industrial training at parle biscuits
TRANSCRIPT

MANUFACTURING & PROCESSING OF PARLE-G BISCUITS
SUBMITTED BY: MRIDULA BHANDARI

CONTENTS Introduction Logo Products range Overview: Parle Pvt. Ltd, Rudrapur Working Structure : 5’S Policy Production Unit Flow Chart Inventory management Raw materials Process layout of Parle-G biscuits
CONTENTS (CONTD.) Coding General data for Parle-G HACCP GMP Conclusion

INTRODUCTION1. Industry : Food2. Founded : 19293. Headquarter : Vile Parle (East), Mumbai4. Parent : Chauhan family5. Products : Biscuits, Snacks &
Confectionary6. Revenue : $977.24M7. Net income : $39.55M

LOGO
Red color denotes hunger & health White color denotes purity & goodwill.

PRODUCTS RANGE The company is associated with the
manufacturing of a wide variety of biscuits and confectionary items:
Biscuits: Parle-G, Monaco, Krackjack, Hide & Seek, Golden arcs, Golden kreams, Parle 20-20.
Confectionery : Poppins, Melody, Mango bite, Eclairs, Kismi bar
The Pantnagar plant is involved in manufacture of Parle-G, 20-20, Happy-Happy, Orange Kreams.


OVERVIEW: PARLE PVT. LTD. , RUDRAPUR
Established in 2005 over a vast area of 13 acres Boasts Asia’s largest oven Average production is 5,000 metric ton per month 56 officials and 910 workers There are 3 plants in the unit as follows:1) P1- Cookies (Happy-Happy, 20-20)2) P2 - Parle-G3) P3 - Orange kream biscuits

WORKING STRUCTURE: 5’S POLICY
5’S Policy
Seiri- Reorganization Seiton -Neatness Seiso - Cleanliness Seiketshu - Standardisation Shitsuke – Discipline
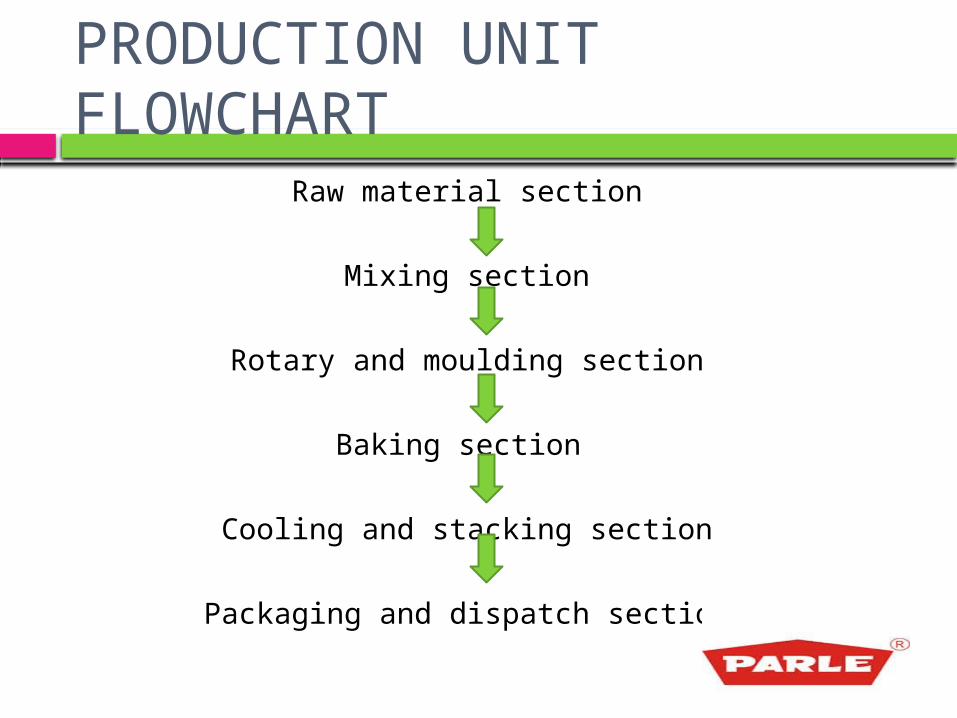
PRODUCTION UNIT FLOWCHART
Raw material section
Mixing section
Rotary and moulding section
Baking section
Cooling and stacking section
Packaging and dispatch section
INVENTORY MANAGEMENT Inventory management is primarily about
specifying the size and placement of stocked goods.
Required at different locations within a facility or within multiple locations of a supply network.
To protect the regular and planned course of production.
It is about knowing where all your stock is and ensuring everything is accounted for at any given time.

INVENTORY CHECKPOINTS FOR RAW MATERIAL STORES FSSAI Lic. No. should be mentioned in invoice copy
as well as in their bags and boxes of each and every materials.
Food grade statement should be mentioned in invoice copy.
COA report are attached with every consignment and every report should be clear as per the norms of FSSAI
Manufacturing and expiry date should be mentioned. All materials loaded/unloaded in neat and clean
area.

INVENTORY CHECKPOINTS FOR RAW MATERIAL STORES (CONTD.) All RM/PM issued as per the FIFO/FEFO for
maintain better inventory storage system. Covering all RM/PM for reducing contamination
and maintain hygiene of the material products. Scrap materials left-ups as per the given time
duration. Identification boards are updated according to
RM/PM for Maintain FEFO/ FIFO of the material vehicle verification as per verification list.
FIFO - First In First Out FEFO- First Expiry First Out

RAW MATERIALS Maida (wheat flour) Finely milled wheat flour Becomes cohesive, elastic and gas
retenting when hydrated and kneaded. In presence of water forms gluten
which is responsible for above properties.
Acts as a structure builder.

RAW MATERIALS (CONTD.) Sugar Responsible for structure and hardness in
short dough biscuits Aids surface coloration Enzyme carrier
Invert Syrup Prevents surface crystallization Gives colour and helps in moisture retention

RAW MATERIALS (CONTD.) Salt Modifies other flavours Affects the rheology of dough and
improves the dough crumb colour.
Water Acts as solvent to form dough Acts as a leavening agent and helps in
expansion.

RAW MATERIALS (CONTD.) Skimmed milk powder (SMP) Provides nutrients to product Used as a minor dough ingredient to give
subtle flavour and textural improvements to aid surface cooling.
Ammonium bicarbonate (ABC) Leavening agent Maintains the stack height of biscuits.
RAW MATERIALS (CONTD.) Sodium bicarbonate Self contained leavening agent Adjusts the acidity of dough and taste of
biscuit Puffing activity
Sodium meta bisulphate (SMBS) Used in very small quantities as a
preservative and to modify gluten quality chemically

RAW MATERIALS (CONTD.) Lecithin Acts as an natural emulsifier
Finamul Is an artificial emulsifier
Vanilla flavour Artificial flavour induces the characteristics
flavour into the biscuits

RAW MATERIALS (CONTD.) Parle Flavour Mix It is added in Parle G dough. It has
maturation time of 1 month so is used 1 month after the date of manufacture.
Propylene Glycol Mixed with Parle flavour in PFM tank to
make flavour.
PROCESS LAYOUT OF PARLE BISCUITS
Parle-G biscuit plant consists of different units to perform various works, they are as follows-
Raw materials storage Maida sugar section Mixing unit Rotary unit Oven Cooling Packaging unit

1. RAW MATERIALS STORAGES.NO.
COMMODITY HOLDING TIME
STORAGE CONDITIONS
1. Maida 15 days Room temperature
2. RBD 1 Month In silo at 40-45°c
3. Sugar 1 Year Room temperature
4. SMBS 9 Months Cool and dry place
5. SMP 9 Months Cool and dry place
6. SBC 3 Years cool and dry place
7. ABC 9 Months Room temperature
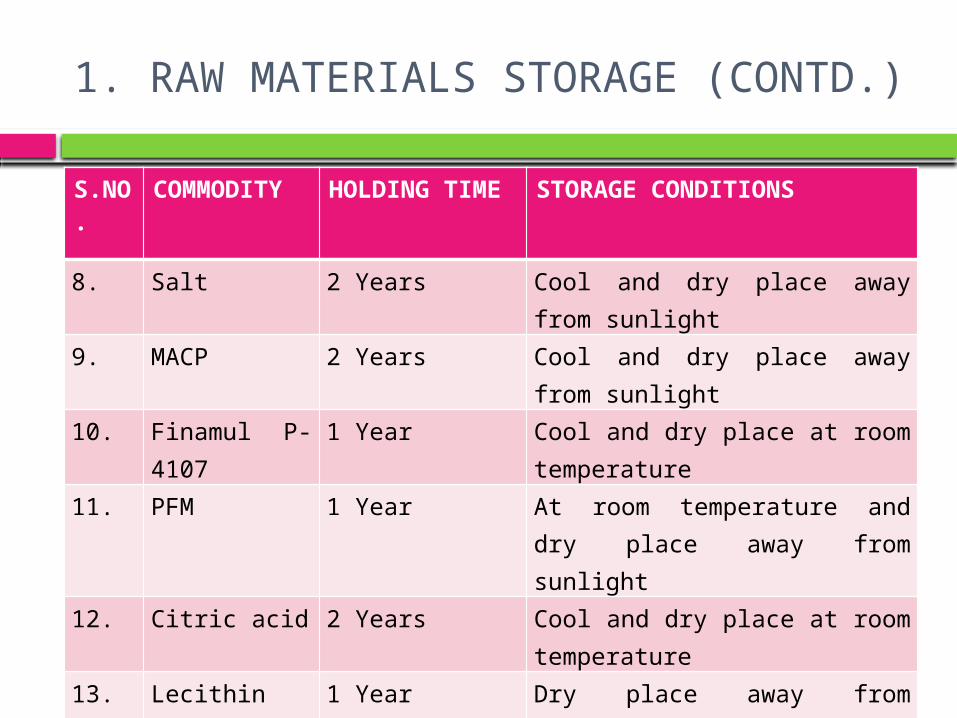
1. RAW MATERIALS STORAGE (CONTD.)
S.NO.
COMMODITY
HOLDING TIME
STORAGE CONDITIONS
8. Salt 2 Years Cool and dry place away from sunlight
9. MACP 2 Years Cool and dry place away from sunlight
10. Finamul P-4107 1 Year Cool and dry place at room temperature
11. PFM 1 Year At room temperature and dry place away from sunlight
12. Citric acid 2 Years Cool and dry place at room temperature
13. Lecithin 1 Year Dry place away from sunlight
14. Orange flavor 1 Year At room temperature cool and dry place away from sunlight

1. RAW MATERIALS STORAGE (CONTD.)
S.NO.
COMMODITY HOLDING TIME
STORAGE CONDITIONS
15. Cardamom flavor 1 Year Cool and dry place away from sunlight
16. Liq.vanilla flavor 1 Year Cool and dry place away from sunlight
17. Condensed milk 1 Year At room temperature cool and dry place away from sunlight
18. Sunset yellow 5 Years At room temperature cool and dry place away from sunlight
19. Propylene glycol 2 Years At room temperature
20. Ethyl vanillin powder 5 Years Cool and dry place away from sunlight
21. Vanillin powder 5 Years Cool and dry place away from sunlight

2. MAIDA SUGAR SECTION
Both maida and sugar are stored in large vertical tank. RBD is stored in vertical silo.
3. MIXING UNIT
Powder vessel - Receives 110kg of maida per batch from maida service tank through pipelines.
Creamer vessel - Receives Ghee, Powdered sugar, skim milk, Palm oil from RBD through pipeline at temperature 40-45°C.
Powdered sugar is passed through vessel and SMP is provided to the creamer vessel.
Finamul is used as emulsifier mixed with Palm oil. CV agitator is attached to the vessel to agitate the
ingredients properly.

3. MIXING UNIT (CONTD.) Liquid vessel - Receives Soda, Salt, Ammonia, Sugar
Syrup, PFM (Parle flavour mix) ,and water. SSA is provided to vessel. Temperature of sugar syrup should be about 42°C.
Stephan Mixer - An ideal component to fully automatically feed the downstream make up equipment for biscuits.
There are two types of motor attached to mix all material - Baffle motor and Mixer motor.
Rotation is about 600-700 revolutions. The operation divided into four phases: loading, mixing,
kneading and discharging, leads to a delicate crumb and an extremely machine able dough.

CREAMER VESSEL LIQUID VESSEL

STEPHAN MIXER

4. ROTARY UNIT
Has rotary blades which rotates and mix the dough to its final stage.
Dough temperature is about 33.5°C. Roller rolls the dough and cutting knife helps in cutting the
dough so that dough should pass from roller die equivalently and each cup of die receives appropriate amount of dough to form biscuits.
Roller Die drum has 12 cups in circle and 31 cups in length of the die drum.
Die gives the shape and size to biscuits and imprints the name of product i.e. Parle-G on top of the biscuit.
After these biscuits are passed on to rotary belt they are conveyed up to oven and are passed on the wire band belt in oven.

5. OVEN
Propane gas is used as fuel. Width of the oven is 54.5 inches and its length is 728 ft.
Total length of oven is divided in three zones i.e Puffing zone 30% of total length. Baking zone 40% of total length. Colouring zone 30% of total length. There are damper plates at each zone of oven
whose opening and closing maintain the steam inside the oven.
5. OVEN (CONTD.) In first three zones damper plates are 20% to 30% open
to maintain the steam in oven for better puffing of biscuits. In zones 4, 5, 6 & 7, the damper plate is open about 40% to 60%. Here the biscuits are baked and temperature is also high. In last three zones i.e.8, 9 &10, the damper plates are almost totally opened to release all steam from the oven.
Zones number 6, 7&8 are known as CCP zone. Their minimum temperature is 230ºC-320ºC.
It is most important zone among all other zones because it maintains shelf life of the biscuits.
CCP should be monitored time to time to ensure the receiving of desired temperature range.

BAKING PROFILE
Zone 1 Zone 2
Zone 3
Zone 4
Zone 5
Zone 6
Zone 7
Zone 8
Zone 9
Zone 10
Upper 220±20
240±20
260±20
280±20
290±20
300±20
275±20
245±20
240±20
220±20
Bottom
200±20
230±20
250±20
270±20
285±20
290±20
250±20
230±20
235±20
190±20

CHANGES DURING BAKING
Evolution and expansion of gases Coagulation of gluten and gelatinization of starch Partial dehydration from evaporation of water Development of flavours Change of colour due to Mallard browning
between gluten protein with milk and reducing sugars as well as other chemical change
Crust formation from surface hydration Crust darkening from Mallard browning and
caramelized sugar

6. COOLING
The hot baked biscuits from oven are conveyed through cooling conveying belt for cooling of biscuits.
The total travel of the cooling conveyor is 1.5 times of the oven length.
It is done for 5-7 minutes so that biscuits become cool and all the moisture gets evaporated.
A metal detector is placed after cooling to avoid any metallic contamination.

7. PACKAGING UNIT
Sealing machine - It is used to seal poly pack of biscuits.
Taping machine - It is used to seal the cartons. Multipack machine - It is a fully computerized
machine to pack packets of different weights according to requirements.
Packaging material - Two types of materials are generally used.
1. BOPP (Biaxially Oriented Polypropylene) films as primary packing material.
2. Corrugated fibre boards as secondary packing material.

7. PACKAGING UNIT (CONTD.) The conveyor continues to move to counting table
where biscuits are counted & then to staking table at which biscuits are packed in very orderly manner.
From staking table, the biscuits are moved on conveyor to multi pack wrapping machine.
During sealing of packet, the temperature of upper jaw and lower jaw is 140ºC.
Parle-G are packed into poly bags & sent to sealing machine where it is sealed, then to corrugated box section where poly bags are placed manually and box is passed through at a taping machine where the boxes are tapped.

SEALING MACHINE TAPING MACHINE

MULTIPACK MACHINE

CODING Coding includes PKD (month & year), Batch
number (PN i.e. Pantnagar, date, shift, B) Short date coding - Parle –G (70g) Long date coding - Parle-G (140g) Note - There should be same coding in
box, packet, coupon and poly bag. During offline coding the wrapper font size
coding should be of same height not less than 2 mm.
GENERAL DATA FOR PARLE-G
Weight of baked biscuit = 5.5-5.10gm Number of biscuits in 1 packet (45gm) = 9 Weight of baked biscuit + weight of
packet = 46.45gm Length of biscuit = 55 mm Width of biscuit = 36mm Stack height = 105-107mm Baking time = 3.30 min

HACCP Stands for Hazard Analysis and Critical Control
Point. It is a systematic preventive approach to food
safety from biological, chemical, and physical hazards in production processes.
Critical Control Points (1) Sugar syrup filter press (2) Maida sifter sieves (3) Metal detector – For ferrous =1.5mm For non-ferrous=2.0mm For S.S. = 2.5mm

GMP (GOOD MANUFACTURING PRACTICES)
GMP Is a production and testing practice to ensure a quality product. It covers following parts –
1. SOPs (Standard Operating Procedures) – Step by step procedures Product consistencey & safety Legal requirements

2. Personnel – Behaviour & dress Smoking, eating & drinking are prohibited Aprons, hair covering, no jewellery Proper hand washing
3. Good Housekeeping Operational Storage area Administrative

CONCLUSIONS Practical part was seen i.e. from procurement
of raw material to the final dispatch.
Proper process control and quality checks were maintained.
Protocols followed in the entire process.
Allotment of responsibilities and authorities for food safety and management system.

THANK YOU…