indonesia australia partnership for skills development · web viewgambaran umum tentang program...
TRANSCRIPT

Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0752
TEKNIK FABRIKASI-1(Fabrication Technique-1)
( April 2002 )

Daftar IsiBAB 1 PENGANTAR..........................................................................................................1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
BAB 2 ARAHAN BAGI PELATIH.......................................................................................5
Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................5Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
BAB 3 STANDAR KOMPETENSI.......................................................................................7
Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Kompetensi dan Kriteria Unjuk Kerja...........................................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................9Konteks Penilaian......................................................................................................10Aspek Penting Penilaian............................................................................................10Keterkaitan dengan Unit Lain.....................................................................................10Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini................................10Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.....10
BAB 4 STRATEGI PENYAJIAN.......................................................................................11
A Rencana Materi..................................................................................................11B Cara Mengajarkan Standar Kompetensi............................................................13C Materi Pendukung untuk Pelatih.........................................................................17
Lembar Informasi............................................................................................18Tugas..............................................................................................................50Transparansi...................................................................................................65
BAB 5 CARA MENILAI UNIT INI.......................................................................................81
Apa yang Dimaksud dengan Penilaian ?...................................................................81Apa yang Dimaksud dengan Kompeten?..................................................................81Pengakuan Kompetensi yang Dimiliki........................................................................81Kualifikasi Penilai.......................................................................................................81Ujian yang Disarankan...............................................................................................82Checklist yang Disarankan Bagi Penilai....................................................................91Lembar Penilaian.......................................................................................................92
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Daftar Isi
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan : kebutuhan peserta pelatihan persyaratan-persyaratan organisasi waktu yang tersedia untuk pelatihan situasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan menamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai peserta, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHTOverhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standar-standar yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standar yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standar yang sudah ditetapkan.
Aspek Penting Penilaian
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Menerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks PenilaianMenetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
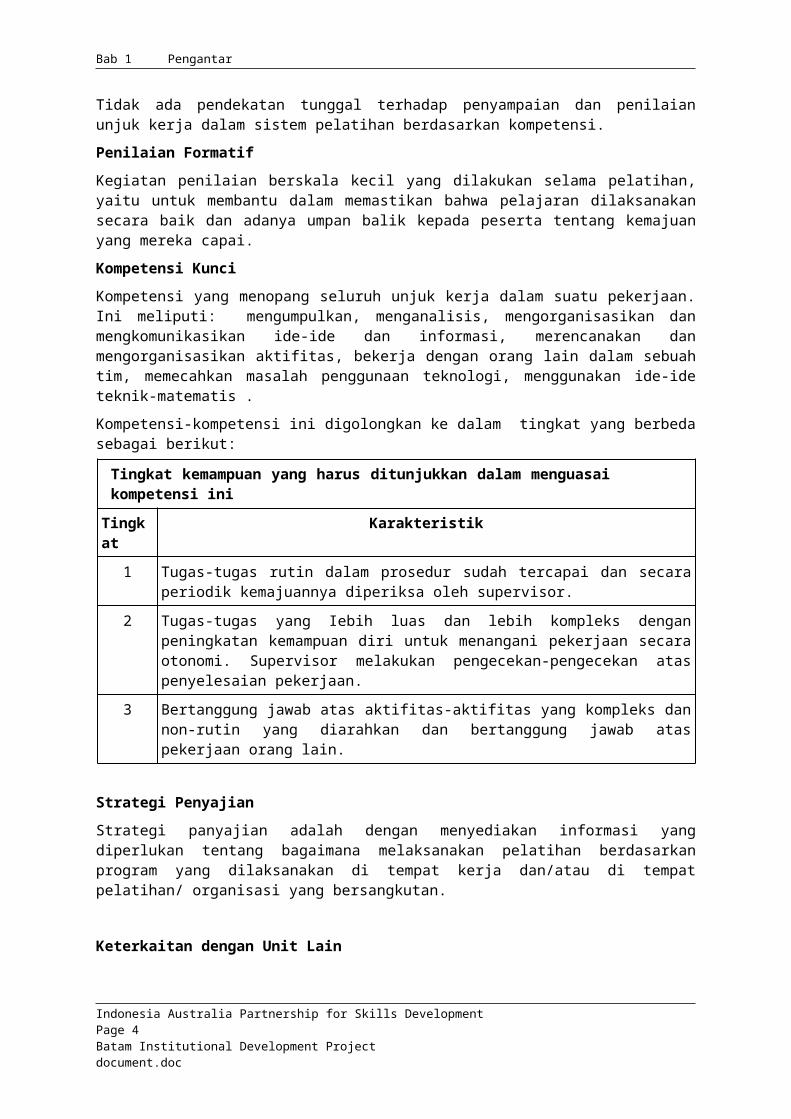
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit Lain
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc
Tingkat kemampuan yang harus ditunjukkan dalam menguasai kompetensi ini
Tingkat Karakteristik
1 Tugas-tugas rutin dalam prosedur sudah tercapai dan secara periodik kemajuannya diperiksa oleh supervisor.
2 Tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan diri untuk menangani pekerjaan secara otonomi. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Bertanggung jawab atas aktifitas-aktifitas yang kompleks dan non-rutin yang diarahkan dan bertanggung jawab atas pekerjaan orang lain.

Bab 1 Pengantar
Menerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc
Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik? Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkupan situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka ) tugas-tugas praktik melalui media (video, referensi, dll ) kerja kelompok kunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: Sheet Metal Technologi
Pengarang: Budzik, Richard s.
Penerbit: Bobbs-Merrill Education Publishing Indianapolis
Tahun Terbit: 1980
Judul: Fabrication Techniques
Pengarang: Departement of Education and Training
TAFE - NSW
Penerbit: Manufacturing and Engineering Education Services Devision
Southern Sydney Institute NSW
Tahun Terbit: 1997
Judul: Kerja Pelat 1
Pengarang: Drs. Rizal Sani
Penerbit: PPPG Teknologi Bandung
Tahun Terbit: 1997
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau peserta untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihan mengidentifikasikan apa yang telah dikerjakan peserta pelatihan memeriksa kemajuan peserta pelatihan meyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk
kerja telah dimasukkan dalam pelatihan dan penilaian.
Judul UnitTeknik Fabrikasi-1
Deskripsi Unit Unit ini merupakan unit dasar yang bertujuan untuk mempersiapkan seorang teknisi di bidang fabrikasi logam agar memiliki pengetahuan, keterampilan dan sikap kerja tentang persiapan pekerjaan fabrikasi, penggunaan alat-alat potong, bahan-bahan fabrikasi dan metode-metode penyambungan serta mesin-mesin yang digunakan pada pekerjaan fabrikasi serta penerapannya di industri.
Kemampuan Awal Menggambar Teknik Mesin Peralatan Tangan dan Mesin-mesin Ringan
Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Menjelaskan proses-proses persiapan perjaan fabrikasi .
1.1 Urutan proses produksi dan keterampilan-keterampilan yang diperlukan untuk pekerjaan fabrikasi dijelaskan.
1.2 Proses-proses persiapan pekerjaan fabrikasi dan penggunaan alat-alatnya dijelaskan dan diterapkan.
2.0 Menjelaskan dan menggunakan alat-alat potong yang digunakan pada pekerjaan fabrikasi.
2.1 Penggunaan dan pemilihan daun gergaji tangan serta keselamatan penggunaannya diuraikan.
2.2 Penggunaan macam-macam gunting serta keselamatan penggunaannya diuraikan dan diterapkan.
2.3 Penggunaan macam-macam kikir dan pahat serta keselamatan penggunaannya diuraikan.
3.0 Menjelaskan bahan-bahan yang dipakai pada pekerjaan fabrikasi.
3.1 Macam-macam bahan/ logam ferro dan non-ferro diidentifikasi
3.2 Spesifikasi dan penggunaan bahan untuk pekerjaan fabrikasi dijelaskan.
4.0 Menjelaskan dan menerapkan metode-metode penyambungan pada pekerjaan fabrikasi.
4.1 Metode-metode penyambungan pada pekerjaan fabrikasi logam dijelaskan.
4.2 Teknik-teknik penyambungan yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Sub Kompetensi / Elemen Kriteria Unjuk Kerja
5.0 Menjelaskan dan menerapkan penggunaan mesin-mesin yang dipakai pada pekerjaan fabrikasi.
5.1 Mesin-mesin yang digunakan pada pekerjaan fabrikasi logam diidentifikasi dan dijelaskan.
5.2 Pengoperasian mesin-mesin yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta keterampilan untuk keahlian teknik fabrikasi .
a. Sasarannya adalah berbagai produk fabrikasi yang secara luas digunakan di bengkel pada industri-industri manufaktur di linkungan Pulau Batam dan Bintan serta Indonesia umumnya.
b. Penekanan dari unit ini adalah hal-hal yang mendasari pengetahuan dan keterampilan tentang penggunaan berbagai alat dan mesin untuk keperluan pekerjaan fabrikasi di dunia industri/ manufaktur.
c. Pelatihan dapat dilaksanakan di ruang kelas dan/ atau bengkel atau di industri / lembaga diklat yang relevan dengan persyaratan ;
Tersedia ruang kelas dan bengkel kerja pelat dan ruang guru yang sebaiknya saling berdekatan.
Tersedia alat-alat tangan dan mesin-mesin fabrikasi.
Tersedia sumber-sumber belajar dan media pembelajaran.
Lingkungan belajar yang sehat dan aman dengan ventilasi/ sirkulasi udara yang memadai.
Pencahayaan yang cukup.
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc
Bab 3 Standar Kompetensi
Pengetahuan dan Keterampilan PokokPokok-pokok pengetahuan dan keterampilan yang harus dinilai penguasaan dan penampilannya adalah sebagai berikut :
Proses-proses persiapan pekerjaan fabrikasi :- membaca gambar teknik - merancang pekerjaan- menghitung penggunaan bahan- menerapkan teknik-teknik melukis/ menandai- membuat pola/ mal
Penerapan/ latihan membuat pola
Alat-alat potong :- gergaji tangan - gunting- kikir- pahat
Penerapan / latihan penggunaan alat-alat potong
Bahan-bahan fabrikasi :- ferro- non ferro
Spesifikasi dan penggunaan bahan
Metode-metode penyambungan :- sambungan keling - sambungan sekrup- self tapping dan self drilling- sambungan baut-mur- sambungan lipat- sambungan las
Penerapan/ latihan peyambungan
Mesin-mesin fabrikasi :- mesin potong ( guillotine )- mesin pelubang dan potong universal- mesin nibler- gergaji bundar dan grinda potong- gergaji mesin- mesin pres- mesin bor- mesin lipat- mesin rol
Penerapan/ latihan pengoperasian mesin-mesin fabrikasi
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh lembaga pelatihan, asosiasi atau industri tempat bekerja. Penilaian seharusnya meliputi penilaian pokok-pokok pengetahuan dan keterampilan serta penilaian kemampuan unjuk kerja dengan beberapa metoda penilaian.
Aspek Penting PenilaianFokus penilaian unit ini akan tergantung pada kebutuhan sektor industri yang mencakup dalam program pelatihan, yaitu :
Adanya integrasi antara teori-praktik. Penekanan pelatihan adalah pemahaman secara utuh terhadap materi
serta pengaplikasiannya dalam pekerjaan pelat. Metode-metode penilain sebaiknya terdiri dari proses dan penerapan. Aplikasi seharusnya berhubungan dengan kegiatan penganalisaan suaru
pekerjaan konstruksi las dan fabrikasi logam.
Keterkaitan dengan Unit LainUnit ini merupakan unit dasar yang membekali pengetahuan untuk memudahkan pemahaman pada unit-unit lain atau yang akan dipelajari pada tingkat berikutnya.
Kondisi unjuk kerja akan membantu memenuhi maksud ini. Sedangkan untuk penyelenggaraan pelatihan bagi industri yang khusus, perlu diupayakan pelatihan khusus juga agar apa yang dibutuhkan industri tersebut dapat dipenuhi.
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, Mengelola dan Menganalisa Informasi
1 Menggunakan Ide-ide dan Teknik Matematika
2
Mengkomunikasikan Ide-ide dan Inforrnasi
1 Memecahkan Masalah 2
Merencanakan dan Mengorganisir Aktifitas-aktifitas
2 Menggunakan Teknologi 1
Bekerja dengan Orang Lain dan Kelompok
2
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
BAB 4 STRATEGI PENYAJIAN
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan1.0 Menjelaskan proses-proses
persiapan perjaan fabrikasi .1.1 Urutan proses produksi dan
keterampilan-keterampilan yang diperlukan untuk pekerjaan fabrikasi dijelaskan.
1.2 Proses-proses persiapan pekerjaan fabrikasi dan penggunaan alat-alatnya dijelaskan dan diterapkan.
Proses-proses persiapan pekerjaan fabrikasi :- membaca gambar teknik - merancang pekerjaan- menghitung penggunaan bahan- menerapkan teknik-teknik melukis/
menandai- membuat pola/ malPenerapan/ latihan membuat pola
Penyajian Tanya-jawab Latihan
Handout OHT Tugas
2.0 Menjelaskan dan menggunakan alat-alat potong yang digunakan pada pekerjaan fabrikasi.
2.1 Penggunaan dan pemilihan daun gergaji tangan serta keselamatan penggunaannya diuraikan.
2.2 Penggunaan macam-macam gunting serta keselamatan penggunaannya diuraikan dan diterapkan.
2.3 Penggunaan macam-macam kikir dan pahat serta keselamatan penggunaannya diuraikan.
Penggunaan alat-alat potong :- gergaji tangan - gunting- kikir- pahatPenerapan / latihan penggunaan alat-alat potong
Penyajian Tanya jawab Demonstrasi Latihan
Handout OHT Tugas
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan3.0 Menjelaskan bahan-bahan yang
dipakai pada pekerjaan fabrikasi.
3.1 Macam-macam bahan/ logam ferro dan non-ferro diidentifikasi
3.2 Spesifikasi dan penggunaan bahan untuk pekerjaan fabrikasi dijelaskan.
Bahan-bahan fabrikasi :- ferro- non ferroSpesifikasi dan penggunaan bahan
Penyajian Tanya jawab Diskusi
Handout OHT
4.0 Menjelaskan dan menerapkan metode-metode penyambungan pada pekerjaan fabrikasi.
4.1 Metode-metode penyambungan pada pekerjaan fabrikasi logam dijelaskan.
4.2 Teknik-teknik penyambungan yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Metode-metode penyambungan :- sambungan keling - sambungan sekrup- self tapping dan self drilling- sambungan baut-mur- sambungan lipat- sambungan lasPenerapan/ latihan peyambungan
Penyajian Tanya jawab i Demonstras Latihan
Handout OHT Tugas
5.0 Menjelaskan dan menerapkan penggunaan mesin-mesin yang dipakai pada pekerjaan fabrikasi.
5.1 Mesin-mesin yang digunakan pada pekerjaan fabrikasi logam diidentifikasi dan dijelaskan.
5.2 Pengoperasian mesin-mesin yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Mesin-mesin fabrikasi :- mesin potong ( guillotine )- mesin pelubang dan potong universal
- mesin nibler- gergaji bundar dan grinda potong- gergaji mesin- mesin pres- mesin bor- mesin lipatPenerapan/ latihan pengoperasian mesin-mesin fabrikasi
Penyajian Tanya jawab i Demonstras Latihan
Handout OHT Tugas
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
1.1 Urutan proses produksi dan keterampilan-keterampilan yang diperlukan untuk pekerjaan fabrikasi dijelaskan.
Pelatih/ instruktor menjelaskan tentang urutan proses produksi dan keterampilan-keterampilan yang diperlukan untuk pekerjaan fabrikasi, mulai dari membaca gambar teknik sampai dengan membuat pola..
HO 2
OHT 1 s.d. 6
1.2 Proses-proses persiapan pekerjaan fabrikasi dan penggunaan alat-alatnya dijelaskan dan diterapkan.
Pelatih/ instruktor menerangkan dan memberi tugas-tugas tentang proses-proses persiapan pekerjaan fabrikasi dan penggunaan alat-alatnya, a.l. : aplikasi gambar konstruksi dan membuat pola.
HO 2 s.d. 9
Tugas 1 & 2
OHT 1 s.d. 6
2.1 Penggunaan dan pemilihan daun gergaji tangan serta keselamatan penggunaannya diuraikan.
Pelatih/ instruktor menerangkan, mendemonstrasikan dan memberi tugas tentang penggunaan dan pemilihan daun gergaji tangan serta keselamatan penggunaannya.
HO 10 s.d. 11
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
Tugas 4 s.d. 6
OHT 7
2.2 Penggunaan macam-macam gunting serta keselamatan penggunaannya diuraikan dan diterapkan.
Pelatih/ instruktor menerangkan, mendemonstrasikan dan memberi tugas tentang penggunaan macam-macam gunting serta keselamatan penggunaannya
HO 11 s.d. 13
Tugas 4
OHT 7
2.3 Penggunaan macam-macam kikir dan pahat serta keselamatan penggunaannya diuraikan.
Pelatih/ instruktor menjelaskan tentang penggunaan macam-macam kikir dan pahat serta keselamatan penggunaannya
HO 13 s.d. 15
Tugas 3 s.d. 6
OHT 7
3.1 Macam-macam bahan/ logam ferro dan non-ferro diidentifikasi
Pelatih/ instruktor menerangkan tentang macam-macam bahan/ logam ferro dan non-ferro yang dipakai pada pekerjaan fabrikasi.
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
HO 16
OHT 8
3.2 Spesifikasi dan penggunaan bahan untuk pekerjaan fabrikasi dijelaskan.
Pelatih/ instruktor menerangkan tentang spesifikasi dan penggunaan bahan untuk pekerjaan fabrikasi.
HO 16 s.d 18
OHT 8 & 9
4.1 Metode-metode penyambungan pada pekerjaan fabrikasi logam dijelaskan.
Pelatih/ instruktor menerangkan tentang berbagai metode penyambungan pada pekerjaan fabrikasi logam.
HO 19 s.d. 23
OHT 10
4.2 Teknik-teknik penyambungan yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Pelatih/ instruktor mendemonstrasikan dan memberi tugas-tugas tentang aplikasi penggunaan sambungan pada pekerjaan fabrikasi logam.
Tugas 3 s.d. 6
5.1 Mesin-mesin yang digunakan pada pekerjaan fabrikasi logam diidentifikasi dan dijelaskan.
Pelatih/ instruktor menerangkan tentang mesin-mesin yang digunakan pada pekerjaan fabrikasi logam.
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki peserta.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada peserta?
HO 24 s.d. 32
OHT 11 s.d. 16
5.2 Pengoperasian mesin-mesin yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Pelatih/ instruktor mendemonstrasikan dan memberi tugas-tugas tentang pengoperasian mesin-mesin yang relevan dengan pekerjaan fabrikasi logam
Tugas 3 s.d. 6
Indonesia Australia Partnership for Skills Development Page 16Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian C Materi Pendukung untuk Pelatih
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
Lembar Informasi HO 1
TEKNIK FABRIKASI-1(Fabrication Technique-1)
BSDC-0752
Nama Peserta : ……………………No. Identitas : ………..…
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 2
1. PROSES-PROSES PERSIAPAN PEKERJAAN FABRIKASI Pada industri fabrikasi logam, baik pekerjaan fabrikasi ringan ataupun pekerjaan fabrikasi berat (light and heavy fabrication) secara umum adalah sama, di mana jenis bahan, alat-alat tangan dan mesin-mesin yang digunakan relatif sama. Namun demikian, perbedaan yang spesifik dapat dilihat dari penggunaan bahan dan kapasitas/ kemampuan mesin.
Industri yang melakukan pekerjaan fabrikasi ringan menggunakan bahan dengan ketebalan sampai 3mm, sedang pada pekerjaan fabrikasi berat menggunakan tebal bahan di atas 3mm. Adapun penggunaan mesin-mesin pada keduanya sepintas adalah sama, tetapi kapasitas dan teknik-teknik pengaturannya berbeda.
Adapun proses-proses persiapan pekerjaan fabrikasi ( produksi ) dan keterampilan-keterampilan yang dibutuhkan di industri-industri di bidang fabrikasi secara umum meliputi :
Membaca gambar teknik
Merancang pekerjaan
Menghitung penggunaan bahan yang akan dipotong
Menerapkan teknik-teknik melukis/ menandai
Membuat pola/ mal
a. Membaca Gambar TeknikSemua pekerjaan pada pekerjaan fabrikasi dimulai dari gambar. Gambar tersebut dapat berupa gambar kerja lengkap ataupun hanya gambar sket saja yang menginformasikan segala sesuatu tentang pekerjaan yang akan dikerjakan, antara lain :
Dimensi ukuran
Jenis dan ukuran bahan serta bagian-bagian
Spesifikasi dan toleransi
Finishing
Standar gambar
Kemungkinan penggantian/ perubahan gambar
b. Merancang Pekerjaan Untuk mengerjakan suatu pekerjaan fabrikasi, hal-hal yang perlu dilakukan adalah sebagai berikut :
Membaca gambar kerja
Mengidentifikasi pekerjaan-pekerjaan yang akan dilakukan
Mengatur penggunaan perlengkapan kerja, alat-alat tangan dan bahan
Menentukan urutan pekerjaan
Membuat gambar kerja atau model
Membuat mal atau pola
HO 3
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
c. Menghitung Penggunaan Bahan yang akan DipotongAda tiga metode yang dipakai dalam menghitung penggunaan bahan yang akan dipotong :
Ukuran keseluruhan atau ukuran luar
Ukuran dalam
Ukuran nominal
Dengan dasar, bahwa semua pekerjaan fabrikasi harus dibuat dengan mengacu pada spesifikasi dan sesuai dengan toleransi yang ditentukan, maka harus diyakinkan hal-hal berikut ini :
Kesesuaian dengan disaian/ gambar kerja
Tiap-tiap bagian yang dikerjakan cocok satu sama lainnya secara akurat.
Kemudahan dalam memasang dan merakit.
Sedangkan pada spesifikasi pekerjaan, perlu dijelaskan tentang apa yang harus dikerjakan, antara lain :
Kualitas hasil pekerjaan yang dibutuhkan.
Kualitas pengecatan ( jika perlu )
Kualitas pengelasan yang diperlukan
Pengujian yang diperlukan.
Adapun penerapan toleransi pada pekerjaan fabrikasi sangat beragam, sehingga harus mengacu pada spesifikasi yang telah ditentukan. Sebagai contoh : jika ukuran akhir sebuah komponen 1850 mm dan toleransinya adalah 1mm, maka ukuran yang diperbolehkan pada komponen tersebut adalah antara 1849 – 1851 mm.
d. Menerapkan Teknik-teknik Melukis/ Menandai Semua alat ukur yang digunakan dalam melukis atau menandai pada bahan harus alat-alat ukur yang mempunyai akurasi tinggi dan sesuai dengan spesifikasi yang diminta. Hal ini akan sangat berpengaruh terhadap hasil pengukuran itu sendiri dan hasil benda kerja secara keseluruhan.
Pengaruh yang sama juga dapat terjadi karena penyimpangan/ ketepatan ( keakurasian ) dalam melukis garis sumbu, penggunaan siku pada sudut bahan atau dalam menentukan garis dasar pengukuran, penempatan bahan atau komponen, penyimpangan pemotongan dan lain-lain.
Untuk menghindari kesalahan-kesalahan dalam menerapkan teknik-teknik melukis/ menandai, maka dapat diterapkan metode-metode pengukuran, antara lain adalah pengukuran dengan satu patokan ( datum point ) dan penerapan teknik-teknik konstruksi geometris.
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 4
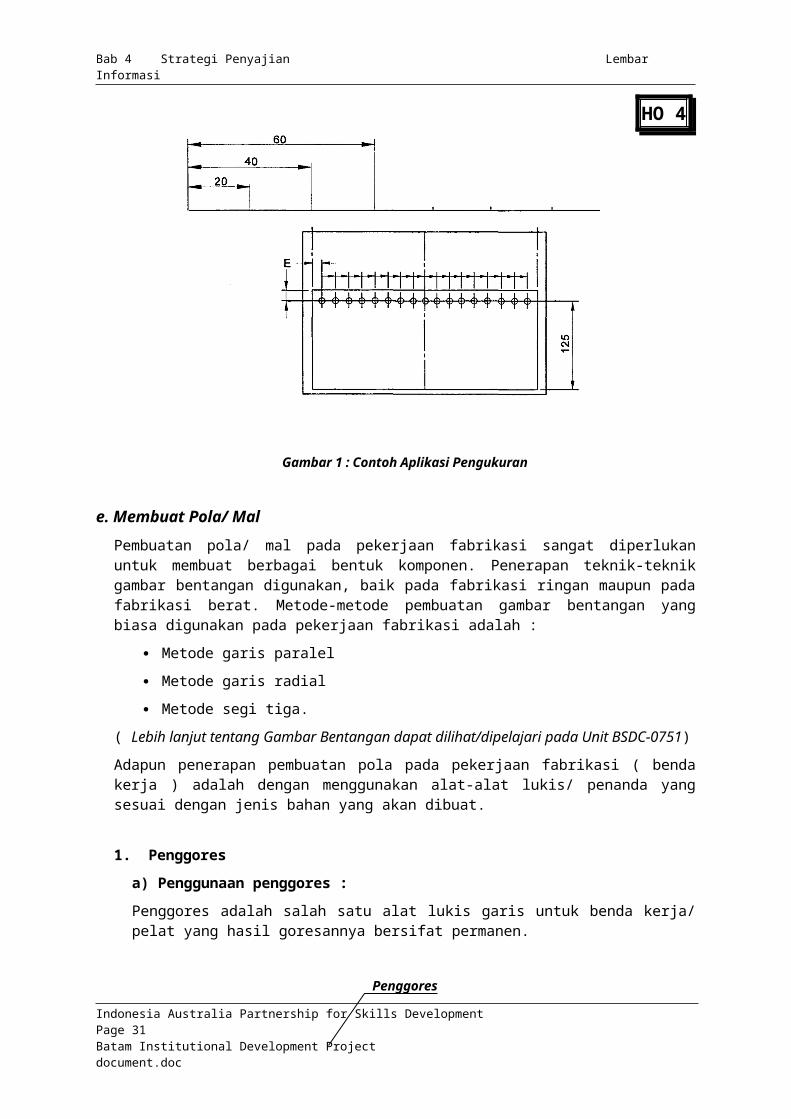
Gambar 1 : Contoh Aplikasi Pengukuran
e. Membuat Pola/ Mal Pembuatan pola/ mal pada pekerjaan fabrikasi sangat diperlukan untuk membuat berbagai bentuk komponen. Penerapan teknik-teknik gambar bentangan digunakan, baik pada fabrikasi ringan maupun pada fabrikasi berat. Metode-metode pembuatan gambar bentangan yang biasa digunakan pada pekerjaan fabrikasi adalah :
Metode garis paralel
Metode garis radial
Metode segi tiga.
( Lebih lanjut tentang Gambar Bentangan dapat dilihat/dipelajari pada Unit BSDC-0751)
Adapun penerapan pembuatan pola pada pekerjaan fabrikasi ( benda kerja ) adalah dengan menggunakan alat-alat lukis/ penanda yang sesuai dengan jenis bahan yang akan dibuat.
1. Penggoresa) Penggunaan penggores :Penggores adalah salah satu alat lukis garis untuk benda kerja/ pelat yang hasil goresannya bersifat permanen.
Penggores
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 5
Penggunaan yang salah Penggunaan yang benar
Gambar 2 : Penggores dan Contoh Penggunaan
b) Keterbatasan penggunaan penggores :- Sulit terlihat, bila untuk pekerjaan pemotongan dengan gas.
- Perlu pengecatan ulang pada permukaan benda kerja, bila terjadi kesalahan garis.
- Dapat menimbul karat, walaupun pada bahan berlapis stainless steel.
- Hanya disarankan untuk digunakan pada bahan ferro
2. Kapur Teknik ( Engineers Chalk )Kapur teknik adalah jenis kapur yang relatif keras dan dapat diruncing ulang serta hasil goresannya bersifat non-permanen ( dapat dihapus ). Hampir semua jenis bahan dapat dilukis dengan kapur teknik ini, termasuk untuk garis potong pada pemotongan dengan gas.
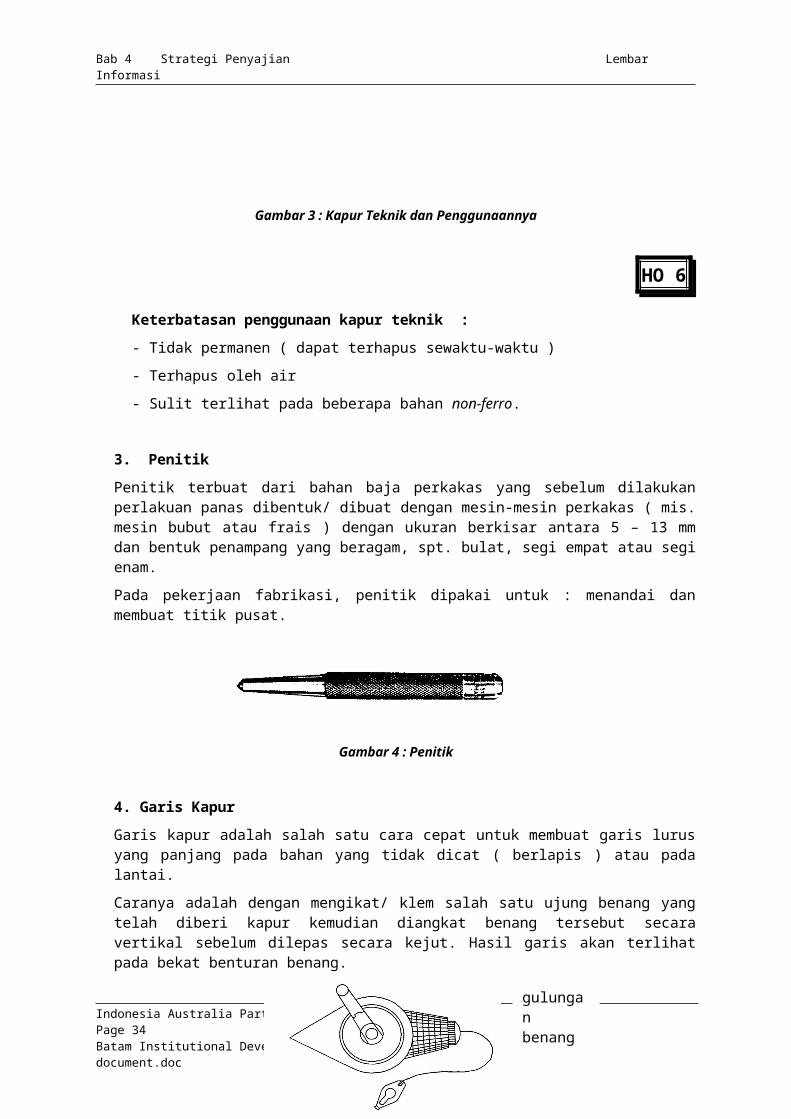
Gambar 3 : Kapur Teknik dan Penggunaannya
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc
penggorespenggorespenggores
bagian yang runcing
ukuranmistar baja

Bab 4 Strategi Penyajian Lembar Informasi
HO 6
Keterbatasan penggunaan kapur teknik :- Tidak permanen ( dapat terhapus sewaktu-waktu )
- Terhapus oleh air
- Sulit terlihat pada beberapa bahan non-ferro.
3. PenitikPenitik terbuat dari bahan baja perkakas yang sebelum dilakukan perlakuan panas dibentuk/ dibuat dengan mesin-mesin perkakas ( mis. mesin bubut atau frais ) dengan ukuran berkisar antara 5 – 13 mm dan bentuk penampang yang beragam, spt. bulat, segi empat atau segi enam.
Pada pekerjaan fabrikasi, penitik dipakai untuk : menandai dan membuat titik pusat.
Gambar 4 : Penitik
4. Garis KapurGaris kapur adalah salah satu cara cepat untuk membuat garis lurus yang panjang pada bahan yang tidak dicat ( berlapis ) atau pada lantai.
Caranya adalah dengan mengikat/ klem salah satu ujung benang yang telah diberi kapur kemudian diangkat benang tersebut secara vertikal sebelum dilepas secara kejut. Hasil garis akan terlihat pada bekat benturan benang.
Gambar 5 : Penggunaan Garis Kapur
Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc
benang
siku
pengikat
gulungan benang

Bab 4 Strategi Penyajian Lembar Informasi
HO 7
Keterbatasan penggunaan garis kapur :- Tidak permanen ( dapat terhapus sewaktu-waktu )
- Garis yang terbentuk bisa lebar atau ganda
- Kurang akurat, jika kurang terlatih atau terlalu panjang
- Hanya dapat diterapkan pada bahan yang rata
- Sulit terlihat pada beberapa bahan non-ferro
Berikut ini adalah alat-alat yang dipergunakan untuk melukis pada benda kerja dan membuat pola/ mal :
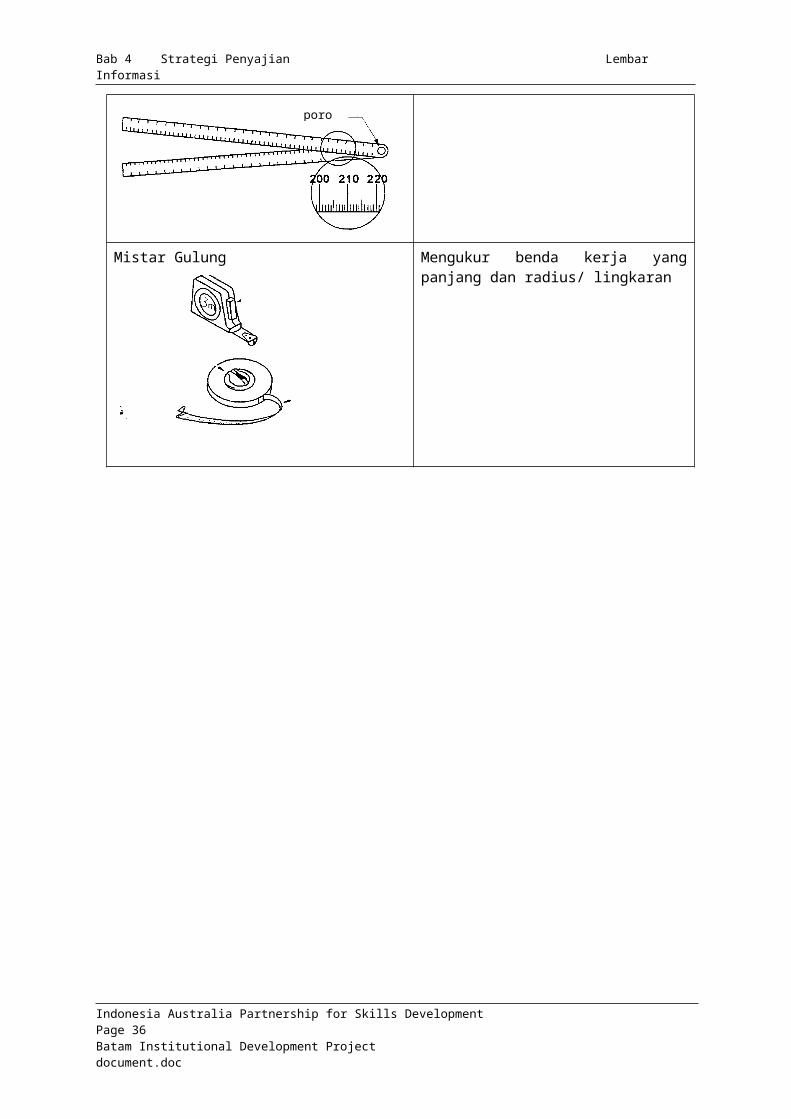
NAMA ALAT PENGGUNAANMistar Baja Mengukur dan menarik garis
Mistar Lipat Mungukur dan memindahkan sudut
Mistar Gulung Mengukur benda kerja yang panjang dan radius/ lingkaran
Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc
poros

Bab 4 Strategi Penyajian Lembar Informasi
HO 8
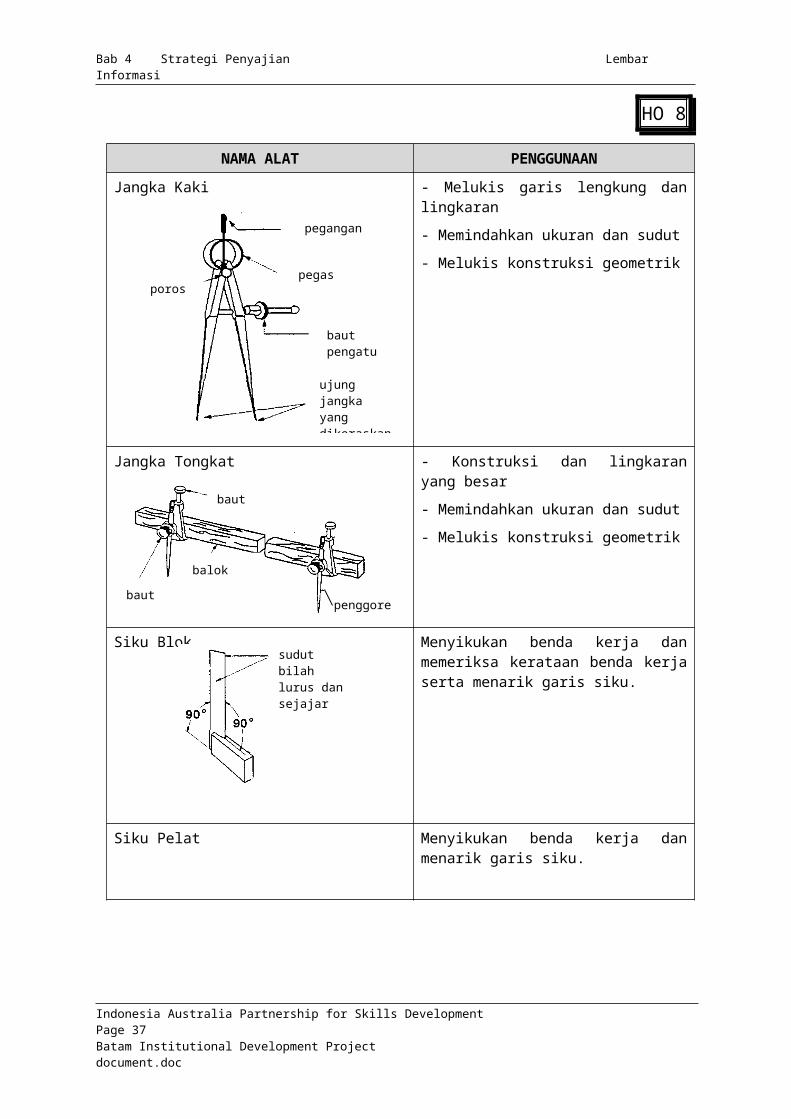
NAMA ALAT PENGGUNAANJangka Kaki - Melukis garis lengkung dan lingkaran
- Memindahkan ukuran dan sudut
- Melukis konstruksi geometrik
Jangka Tongkat - Konstruksi dan lingkaran yang besar
- Memindahkan ukuran dan sudut
- Melukis konstruksi geometrik
Siku Blok Menyikukan benda kerja dan memeriksa kerataan benda kerja serta menarik garis siku.
Siku Pelat Menyikukan benda kerja dan menarik garis siku.
HO 9
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc
pegangan
pegasporos
baut pengatur
ujung jangka yang dikeraskan dan tempere
baut pengikat
balok kayu
baut pengaturpenggores
sudut bilah lurus dan sejajar
sudut bilah lurus dan sejajar
Bab 4 Strategi Penyajian Lembar Informasi
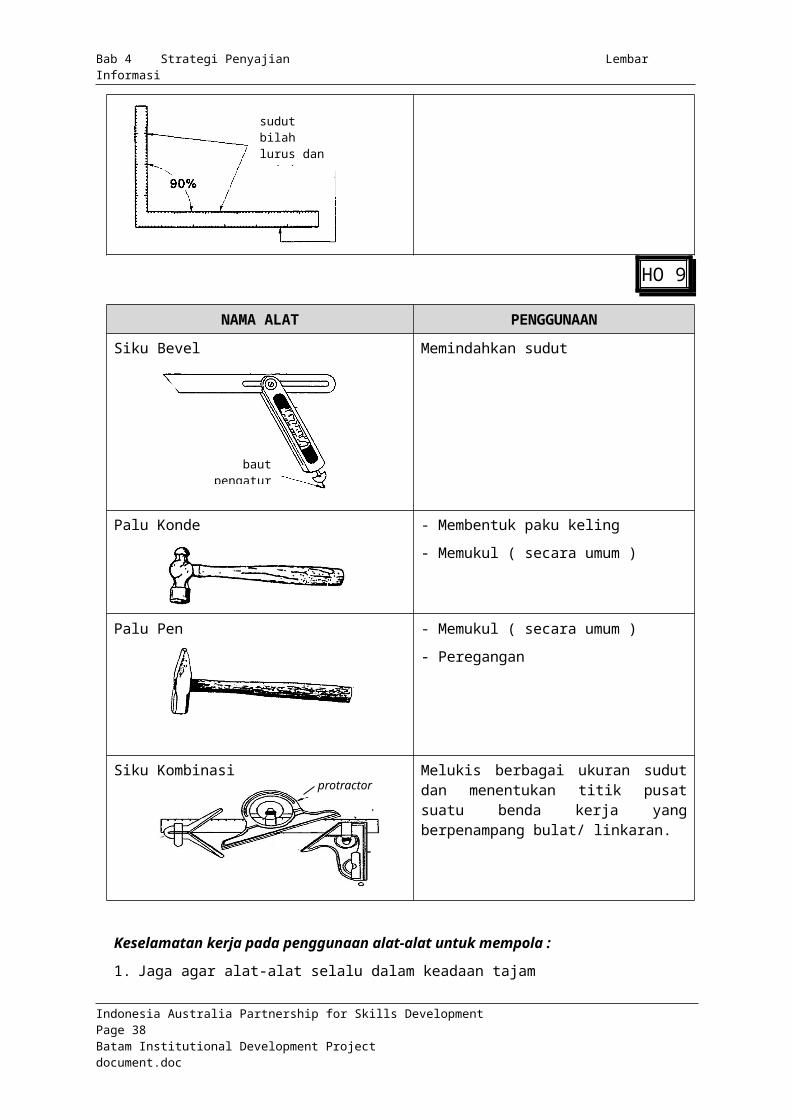
NAMA ALAT PENGGUNAANSiku Bevel Memindahkan sudut
Palu Konde - Membentuk paku keling
- Memukul ( secara umum )
Palu Pen - Memukul ( secara umum )
- Peregangan
Siku Kombinasi Melukis berbagai ukuran sudut dan menentukan titik pusat suatu benda kerja yang berpenampang bulat/ linkaran.
Keselamatan kerja pada penggunaan alat-alat untuk mempola :1. Jaga agar alat-alat selalu dalam keadaan tajam
2. Buang bagian yang rusak pada kepala penitik dan pahat
3. Jangan menyimpang penggores di dalam kantong
4. Jangan meletakkan alat-alat di atas kursi/ bangku tempat duduk
5. Jaga agar tangkai paku selalu terpasang secara kuat.
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc
baut pengatur
protractor
Bab 4 Strategi Penyajian Lembar Informasi
HO 10
2. ALAT-ALAT POTONG Secara umum alat-alat potong pada pekerjaan fabrikasi ringan dan berat adalah sama, hanya berbeda pada kapasitas atau kemampuannya saja.
a. Gengaji Tangan ( Hacksaw )Gergaji tangan digunakan untuk memotong benda-benda konstruksi logam kecil seperti besi profil, pipa bulat atau segi empat dan besi plat.
Gambar 6 : Gergaji Tangan
Keselamatan kerja pada penggunaan gergaji tangan :1. Jangan menekan dan mendorong terlalu kuat karena akan menyebabkan patahnya
mata gergaji dan berbahaya.
2. Gunakan kaca mata untuk melindungi kalau mata gergaji patah
3. Ganjal bahan yang dipotong supaya mata gergaji tidak terjepit.
4. Hati-hati sisi bekas gergaji yang tajam
5. Jangan menggosokkan tangan ke mata gergaji
Pemilihan daun gergaji :Daun gergaji dibuat dalam berbagai ukuran dan jumlah rigi/ gigi. Khusus untuk gergaji tangan, ukuran gergaji ditentukan oleh berapa banyak gigi per inchi ( 25,4 mm ). Untuk pemakaian umum digunakan daun gergaji dengan jumlah 18 gigi per inchi.
Jumlah gigi per inchi ( 25,4 mm )
Gambar 7 : Gigi Gergaji
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 11
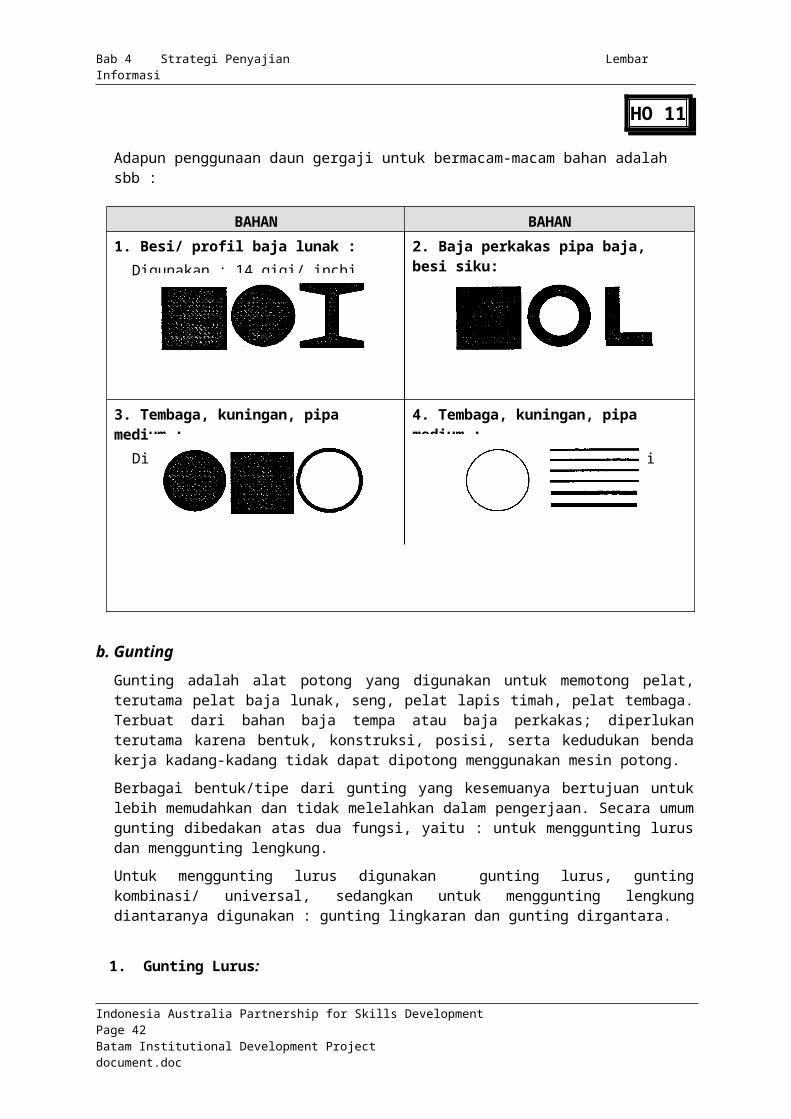
Adapun penggunaan daun gergaji untuk bermacam-macam bahan adalah sbb :
BAHAN BAHAN1. Besi/ profil baja lunak :
Digunakan : 14 gigi/ inchi2. Baja perkakas pipa baja, besi siku:
Diguinakan : 18 gigi/ inchi
3. Tembaga, kuningan, pipa medium :Digunakan : 24 gigi/ inchi
4. Tembaga, kuningan, pipa medium :Digunakan : 32 gigi/ inchi
b. Gunting Gunting adalah alat potong yang digunakan untuk memotong pelat, terutama pelat baja lunak, seng, pelat lapis timah, pelat tembaga. Terbuat dari bahan baja tempa atau baja perkakas; diperlukan terutama karena bentuk, konstruksi, posisi, serta kedudukan benda kerja kadang-kadang tidak dapat dipotong menggunakan mesin potong.
Berbagai bentuk/tipe dari gunting yang kesemuanya bertujuan untuk lebih memudahkan dan tidak melelahkan dalam pengerjaan. Secara umum gunting dibedakan atas dua fungsi, yaitu : untuk menggunting lurus dan menggunting lengkung.
Untuk menggunting lurus digunakan gunting lurus, gunting kombinasi/ universal, sedangkan untuk menggunting lengkung diantaranya digunakan : gunting lingkaran dan gunting dirgantara.
1. Gunting Lurus:Gunting lurus digunakan untuk menggunting lurus. Gunting ini mempunyai rahang lurus yang panjangnya antara 2 sampai 4½",
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
sedangkan panjang seluruhnya adalah antara 7 sampai 15 3/4".
Gunting lurus dalam penggunaannya dapat digunakan dengan tangan kanan dan tangan kiri.
Gambar 8 : Gunting Lurus
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 12
2. Gunting Kombinasi/ UniversalGunting kombinasi mempunyai ukuran yang sama dengan gunting lurus. Beda antara gunting kombinasi dan gunting lurus adalah pada penampang potongnya; kalau pada gunting lurus berpenampang lurus, maka pada gunting kombinasi berpenampang sedikit lengkung (curva). Disamping itu juga bisa digunakan untuk memotong bentuk-bentuk yang tidak teratur.
Gambar 9 : Gunting Kombinasi
3. Gunting Lingkaran/ LengkungGunting lingkaran/ lengkung digunakan untuk pemotong lengkung, karena sisi potongnya berbentuk lengkung. Dalam pemakaiannya dapat digunakan dengan tangan ataupun tangan kiri. Ukuran dari gunting lingkaran ini adalah sama dengan gunting lurus, yaitu panjang seluruhnya adalah 7 sampai 15¾" dan rahang 2 sampai 4 ½".
Gambar 10 : Gunting Lengkung
4. Gunting DirgantaraGunting dirgantara (aviation atau airplane snip) terdiri atas tiga bentuk, yaitu : digunakan dengan tangan kiri dan kanan serta lurus dengan panjangnya sekitar 10 inchi (250 mm) dengan panjang rahang 2 inchi. Sisi potong agak bergerigi dan dikeraskan, sehingga dapat memotong pelat yang relatif tebal ( ± 0,8 mm )
Membedakan antara gunting kanan dan kiri adalah dengan melihat sisi potong dan warna tangkainya. Sisi potong atas dari gunting kanan terletak sebelah kanan, demikian pula sebaliknya; sisi potong atas gunting kiri terletak sebelah kiri.
Penggunaan gunting kanan adalah untuk pemotongan arah kiri, sedang gunting kiri adalah untuk pemotongan arah kanan.
Tangan Kiri Tangan Kanan Lurus
Gambar 11 : Gunting Dirgantara
Keselamatan kerja bila menggunakan gunting :1. Gunakan gunting sesuai kemampuan gunting. Jangan memotong bukan pelat.
2. Jaga agar hasil potongan ( yang tajam ) jauh dari tubuh
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 13
3. Jangan menggunakan mata potong gunting yang rusak, karena akan menyebabkan hasil potong juga rusak.
4. Jaga tangkai gunting ( handle ) tidak menjepit tangan.
c. KikirKikir terdapat beberapa jenis yang sesuai dengan hasil kekasaran permukaan yang dihasilkan. Kikir kasar (bastard) digunakan untuk pengasaran, hasil pengikiran adalah kasar. Kikir sedang (secound cut) ini digunakan untuk pengiriman secara umum dan menghasilkan permukaan cukup bagus. Sedangkan kikir halus (smooth atau dead) untuk mendapat permukaan yang halus.
Kikir dibersihkan dengan menggunakan sikat baja (wire brush). Dengan cara pembersihan harus searah dengan alur kikir.
Gambar 12 : Kikir
Keselamatan kerja bila menggunakan kikir :1. Jangan menggunakan kikir yang tidak mempunyai tangkai
2. Lakukan pengikiran dengan cara yang benar
3. Hati-hati tangan jangan sampai terjepit dan tidak menyentuh bendah kerja
4. Berdirilah dengan sempurna
5. Jangan mengikir secara terburu-buru
d. PahatAda 4 jenis mata pahat adalah :
- Rata /lebar (flat)
- Rata pendek (crosscut)
- Radius (round nose)
- Berujung runcing (diamond point)
1. Pahat Rata / Lebar ( Flat )Pahat rata/ lebar ini digunakan untuk membersihkan gerigi las, memahat alur dangkal, membersihkan sisa pengerjaan dan memotong paku keling serta baut.
Indonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc
ujung tangkai
panjang kikir
Bab 4 Strategi Penyajian Lembar Informasi
HO 14
Gambar 13 : Pahat Rata
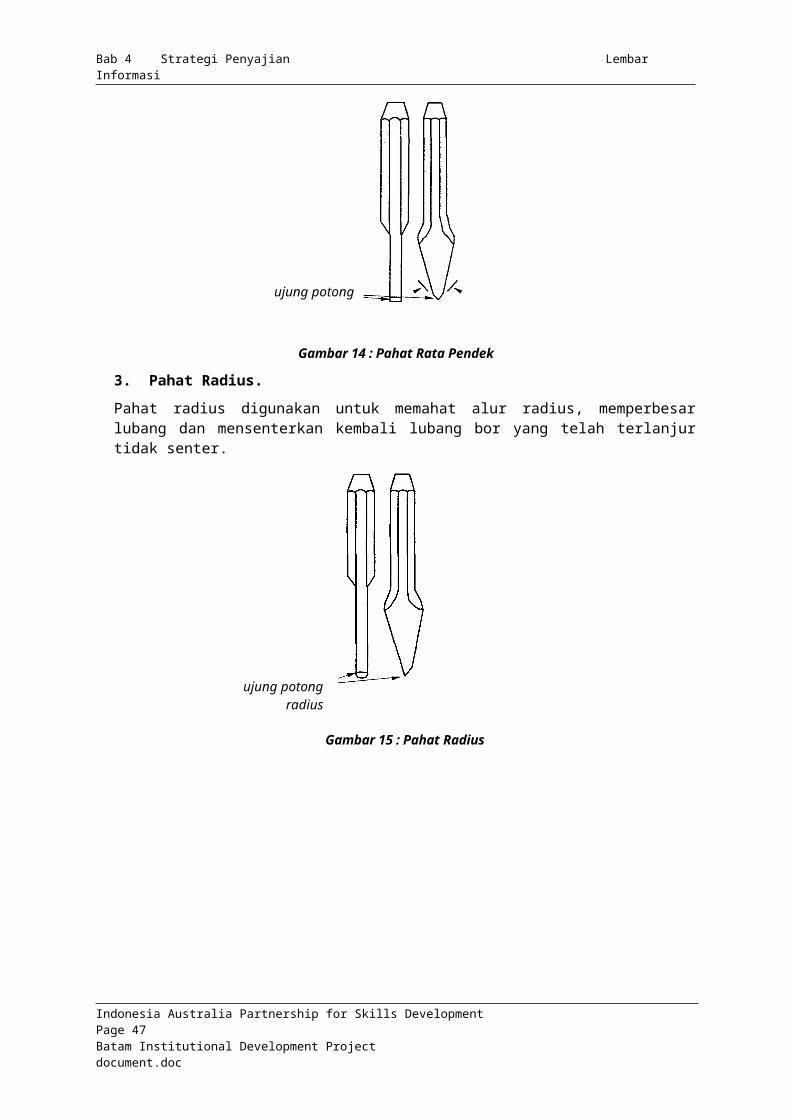
2. Pahat Rata Pendek ( Crosscut )Pahat rata pendek digunakan untuk memahat alur tegak lurus atau segi empat dan membersihkan bahan pada bagian yang sempit.
Gambar 14 : Pahat Rata Pendek
3. Pahat Radius.Pahat radius digunakan untuk memahat alur radius, memperbesar lubang dan mensenterkan kembali lubang bor yang telah terlanjur tidak senter.
Gambar 15 : Pahat Radius
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
ujung potong
ujung potong
ujung potong radius

Bab 4 Strategi Penyajian Lembar Informasi
HO 15
4. Pahat Berujung Runcing/ Diamond ( Diamond Point Chisel )Pahat ini digunakan untuk pemahatan pengerjaan akhir sudut bagian dalam, membuat alur V pada retak rigi las yang perlu perbaikan dan membuat celah pada pelat dan pipa supaya mudah dipatahkan.
Gambar 16 : Pahat Diamond
Keselamatan kerja pada penggunaan pahat :1. Jangan gunakan pahat dengan kepala yang telah kembang/ rusak
2. Pakai kaca mata bila sedang memahat.
3. Pastikan bahwa pahat diasah dengan benar.
4. Gunakan pahat yang sesuai dengan jenis pekerjaan
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 16
3. BAHAN-BAHAN FABRIKASIBaik fabrikasi ringan ataupun fabrikasi berat, secara umum menggunakan bahan yang sama; hanya berbeda bentuk dan ukurannya saja. Bahan-bahan fabrikasi dibagi atas dua jenis, yaitu bahan metalik dan non-metalik. Bahan metalik terdiri dari dua kelompok, yakni : logam ferro dan non-ferro. Logam-logam ferro mengandung besi dan biasanya bersifat magnetik dan logam non-ferro tidak mengandung besi.
Sedangkan bahan non-metalik atau plastik secara umum adalah polyvinilchloride ( PVC ).
Berikut ini adalah bahan-bahan yang biasa dipakai pada pekerjaan fabrikasi dan spesifikasinya :
a. Logam Ferro dan Non-Ferro1. Logam Ferro : Pelat baja hitam ( hot rolled steel ) Pelat baja putih ( cold rolled steel ) Bahan galvanis Pelat seng Verisclad Pelat timah Bahan tahan karat ( Stainless steel ), dll
2. Logam Non-Ferro : Aluminium Tembaga Kuningan Suasa ( bronze ) Timah hitam, dll
b. Spesifikasi dan Penggunaan BahanDalam perdagangan, bahan-bahan fabrikasi tersedia dalam beberapa spesifikasi ( ukuran dan profil/ bentuk ), yaitu :
Pelat tipis
Pelat tebal
Pelat strip atau batangan
Siku ( besi siku )
Besi beton
Pipa/ baja profil
1. Pelat Tipis ( Sheetmetal )Pelat tipis biasanya tersedia dalam bentuk lembaran dan gulungan ( rol ) dengan ketebalan antara 0,25 – 3,0 mm dan lebar antara 150 – 1500 mm. Untuk pasar Indonesia yang umum tersedia adalah dengan lebar 900, 1000 dan 1220 mm.
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 17
Pelat tipis yang diperdagangkan terdiri dari beberapa pilihan, di mana tersedia pelat tipis tanpa lapis tahan karat dan berlapis tahan karat, yaitu :
- Lapis organik ( PVC film ) yang biasa disebut verisclad
- Lapis metalik ( metallic coatings ), antara lain : galvanis ( galvabon ), zincaform dan Zinc-Hi-Ten ( ZHT).
- Lapis seng/ aluminium, disebut : Zincalume
- Lapis seng/ besi, disebut : Zincanneal
- Lapis timah hitam/ putih, disebut : Terne
- Electro-Zinc, disebut : Zincseal
- Rol dingin ( cold rolled )
- Rol panas (hot rolled )
2. Pelat TebalPelat tebal tersedia dengan ketebalan antara 3,0 – 180 mm dengan lebar yang bervariasi, yaitu antara 900 mm – 3000 mm.
3. Pelat Strip/ BatanganPelat strip tidak selebar pelat tipis / tebal, tetapi tersedia dengan sudut / sisi yang siku dan ridius dengan lebar antara 10 – 300 mm serta tebal antara 3 – 12 mm.
Gambar 17 : Pelat Strip
4. Besi SikuBesi siku adalah baja profil yang dibentuk melalui proses pengerolan. Dalam perdagangan tersedia besi siku dengan lebar kedua sisi siku yang sama dan ada yang tidak sama.
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc
tebal bahan
panjang
lebarlebar
panjang

Bab 4 Strategi Penyajian Lembar Informasi
HO 18
Gambar 18 : Besi Siku
5. Besi Beton ( Round Bar )Besi beton dalam perdagangan dapat berupa kawat sampai dengan batangan yang berdiameter yang besar.
6. Pipa / Baja ProfilPipa / baja profil dibuat melalui proses rol dan tarik untuk dibentuk menjadi berpenampang segi empat, segi panjang dan pipa bulat dengan panjang yang beragam, a.l : 4 meter dan 6 meter.
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc
lebar sisi berbeda
lebar sisi sama
Bab 4 Strategi Penyajian Lembar Informasi
HO 19
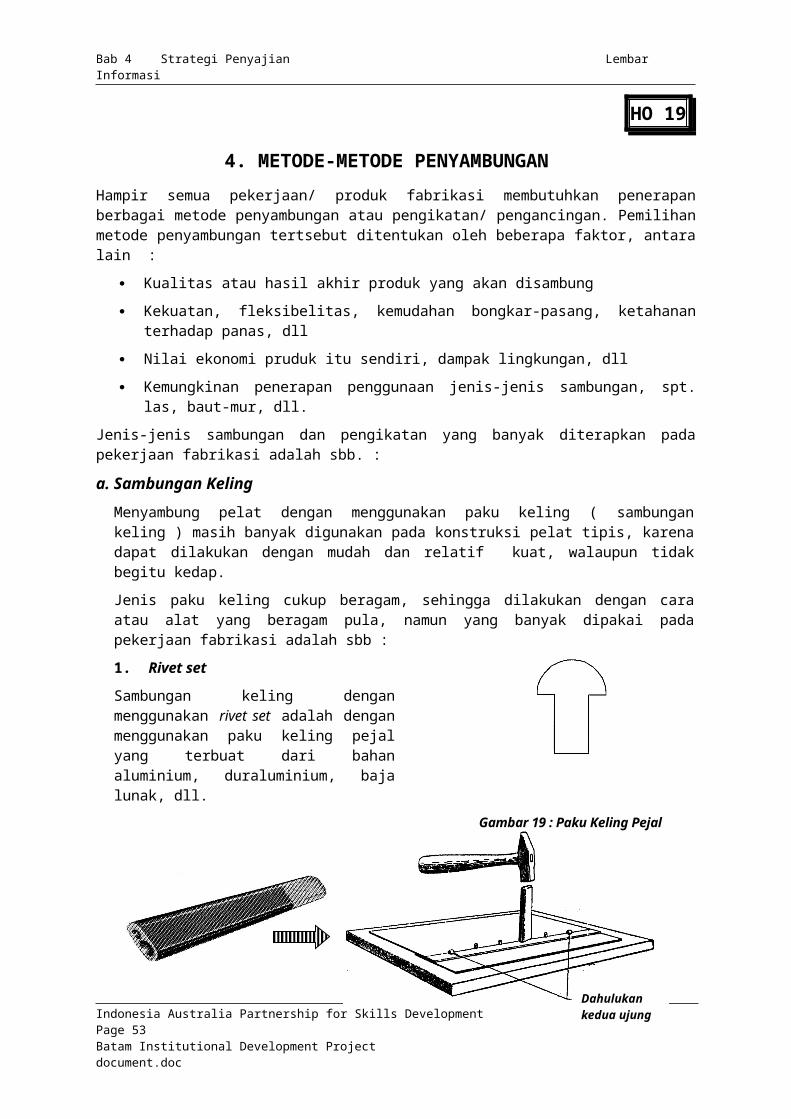
4. METODE-METODE PENYAMBUNGANHampir semua pekerjaan/ produk fabrikasi membutuhkan penerapan berbagai metode penyambungan atau pengikatan/ pengancingan. Pemilihan metode penyambungan tertsebut ditentukan oleh beberapa faktor, antara lain :
Kualitas atau hasil akhir produk yang akan disambung
Kekuatan, fleksibelitas, kemudahan bongkar-pasang, ketahanan terhadap panas, dll
Nilai ekonomi pruduk itu sendiri, dampak lingkungan, dll
Kemungkinan penerapan penggunaan jenis-jenis sambungan, spt. las, baut-mur, dll.
Jenis-jenis sambungan dan pengikatan yang banyak diterapkan pada pekerjaan fabrikasi adalah sbb. :
a. Sambungan KelingMenyambung pelat dengan menggunakan paku keling ( sambungan keling ) masih banyak digunakan pada konstruksi pelat tipis, karena dapat dilakukan dengan mudah dan relatif kuat, walaupun tidak begitu kedap.
Jenis paku keling cukup beragam, sehingga dilakukan dengan cara atau alat yang beragam pula, namun yang banyak dipakai pada pekerjaan fabrikasi adalah sbb :
1. Rivet setSambungan keling dengan menggunakan rivet set adalah dengan menggunakan paku keling pejal yang terbuat dari bahan aluminium, duraluminium, baja lunak, dll.
Gambar 19 : Paku Keling Pejal
Gambar 20 : Penggunaan Rivet Set
2. Pengeling Pop ( Blint Riveter)
Gambar 21 : Pengeling Pop dan Paku Keling Pop
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc
Dahulukan kedua ujung
Bab 4 Strategi Penyajian Lembar Informasi
HO 20
Cara kerja pengeling pop : Tempatkan/ masukkan paku keling pop ke lubang sambungan keling dan
pasangkan pengeling pop sampai rapat dengan permukaan paku kelin.
Tekan tuas pengeling pop beberapa kali sambil pengeling ditekan sampai paku penariknya putus.
Tarik tuas pengeling dan keluarkan paku penarik yang telah putus..
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 21
b. Sambungan SekrupSambungan sekrup pada pengerjaan fabrikasi digunakan secara luas, karena mudah digunakan, dan dapat dibongkar-pasang serta dapat diganti jika rusak.
Sesuai dengan kebutuhan konstruksi maka sekrup telah dibuat dengan berbagai ukuran dan bentuk. Berikut ini adalah macam-macam bentuk kepala sekrup yang dapat diperoleh dipasaran/ dalam perdagangan :
Gambar 22: Bentuk-bentukKepala Sekrup
c. Self Tapping dan Self DrillingSekrup self tapping adalah salah satu jenis sekrup yang dapat mengulir sendiri sehingga dapat mengikat secara cepat tanpa perlu ada persiapan ulir pada benda kerja yang akan disambung, tapi cukup berupa lubang yang ukurannya maksimum sama dengan diameter dalam ulir sekrup.
Sedang sekrup self drilling mempunyai ujung yang memungkinkan untuk membuat lubang sebagai awal penguliran dan kemudian dengan cara yang sama dengan self tapping dapat mengulir sendiri.
Gambar 23 : Self Tapping dan Self Drilling
d. Sambungan Baut-MurSambungan baut-mur digunakan secara luas untuk menyambung/ mengikat pelat pada pekerjaan fabrikasi logam dan lebih banyak dipakai pada konstruksi pelat tebal.
Adapun bentuk-bentuk baut yang tersedia dalam perdagangan untuk pekerjaan fabrikasi adalah sbb :
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 22
Gambar 24 : Bentuk-bentuk Baut
e. Sambungan LipatSambungan lipat hanya diterapkan pada konstruksi pelat yang relatif tipis ; dapat dikerjakan secara manual, di mana hanya dengan menggunakan alat-alat tangan, seperti palu, perapat ( hand groover ) serta landasan atau dengan menggunakan mesin-mesin khusus untuk sambungan lipat, misalnya untuk sambungan lipat pitttsburgh.
Ada beberapa macam sambungan lipat, antara lain :
Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
1. 2. 3.
4. 5. 6.
7. 8. 9.

Bab 4 Strategi Penyajian Lembar Informasi
HO 23
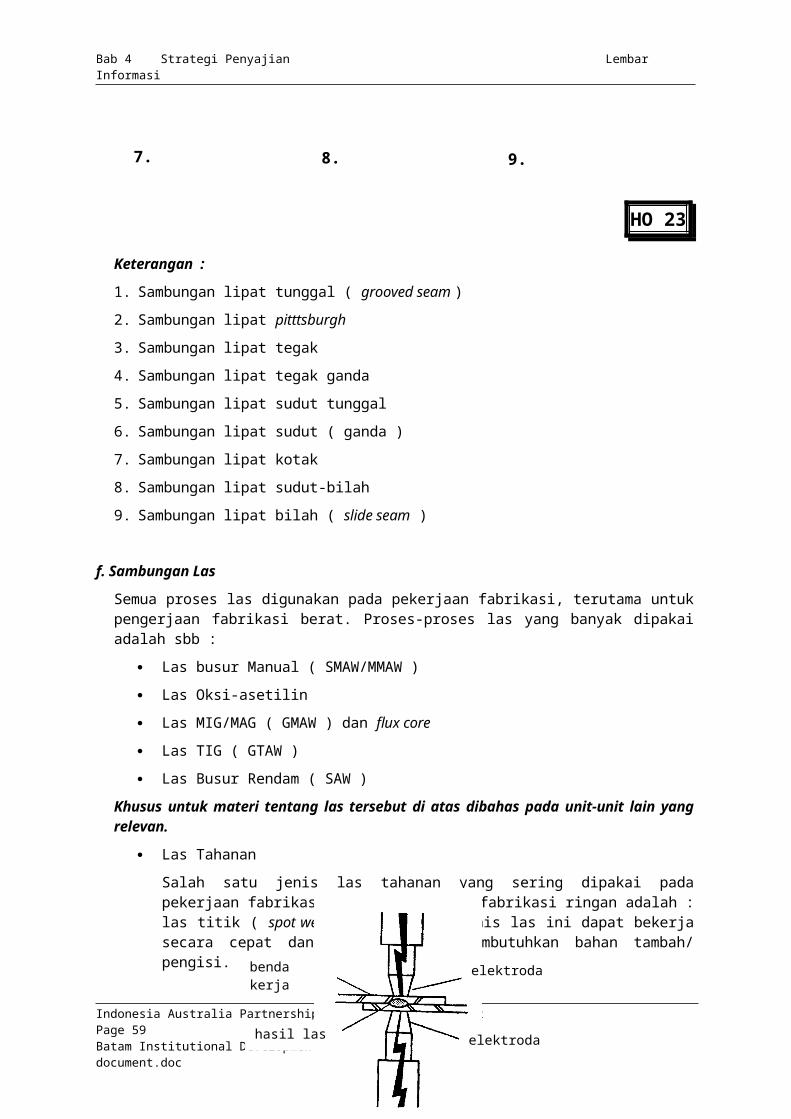
Keterangan :1. Sambungan lipat tunggal ( grooved seam )
2. Sambungan lipat pitttsburgh
3. Sambungan lipat tegak
4. Sambungan lipat tegak ganda
5. Sambungan lipat sudut tunggal
6. Sambungan lipat sudut ( ganda )
7. Sambungan lipat kotak
8. Sambungan lipat sudut-bilah
9. Sambungan lipat bilah ( slide seam )
f. Sambungan LasSemua proses las digunakan pada pekerjaan fabrikasi, terutama untuk pengerjaan fabrikasi berat. Proses-proses las yang banyak dipakai adalah sbb :
Las busur Manual ( SMAW/MMAW )
Las Oksi-asetilin
Las MIG/MAG ( GMAW ) dan flux core
Las TIG ( GTAW )
Las Busur Rendam ( SAW )
Khusus untuk materi tentang las tersebut di atas dibahas pada unit-unit lain yang relevan.
Las Tahanan
Salah satu jenis las tahanan yang sering dipakai pada pekerjaan fabrikasi, khususnya untuk fabrikasi ringan adalah : las titik ( spot welding ), di mana jenis las ini dapat bekerja secara cepat dan efisien tanpa membutuhkan bahan tambah/ pengisi.
Gambar 25 : Las Titik
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc
elektroda
elektroda
benda kerja
hasil las

Bab 4 Strategi Penyajian Lembar Informasi
HO 24
5. MESIN-MESIN FABRIKASI
a. Mesin Potong ( Guillotines )Mesin potong digunakan untuk memotong lurus pelat yang panjang khusunya untuk pemotongan yang berulang-ulang. Ini dapat dilakukan karena pada belakang terdapat pembatasan sehingga pemotongan akan selalu sama dan tidak perlu pengukuran setiap kali pemotongan. Keuntungan penggunaan mesin potong ini adalah lebih cepat dan presisi sedangkan kerugiannya keterbatasan panjang pemotongan sangat tergantung pada ukuran mesin dan hanya dapat memotong pelat.
Gambar 26 : Mesin Potong
Keselamatan Kerja Penggunaan Mesin Potong. :1. Jangan menjalankan mesin kalau ada orang di belakang mesin.
2. Jaga tangan terhadap pisau potong dan klem bahan.
3. Hati-hati terhadap hasil potong ( yang tajam ) atau tertimpa oleh pelat hang dipotong
4. Jangan memasukkan bahan dari arah belakang
5. Jangan mengoperasikan tanpa sekat pengaman.
6. Pastikan lokasi tombol keadaan darurat.
b. Mesin Pelubang dan Potong Universal (Punch and Shear)Mesin ini digunakan untuk pemotongan, pengguntingan, dan pelubang pelat, profil sudut, besi batangan (segi empat, bulat atau bujur sangkar). Mesin ini dapat bekerja secara cepat, presisi dan akurat tetapi kemampuannya sangat terbatas sesuai dengan ukuran dan kemampuan potong, tebal bahan dan hasilnya sedikit akan terjadi perubahan bentuk pada pinggir pemotongan.
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Lembar Informasi
HO 25
Gambar 27 : Mesin Pelubang dan Potong Universal
Keselamatan Kerja Penggunaan Mesin Pelubang dan Potong Universal :1. Hati-hati jari tangan terhadap mata potong
2. Hati-hati tangan terhadap sisi tajam bekas pemotongan
3. Yakinkan seluruh pelindung/pengaman terpasang dengan benar
c. Mesin Nibler Mesin ini digunakan untuk memotong atau melubangi benda kerja pada posisi-posisi yang sulit. Mesin ini dapat memotong lurus dan juga berliku-lliku
Gambar 28 : Mesin Nibler
Keselamatan Kerja Penggunaan Mesin Nibler :1. Gunakan sarung tangan pada saat pengoperasian mesin
2. Hati-hati tangan terhadap pisau potong .
3. Jaga badan agar terhindar dari bekas pemotongan.
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 26
d. Gergaji Bundar dan Grinda Potong ( Cold Cut-Off Saw and Abrasive Cut-Off Saw )
Gergaji bundar dengan mata potong gergaji ini berputar dengan kecepatan rendah. Sedangkan dengan gerinda potong berputar dengan kecepatan tinggi. Kedua alat potong iini digunakan untuk pemotongan ringan baik padat maupun berongga. Kemampuan potong sangat terbatas tergantung pada posisi penjepitan benda kerja dan diameter mata gergaji atau diameter batu gerinda.
Gambar 29 : Gergaji Bundar dan Grinda Potong
Keselamatan Kerja Penggunaan Gergaji Bundar dan Grinda Potong :1. Jaga penutup mata gergaji atau gerinda selalu pada posisinya
2. Jangan terlalu kuat menekan pada saat penggergajian
3. Pakai pelindung telinga dan mata
4. Yakinkan bahwa benda kerja dijepit dengan kuat
5. Jaga selalu tempat pemotongan bersih dari bekas pemotongan.
e. Gergaji Mesin ( Power Hacksaws )Gergaji ini digunakan untuk memotong bahan padat/ pejal atau pipa tebal ( bahan berongga ). Walau kecepatan potongnya lebih lambat tetapi dapat memotong lebih besar dari gergaji bundar.
Gambar 30 : Gergaji Mesin
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 27
Keselamatan Kerja Penggunaan Gergagi Mesin :1. Penjepitan benda kerja harus benar-benar kuat.
2. Hati-hati tangan terhadap mata gergaji
3. Hati-hati terhadap jatuhnya benda kerja hasil gergaji
f. Gergaji Pita Vertikal (Vertical Band saw)Pada umumnya mesin ini digunakan untuk memotong aluminium dan pelat tipis; dapat memotong lurus dan lengkung. Ini adalah mesin potong yang paling lambat dan mata gergaji harus selalu disesuaikan dengan jenis yang dipotong.
Gambar 31 : Gergaji Pita Vertikal
Keselamatan Kerja Penggunaan Gergaji Pita Vertikal :1. Hati-hati tangan terhadap mata gergaji
2. Gunakan kayu untuk membantu mengarahkan benda kerja yang kecil dekat mata gergaji.
3. Periksa ketegangan dan kondisi mata gergaji sebelum digunakan
4. Gunakan kacamata pengaman.
g. Mesin Pres ( Press Brake )Mesin pres ini digunakan untuk membengkokkan/ menekuk pelat-pelat yang relatif tebal , membentuk radius, pelengkungan awal sebelum dirol, dan pembentukan kerucut serta pengerjaan sulit lainnya. Pengerjaan pembentukan silinder dan kerucut hanya setengah bagian saja dan kemudian baru disambungkan.
Panjang langkah dapat disetel sehingga dalam pengepressan akan sama sehingga hasil bengkokan/ tekukan akan selalu sama.
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 28
Gambar 32 : Mesin Pres
Keselamatan Kerja Penggunaan Mesin Pres :1. Fahami penggunaan mesin sebelum mengoperasikannya.
2. Hati-hati tangan terhadap sepatu tekuk pada saat proses penekukan.
3. Sesuaikan tekanan mesin dengan tebal bahan dan ukuran/ lebar V-blok ( bending beam ).
h. Mesin Bor
1. Bor Tangan ( Portable Drill )Bor ini digunakan untuk membuat lubang yang relatif kecil ( maks. 13mm ), mengebor arah samping, reamer lubang untuk konstruksi baja dan pengerjaan pelat ringan.
Bor tangan ini dapat digerakkan dengan listrik atau udara bertekanan dan juga terdapat tingkatan kecepatan, kejut dan putar balik. Bor dengan penggerak listrik dapat dipasangkan dudukan magnit untuk menetapkan mesin bor pada permukaan logam yang datar. Pemakanan bor tangan ini diatur secara manual.
Gambar 33 : Bor Tangan
Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 29
2. Mesin Bor BangkuMesin bor bangku digunakan untuk mengebor lubang-lubang pada benda kerja kecil misalnya pada profil sudut, pipa bulat dan segi empat serta pelat dengan ukuran yang sesuai.
Gambar 34 : Mesin Bor Bangku
Kelemahan mesin bor bangku : Besar benda kerja sangat terbatas
Besar lubang yang dibor terbatas oleh ukuran cekam bor dan batasan kecepatan
Pemakanan pengeboran harus dilakukan secara manual satu arah dan putaran juga satu arah.
3. Mesin Bor RadialMesin bor ini digunakan untuk mengebor benda kerja yang lebih besar dari benda kerja yang tidak dapat dibor pada mesin bor bangku.
Panjang langkah dapat dilakukan antara 600 mm sampai 3600 mm. Kepala bor dapat diturunkan dan dinaikkan sepanjang tiang penyangga dan dapat diputar 360o
Posisi bor dapat terkunci dengan baik disegala posisi disepanjang tiang penyangga dan bila diperlukan benda kerja dapat diikatkan dilantai. Ukuran mata bor dan batasan kecepatan tersedia lebih banyak. Mesin ini dapat dimakankan secara manual atau atomatis serta dapat bergerak mundur sehingga memungkin untuk melaksanakan mengetap ulir pada lubang yang baru selesai di bor.
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
rumah motor dan belt
tuas penekan
kuncimbejameja
spindle
Bab 4 Strategi Penyajian Lembar Informasi
HO 30
Gambar 35: Mesin Bor Radial
Keselamatan Kerja Penggunaan Mesin Bor :1. Jangan memakai pakaian yang longgar pada saat mengebor.
2. Pakailah sepatu kerja dan kaca mata pengaman selama bekerja.
3. Lindungi rambut dari putaran bor; jika berambut panjang, maka ikat rambut kebelakang dan / atau pakailah topi pengaman.
4. Pasang mata bor dengan cukup kuat
5. Sesuaikan kecepatan potong bor dengan ukuran mata bor.
6. Gunakan sikat untuk membersihkan “tatal” dari meja bor.
i. Mesin Lipat Penggunaan mesin lipat / tekuk pelat adalah untuk mempercepat suatu proses penekukan dan untuk mencapai tingkat ketelitian tertentu. Sesuai dengan perkembangan ilmu dan teknologi; mesin tekuk telah berkembang sedemikian rupa, mulai dari yang dioperasikan secara manual sampai dengan yang dioperasikan secara otomatis. Ada tiga tipe mesin lipat yang umum dipakai pada pekerjaan fabrikasi, yaitu :
1. Mesin Lipat Bangku/ Terbatas( Bench / Adjustable Folder )Mesin lipat terbatas/ bangku digunakan untuk melipat pelat-pelat tipis secara cepat dan presisi. Mesin ini bekerja secara serentak antara menjepit benda kerja dan melipat. Cocok untuk pelipatan tunggal dan ganda, termasuk untuk membuat bentuk “ U “.
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 31
Gambar 36 : Mesin Tekuk Terbatas
2. Mesin Lipat Universal ( Cramp Folder )Mesin lipat tipe ini mampu melipat antara 1 – 2,4 meter dengan ketebalan 0,4 – 2,0 mm serta dengan sudut tekuk mencapai 135.
Gambar 37 : Mesin Tekuk Universal
3. Mesin Tekuk Kotak ( Box and Pan Brake )Prinsip penggunaan mesin lipat kotak relatif sama dengan mesin lipat universal. Mesin lipat kotak mempunyai sepatu tekuk dengan berbagai ukuran dan dapat dipasang sesuai dengan kebutuhan atau ukuran kotak yang akan dibuat.
Gambar 38 : Mesin Tekuk Kotak
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 32
j. Mesin RolMesin rol digunakan untuk mengerol silinder, kerucut, dan membentuk kawat. Ada beberapa tipe mesin rol yang digunakan pada pekerjaan fabrikasi, yaitu :
Mesin rol bangku, yakni untuk mengerol pelat-pelat tipis dan untuk kerajinan/ membuat perhiasan.
Mesin rol standar ( slip roller ), dipakai untuk penggunaan umum, spt. mengerol pelat dan membentuk kawat. Kemampuan mesin rol ini terbatas sampai dengan ketebalan pelat 3 mm, karena mesin rol ini digerakkan secara manual (diputar dengan tangan )
Mesin rol motor ( listrik / power roller ), digunakan untuk mengerol pelat diatas ketebalan 3 mm ( sesuai kemampuan mesin ).
Gambar 39 : Mesin Rol Standar dan Power Roller
Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc
tuas pengatur tekanan
tuas pelepas rol
baut pengatur pemutar
kaki

Bab 4 Strategi Penyajian Tugas
Tugas
Tugas 1Menggambar Konstruksi Geometris
Petunjuk Umum : 1. Siapkan kertas gambar ukuran A4 serta alat-alat gambar, spt. mistar segi tiga, pensil,
dan jangka )
2. Buatlah gambar konstruksi geometris sesuai metode yang ditentukan dengan penyimpangan maksimaum 0,5 mm.
3. Periksakan tiap gambar yang dibuat kepada pembimbing/ instruktor sebelum melanjutkan ke gambar berikutnya.
4. Bertanyalah pada pembimbing jika ada teknik-teknik atau metode menggambar yang kurang difahami !
Lengkapi gambar sebelah kanan berdasarkan gambar sebelah kiri !
Latihan 1 : Membagi garis
Metode :1. Buka jangka lebih dari setengah panjang AB
2. Dari titik A dan B buat garis silang X dan Y
3. Hubungkan X dan Y
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Latihan 2 : Membagi sudut
Metode :1. Dari B sebagai titik pusat, buat garis ED
2. Dari titik E dan F sebagai titik pusat, buat garis silang F
3. Hubungkan B dan F sehingga ABF = CBF
Latihan 3 : Membentuk sudut 30 dan 60
Metode :1. Dari A sebagai titik pusat, buat radius CD
memotong AB
2. Dari titik C sebagai titik pusat dan radius AC buat garis potong pada titik E
3. Buat garis F dengan memotong titik E, maka FAB = 60
4. Untuk membuat sudut 30, bagi dua sudut FAB seperti metode pada latihan 2, maka BAG dan GAF = 30,
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Latihan 4 : Membuat sudut 90
Metode :1. Dari O sebagai titik pusat, buat garis
lengkung yang berpotongan pada titik A dan B pada garis XY
2. Dari titik A dan B sebagai titik pusat dan radius OA atau OB, buat garis potong C dan D
3. Dari titik C dan D, buat garis potong E.
4. Tarik garis dari O melalui titik E, maka sudut EOY dan EOX keduanya adalah 90
Latihan 5 : Membuat sudut 90 menggunakan perbandingan segi tiga (3, 4, 5)
Metode :1. Lukis garis AB dengan 4 bagian/ unit yang
sama panjang.
2. Dari titik A sebagai titik pusat dan radius satu unit, buat garis lengkung yang berpotongan di titik X
3. Dari titik A sebagai titik pusat dan radius 3 unit, buat garis lengkung.
4. Dari titik B sebagai titik pusat dan radius 5 unit ( BX ), buat garis lengkung yang berpotongan pada titik C.
5. Hubungkan titik C dan A.
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Tugas
Tugas 2Menggambar Pola
Petunjuk Umum : 1. Siapkan 2 lembar pelat baja lunak ukuran 900 x 900 mm2. Labur pelat tersebut dengan kapur atau cat tembok secara merata.3. Siapkan alat-alat lukis pelat, spt. mistar baja, penggores, siku, dll.4. Letakkan pelat di atas meja kerja sehingga memudahkan dalam melukis.5. Kerjakan gambar secara benar dengan penyimpangan maksimum 0,5 mm.6. Bertanyalah pada pembimbing jika ada teknik-teknik atau metode menggambar pola
yang kurang difahami !
Kerjakan gambar-gambar berikut pada pelat yang telah disediakan !
Latihan 1 : Membagi bidang
Latihan 2 : Membuat sudut 90 dan radius
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Latihan 3 : Melukis garis dan lingkaran ( Jika pelat tidak mencukupi, maka labur ulang pelat yang telah diperiksa )
a.
b.
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc

tekuk arah bawah 90
tekuk arah atas 135
5 x 32
6 x 3,5
6 x 3,5
Tebal bahan = 2mm
Bab 4 Strategi Penyajian Tugas
Tugas 3Memotong, Menekuk dan Menyambung
Petunjuk Umum : 1. Siapkan alat-alat/ mesin kerja dan perlengkapan keselamatan kerja yang diperlukan.2. Fahami gambar kerja sebelum memulai bekerja.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada hal-hal yang kurang difahami !
Gambar Kerja :
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Langkah Kerja :
1. Potong dua buah bahan sesuai dengan gambar kerja dengan menggunakan mesin potong ( guillotine )
2. Lukis dan tandai bagian-bagian yang akan dilubang dan ditekuk dengan menggunakan penggores dan penitik.
3. Bor kedua benda kerja dengan menggunakan bor tangan ( portable ).
4. Bersihkan benda kerja dengan grinda dan/ atau kikir.
5. Tekuk kedua benda kerja sesuai sudut dan arah tekukan yang ditentukan dengan menggunakan mesin tekuk.
6. Sambungkan kedua pelat dengan menggunakan paku keling pop ( blind rivet )
7. Periksakan hasil kerja pada pembimbing/ instruktor.
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.
4.
Ukuran benda kerja
Hasil sambungan keling
Hasil tekukan
Kerapian pekerjaan
- Sesuai dengan gambar kerja, tol. . 0,5mm
- 5 dari 6 paku keling tidak rusak/ pecah dan terpasang lurus dan rapat.
- 90 dan 135, 3
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc

Tebal bahan = 1 mm
Bab 4 Strategi Penyajian Tugas
Tugas 4Membuat Tempat Kertas
Petunjuk Umum : 1. Siapkan alat-alat/ mesin kerja dan perlengkapan keselamatan kerja yang diperlukan.2. Fahami gambar kerja sebelum memulai bekerja.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada hal-hal yang kurang difahami !
Gambar Kerja :
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Bentangan :
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
Pelat 1
Pelat 2
R 50
Bab 4 Strategi Penyajian Tugas
Langkah Kerja :
1. Potong dua buah bahan sesuai dengan gambar kerja dengan menggunakan mesin potong ( guillotine )
2. Lukislah kedua pelat tersebut sesuai gambar kerja .
3. Bentuk pelat 1 dengan menggunakan mesin coak ( notcher ) atau gergaji tangan/ gunting, kemudian haluskan dengan grinda dan kikir ( R 50 ).
4. Buat lubang untuk sambungan keling pada pelat 2 dengan dengan bor 3,5 mm.
5. Tekuk pelat 1 dan 2 menggunakan mesin lipat kotak.
6. Tentukan posisi pemasangan pelat 2 pada pelat 1 dan tandai lubang sambungan keling dengan menggunakan penitik.
7. Bor pelat 1 dengan diameter bor yang sama dengan pelat 2.
8. Sambungkan kedua pelat dengan menggunakan paku keling pejal ( aluminium ) kepala rata.
9. Periksakan hasil kerja pada pembimbing/ instruktor.
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.
4.
Ukuran benda kerja
Hasil sambungan keling
Hasil tekukan
Kerapian pekerjaan
- Sesuai dengan gambar kerja, tol. . 0,5mm
- 11 dari 12 paku keling tidak rusak/ pecah dan terpasang lurus dan rapat.
- Tol. 3
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 5Sambungan Baut pada Besi Siku
Petunjuk Umum : 1. Siapkan alat-alat/ mesin kerja dan perlengkapan keselamatan kerja yang diperlukan.2. Fahami gambar kerja sebelum memulai bekerja.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada hal-hal yang kurang difahami !
Gambar Kerja :
Langkah Kerja :
1. Potong dua buah besi siku ukuran 45 x 45 x 3 mm sesuai dengan gambar kerja menggunakan gergaji tangan atau mesin gergaji ( cut off saw )
2. Tandai dan lubangi / bor ke dua benda kerja menggunakan bor 9 mm sesuai gambar kerja.
3. Bersihkan benda kerja dengan menggunakan grinda dan kikir.
4. Rakit kedua benda kerja menggunakan baut M8 x 16 mm.
5. Rapikan benda kerja, dan serahkan kepada pembimbing/ instruktor untuk diperiksa.
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.
4.
Ukuran benda kerja
Lubang bor
Hasil sambungan baut
Kerapian pekerjaan
- Sesuai dengan gambar kerja, tol. . 0,5mm
- Posisi lubang sesuai gambar kerja , tol. . 0,5mm
- Terpasang lurus dan rapat.
- Tidak ada sisi yang tajam
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 6Membuat Persambungan Sudut pada Besi Siku
Petunjuk Umum : 1. Siapkan alat-alat/ mesin kerja dan perlengkapan keselamatan kerja yang diperlukan.2. Fahami gambar kerja sebelum memulai bekerja.3. Pakailah alat-alat keselamatan kerja yang sesuai.4. Bertanyalah pada pembimbing jika ada hal-hal yang kurang difahami !
Gambar Kerja :
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc

150
150
45
148
45
Bab 4 Strategi Penyajian Tugas
Gambar Bagian :
Bag. 1 :
Bag. 2 :
Bag. 3 :
Langkah Kerja :
1. Potong dua buah besi siku ukuran 45 x 45 x 3 mm sesuai dengan gambar kerja (panjang 150 mm)
2. Tandai sudut yang akan dipotong miring 45 ( bagian 1 dan 2 )
3. Potong kedua besi siku ( sudut 45 ) dengan menggunakan grinda potong ( cut off saw ) atau dengan mesin gergaji secara cermat.
4. Potong pelat strip tebal 3 mm sesuai gambar kerja ( ukuran 148 x 45 mm dengan kedua ujung sudut 45 ).
5. Bersihkan hasil potongan dengan menggunakan grinda dan/ atau kikir.
6. Rakit konsrtruksi persambungan sudut besi siku ( jika perlu boleh dilas catat dengan menggunakan las busur manual atau GMAW )
7. Rapikan benda kerja, dan serahkan kepada pembimbing/ instruktor untuk diperiksa.
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1.
2.
3.
.
Ukuran benda kerja
Sudut potongan
Kerapian pekerjaan
- Sesuai dengan gambar kerja, tol. . 0,5mm
- 45, tol. 1
- Tidak ada sisi yang tajam
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 1
Transparansi
Persiapan Fabrikasi
Dimensi ukuran Jenis dan ukuran bahan
serta bagian-bagian Spesifikasi dan toleransi Finishing Standar gambar Kemungkinan
penggantian/ perubahan gambar
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc
PROSES
Merancang Pekerjaan :
Menghitung Bahan
Membaca Gambar
Membaca gambar kerja Mengidentifikasi pekerjaan-
pekerjaan yang akan dilakukan Mengatur penggunaan
perlengkapan kerja, alat-alat tangan dan bahan
Menentukan urutan pekerjaan Membuat gambar kerja atau
model Membuat mal atau pola
Kesesuaian dengan disaian/ gambar kerja
Tiap-tiap bagian yang dikerjakan cocok satu sama lainnya secara akurat.
Kemudahan dalam memasang dan merakit.
Melukis/ Menandai
Kesesuaian dengan disaian/ gambar kerja
Tiap-tiap bagian yang dikerjakan cocok satu sama lainnya secara akurat.
Kemudahan dalam memasang dan merakit.
datum point penerapan teknik-
teknik konstruksi geometris.
Membuat Pola
Metode garis paralel Metode garis radial Metode segi tiga.

Bab 4 Strategi Penyajian Transparansi
OHT 2
Alat-alat untuk membuat Pola :
1. Penggores :
Penggunaan yang salah Penggunaan yang benar
2. Kapur Teknik :
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc
penggorespenggorespenggores
bagian yang runcing
ukuranmistar baja

Bab 4 Strategi Penyajian Transparansi
OHT 3
3. Penitik :
4. Garis Kapur :
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc
benang
siku
pengikat
gulungan benang

Bab 4 Strategi Penyajian Transparansi
OHT 4ALAT-ALAT LUKIS / GAMBAR POLA
NAMA ALAT PENGGUNAANMistar Baja Mengukur dan menarik garis
Mistar Lipat Mungukur dan memindahkan sudut
Mistar Gulung Mengukur benda kerja yang panjang dan radius/ lingkaran
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc
poros

Bab 4 Strategi Penyajian Transparansi
OHT 5
NAMA ALAT PENGGUNAANJangka Kaki - Melukis garis lengkung dan lingkaran
- Memindahkan ukuran dan sudut- Melukis konstruksi geometrik
Jangka Tongkat - Konstruksi dan lingkaran yang besar - Memindahkan ukuran dan sudut- Melukis konstruksi geometrik
Siku Blok Menyikukan benda kerja dan memeriksa kerataan benda kerja serta menarik garis siku.
Siku Pelat Menyikukan benda kerja dan menarik garis siku.
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc
pegangan
pegasporos
baut pengatur
ujung jangka yang dikeraskan dan tempere
baut pengikat
balok kayu
baut pengaturpenggores
sudut bilah lurus dan sejajar
sudut bilah lurus dan sejajar

Bab 4 Strategi Penyajian Transparansi
OHT 6
NAMA ALAT PENGGUNAANSiku Bevel Memindahkan sudut
Palu Konde - Membentuk paku keling- Memukul ( secara umum )
Palu Pen - Memukul ( secara umum )- Peregangan
Siku Kombinasi Melukis berbagai ukuran sudut dan menentukan titik pusat suatu benda kerja yang berpenampang bulat/ linkaran.
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc
baut pengatur
protractor
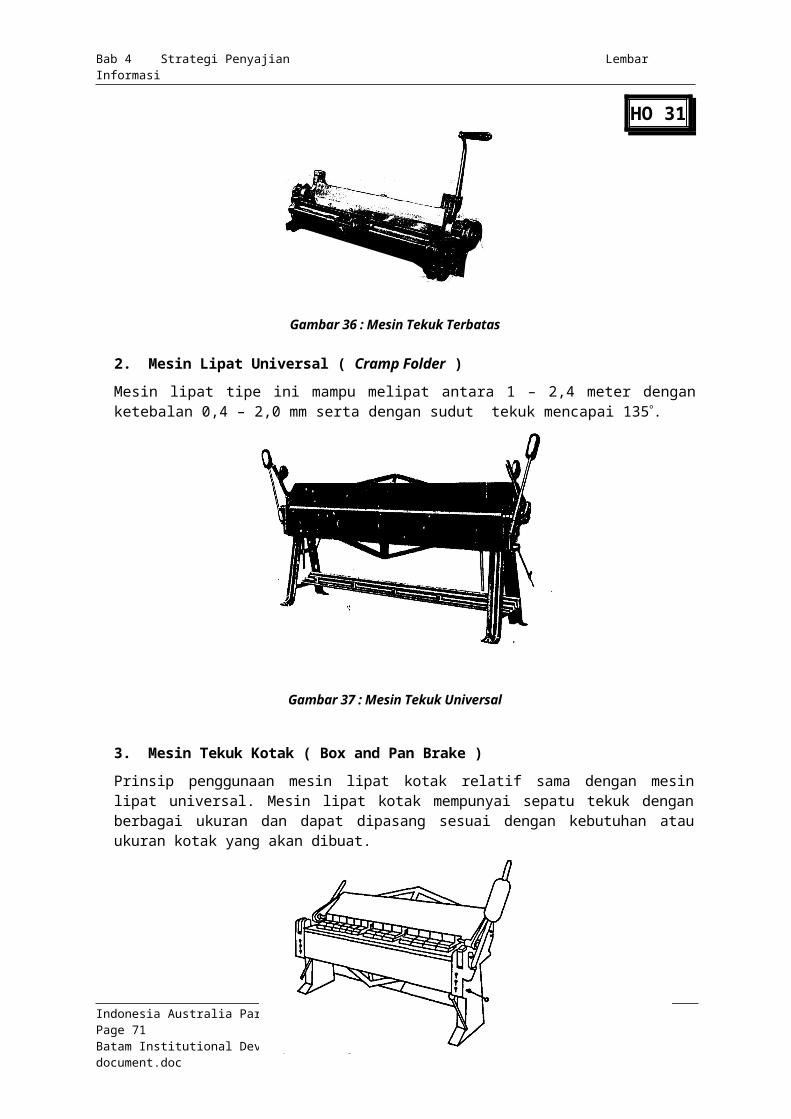
Bab 4 Strategi Penyajian Transparansi
OHT 7
GERGAJI
1. Besi/ profil baja lunak : Digunakan : 14 gigi/ inchi2. Baja perkakas pipa baja, besi siku: Diguinakan : 18 gigi/
inchi3. Tembaga, kuningan, pipa medium : Digunakan : 24 gigi/ inchi4. Tembaga, kuningan, pipa medium : Digunakan : 32 gigi/ inchi
GUNTING
1.Gunting Lurus
2.Gunting Universal
3. Gunting Lengkung
4. Gunting Dirgantara( Tangan Kiri, Tangan Kanan, Lurus )
KIKIR
PAHAT Rata Crosscut Radius Diamond
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc
ALAT-ALAT POTONG

Bab 4 Strategi Penyajian Transparansi
OHT 8
BAHAN-BAHAN FABRIKASI
Dalam perdagangan bahan-bahan fabrikasi tersedia dalam beberapa spesifikasi ( ukuran dan profil/ bentuk ), yaitu :
1. Pelat tipis yang diperdagangkan terdiri dari beberapa pilihan, di mana tersedia pelat tipis tanpa lapis tahan karat dan berlapis tahan karat, yaitu :- Lapis organik ( PVC film ) yang biasa disebut verisclad- Lapis metalik ( metallic coatings ), antara lain : galvanis
(galvabon), zincaform dan Zinc-Hi-Ten ( ZHT).- Lapis seng/ aluminium, disebut : Zincalume- Lapis seng/ besi, disebut : Zincanneal- Lapis timah hitam/ putih, disebut : Terne- Electro-Zinc, disebut : Zincseal- Rol dingin ( cold rolled )- Rol panas (hot rolled )
2. Pelat tebal tersedia dengan ketebalan antara 3,0 – 180 mm dengan lebar yang bervariasi, yaitu antara 900 mm – 3000 mm.
3. Pelat strip tidak selebar pelat tipis / tebal, tetapi tersedia dengan sudut / sisi yang siku dan ridius dengan lebar antara 10 – 300 mm serta tebal antara 3 – 12 mm.
4. Besi Siku, dalam perdagangan tersedia besi siku dengan lebar kedua sisi siku yang sama dan ada yang tidak sama
5. Besi beton dalam perdagangan dapat berupa kawat sampai dengan batangan yang berdiameter yang besar.
6. Pipa / baja profil dibuat melalui proses rol dan tarik untuk dibentuk menjadi berpenampang segi empat, segi panjang dan pipa bulat dengan panjang yang beragam, a.l : 4 meter dan 6 meter.
Indonesia Australia Partnership for Skills Development Page 73Batam Institutional Development Projectdocument.doc
Bab 4 Strategi Penyajian Transparansi
OHT 9
Pelat Strip :
Besi Siku :
Indonesia Australia Partnership for Skills Development Page 74Batam Institutional Development Projectdocument.doc
tebal bahan
panjang
lebarlebar
panjang
lebar sisi berbeda
lebar sisi sama

Bab 4 Strategi Penyajian Transparansi
OHT 10
Sambungan Keling :
- Rivet set- Pengeling Pop ( Blint Riveter)
Sambungan Sekrup:- Dapat dibongkar-pasang- Ukuran bervariasi
Self Tapping & Drilling:- Dapat dibongkar-pasang- Mengulir sendiri- Ukuran bervariasi
Sambungan Mur-Baut :- Dapat dibongkar-pasang- Ukuran bervariasi
Sambungan Lipat:- Sambungan Lipat tunggal \- Sambungan Tegak- Sambungan Bilah- Sambungan Sudut, dll
Indonesia Australia Partnership for Skills Development Page 75Batam Institutional Development Projectdocument.doc
METODE PENYAMBUNGAN

Bab 4 Strategi Penyajian Transparansi
OHT 11
MESIN-MESIN FABRIKASI
a. Mesin Potong ( Guillotines )
b. Mesin Pelubang dan Potong Universal (Punch and Shear)
Indonesia Australia Partnership for Skills Development Page 76Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 12c. Mesin Nibler
d. Gergaji Bundar dan Grinda Potong ( Cold Cut-Off Saw and Abrasive Cut-Off Saw )
e. Gergaji Mesin ( Power Hacksaws )
Indonesia Australia Partnership for Skills Development Page 77Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 13f. Gergaji Pita Vertikal (Vertical Band saw)
g. Mesin Pres ( Press Brake )
h. Mesin Bor1. Bor Tangan ( Portable Drill )
Indonesia Australia Partnership for Skills Development Page 78Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 142. Mesin Bor Bangku
3. Mesin Bor Radial
Indonesia Australia Partnership for Skills Development Page 79Batam Institutional Development Projectdocument.doc
rumah motor dan belt
tuas penekan
kuncimbejameja
spindle

Bab 4 Strategi Penyajian Transparansi
OHT 15i. Mesin Lipat
1. Mesin Lipat Bangku/ Terbatas( Bench / Adjustable Folder )
2. Mesin Lipat Universal ( Cramp Folder )
3. Mesin Tekuk Kotak ( Box and Pan Brake )
Indonesia Australia Partnership for Skills Development Page 80Batam Institutional Development Projectdocument.doc
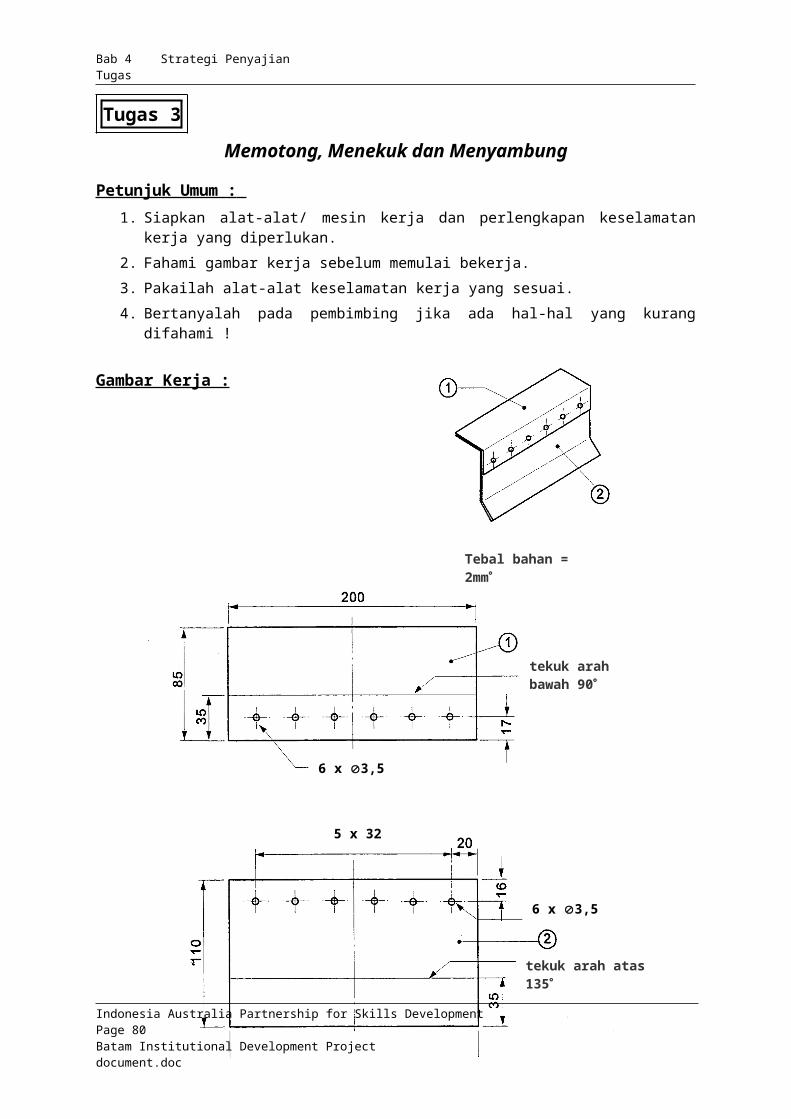
Bab 4 Strategi Penyajian Transparansi
OHT 16j. Mesin Rol
1. Slip Roller
2. Power Roller
Indonesia Australia Partnership for Skills Development Page 81Batam Institutional Development Projectdocument.doc
tuas pengatur tekanan
tuas pelepas rol
baut pengatur pemutar
kaki

Bab 5 Cara Menilai Unit Ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standar Kompetensi. Bila pada nilai yang ditetapkan telah tercapai, maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan unjuk kerja pada level (tingkat) yang dapat diterima mengorganisikan tugas-tugas yang dibutuhkan. merespon dan bereaksi secara layak bila sesuatu salah memenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada
pekerjaan mentransfer/mengimplementasikan keterampilan dan pengetahuan pada
situasi baru.Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulu belajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 82Batam Institutional Development Projectdocument.doc
Bab 5 Cara Menilai Unit Ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi tugas untuk memperkuat teori
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokok hubungan dengan tugas.
Untuk penilaian unit “ Teknik Fabrikasi-1 “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Teori
Elemen 1 : Proses-proses Persiapan Pekerjaan FabrikasiTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Tuliskan minimum 4 keterampilan yang perlu dikuasai seseoramg yang bekerja di
bidang fabrikasi.
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
2. Tuliskan minimum 4 hal yang dapat diinformasikan oleh gambar fabrikasi yang dijadikan dasar untuk bekerja.
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
Indonesia Australia Partnership for Skills Development Page 83Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
3. Tuliskan empat hal yang harus dijelaskan pada spesifikasi pekerjaan !
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
………………… …………………….. ……………
4. Pada penerapan pembuatan pola untuk pekerjaan fabrikasi digunakan metode-metode gambar bentangan. Tuliskan tiga metode gambar bentangan tersebut !
………………… ……………………..
………………… ……………………..
………………… ……………………..
5. Gambarkan posisi penggunaan penggores yang salah dan yang benar !
Benar Salah
6. Jelaskan kelemahan/ keterbatasan penggunaan kapur teknik !
………………… ……………………..
………………… ……………………..
………………… ……………………..
7. Tuliskan nama dan penggunaan alat-alat berikut ini !
Nama : …………………………….. Penggunaan :
- ……………………………….
- ………………………………..
- …………………………………
Indonesia Australia Partnership for Skills Development Page 84Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Nama : …………………………….. Penggunaan :
- ……………………………….
- ………………………………..
Nama : …………………………….. Penggunaan :
- ……………………………….
- ………………………………..
Nama : …………………………….. Penggunaan :
………………………………………….
…………………………………………..
…………………………………………..
Elemen 2 : Alat-alat PotongTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Daun gergaji dibuat dalam berbagai ukuran dan jumlah rigi/ gigi. Jelaskan
penggunaan daun gergaji dengan jumlah gigi 14, 18 dan 32.
………………… ……………………..
………………… ……………………..
………………… ……………………..
2. Jelaskan penggunaan : a) gunting lurus, b) gunting lengkung, c) gunting dirgantara, d).pahat rata pendek (crosscut ), e) pahat radius.
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
Indonesia Australia Partnership for Skills Development Page 85Batam Institutional Development Projectdocument.doc
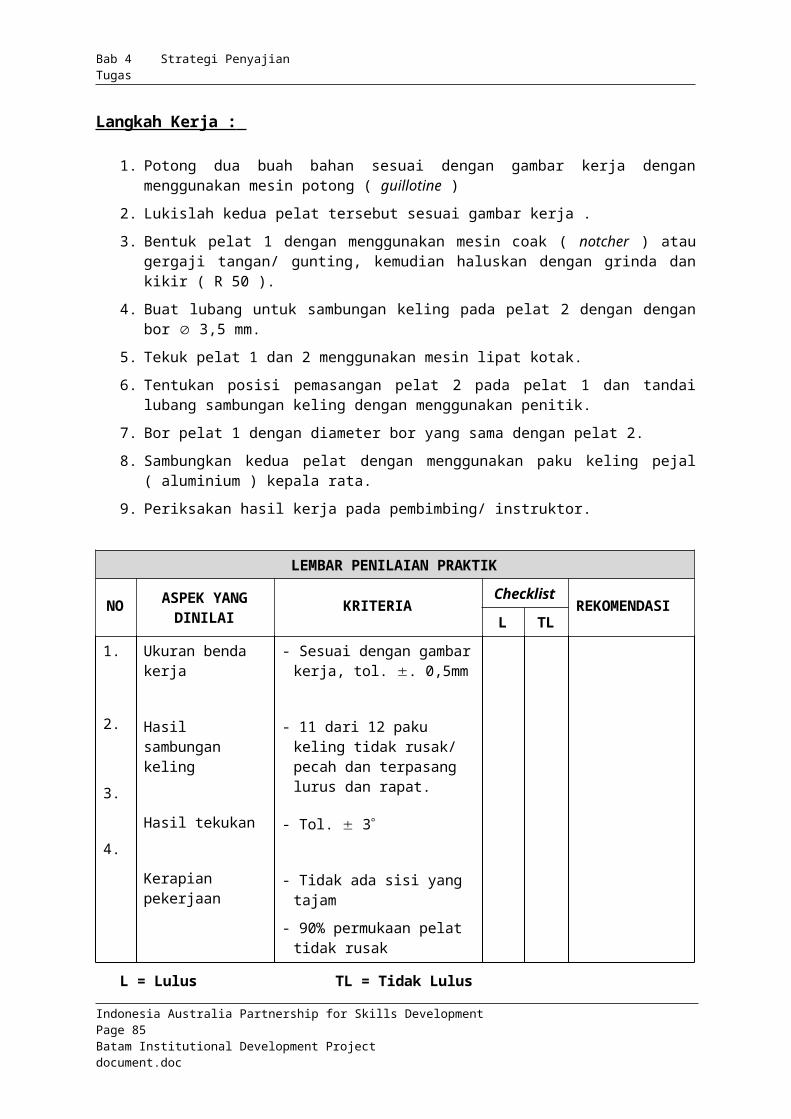
Bab 5 Cara Menilai Unit Ini
3. Uraikan minimum ( masing-masing ) 2 upaya keselamatan kerja penggunaan alat-alat berikut ini :
a. Gergaji
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
b. Gunting
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
c. Pahat
………………… …………………….. ………………… ……………………..
………………… …………………….. ………………… ……………………..
Elemen 3 : Bahan-bahan FabrikasiTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Tuliskan 5 logam ferro yang digunakan pada pekerjaan fabrikasi !
………………… ……………………..
………………… ……………………..
………………… ……………………..
………………… ……………………..
………………… ……………………..
2. Tuliskan 3 logam non-ferro yang digunakan pada pekerjaan fabrikasi !
………………… ……………………..
………………… ……………………..
………………… ……………………..
3. Pelat tipis yang diperdagangkan terdiri dari beberapa pilihan, di mana tersedia pelat tipis tanpa lapis tahan karat dan berlapis tahan karat. Tuliskan 5 macam bahan yang banyak dipakai dalam pekerjaan fabrikasi logam.
………………… ……………………..
………………… ……………………..
………………… ……………………..
………………… ……………………..
………………… ……………………..
Indonesia Australia Partnership for Skills Development Page 86Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Elemen 4 : Metode-metode PenyambunganTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Pemilihan metode penyambungan pada pekerjaan fabrikasi ditentukan oleh beberapa
faktor. Tuliskan faktor-faktor tersebut !
………………… ……………………..
………………… ……………………..
………………… ……………………..
………………… ……………………..
2. Tuliskan dan jelaskan penggunaan alat pengikat/ penyambung berikut ini !
a. Nama : ………………………………………
Penggunaan : ………………………………
b. Nama : ………………………………………
Penggunaan : ………………………………
c. Nama : ………………………………………
Penggunaan : ………………………………
d. Nama : ………………………………………
Penggunaan : ………………………………
e. Nama : ………………………………………
Penggunaan : ………………………………
Indonesia Australia Partnership for Skills Development Page 87Batam Institutional Development Projectdocument.doc
a. b.
c. d. e.

Bab 5 Cara Menilai Unit Ini
3. Tuliskan nama-nama sambungan lipat berikut ini !
a. …………………………………..
b. …………………………………….
c …………………………………….
Elemen 5 : Mesin-mesin FabrikasiTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Tuliskan dua tipe mesin bor yang dipakai pada pekerjaan fabrikasi logam.
…………………….. ……………….. ……………
…………………….. ……………….. ……………
2. Tuliskan nama dan penggunaan serta ( minimum ) satu upaya keselamatan kerja penggunaan mesin-mesin berikut ini :
a.
Nama : ………………………………
Penggunaan : ………………………. ………………. ………………… …..………
Upaya keselamatan kerja : …………………………………. ………………… ……….
Indonesia Australia Partnership for Skills Development Page 88Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
b.
Nama : ………………………………
Penggunaan : ………………………. ………………. ………………… …..………
Upaya keselamatan kerja : …………………………………. ………………… ……….
c.
Nama : ………………………………
Penggunaan : ………………………. ………………. ………………… …..………
Upaya keselamatan kerja : …………………………………. ………………… ……….
d.
Nama : ………………………………
Penggunaan : ………………………. ………………. ………………… …..………
Upaya keselamatan kerja : …………………………………. ………………… ……….
Indonesia Australia Partnership for Skills Development Page 89Batam Institutional Development Projectdocument.doc
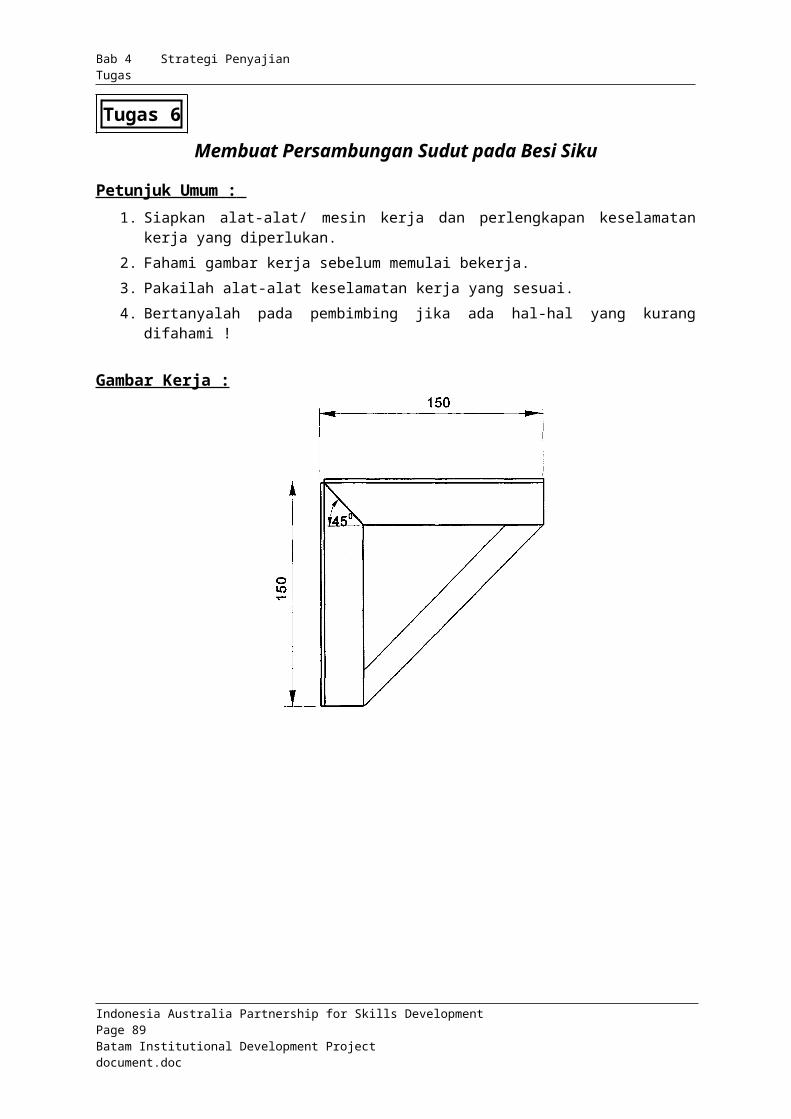
Bab 5 Cara Menilai Unit Ini
e.
Nama : ………………………………
Penggunaan : ………………………. ………………. ………………… …..………
Upaya keselamatan kerja : …………………………………. ………………… ……….
3. Ada tiga tipe mesin lipat yang sering dipakai pada pekerjaan fabrikasi. Tuliskan namanya dan jelaskan penggunaannya.
1. Nama : ………………. ……………………………….
Penggunaan : ……….……………………………. ……………………………….
2. Nama : ………………. ……………………………….
Penggunaan : ……….……………………………. ……………………………….
3. Nama : ………………. ……………………………….
Penggunaan : ……….……………………………. ……………………………….
4. Jelaskan penggunaan dari mesin rol standar ( slip roller ) dan mesin rol bangku !
…………………………… ………………………………….
…………………………………………………………………
……………………………….. ………………………………
…………………………………………………………………
Indonesia Australia Partnership for Skills Development Page 90Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ringkasan Penilaian Pengetahuan dan KeterampilanGunakan tugas-tugas ini untuk menetapkan apakah peserta pelatihan telah menguasai pokok-pokok pengetahuan dan keterampilan yang diperlukan.
Pokok-pokok Pengetahuan dan
KeterampilanTugas-tugas Penilaian Ya Tidak
Perlu Latihan
Lanjutan1.0 Menjelaskan
proses-proses persiapan perjaan fabrikasi .
1.1 Urutan proses produksi dan keterampilan-keterampilan yang diperlukan untuk pekerjaan fabrikasi dijelaskan.
1.2 Proses-proses persiapan pekerjaan fabrikasi dan penggunaan alat-alatnya dijelaskan dan diterapkan.
2.0 Menjelaskan dan menggunakan alat-alat potong yang digunakan pada pekerjaan fabrikasi.
2.1 Penggunaan dan pemilihan daun gergaji tangan serta keselamatan penggunaannya diuraikan.
2.2 Penggunaan macam-macam gunting serta keselamatan penggunaannya diuraikan dan diterapkan.
2.3 Penggunaan macam-macam kikir dan pahat serta keselamatan penggunaannya diuraikan.
3.0 Menjelaskan bahan-bahan yang dipakai pada pekerjaan fabrikasi.
3.1 Macam-macam bahan/ logam ferro dan non-ferro diidentifikasi
3.2 Spesifikasi dan penggunaan bahan untuk pekerjaan fabrikasi dijelaskan.
4.0 Menjelaskan dan menerapkan metode-metode penyambungan pada pekerjaan fabrikasi.
4.1 Metode-metode penyambungan pada pekerjaan fabrikasi logam dijelaskan.
4.2 Teknik-teknik penyambungan yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
5.0 Menjelaskan dan menerapkan penggunaan mesin-mesin yang dipakai pada pekerjaan fabrikasi.
5.1 Mesin-mesin yang digunakan pada pekerjaan fabrikasi logam diidentifikasi dan dijelaskan.
5.2 Pengoperasian mesin-mesin yang relevan dengan pekerjaan fabrikasi logam didemonstrasikan dan diterapkan.
Indonesia Australia Partnership for Skills Development Page 91Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Checklist yang Disarankan Bagi PenilaiModul : Teknik Fabrikasi-1
Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Proses-proses persiapan pekerjaan fabrikasi :- membaca gambar teknik - merancang pekerjaan- menghitung penggunaan bahan- menerapkan teknik-teknik melukis/ menandai- membuat pola/ mal
Penerapan/ latihan membuat pola
….….….….….….
Alat-alat potong :- gergaji tangan - gunting- kikir- pahat
Penerapan / latihan penggunaan alat-alat potong
….….….….….
Bahan-bahan fabrikasi :- ferro- non ferro
Spesifikasi dan penggunaan bahan
….….….
Metode-metode penyambungan :- sambungan keling - sambungan sekrup- self tapping dan self drilling- sambungan baut-mur- sambungan lipat- sambungan las
Penerapan/ latihan peyambungan
….….….….….….….
Mesin-mesin fabrikasi :- mesin potong ( guillotine )- mesin pelubang dan potong universal- mesin nibler- gergaji bundar dan grinda potong- gergaji mesin- mesin pres- mesin bor- mesin lipat- mesin rol
Penerapan/ latihan pengoperasian mesin-mesin fabrikasi
….….….….….….….….….….
Indonesia Australia Partnership for Skills Development Page 92Batam Institutional Development Projectdocument.doc
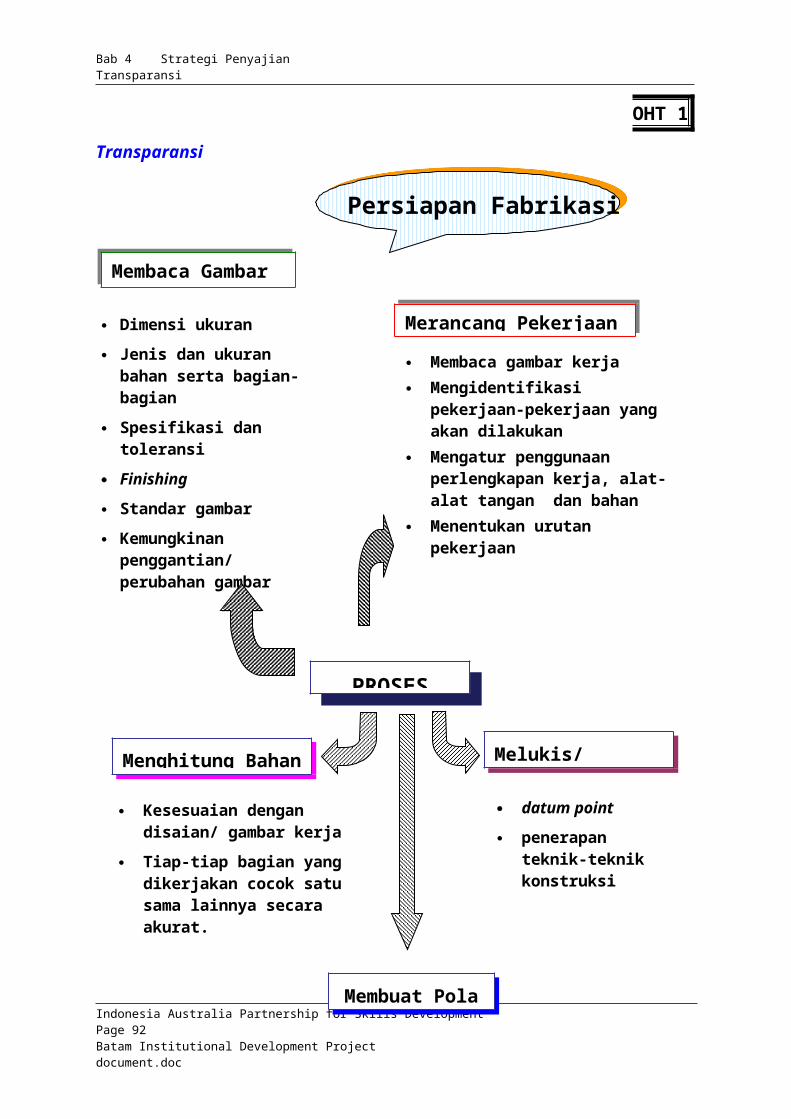
Bab 5 Cara Menilai Unit Ini
Lembar Penilaian
Unit : BSDC 0752 / Teknik Fabrikasi-1
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
SAYA SUDAH DIBERITAHU TENTANG HASIL PENILAIAN DAN ALASAN MENGAMBIL KEPUTUSAN TERSEBUT.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 93Batam Institutional Development Projectdocument.doc