imuthane handling. do’s and don’t’s of urethane processing i stepdo’sdon’t’s material...
TRANSCRIPT

IMUTHANE Handling

Do’s and Don’t’s of Urethane Processing I
Step Do’s Don’t’s
Material Receipt
Check Containers for Proper LabelsCheck for Damage
Accept without InspectionAccept Damaged Goods
Material Storage
Protect Against HeatProtect Against Moisture
Expose to RainExpose to HeatLeave Bungs Loose

Common Manufacturing Problems Caused by Moisture or Heat History
Bubbles Slow hardness build-up → long demold time Low hardness Incorrect physical / dynamic properties Unusual appearance (change in clarity)
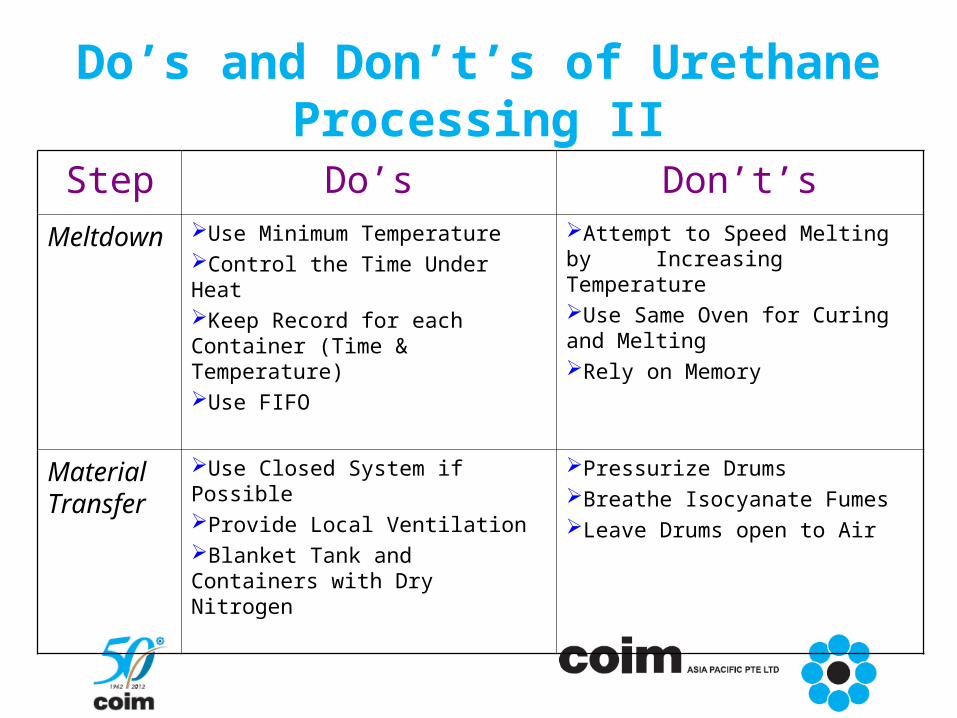
Do’s and Don’t’s of Urethane Processing II
Step Do’s Don’t’sMeltdown Use Minimum Temperature
Control the Time Under HeatKeep Record for each Container (Time & Temperature)Use FIFO
Attempt to Speed Melting by Increasing TemperatureUse Same Oven for Curing and MeltingRely on Memory
Material Transfer
Use Closed System if PossibleProvide Local VentilationBlanket Tank and Containers with Dry Nitrogen
Pressurize DrumsBreathe Isocyanate FumesLeave Drums open to Air
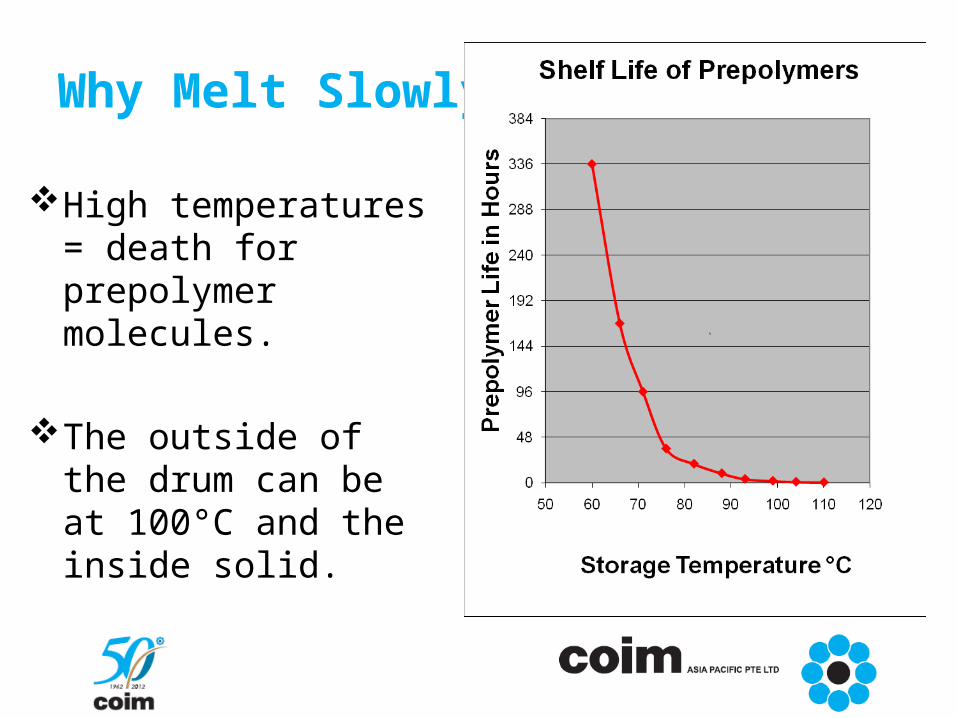
Why Melt Slowly?
High temperatures = death for prepolymer molecules.
The outside of the drum can be at 100°C and the inside solid.
Heat HistoryToo much heat on prepolymer before use Happens during storage, melting, and in processing tank.
Repeated heating of the same container causes the worst problems.
Gives inferior product (low hardness and other properties). Use lowest possible temperatures and times. Lower temperature and longer time is better than higher
temperature for shorter time. Melt containers of solid prepolymers completely before use. Keep records
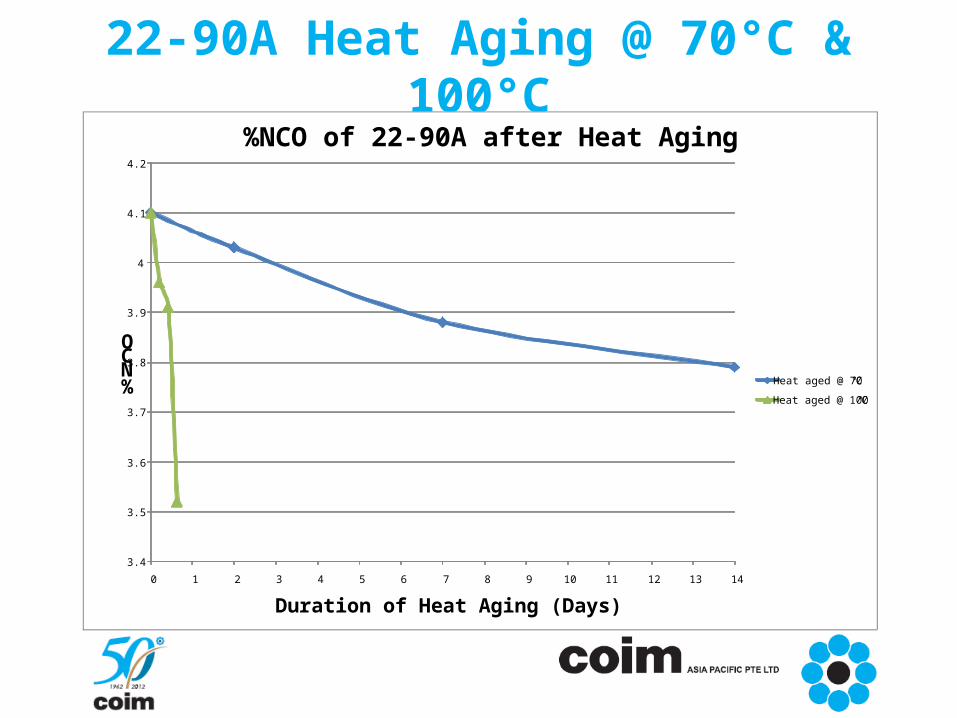
22-90A Heat Aging @ 70°C & 100°C
3.4
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
%NCO
Duration of Heat Aging (Days)
%NCO of 22-90A after Heat Aging
Heat aged @ 70°C
Heat aged @ 100°C

22-90A Heat Aging @ 70°C & 100°C
0
10000
20000
30000
40000
50000
60000
70000
80000
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Viscosity (cPs)
Duration of Heat Aging (Days)
Viscosity of 22-90A @ 30C after Heat Aging
Heat aged @ 70°C
Heat aged @ 100°C

22-90A Heat Aging @ 70°C & 100°C
60
65
70
75
80
85
90
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Hardness (Shore A)
Duration of Heat Aging (Days)
Hardness of 22-90A after Heat Aging
Heat aged @ 70°C
Heat aged @ 100°C
Slow Hardness Build-Up
Slow hardness build-up can be caused by Heat History of prepolymer, but keep in mind there are other potential causes:
Material mixed off-ratio Wrong catalyst / level Mold / Material Temperature too Low

Moisture ContaminationMoisture from air gets into Prepolymer, Curative or
Additives.Moisture reacts with the NCO group, forming CO2
(carbon dioxide) which generates bubbles.Prevention:
Keep containers closed and under nitrogen;Avoid paper containers and wooden stirrers;Check moisture content of additives;Use closed system when possible;Microwave heating minimizes heat and air exposure.

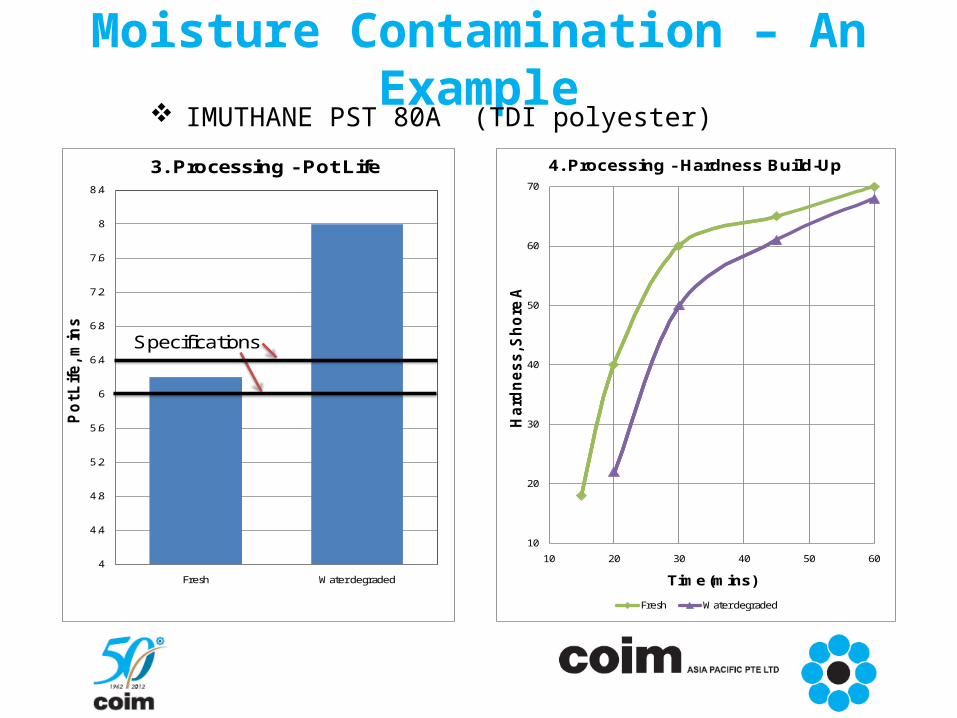
Moisture Contamination – An Example IMUTHANE PST 80A (TDI polyester)
3
3.05
3.1
3.15
3.2
3.25
3.3
3.35
3.4
3.45
3.5
3.55
3.6
Fresh Water degraded
%N
CO
1. Quality Control - %NCO
Specifications
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
Fresh Water degraded
Vis
co
sit
y, c
Ps
2. Quality Control - Viscosity
Specifications
Moisture Contamination – An Example IMUTHANE PST 80A (TDI polyester)
4
4.4
4.8
5.2
5.6
6
6.4
6.8
7.2
7.6
8
8.4
Fresh Water degraded
Po
t Lif
e, m
ins
3. Processing - Pot Life
Specifications
10
20
30
40
50
60
70
10 20 30 40 50 60
Ha
rdn
es
s, S
ho
re A
Time (mins)
4. Processing - Hardness Build-Up
Fresh Water degraded
Moisture Contamination – How to Avoid
When opening drums / pails to remove material, close them again as soon as possible
Use dry nitrogen purge whenever closing containers
Do not use wooden stirrers or paper cups
Avoid humid atmospheres wherever possible
Bubbles
Bubbles can be caused by Moisture Contamination, but keep in mind there are other potential causes:
Incomplete Degassing Pouring Technique Solvent Leak (Machine Processing)