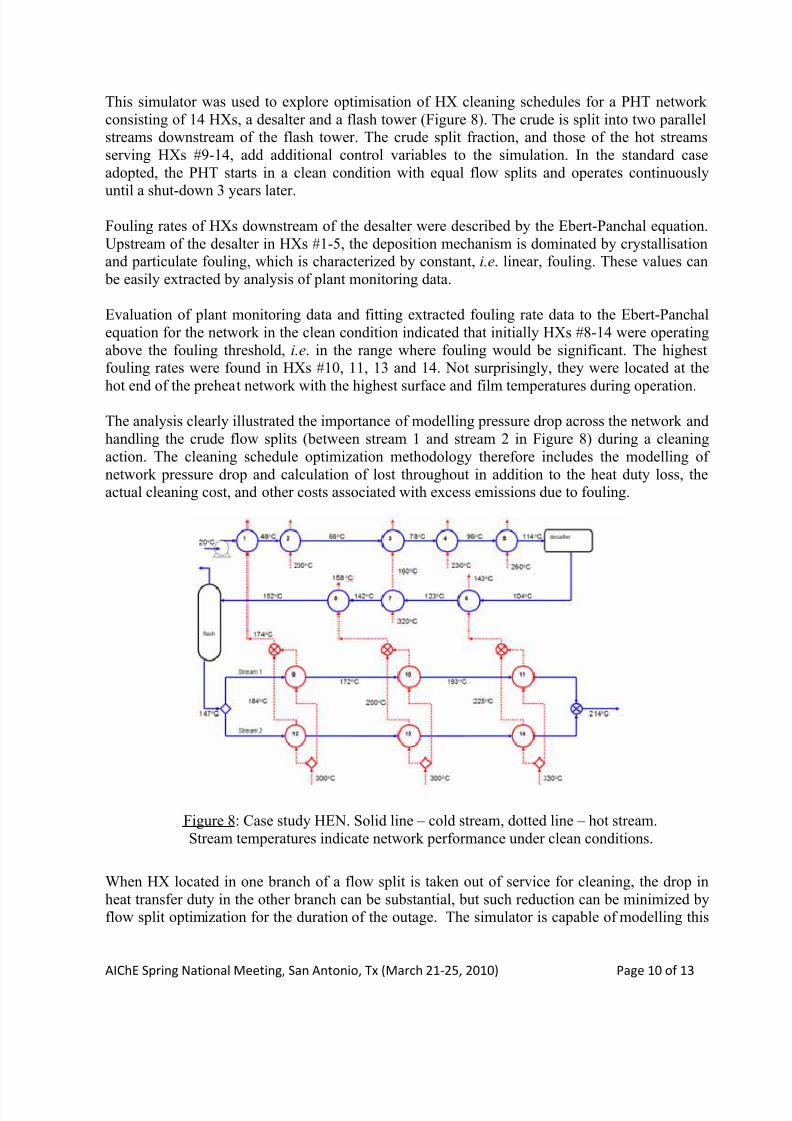
This simulator was used to explore optimisation of HX cleaning schedules for a PHT network consisting of 14 HXs, a desalter and a flash tower (Figure 8). The crude is split into two parallelstreams downstream of the flash tower. The crude split fraction, and those of the hot streamsserving HXs #9-14, add additional control variables to the simulation. In the standard caseadopted, the PHT starts in a clean condition with equal flow splits and operates continuously
until a shut-down 3 years later.
Fouling rates of HXs downstream of the desalter were described by the Ebert-Panchal equation.Upstream of the desalter in HXs #1-5, the deposition mechanism is dominated by crystallisationand particulate fouling, which is characterized by constant, i.e. linear, fouling. These values can be easily extracted by analysis of plant monitoring data.
Evaluation of plant monitoring data and fitting extracted fouling rate data to the Ebert-Panchalequation for the network in the clean condition indicated that initially HXs #8-14 were operatingabove the fouling threshold, i.e. in the range where fouling would be significant. The highestfouling rates were found in HXs #10, 11, 13 and 14. Not surprisingly, they were located at the
hot end of the preheat network with the highest surface and film temperatures during operation.
The analysis clearly illustrated the importance of modelling pressure drop across the network andhandling the crude flow splits (between stream 1 and stream 2 in Figure 8) during a cleaningaction. The cleaning schedule optimization methodology therefore includes the modelling of network pressure drop and calculation of lost throughout in addition to the heat duty loss, theactual cleaning cost, and other costs associated with excess emissions due to fouling.
Figure 8: Case study HEN. Solid line – cold stream, dotted line – hot stream.Stream temperatures indicate network performance under clean conditions.
When HX located in one branch of a flow split is taken out of service for cleaning, the drop inheat transfer duty in the other branch can be substantial, but such reduction can be minimized byflow split optimization for the duration of the outage. The simulator is capable of modelling this
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 10 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 11/13
effect. Likewise, any temporary increases in flow rate or duty in other HXs can also be modelled.For illustration, Ishiyama et al . [ref. 14] minimised the crude stream pressure drop across the two parallel trains by manipulating the flow split. An upper limit is set for the tube-side flowvelocity, of 10 ft/s (3 m/s), to incorporate operational considerations such as the avoidance of erosion and vibration. The hot stream flow fractions to the HXs #9 and 12, 10 and 13 and 11 and
14 are then changed to match the crude stream, to maximize heat recovery.
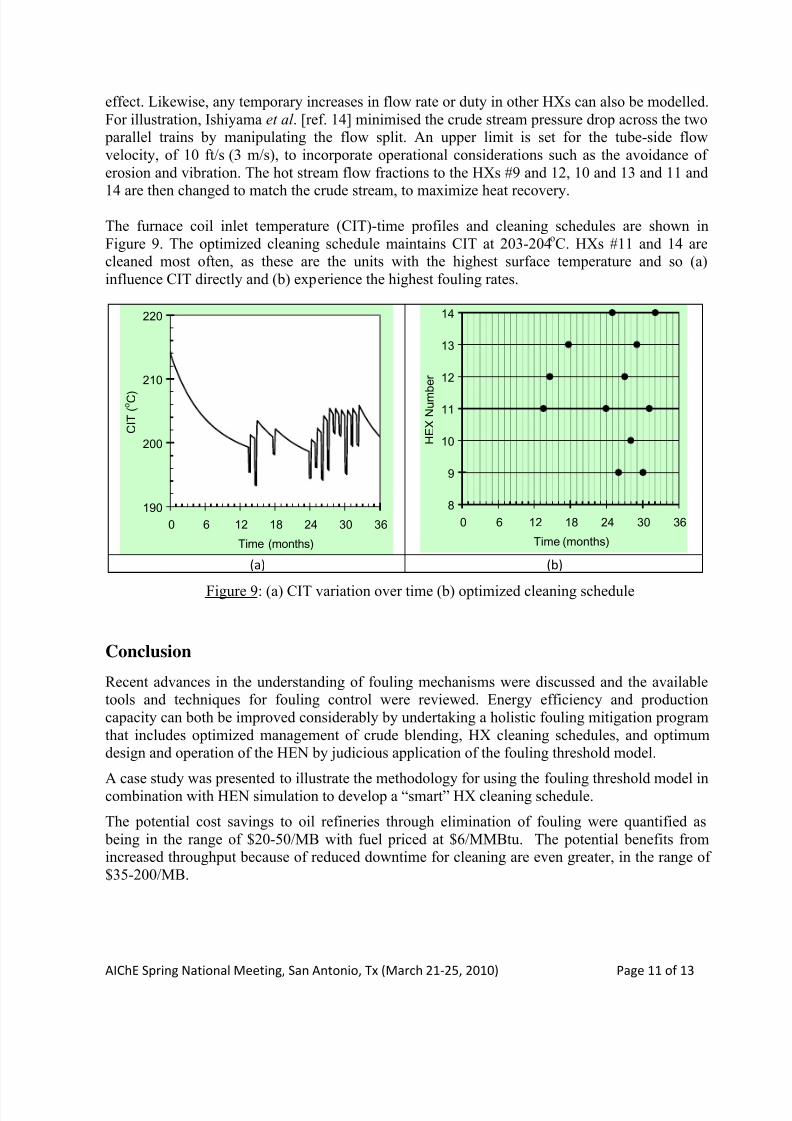
The furnace coil inlet temperature (CIT)-time profiles and cleaning schedules are shown inFigure 9. The optimized cleaning schedule maintains CIT at 203-204
oC. HXs #11 and 14 are
cleaned most often, as these are the units with the highest surface temperature and so (a)influence CIT directly and (b) experience the highest fouling rates.
190
200
210
220
0 6 12 18 24 30 36
Time (months)
C I T ( o C )
8
9
10
11
12
13
14
0 6 12 18 24 30 36
Time (months)
H E X N u m b
e r
(a) (b)
Figure 9: (a) CIT variation over time (b) optimized cleaning schedule
Conclusion
Recent advances in the understanding of fouling mechanisms were discussed and the availabletools and techniques for fouling control were reviewed. Energy efficiency and productioncapacity can both be improved considerably by undertaking a holistic fouling mitigation programthat includes optimized management of crude blending, HX cleaning schedules, and optimumdesign and operation of the HEN by judicious application of the fouling threshold model.
A case study was presented to illustrate the methodology for using the fouling threshold model incombination with HEN simulation to develop a “smart” HX cleaning schedule.
The potential cost savings to oil refineries through elimination of fouling were quantified as being in the range of $20-50/MB with fuel priced at $6/MMBtu. The potential benefits fromincreased throughput because of reduced downtime for cleaning are even greater, in the range of $35-200/MB.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 11 of 13
5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 12/13
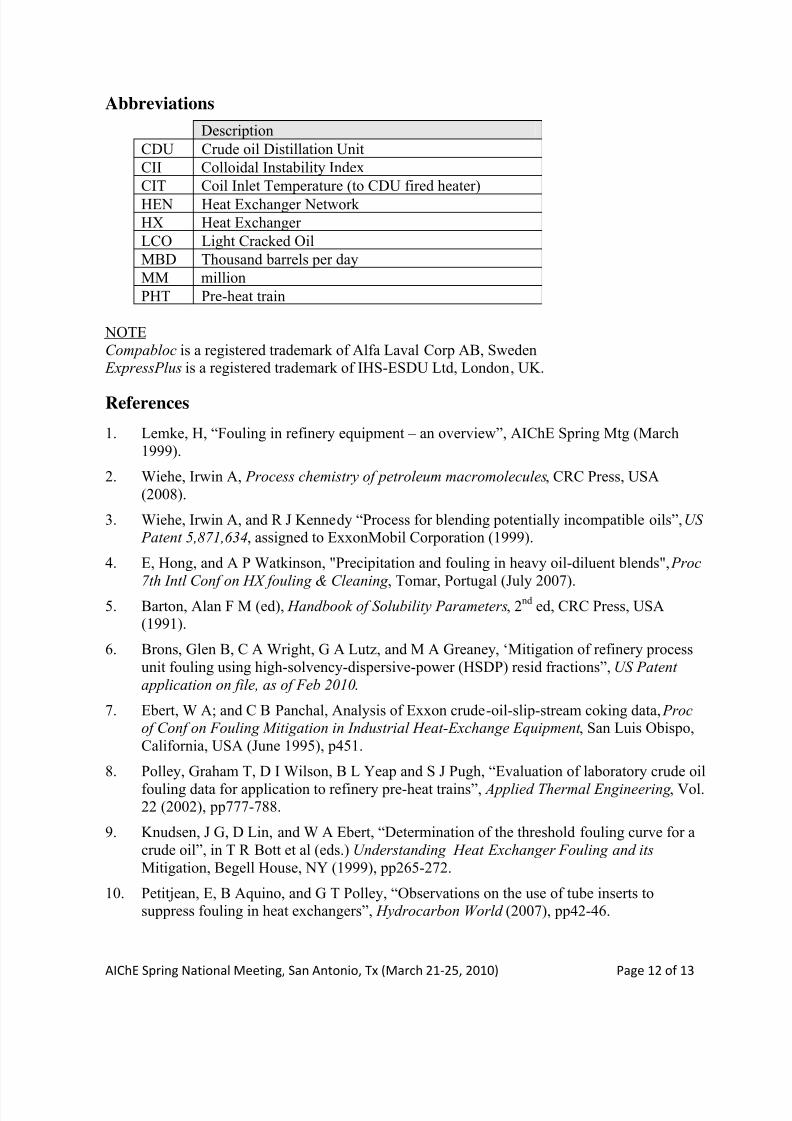
Abbreviations
Description
CDU Crude oil Distillation Unit
CII Colloidal Instability Index
CIT Coil Inlet Temperature (to CDU fired heater)
HEN Heat Exchanger Network
HX Heat Exchanger
LCO Light Cracked Oil
MBD Thousand barrels per day
MM million
PHT Pre-heat train
NOTECompabloc is a registered trademark of Alfa Laval Corp AB, Sweden ExpressPlus is a registered trademark of IHS-ESDU Ltd, London, UK.
References
1. Lemke, H, “Fouling in refinery equipment – an overview”, AIChE Spring Mtg (March1999).
2. Wiehe, Irwin A, Process chemistry of petroleum macromolecules, CRC Press, USA(2008).
3. Wiehe, Irwin A, and R J Kennedy “Process for blending potentially incompatible oils”, US
Patent 5,871,634, assigned to ExxonMobil Corporation (1999).
4. E, Hong, and A P Watkinson, "Precipitation and fouling in heavy oil-diluent blends", Proc
7th Intl Conf on HX fouling & Cleaning , Tomar, Portugal (July 2007).5. Barton, Alan F M (ed), Handbook of Solubility Parameters, 2
nded, CRC Press, USA
(1991).
6. Brons, Glen B, C A Wright, G A Lutz, and M A Greaney, ‘Mitigation of refinery processunit fouling using high-solvency-dispersive-power (HSDP) resid fractions”, US Patent application on file, as of Feb 2010.
7. Ebert, W A; and C B Panchal, Analysis of Exxon crude-oil-slip-stream coking data, Proc
of Conf on Fouling Mitigation in Industrial Heat-Exchange Equipment , San Luis Obispo,California, USA (June 1995), p451.
8. Polley, Graham T, D I Wilson, B L Yeap and S J Pugh, “Evaluation of laboratory crude oil
fouling data for application to refinery pre-heat trains”, Applied Thermal Engineering , Vol.22 (2002), pp777-788.
9. Knudsen, J G, D Lin, and W A Ebert, “Determination of the threshold fouling curve for acrude oil”, in T R Bott et al (eds.) Understanding Heat Exchanger Fouling and its
Mitigation, Begell House, NY (1999), pp265-272.
10. Petitjean, E, B Aquino, and G T Polley, “Observations on the use of tube inserts to suppress fouling in heat exchangers”, Hydrocarbon World (2007), pp42-46.
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 12 of 13

5/7/2018 Improved Energy Eff in CDUs via Fouling Control - Kumana (AIChE 3-10) - slidepdf.com
http://slidepdf.com/reader/full/improved-energy-eff-in-cdus-via-fouling-control-kumana-aiche-3-10 13/13
11. Joshi, Himanshu M, and G Brons, “Chemical cleaning of oil refinery heat exchangers”,ECI Conference on Heat Exchanger Fouling and Cleaning: Fundamentals and
Applications, Santa Fe, New Mexico, USA (May 2003).
12. Saxon, George E, and R E Putman, “The practical application and innovation of cleaningtechnology for heat exchangers”, ECI Conference on Heat Exchanger Fouling and
Cleaning: Fundamentals and Applications, Santa Fe, New Mexico, USA (May 2003).
13. Ishiyama, Edward M, D I Wilson, W R Paterson, A V Heins and L Spinelli, “Theimportance of scheduling and desalter control of preheat trains of crude distillation units: acase study”, Proc of 8th Intl Conf on Heat Exchanger Fouling and Cleaning , Schladming,Austria (June 2009).
14. Ishiyama, Edward M, W R Paterson and D I Wilson, “Platform for techno-economicanalysis of fouling mitigation options in refinery preheat trains”, Energy & Fuels, Vol 23-3, (2009) pp1323-1337.
15. Panchal, C B, W C Kuru, C F Liao, W A Ebert and J W Palen, “Threshold conditions for crude oil fouling”, in Bott, T. R. (ed.), Understanding Heat Exchanger Fouling and Its
Mitigation, Begell House Inc, Castelvecchio Pascoli, Italy (1999), pp 273-282.
16. Rodriguez, C, and R Smith, “Optimization of operating conditions for mitigating fouling in
heat exchanger network”, Chem Eng Res and Des, Vol 85-A6 (2007), pp 839-851.
17. Smaïli, F, V S Vassiliadis and D I Wilson, “Mitigation of fouling in refinery heatexchanger networks by optimal management of cleaning”, Energy & Fuels, Vol 15-5(2001), pp 1038-1056.
18. Yeap, B L, D I Wilson, G T Polley and S J Pugh, “Mitigation of crude oil refinery heatexchanger fouling through retrofits based on thermo-hydraulic fouling models”, Chem Eng
Res and Des, Vol 82-A1 (2004), pp 53-71.
19. Macchietto et al, “Fouling in crude oil preheat trains: a systematic solution to an old problem” Heat Transfer Engineering (submitted for publication, 2010).
20. Polley, Graham T and A Morales-Fuentes, “Observations arising from the analysis of laboratory data relating to fouling in crude oil systems”, Proc of 8th Intl Conf on Heat
Exchanger Fouling and Cleaning , Schladming, Austria (June 2009).
AIChE Spring National Meeting, San Antonio, Tx (March 21‐25, 2010) Page 13 of 13