improving manufacturing systems using integrated discrete event simulation and evolutionary
TRANSCRIPT

Improving Manufacturing Systems Using
Integrated Discrete Event Simulation
and Evolutionary Algorithms
Parminder Singh Kang
A Thesis Submitted in Partial Fulfilment of the Requirement of De Montfort
University for the Degree of Doctor of Philosophy
May 2012
De Montfort University

i
Abstract
High variety and low volume manufacturing environment always been a challenge for
organisations to maintain their overall performance especially because of the high level
of variability induced by ever changing customer demand, high product variety, cycle
times, routings and machine failures. All these factors consequences poor flow and
degrade the overall organisational performance. For most of the organisations,
therefore, process improvement has evidently become the core component for long term
survival.
The aim of this research here is to develop a methodology for automating operations in
process improvement as a part of lean creative problem solving process. To achieve the
stated aim, research here has investigated the job sequence and buffer management
problem in high variety/low volume manufacturing environment, where lead time and
total inventory holding cost are used as operational performance measures. The research
here has introduced a novel approach through integration of genetic algorithms based
multi-objective combinatorial optimisation and discrete event simulation modelling tool
to investigate the effect of variability in high variety/low volume manufacturing by
considering the effect of improvement of selected performance measures on each other.

ii
Also, proposed methodology works in an iterative manner and allows incorporating
changes in different levels of variability.
The proposed framework improves over exiting buffer management methodologies, for
instance, overcoming the failure modes of drum-buffer-rope system and bringing in the
aspect of automation. Also, integration of multi-objective combinatorial optimisation
with discrete event simulation allows problem solvers and decision makers to select the
solution according to the trade-off between selected performance measures.

iii
Acknowledgments
In my humble acknowledgement, I would like to convey my gratitude to all the people
who were with me directly or indirectly throughout this long journey.
First and foremost, I wish to thank god who has guided me throughout this journey as
being always with me as strength, determination and courage to pursue this work with
high level of confidence and commitment.
At the professional and academic level, I am really grateful to Dr Riham Khalil and Prof
Dave Stockton (my supervisors) to provide me this opportunity at first instance to work
on this research problem. Essentially, it was impossible to achieve this without their
precious encouragement, advice and guidance and endless support, who never accepted
less than my best effort. Thanks Riham and Dave for your endless guidance and support
in this journey, It is been a pleasure working with both of you.
Especial thanks to De Montfort University and Technology Strategy board to fund this
project (TSB K1532G, Accelerating process excellence using virtual discrete event
process simulation), which enabled me to peruse this research and to all project
collaborates for their valuable feedback.
At personal, I would like to show gratitude to my father and mother for their continuous
support and encouragement, and to my brother who’s endless support allowed me to
focus on my studies, thanks for being there as my elder brother. Words fail to express
my appreciation to my wife whose love and persistence confidence in me, has
encouraged me and always taken-off stress from my shoulders.

iv
I wish to express deep gratitude for all my family members in UK and India for their
love and support. Very special thanks to my uncle Baljit Singh for his invaluable
guidance and has always been a real inspiration to me.
It is a pleasure to thank my second and special family at the lean research group/centre
for manufacturing for their support, suggestions and care. Especially, thanks to
Lawrance Mukhongo for all the great time we spend together and always being there as
my elder brother.
Finally, I would like to thank everybody who was important to the successful realisation
of the thesis, as well as expressing my apology that I could not mention personally one
by one.

v
Declaration
I declare that the work described within this thesis was originally undertaken by me,
(Parminder Singh Kang) between the dates of registration for the degree of Doctor of
Philosophy at De Montfort University, July 2009 to May 2012.

vi
Abstract i
List of Tables xi
List of Figures xiv
Abbreviation and Glossary xvii
Research Dissemination xix
Chapter 1 – Introduction
1.1 Introduction 1
1.2 Need of Synchronous Flow 3
1.3 Lean Philosophy in Synchronous High Variety/Low Volume Manufacturing 4
1.4 Simulation and Combinatorial Optimisation 5
1.5 The Scope of Research 6
1.6 The Aim and Objective 7
1.7 The Structure of Thesis 8
Chapter 2 – Lean Creative Problem Solving and Process Improvement
2.1 Introduction 12
2.2 Brief History of Manufacturing Systems 12
2.3 Lean Philosophy 13
2.3.1 Lean’s Five Principals 15
2.3.2 Waste in Lean 18

vii
2.4 Manufacturing Problems 23
2.5 Lean Creative Problem Solving 26
2.5.1 Characteristics of Effective Problem Solving Process 26
2.5.2 Existing Problem Solving Methods 29
2.5.3 Process Improvement Using Lean Creative Problem Solving Process 34
2.6 Summary 36
Chapter 3 – Combinatorial Optimisation for Process Improvement
3.1 Introduction 37
3.2 Root Cause Analysis as Part of Process Improvement 38
3.2.1 Existing Root Cause Analysis Methods for Process Improvement 39
3.2.2 Process Improvement (PI) 43
3.2.3 Process Improvement Issues 45
3.3 Multi-Objective Optimisation 48
3.3.1 Genetic Algorithms 48
3.3.2 Genetic Algorithm’s Overview 50
3.3.2.1 String Encoding and Objective Function 51
3.3.2.2 Initialisation 52
3.3.2.3 Parent Selection 54
3.3.2.4 Crossover 55
3.3.2.5 Mutation 55

viii
3.3.2.6 Inversion 56
3.3.2.7 Replacement Strategy 56
3.3.2.8 Evaluation 57
3.3.3 Multi-Objective Combinatorial Optimisation 57
3.3.3.1 Existing Multi-Objective Optimisation Approaches 60
3.3.3.2 Proposed Combinatorial Optimisation Framework 63
3.4 Performance Measure (PM) 64
3.5 Summary 66
Chapter 4 – Research Methodology
4.1 Introduction 68
4.2 Research Methodologies Overview 70
4.2.1 Quantitative Research 70
4.2.2 Qualitative Research 72
4.2.3 Triangulation 73
4.3 Research Methodology 73
4.3.1 Discrete Event Simulation Model 74
4.3.2 Multi-Objective Combinatorial Optimisation Model 76
4.4 Proposed Research Framework 77

ix
Chapter 5 – Experimental Results
5.1 Introduction 88
5.2 Experimental Results 89
Chapter 6 – Discussion
6.1 Introduction 119
6.2 Ability to Respond Quickly to the Variability without Compromising the
Organisational Goals 120
6.3 Achieving the Synchronous Flow to Improve the Performance of System in
HV/LV Manufacturing Environment 121
6.4 Contributions of Proposed Methodology 124
6.5 Discussion of Results 129
6.6 Improving Different Performance Measures (PM) by Reducing the Effect of
Variability 135
6.7 Applicability of Proposed Model with the Existing Systems 136
6.8 Adoption of Proposed Method in Different Industrial and Service Sectors 141
Chapter 7 – Conclusion 143
Chapter 8 – Future Work 146
References 148
Bibliography 166

x
Appendix A – Before and After Optimisation Results 169
Appendix B – Developed Graphical User Interface for Combinatorial
Optimisation (SIM-Prove)
187
Appendix C – Optimisation Model Implementation 190

xi
List of Tables
Chapter 2 Lean Creative Problem Solving and Process Improvement
Table 2.1 Traditional Manufacturing System Conditions 24
Chapter 3 Combinatorial Optimisation for Process Improvement
Table 3.1 GA Characteristics 50
Table 3.2 Selection Process 54
Table3.3 Replacement Strategy 57
Table 3.4 Characteristics of Performance Measures 66
Chapter 4 Research Methodology
Table 4.1 Simulation Parameters 78
Table 4.2 Simulation Modelling Element’s Attributes 79
Table 4.3 Product Quantity with Different Work Types 81
Table 4.4 Product Mix with Different Routings 81
Table 4.5 Selected Performance Measures 84
Table 4.6 Combinatorial Optimisation Rules 87
Chapter 5 Experimental Results
Table 5.1a Average Queuing Time and Average Queue Size for 500 Jobs
and Batch Size 1, 5 and 10 91
Table 5.1b % Working, % Waiting, % Changeover and % Stopped for
500 Jobs and Batch Size 1, 5 and 10 92
Table 5.2a Average Queuing Time and Average Queue Size for 1000
Jobs and Batch Size 1, 5 and 10 93
Table 5.2b % Working, % Waiting, % Changeover and % Stopped for
1000 Jobs and Batch Size 1, 5 and 10 94
Table 5.3a Average Queuing Time and Average Queue Size for 2000 95

xii
Jobs and Batch Size 1, 5 and 10
Table 5.3b % Working, % Waiting, % Changeover and % Stopped for
2000 Jobs and Batch Size 1, 5 and 10 96
Table 5.4 Lead Time and Total Inventory Holding Cost Before and
After Optimisation for 500 Parts 104
Table 5.5 Lead Time and Total Inventory Holding Cost Before and
After Optimisation for 1000 Parts 109
Table 5.6 Lead Time and Total Inventory Holding Cost Before and
After Optimisation for 2000 Parts 114
Chapter 6 Discussion
Table 6.1 Optimal Production Technology Rules 137
Table 6.2 Theory of constraints Rules 138
Appendix A Before and After Optimisation Results
Table A.1a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 500 jobs and batch size 1 169
Table A.1b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 500 jobs and batch size 1 170
Table A.2a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 500 jobs and batch size 5 171
Table A.2b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 500 jobs and batch size 5 172
Table A.3a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 500 jobs and batch size 10 173
Table A.3b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 500 jobs and batch size 10 174
Table A.4a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 1000 jobs and batch size 1
175
Table A.4b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 1000 jobs and batch size 1
176
Table A.5a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 1000 jobs and batch size 5
177

xiii
Table A.5b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 1000 jobs and batch size 5
178
Table A.6a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 1000 jobs and batch size 10
179
Table A.6b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 1000 jobs and batch size 10
180
Table A.7a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 2000 jobs and batch size 1
181
Table A.7b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 2000 jobs and batch size 1
182
Table A.8a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 2000 jobs and batch size 5
183
Table A.8b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 2000 jobs and batch size 5
184
Table A.9a Average Queuing Time and Average Queue Size for Before
and After Optimisation for 2000 jobs and batch size 10
185
Table A.9b % Working, % Waiting, % Changeover and % Blocked for
Before and After Optimisation for 1000 jobs and batch size 10
186

xiv
List of Figures
Chapter 2 Lean Creative Problem Solving and Process Improvement
Figure 2.1 Lean Creative Problem Solving 34
Chapter 3 Combinatorial Optimisation for Process Improvement
Figure 3.1 Proposed Combinatorial Optimisation Model 51
Chapter 4 Research Methodology
Figure 4.1 Proposed Research Framework 77
Chapter 5 Experimental Results
Figure 5.1a Total Inventory Holding Cost vs. Average Queuing Time 97
Figure 5.1b Lead Time vs. Average Queuing Time 97
Figure 5.2a Total Inventory Holding Cost vs. Average Queue Size 98
Figure 5.2b Lead Time vs. Average Queue Size 98
Figure 5.3a Total Inventory Holding Cost vs. %Working 99
Figure 5.3b Lead Time vs. %Working 99
Figure 5.4a Total Inventory Holding Cost vs. % Waiting 100
Figure 5.4b Lead Time vs. % Waiting 100
Figure 5.5a Total Inventory Holding Cost vs. % Changeover 101
Figure 5.5b Lead Time vs. % Changeover 101
Figure 5.6a Total Inventory Holding Cost vs. % Stopped 102
Figure 5.6b Lead Time vs. % Stopped 102
Figure 5.7a Average Queuing Time before and after Optimisation for 500
Parts without Machine Failure
105
Figure 5.7b Average Queue Size before and after Optimisation for 500
Parts without Machine Failure
105

xv
Figure 5.7c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 500 Parts without Machine Failure
106
Figure 5.8a Average Queuing Time before and after Optimisation for 500
Parts with Machine Failure
107
Figure 5.8b Average Queue Size before and after Optimisation for 500
Parts with Machine Failure
107
Figure 5.8c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 500 Parts with Machine Failure
108
Figure 5.9a Average Queuing Time before and after Optimisation for 1000
Parts without Machine Failure
110
Figure 5.9b Average Queue Size before and after Optimisation for 1000
Parts without Machine Failure
110
Figure 5.9c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 1000 Parts without Machine Failure
111
Figure 5.10a Average Queuing Time before and after Optimisation for 1000
Parts with Machine Failure
112
Figure 5.10b Average Queue Size before and after Optimisation for 1000
Parts with Machine Failure
112
Figure 5.10c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 1000 Parts with Machine Failure
113
Figure 5.11a Average Queuing Time before and after Optimisation for 2000
Parts without Machine Failure
115
Figure 5.11b Average Queue Size before and after Optimisation for 2000
Parts without Machine Failure
115
Figure 5.11c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 2000 Parts without Machine Failure
116
Figure 5.12a Average Queuing Time before and after Optimisation for 2000
Parts with Machine Failure
117
Figure 5.12b Average Queue Size before and after Optimisation for 2000
Parts with Machine Failure
117
Figure 5.12c % Working, % Waiting, % Changeover and % Blocking before
and after Optimisation for 2000 Parts with Machine Failure
118

xvi
Chapter 6 Discussion
Figure 6.1 Lead Time before and after optimisation for Batch Size = 1 and
Customer Demand = 500 Parts
123
Figure 6.2 Total Inventory Holding Cost before and after optimisation for
Batch Size = 1 and Customer Demand = 500 Parts
123
Appendix B
Developed Graphical User Interface for Combinatorial
Optimisation (SIM-Prove)
Figure B.1 Setting the Simulation Parameters for Optimisation Process 187
Figure B.2 Genetic Algorithms Optimisation Parameters 188
Figure B.3 Genetic Algorithms Optimisation Results 189

xvii
Abbreviations and Glossary
% Blocked The condition requiring a WorkCentre that has parts to
process to remain idle as long as the queue to which the
parts would be sent is full or waiting for succeeding
WorkCentre to finish the job.
% Changeover It is the waiting time for succeeding workstations that
are waiting for the proceeding workstations to finish the
jobs.
% Stopped It the time work is paused for either short or long term
Interruptions, for instance machine failure.
% Waiting It is the waiting time for succeeding workstations that
are waiting for the proceeding workstations to finish the
jobs.
% Working It is the percentage of time when the WorkCentre is
working
BS Buffer Size
CCR Capacity Constrained Resource
CPI Continuous Process Improvement
CPS Creative Problem Solving
CPSI Canadian Patient Safety Institute
DBR Drum-Buffer-Rope
DES Discrete Event Simulation
DOE Design of Experiments
FJSP Flexible Job-Shop Scheduling Problem
GA Genetic Algorithms
HV/LV High Varity Low Volume
JIT Just-in-Time
JS Job Sequence

xviii
KT Kepner-Tregoe
LT Lead Time
ME Modelling Element
MOO Multi-Objective Optimisation
MTTF Mean Time to Failure
MTTR Mean Time to Repair
OF Objective Function
OPT Optimal Production Technology
PC Paired Comparison
PI Process Improvement
PM Performance Measure
RC Root Cause
RCA Root Cause Analysis
TIHC Total Inventory Holding Cost
TOC Theory of Constraints
TPM Total Productive Maintenance
TPS Toyota Production System
TQM Total Quality Management
TSB Technology Strategy Board
VSM Value Stream Mapping
WIP Work-in-Progress

xix
Research Dissemination
Kang, P. S., Khalil, R. and Stockton, D. (2012) A Multi-Objective Optimization Approach
Using Genetic Algorithms to Reduce the Level of Variability from Flow Manufacturing.
Proceedings of IEEE International Conference on Engineering Technology and Economic
Management, 21 – 22nd May, 2012, Zhenzhou, China, pp. 115 – 119.
He, Y., Ma, W. and Kang, P. S. (2012) On Semi-Bent Functions Niho Exponent, Journal of
China Information Sciences Vol. 55, Issue 7, pp. 1624 – 1630.
Kang, P. S., Singh, G. P. and Sidhu, R. S. (2011) A Descriptive Review of Genetic
Algorithms in Industrial Process Improvement. Proceedings of the International Conference
on Recent Advances in Electronics & Computer Engineering, Eternal University, India, Dec.
2011, pp. 1 – 4.
Kang, P. S. (2011) Use of Genetic Algorithms in Manufacturing Operations Planning. De
Montfort University Research Degree Showcase. May, 2011.
Singh, G. P., Singh, P. and Kang, P. S. (2011) Cloud Server – An Emerging Technology of
Virtualization. Seminar on the Advancements in Computer Technology, Institute of
Engineering and Technology, Bhaddal, India, April. 2011.
Kang, V. K., Kang P. S. and Gupta, M. (2010) Descriptive Review of OSPF. Coimbatore
Institute of Information Technology International Journal of Networking and Communication
Engineering, August, 2010.
Kang, P. S. (2010) Problem Solving Optimisation Using Root Cause Analysis and Genetic
Algorithms, De Montfort University Research Showcase, May, 2010.

xx
Kang, P., Khalil, R. and Stockton, D. (2010) Integration of Design of Experiments with
Discrete event Simulation for Problem Identification. Proceedings of the International Junior
Scientist Conference, April, 2010, Vienna, Austria, pp. 69 – 70.
Khalil, R., Kang, P. and Stockton, D. (2010) Integration of Discrete Event Simulation with
an Automated Problem Identification. Proceedings of International Multi-Conference of
Engineers and Computer Scientists, 13 – 15 Mar., 2010, Hong Kong, pp. 1051 – 1054.

1
Chapter 1 – Introduction
1.1 Introduction
Increased competition in global markets has augmented the manufacturing problems.
This has amplified the need of new, efficient and effective tools and techniques to cope
with these problems. To compete with global economy organisations have to lower the
operational expenses and lead times (LT) by maintaining ever-changing product variety
according to the market/customer demand.
According to Alford et al. (2000), increased product and process variability has caused
escalating cost and complexity in manufacturing systems. High variety/low volume
(HV/LV) manufacturing environment always remained one of the combats that have
kept organisations in the quest of process improvement (PI). Furthermore, there are
numerous entities involved within the manufacturing environment and most of these
entities exhibit dynamic, unpredictable and complicated relationships among them. This
even makes PI more vulnerable to failures as the effect of improving one performance
measure (PM) need to be considered on other PMs before deciding over the optimal
solution. For instance, HV/LV brings numerous challenges for the manufacturers at the

2
operational level to maintain overall performance, such as maintaining lower LTs and
operational cost (Nazarian et al., 2010).
Although high product variety brings a great deal of challenges for organisations at
operational levels to maintain lower LTs and operational cost. However, at the same
time, product variety is designated as one of the most important factors to have a
competitive edge in the global market by offering products and services tailored to a
specific market segment. According to Berry and Cooper (1999), adding product variety
within the customer order can have adverse effect on operational cost and LTs, as
products may have variable setup times, processing times and even follow different
routes. Over the years, numerous techniques have been proposed in implantation of lean
problem solving literature, researchers have regarded synchronous flow as one of the
most effective tools to maintain the high level of organisational performance by
improving the flow of material/information throughout the organisation (Nazarian et al.,
2010; Fresco, 2010; and Naidu, 2008).
This research, therefore, has proposed a methodology for automating the operations
process improvement as a part of lean creative problem solving (CPS) and continuous
process improvement by reducing the effect of variability. To achieve the research aim,

3
proposed methodology addresses the issue of job sequencing and buffer size
optimisation to reduce the lead time (LT) and total inventory holding cost (TIHC).
1.2 Need of Synchronous Flow
Researchers have identified unexpected disturbances as different levels of variability;
for instance, machine breakdowns, variable setup and processing times, ever-changing
customer orders and quality problems that can interrupt the flow of material through the
system, and organisations pay back as increased operational cost and higher LTs
(Nazarian et al. 2010). According to Khalil et al. (2008), disturbances can also be drawn
from the constrained resource (bottleneck), as a bottleneck limits the capacity of the
whole line. In HV/LV manufacturing, it becomes utmost important to reduce the
disturbances because of the product variability involved due to different product types
and product quantities. Researchers have proposed various techniques to achieve the
synchronous flow such as optimal production technology (OPT), Drum-Buffer-Rope
(DBR), buffer management, theory of constraints (TOC) and pull system. Effective use
of such techniques requires an extensive knowledge of variability inherited into each
task and WorkCentre and effect of variability on individual resource utilisation (Khalil
et al., 2008; Wei et al., 2002; and Linhares, 2009).

4
1.3 Lean Philosophy in Synchronous High Variety/Low Volume Manufacturing
According to Shah and Ward (2003), lean philosophy presents a multidimensional
approach that encompasses a wide variety of manufacturing practices, such as just-in-
time (JIT), quality control, cellular manufacturing, supplier management and continuous
process improvement. In HV/LV manufacturing environment, Synchronous flow and
lean philosophy mutually derives PI to reduce the effect of process variability.
According to Khalil et al. (2008), synchronous flow processing is an essential part of
lean philosophy as it provides the infrastructure of pull production and focuses on waste
elimination. For instance, there are a number of strategies that have been applied to
reduce the effect of variability, such as (Khalil et al., 2008; and Nazarian et al., 2010);
a. Line balancing for effective allocation of tasks.
b. Job sequencing to improve the material flow through the setup reductions.
c. Material flow control and use of flexible resources to reduce the effect of
variability.
d. Applying the lean based techniques to reduce the level of variability from the
individual causes.
e. Buffer management to support the cause of variability due to expected (setup’s)
and unexpected (machine failures) causes.

5
In this research, a job sequencing and buffer management problem has been addressed
to reduce the effect of variability. Along this, research here has used the effect of
improvement of different PMs on each other during the PI.
1.4 Simulation and Combinatorial Optimisation
The main motive of this research is to provide a novel method for PI using
combinatorial optimisation and simulation modelling, which may assist organisations to
reduce/manage the effect of process variability. As discussed earlier, under the proposed
methodology, job sequencing and buffer size optimisation problem has been
investigated as a part of PI by reducing the effect of variability. In this research, the
main causes of variability are ever-changing customer demand in product quantity and
type, variable processing times, variable setup times, machine failures and product
routings.
At initial stage, research here has used the drum-buffer-rope (DBR) concept to identify
the constraints in the system and a combinatorial optimisation based solution has been
purposed using Multi-Objective Genetic Algorithm (GA) integrated with Discrete
Event Simulation (DES).

6
Along this, research here has inherited some of the practices of lean philosophy, which
are;
a. Process improvement (PI).
b. Root cause analysis (RCA).
c. Synchronous flow by reducing the effect of variability.
d. Reducing the non-value-added activities.
e. Response to customer demand.
1.5 The Scope of Research
As a part of PI, the main focus of research is to develop an automated lean CPS
methodology to cope with the variability exists in the HV/LV manufacturing
environments. Proposed methodology is tested on a model representing working area at
Perkins. However, proposed methodology can be equally applicable in different
manufacturing and service sectors (Section 6.8) as well as can be used investigating the
different PMs (Section 6.6).
The proposed model can be exemplified on the two major issues involved in
manufacturing systems, which are;
a. Reducing the effect of variability to achieve the synchronous flow.
7
b. Investigating the knock-on effect of performance measures on each other in
process improvement.
1.6 The Aim and Objective
The aim of the research is to develop a novel methodology for automated lean CPS as a
part of operation’s process improvement. The research here will accomplish different
objectives to address the main aim of research. These objectives are;
a. Development of
I. Buffer management system that can operate effectively under the light
of highly variable environment.
II. Addressing the issue of job sequencing to reduce the number of setups
required in the high variety/low volume manufacturing through different
operational level performance measures.
III. Genetic algorithms based multi-objective combinatorial optimisation
methodology to determine the optimal buffer sizes and job sequence in
order to reduce the effect of variability and to promote the synchronous
flow.

8
b. Determining the effect of performance measures on each other during the
optimisation process to bring in the aspect of root cause analysis.
c. Development of an integrated approach using genetic algorithms based
combinatorial optimisation and discrete event simulation modelling to
accommodate rapid changes in manufacturing environment and addressing the
issue of bottleneck and its failure modes in complex high variety/low volume
manufacturing environment.
d. Development of genetic algorithms based combinatorial optimisation
methodology to address the issue of different types of variability in high
variety/low volume complex manufacturing environment, for instance, change
in customer demand, variable setup and processing times.
1.7 The Structure of Thesis
Including an introduction, the research is divided into eight chapters. This section
provides the summary of each chapter.
Chapter 1 gives brief introduction to the research and background for the selected
research topic. Along this, it highlights the aim and objectives for the research.

9
Chapter 2 exemplifies the core component of research, i.e. the lean philosophy, which
will provide a platform to derive the research towards its main aim. It starts by
providing literature review about the lean philosophy, which includes the concept of
lean manufacturing, lean’s five principles and waste in Lean. Further, Chapter 2
exemplifies the fundamentals of the research problem, i.e. manufacturing problems due
to high variety and low volume. This will provide the basis to explore the different
factors that can affect the HV/LV manufacturing environments. Finally, the concept of
the lean CPS and the characteristics of an effective problem-solving process have been
exemplified, which can be utilised in the proposed research method. Along this, chapter
2 illustrates lean CPS as a part of process improvement (PI).
Chapter 3 illustrated the concept of GA based multi-objective combinatorial
optimisation and RCA in context of process improvement. Chapter 3 starts with
introduction and followed by exemplification of RCA in context of PI. Further, it
illustrated the process improvement issues with respect to the main research problem,
i.e. buffer size and job sequence optimisation problem. Next, chapter 3 illustrated the
GA based multi-objective combinatorial optimisation, where GA implementation has
been elaborated with respect to the research problem, i.e. problem encoding, genetic
operators, objective functions (OF) and evolution process illustration using research

10
problem (batch size and job sequence). Finally, chapter illustrates the concept of PM
concept, as PMs are an integral part of this research for quantification and analysis.
Chapter 4 exemplifies the steps undertaken to develop the research methodology. It
illustrates the concept of different research methodologies such as qualitative,
quantitative and triangulation. In this research, triangulation research methodology has
been used to inherit the benefits of both qualitative and quantitative. Further, DES
concept and optimisation model have been described in context of the proposed research
methodology. Finally, chapter 4 elaborates the proposed research framework, where a
GA based multi-objective combinatorial optimisation model has been developed. Along
this, proposed optimisation model is integrated with the discrete event simulation tool
(Simul8) to respond to quick change in customer demand.
Chapter 5 shows the results based on the data collected using proposed methodology.
Chapter 5 exemplifies the results according to the different type of variability, as
defined in Chapter 4. First, this chapter illustrates the failure to identify the bottleneck
using the traditional DBR approach, where correlation analysis is used to identify the
effect of different PM on each other in order to identify the bottleneck resource. Finally,
post optimisation results have shown the improvement through proposed GA based
multi-objective combinatorial optimisation model.

11
Chapter 6 exemplifies the results and the contribution of research towards the existing
knowledge. Result’s discussion has been included based on the PMs identified in
Chapter 4 and according to the data collected using different types of variability. This
chapter discusses the implementation of proposed methodology by considering the
following core components;
a. Implementation of proposed methodology to achieve synchronous flow as a part
of PI in HV/LV manufacturing.
b. Contribution of research towards the existing knowledge.
c. Discussion of results based on the data presented in chapter 5.
d. Reducing the effect of variability by improving different PMs.
e. Applicability of proposed methodology within existing systems.
f. Adoption of the proposed model in different industrial and service sectors.
Chapter 7 concludes the research findings and summarises the contribution of research
in existing knowledge.
Chapter 8 exemplifies the various improvement factors, which can be exploited further
to add value to proposed model, which provides the foundation for continuous
improvement.

12
Chapter 2 – Lean Creative Problem Solving and Process Improvement
2.1 Introduction
This chapter starts with the brief history of the manufacturing systems then exemplifies
the concept of the lean philosophy, where lean’s five principals and seven wastes have
been discussed in context of current research. Further, chapter moves to the modern
manufacturing system problems and their inability to deal with high product variety at
low volume. Finally, this chapter elaborates the concept of lean creative problem-
solving (CPS), where the characteristics of the effective problem-solving process are
taken into consideration for the development of research methodology. Also, this
chapter discusses the implementation of lean CPS as the part of process improvement
(PI).
2.2 Brief History of Manufacturing Systems
In early twentieth century, craft production system failed to cope with dramatically
increased customer demand of cars. As, skilled workforce was spending longer times to
produce a single vehicle, which decreased the throughput and increased the production
cost. These pitfalls of the craft manufacturing system inspired two major industrial
revolutions. The first manufacturing revolution is known as the mass production system,

13
developed by Henry Ford and the second manufacturing revolution was Toyota
Production System (TPS), which further matured into the lean manufacturing
philosophy and widely adopted by many organisations to reap its benefits. Lean
manufacturing combines the concept of craft production and mass production, i.e. high
flexibility at lower cost. For example, it employs teams of multi-skilled workers at all
levels of organisation and uses highly flexible and automated machines for high variety
production.
2.3 Lean Philosophy
Lean thinking is evolved from the TPS, which was introduced in early 1950s’. TPS
introduced a unique engineering approach that focused on continuous organisational
improvement by targeting smooth material flow, flexible operations, waste elimination,
quality and productivity improvement. TPS epitomised the concept of PI through people
involvement in the problem-solving and decision-making process (Burkitt et al., 2009).
According to Ohno (Taiichi Ohno is known as the father of the TPS), quality control,
quality assurance and respect for humanity are the three main factors involved in waste
elimination and PI (Ahuja and Khamba, 2008).

14
Over the last four decades, lean production has become an integral part of
manufacturing landscape by providing improved performance and competitive
advantages (Shah and Ward, 2007). This research here has investigated the problem of
job sequence and buffer sizes as a part of PI to improve production performance by
reducing the non-value added activities to fulfil customer demand under high level of
variability.
Mckellen (2005) has defined lean as, “a production system that considers expenditure of
resources for any goal and service (production for customer) except waste”.
Similarly, Kilpatrick (2003) has exemplified lean as, “A systematic approach to
identifying and eliminating the waste through continuous improvement flow of the
product at the pull of the customer in pursuit of perfection”.
Researchers have regarded lean as a total business philosophy that can be applied to all
aspects and types of manufacturing environments, where the main focus remains to
develop a highly efficient customer focused and streamlined system by removing the
non-value added activities (Al-Kabbi et al., 2009; and Al-Kabbi et al., 2010). Similarly,
lean manufacturing tools are equally applicable to the process of problem solving, as it
assists the attribution of the problem to its causes that can lead to fast and significant

15
definition of root cause (RC) of the problem (Dhafr et al., 2006). Along this, Bhasin and
Burcher (2006) have illustrated that lean can be used at different levels of organisation
for problem solving to investigate the non-value added activities in terms of seven lean
wastes, and this process can derive the organisation towards a common goal of
improved lead times (LT), increased productivity and quality, reduced inventory cost
and work-in-progress (WIP) and higher customer satisfaction. In addition, the solution
to the problem can be standardised and sustained to achieve the long term PI goals. At
the same time, to reap the benefits of lean philosophy it is essential to understand
product and production process variations as these are subjected to diverge according to
change in customer or market demand and supply (Liker and Lamb, 2000).
This highly dynamic and rapidly changing manufacturing environment has increased
the manufacturing problems at the operational level; for instance, some of these
manufacturing problems are illustrated in Section 2.4. This research has investigated the
job sequence and buffer size problems as a part of PI under the high level of variability.
2.3.1 Lean’s Five Principles
Khalil (2005) has summarised lean thinking in five lean manufacturing principles; these
are:

16
a. Identify Customers and Specify Value – this defines the concept of specifying
the value from the customer point of view. Production process can be defined
and analysed with respect to customer values, where a customer can be internal
or external. As, only a small fraction of the total time and effort in any
organisation actually adds value for the end customer. By clearly defining value
for a specific product or service from the end customer’s perspective, the non-
value activities or waste can be targeted for improvement (Hicks, 2007; and
Shah and Ward, 2007).
b. Identify and Map the Value Stream – eliminate the possible steps that do not
create the value for customer. This includes entire set of activities across all
parts of the organisation that involved in jointly delivering the product or
service. This represents the end-to-end process that delivers the value to the
customer. According to Puvanasvaran et al. (2008), the main focus remains to
identify value of these processes to manage and to synchronise the end-to-end
flow according to customer demand, i.e. once you understand what your
customer wants the next step is to identify how you are delivering (or not) that to
them. Value Stream Mapping (VSM) is used to highlight all the non-value-

17
added activities (such as delay, excess inventory and WIP) by comparing current
and future state of the process (Liker and Lamb, 2000).
c. Create Flow – i.e. achieving the flow of product towards end customer using
value creating steps. For instance, according to Womack (2006), typically only
5% of activities add value to the process or customer, but after the value stream
mapping, this can rise to 45% in a service environment. The continuous flow
approach eases the production process by reducing LT, WIP and overall
production cost. Minimising this waste ensures that your product or service
“flows” to the customer lesser interruption, detour or waiting.
d. Respond to Customer Pull – understanding the customer demand and then
creating process to respond accordingly, such that products are only produced,
what the customer wants and when the customer wants (Raman, 1998). The
main aim is to eliminate overproduction, handling and in stock production by
driving production line according to customer demand. Pull system can be
achieved using Kanban by providing material/product when it is requested by
consumer process/customer, i.e. JIT manufacturing (Lee and Lee, 2003).
e. Pursue Perfection – repeat steps 1 - 4 until a state of perfection is achieved.
Creating flow and pull starts with radically reorganising individual process

18
steps, but the gains become truly significant as the entire steps link together. As
this happens more and more layers of waste become visible and the process
continues towards the theoretical end point of perfection, where every asset and
every action adds value for the end customer (Raman, 1998).
According to researchers lean implements a philosophy that will become “just the way
things are done”. It ensures that processes are derived towards the overall organisational
strategy by constant review of processes to ensure that they are constantly and
consistently delivering value to customer. This allows the organisation to maintain its
high level of service whilst being able to grow and flex with a changing environment,
and it does this through implementing sustainable change (Staats et al., 2011; and Jens
et al., 2006).
2.3.2 Wastes in Lean
The essence of Lean philosophy is to achieve high-quality products, customer
satisfaction and higher profitability by using minimal capital investment, human effort
by reducing the non-value added activities i.e. achieving production according to
customer perspective even in highly variable environment such as high variety/low
volume (HV/LV) manufacturing. In other words, “Shortening the production flow by

19
eliminating waste” remains the heart of lean philosophy, i.e. here waste is anything that
interrupts the smooth flow and does not add value to product from the customer
perspective.
Taiichi Ohno suggests that these wastes could account for up to 95% of all costs in non-
lean manufacturing environments. However, there are still some non-value added
activities, which are essential to add value to a finished product. For instance, setup time
is a vital element to add value to final product, but it has no value from customer point
of view. However, according to lean principles setup time needs be reduced to improve
the LT and operational cost, as it cannot be eliminated completely in the HV/LV
manufacturing environment (Kilpatrick, 2003; Liker and Lamb, 2000; and Poppendieck,
2002).
According to lean philosophy non-value added activities can be exemplified into seven
types of wastes, which includes;
a. Overproduction: It is producing more than customer demand, specifications,
and extra features or before time. From organisational point of view,
overproduction can be interpreted as waste of time, resources and material,
which might have used to fulfil other customer’s demand (Kilpatrick, 2003; and

20
Poppendieck, 2002). Overproduction can be reduced by synchronising
production with customer demand, i.e. pull system or JIT production. Proposed
research model exhibits the features of a pull system, as the availability of buffer
capacity initiates the material release into the system (Section 6.7).
b. Waiting: Hicks (2007) has identified waiting as queuing or downstream process
and waiting for upstream activities. More precisely, it is time spent by
succeeding process to get parts from proceeding WorkCentre or raw material,
information, equipment and tools. high level of variability in HV/LV
manufacturing environment is one of the causes of waiting. JIT is one of the lean
tools that can be used to reduce waiting (Kilpatrick, 2003). Furthermore, Koo et
al. (2009) and Agnetis et al. (2004) have identified waiting can be reduced by
reducing the level of variability i.e. improving the synchronous flow. This
research has addressed the issue of waiting by improving the synchronous flow
of material to reduce the effect of variability (Section 6.2).
c. Transportation: can be defined as internal transportation, which is unnecessary
movement of material either from warehouse to factory or between different
WorkCentre’s. For instance, transportation of WIP from one WorkCentre to
another. Poor shop floor layout can be one of the causes of unnecessary

21
movement of material between WorkCentre and delivering raw material to
warehouse instead of point of use. Transportation increases the lead time and
degrades the quality of final product due to handling damages (Hicks, 2007).
Similarly, External transportation includes delivering of raw material from
different distributions or suppliers to the shop floor. Transportation can be
minimised by delivering material to “point-of-use-storage” and by improving
the shop floor layout (Kilpatrick, 2003).
d. Over Processing: is making too much or too early. This is usually because of
working with oversize batches, poor supplier relations and a host of other
reasons. Over processing leads to high level of inventories, this masks many of
the problems within the organization. The aim should be to make only what is
required and when it is required, i.e. JIT philosophy (Hicks, 2007). However,
this can also be reduced by using lean tool such as VSM (Kilpatrick, 2003).
e. Excess Inventory: Excess inventory is frozen asset or value that is beyond the
need to fulfil current customer needs. Raw materials, WIP and finished goods
are some examples of inventory. It requires additional handling and storage
space, i.e. additional operational cost. In addition, it affects the cash flow and
quality of finished products negatively (Hicks, 2007). Researchers have regarded

22
non-synchronous flows as one of the main reasons for the excessive inventory,
which can be because of machine breakdowns, setups, high product variability
and change in customer demand. Achieving synchronous flow, therefore, can
reduce the excessive inventories drastically (Yusuf and Adeleye, 2002; and
Hopp and Spearman, 2001). This research has addressed the problem of buffer
size and job sequence to promote the synchronous flow in order to reduce the
LT and total inventory holding cost (Section 6.3).
f. Defects: It is finished product or service that does not pass quality test or does
not meet customer needs. This leads to wastage of resources, time, asset and
manpower used to produce the product (Hicks, 2007). Kilpatrick (2003) has
exemplified waste from defects into four major categories; material consumed
and labour used in terms of defected products, labour required to rework
defected products and address customer complaints.
g. Excess Motion: It is unnecessary motion or extra work during processing due to
non-standard operations. Standard and well documented operations are essential
to reduce excess motion (Khalil, 2005). Whereas, Hicks (2007) has identified
inefficient layout, defects, reprocessing, overproduction and non-standard

23
working methods are the causes of excess motion. Kilpatrick (2003) has
highlighted VSM as an essential tool to reduce excessive motion.
Besides these seven categories, Kilpatrick (2003) has defined “under-utilised People” as
eighth category of lean waste. Lean provides better work force utilisation and flexibility
i.e. moving the operators where and when needed. For example: physical skills and
creative abilities of people. The main causes of underutilisation can be “poor workflow,
organisational culture, inadequate hiring practices, poor or non-existing training and
high employee turnover” (Kilpatrick, 2003).
In order to minimise waste, researchers have identified a set of “Lean Enablers” or
“Lean Building Blocks” – the method or the way to improve the production line. In
addition to the enablers, lean uses as set of tool and techniques that help in standardising
the work and help in improving overall organisational performance (Kilpatrick, 2003).
2.4 Manufacturing Problems
More often the success of organisations is plagued because of the manufacturing
problems such as high WIP levels, high level of product obsolescence and longer LTs.
This affects the production efficiency, on-time delivery, customer service and writing
24
off products, i.e. increase in overall production cost and decrease in profits (Umble et
al., 2006). These problems need to be solved for the long-term survival of organisation.
From the traditional manufacturing systems perspective, variability in the
manufacturing environments is one of the major performance barriers, as the level of
variability increases; the efficiency of manufacturing system deteriorates sharply. This
performance degradation comes because traditional manufacturing systems were
designed to work with low variability conditions. However, in modern HV/LV
manufacturing organisations derives production process according to customised
customer demand in small volumes. Traditional manufacturing systems are failed to
maintain the competitive advantages in highly dynamic and rapidly changing
environment. These low variability conditions for traditional manufacturing systems
are (Table 2.1) (Khalil et. al, 2008; and Yusuf and Adeleye, 2002);
Table 2.1 (Traditional Manufacturing System Conditions)
a. Stable customer demand
b. High volume and low product variability
c. Limited variation in product design i.e. similar design with limited product
range
d. Limited processing and tools
e. Shorter or less changeovers due to low product variety
f. Limited product routings
g. Continuous production

25
In HV/LV manufacturing environment, traditional manufacturing systems cannot cope
with the variability; therefore, it fails to respond to the customer demand; i.e. such
systems are only designed to operate under low level of variability. According to
researches, it has been revealed that in HV/LV manufacturing environments queue time
contributes highest proportion of the LT, which comes from high level of variability due
to machine breakdowns, setups, different routings and change in customer demand.
Therefore, traditional manufacturing systems are more vulnerable to failures because of
inability to cope with higher level of variability (Yusuf and Adeleye, 2002; Fresco,
2010; and Hopp and Spearman, 2001).
Conclusively, for traditional manufacturing systems high level of variability hampers
LT improvements, decreased flexibility and responsiveness, increased WIP inventory
levels and manufacturing cost and missing due dates. Here, the main cause of longer
lead times is the asynchronous flow between the WorkCentre’s because of jobs spends
longer time in queues than expected due to inability of the traditional flow system to
cope with the high product variability (Fry, 1990; and Frazier and Reyes, 2000).
The core of this research is to develop automated lean CPS methodology as a part of PI,
which is addressed by investigating the problem of job sequencing and buffer
management to reduce the effect of variability in HV/LV manufacturing environment.

26
2.5 Lean Creative Problem Solving
According to Blackstone and Jonah (2008) definition problem is “a thing that is difficult
to deal or to understand” and problem olving is “the act of finding ways of dealing with
problems”.
Nalon (1989) has defined Problem-solving process as “the art of finding way to get from
where you are to where you want to be”. Similarly, George and Frank (1980) have
exemplified problem solving as “a process of acquiring an appropriate set of responses
to a new situation”.
Problem solving is an organisation wide process to fill the gap between the current
knowledge and the one required to achieve the new process state, i.e. exclusion of
output divergence. From operational perspective, problem-solving process follows a
semantic procedure i.e. what is the problem, where the problem is, when it is occurred
and what the extent was (Ho, 1993). Lean CPS can be seen as an essential tool for PI, as
the main focus remains to reduce non-value-added activities.
2.5.1 Characteristics of Effective Problem Solving Process
An effective problem-solving approach increases the efficiency, effectiveness and
sustainability of implemented solution. Along this, researchers have exemplified

27
problem solving as an accompaniment for lean manufacturing (Puvanasvaran et al.,
2008). Some of the essential problem solving characteristics can be given as;
a. Unambiguous problem definition; it is essential to agree on clear and concise
problem definition before solving it. As, ambiguity in problem definition can
lead to solve wrong problem and can degrade the quality of solution in the
problem-solving process. Problem definition should only define the state of
current situation not the associated causes or solution to any cause
(Puvanasvaran et al., 2008). For instance, this research here addresses the
problem of job sequence and buffer management.
b. Structural; structural approach exemplifies a rational and logical process that
provides procedural guidelines for problem solvers (HO, 1993; and Chakravorty
et al. 2008). Proposed methodology here has followed a structured approach
(Figure 4.1).
c. Selection of Input Data and Performance Measures (PM); in order to achieve
better results, input data provided at each phase of problem solving-process and
selected PMs must align with problem definition and organisational goals (HO,

28
1993). Performance measures are used in current research for analysis and to
measure the fitness of selected solution, as exemplified in Table 4.5.
d. Data Validation; this is a vital once data is collected, critical analysis or data
validation signifies the input data (HO, 1993). Input data and results needs to be
validated with respect to defined procedures and constraints in each phase.
Results must be supported by providing appropriate reasoning, facts or data. In
this research, proposed combinatorial optimisation model has integrated with the
discrete event simulation (DES) tool to quantify and validate any changes in
buffer size or job sequence during the optimisation process (Section 4.3.1).
e. Quantitative and Qualitative; depending on the nature of problem, qualitative
or/and quantitative methods can be used for the problem-solving process.
However, according to Gallagher et al. (1993), using both quantitative and
qualitative approach may increase the stability and effectiveness of a problem-
solving process by taking advantages from both methods. It is essential to
identify what technique and when it is required. Research here has used both
qualitative and quantitative methods, as illustrated in Section 4.3.

29
f. Solving by Root Cause; solving a problem by root cause analysis (RCA)
prevents the recurrence by identifying the most basic cause (Puvanasvaran et al.,
2008). Researchers have used various techniques for RCA such as, fishbone
diagram, brainstorming and current reality tree. The use of any of these
techniques depends upon the complexity and nature of problem and available
organisational knowledge. This research has considered the effect of
improvement of different performance measures on each other during the
combinatorial optimisation (Section 6.3).
g. Continuous improvement; problem-solving should be used as a process of
continuous improvement. According to Bateman (2005), problem solving can be
viewed as a part of continuous process improvement (CPI) activity to remove
process waste. Similarly, according to Puvanasvaran et al. (2008), problem-
solving process can be implemented as a supplement to lean manufacturing, to
assist in the process of continuous improvement.
2.5.2 Existing Problem Solving Methods
Over the years, researchers have proposed many problem-solving models. Based on the
problem type these models can be differentiated broadly into two categories, these are;

30
a. Sequential and rational problem-solving model; for simple and easily definable
problems.
b. Cyclical and irrational problem-solving model; for problems those are difficult
to define and are complex.
The main advantage of using a cyclical and irrational approach is that complex and open
ended problems can be solved effectively. However, it doubles the time for the
problem-solving process (Lane and Evans, 1995; and Chakravorty et al. 2008).
On this broad categorisation, different problem-solving methods have been used based
upon the complexity and organisational involvement. These problem-solving
approaches are;
a. 5 Steps Method; Chakravorty et al. (2008) have proposed five steps problem-
solving approach in context of PI to reduce the production cost by reducing time
required to solve problems on the shop floor. Proposed PI method is based on a
sequential and rational problem-solving model, where brainstorming has been
used to identify the problem, potential causes and solutions. Whereas, best
solution is chosen based on the pilot experiments. At the same time, proposed

31
method follows the cyclic and irrational problem-solving approach in case of
open ended problems or when a problem solving process is failed.
b. U.S. Department of Energy Method; U.S. Department of Energy (1992) have
used seven steps structured problem-solving approach to develop preventive
solutions for compliance problems in navy installations. This approach follows a
formal method and has emphasised on clear and concise problem definition,
analysis and verification of results and has used RCA to prevent recurrence,
where several RCA tools have been illustrated that can be used to make the
problem-solving process more effective. However, use of any of these tools
entirely based on factors involved and nature of the given problem.
c. Kepner-Tregoe (K-T) Method; K-T problem solving method uses structured
and rational model to provide a logical problem-solving approach. Ho (1993)
has used K-T approach for PI by reducing the number of rejected parts in pager
manufacturing company. K-T approach follows a logical problem-solving
sequence by critical analysis of available information. However, K-T approach
is only effective when the majority of parameters can be predicted or easy to
identify i.e. no hidden variability or complex interrelationships exist between
processes. Along this, by using K-T approach it is difficult to find RC of a

32
problem in a complex industrial process as analysis is based on simple
questions.
d. Integrated Problem Solving Method; Finlow-Bates et al. (2000), have
integrated K-T approach with RCA and seven tools of total quality management
(TQM) to achieve total productive maintenance (TPM). In this method, K-T
approach has been used to generate problem specifications and to keep catalogue
and control machine failures. Further, statistical process control tools have been
used to identify the new causes introduced to system and to locate common
causes and finally, fault tree analysis based RCA process is used to identify RC
of a problem. However, if RCA approach fails, K-T approach has been used to
identify the main cause of the problem i.e. identified causes may not be the RC
of problem. Also, no method has been provided for solution optimisation and
testing before implementation.
e. Similarly, Motschman and Moore (1999) have proposed problem-solving model
based on corrective and preventive actions for transfusion and medical industry.
WHY analysis and cause-effect-diagram have been used to identify the RC of
problem and Pareto analysis has been carried out to select one RC when there
are more than one RC have been identified. There are three methods have been

33
suggested to solve a problem; do nothing, remedial action and preventive action
but selection of any method are entirely based on the severity and recurrence of
a problem. In addition, selection of best solution is based on brainstorming
process, and no method has been identified for solution optimisation and testing.
Along this, researchers have proposed various PI approaches using design of
experiments (DOE) (Antony et al., 2004; and Kang et al., 2010), decision tree induction
based on intuitionistic fuzzy sets (Chen, 2009), DES and automated data collection
method (Ingemansson and Oscarsson, 2005) and genetic algorithms (GA) (Caskey,
2001).
In Summary, each problem-solving models discussed above include some aspect of the
lean philosophy. However, in this research proposed model brings in the aspect of
automated lean CPS in PI by integrating the concept of combinatorial optimisation and
DES (Section 4.3.1). Furthermore, Research here has investigated the different types of
variability in flow manufacturing system and their effect on different PMs as
manufacturing systems are extremely complex and consist of highly interrelated
processes.

34
2.5.3 Process Improvement Using Lean Creative Problem Solving Process
As discussed in Section 2.5.2 there are different Problem solving methods exists, which
can be seen as a part of PI methodology is lean philosophy. One can simply define PI in
Lean CPS process (Figure 2.1) as;
Figure 2.1 (Lean Creative Problem Solving (Khalil et al., 2010))
a. Identify Problem; Process mapping can be used as one of the lean tools to
identify the problem and improvement opportunities. Bashford et al. (2002) and
Soliman (1998) has exemplified the importance of process mapping in the
continuous process improvement (CPI) context. In this research, buffer size and
job sequence are the two problems considered as a part of PI.
b. Brainstorm Causes; According to (Tudor, 1990) Brainstorming is “A tool used
by teams for creative exploration of options in an environment free of criticism”.
Dunnette et al. (1963) have applied brainstorming in laboratories of Mining and
Manufacturing Corporation and demonstrated advantage of brainstorming

35
instead of individual effort. Gallagher et al. (1993) have exemplified the
brainstorming techniques as a research tool for general practice.
c. Identify RC using Paired Comparison (PC); Researchers have regarded PC is
one of the powerful decision making tools to select the most effective choice
among number of options. Along this, PC is used as one of the most effective
tools to scale an ambiguous quantity in the sensory evaluation (Tsai and
Bockenholt, 2001; and Toriumi et al, 2002). In current research, combinatorial
optimisation has addressed the effect of improvement of different performance
measures on each other during the optimisation process.
d. Generate Potential Solution; Current research has used GA based
combinatorial optimisation to generate the alternative solutions.
e. Test and Implement Selected Solutions; selected solutions needs be tested
before implementation. In current research, solutions are generated using the GA
and optimisation framework has been integrated with the DES tool (Simul8),
which provides an opportunity to test solutions before implementation.
f. Sustain and Plan for Continuous Process Improvement (CPI); from lean
perspective sustaining the implemented solution and continuous improvement
are an integral part of problem solving. As, sustaining is essential to implement

36
solution effectively and to prevent the recurrence of the problem. Along this, the
process of CPI is the key factor in lean implementation, as it can be used to drive
an organisation towards the perfection.
2.6 Summary
PI is an essential part of lean manufacturing philosophy for long time survival of
organisation by maintain the high performance under the dynamically changing goals
and objectives, which are mostly derived from the ever-changing customer demand,
where the effect of variability needs to be reduced to keep lower LT and production
cost. Hence, it is necessary to address the effect of variability to sustain the
organisational performance level. From the organisational perspective, variability at
operations level makes it difficult to achieve the organisational goals. In conclusion, the
effect of variability needs to be reduced, which may assist to sustain product quality
with respect to customer demands, i.e. achieving excellence in product and services by
continuous improvement in the quality of a process. Finding the RC is one the powerful,
visual tool that can be used by anyone, anywhere, anytime. Research here has used
combinatorial optimisation to address the issue of variability and cause and effect of
performance measures on each other. Along, this DES model is integrated with
proposed methodology to make it adoptable in the wider range of problems.

37
Chapter 3 – Combinatorial Optimisation for Process Improvement
3.1 Introduction
This chapter first exemplifies the concept of root cause analysis (RCA) as a part of
process improvement (PI), which discusses the different RCA methods for PI. Along
this, it includes brief introduction about the PI and the PI issues in context of buffer size
and job sequence problem. Further, this chapter illustrated the concept of multi-
objective optimisation, where genetic algorithms (GA) are introduced as a part of multi-
objective combinatorial optimisation methodology. This section provides the insight
about the problem encoding (i.e. job sequence and buffer size), objective function (OF),
evolution process and genetic operators with respect to proposed methodology.
Furthermore, this section includes the existing combinatorial optimisation approached
and proposed combinatorial optimisation framework. Finally, this chapter illustrates the
performance measures (PM), as PMs are an integral part of research measuring the
operational performance before and after the implementation of proposed research
methodology.

38
3.2 Root Cause Analysis as Part of Process Improvement
RCA provides the mechanism for creative problem solving (CPS) by solving problems
from its real bottom line cause. Usually, there are many causes associated with each
problem. In fact, RCA not only helps to solve the problem effectively but also prevents
recurrence. Along this, it helps in understanding and investigation of the different
process and highlight necessary actions to meet organisational goals. RCA can be
defined as one of the essential tools for PI in identification of underlying factors that
have contributed towards the major adverse event, failure or problem such that a
preventive solution can be developed.
Ammerman (1998) has defined RCA as “Process used to systematically detect and
analyse the possible causes of a problem in order to determine preventive action(s)”.
According to Galley (2000), “Root cause analysis is one of the key tools for identifying
and eliminating the causes of loss or non-compliance and it can be applied to almost all
non-compliance issues, defects and incidents in any business”. Similarly, Bergman et al.
(2002) has exemplified RCA as “a structured investigation that aims to identify the true
cause of problem and the actions necessary to eliminate it”.

39
It is important to note that, the aim of research is not to develop a new methodology for
RCA. However, the concept of RCA is used to investigate the effect of improvement of
PMs on each other as a part of combinatorial optimisation.
3.2.1 Existing Root Cause Analysis Methods for Process Improvement
Researchers have used RCA successfully to solve numerous problems and to prevent
adverse events in both industrial and service sectors. For instance, Shojania et al. (2002)
and Canadian Patient Safety Institute (CPSI) (2006) have used structured, and team
based RCA process to improve the patient safety process in healthcare by qualitative
analysis of adversary events, which has shown the reduction in the patient safety
incidents when combined with quantitative analysis. Whereas, Sharma et al. (2007)
have applied RCA to deal with process reliability, availability and maintainability
problems, where fish bone diagram has been used to create cause-and-effect
relationship. Similarly, Madu (2000 and 2005) has incorporated RCA process in the
development of effective and efficient maintenance and reliability management, where
problem identification and RCA process is facilitated by standard tools such as; Check
sheets, Pareto analysis, Brainstorming, Control charts, Benchmarking and Cause-and-
effect diagram. In this research RCA has been epitomised as a retrospective approach

40
for PI, where a preventive solution can be developed to avert similar problem
recurrences.
Jabrouni et al. (2011) has used RCA at the operational layer of the knowledge-based
problem-solving framework to identify relationships between contributory factors, the
root cause/s and identified problem/event. The proposed model has used five Whys
technique for RCA process, where identified root causes are divided into six categories,
i.e. material, equipment, environmental, management, method and management system
causes. It has been noticed that using RCA has increased the efficiency and
effectiveness of the problem-solving process as it provides an opportunity to eradicate
the problem at first instance (Jabrouni et. al., 2011). There are numerous applications of
RCA can be found in problem-solving and PI literature. The application may vary in
terms of implementation approach but the main focus remains same, i.e. to prevent the
recurrence.
For instance, RCA process has been applied successfully for shop floor problem solving
in an automobile assembly plants for process quality improvements using adaptive
learning techniques to solve similar problems and standardisation to maintain long term
solutions (MacDuffie, 1997). Similarly, Pradhan et al. (2007) have exemplified RCA
based early warning system for shop floor quality improvement process using

41
probabilistic reasoning, where ontology been constructed to represent complicated
domain knowledge. Bergman et al. (2002) have used RCA to identify improvement
opportunities by managing the variability issues at different phases of new-product
development in an automobile industry. On the other hand, Ferjencik (2010 and 2011)
has applied RCA to study past accident analysis in explosive’s plant and management
system safety procedures to improve the exiting RCA causal factor based method.
In summary, RCA can be defined as a sophisticated performance improvement and
management tool, which involves breaking a problem into small constituents and
exploration of the cause and effect relationships with respect to problem-solving process
i.e. understanding what, why and how something is happened and to figure out how to
prevent same thing from happening again. Generally, RCA process involves the
sequential analysis of everything happened before, during and after the adverse event
(Shojania et al., 2002; and Hambleton, 2005). Along this, from the perspective of lean
philosophy, RCA can be considered as a part of problem-solving process (i.e. part of PI)
as it exploits the improvement opportunities with long-term sustainable solutions.
Paradise (2007) strongly recommends that effective RCA must fulfil most of the
customer and management expectations.

42
As customer demand is one of the vital factors for long term organisational survival so
the main focus remains on what customer wants and when he wants. These dynamic
conditions can increase the level of variability, which contributes towards the waste
(section 2.3.2) in a production line when not managed effectively. At the same time,
process should be able to fulfil management expectations, such as high profit, low
overall production cost and customer satisfaction. Therefore, according to Paradise
(2007), Jabrouni et al. (2011), (Shojania et al., 2002) and (Dey and Stori, 2004) RCA
process here can target to remove level of variability by identifying “who is the
customer”, “what does he want” and “when does he want”? There are numerous
examples in research literature, where researchers have investigated effect of
performance measures improvement on each other. For instance, Zozom et al. (2003)
has investigated the impact of order release, due date tightness and shop floor dispatch
rules on WIP and tardiness to develop a heuristic algorithm to determine the release
times of new jobs. Proposes approach has analysed the current shop floor conditions to
sequence processes and new machines to minimise the maximum lateness. It is evident
from discussion that variability in processing time, inter-arrival time, setup time and
routings affects the queue size and queuing time. For example, LTs can be improved by
reducing the WIP up to certain extent, but after that critical point LT starts increasing
43
again because of lack of material due to variable processing times and setups (Tangen,
2003; and Chand and Shirvani 2000). Therefore, optimal buffer capacities need to be
determined to achieve improved LT.
It is important to note that, RCA concept is incorporated in this research through
combinatorial optimisation to consider the knock-on effect of PMs on each other, while
automating operations process improvement.
3.2.2 Process Improvement (PI)
As discussed in Chapter 2, improving the synchronous flow of material by reducing
effect of variability can be seen as a part of PI, which enables organisations to provide
high-quality products and services at a rapid rate. It is evident that competition does not
allow extended LTs and higher production costs. Consequently, Organisations are often
suffered to attain the high level of performance in the light of high product and process
variability. In fact, organisations are eventually forced to implement the solutions
without considering the effect of specific PM improvement on other PMs. According to
lean perspective, consideration of the effect of each PM improvement is essential for
effective and long-term solutions. Researchers have shown that PI can increase value

44
added activities, decrease production errors and improve the LT (Freire and Alarcon,
2002; and Khalil et al., 2008).
Process improvement can be defined as “series of actions taken to identify, analyse and
improve a business process to achieve new organisational objectives and goals” (Peter
et al., 2004; and Nicola and Arthur 2002).
There are numerous examples exists in PI literature, where different methods have been
used, such as optimal production technology (OPT) (Verma, 1997; and Ronen and Starr,
1990), theory of constraints (TOC) (Wei et. al, 2002; and Linhares, 2009), Drum-
Buffer-Rope (DBR) (Betterton and Cox, 2009; Stratton, 2010; and Fresco, 2010), buffer
sizing and capacity management. However, selection of any method depends upon the
organisational objectives, goals and present knowledge.
This research has investigated the level of variability in production environment and
customer demand as a part of PI. Proposed method focuses on the automating the
operation’s performance improvement by investigating the buffer management system,
where job sequence and buffer sizes have been optimised. Along this, research has
taken in account the effect of improvement of different PMs on each other, where the
aspect of RCA has been considered through the combinatorial optimisation model.

45
3.2.3 Process Improvement Issues
Researchers have addressed the issue of PI by focusing on the different manufacturing
attributes, such as scheduling, sequencing, machine layout, grouping, batch size and
buffer size. As, discussed earlier, the aim of research is automating the operations
process improvement by addressing the problem of buffer size and job sequence, which
can be given as;
a. Buffer Size; according to Umble and Umble (2006) and Umble et al. (2003),
buffer management mechanism was originally developed to reduce the effect of
variability in DBR system to improve the material flow. The primary concern is
to protect the system against the expected (setup time due to product mix) or
unexpected (machine failure) disruptions.
Along this, other benefits of the buffer management system can be exemplified
as (Gardiner et al., 1993; and Riezebos et al., 2003);
I. Decreased material flow complexity, as the pace is determined by the
constrained resource.
II. Decreased scheduling complexity by generating schedule based on the
constrained resource rather than all resources.

46
III. Provides control over the LT by maintain the appropriate buffer sizes.
IV. Improved mechanism over the Kanban system, as a fixed level of
inventory is maintained throughout the system, and material is pulled as
required in the system.
Therefore, optimal buffer sizes need to be determined for effective buffer
management system. As discussed earlier, in HV/LV manufacturing
environments buffer sizes may be used as one of the solutions to protect the
constrained resources against the variability involved due to machine failure, set
up, customer demand and routings, which is one of the research objectives.
Furthermore, this can be seen as a part of the process improvement
methodology, as it can guard system from potential disruptions by providing
synchronous flow, which may have a direct impact on the manufacturing LT and
total inventory holding cost.
b. Job Sequence; similar to buffer size, job sequence is the other vital factor to
reduce the LT and inventory holding cost by reducing the number of
changeovers due to product mix. For instance, according to El-Bouri (2000), the
sequence in which jobs have been processed determines the performance of

47
organisation as one sequence may increase the LT over other due to variable
cycle time and setups associated with different part types.
Xia et al. (2008) exemplifies the job sequencing problem as the ordering of
different parts on a machine/s, such that the optimal sequence can be obtained
for some measure of effectiveness according to selected performance measures.
Jobs here are subjected to constraints such as setup times and processing times.
According to Burdett and Kozan (2000) and Boysen et al. (2009), job
sequencing is one of the most difficult combinatorial optimisation problems, as a
large number of sequences exists in vast search space with OF values may exist
near to each other. This may increase the possibility of a large number of local
optima. In addition, optimal sequence may not provide noticeable improvements
because of organisational constraints.
Similarly, the other aspect of job sequencing can be seen as due date
assignments, by getting the optimal LTs, which define the total manufacturing
time required to complete the customer order. For instance, according to Veral
(2001), knowing the total time required to fulfil customer order can provide
more reliable due dates. Due dates can be either set externally by customer or
internally by scheduling software, where the internally set due dates reflect the

48
constraints imposed due to the variable setup times and processing times,
product mix, routings and machine failures. Therefore, from the HV/LV
manufacturing and current research perspective, the main focus of job
sequencing remains to decrease the effect of variability due to the setup times
and product mix, which may also assist in the due date assignments and
scheduling.
3.3 Multi-Objective Optimisation
3.3.1 Genetic Algorithms
The idea of using evolutionary approaches for optimisation links back to 60ies after the
introduction of GAs’ by Holland and later were embedded into general framework of
adaptation (Zitzler and Thiele, 1999). There are other evolutionary strategies have been
used within the optimisation framework, such as evolutionary programming, simulated-
annealing and evolutionary strategies. However, research here has used multi-objective
GA for proposed combinatorial optimisation framework and the comparison of other
evolutionary strategies is not under the scope of this research.
Researchers have applied GAs in a wide variety of fields to solve numerous problems,
since their conception in mid-1970s’. For instance, Ismail et al. (2007) have utilised

49
genetic algorithms to find solution of game theory to find an optimal strategy for
players, Jones et al. (1996) have used GA to test results automatically by searching
domain of software for suitable values according to predefined criteria, Kinnear (1993)
has exemplified the implementation of genetic algorithms in evolving iterative sorting
to optimise the alternative parameters, Kim and Han (2000) have used GA approach to
feature discretization and the determination of connection weights for artificial neural
networks to predict the stock price index and Schulze-Kremer and Tiedemann (1994)
have applied GA to manipulate the protein structure based on force field based fitness
function to improve overall solution fitness. Furthermore, GAs have been applied in the
field of manufacturing; for instance Stockton et al. (2004) have applied GA to
investigate a range of problems that can arise during planning and designing
manufacturing operations under different levels of variability to improve the decision
making, cell formation and shop floor layout problems under the high level of
variability to improve the organisational performance based on selected performance
measures (Gupta et al. 1996; Suresh et al., 1995; and Kochhar and Heragu, 1999), line
balancing and job shop scheduling.
The use of GAs in such a wide variety of applications is credited to the following
attributes (Table 3.1) (Konak et al., 2006; and Stockton et al., 2004);

50
Table 3.1 (GA Characteristics)
a. Their adoptability and versatility in that almost any problem can be
described in GA code. This research has used GA to address the buffer size
and job sequencing problem.
b. The uncomplicated nature of underlying GA code, as GA mimics the process
of natural evolution.
c. Ability to deal with new problems, change in problem definition or change
in OF. Proposed framework allows changing the OF if there is a change in
problem definition.
d. Multi-objective optimisation (MOO) can be achieved effectively than the
traditional techniques. Lead time and total inventory holding cost are used as
two objectives for this research.
e. “Blind” search procedure adds the flexibility in the optimisation process, as
GA operators allow to search effectively through vast search space.
f. Robustness and parallelism; GA here provides the ability to deal effectively
with the variability involved in HV/LV manufacturing, such as dynamically
changing customer demand, variable setup times and processing times.
3.3.2 Genetic Algorithm’s Overview
GA fundamentally mimics the idea of natural selection and reproduction theory as
genetic operators for evolution of a number of solutions. Genetic operators provide an
ability to derive evolutionary process to an optimum level. From a given population,
solutions are selected for reproduction and thus mated, unless the desired criterion has
met. The proposed optimisation framework with discrete event simulation (DES) is
exemplified in Figure 3.1.

51
Figure 3.1 (Proposed Combinatorial Optimisation Model)
3.3.2.1 String Encoding and Objective Function
The GA process starts with the initial population of solutions. Each individual in
population represents a solution to the problem, called “Chromosomes” or “Strings”.
Chromosomes are usually expressed as a string of variables; each element of
chromosome is known as “gene”. Chromosome representation is one of the vital factors

52
in GA as it stores problem specific information, which can affect performance and
outcome of the algorithm (Song and Hughes, 2002).
Proposed research methodology has used real number and binary encoding to represent
the job sequence and buffer size problem respectively i.e. problem representation is
based on two chromosomes. The size of chromosome representing buffer sizes (BS) and
job sequences (JS) depends on the number of buffers involved (p) in the system and
number of work types (q) respectively. Along this, evolution process takes place up to n
generations and each generation has m chromosomes (i.e. population size). The main
reason behind using two different type of chromosome is;
a. Binary representation of buffer sizes provides following advantages;
I. Smaller size of population is required even to represent large search
space, as search space can be managed by altering the binary values.
II. Makes genetic operations easier to operate across the large search space.
b. On the other hand, real number representation of job sequence provides easily
manageable relation between job type and quantity.

53
OF provides a mechanism to evaluate the performance/quality of each chromosome. OF
plays, an imperative role in the success of an optimisation process by describing calibre
of each chromosome towards the formulated objective. It is important to note that the
fitness of each chromosome is measured in terms of OF (Tang et. al., 2002).
In this research, two objectives have been used, which are reducing lead time and total
inventory holding cost.
3.3.2.2 Initialisation
Population in GA terminology represents the collection of chromosomes or set of
solutions. Before starting with any GA operation a set of chromosomes is needed i.e. the
subset of solution search space. Generating this subset of solutions is known as
initialisation, which is created randomly in most of the cases (Konak et al., 2006).
In current research, initial population (���) of generation (G) is generated randomly,
where population size m = 20. It is important to note that initial population contains two
types of chromosomes, i.e. to represent buffer sizes (binary chromosomes) and job
sequence (real number chromosomes), both can be represented as;
��� = ��, ��, ��, …… . ����, ���; ������ = ������ = �

54
3.3.2.3 Parent Selection
Selection method defines how to choose individuals in population that will create
offspring for next generation. Selection process can be affected because of following
factors (Song and Hughes, 2002);
a. Too strong selection halts evolution process by reducing diversity
b. Whereas, too weak selection will result in slow evolution.
Current research has adopted fitness-proportionate selection scheme by using concept of
Tombola. This can be described in following order (Table 3.2);
Table 3.2 (Selection Process)
a. Sort the population “���” of ith
generation (where i < n and n = 100)
according to fitness of individuals, which is derived from the two OFs; “LT”
and “TIHC”.
b. For m individuals generate “(�)(�+ �)/�” tickets and assign tickets
proportionally according to the fitness of each individual.
c. This biases the selection criteria and derives the evolution process towards the
fittest individuals. However, there is still a probability of worst chromosomes
to get selected, which is to;
I. Bring the randomness in the selection process
II. Maintain the diversity in population to prevent premature convergence and
stagnating of the evolution process.

55
3.3.2.4 Crossover
Once the parents have been selected then they are paired for matting. This mating
process is known as crossover, which is derived by crossover probability, typically
around 60% (Konak et al., 2006).
In this research, uniform cross-over has been used, where multiple crossover points are
defined on the basis of random number “r” generated for each selected individual. The
main reason of random uniform crossover is to increase the efficiency and effectiveness
of the algorithm by creating randomness.
3.3.2.5 Mutation
Mutation is an effective and powerful process that entails the random alteration of
gene/genes in selected chromosomes, typically carried out with a very low probability.
The main motive behind mutation is to maintain the diversity within population for
prevention of premature convergence of an algorithm to false peak and stagnation of the
evolution process. Along this, it can increase the diversity of chromosomes to exploit
the solution space (Hu and Paolo, 2007).
In this research, uniform mutation has been used for the job sequence and multi-point
flip bit for the buffer sizes, where multiple mutation points are defined on the basis of

56
random number “r” generated for each selected individual. The main reason of random
uniform mutation is to preserve the original relation between the part number and
quantity. Along this, multipoint mutation increases the efficiency and effectiveness of
the algorithm by allowing to search in wider solution space.
3.3.2.6 Inversion
Inversion defines the concept of rearrangement of chromosome in which either a
segment or whole chromosome is reversed end to end to produce a new child (Chunhua,
2010). This research has used inversion to invert the entire chromosome.
3.3.2.7 Replacement Strategy
Once new population has generated, old population needs to be replaced with new
generation. Current research has adopted generational replacement with elite strategy.
This can be described in Table 3.3;
Note: Elitism force GA to retain some number of individuals, which are copied as such
to next generation without any changes. This may increase the speed of domination of a
super chromosome Tang et al. (2002).

57
Table 3.3 (Replacement Strategy)
a. Generate new population of size “m”, which is equal to the size of old
population; where m = 20.
b. Use elite strategy by keeping “e” best individuals from old generation, where
1 ≤ e ≤ k. Where value of “k” (typical value of “k” is 1 or 2. This can also
derived from the number of objective) must be kept low to maintain
evolution process. In this research, the value of “k” is derived from the
number of OFs i.e. k = 2.
c. Replace “m - k” individuals of old generation with new population.
3.3.2.8 Evaluation
Once the population has been copied to the new generation, it needs to be evaluated
again to check the fitness of new solutions i.e. calculate the fitness of each chromosome
in terms of OF i.e. lead time and total inventory holding cost. In this research, DES tool
(Simul8) has been integrated with the proposed multi-objective GA framework to
validate the fitness of each individual in the current generation.
3.3.3 Multi-Objective Combinatorial Optimisation
According to Konak et al. (2006), “combinatorial optimization is a topic in theoretical
computer science and applied mathematics that consists of finding the least-cost
solution to a mathematical problem in which each solution is associated with a
numerical cost”.

58
Many manufacturing optimisation problems are multi-objective, having been conflicting
with objectives and system constraints, where optimising the single objective can result
in unacceptable results with respect to other objectives. Therefore, the prime motive of
an optimisation is to investigate a set of solutions to satisfy objectives to an acceptable
level without being dominated by any other solution. Multi-objective combinatorial
optimisation here not only relates the objective to a numerical cost but also defines
more than one objective for optimisation (Tamaki et al., 1996; Konak et al., 2006 and
Deb et al., 2002).
Researchers have proposed different optimisation approaches, but applicability of these
approaches in different problem areas is subjected to constraints imposed by the
problem. For instance, too many variables in problem make the optimisation process
harder, as the complexity of interrelationship between these variables makes sometimes
accurate modelling almost impossible. Additionally, existing solution techniques are
often limited by involvement of many qualitative variables (Stockton et al., 2004). Most
of the proposed approaches in optimisation literature are single objective, which are
incapable of dealing with the complexity of the real-world problems, as optimising the
single objective may deteriorate the performance of other organisational objectives. For

59
instance, increasing the input rate of product to the system generally increases the
throughput, but it also increases the WIP (Cochran et al., 2003).
Current research has opted GA based multi-objective combinatorial Optimisation
approach to determine the optimal buffer size and job sequence. Multi-Objective
optimisation has been chosen because of complexity of problems in manufacturing
system and high product variability in flow lines.The main focus of research is to
optimise the job sequence and buffer sizes based on the organisational objectives, which
are lead time and total inventory holding cost by maintaining the system constraints.
Multi-objective combinatorial optimisation elaborates the concept of finding all the
trade-offs between multiple OFs, which are usually conflicting one’s. Along this, GA
provides the advantage over the traditional optimisation approaches such as
mathematical modelling, which are (Xia and Wu, 2005);
a. Reduced computational complexity.
b. Ability to combine the several optimisation criteria and to deal with complex
real-world problems effectively.

60
3.3.3.1 Existing Multi-Objective Optimisation Approaches
There are numerous applications of multi-objective combinatorial optimisation in
different manufacturing process problems. For instance;
Xia and Wu (2005) have applied multi objective swarm optimisation for flexible job-
shop scheduling problem (FJSP) to minimise the makespan and total workload of
machines. Proposed FJSP consist of two sub problems, which are routing and
scheduling sub-problem. Routing sub-problem allows assigning an operation to a
machine from the set of capable machines and scheduling sub-problem minimises the
predefined OF by generating a feasible schedule out of assigned operations. However,
proposed approach doesn’t guarantee to provide an optimal solution, the main motive to
find good-quality solution within a reasonable time (Xia and Wu, 2005).
On the other hand, Cochran et al. (2003) has exemplified the application of multi-
objective GA to solve the scheduling problem for parallel machines, where OF is
minimising the makespan, total weighted completion time and total weighted tardiness.
In order to get the optimal schedule system constraints are maintained, such as; release
times, process times, setup times and due dates. Here proposed algorithm produces too
many unwanted solutions for each objective is evolved separated in sub-populations,

61
which are later combined using weighted sum approach. Along this, it increases
complexity and time for conversion as the number of objectives increased.
Similarly, Jamshidi et al. (2011) has used a multi-objective GA for planning order
release dates for a two-level assembly line to minimise the holding cost and
backlogging cost by using the system constraints as known demand and due dates for
finished product. Again, in the scheduling framework, Ko and Wang (2011) have
applied GA in production scheduling problem to achieve a better trade-off between on-
time delivery, shorter LTs and maximum resource utilisation, where resources and
buffer sizes are considered as constraints. It has been noticed that, as the buffer size
increases the penalty cost increases, which also creates unrealistic schedules. In
proposed approach, buffer sizes are derived from the experimental data, which may not
be valid when system condition changes such as product sequence and resources.
Mansouri (2005) has applied GA based multi-objective optimisation for a job
sequencing in JIT mixed-model assembly lines to reduce the variation of production
rates and number of setups simultaneously due to diversified customer demand. Two
objectives here are conversely related to each other. Proposed research model has used
the elite preserve strategy to retain the best solution from each generation and

62
optimisation process is derived on the basis of production rate variation, number of
setups, number of unique products and total number of units.
Solimanpur et al. (2004) have integrated mathematical model and GA based multi-
objective optimisation to find the optimal cells in order to reduce the LT and cost.
However, using mathematical model, researchers have shown inability to capture all the
complexity of real-world problems. Similarly, Filho and Tiberti (2006) have used GA
for cell layout design, where weighted sum approach has been used to combine the
multiple objectives (i.e. inter cell flow and WIP) to single objective. However, it has
been noticed that as the size of the problem increases the efficiency of the algorithm
decreases i.e. it needs more time for convergence.
In multi-objective optimisation framework, Yang et al. (2012) have exemplified the
application of GA in mixed-model assembly line rebalancing to respond to changing
customer demand in order to reduce the level of variability in the production
environment. The optimisation criterion is based on minimising the number of stations,
workload variation at each station and rebalancing cost. Similarly, Ponnambalam et al.
(2003) have applied multi-objective GA to get the optimal sequences in the mixed
model assembly lines. Proposed approach here has considered three main objectives,
which are minimising the variability in part usage, total setup time and total utility

63
work. Utility work here defines the utility workers required to assist regular workers
during the work load. Proposed model has considered the part usage as a main
constraint at the different level of assembly (for instance, at raw material, product, sub
assembly and component level). However, other types of variability are not considered
such as machine failure or changing customer demand.
In combinatorial optimisation literature, there are other methods used as well, for
instance ant colony mechanism, swarm optimisation, mathematical modelling and water
flow optimisation algorithm. However, GA has always dominated all other techniques
in terms of their applicability in a wide range of problems.
It is important to note the comparison between different optimisation techniques is not
in the scope of this research.
3.3.3.2 Proposed Combinatorial Optimisation Framework
In this research, proposed combinatorial optimisation framework has used the concept
of Pareto optimality with elite preserve strategy. Two dominant solutions are saved in to
the final set of solutions from each generation i.e. one dominant solution with respect to
each OF, which is lead time and total inventory holding cost. This provides a set of

64
optimal solutions for decision makers according the trade-off between lead time and
total inventory holding cost.
Along this, in the evolution process chromosome selection (for crossover, mutation and
inversion) is based on the random weighted sum approach to simplify the two
objectives, where random weights are generated for each chromosome to maintain the
population diversity. Also, random weights provide advantages over fixed weights by
not generating the solutions, which are biased according to the assigned weights.
3.4 Performance Measure (PM)
PMs provide basic building block for PI by giving timely feedback of organisational
elements. Researchers have regarded PMs as a foundation for organisational
achievements (Folan and Browne, 2005). Similarly, Lohman et al. (2004) have regarded
PMs as an essential prerequisite for PI, which includes financial and non-financial
measures for process monitoring. The basic idea behind using PMs is to improve overall
organisation’s operational performance.
According to Lohman et al. (2004) “PM is an activity that managers perform in order
to reach predefined goals that can be derived from company’s predefined strategic

65
objectives”. Whereas, Nelly et al. (1996) have defined PM as “a metric used to quantify
the efficiency and/or effectiveness of action”.
PMs play an important role in process improvement to (Folan and Browne, 2005);
a. Measure progress against organisational goals
b. Identify improvement opportunities
c. Quantify and evaluate performance against internal and external standards.
Lean philosophy has successfully implemented and proved using PMs in the area of PI.
This research has opted operational level PMs by comparing and altering output and
input values respectively according to predefined goals. Here, the discrepancy between
the actual and expected value of selected performance measures that can assist the
process of CI by emphasising possible problem areas. However, researchers have
emphasised on the selection of an appropriate PM, as it plays the critical role in success
of organisation. Selection of wrong PM can be a major barrier to success of organisation
by obstructing and misleading the CI process. Table 3.4 illustrates the characteristics of
effective PMs (Folan and Browne (2005), Lohman et al. (2004), Nelly et al. (1996),
Nelly et al. (2000) and Gunasekaran et al. (2001));

66
Table 3.4 (Characteristics of Performance Measures)
a. Selected PMs should consistently contribute towards the organisational goals
such as enhanced effectiveness and competitiveness, better customer care
and increased profitability. This also includes commitment of people
involved at different organisational levels to prevent any miscommunication.
b. PMs should reflect the organisation’s strategy, aims, objectives and
operations to avoid any ambiguity in PI, i.e. PMs should be able to measure
the gap between the actual and expected outcome without any conflict with
other measures.
c. PMs should quantify efficiency and effectiveness of operations based on the
characteristics of organisation’s operations and should be reflected in the
definition of used PMs.
d. PMs should fully liaise with process functionality, i.e. identification of
primary data source and collection method to evaluate and improve
candidate organisational goal.
e. PMs should provide simple, reliable, visible and easily quantifiable
information in order to regulate decision-makers to monitor, control and
improve the candidate problem.
f. PMs should enable problem solver and decision-makers to monitor
performance of several areas simultaneously by identification of different
factors, variables and their interrelationships.
3.5 Summary
This chapter has exemplified the concept of RCA and GA based combinatorial
optimisation to automate the operational performance in context of lean CPS. Research
here has investigated the job sequence and buffer size optimisation to reduce lead time
and total inventory holding cost while maintaining the other system constraints, such as

67
variable processing times, variable setup times, machine failure, product dependent
routings and variable customer demand. The main focus remains here to inherit some of
the core components of lean philosophy, i.e. response to variable customer demand and
reduce the effect of variability to improve synchronous flow by considering the effect of
performance improvement of different PM’s on each other.

68
Chapter 4 – Research Methodology
4.1 Introduction
This chapter illustrates the steps undertaken to build the research methodology. The aim
of this research is to develop a novel method to automate operations in process
improvement (PI). To achieve this aim research here has exploited the concept of drum-
buffer-rope (DBR) to promote the synchronous flow by minimising the level of
variability in high variety and low volume (HV/LV) manufacturing environment. The
proposed method will allow problem solvers and decision-makers to determine the
optimal buffer sizes and job sequence under the operational constraints to reduce the
level of variability. In this research, the effect of variability is measured based on the
fitness functions for combinatorial optimisation model i.e. lead time (LT) and total
inventory holding cost (TIHC). As discussed in chapter 2, there are different
operational constraints that can affect task/process synchronisation as a result of the
different types of variability that can occur in flow production, e.g. high product variety,
low volume, routings and variable customer demand, processing times and setup times.
To achieve this, a multi-objective genetic algorithm (GA) based combinatorial
optimisation model has been proposed to reduce the effect of variability according to

69
selected performance measures (PM). Along this, proposed methodology is integrated
with “Discrete Event Simulation (DES)” model in order to respond to the rapid
changes in customer demand and product mixes.
To achieve research aim, following objectives need to be considered to produce a
comprehensive description of requirements and for practical implementation of a
proposed framework to overcome the manufacturing problems (Section 2.4);
a. Quick response to the mixed level of variability that may affect the order
fulfilment or flow line’s efficiency such as changes in customer demand, product
mix, routings, breakdowns (breakdowns represent long stoppages) and
measuring their effect on different performance measures such as lead time and
total inventory holding cost.
b. Task synchronisation within a flow line by identifying bottleneck, i.e. DBR
system.
c. Use of different combinatorial objective functions (OF) to determine the solution
fitness, for instance, lead time and total inventory holding cost.
d. Using GA based combinatorial optimisation and DES tool as an iterative method
for buffer management and controlling job sequencing.

70
e. Considering the effect of improvement of different performance measures (PM)
on each other under optimisation process.
4.2 Research Methodologies Overview
Research methodology is a philosophy that enables researchers to examine critically
various aspects of professional work.
According to Davy and Valecillos (2009) research methodology can be defined as “The
systematic collection and analysis of observations for the purpose of creating new
knowledge that can inform actions and decisions”.
Researchers have regarded it as a philosophy that guides the research towards defined
aims and objectives. Research methodologies can be divided into three categories,
which are “Quantitative”, “Qualitative” and “Triangulation” (Creswell, 2003; and Yin,
2009).
4.2.1 Quantitative Research
Quantitative research is a method to fragment and define phenomena into measureable
groups. The main application of quantitative research is in social and natural sciences
e.g. physics, biology and sociology. In quantitative research evidences are evaluated and

71
refined using an iterative process using mathematical models, theories and hypothesis
for a specific problem domain. In other words, findings are entirely based on analysis of
statistical data i.e. variables and their interrelationships are the fundamental of the
quantitative research. Quantitative research focus is objective rather than subjective
(Davy and Valecillos, 2009). Similarly, according to Will et al. (2002), quantitative
research is a rational knowledge generation approach based on quantitative and causal
relationship between the problem domain specific variables. It is assumed that, the real
life problems and system behaviour can be captured by using an objective/conceptual
model.
Quantitative methodology consists of following steps (Khalil, 2005);
a. Data collection; techniques are surveys and experiments. Random and specific
data samples can be collected on the basis of conditioned and quasi experiment
techniques respectively.
b. Data examination; using mathematical model or hypothesis.
c. Defining relationships by statistical analysis.
d. Finally visualisation of results in the form of tables or charts.

72
Quantitative research can be carried out into three different ways; “Experimental
Techniques”, “Quasi-experimental Techniques” and “Survey Techniques” (Robson,
2006).
4.2.2 Qualitative Research
Qualitative methodology represents a subjective approach rather than objective; based
on detailed description of given problem, procedure, observed behaviour and/or general
opinion. According to researchers, qualitative methods are associated with traditional or
scientific research mainly through interview, focus group, case study, direct observation
and survey. Hence, it needs understanding and co-operation between researchers and
participants to keep context trustworthy and unambiguous as there is always some
degree of presumption by the researcher and inception by the participant (Graneheim
and Lundman, 2004). However, Davy and Valecillos (2009) have described qualitative
methodology more challenging and time-consuming than quantitative.
According to Creswell (2003) “qualitative approach is one in which the inquirer often
makes knowledge claim based primarily on constructivist perspective”.

73
In contrast to quantitative methodology, qualitative methodology allows a researcher to
work with small and focused samples instead of random samples. Qualitative
methodology includes following steps;
a. A data collection method includes content analysis, interviews, observation,
focus group and usability.
b. Detailed description of organisational trends, techniques, process, entities and
deliverables.
c. Analysis of focused information set to identify the problem.
4.2.3 Triangulation
Triangulation is also known as the mixed methodology, which is a combination of both
qualitative and quantitative methodology. Using more than one methodology provides
the multidimensional insight to the research problems. Additionally, triangulation can
overcome the weakness and potential biases of the single methodological approach.
4.3 Research Methodology
This research has used the triangulation as research methodology, i.e. the mix of
qualitative and quantitative data. Initial data has been collected through literature review
and from the collaborator’s feedback as this research is part of a research project funded

74
by Technology Strategy Board (TSB) (Ref: K1532G). Therefore, proposed method
steps were based on data collected through meetings with collaborators beside the
literature review that was carried out. In addition, collaborators were involved in
validation of every step during the development of the proposed method.
The proposed research methodology includes two main components, which are discrete
event simulation (DES) and multi-objective combinatorial optimisation model, as given
in Section 4.3.1 and 4.3.2.
4.3.1 Discrete Event Simulation Model
The method developed within this research has used DES as a tool to represent the
investigated working areas. It acts as an iterative tool with combinatorial optimisation
model to find optimum job sequence and buffer sizes based on given system constraints.
Along this, enables the optimisation model to quantify and validate any job sequence
and buffer sizes during the evolution process. According to the literature review, the
research has summarised some of the benefits of using DES, which are (Banks, 1999;
Banks et al., 1996; and Sandanayake et al., 2008);

75
a. Investigating new operations, procedures, rules and flow. These can be
examined without interrupting and allocating resources in the real life as, post
implementation alterations are expensive and time consuming.
b. Allowing measuring the effect of the variability with respect to time based on
the selected performance measures. Along this, it allows systematic
investigation for problematic areas by controlling the simulation speed and
simulation run time.
c. Ability to illustrate simple to complex systems such as mixed type of flow, i.e.
subassemblies, parallel production and flow production. However, current
research has represented a flow line consist of five work stations.
d. Providing an opportunity to exploit system constraints and their effect on PMs
through the analysis of collected data. For instance, bottleneck analysis can be
performed with respect to Work-in-Progress (WIP) and excessive delays.
e. Observing and analysing the behaviour of the system helps to come with best
possible or optimal solution. In addition, these solutions can be tested before
implementation. For instance, current research has used DES with GA based

76
combinatorial optimisation methodology to find the optimal solution for buffer
management problem.
f. Can be used for training purpose, as decision inputs can be fed back to DES
model and results can be visualised to observe the system behaviour before and
after any changes.
4.3.2 Multi-Objective Combinatorial Optimisation Model
Current research has used multi-objective GA (Section 3.3) to develop combinatorial
optimisation methodology. There are numerous applications of GAs, where they have
been used widely to optimise and improve the performance of the manufacturing
systems (Section 3.3.3.1). Despite manufacturing, there are other various examples,
which exemplify the successful implementation of GAs in real-world problems. Current
research extends the existing optimisation concept to the combinatorial optimisation
that will not only look at providing optimum solution but also the possibility of;
a. integrating combinatorial optimisation with DES model,
b. being a part of lean creative problem solving,
c. investigating the effect of different PM’s improvement on each other, and
d. Developing a buffer management system for task synchronisation.

77
4.4 Proposed Research Framework: Research steps can be given as Figure 4.1:
Figure 4.1 (Proposed Research Framework)

78
Step 1 - Data Collection: initial data needs to be collected for the development of DES
model to represent a real environment, which will be collected from the different
collaborators who are part of the Technology Strategy Board Project ref: K1532G.
DES model represents a flow line of “Five WorkCentre” that are representing a
working area having several system constraints (Step 2).
Step 2 - Develop Simulation Model: Current DES model represents a working area at
Perkins where different type of variability is induced within the model, for example,
variable cycle time, buffer sizes, queuing time, dynamic customer demand, product mix,
routing and breakdowns. Table 4.1 gives an overview of the modelling elements
included in DES model.
Table 4.1 (Simulation Parameters)
Simulation Parameters Value
Simulation Run Time Determined based on customer order, i.e. quantity
ordered by a customer.
Travel Time It was set to Zero, to avoid the effect of any hidden
type of variability that can affect end of simulation
runs results.
Random Time No randomness has been included as model represents
a real working area.
Shift Pattern No shift pattern has been included.

79
Probability Distribution Triangular distribution has been chosen as it provides
an acceptable trade-off between the accuracy of results
and estimation of distribution parameters (Khalil et al.
2010).
Resources Not been identified, as proposed methodology is
looking at the manufacturing process.
It is important to note that the values for triangular distribution are derived by
estimating activity’s absolute minimum, most likely and maximum time values.
Step 3 - Identify Modelling Element (ME) Attributes: Table 4.2 exemplifies the ME,
as used in the DES model. As the model is integrated with the GA based combinatorial
optimisation code, therefore, generic names were given to different WorkCentre within
a working area, i.e. M1 which represents the first WorkCentre on the production line
and so on.
Table 4.2 (Simulation Modelling Element Attributes)
Modelling
Elements
Type Attribute Value
Queue for M1
Queue for M2
Queue for M3
Queue for M4
Queue for M5
Queue Capacity (Number) Infinite; before optimisation no
restriction has been imposed on
queue sizes. However, queue sizes
are derived during the optimisation
process by considering the system
constrains such as batch size.
However, user can have initial
queue capacities if required because
of model change.
M1
M2
WorkCentre Cycle Time (Min) Differ according to the product type,
as exemplified in Table 4.4.

80
M3
M4
M5
Setup Time (Min) Differ according to the product type,
as exemplified in Table 4.4.
Batch Sizes 1, 5, 10
Queue for M1 Queue Inventory Holding Cost £ 0.2 per unit per minute
Queue for M2 Queue Inventory Holding Cost £ 0.5 per unit per minute
Queue for M3 Queue Inventory Holding Cost £ 0.5 per unit per minute
Queue for M4 Queue Inventory Holding Cost £ 0.2 per unit per minute
Queue for M5 Queue Inventory Holding Cost £ 0.2 per unit per minute
M1 WorkCentre Machine Failure MTTF (min) = 75,85,95
MTTR (min) = 5,15,25
M2 WorkCentre Machine Failure MTTF (min) = 80,85,90
MTTR (min) = 10,15,20
M3 WorkCentre Machine Failure MTTF (min) = 70,80,90
MTTR (min) = 10,20,30
M4 WorkCentre Machine Failure MTTF (min) = 80,90,100
MTTR (min) = 0,10,20
M5 WorkCentre Machine Failure MTTF (min) = 80,85,90
MTTR (min) = 10,15,20
Step 4 – Generate Different Customer Demand: Customer demand has been taken as
an input to the DES and combinatorial optimisation model to evaluate the proposed
research methodology. Customer demand represents the product type and quantity to be
produced, which can be given as;
a. Product Quantity; variability in terms of different product types, which may
have different or same quantity to be produced as shown in Table 4.3, where
Work Type represents Part Type i.e. different items needs to be produced may
be with different or same quantities. Experiments have been carried out with ten

81
different work types having 500, 1000 and 2000 items to produce in total
quantity, i.e. customer demand.
Table 4.3 (Product Quantity with Different Work Types)
Work Type Quantity (Number of Parts)
1 60 100 100
2 50 200 250
3 30 150 50
4 40 100 200
5 60 100 100
6 50 60 350
7 80 100 300
8 50 40 250
9 60 100 300
10 20 50 100
Total Quantity 500 Parts 1000 Parts 2000 Parts
b. Product Mix; similarly, variability may exist in terms of cycle time, setup time
and route followed by the particular product as exemplified in Table 4.4.
Table 4.4 (Product Mix with Different Routings)
Work Type Job Location Timing (min) Changeover (min)
1 1 M 1 5 0
1 2 M 2 8 30
1 3 M 3 2 10
1 4 M 4 3 0
1 5 M 5 5 20
1 6 Exit 0 0
2 1 M 2 10 70
2 2 M 3 5 10
2 3 M 4 5 0
2 4 Exit 0 0

82
3 1 M 1 7 0
3 2 M 2 15 30
3 3 M 4 3 15
3 4 M 5 3 15
3 5 Exit 0 0
4 1 M 1 8 0
4 2 M 2 30 30
4 3 M 3 4 10
4 4 M 4 5 25
4 5 M 5 3 20
4 6 Exit 0 0
5 1 M 1 6 0
5 2 M 2 10 45
5 3 M 3 9 15
5 4 M 5 4 25
5 5 Exit 0 0
6 1 M 1 5 0
6 2 M 2 15 45
6 3 M 4 2 0
6 4 M 5 3 20
6 5 Exit 0 0
7 1 M 2 15 55
7 2 M 3 3 7
7 3 M 4 2 0
7 4 M 5 2 15
7 5 Exit 0 0
8 1 M 2 8 35
8 2 M 3 3 7
8 3 M 4 2 0
8 4 M 5 2 20
8 5 Exit 0 0
9 1 M 1 5 0
9 2 M 2 12 50
9 3 M 3 3 25
9 4 M 4 4 0
9 5 M 5 5 25
9 6 Exit 0 0

83
10 1 M 2 2 95
10 2 M 3 8 0
10 3 M 5 2 20
10 4 Exit 0 0
It is important to note that terminology used in Table 4.3 and Table 4.4 is from simul8
where;
a. Work Type represents the different part type.
b. Job is the route followed by each part.
c. Location is the work centre where job has been processed.
d. Timing represents the processing time and Changeover represents the setup
time when there is change in the product type.
Step 5 – Identify Performance Measures (PM): According to Blackstone and Jonah
(2008) performance measure can be defined as “a system for collecting, measuring, and
comparing a measure to a standard for a specific criterion for an operation, item/good,
service and business.” As discussed in Section 3.4 PMs are one of the essential
components to address organisational problems, performance gap and other anomalies.
In current research, PMs are used as a part of measuring the different type of variability
quantitatively for analysis and visualisation of results as well as to evaluate the
performance of proposed methodology. Table 4.5 exemplifies the PMs used in current

84
research. Here, lead time and total inventory holding cost are used as the fitness
measure for the combinatorial optimisation method. As exemplified in Table 4.5, other
performance measures are the contributing factor towards the lead time and total
inventory holding cost. Furthermore, these measures are used for initial result’s
analysis.
Table 4.5 (Selected Performance Measures)
Performance Measure Unit of Measurement
1. % Waiting Percentage
2. % Blocking Percentage
3. % Stopped Percentage
4. % Working Percentage
5. % Change Over Percentage
6. Average Queue Size No of Parts
7. Average Queuing Time Minutes
8. Work in Progress No of Parts
9. Total Inventory Holding Cost £ per Part Per Minute
10. Lead Time Minutes
Step 6 – Bottleneck Identification
According to Blackstone and Jonah (2008), bottleneck is “A resource whose capacity is
less than the demand placed upon it”. For example, a WorkCentre is said to be
bottleneck if jobs are processed at the slower rate than demand. In this research,
correlation analysis is used to identify the bottleneck by analysing the lead time and

85
total inventory holding cost against other PM’s, i.e. average queue size, average
queuing time, % waiting, % working and % changeover. This will allow determining
the effect of each modelling element on lead time and total inventory holding cost
according to selected PMs.
According to Fresco (2010), A WorkCentre is said to be bottleneck if WorkCentre is
having;
a. Largest processing queue sizes. Current research has investigated the effect of
average queue size for each WorkCentre on lead time and total inventory
holding cost.
b. Longest waiting time. Investigating the effect of average queuing time for each
WorkCentre on lead time and total inventory holding cost.
c. High level of variability, which can be determined from % waiting, % working,
% changeover and % stopped.
d. Jobs with highest capacity requirements.
e. Higher inter-arrival time than processing capacity.
Note: It is important to note that bottleneck identification, here is only used to
demonstrate that as manufacturing environment complexity and variability increases

86
traditional approaches are not competent enough identifying the bottleneck process. In
the HV/LV manufacturing environment bottleneck identification is difficult as it can
shift with the different product mixes and stochastic features of manufacturing systems.
Current research has proposed combinatorial optimisation model to achieve
synchronous flow in complex and dynamic manufacturing environment, which is
exemplified in step 7.
Step 7 – Development of Drum-Buffer-Rope (DBR) Optimisation Rules:
Research here has developed GA based combinatorial optimisation rules for DBR
implementation. Proposed GA based rules have investigated the cause of variability on
individual WorkCentre but fitness of each solution is measured against the lead time
and total inventory holding cost, i.e. overall system performance.
For proposed model results are collected according to;
a. Firstly, buffer size optimisation
b. Secondly, job sequence optimisation and
c. Finally, Buffer size and job sequence optimisation
The optimisation rules can be given as in Table 4.6.

87
Table 4.6 (Combinatorial Optimisation Rules)
Variables Fitness Function Objective
Buffer Sizes Lead Time and Total
Inventory Holding Cost
Determining the optimal buffer sizes
Job Sequence Lead Time and Total
Inventory Holding Cost
Determining the optimal job sequence
Buffer Size and Job
Sequence
Lead Time and Total
Inventory Holding Cost
DBR implementation to achieve process
synchronisation
Step 8 – Carry More Experiments and Continuous Improvement: Carry more
experiments until customer demand has met by introducing the different level of
variability. For example, machine breakdowns, routings and setup times. This will
further allow reducing the effect of different type of variability form the flow line. As,
product mix changes there may be different routings, setup times and process times.
Here, proposed research framework has inbuilt capability to address the
interrelationship between the different performance measure, which allows to optimise
the buffer sizes without knocking out any other performance measure.

88
Chapter 5 – Experimental Results
5.1 Introduction
This chapter exhibits the experimental result on the basis of data collected through the
methodology developed in the Chapter 4. The aim and objectives of research have been
achieved by implementing the research methodology steps as described in Chapter 4.
Initial and post optimisation results are collected by including different level of
variability such as customer demand, product mix, processing times, setup times,
machine failures and routings. All the results are presented with respect to the fitness
functions used for optimisation, i.e. lead time (LT) and total inventory holding cost
(TIHC).
Initial experiments are carried out to identify the constraint resource or problem in the
flow line and correlation analysis is used to demonstrate the complexity of
interrelationships between different modelling elements. Along this, combinatorial
optimisation has been applied to determine the optimal buffer size and job sequence to
reduce the effect of variability and to elevate the constrained resource. Proposed
combinatorial optimisation has shown a significant improvement in the investigated
performance measure, as discussed further in this chapter.

89
5.2 Experimental Results
Step 1 – 5: research here has used both qualitative and quantitative techniques for data
collection, as discussed in Section 4.4. In this research, discrete event simulation (DES)
model is developed based on the data collected, which represents a working area of
Perkins based on the parameters described in Table 4.1.
Initial results are collected according to the different types of variability, i.e.
a. Machine failure, batch size and inventory holding cost per unit as shown in
Table 4.2.
b. Customer demand in terms of product quantity and type, which is described in
Table 4.3.
c. Processing time, setup time and routing i.e. flow of material Table 4.4.
Collected results are shown according to the performance measures described in Table
4.5, which can be given as;
a. Table 5.1a exemplifies the average queuing time and average queue size,
whereas Table 5.1b demonstrates the % Working, % Waiting, % Changeover
and % Stopped for the 500 parts.

90
b. Similarly, Table 5.2a illustrates the average queuing time and average queue
size, whereas Table 5.2b demonstrates the % Working, % Waiting, %
Changeover and % Stopped for the 1000 parts.
c. Finally, Table 5.3a represents the average queuing time and average queue size,
whereas Table 5.3b demonstrates the % Working, % Waiting, % Changeover
and % Stopped for the 2000 parts.
Note: It is important to note that % Blocking is not used in initial analysis; i.e. initial
buffers are used as infinite size, as optimal buffer sizes will be investigated later through
combinatorial optimisation.

91
a. 500 Parts; Table 5.1a represents the average queuing time and average queue size for different batch sizes i.e. batch size 1, 5 and
10.
Table 5.1a (Average Queuing Time and Average Queue Size for 500 Jobs and Batch Size 1, 5 and 10)
Exp. N
o.
Batch
Size
Mach
ine F
ailu
re
Total In
ven
tory H
olding
Cost
Lead Tim
e
Average Queuing Time (min) Average Queue Size (number)
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
1 1 No 1,562,810 16,749 166 6,210 0.59 0.04 1.46 3 185 0 0 0
2 1 yes 2,032,863 20,489 268 8,062 3.12 1.85 4.07 4 197 0 0 0
3 5 No 1,159,705 9,386 717 4,464 1.36 0.04 1.63 23 238 0 0 0
4 5 yes 1,311,448 10,742 862 5,032 4.44 2.23 3.79 24 243 0 0 0
5 10 No 925,438 7,966 806 3,505 1.99 0.09 2.39 30 220 0 0 0
6 10 yes 1,084,242 9,287 951 4,101 5.5 2.01 3.75 31 220 0 0 0

92
Table 5.1b illustrates % working, % waiting, % changeover and % stopped for different batch sizes i.e. batch size 1, 5 and 10.
Table 5.1b (% Working, % Waiting, % Changeover and % Stopped for 500 Jobs and Batch Size 1, 5 and 10)
Batch
Size
Mach
ine F
ailu
re
% Working % Waiting % Changeover % Stopped
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
1 No 10.4 37.8 10.7 7.9 8.9 89.6 0.3 82.1 91.9 69.4 0 61.8 7.1 0.2 21.6 0 0 0 0 0
1 yes 8.5 30.9 8.8 6.4 7.3 76.7 0.1 62.2 75.4 59 0 54.1 8.9 0.2 18.9 14.8 14.8 20.1 18 14.8
5 No 18.5 67.5 19.2 14.1 16 81.5 0.2 75.9 84.6 74.5 0 32.2 4.9 1.4 9.5 0 0 0 0 0
5 yes 16.2 59.1 16.7 12.3 13.9 68.8 0.2 59.2 69.1 62.6 0 26.2 4.6 0.6 8.7 15 14.6 19.5 17.9 14.6
10 No 21.8 79.6 22.6 16.6 18.8 78.2 0.3 73.4 82.9 73.7 0 20.1 4 0.5 7.4 0 0 0 0 0
10 yes 18.7 68.3 19.4 14.2 16.2 66.3 0.2 58.1 67.5 63 0 16.9 3.3 0.4 6.4 14.8 14.7 19.2 17.8 14.5

93
b. 1000 Parts; Table 5.2a represents the average queuing time and average queue size for different batch sizes i.e. batch size 1, 5 and 10.
Table 5.2a (Average Queuing Time and Average Queue Size for 1000 Jobs and Batch Size 1, 5 and 10)
Exp. N
o.
Batch
Size
Mach
ine F
ailu
re
Total In
ven
tory H
olding
Cost
Lead Tim
e
Average Queuing Time (min) Average Queue Size (number)
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
7 1 No 4,739,097 28,246 531 9,347 0.31 0.02 1.36 11 331 0 0 0
8 1 yes 5,849,511 29,744 782 11,502 3.74 2.62 4.54 16 387 0 0 0
9 5 No 4,100,013 18,756 3,985 7,225 1.71 0.02 0.96 129 385 0 0 0
10 5 yes 4,530,910 20,912 4,472 7,962 7.91 2.31 2.67 130 381 0 0 0
11 10 No 3,770,431 16,396 1,717 7,118 0.15 0.05 1.55 63 434 0 0 0
12 10 yes 4,290,147 18,898 2,039 8,073 8.84 2.51 3.72 65 427 0 0 0

94
Table 5.2b illustrates % working, % waiting, % changeover and % stopped for different batch sizes i.e. batch size 1, 5 and 10.
Table 5.2b (% Working, % Waiting, % Changeover and % Stopped for 1000 Jobs and Batch Size 1, 5 and 10)
Batch
Size
Mach
ine F
ailu
re
% Working % Waiting % Changeover % Stopped
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
1 No 13.3 46.3 12.8 10.8 9.6 86.7 0.1 78.9 86.5 72.3 0 53.6 8.3 2.7 18.1 0 0 0 0 0
1 yes 12.6 43.9 12.2 10.3 9.1 72.7 0.1 60.4 66.4 63.4 0 41.1 7.2 5.2 12.6 14.7 14.8 20.2 18.1 14.9
5 No 20 69.7 19.3 16.3 14.5 80 0.1 76.9 82.2 80.9 0 30.2 3.9 1.5 4.6 0 0 0 0 0
5 yes 17.9 62.3 17.3 14.5 12.9 67.3 0.1 59.5 66.3 68.8 0 22.9 3.1 1.1 3.5 14.8 14.7 20.1 18.1 14.8
10 No 22.9 79.7 22.1 18.6 16.5 77.1 0.1 74.1 81.1 79.3 0 20.2 3.8 0.2 4.2 0 0 0 0 0
10 yes 19.8 69.5 19.1 16.1 14.3 65.3 0.1 57.7 65.6 67.2 0 15.9 3.1 0.2 3.6 14.8 14.8 20.1 18.1 14.8

95
c. 2000 Parts; Table 5.3a represents the average queuing time and average queue size for different batch sizes i.e. batch size 1, 5 and
10.
Table 5.3a (Average Queuing Time and Average Queue Size for 2000 Jobs and Batch Size 1, 5 and 10)
Exp. N
o.
Batch
Size
Mach
ine F
ailu
re
Total In
ven
tory
Holding Cost
Lead Tim
e
Average Queuing Time (min) Average Queue Size (number)
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
13 1 No 25,839,806 66,167 667 25,691 1.67 0.01 0.54 11 776 0 0 0
14 1 yes 33,980,772 85,304 975 33,761 3.51 2.28 2.71 12 791 0 0 0
15 5 No 18,315,468 41,348 9,259 16,269 8.21 2.45 3.71 246 787 0 0 0
16 5 yes 20,455,456 34,195 7,224 13,668 0.41 0.01 0.22 547 977 0 0 0
17 10 No 15,542,509 32,491 2,984 14,883 2.96 0.01 0.81 101 916 0 0 0
18 10 yes 17,800,888 37,446 3,547 17,004 16.33 2.45 6.55 104 908 0 0 0

96
Table 5.3b illustrates % working, % waiting, % changeover and % stopped for different batch sizes i.e. batch size 1, 5 and 10.
Table 5.3b (% Working, % Waiting, % Changeover and % Stopped for 2000 Jobs and Batch Size 1, 5 and 10)
Batch
Size
Mach
ine F
ailu
re
% Working % Waiting % Changeover % Stopped
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
1 No 9.5 40.2 9.8 8.6 8.3 90.5 0.3 87.3 91.3 71.1 0 59.5 2.9 0.1 20.5 0 0 0 0 0
1 yes 7.4 31.2 7.6 6.7 6.4 77.8 0.1 68.9 75.3 58.8 0 53.9 3.4 0.1 19.7 14.8 14.9 20.1 18 15
5 No 35.8 59.2 21.2 24.8 9.5 64.1 0.1 70.7 75.1 90.4 0 40.7 8.1 0.1 0.1 0 0 0 0 0
5 yes 15.2 63.9 15.7 13.8 13.3 69.9 0.7 60.6 65.6 66.5 0 20.5 3.4 2.7 5.2 14.8 14.9 20.3 18 14.9
10 No 19.4 81.9 20.1 18.3 16.9 80.6 0.1 77.7 80.6 78.2 0 18.1 2.2 1 4.8 0 0 0 0 0
10 yes 16.8 71.1 17.4 15.2 14.7 68.4 0.1 60.1 66.4 65.5 0 14.1 2.2 0.5 4.9 14.7 14.8 20.3 17.8 14.8

97
Step 6: to identify the bottleneck, correlation analysis has been performed on the
collected results according to the rules described in the step 6 of Section 4.4.
a. Average Queuing Time; Figure 5.1a exemplifies the degree of correlation
between total inventory holding cost and average queuing time for different
batch sizes.
Figure 5.1a (Total Inventory Holding Cost vs. Average Queuing Time)
Similarly, from Figure 5.1b demonstrates the degree of correlation between lead
time and average queuing time for different batch sizes.
Figure 5.1b (Lead Time vs. Average Queuing Time)
-1.00
-0.50
0.00
0.50
1.00
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Total Inventory Holding Cost vs. Average Queuing Time
Batch Size 1 Batch Size 5 Batch Size 10
-1.00
-0.50
0.00
0.50
1.00
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Lead Time vs. Average Queuing Time
Batch Size 1 Batch Size 5 Batch Size 10

98
b. Average Queue Size; Figure 5.2a, exemplifies the degree of correlation
between total inventory holding cost and average queue size for different batch
sizes.
Figure 5.2a (Total Inventory Holding Cost vs. Average Queue Size)
Similarly, Figure 5.2b, represents the degree of correlation between lead time
and average queue size for different batch sizes.
Figure 5.2b (Lead Time vs. Average Queue Size)
-1.00
-0.50
0.00
0.50
1.00
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Total Inventory Holding Cost vs. Average Queuing Size
Batch Size 1 Batch Size 5 Batch Size 10
-1.00
-0.50
0.00
0.50
1.00
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Lead Time vs. Average Queuing Size
Batch Size 1 Batch Size 5 Batch Size 10

99
c. % Working; Figure 5.3a, illustrates degree of correlation between total
inventory holding cost and % working for different number of parts.
Figure 5.3a (Total Inventory Holding Cost vs. %Working)
Similarly, Figure 5.3b, illustrates degree of correlation between lead time and %
working for different parts quantity.
Figure 5.3b (Lead Time vs. %Working)
-1.00
-0.50
0.00
0.50
1.00
M1 M2 M3 M4 M5
Total Inventory Holding Cost vs. %Working
500 Parts 1000 Parts 2000 Parts
-1
-0.5
0
0.5
1
M1 M2 M3 M4 M5
Lead Time vs. %Working
500 Parts 1000 Parts 2000 Parts

100
d. % Waiting: Figure 5.4a, illustrates degree of correlation between total
inventory holding cost and % waiting for different number of parts.
Figure 5.4a (Total Inventory Holding Cost vs. %Waiting)
Similarly, Figure 5.4b, illustrates degree of correlation between lead time and %
waiting for different number of parts.
Figure 5.4b (Lead Time vs. %Waiting)
-1.00
-0.50
0.00
0.50
1.00
M1 M2 M3 M4 M5
Total Inventory Holding Cost vs. % Waiting
500 Parts 1000 Parts 2000 Parts
-1
-0.5
0
0.5
1
M1 M2 M3 M4 M5
Lead Time vs. % Waiting
500 Parts 1000 Parts 2000 Parts

101
e. % Changeover; Figure 5.5a, illustrates degree of correlation between total
inventory holding cost and % changeover for different number of parts.
Figure 5.5a (Total Inventory Holding Cost vs. % Changeover)
Similarly, Figure 5.5b, illustrates degree of correlation between lead time and %
changeover for different number of parts.
Figure 5.5b (Lead Time vs. % Changeover)
-1.00
-0.50
0.00
0.50
1.00
M1 M2 M3 M4 M5
Total Inventory Holding Cost vs. % Changeover
500 Parts 1000 Parts 2000 Parts
-1
-0.5
0
0.5
1
M1 M2 M3 M4 M5
Lead Time vs. % Changeover
500 Parts 1000 Parts 2000 Parts

102
f. % Stopped; In current research % stopped refers to the long stoppages. There is
no direct relation between the % stopped and change in customer demand or
batch size. Machine failure is used as type of variability for data collection,
which drives % stopped in the final results. Along this, from Figure 5.6a and
Figure 5.6b, it is important to note that % stopped having weak positive
correlation between total inventory holding cost and lead time.
Figure 5.6a (Total Inventory Holding Cost vs. %Stopped)
Figure 5.6b (Lead Time vs. % Stopped)
-1.00
-0.50
0.00
0.50
1.00
M1 M2 M3 M4 M5
Total Inventory Holding Cost vs. % Stopped
500 Parts 1000 Parts 2000 Parts
-1
-0.5
0
0.5
1
M1 M2 M3 M4 M5
Lead Time vs. % Stopped
500 Parts 1000 Parts 2000 Parts

103
Step – 7: this segment describes the results after optimisation according to the variables
described in Table 4.6. Experiments have re-run again to collect the results after
optimisation, and are represented with respect to customer demand in terms of the total
number of parts. Along this, results from different runs are compared according to
different type of variability i.e. machine failure and batch sizes.
It is important to note that each combinatorial optimisation run represents two output
values. As elucidated in the Section 3.3.3.2, number of output values related to each
result is equal to the number of fitness functions, .i.e. from this research’s perspective
it’s lead time and total inventory holding cost.
Therefore, each experiment represents two dominant solutions, i.e. one with respect to
lead time and other with respect to total inventory holding cost and the selection of
solution from these dominant solutions is the choice of a decision-maker.
Note: it is important to note that this chapter only includes graphs for batch size 1.
Processed data for batch size 1, 5 and 10 is included in Appendix A1. Batch size 5 and
10 exhibits the similar trend as batch size 1.
NOTE: Figure 5.7 a – b, 5.8 a – b, 5.9 a – b, 5.10 a – b, 5.11 a – b and 5.12 a – b are
using logarithmic axis.

104
a. 500 Parts;
Table 5.4 (Lead Time and Total Inventory Holding Cost Before and After
Optimisation for 500 Parts)
Experim
ent N
o.
Batch
Size
Mach
ine F
ailure
optim
isation criteria
Before
Optimisation
Job Sequence
Optimisation
Buffer Size
Optimisation
Job Sequence and
Buffer Size
Optimisation
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
1.1
1
Yes
LT
20,489
2,032,863
8,001 620,692 8,545 6,061 8,035 54,135
1.2
TI H
C
8,008 597,043 8,682 5,520 8,342 5,273
2.1
No
LT
16,749
1,562,810
6,835 501,668 7,297 7,690 6,972 22,861
2.2
TIH
C
6,841 477,449 7,310 4,002 7,013 3,881
3.1
5
Yes
LT
10,742 1,311,448
8,001 792,895 8,431 25,590 8,018 22,004
3.2 TIH
C
8,008 724,090 8,640 21,417 8,357 20,800
4.1
No
LT
9,386 1,159,705
6,834 655,137 7,197 20,664 6,842 43,007
4.2
TIH
C
6,841 642,073 7,199 17,475 7,029 17,082
5.1
10
Yes
LT
9,287 1,084,242
8,001 861,840 8,537 81,340 8,001 116,457
5.2
TIH
C
8,008 795,537 8,545 41,491 8,125 40,521
6.1
No
LT
7,966 925,438
6,834 704,325 7,297 37,644 6,834 99,217
6.2
TIH
C
6,879 671,244 7,301 34,420 6,991 33,304
Table 5.4 illustrates the lead time and total inventory holding cost results collected for
500 jobs using different levels of variability. The results are presented according to the
optimisation criteria defined in Table 4.6.

105
I. 500 Parts without Machine Failure: Figure 5.7a – c compares the results based on
the identified performance measures before and after the job sequence, buffer size and
both job sequence and buffer size optimisation for 500 parts without machine failure.
Figure 5.7a and 5.7b exemplifies the reduction in average queuing time and queue size
respectively after applying the combinatorial optimisation.
Figure 5.7a (Average Queuing Time before and after Optimisation for 500 Parts
without Machine Failure)
Figure 5.7b (Average Queue Size before and after Optimisation for 500 Parts without
Machine Failure)
0.01
0.1
1
10
100
1000
10000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
20
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation

106
Figure 5.7c illustrates the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.7c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 500 Parts without Machine
Failure)
0
10
20
30
40
50
60
70
80
90
100
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation% Changeover before Optimisation % Blocking before Optimisation% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation% Changeover after Job Sequence Optimisation % Blocking after Job Sequence Optimisation% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation% Changeover after Job Sequence and Buffer Size Optimisation % Blocking after Job Sequence and Buffer Size Optimisation

107
II. 500 Parts with Machine Failure: Similarly, Figure 5.8a – c compares the results
based on the identified performance measures before and after the job sequence, buffer
size and both job sequence and buffer size optimisation for 500 parts with machine
failure. Figure 5.8a and 5.8b exemplifies the reduction in average queuing time and
queue size respectively after applying the combinatorial optimisation.
Figure 5.8a (Average Queuing Time before and after Optimisation for 500 Parts with
Machine Failure)
Figure 5.8b (Average Queue Size before and after Optimisation for 500 Parts with
Machine Failure)
1
10
100
1000
10000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
10
100
1000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation

108
Figure 5.8c shows the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.8c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 500 Parts with Machine
Failure)
0
10
20
30
40
50
60
70
80
90
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation
% Changeover before Optimisation % Blocking before Optimisation
% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation
% Changeover after Job Sequence Optimisation % Blocking after Job Sequence Optimisation
% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation
% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation
% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation
% Changeover after Job Sequence and Buffer Size Optimisation % Blocking after Job Sequence and Buffer Size Optimisation

109
b. 1000 Parts
Table 5.5 (Lead Time and Total Inventory Holding Cost Before and After
Optimisation for 1000 Parts)
Experim
ent N
o.
Batch
Size
Mach
ine F
ailure
optim
isation criteria
Before
Optimisation
Job Sequence
Optimisation
Buffer Size
Optimisation
Job Sequence
and Buffer Size
Optimisation
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
7.1
1
Yes
LT
29,744 5,849,512
15,899 2,439,180 16,574 37,135 16,115 46,474
7.2
TIH
C
15,903 2,109,480 16,994 10,942 16,751 10,873
8.1
No
LT
28,246 4,739,098
13,564 1,821,940 14,107 15,048 13,761 35,328
8.2
TIH
C
13,564 1,821,940 14,220 7,940 14,173 7,887
9.1
5
Yes
LT
20,912 4,530,910
15,903 2,774,240 16,452 75,733 16,136 68,694
9.2
TIH
C
16,136 2,765,210 16,919 43,462 16,597 42,980
10.1
No
LT
18,756 4,100,013
13,564 2,597,910 14,107 41,871 13,739 45,132
10.2
TIH
C
13,571 2,377,530 14,119 35,041 14,171 34,743
11.1
10
Yes
LT
18,898 4,290,147
15,899 3,416,140 16,694 101,108 16,006 196,339
11.2
TIH
C
15,903 2,879,160 16,705 83,823 16,576 84,922
12.1
No
LT
16,396 3,770,432
13,564 2,875,700 14,207 76,280 13,639 207,377
12.2
TIH
C
13,776 2,531,200 14,210 70,485 14,141 68,227
Similar to Table 5.4, Table 5.5 illustrates the results collected for 1000 jobs using
different levels of variability. The results are presented according to the optimisation
criteria defined in Table 4.6.

110
I. 1000 Parts without Machine Failure: Figure 5.9a – c compares the results based on
the identified performance measures before and after the job sequence, buffer size and
both job sequence and buffer size optimisation for 1000 parts without machine failure.
Figure 5.9a and 5.9b exemplifies the reduction in average queuing time and queue size
respectively after applying the combinatorial optimisation.
Figure 5.9a (Average Queuing Time before and after Optimisation for 1000 Parts
without Machine Failure)
Figure 5.9b (Average Queue Size before and after Optimisation for 1000 Parts
without Machine Failure)
0.01
0.1
1
10
100
1000
10000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
10
100
1000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation

111
Figure 5.9c shows the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.9c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 1000 Parts without Machine
Failure)
0
10
20
30
40
50
60
70
80
90
100
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation
% Changeover before Optimisation % Blocking before Optimisation
% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation
% Changeover after Job Sequence Optimisation % Changeover after Job Sequence Optimisation
% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation
% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation
% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation
% Changeover after Job Sequence and Buffer Size Optimisation % Blocking after Job Sequence and Buffer Size Optimisation

112
II. 1000 Parts with Machine Failure: Here Figure 5.10a – c compares the results
based on the identified performance measures before and after the job sequence, buffer
size and both job sequence and buffer size optimisation for 1000 parts with machine
failure. Figure 5.10a and 5.10b exemplifies the reduction in average queuing time and
queue size respectively after applying the combinatorial optimisation.
Figure 5.10a (Average Queuing Time before and after Optimisation for 1000 Parts
with Machine Failure)
Figure 5.10b (Average Queue Size before and after Optimisation for 1000 Parts with
Machine Failure)
1
10
100
1000
10000
100000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
10
100
1000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation

113
Figure 5.10c shows the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.10 c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 1000 Parts with Machine
Failure)
0
10
20
30
40
50
60
70
80
90
100
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation
% Changeover before Optimisation % Blocking before Optimisation
% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation
% Changeover after Job Sequence Optimisation % Blocking after Job Sequence Optimisation
% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation
% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation
% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation
% Changeover after Job Sequence and Buffer Size Optimisation % Blocking after Job Sequence and Buffer Size Optimisation

114
c. 2000 Parts
Table 5.6 (Lead Time and Total Inventory Holding Cost Before and After
optimisation for 2000 Parts)
Experim
ent N
o.
Batch
Size
Mach
ine F
ailure
optim
isation criteria
Before
Optimisation
Job Sequence
Optimisation
Buffer Size
Optimisation
Job Sequence
and Buffer Size
Optimisation
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
Lead
Tim
e
Total In
ven
tory
Hold
ing C
ost
13.1
1
Yes
LT
85,304 33,980,772
31,831 9,621,250 32,565 43,552 32,345 259,211
13.2
TIH
C
31,832 8,711,330 33,995 21,884 33,640 215,97.3
14.1
No
LT
66,167 25,839,806
27,094 7,125,940 28,037 29,519 27,446 160,039
14.2
TIH
C
27,094 7,125,940 28,047 15,109 27,998 15,045
15.1
5 Y
es
LT
41,348 20,455,456
31,838 11,268,000 32,724 14,987 324,84.3 131,383
15.2
TIH
C
31,838 11,268,000 32,929 83,794 33,090 84,049
16.1
No
LT
34,195 15,542,509
27,094 11,013,200 28,037 81,832 27,577 123,432
16.2
TIH
C
27,101 9,230,970 28,046 68,167 27,885 67,161
17.1
10
Yes
LT
37,446 17,800,888
31,831 13,234,000 33,001 164,191 32,343 266,318
17.2
TIH
C
31,838 11,663,100 33,001 164,191 32,725 161,613
18.1
No
LT
32,491 15,542,509
27,094 10,697,400 28,038 135,634 27,488 355,010
18.2
TIH
C
27,101 9,678,570 28,037 148,640 27,967 132,773
Finally, Table 5.6 illustrates the results collected for 2000 jobs using different levels of
variability. The results are presented according to the optimisation criteria defined in
Table 4.6.
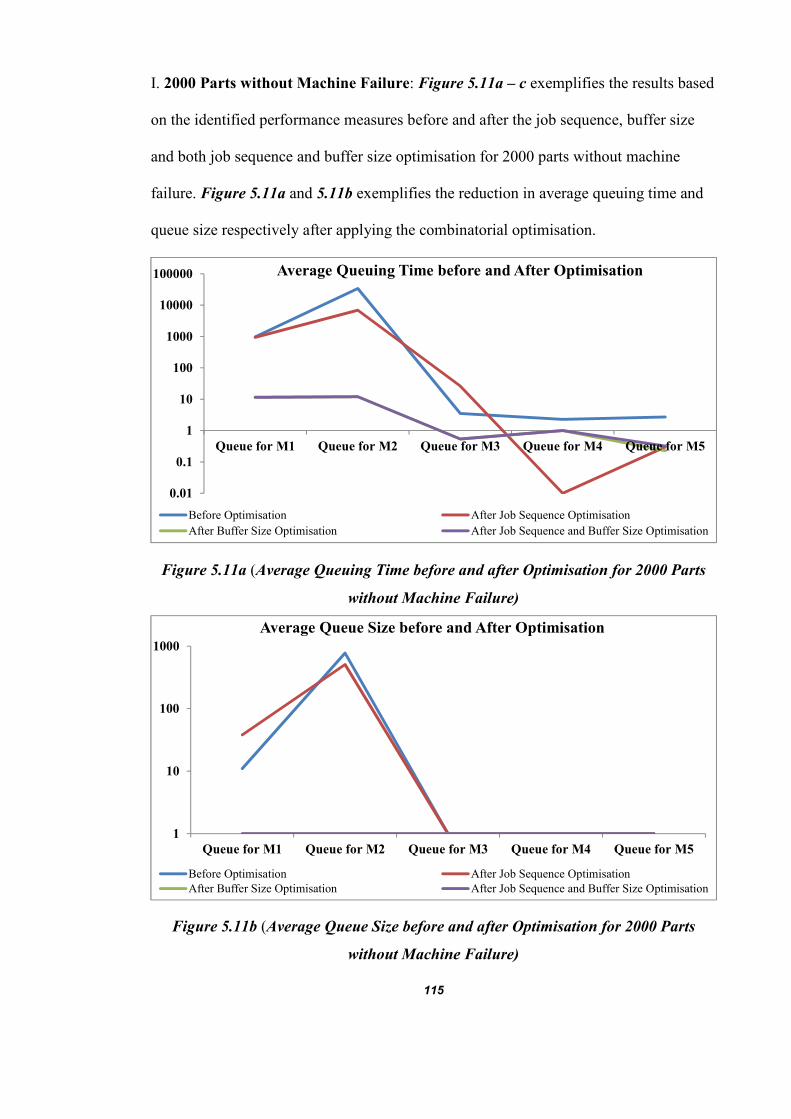
115
I. 2000 Parts without Machine Failure: Figure 5.11a – c exemplifies the results based
on the identified performance measures before and after the job sequence, buffer size
and both job sequence and buffer size optimisation for 2000 parts without machine
failure. Figure 5.11a and 5.11b exemplifies the reduction in average queuing time and
queue size respectively after applying the combinatorial optimisation.
Figure 5.11a (Average Queuing Time before and after Optimisation for 2000 Parts
without Machine Failure)
Figure 5.11b (Average Queue Size before and after Optimisation for 2000 Parts
without Machine Failure)
0.01
0.1
1
10
100
1000
10000
100000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
10
100
1000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
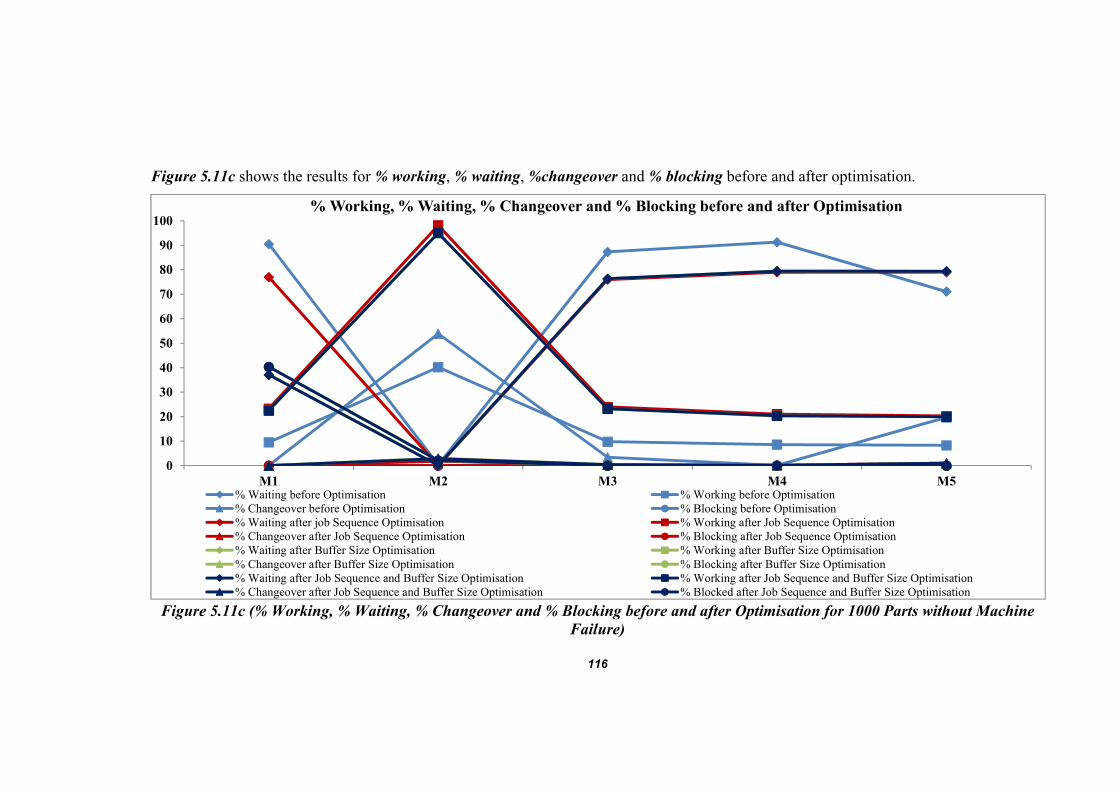
116
Figure 5.11c shows the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.11c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 1000 Parts without Machine
Failure)
0
10
20
30
40
50
60
70
80
90
100
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation
% Changeover before Optimisation % Blocking before Optimisation
% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation
% Changeover after Job Sequence Optimisation % Blocking after Job Sequence Optimisation
% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation
% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation
% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation
% Changeover after Job Sequence and Buffer Size Optimisation % Blocked after Job Sequence and Buffer Size Optimisation

117
II. 2000 Parts with Machine Failure: Figure 5.12a – c exeplifies the results based on
the identified performance measures before and after the job sequence, buffer size and
both job sequence and buffer size optimisation for 2000 parts with machine failure.
Figure 5.12a and 5.12b exemplifies the reduction in average queuing time and queue
size respectively after applying the combinatorial optimisation.
Figure 5.12a (Average Queuing Time before and after Optimisation for 2000 Parts
with Machine Failure)
Figure 5.12b (Average Queue Size before and after Optimisation for 2000 Parts with
Machine Failure)
0.01
0.1
1
10
100
1000
10000
100000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queuing Time before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
1
10
100
1000
Queue for M1 Queue for M2 Queue for M3 Queue for M4 Queue for M5
Average Queue Size before and After Optimisation
Before Optimisation After Job Sequence Optimisation
After Buffer Size Optimisation After Job Sequence and Buffer Size Optimisation
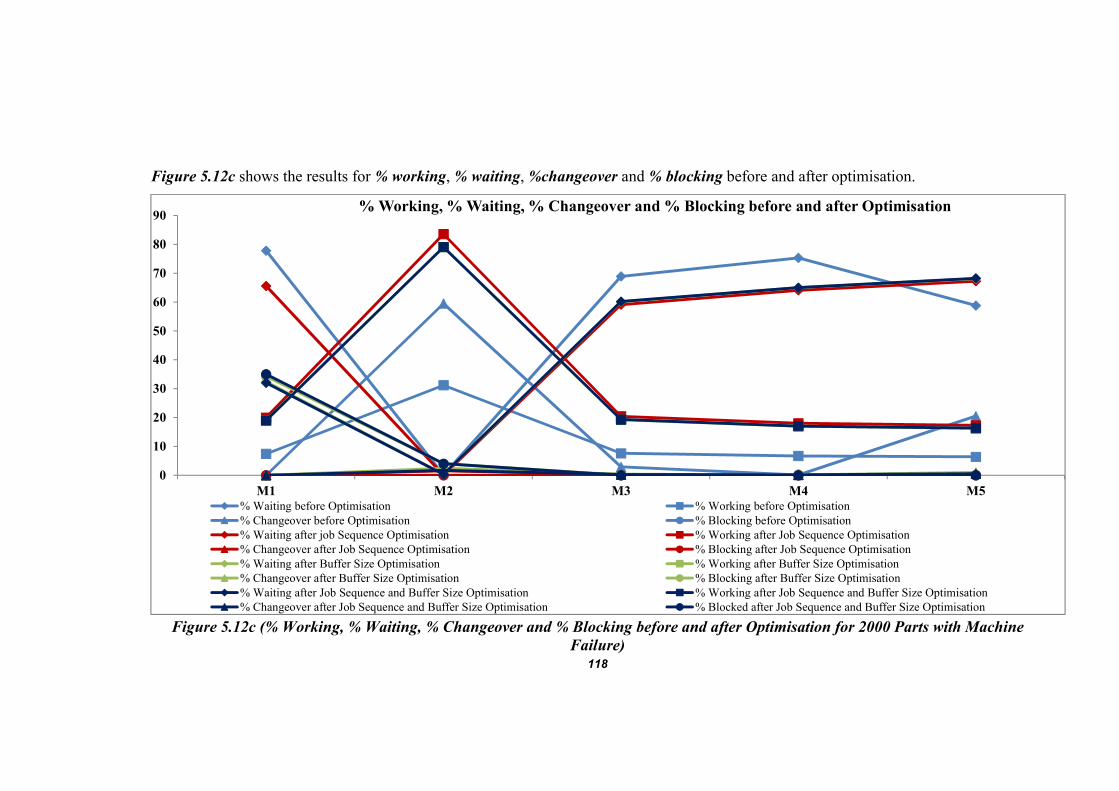
118
Figure 5.12c shows the results for % working, % waiting, %changeover and % blocking before and after optimisation.
Figure 5.12c (% Working, % Waiting, % Changeover and % Blocking before and after Optimisation for 2000 Parts with Machine
Failure)
0
10
20
30
40
50
60
70
80
90
M1 M2 M3 M4 M5
% Working, % Waiting, % Changeover and % Blocking before and after Optimisation
% Waiting before Optimisation % Working before Optimisation
% Changeover before Optimisation % Blocking before Optimisation
% Waiting after job Sequence Optimisation % Working after Job Sequence Optimisation
% Changeover after Job Sequence Optimisation % Blocking after Job Sequence Optimisation
% Waiting after Buffer Size Optimisation % Working after Buffer Size Optimisation
% Changeover after Buffer Size Optimisation % Blocking after Buffer Size Optimisation
% Waiting after Job Sequence and Buffer Size Optimisation % Working after Job Sequence and Buffer Size Optimisation
% Changeover after Job Sequence and Buffer Size Optimisation % Blocked after Job Sequence and Buffer Size Optimisation
119
Chapter 6 – Discussion
6.1 Introduction
As discussed earlier, high variety/low volume (HV/LV) manufacturing systems are
more vulnerable to failures due to their dynamic and complex nature, which can be seen
as high level of variability induced by the high product mix, changing customer demand
and the manufacturing conditions itself. This not only vitiates the organisational
performance but also increases the manufacturing cost significantly (Bertrand and
Sridharan, 2001; Li, 2003; and Heike et al., 2001). In recent years, researchers have
proposed a number of methods to improve the manufacturing performance under highly
variable environments. For instance, according to Khalil et al. (2008), performance of
HV/LV manufacturing systems can be improved by reducing the level of variability and
by improving synchronisation of flow.
Proposed method here aligns with the research aim, which is automated lean CPS to
achieve process improvement. Genetic algorithm (GA) based combinatorial
optimisation has been integrated with a discrete even simulation (DES) tool. The DES
tool here works in an iterative manner with combinatorial optimisation model, which
may provide the quicker response to rapidly changing customer demand by determining
the optimal buffer sizes and job sequences. Results from the Chapter 5 have shown that
proposed model may have positive effect to improve the operational level measures by
reducing the level of variability and improving the synchronous flow.
This chapter exemplifies the experimental results and further discussion has been made
on the basis of collected data and exiting buffer management models.

120
6.2 Ability to Respond Quickly to the Variability without Compromising the
Organisational Goals
Steering the system in order to respond rapidly toward the high level of variability is
one of the essential factors to maintain organisational performance. In this research,
Lead Time (LT) and total inventory holding cost (TIHC) are considered as two
organisational goals as well as two objectives for combinatorial optimisation, which
may play the vital role in the success of an organisation. Combinatorial optimisation
with DES modelling here provides a tailored system to reduce the existing variability
and assists improving the flow of material. This research has investigated the variability
at the level of;
a. Customer Demand: Customer demand can be seen as a factor for variability in
terms of change in product quantity or product mix. Change in customer
demand quantity or product mix may have adverse effect on the lead time and
total inventory holding cost due to complexity of HV/LV manufacturing
environment, where parts may have different routes to follow and may have
variable setup and cycle times. Increasing the product mix may lead to the
larger number of machine setups. Optimal job sequence and buffer locations
need to be determined to accommodate all these changes in the manufacturing
environment.
b. System Variability: Similar to customer demand, variability induced from the
manufacturing environment itself needs to be examined to achieve the
synchronous flow, as different WorkCentre may have different parts to process,
variable breakdown time and capacity requirements, which may interrupt the

121
synchronous flow. Therefore, buffer sizes need to be optimised in order to
accommodate the proceeding and succeeding WorkStation’s requirements to
sustain the system in case of WorkCentre breakdown or product changeover.
Along this, optimal job sequence needs to be determined to reduce the effect of
interruptions due to the product change.
In summary, proposed combinatorial optimisation model has considered system-level
variability alongside customer demand to sustain the system against inconsistent
machine failures, setups, processing times and product routings. This may work as a
rapid tool to determine the optimal job sequences and buffer sizes to support
dynamically changing manufacturing environments.
6.3 Achieving the Synchronous Flow to Improve the Performance of System in
HV/LV Manufacturing Environment
According to the researchers and as discussed in Section 2.4, it has been observed that
in HV/LV manufacturing environment, non-Synchronous flow of material is one of the
contributors towards extended LTs and higher inventory holding costs (Khalil et al.,
2008). This research has proposed multi-objective GA based combinatorial optimisation
model to reduce the level of variability, which is one of the effective methods that can
be used to accomplish the synchronous flow. Furthermore, the effect of variability can
be reduced by coordinating the flow of material between different resources.
In this research, combinatorial optimisation has reduced the lead time and total
inventory holding cost significantly by optimising the job sequences and buffer sizes
under different type of variability for 500, 1000 and 2000 parts (customer demand) as

122
shown in Table 5.4, 5.5 and 5.6 respectively. After optimisation, the accomplishment of
synchronous flow can be seen as;
a. Once the optimal job sequence has been determined, fewer interruptions
required because of product change.
b. Optimal buffer sizes are determined to accommodate the proceeding and
succeeding WorkCentre in case of machine failure or changeover. Along this, it
provides control over the material release into the system, as the material release
is limited by available buffer capacity.
c. Optimal job sequence and buffer sizes together lead to accomplishment of
synchronous flow.
Along this, other advantages can be seen as lower work-in-progress (WIP) inventories,
improved flow of material and improved overall performance, which also has a direct
impact on the lead time and total inventory holding cost. Here, Figure 6.1 and Figure
6.2 illustrates the lead time and total inventory holding cost improvements for before
and after optimisation for batch size = 1 and customer demand = 500 parts. Similarly,
other results exhibit the same trend, which can be seen from the Table 5.4, 5.5 and 5.6.

123
Figure 6.1(Lead Time before and after optimisation for Batch Size = 1 and Customer
Demand = 500 Parts)
Figure 6.2(Total Inventory Holding Cost before and after optimisation for Batch Size
= 1 and Customer Demand = 500 Parts)
0
3000
6000
9000
12000
15000
18000
21000
Machine Failure No Machine Failure
Lead Time befor and after Optimisation
Before Optimisation Job Sequrence Optimisation
Buffer Size Optimisation Job Sequence and Buffer Size Optimisation
0
250000
500000
750000
1000000
1250000
1500000
1750000
2000000
Machine Failure No Machine Failure
Total Inventory Holding Cost before and after Optimisation
Before Optimisation Job Sequrence Optimisation
Buffer Size Optimisation Job Sequence and Buffer Size Optimisation

124
6.4 Contributions of Proposed Methodology
The contribution of proposed methodology towards knowledge can be given as;
a. Integration of Simulation Tool and Combinatorial Optimisation Method; in
this research, a generic GA based combinatorial optimisation method has been
proposed, which is integrated with DES tool (Simul8) to automate the process
improvement and for a rapid response to dynamically changing manufacturing
environment. The fitness of the solutions is measured based on lead time and
total inventory holding cost, which are the two optimisation objectives too. This
integration provides the adoptability and applicability of proposed methodology
in the wide range of problems, as any change in real-world scenario can easily
be incorporated to the DES model. The main features of proposed integrated
model are;
I. Represents the buffer management problem, where optimal buffer size
needs to be determined to reduce the lead time and total inventory
holding cost.
II. Allows genetic algorithms based combinatorial optimisation model to
generate an optimal job sequence to reduce the level of variability due to
changeovers.
III. Enables different products to follow different routes with variable
processing times and setup times.
IV. Allows change in customer demand, which can be in terms of quantity
or/and product mix.

125
V. Optimisation objectives can be varied according to the organisational
goals and problem to be solved.
VI. Quick response to change in variability and Provides visual
representation for the selected performance measures.
b. Use of Combinatorial Optimisation for Buffer Management and Job
Sequencing; in this research, buffer sizes and job sequence are the two inputs to
the proposed combinatorial optimisation model, i.e. either of these or both can
be optimised at the same time. Customer demand is used as one type of
variability in terms of quantity and product mix. Therefore, even minor changes
in customer demand might distraught the performance of the whole system, i.e.
buffer sizes and job sequence may need to be re-optimised to accommodate the
change in customer demand. Combinatorial optimisation model here provides a
flexible approach for problem solvers and/or decision-makers to select the
specific parameters for improvement. The results have been collected according
to the input to combinatorial optimisation model;
I. Job sequence.
II. Buffer size.
III. Both job sequence and buffer size.
Table 5.4, 5.5 and 5.6 illustrates results for customer demand of 500, 1000 and
2000 parts respectively under the different levels of variability included in the
proposed model. It is important to note that;
I. Job sequence optimisation has improved lead time significantly, as the
focus remains on the minimising the changeovers. There is reduction in

126
total inventory holding cost too, which is only coming from the reduced
changeovers.
II. On the other hand, determining the optimal buffer sizes may assist in
synchronisation of the flow of material, therefore, results has shown
expressively reduced lead time and total inventory holding cost. The
effect of buffer size optimisation can be given as;
1. In case of changeover and machine failure, optimal buffer sizes
may provide the adequate material and capacity for succeeding
and proceeding WorkCentre respectively, which may reduce the
lead time.
2. Along this, buffer size may limit the excessive WIP in the system
and restricts the amount of work released into the system, which
may significantly reduce the lead time and total inventory holding
cost by achieving synchronous flow. This allows system to
behave as a pull system, as material is only released when buffer
capacity is available.
III. Finally, determining the optimal job sequence and buffer size together
inherits the benefits of job sequence optimisation and buffer size
optimisation. This shows improved lead time and total inventory holding
cost on the previous two methods.
c. Dealing with Different Types of Variability; Khalil (2005) has addressed the
deterministic effects of variability and proposed a model to improve the
performance of flow lines in the light of different types of variability. In this
research, however, one type of variability is addressed by investigating trade-off

127
between multiple objectives of the combinatorial optimisation model by varying
the buffer sizes and job sequence. Unlike the single objective optimisation,
where only one objective is optimised (i.e. the main aim remains to find the best
solution) without considering the knock-on effect of optimisation on the other
performance measures.
On the other hand, there are other factors that have been considered in the
proposed optimisation model, which are not directly involved throughout the
process of optimisation. This variability can be exemplified as;
I. Product Mix; a customer order can consist of different type of parts,
having different processing requirements.
II. Customer Demand; customer demand can be changed in terms of
number of parts with respect to individual part or part type itself.
III. Routings; parts may follow different routes according to the WorkCentre
required to process the particular part type.
IV. Machine Failure; machine failure may cause blocking and waiting for
the proceeding and succeeding WorkCentre respectively because of
inadequate buffer capacities.
V. Setup Time; different part types may have different setup times, which
may cause increased lead times and longer processing queues.
VI. Processing Time; WorkCentre may need different processing times for
different products.

128
All these factors are considered by the proposed combinatorial optimisation
model as it exhibits the ability to respond according to change any of these
factors.
d. Inbuilt Root Cause Analysis (RCA); proposed model inherits some of the
principals of the Lean philosophy. While finding the optimal solution it
considers the cause-and-effect relationship between different performance
measures. In proposed combinatorial optimisation model two objectives have
been used i.e. reducing the lead time and total inventory holding cost, which
takes in account the effect of one objective on another. RCA implementation can
be observed from two different aspects, which are;
I. With respect to each objective function; proposed model here considers
the effect of improving one objective on other, as improving one
objective may have adverse effect on other. For instance, reducing buffer
sizes to all “1” or no buffers between WorkCentre can reduce total
inventory holding cost to its minimum level. However, at the same time
lead time can be increased significantly, because system won’t be able to
accommodate high level of variability and complexity of manufacturing
systems.
II. Relation between succeeding and proceeding WorkCentre; while,
deciding the optimal job sequence and buffer size, it’s essential to
consider the interrelationships between the succeeding and proceeding
WorkCentre because of high level of variability and complexity of
manufacturing environment. The proposed model here has taken in
account the relation between the succeeding and proceeding WorkCentre

129
implicitly to accommodate the variability due to setup, processing time,
machine failure and customer demand as product mix and quantity by
providing optimal buffer capacities.
e. Using Combinatorial Optimisation and Simulation Tool as Iterative Method;
proposed model has utilised combinatorial optimisation framework and the DES
model as an iterative method, which inherits the concept of continuous
improvement from the Lean philosophy. As illustrated in the Section 3.3.3,
combinatorial optimisation model can be used both to determine optimal buffer
sizes or job sequence or both job sequence and buffer sizes. Along this, solution
provided by each generation is the improvement over the previous generation,
which mimic the continuous improvement feature of the Lean philosophy.
6.5 Discussion of Results
This segment discusses the results collected through proposed methodology, as shown
in Chapter 5;
a. The proposed method is started by collecting data from the Technology Strategy
Board (TSB) project (Ref: K1532G) collaborators to develop the DES model.
Generic factors have been used to represent the different level of variability in
DES model, i.e. customer demand, product mix, routings, breakdowns,
processing time and setup time as described in Table 4.1, 4.2, 4.3 and 4.4. These
generic factors could be used in different manufacturing environments and are
applicable in both manufacturing and service industry.
b. Similarly, generic PMs (Table 4.5) have been chosen which are equally
applicable in different manufacturing environments and service industry.

130
Proposed combinatorial optimisation based method is evaluated based on the
two OFs, which are;
I. Lead time: time required to fulfil the customer demand.
II. Total inventory holding cost: total cost incurred to accommodate WIP.
c. Along this, other PMs, such as %working, %waiting and %changeover (Table
4.5) are used to exemplify the knock-on effect of one PM on other PMs to
determine the effect of improvement of PMs on each other.
d. The research has accompanied with different experiments to include the
complexity and depth of a real-world problem by introducing the different type
of variability that could occur in real environment. Along this, running different
experiments would give an insight of different performance measures that how
they can affect the lead time and total inventory holding cost as well as their
knock-on effect on each other.
e. Initial results are analysed to identify the bottleneck based on the performance
measures described in Table 4.5. Correlation analysis has been used to identify
the bottleneck resource according to the Step 6 of Section 4.4. From the result’s
analysis, a clear inference cannot be drawn for bottleneck identification. In
complex manufacturing environment, due to high level of variability different
WorkCentre spectacle an asymmetric trend, this may make it almost impossible
for problem solvers and\or decision-makers to decide precisely over the
bottleneck process. To determine the bottleneck effectively detailed analysis is
required by breaking down processes with respect to different type of variability.
This manual approach is not only time consuming but also there is higher
probability of mistakes. Along this, bottleneck may shift because of changes

131
induced in the manufacturing environment because of high level of variability
and complexity. Bottleneck analysis is given based on the data collected before
optimisation;
I. Figure 5.1a and 5.1b, Queue for M1 and M2 have strong positive
correlation with lead time and total inventory holding cost, which makes
WorkCentre M1 and M2 potential candidates for the bottleneck.
II. Similarly, from Figure 5.2a and 5.2b, for all batch size’s Queue for M2
has strong positive correlation with lead time and total inventory holding
cost. At the same time, Queue for M1 exhibits similar a trend as Queue
for M2 but only for batch size 5 and 10.
III. From Figure 5.3a and 5.3b, for all WorkCentre’s, % working exhibits a
very strong negative correlation with lead time and total inventory
holding cost for 500 and 1000 parts. While, for 2000 parts;
1.%working shows very strong negative correlation with lead time
and total inventory holding cost form M2 only.
2.%working shows very strong negative correlation with total
inventory holding cost only for M3.
IV. From Figure 5.4a and 5.4b,
1.For 1000 parts, M5 exhibits strong correlation between %waiting
and total inventory holding cost.
2.Similarly, for the 1000 parts M2 shows strong negative
correlation between the lead time and % waiting.
V. From Figure 5.5a and 5.5b,

132
1.M2 and M5 have very strong correlation between %changeover
and LT for all parts, whereas M3 exhibits similar trend but only
for 500 and 1000 parts.
2.WorkCentre M3, M4 and M5 show very strong positive
correlation between total inventory holding cost and
%changeover for 500 parts, 1000 parts and both 500 and 2000
parts respectively. While, WorkCentre M2 and, M3 and M5 show
strong positive correlation for all parts and 1000 parts
respectively.
As discussed earlier, from results it’s extremely difficult to identify the
bottleneck process, as high level of variability may make system behaviour
unpredictable. Along this, it is almost impossible to determine the effect of
different PMs on each other. Further, in-depth analysis is required to identify the
bottleneck process accurately and to select performance measures by
considering the knock-on effect on each other may be without making any false
perceptions.
f. To overcome this problem, research here has applied an integrated approach
using GA based combinatorial optimisation and DES to achieve synchronous
flow and to reduce the effect of variability, where initial bottleneck identification
is not required. The proposed combinatorial optimisation and DES model
elevates the system performance by implicitly considering the knock-on effect of
selected PMs on each other. After applying proposed methodology lead time and
total inventory holding cost has been improved significantly by determining the

133
optimal buffer size and/or job sequences, as shown in Table 5.4, 5.5 and 5.6 for
500, 1000 and 2000 parts respectively. After optimisation result’s analysis can
be given as;
I. For different customer demand, lead time and total inventory holding
cost are improved radically after applying optimisation. Three
optimisation approaches (Table 5.4, 5.5 and 5.6) has been used, which
are;
1. Job sequence optimisation; the main focus remains on the lead
time improvement by reducing the setups because of product
change. For instance, from Table 5.4 Experiment Number 1.1,
lead time is reduced from 20489 min to 8001 and total inventory
holding cost from 2032863 to 620692. Similar trend been shown
in the other experiments. This lead time improvement is from the
reduced setups and there is no control on the material flow as
buffer sizes are default i.e. not optimised.
2. Buffer size optimisation; In this case, only the buffer sizes been
optimised by keeping job sequence default. Buffer size
optimisation has radically improved the lead time and total
inventory holding cost both, as optimal buffer sizes for each of
the workstation may provide synchronous flow by controlling the
material flow. For example, from Table 5.4 Experiment Number
1.1, lead time is improved from 20489 to 8545 and total
inventory holding cost from 2032863 to 6061. Also, other
experiments show similar trend. However, there may be still

134
improvement opportunity as default job sequence may not be the
optimal one.
3. Finally, job sequence and buffer size optimisation together
epitomises a significant improvements in both lead time and total
inventory holding cost by inheriting the benefits of job sequence
and buffer size optimisation.
II. Proposed method has shown improvement according to identified PM’s
(Table 4.5);
1. Improved average queuing time after optimisation Figure 5.7a
to 5.12a. It is important to note that, Figure 5.7a and 5.8a
average queening time is reduced to its minimum after buffer size
optimisation, while Figure 5.9a to Figure 5.12a average queuing
time are reduced to minimum for both buffer size optimisation
and job sequence and buffer size optimisation. This may be
because on increased number of parts against product mix (i.e.
1000 and 2000 parts instead of 500).
2. Similarly, from Figure 5.7b to 5.12b reduced the average queue
sizes. Average queue size improvement shows similar trend as
average queuing time for 500, 1000 and 2000 parts as queue size
and queuing time are directly related to each other.
3. Finally, Figure 5.7c to 5.12c has shown an improvement in %
working and reduced changeovers due to the product mix. In fact
changeovers are significantly reduced after the job sequence
optimisation as the main target remains setup reduction. Also, job

135
sequence and buffer size optimisation together follows the similar
trend as synchronous flow and optimal job sequence contributes
towards setup reduction. However, only buffer size optimisation
does not reduce changeovers significantly there are still setup’s
involved due to the default job sequence, which may not the
optimal one.
6.6 Improving Different Performance Measures (PM) by Reducing the Effect of
Variability
As discussed in Section 3.4 PM’s are the fundamental building block for process
improvement and they help to identify the success or failure of a system. This research
has investigated the variability that can occur in flow lines on the basis of PMs
identified in Table 4.5. Along this, in this research PMs are used as a validation tool for
the proposed methodology.
In this research, performance measures are included to quantify the fitness of each
solution, which is reducing the lead time and total inventory holding cost.
Using optimal job sequence and buffer sizes, lead time and total inventory holding cost
are decreased radically as obtained from the results (Table 5.4, Table 5.5 and Table
5.6). However, there are other performance measures that contribute directly or
indirectly towards lead time and total inventory holding cost. Here, selected PMs can be
seen as;

136
a. lead time and total inventory holding cost represent the overall system
performance, which are affected by other operational level PMs such as %
working, % waiting, % changeover and queuing time.
b. The operational level PMs may be improved by reducing the level of variability.
For instance, queuing time and % changeover may be reduced by selecting the
optimal job sequence and buffer sizes.
c. Improving the right operational level PMs may improve the lead time and total
inventory holding cost significantly.
6.7 Applicability of Proposed Model with the Existing Systems
As discussed earlier, proposed model provides a reliable and quick responsive
framework for a complex manufacturing system to deal with the different types of
variability, which can be indirectly or directly affecting the system. Researchers have
developed different techniques for buffer management system such as Optimised
Production Technology (OPT), Theory of Constraint (TOC), Drum-Buffer-Rope
(DBR), Evolutionary Optimisation Methods and Pull System. Proposed model may
enhance the use of those methods, which can be given as;
a. Optimised Production Technology (OPT); OPT is a manufacturing control
philosophy by Goldratt in early 1980’s. The objective of OPT is to
simultaneously raise throughput while reducing inventory and operating costs,
and achieve a smooth, continuous flow of work. According to Watson et al.
(2007), OPT is based on nine rules (Table 6.1), which are developed by Goldratt
in 1986.

137
Table 6.1 (Optimal Production Technology Rules)
a. Balancing flow, not capacity.
b. Utilisation of a non-bottleneck resource is determined by constraint in
the system.
c. Utilisation and activation of a resource are not synonymous.
d. An hour lost at a bottleneck process is an hour lost for the total system.
e. An hour saved at a non-bottleneck is just a mirage.
f. Bottlenecks govern both throughput and inventory in the system.
g. A transfer batch may not, and many times should not, be equal to the
process batch.
h. The process batch should be variable, not fixed.
i. Schedules should be established by looking at all the constraints
simultaneously. Lead times are a result of a schedule and cannot be
predetermined.
The main focus of OPT rules remains the planning and optimisation of
constraint or bottleneck resource directly through rules b, d, e, f and i and
indirectly through rules a, c, g and h (Fresco, 2010). Proposed methodology,
therefore, aligns with the underlined foundation of OPT i.e. principal objective
remains to achieve synchronous manufacturing as a part of continuous
improvement. Along this, proposed methodology provides an advantage over
OPT having the ability to respond in highly variable complex manufacturing
environment.
b. Theory of Constraints (TOC); TOC is operation’s planning and control
philosophy that assists problem solvers, when the resources are limited and
conflicting. The main focus is to maximise the throughput by maximising the
throughput of constrained resource and minimising the non-value added
activities (Wei et al., 2002; and Linhares, 2009). According to Rahman (1998),

138
TOC strictly follows the five steps as shown in Table 6.2. Here, proposed model
can assist in the complex manufacturing environments, where;
I. TOC may be difficult to apply i.e. detailed analysis is needed or it’s
almost impossible to identify the system constraint or multiple system
constraints exist.
II. Constraints may quickly change due to high level of variability involved
in the manufacturing process.
III. Failure to identify the buffer capacities.
Along this, proposed model aligns with TOC concept as the main focus remains
same i.e. maximising the overall system performance and minimising the non-
value added activities.
Table 6.2 (Theory of Constraints Rules (Fresco, 2010))
a. System constraint identification.
b. Decide how to exploit systems constraints.
c. Subordinate everything else to the above decision.
d. Elevate the systems constraints.
e. If in any of the previous steps a constraint is broken, return to “Step a”.
Do not let inertia become the next constraint.
c. Drum-Buffer-Rope (DBR); DBR is a finite capacity scheduling mechanism for
planning and control in order to protect throughputs. DBR provides an improved
methodology over the TOC management philosophy. It is based on the three
basic elements, which are (Betterton and Cox, 2009; Stratton and Knight, 2010;
and Fresco, 2010);
I. Drum; defines the constrained resource, which limits the capacity of the
system.

139
II. Buffer; provides protection to Drum from different type of variability
involved in the system.
III. Rope; specifies the release of raw material to the production system
according to capacity of Drum.
DBR follows the sequence of tasks for material flow control in constraint based
systems, which are (Betterton and Cox, 2009; and Betterton and Cox, 2009);
I. Bottleneck or capacity constrained resource (CCR) identification.
II. Schedule CCR to maximise its use.
III. Synchronise all other resources according to the CCR production
schedule.
IV. Identify and quantify the buffer location where inventory needs to be
held.
Proposed model customises the concept of DBR methodology by;
I. Targeting improvement strategies for whole system instead of a
constraint resource only. This allows dealing with the bottleneck shift
due to high level of variability such as uncertain customer demand and
machine failure. i.e. bottleneck doesn’t need to be identified explicitly.
II. Determining the optimal sequence with which jobs need to be scheduled
to maximise the utilisation of the bottleneck resource. Similarly,
identification of optimal buffer sizes to accommodate variability induced
due to product changeovers and machine failures.

140
III. Integration of DES and GA based combinatorial optimisation model
allows the system to be adoptable to highly variable customer demand
and manufacturing environment.
d. Evolutionary Optimisation Methods; over the years, researchers have proposed
various evolutionary optimisation methods to achieve synchronous flow and
continuous improvement. For instance, Zang et al. (2009) has exemplified the
two-phase particle swarm optimisation algorithm for flow shop scheduling. On
the other hand, Fontanilli and Ponsonnet (2000) have used DES GAs as a
production optimisation tool. Similarly, there are other various examples where
different evolutionary techniques have been used such as ant colony mechanism,
GAs combined with swarm technology and simulated annealing. The proposed
multi-objective GA based combinatorial optimisation method can assist existing
evolutionary approaches as;
I. Multi-objective optimisation to deal with effect of PMs on each other.
Current research has used lead time and total inventory holding cost as
two objectives. However, proposed model is equally applicable with
other objectives, as different problems and organisations can have the
different goal to achieve.
II. Providing the optimal buffer size and job sequence may allow to create
the optimal schedule as well. As scheduling is merely the task of
arranging given sequence with respect to time and resource availability.
Optimal job sequence and optimal buffer sizes here improve the material
flow and provide with the reduced lead time and total inventory holding
cost, which may lead to the optimal schedule.

141
III. Integration of DES and combinatorial optimisation tool provides an
opportunity for problem solvers and decision-makers to validate the
solution before implementation.
e. Pull System; pull system is an integral element of lean philosophy to regulate
the flow of material by providing material according to what has been
consumed. According to Askin and Krishnan (2009), it is utmost important to
locate the optimal buffer levels, which can operate as a control point for pull
system implementation. Determining these control points can improve LT and
WIP levels significantly by providing the synchronous flow. In this research,
optimal buffer levels are determined to improve the flow of material, which
allow the system to behave like pull system. In proposed system, products
follow a sequential flow, but it’s not essential for all products to be processed on
all WorkCentre. Along this, proposed model allows to adjust the control points
(buffer levels) according to change in the level of variability, such as product
mix and customer demand.
6.8 Adoption of Proposed Method in Different Industrial and Service Sectors
Proposed combinatorial optimisation model is not only applicable in manufacturing
industry but also equally can be applied in different operational sectors, such as service
industry. The applicability issues of the proposed model are;
a. It is important to note that proposed model is integrated with DES tool, which
broadens the scope and applicability of proposed research in different
operational sectors. Here, DES model gives opportunity to represent the real
world problem that can fit with proposed methodology.

142
b. Proposed model uses the generic performance measures, which are applicable or
can be used in both service and manufacturing industry. This allows to,
I. Identify the goals and objectives w.r.to selected problem and operational
sector.
II. Formulate the problem according to the identified performance
measures.
c. The focus remains on the two main organisational objectives i.e. reducing the
lead time and total inventory holding cost by determining the Job sequence and
buffer sizes.
Proposed model here can be used to improve the operational performance by improving
the flow of material or information through the organisation.

143
Chapter 7 – Conclusion
Maintaining the performance of HV/LV (high variety and low volume) manufacturing
environment is one of the most challenging tasks, as high level of process/product
variability and can increase the lead time (LT) and manufacturing cost significantly. At
the same time, this variability cannot be ignored, as it is derived from the customer
demand. To stay in competition, therefore, it is essential to maintain the high-
performance levels under the light of high variability by achieving the synchronous
flow. The main aim of current research is to develop a methodology for automating
operations process improvement (PI) in order to cope with high level of variability and
complexity of HV/LV manufacturing environment.
The research has successfully developed a buffer management system based on
combinatorial optimisation and discrete event simulation (DES) modelling that may
help problem solver and decision-makers to accomplish the synchronous flow by
reducing effect of variability. There are other HV/LV manufacturing issues have been
addressed, which are;
a. GA based multi-objective combinatorial optimisation to determine optimal
buffer sizes and job sequences to reduce the effect of variability and promote the
synchronous flow. The optimal buffer sizes are determined to accommodate the
high level of variability and job sequence to reduce the number of setups
required in HV/LV manufacturing environment. Furthermore, proposed model
has used the trade-off between lead time and total inventory holding cost. This
also provides an opportunity for problem solvers and decision makes to select
solutions based on organisational priorities.

144
b. Provides the ability to manage system constraints to deal with different levels of
variability, where optimal solution is derived by considering the effect of
improving one performance measure on another through GA based
combinatorial optimisation.
c. Integration of DES and GA based combinatorial optimisation model to respond
quickly to changes in customer demand and variability within the different
process/activities to fulfil that demand.
d. Improvement over the existing DBR systems. Proposed model has exemplified
these advancements as;
I. Addressing the issue of shifting bottleneck or false bottleneck
identification to overcome the DBR failure modes.
II. Determining the optimal buffer sizes and job sequences to minimise the
lead time and total inventory holding cost.
e. Inbuilt RCA method within the proposed combinatorial to address the cause and
effect with respect to;
I. Each objective functions and selected performance measures.
II. Relation between proceeding and succeeding WorkCentre.
f. Adopting the lean creative problem solving where continuous improvement
plays a big role. The proposed model and simulation tool are used in an iterative
manner.
In summary, research here has achieved most of the objectives by using a complex
manufacturing environment model. The positive results have exemplified the
effectiveness and robustness under highly unstable circumstances. Previous research in
DBR illustrates that as volatility in manufacturing environment increases, the

145
effectiveness of DBR system decreases. However, proposed research model has tackled
high level of variability in HV/LV manufacturing environment and overcome the DBR
failure modes, as exemplified in Chapter 5 and Chapter 6 i.e. methodology has
successfully generated the optimal buffer sizes and job sequence under the light of high
variability by maintaining the reduced lead time and total inventory holding cost.

146
Chapter 8 – Future Work
This research has proposed a methodology for automated lean creative problem-solving
as a part of process improvement and has been validated in the complex HV/LV
manufacturing environment by inducing different levels of variability, as described in
chapter 4. According to the results in Chapter 5 and the discussion in chapter 6 and
chapter 7 proposed GA based multi-objective combinatorial optimisation model has
achieved research objectives, which are examined by investigating the job sequence and
buffer sizes.
The proposed research framework can be enhanced further as;
a. Batch size optimisation; Current results are collected using processing batch
sizes of 1, 5 and 10, whereas the transfer batch sizes are kept as 1. It will be
interesting to investigate the behaviour of the proposed methodology with
variable transfer batch sizes too, as GA may allow adapting the proposed model
by the inclusion of variable transfer batch sizes. In addition to this, no
optimisation criteria have used while choosing the processing and transfer batch
sizes. Selected experimental batch sizes are derived from the literature review.
In the future, there is an opportunity to include batch size optimisation with the
proposed model.
b. Include operator factor as a type of variability; in proposed methodology
resources are not considered while investigating different types of variability. In
future, effect of operators as part of different identified resource types examined
with respect to selected performance measures as;
I. Effect of travelling time on the lead time.

147
II. Effect of operator skills on the lead time and total inventory holding cost.
III. Deciding over the optimal number of operators needed.
IV. Measure resource/operator utilisation

148
References:
Agnetis, A., Alfieri, A. and Nicosia, G. (2004) A Heuristic Approach to Batching and
Scheduling Single Machine to Minimize the Setup Cost. International Journal of
Computers and Industrial Engineering, Vol. 46, Issue 4, pp. 793 – 802.
Ahuja, I. P. S. and Khamba, J. S. (2008) Total Productive Maintenance: Literature
Review and Directions. International Journal of Quality and Reliability Management,
Vol. 25, Issue 7, pp. 709 – 756.
Alford, D., Sackett, P. and Nelder, G. (2000) Mass Customisation – An Automotive
Perspective. International Journal of Production Economics, Vol. 65, No. 1, pp. 99 –
110.
Al-Kabbi, M., Khalil, R. and Stockton, D. (2009) Implementing Lean in Software
Development Operations. The Proceedings of 6th
International Conference on Product
Lifecycle Management, 6th – 8
th July, 2009, University of Bath, UK, pp. 690 – 698.
Al-Kabbi, M., Khalil, R. and Stockton, D. (2010) Improving Operations Management
Planning and Control of a Service and Project with Lean Principals. Proceedings of the
Junior Scientist Conference of Science and Technology for Future, 4th – 7
th April, 2010,
Vienna University of Technology, Austria, pp. 61 – 62.
Ammerman, M. (1998) Root Cause Analysis Handbook – A Simplified Approach to
Identifying, Correcting and Reporting Workplace Errors. Productivity Press, New York,
USA.
Antony, J., Somasundarum, V. and Fergusson, C. (2004) Applications of Taguchi
Approach to Statistial Design of Experiments in Czech Republican Industries.
International Journal of Productivity and Performance Management, Vol. 53, No. 5,
pp. 447 – 457.

149
Askin, R. G. and Krishnan, S. (2009) Defining Inventory Control Points in
Multiproduct Stocha - stic Pull System. International Journal of Production Economics,
Vol. 120, No. 1, pp.
Banks, J. (1999) Introduction to Simulation. Proceedings of the 1999 Winter
Simulation Conference, 05th – 08
th Dec., 199, Atlanta, USA, Vol. 1, pp. 7 – 13.
Banks, J., Carson, J. S., and Nelson, B. L. (1996) Discrete-Event System Simulation.
Prentice-Hall Inc., New Jersey, USA, 2nd
Edition.
Bashford, H., Sawhney, A., Mund, A. and Walsh, K. (2002) Process Mapping of
Residential Foundation Slab Construction Processes. Proceedings of the IEEE Winter
Simulation Conference, 8th – 11
th Dec., 2002, Arizona, USA, Vol. 2, pp. 1752 - 1758.
Bashin, S. and Burcher, P. (2006) Lean Viewed as a Philosophy. Journal of
Manufacturing Technology Management. Vol. 17, No. 1, pp. 56 – 72.
Bateman, N. (2005) Sustainability: the Elusive Element of Process Improvement.
International Journal of Operations & Production Management, Vol. 25, Issue 3, pp.
261 – 276.
Bergman, L. S., Fundin, A. P., Gremyr, I. C. and Johansson, P. M. (2002) Beyond
Root-Cause Analysis. Proceedings of 2002 IEEE Annual Reliability and
Maintainability Symposium, 28th – 31
st Jan., 2002, pp. 140 - 146.
Berry, W. L. and Cooper, M. C. (1999) Manufacturing Flexibility: Methods for
Measuring the Impact of Product Variety on Performance in Process Industries. Journal
of Operations Management, Vol. 17, Issue 1, pp. 163 – 178.
Bertrand, J. W. M. and Sridharan, V. (2001) A Study of Simple Rules for
Subcontracting in Make-to-Order Manufacturing. European Journal of Operational
Research, Vol. 128, Issue 3, pp. 548 – 569.

150
Betterton, C. E. and Cox, J. F. (2009) Espoused Drum-Buffer-Rope Flow Control in
Serial Lines: A Comparative Study of Simulation Models. International Journal of
Production Economics, Vol. 117, No.1, pp. 66 – 79.
Blackstone, J. H. and Jonah, J. (2008) The Association for Operations Management
Dictionary: The Standard for Excellence in the Operations Management Profession. The
Association of Operations Management, University of Georgia, USA, 12th Edition.
Boysen, N., Fliedner, M. and Scholl, A. (2009) Sequencing Mixed-Model Assembly
Lines: Survey, Classification and Model Critique. European Journal of Operational
Research, Vol. 192, Issue 1, pp. 349 – 373.
Burdett, R. L. and Kozan, E., (2000) Evolutionary Algorithms for Flow Shop
Sequencing with Non-Unique Jobs. International Transactions in Operational
Research, Vol. 7, Issue 1, pp. 401 – 418.
Burkitt, K. H., Mor, M. K., Jain, R., Kruszewski, M. S., et al. (2009) Toyota
Production System Quality Improvement Initiative Improves Perioperative Antibiotic
Therapy. The American journal of Management Care, Vol. 15, No. 9, pp. 633 – 642.
Canadian Patient Safety Institute (2006) Canadian Root Cause Analysis Framework.
Technical Report, Vol. 1, pp. 1 – 59.
Caskey, K. R. (2001) A Manufacturing Problem Solving Environment Combining
Evaluation, Search and Generalisation Methods. Journal of Computers in Industry, Vol.
44, No. 2, pp. 175 – 187.
Chakravorty, S. S., Hales, D. N. and Herbert, J. I. (2008) How Problem-Solving
Really Works. International Journal Data Analysis Techniques and Strategies, Vol. 1,
No. 1, pp. 44 – 59.

151
Chand, G. and Shirvani, B. (2000) Implementation of TPM in Cellular
Manufacturing, Journal of Material Processing Technology, Vol. 103, Issue 1, pp. 144
– 154.
Chen, R. Y. (2009) A Problem-Solving Approach to Product Design Using Decision
Tree Induction Based on Intuitionistic Fuzzy. European Journal of Operational
Research, Vol. 196, No. 1, pp. 266 – 272.
Chunhua, T. (2010) An Improving Genetic Algorithm for Vehicle Routing Problem
with Time Windows. Proceedings of 2010 International IEEE Conference on Intelligent
Computation Technology and Automation, 11th – 12
th May, 2010, Changshu, China, pp.
603 – 606.
Cochran, J. K., Horng, S. and Fowler, J. W., (2003) A Multi-Population Genetic
Algorithm to Solve Multi-Objective Scheduling Problem for Parallel Machines. Journal
of Computers & Operations Research, Vol. 30, No. 1, pp. 1087 – 1102.
Creswell, J. (2003) Research Design: Qualitative, Quantitative, and Mixed Methods
Approaches. Sage Publications Inc., 2nd
Edition.
Davy, D. and Valecillos, C. (2009) Summary of a Literature Review of Qualitative
Research in Technical Communication from 2003 to 2007. Proceedings of IEEE
International Professional Communication Conference, 19th – 22
nd July, 2009, Hawaii,
pp. 1 - 7.
Deb, K., Pratap, A., Agarwal, S. and Meyarivan, T. (2002) A Fast and Elitist Multi-
Objective Genetic Algorithm: NSGA – II. IEEE Transaction on Evolutionary
Computing, Vol. 6, Issue 2, pp. 182 – 197.

152
Dey, S. and Stori, J. A. (2005) A Bayesian Network Approach to Root Cause
Diagnosis of Process Variations. International Journal of Machine Tools and
Manufacture, Vol. 45, Issue 1, pp. 75 – 91.
Dhafr, N., Ahmad, M., Burgess, B. and Canagassababady (2006) Improvement of
Quality Performance in Manufacturing Organisations by Minimisation of Production
Defects. Journal of Robotics and Computer-Integrated Manufacturing, Vol. 22, Issue 5
– 6, pp. 536 – 542.
Dunnette, M. D., Campbell, J. and Jaastad, K. (1963) The Effect of Group
Participation on Brainstorming Effectiveness for Two Industrial Samples. Journal of
Applied Psychology, Vol. 47, No. 1, pp. 30 – 37.
El-Bouri, A., Balakrishan, S. and Popplewell, N. (2000) Sequencing Jobs on a Single
Machine: A Neural Network Approach. European Journal of Operational Research,
Vol. 126, pp. 474 – 490.
Ferjencik, M. (2010) Root Cause Analysis of an Old Accident in an Explosives
Production Plant. Journal of Safety science, Vol. 48, Issue 1, pp. 1530 – 1544.
Ferjencik, M. (2011) An Integrated Approach to the Analysis of Incident Causes.
Journal of Safety Science, Vol. 49, Issue 6, pp. 886 – 905.
Filho, E. V. G. and Tiberti, A. J. (2006) A Group Genetic Algorithm for the Machine
Cell Formation Problem, International Journal of Production Economics, Vol. 102,
Issue 1, pp. 1 – 21.
Finlow-Bates, T., Visser, B. and Finlow-Bates, C. (2000) An Integrated Approach to
Problem Solving: Linking K-T, TQM and RCA to TPM. The TQM Magazine, Vol. 12,
Issue 4, pp. 284 – 289.

153
Folan, P. and Browne, J. (2005) A Review of Performance Measurement: Towards
Performance Management. Journal of Computers in Industry, Vol. 56, Issue 7, pp. 663
– 680.
Fontanilli, F., Vincent, A. and Ponsonnet, R. (2000) Flow Simulation and Genetic
Algorithm as Optimisation Tools. International Journal of Production Economics, Vol.
64, No. 1, pp. 91 – 100.
Fresco, A. J. (2010) Automated Process Modelling and Continuous Improvement.
Ph.D. Thesis.
Frazier, G. V. and Reyes P. M. (2000) Applying Synchronous Manufacturing
Concepts to Improve Production Performance in High-Tech Manufacturing. Journal of
Production and Inventory Management, Vol. 41, Issue 3, pp. 60 – 65.
Freire, J. and Alarco, L. (2002) Achieving Lean Design Process: Improvement
Methodology. Journal of Construction Engineering & Management, Vol. 128, Issue 3,
pp. 248 – 256.
Fry, T. D. (1990) Controlling Input: The Real Key to Shorter Lead Times. International
Journal of Logistics Management, Vol. 1, No. 1, pp. 7 – 12.
Gallagher, M., Hares, T., Spencer, J., Bradshaw, C. and Webb, I. (1993) The
Nominal Group Technique: A Research Tool for General Practice?. Family Practice –
An International Journal, Vol. 10, No. 1, pp. 76 – 81.
Galley, M. (2000) Achieving Results with an Effective Root Cause Analysis (RCA)
Program. Proceedings of 2000 International Joint Power Generation Conference,
Florida, USA, pp. 1 - 21.
Gardiner, S. C., Blackstone, J. H. and Jr. Gardiner L. R. (1993) Drum-Buffer-Rope
and Buffer Management: Impact on Production Management Study and Practices.

154
International Journal of Operations & Production Management, Vol. 13, No. 6, pp. 1 –
10.
George, F. H. and Frank, H. (1980) Problem Solving, Gerald Duckworth, London,
UK, 2nd
Edition.
Graneheim, U. H. and Lundman, B. (2004) Qualitative Content Analysis in Nursing
Research: Concepts, Procedures and Measures to Achieve Trustworthiness. Journal of
nursing Education Today, Vol. 24, No. 1, pp. 105 – 112.
Gunasekaran, A., Patel, C. and Tirtirogle, E. (2001) Performance Measures and
Metrics in Supply Chain Environment. International Journal of Operations &
Production Management, Vol. 21, Issue 1 – 2, pp. 71 – 87.
Gupta, Y., Gupta, M., Kumar, A. and Sundaram, C. (1996) A Genetic Algorithm-
Based Approach to Cell Composition and Layout Design Problem. International
Journal of Production Research¸ Vol. 34, Issue 2, pp. 447 – 482.
Hambleton, M. (2005) Applying Root Cause Analysis and Failure Mode and Effect
Analysis to Our Compliance Programs. Journal of Health Care Compliance, Vol. 7, No.
2, pp. 5 – 15.
Heike, G., Ramulu, M., Soreson, E., Shanahan, K. and Moinzadeh, K. (2001)
Mixed Model Assembly Alternatives for Low-Volume Manufacturing: The Case of the
Aerospace Industry. International Journal of Production Economics, Vol. 72, Issue 2,
pp. 103 – 120.
Hicks, B. J. (2007) Lean Information Management: Understanding and Eliminating
Waste. International Journal of Information Management, Vol. 27, Issue 4, pp. 233 –
249.

155
Ho, K.M. (1993) Problem Solving in Manufacturing, Management Decision Journal,
London, Vol. 31, Issue 7, pp. 31 – 37.
Hopp, W. J., and Spearman M. L. (2001) Factory Physics. Irwin McGraw-Hill,
Boston, USA, 2nd
Edition.
Hu, X. and Paolo D. E. A. (2007) An Efficient Genetic Algorithm with Uniform
Crossover for the Multi-Objective Airport Gate Assignment Problem. Proceedings of
International IEEE Congress on Evolutionary Computation, 25th – 28
th Sep., 2007,
Singapore, pp. 55 – 62.
Ingemansson, A. and Oscarsson, J. (2005) Discrete Event Simulation and Automatic
Data Collection to Improve Performance in a Manufacturing System. Proceedings of
the IEEE Winter Simulation conference, 23rd Jan., 2005, pp. 1141 – 1145.
Ismail, I. A., El-Ramly, N. A., El_Kafrawy, M. M. and Nasef, M. M. (2007) Game
Theory Using Genetic Algorithms, Proceedings of the World Congress on Engineering,
2 – 4 July, 2007, London, UK, Vol. 1, pp. 1115 – 1118.
Jabrouni, H., Foguem-Kamsu, B., Geneste, L. and Vaysse, C. (2011) Continuous
Improvement through Knowledge-Guided Analysis in Experience Feedback. Journal of
Engineering Applications of Artificial Intelligence, Vol. 24, Issue. 8, pp. 1419 – 1431.
Jamshidi, S. F., Karimi, N. and Zandieh, M. (2011) A Hybrid Multi-Objective
Genetic Algorithm for Planning Order Release Date in Two-Level Assembly System
with Random Lead Times. Journal of Expert System with Applications, Vol. 38, Issue
11, pp. 13549 – 13554.
Janikow, C. Z. and Michalewicz, Z. (1991) An Experimental Comparison of Binary
and Floating Point Representations in Genetic Algorithms. Proceedings of 4th
International Journal of Global Business, Vol. 1, Issue 1, pp. 214 – 236.

156
Jens, J. D. and Su, M. D. (2006) Lean Production, Six Sigma Quality, TQM and
Company Culture. The TQM Magazine, Vol. 18, Issue 3, pp. 263 – 281.
Jones, B. F., Sthamer, H. H. and Eyres, D. E. (1996) Automatic Structural Testing
Using Genetic Algorithms. The IEE Software Engineering Journal, Vol. 11, Issue 5, pp.
299 – 306.
Kang, P., Khalil, R. and Stockton, D. (2010) Integration of Design of Experiments
with Discrete event Simulation for Problem Identification. Proceedings of the
International Junior Scientist Conference, April, 2010, Vienna, Austria, pp. 69 – 70.
Khalil, R. (2005) Predicting the Effect of Variability on the Efficiency of Flow
Processing Systems. PhD Thesis.
Khalil, R., Kang, P. and Stockton, D. (2010) Integration of Discrete Event Simulation
with an Automated Problem Identification. Proceedings of International Multi-
Conference of Engineers and Computer Scientists, 13 – 15 Mar., 2010, Hong Kong, pp.
1051 – 1054.
Khalil, R. A., Stockton, D. J. and Fresco, J. A. (2008) Managing the Effect of
Variability in Drum-Buffer-Rope Systems. International Journal of industrial and
System Engineering, Vol. 3, No. 1, pp. 53 – 69.
Khalil, R., Stockton, D. and Fresco, J. (2008) Predicting the Effects of Common
Levels of Variability on Flow Processing System. International Journal of Computer
Integrated Manufacturing, Vol. 21, No. 3, pp. 325 – 336.
Khalil, R. A. Stockton, D. and Steeple, D. (2010) Predicting the Effects of Cycle Time
Variability on the Efficiency of Electronics Assembly Mixed-Model, Zero-Buffer Flow
Processing Lines. International Journal of Computer Integrated Manufacturing, Vol. 23
Issue 12, pp. 1149 – 1157.

157
Kilpatrick, J. (2003) Lean Principals. Manufacturing Extension Partnership, Utah,
USA, pp. 1 – 5.
Kim, K. and Han, I. (2000) Genetic Algorithms Approach to Feature Discretization in
Artificial Neural Networks for the Prediction of Stock Price Index. Journal of Expert
Systems with Applications, Vol. 19, No. 1, pp. 125 – 132.
Kinnear, K. E. (1993) Evolving a Sort: Lessons in Genetic Programming. Proceedings
of International IEEE Conference on Neural Networks, Chelmsford, MA, Vol. 2, pp.
881 – 888.
Ko, C. and Wang, S. (2011) Precast Production Scheduling Using Multi-Objective
Genetic Algorithms. Journal of Expert System with Applications, Vol. 38, Issue 7, pp.
8293 – 8302.
Kochhar, J. S. and Heragu, S. S. (1999) Facility Layout Design in a Changing
Environment, International Journal of Production research, Vol. 37, Issue 1, pp. 2429
– 2446.
Konak, A., Coit, D. W. and Smith, A. E. (2006) Multi-Objective Optimisation Using
Genetic Algorithms: A Tutorial. Journal of Reliability Engineering and System Safety,
Vol. 91, Issue 9, pp. 992 – 1007.
Koo, P., Lee, W. and Kim, Y. (2009) Production Batch Sizing at Multi-Product
Bottleneck Machines. Proceedings of IEEE International Conference on Computers &
Industrial Engineering, 6th – 9
th July, 2009, Troyes, France, pp. 814 – 818.
Liker, J. K. and Lamb, T. (2000) Develop and Implement a ‘World Class’
Manufacturing Model for U.S. Commercial and Naval Ship Construction. Lean
Manufacturing Principals Guide, The University of Michigan, USA.

158
Lane, R. and Evans, S. (1995) Solving Problems in Production Scheduling. Journal of
Computer Integrated Manufacturing Systems, Vol. 8, No. 2, pp. 112 – 124.
Lee, Y. H. and Lee, B. (2003) Push-Pull Planning of the Re-Entrant Process. The
International Journal of Advanced Manufacturing Technology, Vol. 22, No. 11 – 12,
pp. 922 – 931.
Li, J. W. (2003) Improving the Performance of Job Shop Manufacturing with Demand-
Pull Production Control by Reducing Set-up/Processing Time Variability. International
Journal of Production Economics, Vol. 84, Issue 3, pp. 255 – 270.
Linhares, A. (2009) Theory of Constraints and the Combinatorial Complexity of the
Product-Mix Decision. International Journal of Production Economics, Vol. 121, Issue
1, pp. 121 – 129.
Lohman, C., Fortuin, L. and Wouters, F. (2004) Designing a Performance
Measurement System. European Journal of Operational Research, Vol. 156, Issue 2,
pp. 267 – 286.
MacDuffie, J. P. (1997) The Road to “Root Cause”: Shop Floor Problem Solving at
Three Auto Assembly Plants. Journal of Frontier Research in Manufacturing and
Management Science, Vol. 23, No. 4, pp. 479 – 502.
Madu, C. N. (2000) Competing Through Maintenance Strategies. International Journal
of Quality & Reliability Management, Vol. 17, Issue 9, pp. 937 – 949.
Madu, C. N. (2005) Strategic Value of Reliability and Maintainability. International
Journal of Quality and Reliability Management, Vol. 22, No. 3, pp. 317 – 328.
Mansouri, S. A. (2005) A Multi-Objective Genetic Algorithm for Mixed-Model
Sequencing on JIT Assembly Lines. European Journal of Operational Research, Vol.
167, Issue 11, pp. 696 – 716.

159
McKellen, C. (2005) Total Productive Maintenance. MWP, Vol. 149, No. 8, pp. 18 -
27.
Motschman, T. L. and Moore, S. B. (1999) Corrective and Preventive Action, Journal
of Transfusion Science, Vol. 21, Issue 2, pp. 163 – 178.
Naidu, N. V. R. (2008) Mathematical Model for Quality Cost Optimisation. Journal of
Robotics and Computer-Integrated Manufacturing, Vol. 24, Issue 6, pp. 811 – 815.
Nazarian, E., Ko, J. and Wang, H. (2010) Design of Multi-Product Manufacturing
Lines with the Consideration of Product Change Dependent Inter-Task Times, Reduced
Changeover and Machine Flexibility. Journal of Manufacturing Systems, Vol. 29, No.
1, pp. 35 – 46.
Nalon, V. (1989) The Innovator’s handbook, Penguin, Harmondsworth, UK.
Nelly, A., Mills, J., Platts, K., Gregory, M. and Richards, H. (1996) Performance
Measurement System Design. International Journal of Production Economics, Vol. 46
– 47, No. 1, pp. 423 – 431.
Nelly, A., Bourne, M. and Kennerley, M. (2000) Performance Measurement System
Design: Developing and Testing a Process-Based Approach. International Journal of
Operations & Production Management, Vol. 20, No. 10, pp. 1119 – 1145.
Nicola, B. and Arthur, D. (2002) Process Improvement Programmes: A model for
Assessing Sustainability. International Journal of Operations & Production
Management, Vol. 22, Issue 5, pp. 515 – 526.
Pradhan, S., Singh, R., Kachru, K. and Narasimhamurty, S. (2007) A Bayesian
Network Approach for Root-Cause-Analysis in Manufacturing Process. International
Conference on Computational Intelligence and Security, 15th – 19
th Dec., 2007, Harbin,
China, pp. 10 – 14.

160
Paradise, M. (2007) Improving an Existing Root Cause Analysis and Corrective Action
Programme. 8th
IEEE Human Factor and Power Plants and 13th
Annual HPRCT
Meeting, 26th – 31
st Aug., 2007, pp. 75 – 77.
Peter, H., Matthias, H. and Nick, Rich. (2004) Learning to Evolve: A Review of
Contemporary Lean Thinking. International Journal of Operations & Production
Management, Vol. 24 Issue 10, pp.994 – 1011.
Ponnambalam, S. G., Aravindan, P. and Rao, M. S. (2003) Genetic Algorithms for
Sequencing Problems in Mixed Model Assembly Lines” Journal of Computers &
industrial Engineering, Col. 45, Issue 4, pp. 669 – 690.
Poppendieck, M. (2002) Principals of Lean Thinking. Technical Report, Poppendieck
LLC, Minnesota, USA.
Puvanasvaran, A. P., Megat, M. H., Tang, S. H., Muhamad, M. H. and Hamouda,
A. M. S. (2008) A Review of Problem Solving Capabilities in Lean Process
Management. American Journal of Applied Sciences, Vol. 5, Issue 5, pp. 504 – 511.
Raman, S. (1998) Lean Software Development: Is It Feasible? The Proceedings of 17th
international Digital Avionics System Conference, 31st Oct. – 07 Nov., 1998, Seattle,
USA, Vol. 1, pp. C13/1 – C13/18.
Riezebos, J., Korte, G. J. and Land, M. J. (2003) Improving a Practical DBR
Buffering Approach Using Workload Control. International Journal of Production
Research, Vol. 41, No. 4, pp. 699 – 712.
Robson, C., (2006), How to do a research project – A guide for undergraduate students.
Wiley-Blackwell, UK, 1st Edition.
Ronen, B. and Starr, M. (1990) Synchronized Manufacturing as in OPT: from Practice
to Theory. Journal of Computers & Industrial Engineering, Vol. 5, pp. 585 – 600.

161
Sandanayake, Y. G., Oduoza, C .F. and Proverbs, D .G. (2008) A Systematic
Modelling and Simulation Approach for JIT Performance Optimisation. Journal of
Robotics and Computer-Integrated Manufacturing, Vol. 24, Issue 6, pp. 735 – 743.
Schulze-Kremer, S., Tiedemann, U. (1994) Parameterizing Genetic Algorithms for
Protein Folding Simulation, Proceedings of the 27th
IEEE Annual International
Conference on System Sciences, 4 – 7th Jan., 1994, Maui, Hawaii, pp. 345 – 354.
Shah, R. and Ward, T. P. (2003) Lean Manufacturing: Context, Practice Bundles and
Performance. International Journal of Operations Management, Vol. 21, Issue 2, pp.
129 – 149.
Sharma, R. K., Kumar, D. and Kumar, P. (2007) Modelling and Analysing System
Failure Behaviour Using RCA, FEMA and NHPPP Models. International Journal of
Quality and Reliability Management, Vol. 24, No. 5, pp. 525 – 546.
Shah, R. and Ward, T. P. (2007) Defining and Developing the Measures of Lean
Production. Journal of Operations Management, Vol. 25, Issue 4, pp. 785 – 805.
Shojania, K. G., Wald, H. and Gross, R. (2002) Understanding Medical Error and
Improving Patient Safety in the Inpatient Setting. Journal of Medical Clinics of North
America, Vol. 86, Issue 4, pp. 847 – 867.
Soliman, F. (1998) Optimum Level of Process Mapping and Least Cost Business
Process Re-Engineering. International Journal of Operations & Production
Management, Vol. 18, No. 9/10, pp. 810 – 816.
Solimanpur, M., Vrat, P. and Shankar, R. (2004) A Multi-Objective Genetic
Algorithm Approach to the Design of Cellular Manufacturing Systems, International
Journal of Production Research, Vol. 42, No. 7, pp. 1419 – 144.

162
Song, Y. and Hughes, J. G. (2002) A Genetic Algorithm with a Machine Order-Based
Representation Scheme for a Class of Job shop Scheduling Problem. Proceedings of
IEEE American Control Conference, 2nd
– 4th Jun, 1999, Ulster University, pp. 895 –
899.
Staats, B. R., Brunner, D. J. and Upton, D. M. (2011) Lean Principals, Learning and
Knowledge Work: Evidence from a Software Service Provider. Journal of Operations
Management, Vol. 29, Issue 5, pp. 376 – 390.
Stockton, D. J., Quinn, L. and Khalil, R. A. (2004) Use of Genetic Algorithms in
Operations Management Part 1: Applications. Proceedings of the Institution of
Mechanical Engineers -- Part B -- Engineering Manufacture, Vol. 218, Issue 3, pp. 315
– 328.
Stratton, R. and Knight, A. (2010) Managing Patient Flow Using Time Buffers.
Journal of Manufacturing Technology Management, Vol. 21, No. 4, pp. 484 – 498.
Suresh, G., Vinod, V. V. and Sahu, S. (1995) A Genetic Algorithm for Facility
Layout. International Journal of Production Research, Vol. 33, Issue 12, pp. 3411 –
3423.
Tangen, S. (2003) An Overview of Frequently Used Performance Measures, Journal of
Work Study, Vol. 52, Issue 7, pp. 347 – 354.
Tamaki, H., Kita, H. and Kobayashi, S. (1996) Multi-Objective Optimisation by
Genetic Algorithms: A Review. Proceedings of IEEE International Conference on
Evolutionary Computation, 20th – 22
nd May, 1996, Nagoya, Japan, pp. 517 – 522.
Tang, K. S., Man, K. F., Kwong, S. and He, Q (2002) Genetic Algorithms and Their
Applications. IEEE Signal Processing Magazine, Vol. 13, Issue 6, pp. 22 – 37.

163
Toriumi, N. (2002) New Method for Incomplete Paired Comparison using the BMPC
Method. Proceedings of 41st SICE Annual Conference, 5
th – 7
th Aug., 2002, Vol. 4, pp.
2339 – 2341.
Tsai, R. and Bockenholt, U. (2001) Maximum Likelihood Estimation of Factor and
Ideal Point Models for Paired Comparison Data. Journal of Mathematical Psychology,
Vol. 45, pp. 795 – 811.
Tudor, R. (1990) Brainstorming Revisited: A Question of Context. International
Journal of Management Reviews, Vol. 1, Issue 1, pp. 91 – 110.
Umble, E. J., Haft, R. and Umble, M. M. (2003) Enterprise Resource Planning
Implementation Procedures and Critical Success Factors. European Journal of
Operational Research, Vol. 146, Issue 2, pp. 241 – 257.
Umble, M. and Umble, E. J. (2006) Utilizing Buffer Management to Improve
Performance in a Healthcare Environment. European Journal of Operational Research,
Vol. 174, Issue 2, pp. 1060 – 1075.
Umble, M., Umble, E. and Murakami, S. (2006) Implementing Theory of Constraints
in a Traditional Japanese Manufacturing Environment. International Journal of
Production Research, Vol. 44, Issue 10, pp. 1863 – 1880.
U.S. Department of Energy (1992) Root Cause Analysis Guidance Document,
Technical Report - Office of Nuclear Energy, Office of Nuclear Safety Policy and
Standards, Washington, pp. 1 – 69.
Veral, E. A. (2001) Computer Simulation of Due-Date Setting in Multi-Machine Job
Shops. European Journal of Computers & Industrial Engineering, Vol. 41, No. 1, pp.
77 – 94.

164
Verma, R. (1997) Management Science, Theory of Constraints/Optimized Production
Technology and Local Optimisation. Omega International Journal of Manufacturing
Management, Vol. 25, No. 2, pp. 189 – 200.
Watson, K. J., Blackstone, J. H. and Gardiner, S. C. (2007) The Evolution of a
Management Philosophy: The Theory of Constraints. European Journal of Operations
Management, Vol. 25, Issue 2, pp. 387 – 402.
Wei, C., Liu, P. and Tsai, Y. (2002) Resource-Constrained Project Management Using
Enhanced Theory of Constraints. International Journal of Project Management, Vol.
20, Issue 7, pp. 561 – 567.
Will, J., Bertrand, M. and Fransoo, J. C. (2002) Modelling and Simulation
Operations Management Research Methodologies Using Quantitative Modelling.
International Journal of Operations & Production Management, Vol. 22, No. 2, pp. 241
– 264.
Womack, J. P. (2006) Value Stream Mapping. Journal of Manufacturing Engineering,
Vol. 136, Issue 5, pp. 145 – 155.
Xia, W. and Wu, Z. (2005) An Effective Hybrid Optimisation Approach for Multi-
Objective Flexible Job-Shop Scheduling Problems. Journal of Computers and
Industrial Engineering, Vol. 48, No. 1, pp. 409 – 425.
Xia, Y., Chen, B. and Yue, J. (2008) Job Sequencing and Due Date Assignment in a
Single Machine Shop with Uncertain Processing Times. European Journal of
Operational Research, Vol. 184, No. 1, pp. 63 – 75.
Yang, C., Gao, J. and Sun, L. (2012) A Multi-Objective Genetic Algorithm for
Mixed-Model Assembly Line Rebalancing, International journal of Computers and
Industrial Engineering¸ [Article in Press].

165
Yin, R. K. (2009) Case Study Research: Design and Methods. Sage Publications, Los
Angeles, USA, 4th Edition.
Yusuf, Y. Y. and Adeleye E. O. (2002) A Comparative Study of Lean and Agile
Manufacturing with a Related Survey of Current Practices in the UK. International
Journal of Production Engineering, Vol. 40, No. 40, pp. 4545 – 4562.
Zang, C., Ning, J. and Ouyang, D. (2010) A Hybrid Alternate Two Phases Particle
Swarm Optimisation Algorithm for Flow Shop Scheduling Problem, Journal of
Computers & Industrial Engineering, Vol. 58, No. 1, pp. 1 – 11.
Zitzler, E. and Thiele, L. (1999) Multiobjective Evolutionary Algorithms: A
Comparative Case Study and the Strength Pareto Approach. IEEE Transactions of
Evolutionary Computation, Vol. 3, No. 4, pp. 257 – 271.
Zozom, A., Hodgson, J. T., King, R. E., Weintraub, A. J. and Cormier, D. (2003)
Integrated Job Release and Shop-Floor Scheduling to Minimise WIP and Meet Due-
Dates, International Journal of Production Research¸ Vol. 41, No. 1, pp. 31 – 45.

166
Bibliography:
Arbos, L. (2002) Design of a Rapid Response and High Efficiency Service by Lean
Production Principles: Methodology and Evaluation of Variability of Performance.
International Journal of Production Economics, Vol. 80, Issue 2, pp. 169 – 183.
Bertrand, J. and Fransoo, J. (2002) Modelling and Simulation: Operations
Management Research Methodologies using Quantitative Modelling. International
Journal of Operations & Production Management, Vol. 22, No. 2, pp. 241 – 264.
Bhasin, S. (2008) Lean and Performance Measurement. Journal of Manufacturing
Technology Management, Vol. 19, No. 5, pp. 670 – 684.
Bicheno, J. (2000) The new Lean Toolbox: Towards Fast and Flexible Flow, Picsie
Books, Buckingham.
Eiben, A. E., Hinterding, R. and Michalewicz, Z. (2002) Parameter Control in
Evolutionary Algorithms. IEEE Transaction on Evolutionary Computation, Vol. 3,
Issue 2, pp. 124 – 141.
Hauge, J. W. and Paige, K. N. Learning Simul8: The Complete Guide. Plain Vu
Publishers, Bellingham, WA, 2nd
Edition.
Hines, P., Holweg, M. and Rich, N. (2004) Learning to Evolve: A Review of
Contemporary Lean Thinking, International Journal of Operations & Production
Management, Vol. 24, Iss. 10, pp. 994 – 1011.
Hopp, W. J., and Spearman M. L. (2001) Factory Physics. Irwin McGraw-Hill,
Boston, USA, 2nd
Edition.
Jurgen, B. (2002) Evolutionary Optimisation in Dynamic Environments. Kluwer
Academic, London, UK, 3rd Edition.

167
Prakash, A. K., Tiwari, M. K., Shankar, R. and Bajeva, A. (2009) Genetic
Algorithm Approach for Solving a Cell Formation Problem in Cellular Manufacturing.
European Journal of Operational Research, Vol. 175, Issue 2, pp. 1043 – 1069.
Law, A. M., Kelton, W. D. (2000) Simulation modelling and analysis. McGraw-Hill,
3rd Edition.
Lee, S. M. and Schniederjans, M. J. (1994) Operations Management. Houghton
Mifflin Company, Boston, USA, 2nd
Edition.
Morse, L. C. and Babcock, D. L. (2007) Managing Engineering and Technology.
Pearson Prentice Hall, NJ, USA, 4th Edition.
Nicholas, J. M. (1998). Competitive Manufacturing Management. McGraw-Hill, New
York. NY.
Schroeder, R. G. (2003) Operations Management: Contemporary Concepts and Cases.
New York, America, McGraw-Hill, 2nd
Edition.
Stevenson, W. J. (2005) Operations Management. Irwin McGraw-Hill, Boston, USA,
8th Edition.
Zbigniew, M. (1996) Genetic Algorithms [Plus] Data Structures = Evolution Programs.
Springer, London, UK, 3rd Edition.
Taboada, H. A. and Coit, D. W. (2008) Development of multi-Objective Genetic
Algorithm for Solving Reliability Design Allocation Problem, Proceedings of the
Industrial Engineering Research Conference, 17 – 21 May, 2008, BC, Canada, pp. 21 –
27.

168
Womack, J. P. and Jones, D. T. (2003) Lean Thinking: Banish Waste and Create
Wealth in Your Corporation. Free Press, London, 4th Edition.
Womack, J. P., Jones, D. T. and Roos, D. (2001) The machine that changed the world,
Harper Perennial, New York, USA.

169
Appendix A – Before and After Optimisation Results
Table A.1a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 500 jobs and batch size 1)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 268.66 8062.25 3.12 1.85 4.07 4 197 0 0 0
No 166.57 6210.22 0.59 0.04 1.46 3 185 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 377.07 2383.45 8.51 2.19 2.6 14 149 0 0 0
No 200.29 1955.11 3.71 0.04 0.96 9 143 0 0 0
Buffer Size
Optimisation
yes 12.91 15.16 5.3 1.97 2.41 0 1 0 0 0
No 10.08 27.16 0.98 0.04 0.95 0 2 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 215.56 156.25 7.77 2.27 3.5 8 10 0 0 0
No 9.58 170.75 8.81 0.04 0.96 0 12 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 370.13 2292.5 6.06 2.37 2.77 14 143 0 0 0
No 208.29 1854.31 4.88 0.39 3.51 9 135 0 0 0
Buffer Size
Optimisation
yes 12.91 15.16 5.3 1.97 2.41 0 1 0 0 0
No 8.04 156.24 7.78 2.27 3.51 0 10 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 12.94 14.63 2.25 1.95 2.23 0 1 0 0 0
No 10.14 12.21 0.57 0.04 1.09 0 1 0 0 0

170
Table A.1b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 500 jobs and batch size
1)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
8.49 30.94 8.78 6.44 18.83 76.72 0.14 62.21 75.36 73.76 0 54.14 8.94 0.19 7.41 0 0 0 0 0
10.38 37.85 10.74 7.88 8.95 89.61 0.29 82.1 91.88 69.43 0 61.85 7.14 0.24 21.65 0 0 0 0 0
21.74 79.23 22.49 16.49 18.74 63.44 0.12 57.11 65.11 64.38 0 6.06 1.05 0.49 2.25 0 0 0 0 0
25.45 92.74 26.33 19.31 21.94 74.54 0.16 72.44 80.11 75.42 0 7.09 1.22 0.58 2.63 0 0 0 0 0
20.36 74.19 21.06 15.44 17.55 33.73 0.72 58.09 66.19 64.82 0 9.71 1.51 0.47 3.04 31.33 0.87 0.44 0 0
23.84 86.88 24.67 18.09 20.56 39.85 0.48 73.56 81.36 75.88 0 11.37 1.77 0.55 3.56 36.3 1.26 0 0 0
21.65 78.91 22.4 16.43 18.66 30.37 0.17 57.29 65.24 64.53 0 6.03 1.04 0.47 2.41 33.21 0.36 0 0 0
25.39 92.53 26.27 19.26 21.89 39.13 0.23 75.5 80.15 75.48 0 7.07 1.22 0.58 2.67 35.47 0.14 0 0 0
21.72 79.17 22.47 16.49 18.73 63.46 0.21 57.11 65.13 64.41 0 6.05 1.05 0.49 2.25 0 0 0 0 0
25.43 92.66 26.31 19.29 21.92 74.56 0.24 74.46 80.12 75.44 0 7.09 1.22 0.58 2.63 0 0 0 0 0
20.04 73.02 20.73 15.21 17.27 33.81 0.29 58.31 66.13 65.04 0 9.56 1.48 0.46 2.99 31.44 2.51 0.13 0.21 0
23.81 86.72 24.62 18.05 20.52 39.54 0.51 73.61 81.39 75.92 0 11.35 1.76 0.55 3.56 36.66 1.42 0 0 0
20.85 76.01 21.57 15.82 17.98 32.34 0.31 58.24 65.73 64.89 0 7.31 1.01 0.48 2.57 32.09 1.88 0 0 0
24.81 90.39 25.66 18.82 21.38 37.42 0.19 72.89 80.25 75.47 0 7.84 1.44 0.92 3.13 37.76 1.56 0 0 0

171
Table A.2a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 500 jobs and batch size 5)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 862.32 5032.32 4.44 2.23 3.79 24 234 0 0 0
No 717.32 4464.91 1.36 0.04 1.63 23 238 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 920.48 2924.78 7.01 2.46 3.24 35 184 1 0 0
No 736.81 2434.73 10.25 0.04 0.96 32 178 1 0 0
Buffer Size
Optimisation
yes 43.72 84.69 6.45 2.33 2.68 2 5 0 0 0
No 36.85 72.16 1.53 0.04 0.95 2 5 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 60.76 65.96 6.69 2.05 3.22 2 4 0 0 0
No 183.66 125.65 3.44 0.04 1.07 8 9 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 822.85 2690.45 8.11 2.38 2.23 31 168 0 0 0
No 682.81 4889.45 3.71 0.04 0.96 30 175 0 0 0
Buffer Size
Optimisation
yes 45.12 71.45 2.24 2.06 2.22 2 4 0 0 0
No 37.69 59.21 1.53 0.04 0.94 2 4 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 44.95 68.92 2.35 2.12 2.19 2 4 0 0 0
No 36.48 55.56 1.95 0.04 0.96 1 4 0 0 0

172
Table A.2b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 500 jobs and batch size
5)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
16.19 59.01 16.75 12.28 13.96 68.84 0.19 59.17 69.12 62.66 0 26.2 4.61 0.65 8.75 0 0 0 0 0
18.53 67.54 19.17 14.06 15.94 81.46 0.22 75.94 84.55 74.53 0 32.22 4.87 1.38 9.48 0 0 0 0 0
21.74 79.23 22.49 16.49 18.74 63.43 0.11 57.11 65.09 64.37 0 6.06 1.04 0.49 2.24 0 0 0 0 0
25.46 92.76 26.33 19.31 21.94 74.53 0.13 72.43 80.11 75.41 0 7.09 1.22 0.58 0.63 0 0 0 0 0
20.63 75.19 21.34 15.65 17.78 35.03 0.61 58.13 66.05 64.54 0 8.65 1.29 0.47 3.08 29.66 1.01 0 0 0
24.17 88.08 25.01 18.34 20.84 41.02 0.71 73.47 81.11 75.54 0 10.14 1.51 0.55 3.61 34.79 1.05 0 0 0
21.69 79.06 22.44 16.46 18.71 32.32 0.33 57.21 65.17 64.45 0 6.04 1.04 0.49 2.24 31.19 0 0 0 0
25.43 92.66 26.31 19.29 21.92 35.58 0.25 72.46 80.12 75.44 0 7.08 1.22 0.58 2.63 38.98 0 0 0 0
21.72 79.16 22.47 16.48 18.73 63.46 0.21 57.14 65.12 64.41 0 6.05 1.04 0.49 2.24 0 0 0 0 0
25.43 92.67 26.31 19.29 21.92 74.56 0.23 72.46 8012 75.44 0 7.08 1.22 0.58 2.63 0 0 0 0 0
20.13 73.37 20.83 15.27 17.36 35.45 0.39 58.38 66.36 65.04 0 9.61 1.49 0.46 3.01 29.79 0.12 0 0 0
24.17 88.05 25.01 18.33 20.83 40.78 0.76 73.48 81.11 75.55 0 10.13 1.51 0.55 3.61 35.05 1.03 0 0 0
20.81 75.85 21.53 15.79 17.94 33.71 0.27 57.74 65.79 64.89 0 7.05 1.38 0.47 2.63 30.79 2.32 0 0 0
24.75 90.19 25.61 18.77 21.33 40.66 0.32 73.05 80.65 75.53 0 8.67 1.33 0.56 3.12 34.57 0.81 0 0 0

173
Table A.3a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 500 jobs and batch size 10)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 951.49 4101.96 5.51 2.01 3.75 31 220 0 0 0
No 806.51 3505.63 1.99 0.09 2.39 30 220 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 1048.92 3186.56 7.53 2.54 5.18 39 199 0 0 0
No 817.41 2491.28 4.87 0.39 3.51 36 182 0 0 0
Buffer Size
Optimisation
yes 79.35 299.61 6.22 1.97 2.24 3 17 0 0 0
No 69.24 132.11 1.77 0.04 0.94 3 9 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 88.67 433.43 6.95 2.21 2.98 3 27 0 0 0
No 252.48 332.79 3.71 0.04 0.96 11 24 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 904.77 2958.21 5.71 2.51 3.21 34 185 0 0 0
No 810.38 2481.64 10.03 0.04 1.07 35 180 1 0 0
Buffer Size
Optimisation
yes 82.59 140.07 5.48 1.86 2.32 3 8 0 0 0
No 70.12 119.66 0.98 0.04 0.94 3 8 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 84.86 131.74 5.98 2.14 3.13 3 8 0 0 0
No 69.51 114.76 1.61 0.04 1.12 3 8 0 0 0

174
Table A.3b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 500 jobs and batch size
10)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
18.71 68.31 19.41 14.02 16.21 66.31 0.21 58.01 67.51 63.01 0 16.19 3.31 0.41 6.41 0 0 0 0 0
21.83 79.61 22.62 16.16 18.83 78.27 0.31 73.47 82.91 73.71 0 20.11 4.01 0.51 7.41 0 0 0 0 0
21.74 79.23 22.49 16.49 18.74 63.43 0.11 57.11 65.09 62.62 0 6.06 1.04 0.49 3.99 0 0 0 0 0
25.46 92.76 26.33 19.31 21.94 74.53 0.13 72.43 80.17 75.41 0 7.09 1.22 0.58 2.63 0 0 0 0 0
20.38 74.26 21.08 15.46 17.56 39.26 0.83 58.09 66.23 64.78 0 9.72 1.51 0.46 3.04 25.76 0.67 0 0 0
23.84 86.88 24.66 18.08 20.55 44.15 0.81 73.56 81.36 75.88 0 11.37 1.76 0.54 3.56 32.01 0.93 0 0 0
21.89 79.45 22.58 16.61 18.84 32.62 0.11 57.07 65.11 64.41 0 5.91 1.05 0.51 2.22 30.79 0.05 0 0 0
25.46 92.76 26.33 19.31 21.94 37.44 0.13 72.43 80.11 75.41 0 7.09 1.22 0.58 2.63 37.09 0.01 0 0 0
21.72 79.16 22.47 16.48 18.73 63.46 0.21 57.14 65.12 64.41 0 6.05 1.04 0.49 2.24 0 0 0 0 0
25.29 92.16 26.16 19.18 21.81 74.71 0.13 72.39 80.23 75.21 0 7.71 1.43 0.58 2.98 0 0 0 0 0
20.36 74.19 21.06 15.44 17.55 37.37 0.53 58.13 66.18 64.82 0 9.71 1.51 0.46 3.04 27.68 1.05 0 0 0
23.82 86.82 24.65 18.07 20.54 43.89 0.54 73.528 81.37 75.89 0 11.36 1.76 0.54 3.56 32.27 1.25 0 0 0
21.75 78.27 22.48 16.51 18.72 33.36 0.38 56.84 65.09 63.98 0 6.75 1.32 0.51 2.66 30.06 0.02 0 0 0
24.88 90.67 25.74 18.87 21.45 42.04 0.28 72.81 80.19 75.39 0 7.86 1.44 0.92 3.14 33.06 1.17 0 0 0

175
Table A.4a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 1000 jobs and batch size 1)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 782.86 11502.7 3.74 2.62 4.54 16 387 0 0 0
No 531.57 9347.81 0.31 0.02 1.36 11 331 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 1017 4602 29 4.5 13.05 39 289 1 0 1
No 598 3483.5 18 0.02 1 27 257 1 0 0
Buffer Size
Optimisation
yes 14 63.37 7.48 2.52 2.41 0 4 0 0 0
No 11 26.35 1.13 0 0.54 0 2 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 156.54 46.06 9.05 2.43 2.22 6 3 0 0 0
No 19 12.02 6 0.36 1.44 10 1 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 877.5 3990 17.24 2.49 2.2 34 251 1 0 0
No 511.11 3376.35 18 0.02 0.72 23 249 1 0 0
Buffer Size
Optimisation
yes 14.19 15 2.57 2.57 2 0 1 0 0 0
No 11.17 12.51 0.59 0.02 0.51 0 1 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 14.16 15 3 3 1.45 0 1 0 0 0
No 11.13 12.42 0.59 0.02 0.49 0 1 0 0 0

176
Table A.4b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 1000 jobs and batch
size 1)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
12.6 43.9 12.2 10.3 9.1 72.7 0.1 60.4 66.4 63.4 0 41.1 7.2 5.2 12.6 0 0 0 0 0
13.3 46.3 12.8 10.8 9.6 86.7 0.1 78.9 86.5 72.3 0 53.6 8.3 2.7 18.1 0 0 0 0 0
23.58 82.21 22.8 19.18 17.04 61.56 0.08 56.75 62.42 67.07 0 3.05 0.52 0.25 1.13 0 0 0 0 0
27.64 96.35 27 22.48 20 72.35 0.06 73 77.21 78.69 0 3.57 1 0.29 1.32 0 0 0 0 0
23 79 22 18.4 16.35 29.29 0.54 57.31 63.3 68 0 4.4 1 0.24 0 33.14 1.51 0 0 0
26.58 93 26 22 19.21 34 0.26 73.42 78.09 79.19 0 5.17 1 0.28 1.59 39.51 2 0 0 0
23.26 81.1 22.46 19 17 27.3 0.17 57.03 63 67.37 0 3 0 0.24 1.11 34.5 1.09 0 0.07 0
27.24 95 26.3 22.16 20 32.23 0.41 73.03 77.27 79 0 3.52 1 0.29 1.3 40.51 1.08 0.04 0.27 0
23.57 82.18 23 19.17 17.03 61.54 0.1 57 62.43 67.08 0 3.04 0.52 0.25 1.13 0 0 0 0 0
28 96.3 27 22.47 20 72.36 0.11 73 77.23 79 0 3.57 1 0.29 1.32 0 0 0 0 0
22.06 80 21.3 18 16 29.17 0.56 58 63.34 68 0 5 0.75 0.23 1.52 34 3 0.01 0.41 0
26.37 92 25.45 21.44 19.05 34.1 0.23 74 78.26 79.11 0 5.83 1 0.28 1.82 39.52 2.01 0 0 0
22.38 78.02 22 18.2 16.17 29 0.31 57.5 62 68 0 4.02 1 0.38 1.55 34 3 0.1 1.51 0
26.45 92.21 25.53 21.51 19.12 34 0.19 74 78.09 79 0 5.57 1 0.38 2.08 39.53 2.01 0 0 0

177
Table A.5a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 1000 jobs and batch size 5)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 4472.95 7962.54 7.91 2.31 2.67 130 381 0 0 0
No 3985.72 7225.84 1.71 0.02 0.96 129 385 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 1763.27 5097.92 23.71 2.34 2.37 68 320 1 0 0
No 1688.73 4656.65 18.01 0.02 0.72 76 343 1 0 0
Buffer Size
Optimisation
yes 48.54 133.64 5.71 2.33 2.07 2 8 0 0 0
No 40.33 72.83 1.13 0.02 0.53 2 5 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 119.46 99.01 8.58 2.61 2.23 4 6 0 0 0
No 55.87 71.41 6.33 0.11 0.59 2 5 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 1819.56 5063.4 26.96 2.81 2.41 69 314 1 0 0
No 1588.73 4354.25 16.42 0.02 0.54 71 321 1 0 0
Buffer Size
Optimisation
yes 49.42 71.34 2.71 2.61 1.52 2 4 0 0 0
No 40.71 59.51 0.59 0.02 0.52 2 4 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 48.53 68.94 2.56 2.37 2.51 2 4 0 0 0
No 39.93 59.11 0.58 0.02 0.52 2 4 0 0 0

178
Table A.5b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 1000 jobs and batch
size 5)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
17.93 62.32 17.34 14.53 12.94 67.32 0.11 59.51 66.33 68.81 0 22.88 3.12 1.12 3.51 0 0 0 0 0
20.01 69.73 19.35 16.35 14.52 80.01 0.11 76.93 82.22 80.93 0 30.21 3.93 1.54 4.62 0 0 0 0 0
23.58 82.18 22.76 19.17 17.04 61.55 0.11 56.76 62.43 67.07 0 3.04 0.52 0.25 1.13 0 0 0 0 0
27.64 96.35 26.68 22.48 19.97 72.35 0.06 72.69 77.21 78.69 0 3.58 0.61 0.29 1.32 0 0 0 0 0
22.79 79.43 22.01 18.53 16.47 29.64 0.41 57.26 63.12 67.52 0 3.82 0.66 0.24 1.36 32.63 1.64 0 0 0
26.58 92.64 25.66 21.62 19.21 34.88 0.24 73.42 78.02 79.19 0 5.17 0.91 0.28 1.59 38.53 1.92 0 0.07 0
23.29 80.93 22.48 18.94 16.78 27.68 0.16 57.02 62.71 67.39 0 3.01 0.52 0.24 1.11 34.17 1.26 0 0 0
27.29 95.12 26.34 22.19 19.72 32.41 0.09 73.04 77.51 78.96 0 3.53 0.61 0.29 1.31 40.31 1.24 0 0 0
23.23 80.99 22.43 18.91 16.79 61.84 0.12 56.66 62.79 66.71 0 4.27 0.88 0.24 1.82 0 0 0 0 0
27.63 96.31 26.67 22.47 19.96 72.36 0.11 72.71 77.23 78.71 0 3.57 0.61 0.29 1.32 0 0 0 0 0
22.16 77.24 21.39 18.02 16.014 30.05 0.18 57.47 16.91 67.94 0 4.31 0.76 0.23 1.32 32.86 3.57 0.31 0.78 0
26.55 92.56 25.63 21.61 19.19 34.73 0.22 73.44 78.11 79.21 0 5.17 0.91 0.28 1.59 38.71 2.03 0 0 0
22.95 78.88 22.15 18.65 16.53 29.06 0.18 57.28 63.05 67.65 0 3.41 0.51 0.24 1.15 33.08 2.92 0 0 0
26.46 92.22 25.54 21.52 19.12 35.99 0.16 73.63 78.09 79.01 0 5.57 0.81 0.38 1.86 37.54 2.03 0 0 0

179
Table A.6a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 1000 jobs and batch size 10)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 2039.01 8073.75 8.84 2.51 3.72 65 427 0 0 0
No 1717.71 7118.82 0.15 0.05 1.55 63 434 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 2082.22 5240.21 27.39 2.58 2.23 80 329 1 0 0
No 1796.96 5303.09 11.17 0.36 0.63 81 668 1 0 0
Buffer Size
Optimisation
yes 89.06 170.66 10.41 2.51 2.29 3 11 0 0 0
No 76.48 132.46 1.58 0.02 0.53 3 9 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 144.57 338.61 20.34 2.53 2.57 5 21 1 0 0
No 386.31 301.61 12.31 13.78 13.96 17 22 1 1 1
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 1897.92 5273.67 25.07 3.35 1.91 73 332 1 0 0
No 1683.49 4638.36 16.51 0.02 0.72 74 337 1 0 0
Buffer Size
Optimisation
yes 90.89 139.81 5.08 2.44 2.51 3 8 0 0 0
No 77.21 119.05 3.66 0.02 0.53 3 8 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 93.41 136.93 3.83 2.61 1.98 3 8 0 0 0
No 72.87 117.57 1.13 0.02 0.62 3 8 0 0 0

180
Table A.6b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 1000 jobs and batch
size 10)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
19.81 69.51 19.14 16.11 14.32 65.32 0.11 57.72 65.65 67.12 0 15.91 3.51 0.22 3.16 0 0 0 0 0
22.89 79.72 22.11 18.62 16.53 77.11 0.11 74.13 81.11 79.35 0 20.22 3.81 0.23 4.22 0 0 0 0 0
23.58 82.21 22.76 19.18 17.04 61.57 0.07 56.75 62.42 67.07 0 3.05 0.52 0.25 1.13 0 0 0 0 0
27.64 96.35 26.68 22.48 19.97 72.35 0.06 72.69 77.21 78.69 0 3.57 0.61 0.29 1.32 0 0 0 0 0
22.46 78.28 21.68 18.26 16.23 31.19 0.72 57.51 63.46 67.49 0 4.97 0.77 0.23 1.55 31.41 1.31 0 0 0
26.39 91.99 25.48 21.46 19.07 36.46 0.31 73.61 78.25 79.09 0 5.84 0.91 0.28 1.83 37.13 1.85 0 0 0
23.43 81.58 22.56 19.04 16.93 27.86 0.12 56.94 62.61 67.21 0 3.03 0.52 0.25 1.12 33.87 0.61 0 0 0
27.49 95.82 26.54 22.36 19.86 32.74 0.11 69.63 71.72 73.23 0 3.55 0.61 0.29 6.89 39.76 0.49 3.21 5.62 0
23.58 82.81 22.76 19.17 17.04 61.55 0.11 56.76 62.43 67.07 0 3.04 0.52 0.25 1.13 0 0 0 0 0
27.22 94.87 26.27 22.13 19.67 72.77 0.11 72.68 77.57 78.18 0 0 1.03 0.29 2.14 0 0 0 0 0
22.44 78.23 21.66 18.25 16.22 30.86 0.29 57.53 63.48 67.51 0 4.96 0.77 0.23 1.55 31.77 1.83 0 0 0
26.38 91.97 25.47 21.46 19.07 36.33 0.62 73.61 78.25 79.09 0 5.84 0.91 0.28 1.82 37.27 1.55 0 0 0
22.93 79.62 22.12 18.65 16.53 29.38 0.12 57.22 63.06 67.57 0 3.49 0.61 0.24 1.24 32.78 2.11 0 0 0
26.51 92.42 25.59 21.56 19.16 38.27 0.17 73.58 77.86 78.74 0 5.48 0.82 0.56 2.08 35.21 1.92 0 0 0

181
Table A.7a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 2000 jobs and batch size 1)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 667.62 25691.39 1.67 0.01 0.54 12 791 0 0 0
No 975.13 33761.66 3.51 2.28 2.71 11 776 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 1459.04 9256.12 53.02 2.42 2.44 50 581 3 0 0
No 938.01 6898.36 26.37 0.01 0.3 38 509 1 0 0
Buffer Size
Optimisation
yes 15.05 31.12 11.24 2.19 2.47 0 2 0 0 0
No 12.07 26.02 1.05 0.01 0.24 0 2 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 515.16 255.02 17.2 2.55 10.33 17 16 1 0 0
No 11.54 147.29 13.07 0.07 0.28 0 11 1 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 1163 8408.11 57.28 2.53 2 40 528 3 0 0
No 938 6898.36 26.37 0.01 0.3 38 509 1 0 0
Buffer Size
Optimisation
yes 15.01 15.07 3.09 2.25 2 0 1 0 0 0
No 11.59 12.03 0.54 0 0.23 0 1 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 15.12 15.12 3.04 2.22 1.75 0 1 0 0 0
No 11.53 12.17 0.54 0 0.32 0 1 0 0 0

182
Table A.7b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 2000 jobs and batch
size 1)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
7.4 31.2 7.6 6.7 6.4 77.8 0.1 68.9 75.3 58.8 0 59.5 2.9 0.1 20.5 0 0 0 0 0
9.5 40.2 9.8 8.6 8.3 90.5 0.3 87.3 91.3 71.1 0 53.9 3.4 0.1 19.7 0 0 0 0 0
20 83.56 20.41 18 17.27 65.59 0.02 59.1 64.09 67.25 0 1.52 0.26 0.12 0.56 0 0 0 0 0
23.25 98.17 24 21.03 20.29 77 0.03 76 79 79.03 0 1.79 0.31 0.14 1 0 0 0 0 0
19.08 80.51 20 17.26 17 32.11 0.45 59.3 65 68 0 2.55 0.39 0.12 1 34.11 1.51 0.43 0 0
22.47 95 23.18 20.33 20 37.25 0.13 76.35 79.52 79.45 0 3 0.46 0.14 1 40.27 2.03 0 0 0
19.47 82.23 20.09 18 17 32 0.07 59.38 64.25 66.05 0 1.7 0.31 0.2 2.04 34.24 1.11 0 0 0
23 97 24 21 20.03 36.39 0.27 76 79.08 79.3 0 1.76 0.3 0.14 1 41 1.04 0.08 0 0
20 83.56 20.41 18 17.27 65.59 0.03 59.1 64.09 67.25 0 1.52 0.26 0.12 0.56 0 0 0 0 0
23.25 98.17 24 21.03 20.29 77 0.03 76 79 79.03 0 1.79 0.31 0.14 1 0 0 0 0 0
19 79 19.23 17 16.27 32.39 0.34 60.08 65 68.09 0 2.45 0.38 0.11 1 34.25 4 0.03 0.28 0
22.46 95 23.17 20.32 20 37.17 0.11 76.36 79.53 79.46 0 3 0.45 0.14 1 40.36 2.08 0 0 0
19 79.07 19.32 17 16.34 32.02 0.31 60.2 65 68.22 0 1.73 0.24 0.16 0.53 35 4.01 0 0 0
22.5 95 23.21 20.35 20 37.12 0.07 76.36 79.44 79.4 0 2.82 0.41 0.19 1 40.37 2.09 0 0 0

183
Table A.8a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 2000 jobs and batch size 5)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 7224.87 13668.1 0.41 0.01 0.22 547 977 0 0 0
No 9259.76 16269.6 8.21 2.45 3.71 246 787 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 3025.03 10572.4 35.69 2.54 1.85 104 664 2 0 0
No 2926.12 10340.2 36.49 0.01 0.24 119 763 2 0 0
Buffer Size
Optimisation
yes 51.75 132.85 5.19 2.23 1.91 2 8 0 0 0
No 42.96 71.44 1.05 0.01 0.24 2 5 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 182.01 82.41 7.49 2.43 0.86 6 5 0 0 0
No 154.42 139.07 6.49 0.06 0.22 6 10 0 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 3025.03 10572.4 35.69 2.54 1.85 104 664 2 0 0
No 2926.12 10340.2 36.49 0.01 0.24 119 763 2 0 0
Buffer Size
Optimisation
yes 51.59 67.83 3.83 2.39 1.94 2 4 0 0 0
No 43.66 58.03 0.54 0.01 0.23 2 4 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 50.71 68.15 2.94 1.85 1.71 2 4 0 0 0
No 42.54 57.28 0.56 0.05 0.12 2 4 0 0 0

184
Table A.8b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 2000 jobs and batch
size 5)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
15.22 63.91 15.73 13.82 13.32 69.93 0.71 60.67 65.62 66.51 0 20.54 3.42 2.74 5.25 0 0 0 0 0
35.84 59.26 21.23 24.81 9.54 64.12 0.12 70.71 75.13 90.45 0 40.74 8.13 0.13 0.13 0 0 0 0 0
19.78 83.54 20.41 17.91 17.27 65.57 0.05 59.11 64.11 67.26 0 1.52 0.26 0.12 0.56 0 0 0 0 0
23.25 98.17 23.99 21.03 20.29 76.74 0.03 75.69 78.81 79.03 0 1.79 0.31 0.14 0.66 0 0 0 0 0
19.25 81.28 19.86 17.41 16.8 32.02 0.12 59.68 64.58 67.63 0 1.78 0.25 0.12 0.65 33.85 1.91 0.02 0 0
22.47 94.87 23.18 20.33 19.61 37.75 0.12 76.34 79.52 79.45 0 0.96 0.46 0.14 0.92 39.77 2.04 0 0 0
19.53 81.88 20.12 17.64 17.04 31.11 0.06 58.96 64.32 67.51 0 1.46 0.26 0.12 0.55 34.66 1.72 0.46 0 0
22.84 96.45 23.57 20.66 19.94 36.53 0.03 76.11 79.01 79.41 0 1.75 0.31 0.14 0.65 40.62 1.74 0 0.18 0
19.78 83.54 20.41 17.91 17.27 65.57 0.05 59.11 64.11 67.26 0 1.52 0.26 0.12 0.56 0 0 0 0 0
23.25 98.17 23.99 21.03 20.29 76.74 0.03 75.69 78.81 79.03 0 1.79 0.31 0.14 0.66 0 0 0 0 0
19.13 80.77 19.73 17.31 16.71 32.27 0.16 59.76 64.71 67.73 0 2.08 0.31 0.12 0.65 33.93 2.09 0.1 0 0
22.46 94.84 23.17 20.32 19.61 37.67 0.11 76.36 79.53 79.46 0 2.95 0.45 0.14 0.92 39.86 2.09 0 0 0
18.89 78.75 19.46 17.06 16.47 33.41 0.08 58.38 64.85 67.95 0 2.01 0.35 0.19 0.67 33.02 4.29 1.62 0 0
22.59 95.39 23.3 20.44 19.72 37.76 0.07 76.21 79.13 79.36 0 2.34 0.41 0.19 0.91 39.64 2.18 0.06 0.22 0

185
Table A.9a (Average Queuing Time and Average Queue Size for Before and After Optimisation for 2000 jobs and batch size 10)
Dominant S
olutio
n
Experim
ent T
ype
Mach
ine F
ailu
re
Average Queuing Time Average Queue Size
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Queu
e for M
1
Queu
e for M
2
Queu
e for M
3
Queu
e for M
4
Queu
e for M
5
Before
Optimisation
yes 3547.87 17004.11 16.33 2.45 6.55 104 908 0 0 0
No 2984.67 14883.21 2.96 0.01 0.81 101 916 0 0 0
Lead Tim
e
Job Sequence
Optimisation
yes 3554.28 12407.83 53.09 2.58 2.38 122 779 2 0 0
No 2902.05 10030.81 35.98 2.73 9.74 117 741 2 0 1
Buffer Size
Optimisation
yes 97.07 135.66 7.05 2.32 1.96 3 8 0 0 0
No 81.75 128.59 2.46 0.01 0.24 3 9 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 173.59 211.55 17.18 1.76 1.76 6 13 1 0 0
No 80.41 328.07 11.42 0.01 0.31 3 24 1 0 0
Total In
ven
tory
Holding Cost
Job Sequence
Optimisation
yes 3961.39 10913.21 38.57 2.41 2.02 113 685 2 0 0
No 2733.87 9045.92 38.84 0.01 0.33 111 667 2 0 0
Buffer Size
Optimisation
yes 97.07 135.66 7.05 2.32 1.96 3 8 0 0 0
No 82.24 115.11 2.92 0.01 0.24 3 8 0 0 0
Job Sequence
and Buffer Size
Optimisation
yes 94.48 132.81 7.31 2.19 1.86 3 8 0 0 0
No 80.68 114.06 0.08 0.02 0.22 3 8 0 0 0

186
Table A.9b (% Working, % Waiting, % Changeover and % Blocked for Before and After Optimisation for 2000 jobs and batch
size 10)
% Working % Waiting % Changeover % Blocked
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
M1
M2
M3
M4
M5
16.81 71.12 17.14 15.22 14.72 68.41 0.11 60.12 66.14 65.53 0 14.14 2.21 0.51 4.93 0 0 0 0 0
19.43 81.91 20.11 18.34 16.91 80.62 0.11 77.71 80.62 78.22 0 18.12 2.22 1.01 4.84 0 0 0 0 0
19.79 83.56 20.41 17.91 17.27 65.59 0.02 59.11 64.09 67.25 0 1.52 0.26 0.12 0.56 0 0 0 0 0
23.25 98.17 23.99 21.03 20.29 76.74 0.03 75.69 78.81 79.03 0 1.79 0.31 0.14 0.66 0 0 0 0 0
19.02 80.61 19.69 17.27 16.66 32.88 0.22 59.73 64.71 67.66 0 2.51 0.39 0.12 0.78 33.33 1.76 0 0 0
22.47 94.87 23.18 20.33 19.61 38.37 0.21 76.35 79.52 79.45 0 2.96 0.46 0.14 0.92 39.15 1.95 0 0 0
19.58 82.92 20.19 17.67 17.08 30.77 0.06 59.17 64.31 67.46 0 1.51 0.26 0.12 0.55 34.95 1.28 0 0 0
22.91 96.76 23.64 20.73 20.01 37.61 0.06 76.04 79.11 79.33 0 1.76 0.31 0.14 0.65 33.46 1.41 0 0 0
19.78 83.54 20.41 17.91 17.27 65.57 0.05 59.11 64.11 67.26 0 1.52 0.26 0.12 0.56 113 685 2 0 0
23.24 98.15 23.98 21.03 20.29 76.75 0.05 75.71 78.82 79.04 0 1.78 0.31 0.41 0.66 111 667 2 0 0
19.09 80.61 19.69 17.27 16.66 32.88 0.22 59.73 64.71 67.66 0 2.51 0.39 0.12 0.78 3 8 0 0 0
22.46 94.86 23.18 20.32 19.61 38.31 0.25 76.35 79.52 79.45 0 2.96 0.46 0.14 0.92 3 8 0 0 0
19.33 81.19 19.89 17.46 16.85 33.23 0.06 59.45 64.51 67.56 0 2.11 0.33 0.12 0.69 3 8 0 0 0
22.52 95.11 23.24 20.38 19.66 39.11 0.06 76.18 79.31 79.41 0 2.75 0.56 0.14 0.92 3 8 0 0 0

187
Appendix B – Developed Graphical User Interface for Combinatorial Optimisation (SIM-Prove)
Figure B.1 (Setting the Simulation Parameters for Optimisation Process)

188
Figure B.2 (Genetic Algorithms Optimisation Parameters)

189
Figure B.3 (Genetic Algorithms Optimisation Results)

190
Appendix C – Optimisation Model Implementation
Step 1: Open Simulation Model and Set the Simulation Parameters
1. Set the warm-up period for simulation if required.
2. Set the run time for the simulation model.
3. Set the process batch size for the simulation model.
4. Set the work type for the simulation model.
5. Set the halt limit for simulation model.
6. Set the visible state of model i.e. either true or false.
Step 2: Set the Initial Parameters for the Optimisation Model
1. Set population size i.e. 20.
2. Set number of generations i.e. 100.
3. Set initial crossover rate i.e. 70% (Subjected to change as solution evolves).
4. Set number of inverted solutions i.e. 1.
5. Set number of elite solutions i.e. 2.
6. Set number of mutated solutions i.e. 3 (Derived from crossover rate).
7. Set the optimisation criteria i.e. either buffer size or job sequence or both.
8. Set the fitness function lead time and total inventory holding cost.

191
Step 3: Run Genetic Algorithms Optimisation Framework
1. Generate initial population of buffer size and job sequence.
2. Evaluate each individual from the population. Here evaluation is based on the
model developed in the Simul8.
3. Sort the results according to the fitness functions, where fitness functions are
transformed to single objective using random weights for sorting.
4. Use genetic operators to generate the next generation according to the set
parameters;
4.1 Elitism.
4.2 Crossover.
4.3 Mutation.
4.4 Inversion.
5. Save two Elite Solutions from each generation.
6. If stopping criteria is reached then,
6.1 Display results.
6.2 Copy and save results to file.
7. Else go to Step 1.