industrial training report
TRANSCRIPT

DURATION OF TRAINING: 21 DAYS FROM AUGUST 24 TO SEPTEMBER 11, 2003. SUBMITTED TO: FACULTY OF PHARMACY UNIVERSITY OF DHAKA DHAKA. SUBMITTED BY: ROLL NO- 42 REGISTRATION NO- HA 2074 (1996-’97) B. PHARM (HONOURS) EXAM-2000 UNIVERSITY OF DHAKA DHAKA.
Acknowledgements
My thanks to Novartis (Bangladesh) Limited for giving me the opportunity to complete my in plant training. I am deeply grateful to all those who have, with their good grace, given me their valuable time and energy to express their rich full experience about the instrumental terms, conditions and working procedures. I particularly want to acknowledge the tremendously helpful, supportive, creative contributions of Mr. Mostafizur Rahman, Mr. Abdus Samad, Mr. Asrafuzzaman Khan, Mr. Wahiduzzaman, Mr. Asadudzaman, Mr. Sumon Doha, Mr. Mahfuj Alam, Mr. Ahsan A Chowdhury, Mr. Khurshid Alam, Mr. Masud Rana, Mr. Aminul Haque, Mr. Mehraj Hamid. I owe a special thanks to my training coordinator Mr. A.K.M. Faisal Ahmed for his contribution and polite behavior. My most warm thanks to the director technical operations Mr. Mahbubul Karim especially for his unfailing personal and professional support for this in plant training. Finally, my thanks to my teachers, who has arranged such type of profession related training to gather professional experience. Other acknowledgements are made in the proper places.

In-plant training report. Page 1 of 40
Company History
Novartis (Bangladesh) Limited (NBL) came into existence with the global merger of Ciba-Geigy and Sandoz, two Swiss health care concerns in 1997. From early 1970, Novartis - then known as Ciba-Geigy - engaged in trading with various chemical and healthcare products in Bangladesh. The Bangladesh group company was incorporated in 1973 with the 40% participation of Bangladesh Chemical Industries Corporation (BCIC). In a first joint venture agreement of both partners in 1980 the investment in a crop protection formulation plant in Chittagong was implemented. In a second joint venture agreement in 1988 NBL and BCIC invested in a pharmaceuticals production plant in Tongi, which operated as from 1990 with life-saving products fitting the needs of the country. In 2000 Novartis decided on a global basis to spin-off the agro business and henceforth to concentrate on healthcare. This affected also Bangladesh group company. The former crop production business of NBL will continue, also with the business partner BCIC, under Syngenta as a separate legal entity. In January 2003 the Generics sector of NBL has undergone a substantial expansion of its production capacity to strengthen the export business of pharmaceuticals, which already go to many countries in Asia Pacific and Latin America and soon also to Europe. In May 21, 2003 Novartis Generics officially changed its name to Sandoz.
In-plant training report. Page 2 of 40
Observations
Orientation and Departments of the Industry:
The company complies of the following departments in pharmaceutical sectors and I have visited all the departments as trainees. The departments’ are-
• Production area (Area-A, Area-B). a. Dispensing. b. Granulation. c. Compression. d. Encapsulation. e. Coating. f. Filling and sealing. g. Packaging.
• Quality assurance department. a. Quality control. b. In-process control.
• Product development department.
• Supply chain management department. a. Material management. b. Purchase department.
• Production planning and co-ordination department.
• Technical service department.
• Information technology department.
• Human resource department.
In-plant training report. Page 3 of 40
Production
Dispensing: The process by which active ingredient and excipients are received from ware house into the production area and weighing materials according to dispensing order sheet (DOS) is called dispensing. In case of different batch of same product, excipients of both batches are weighted first then active ingredients are weighted. There is no need of change over of instrument used in production area. This process reduces the possibility of contamination. Instruments available: ◊ Balance. Name: Metler Toledo (area B) Capacity: 150kg; 6kg. ◊ Plastic Platform (reduces particle formation than wooden platform) ◊ Exhaust system. Limitations and solutions:
☻ According to Good Manufacturing Practice (GMP) the balance should not be replaced from their original place, but balances are frequently replaced for various reason. This may cause weight variation from batch to batch. More sophisticated balance may be used. ☺ Solution: Balance built in floor may be used in place of replaceable balance. ☻ Exhaust duct used in dispensing area is not sufficient to remove dust particle that generated inside it. ☺ Solution: Exhaust system with large opening may be used as in production area A. ☻ Lighting system in the dispensing area suitable for the deposition of dust particles.
☺ Solution:
In-plant training report. Page 4 of 40
Lighting systems should be such type that the dust particle could not be deposited on light; which are also difficult to clean.
☻ Tiles are used in walls which causes dust particle deposition that is also difficult to clean.
Fungal growth may occur in the floor during damp season.
☺ Solution:
PVC walls and terrazzo (cement and crushed marble) floor may be used which is easy to clean, repair and relatively cheap. To reduce fungal growth up to 1% of a fungi static such as 8-hydroxyquinoline, pentachlorophenol may be added to the paint.
☻ Some ingredients are moisture sensitive. For their stability humidity control (dry syrup-
relative humidity below 30%) is essential in every step of manufacture. In dispensing area B has no humidity control system.
☺ Solution: It is essential to control humidity to increase stability.
Granulations:
Granulation is the process in which powder particles are made to adhere to form larger particles called granules. Granules are usually used in the production of tablets or capsules.
Purpose of granulation:
Granulation prevents segregation of the constituents in the powder mix. It improves the flow properties of the powder mix. It improves compression nature of powder.
Machines available:
Production area Machines
A B
Solid mixer T.K. Mixer. Artofex 3
In-plant training report. Page 5 of 40
(capacity 100kg) (capacity 320kg )
Fluid bed dryer Aeromatic Solace
Final mixer BHOLE mixer Not present
Solace multimill. Only one available for production
Russel shifter. Only one available for production
Types of granulation:
Three types of granulation techniques are used-
• Dry granulation
• Wet granulations
• Spray granulation
Dry granulation:
This method is applied for drugs which do not compress well after wet granulation or those which are sensitive to moisture. It may be performed following two ways-
In-plant training report. Page 6 of 40
Process one: 1. Weighing. 2. Shifting. 3. Dry mixing. 4. Addition of disintegrants. 5. Lubrication.
Process two: 1. Weighing. 2. Shifting. 3. Dry mixing. 4. compression to form slug. 5. Addition of disintegrants. 6. Lubrication.
Wet granulation:
Wet granulation involves the massing of the powder mix using a solvent. The solvents used must be volatile, so that they can be removed by drying, and nontoxic. Steps involved:
1) Weighing. 2) Shifting. 3) Dry mixing. 4) Wet mixing.
5) Drying. 6) Crushing. 7) Addition of disintegrants. 8) Lubrication.
Spray granulation:
This technique utilizes the technology of fluid bed drier. Heated air is blown through a bed of unmixed powders and mixes the powders. Granulating liquid is pumped through a spray nozzle over the particle.
Limitations and solutions:
☻ Multimill and shifter frequently used in granulation technique. Production A and production B
use these two instruments by shifting. It reduces productivity.
☺ Solution:
To increase productivity these instruments are essential in both areas.
In-plant training report. Page 7 of 40
☻ No final mixer (e.g. BHOLE MIXER) present in production area B; which is essential for quality
product.
☺ Solution:
It is essential to install a final mixer.
Compression: Compression of powder means reduction in bulk volume of a material as a result of displacement of the gaseous phase. Compression technique used for the manufacture of tablet. Machines available:
◊ Manestry (unipress): single rotary, 20 punch. ◊ Clit machine: double rotary, 29 punch. ◊ Se-Jong tablet machine: single rotary, 30 punch.
Tablet machine parts:
Hopper. Fed frame. Feed paddles. Draw down cam. Weight controller Fill station. Pre-compression roller.
Main compression roller. Compression sration. Ejection cam. Take off blade. Ejection station. Take off chute.
Stages of compression: 1. Feed frame over die. 2. Fill. 3. Scrapping.
4. Feed shoe pull back. 5. Compression. 6. Ejection
In-plant training report. Page 8 of 40
Tablet manufacture problem: Θ Punch filming and sticking. Θ Weight variation. Θ Capping/lamination. Θ Mottling.
Θ High friability. Θ Low hardness. Θ Variable hardness. Θ Bisection or embossing.
Limitations and solution:
☻ Vacuum system used in both Clit and Se-Jong tablet machine to introduce granules, that
reduce the requirement of manpower & increase productivity – but it produce dust particle which contaminate environment. Manestry tablet machine has no such problem.
☺ Solution:
Automatic hopper as Manestry may be used or protective covering my use to prevent dust formation.
☻weight of tablet digitally controlled in both Manestry and Se-Jong tablet machine that reduce
weight variation and also easy to control than clit machine which is manually controlled.
☺ Solution:
Establishment of digitally control system for Clit machine, granules that have better flowing property may be compressed without any weight variation.
☻ Pre-compression roller reduce the air inside the granules, that reduce cracking problem –
absent in clit machine.
☺ Solution:
Granules with better compressibility can be easily compressed. If problem (Cracking) arises with this machine direct compression (Ludipress LCE) agent may be used.
Tablet coating
In-plant training report. Page 9 of 40
It is the process by which a layer of polymer or sugar applied on core tablet for various reasons is called coating. Types:
o Sugar coating. o Film coating. o Powder coating. o Enteric coating.
Coating machines:
◊ Manestry accela cota (capacity 150kg)
◊ Se-Jong (capacity 150kg)
◊ NR-cota (capacity 30kg)
Sugar coating:
Sugar coating is the traditional method of coating tablet. It involves the successive application of sucrose-based solutions to tablet cores in suitable coating equipment.
Steps:
Actual steps Used steps
1. Sealing of the tablet cores. 2. Sub-coating. 3. Smoothing. 4. Coloring. 5. Polishing. 6. Printing.
1. Application of liquor solution. 2. Application of talc solution. 3. Coloring. 4. Polishing.
Limitations and solutions:
In-plant training report. Page 10 of 40
☻ Here coating is performed by only four steps; which may cause stability problem of drug and may not fill the purpose of coating. ☺ Solution: If there is no reduction of productivity, all referred steps may be followed. It may improve the quality of coated product. Product development may improve the process. ☻ Coating solution is applied manually- that may cause serious damage of core.
☺ Solution: It is essential to use spray system for accuracy of coating and stability of drug. Film coating: Film coating is a modern technique of coating procedure requires very small time compared to sugar coating. It involves less steps and coating problem. Steps:
o Introduction of liquor solution. o Coloring. o Polishing.
Factors considered during coating procedure:
Following factors have to be considered during coating procedure- I. Rotation of coating pan.
II. Inlet air velocity. III. Pressure of air inside coating pan. IV. Inlet air temperature. V. Outlet air temperature.
Coating problems:
Logo-briging. Edge chipping./ Erosion. Picking and Sticking.
Cracking. Twining. Tablet to tablet color variation.
In-plant training report. Page 11 of 40
Blocking. Orange pill/ roughness. Loss of logo definition.
Peeling. Erosion.
Steps to reduce coating problems:
a. Coat tablet should not be flat, it should be convexed. b. Granules should be properly dried. c. Color solution should be added slowly. d. Sugar coated tablet should not have logo.
Encapsulation
Encapsulation is the process of manufacture of capsule. Capsules are solid dosage forms in which the drug substance is enclosed in either a hard or soft, soluble container or shell of a suitable form of gelatin.
Types of capsule:
Θ Hard gelatin capsule.
Θ Soft gelatin capsule.
Hard gelatin capsule:
It is referred to as the dry filled capsule; consist of two sections, one slipping over the other, thus completely surrounding the drug formulation.
Soft gelatin capsule:
It is a soft, globular, gelatin shell, somewhat thicker than that of hard gelatin capsules. The gelation is plasticized by the addition of glecerin, sorbitol or a similar polyol.
Machines available:
◊ Machine: BOSH (for hard gelatin capsule)
In-plant training report. Page 12 of 40
Channel: Single. CPM: 300; CPH: 18,000. Output: 36 (per-rotation)
Machines criteria:
In a tablet machine one die fill with granules at a time from a hopper, but in a capsule machine shell fill from hopper through different channel and thus final weight adjusted by trial and error method.
Limitations and solutions:
☻ Weight of capsule adjusted by trial and error method; it is a time consuming process and there is possibility of weight variation. ☺ Solution: Replacement of old machine by newer one.
Packaging
Packaging can be defined as an economical means of providing, presentation, protection, identification/information, containment, convenience and compliance for a product during storage, carriage, display and use until such time as the product is used or administered.
Packaging materials provide protection to the product in following ways:
Mechanical hazards:
Shock or impact damage. Compression. Vibration. Abrasion.
Puncture.
Climatic hazards:
Moisture. Temperature.
Pressure. Light. Atmospheric gas.
Biological hazards:
In-plant training report. Page 13 of 40
Microbiological. Other infections.
Pilferage.
Types of packaging:
Packaging can be divided into two ways: ☼ Primary packaging.
Blister packaging. Strip packaging. Bottle filling and sealing.
☼ Secondary packaging. ☼ Primary packaging:In case of primary packaging, packaging material comes to the direct contact of the finished goods. So its quality should be strictly maintained.
Blister packaging:
Blister packaging involves forming heat softened plastic film or around a deep-drawn pocketed mold to make a plastic tray (thermoforming), filling with a solid dosage form product and sealing with push through or peel able covering.
Composition:
Heat softened plastic film: Chemically films used are polymer in nature. Polymers used are polyethylene (PE), poly vinyl chloride (PVC), poly vinyl di-chloride (PVDC) etc. Films used may be of one, two or three layered; depending on nature (moisture sensitivity) of finished product. Its thickness may vary from 250-300 micrometer. Covering materials: Covering material is usually preprinted or plane aluminum. Its standard thickness is about 25 micrometer. The covering material has a printing primer on one side and a heat sealing lacquer on the other, which faces the product and forming film. Machines: Packaging machine:
In-plant training report. Page 14 of 40
Name: CAM, OTTO HANSEL, ULHMANN. Printing machine: Name: Hapamatic.
Operating temperature:
Heating temperature: 130° C (formation of pocket). Sealing temperature: 160° C (sealing of film and cover). Steps of packaging procedure: • Formation of pocket for product (tablet or capsule) using heat softened plastic film. • Introduction of product into pocket (manually or mechanically). • Sealing of product by covering material (printed or without printed). • Cutting. • Conveying to packaging section by conveying belt.
Strip packaging: A strip package is formed by feeding two webs of a heat sealable flexible film through a heated roller. The product is dropped into the pocket formed prior to forming the final set of seals. Machines: ◊ Packaging machine: Name: Gansons (Capacity 1600 capsule/hr). ◊ Printing machine: Name: Image (to print batch no and expiry date). Associates have to observe:
o Vacant capsule shell. o Chute flow of capsule.
o Printing of batch no and expiry date. o Cutting of strip.
Limitations and solutions:
In-plant training report. Page 15 of 40
☻ In case of strip packaging machine voltage up and down may change temperature of heated roller, which may cause leakage problem. ☺ Solution: A voltage stabilizer may set for strip packaging machine. ☻ Conveying belt is not using to convey strips to packaging area that cause deformation of strips before packaging. ☺ Solution: To set a conveying belt for prevention of deformation of strips.
Filling and sealing:
Steps and instruments:
Bottle wash (Machine: Anchor mark). Bottle drying (Machine: Anchor mark; Temp- 110º C for 2 hr). Tablet filling (Chinese machine)/Powder filling (Machine: Anchor mark). Airtight sealing (Machine: Anchor mark). Packaging.
Precaution:
Humidity is strictly maintained during filling of dry syrup. Here dehumidifier is used to maintain RH below 30%.
☼ Secondary packaging:
Secondary packaging mainly used for the following purposes:
♦ To improve handling property of large amount products.
♦ To facilitate transport of product.
♦ To withheld shock during shipment.
♦ To prevent the product from environmental hazards (moisture, temperature etc.).
In-plant training report. Page 16 of 40
Quality assurance
Quality assurance department co-ordinate the functions of following four departments:
• In process control department.
• Quality control department.
• Good manufacturing practice (GMP) department.
• Quality compliance department.
In process control department
Instruments available:
◊ Friabilator:
Name: Pharma Test. It is used to determine the capacity of tablet to withstand shock during coating, packaging and shipment. It is expressed as percentage.
Friability (%) = 10011
2⎟⎟⎠
⎞⎜⎜⎝
⎛−
WW
Here, W2=weight after friabilation. W1=weight before friabilation. ◊ Hardness tester: Name: Pharmatron. Tablet hardness is the important measurement of IPC; as it control the disintegration time of the tablet and also size of tablet. ◊ Disintegrator:
Name: Sotax DT3.
In-plant training report. Page 17 of 40
Disintegration is the process of conversion of tablet into smaller particle. Core tablet disintegration performed in deionized water (temp-37.4°C). Enteric coated tablet disintegration time determined in 0.1% HCl solution.
◊ Leak test apparatus:
Name: Ketan It is used to determine packaging accuracy. Some time colored solution used to find leak in packaged product.
◊ Loss on drying apparatus:
Name: Metler It is used to determine moisture content of material, usually during drying, before compression and during coating. IR radiation is used in this instrument. Moisture content expressed as percentage. It is an important factor as weight of tablet compensate according to moisture of granule.
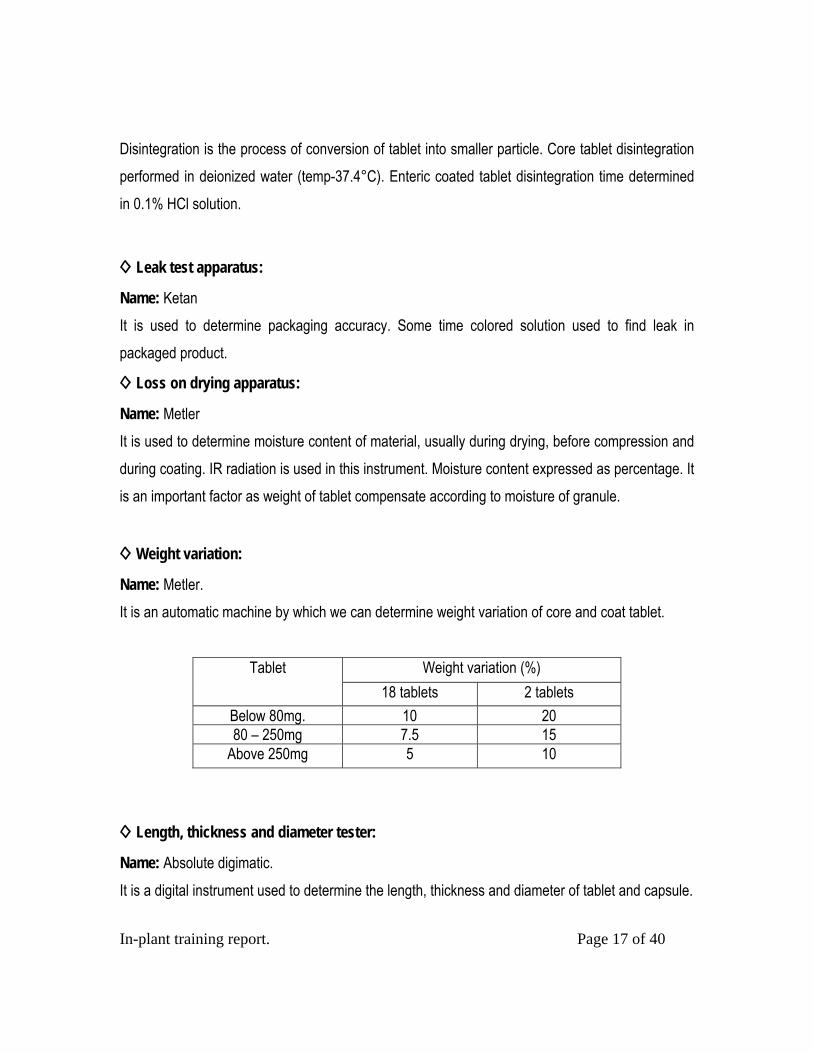
◊ Weight variation:
Name: Metler. It is an automatic machine by which we can determine weight variation of core and coat tablet.
Weight variation (%) Tablet 18 tablets 2 tablets
Below 80mg. 10 20 80 – 250mg 7.5 15
Above 250mg 5 10
◊ Length, thickness and diameter tester:
Name: Absolute digimatic. It is a digital instrument used to determine the length, thickness and diameter of tablet and capsule.
In-plant training report. Page 18 of 40
Responsibilities:
Receiving of materials from ware-house: Right materials supplied or not (according to DOS). Amount of materials supplied (according to DOS). Condition of the container.
Dispensing:
Cleanliness of dispensing area. Presence of production officer. Random weighing of material. Accurate tag used or not. Balance is calibrated or not.
Granulation:
Assure cleanliness of granulator, dryer ect. According to Standard Operating Procedure (SOP) instrument cleaned before 15 days can be used in granulation procedure.
Temperature of inlet and outlet air. Moisture content of dried granules.
Compression:
Cleanliness of compression area and instruments e.g. die, punch etc. Right die, punch used. Tablet size and shape. Tablet color. Tablet imprint. Tablet hardness. Tablet friability. Disintegration time. Weight variation.
Coating:
Cleanliness of coating area and instrument eg. Coating pan, spray system etc.

In-plant training report. Page 19 of 40
Smoothness of coated tablet. Pan rotation speed. Inlet and outlet temperature. Coating material addition speed. Weighing after coating procedure.
Encapsulation:
Cleanliness of encapsulation area and instrument. Length and radios of shell. Length and radios of capsule. Disintegration time. Capsule shape and size.
Packaging:
Leakage of blister and strip package. Package (blister and strip) imprint. Visualization of tablet inside the package. Cleanliness of packaging area and instrument.
Environment monitoring. Sanitation and cleaning. Machine validation assuring. Etc. So the quality assurance personnel are always conscious about the quality of the product by taking consideration into above factors. It requires large manpower to do all the functions accurately.
Quality control department
Quality control refers to the process of striving to produce a perfect product by a series of measures to prevent or eliminate errors in production.
In-plant training report. Page 20 of 40
Functions:
Quality control department has functions in the following areas:
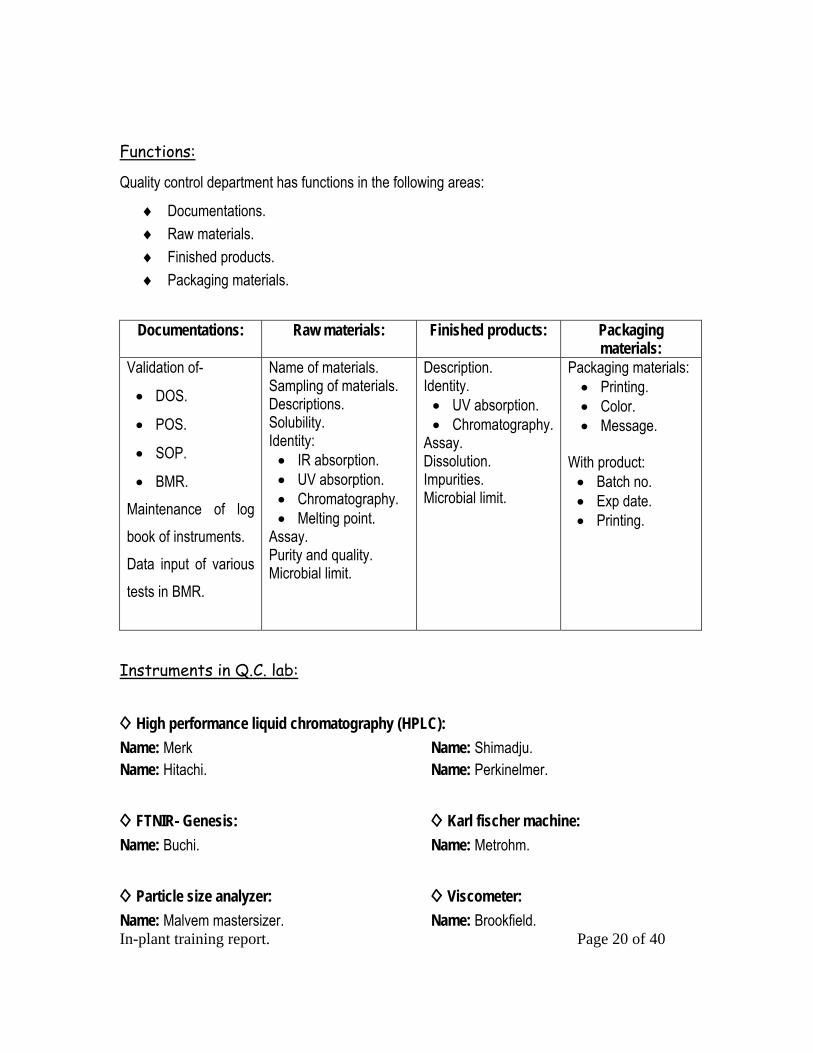
♦ Documentations. ♦ Raw materials. ♦ Finished products. ♦ Packaging materials.
Documentations: Raw materials: Finished products: Packaging materials:
Validation of-
• DOS.
• POS.
• SOP.
• BMR. Maintenance of log book of instruments. Data input of various tests in BMR.
Name of materials. Sampling of materials. Descriptions. Solubility. Identity: • IR absorption. • UV absorption. • Chromatography. • Melting point.
Assay. Purity and quality. Microbial limit.
Description. Identity. • UV absorption. • Chromatography.
Assay. Dissolution. Impurities. Microbial limit.
Packaging materials: • Printing. • Color. • Message.
With product: • Batch no. • Exp date. • Printing.
Instruments in Q.C. lab: ◊ High performance liquid chromatography (HPLC): Name: Merk Name: Hitachi.
Name: Shimadju. Name: Perkinelmer.
◊ FTNIR- Genesis: Name: Buchi. ◊ Particle size analyzer: Name: Malvem mastersizer.
◊ Karl fischer machine: Name: Metrohm. ◊ Viscometer: Name: Brookfield.
In-plant training report. Page 21 of 40
◊ Melting point detector: Name: Buchi. N- content detecror: Name: Buchi. ◊ Dissolution tester. ◊ PH meter. ◊Gaschromatography.
In-plant training report. Page 22 of 40
Microbiology laboratory:
Functions:
Microbiology laboratory is the part of quality control. It has following responsibilities-
• Microbial limit test (For bacteria and fungi).
• Antibiotic assay.
• Microbial content of environment.
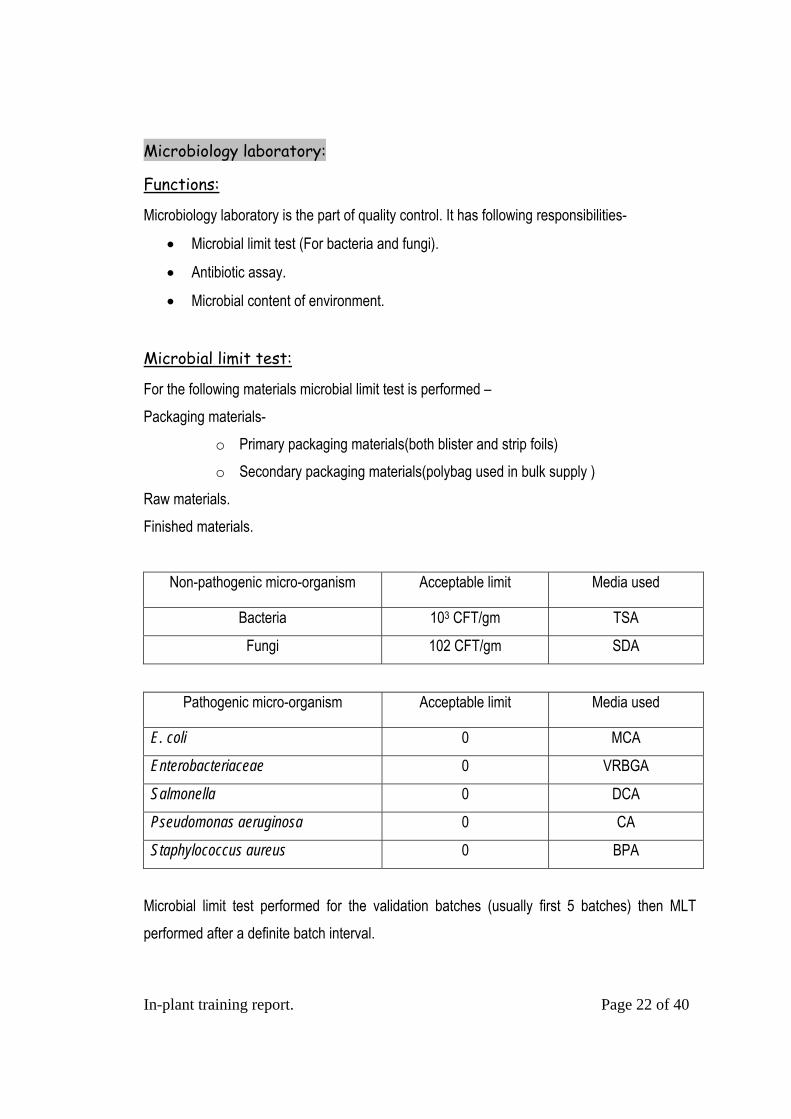
Microbial limit test:
For the following materials microbial limit test is performed – Packaging materials-
o Primary packaging materials(both blister and strip foils) o Secondary packaging materials(polybag used in bulk supply )
Raw materials. Finished materials.
Non-pathogenic micro-organism Acceptable limit Media used
Bacteria 103 CFT/gm TSA
Fungi 102 CFT/gm SDA
Pathogenic micro-organism Acceptable limit Media used
E. coli 0 MCA
Enterobacteriaceae 0 VRBGA
Salmonella 0 DCA
Pseudomonas aeruginosa 0 CA
Staphylococcus aureus 0 BPA
Microbial limit test performed for the validation batches (usually first 5 batches) then MLT performed after a definite batch interval.
In-plant training report. Page 23 of 40
Microbial content of environment:
Environment of a pharmaceutical industry includes- 1. Air. 2. Water. 3. Personnel. 4. Machines.
Microbial content of the above determined after a definite time interval as all are the good source of contamination.
Procedure:
Presence of microbial contamination performed by the following steps- Media preparation. Autoclaving. Specific method for specific organism. Incubation. Colony count.
Instruments:
To conduct the above steps following instruments are used-
◊ Autoclave (Microbial media sterilized by using the condition temperature 121°C, pressure
15 Psi for 15-20 minutes).
◊ Incubator (Two types of incubator are available; one control temp. between 35-37°C other
between 20-25°C. Use of incubator depends upon microbial type).
◊ Horizontal laminar-flow workbench (Use to transfer MO to the media without external
contamination).
◊ Reuteri centrifugal air sampler (Used to find bacteria and fungal contamination).
The plant has only solid section, so there is less possibility of microbial hazard. But for the safety of patient and also for stability of product it is essential to control and measure contamination.
In-plant training report. Page 24 of 40
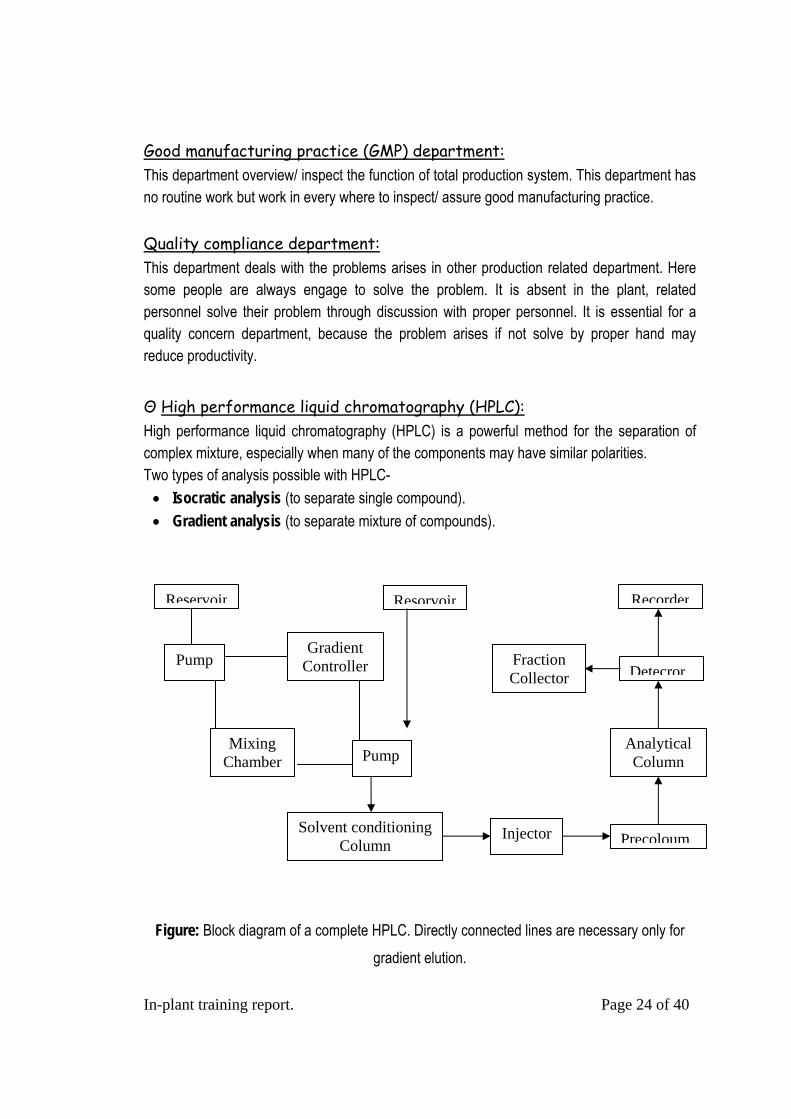
Good manufacturing practice (GMP) department: This department overview/ inspect the function of total production system. This department has no routine work but work in every where to inspect/ assure good manufacturing practice. Quality compliance department: This department deals with the problems arises in other production related department. Here some people are always engage to solve the problem. It is absent in the plant, related personnel solve their problem through discussion with proper personnel. It is essential for a quality concern department, because the problem arises if not solve by proper hand may reduce productivity. Θ High performance liquid chromatography (HPLC):High performance liquid chromatography (HPLC) is a powerful method for the separation of complex mixture, especially when many of the components may have similar polarities. Two types of analysis possible with HPLC- • Isocratic analysis (to separate single compound). • Gradient analysis (to separate mixture of compounds).
Figure: Block diagram of a complete HPLC. Directly connected lines are necessary only for gradient elution.
Reservoir
Pump Gradient
Controller
Mixing Chamber Pump
Resorvoir
Solvent conditioningColumn
Injector Precoloum
Analytical Column
Detecror
Recorder
Fraction Collector
In-plant training report. Page 25 of 40
nalytical column:A
ion takes place. It is usually a stainless tube, usually 5 to 25 cm long
etector:
Here the actual separatwith 2 to 4.6 cm diameter. It is packed with the stationary phase. Silica gel is the material most frequently employed for micro particulate column packing. It may be used as such for absorption chromatography, but more often liquid phases for partition chromatography are bonded chemically to its surface. These include alkyl groups with the chain length of 1, 2, 8 or 18 carbons, cyanopropyl groups, phenyl groups and ion exchanger. Chiral stationary phases also used for the separation of optical isomers.
D
ble spectrometer. nsitivity pictogram range)
measurements:
y.
Product development department
unctions:
Ultraviolet-visiFluorescence spectrotometer (seDifferential refractometer. Based on electrochemical
Amperometry. Columetry. Polarograph Photoconductivity.
F
pment (PD) department has following functions: Product develo Document development. Galenical development. Analytical development. Packaging development.
In-plant training report. Page 26 of 40
Document development:
Product development department generate batch manufacturing record (BMR), dispensing order sheet (DOS), packaging order sheet (POS) initially for a newly launched product and also maintain the document of their functions.
Galenical development:
Galenical development involves the development of the functions of production area for the production of a product. It develops the formulations by trial and error method.
Steps of development:
Trial batch (if criteria fulfilled)
Validation batch. (if criteria fulfilled)
Production batch.
Instrument used:
◊ Granulator:
Name: Solace. Capacity: 2 kg.
◊ Coating machine:
Name: pan coater, accela cota. Capacity: 2 kg.
◊ Compression machine:
Name: Jaguar. Capacity: 6 station.
◊ Capsule filling machine.
◊ Particle size distribution.
Analytical development:
Analytical development involves the development of the functions of quality control department for the production of a product.
In-plant training report. Page 27 of 40
Development work:
o Assay procedure of API. o Assay procedure of impurities. o Stability testing. o Validation of instruments used.
Routine work:
o API analysis (if source changed). o Stability testing (on going process). o Process validation.
Stability testing:
Stability testing helps in the prediction of the shelf life of a product. It is based on the application of the Arrhenious equation:
RTE
Zek−
=
Condition.
Temp. %RH
Name of exp. Time of exp. Shelf life
40ºC 30ºC 20ºC
75% 70% 60%
Accelerated stability test Follow up stability. Follow up stability.
6 month On going On going.
1 year. Stable period. Stable period.
Packaging development:
Packaging development involve the design of primary and secondary packaging for a particular product or routine check of the packaging materials. Development functions:
a. Types of packaging (strip/blister) selection. b. Size of strip/blister. c. Size of packet. d. Design (color, message) of packet. e. Literature of leaflet.
In-plant training report. Page 28 of 40
Limitations and solutions:
☻Product development department has no opportunity to test pharmacokinetic and phamacodynamic parameters. It is essential to study bioavailability for a newly launched product. As the accuracy of dissolution rate and potency not always explain bioavailability of drug. ☺ Solution: To develop a pharmacological assay department for better development.
Production planning & coordination department
Functional responsibility:
o Following are the functional responsibility of production department: o Co-ordinate raw and packaging material flow with material management and export. o Establish production planning window. o Schedule the product requirements (local/export). o React to emergencies/urgent order. o Lead or participate in production planning. o Delivery in full on time (DIFOT).
Delivery in full on time (DIFOT):
It comprises the activities involved in successful delivery of a customer according to requirement(s) with in the time limit.
Planning process:
• Planned order for local or export from POFO-data analysis.
• Four month production planning following update on monthly basis.
• Confirm the materials.
• Capacity utilization.
• Monthly schedule (rolling update on weekly basis).
• Weakly evaluation.
In-plant training report. Page 29 of 40
Convention of planned order into process order:
• Process order of tree months for export.
• Process order of one month for local.
• Release of process order.
• Co-ordinate the order with related department.
• Reporting to plant director or mother organization.
Planning considerations:
• Various lead time.
• Raw materials and packaging materials.
• Closing stock.
• Production capacity.
• Safety stock.
• Service level.
• Ensure production continuity.
• Production capability.
• Production sequencing.
Production planning tools:
o System application program (SAP) for data processing. o M.S. excels. o M.S. word.
In short production planning department has the following functions:
a. Maximize plant output (production). b. Maintain of material flow (raw materials, finished goods). c. Optimum inventory (both plant and central ware house).
In-plant training report. Page 30 of 40
Supply chain management department
It has following three functional division:
♦ Material management department. ♦ Procurement department. ♦ Ware house.
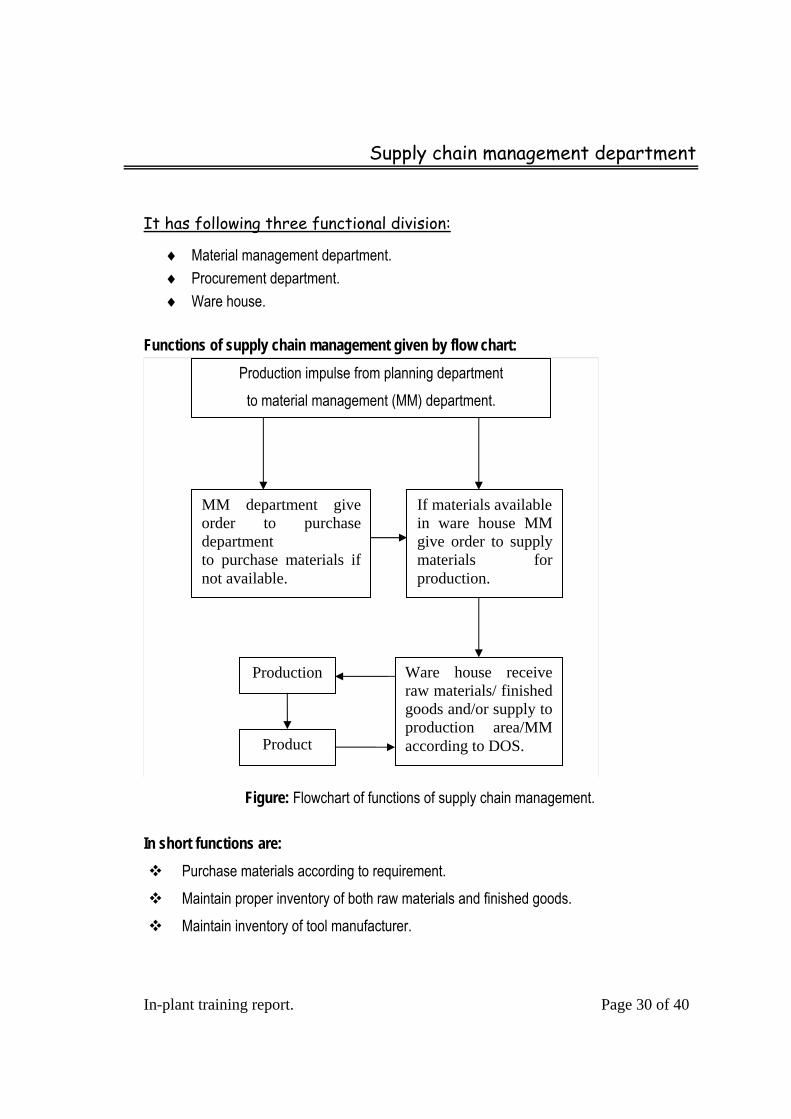
Functions of supply chain management given by flow chart:
Production impulse from planning department to material management (MM) department.
MM department give order to purchase department
Figure: Flowchart of functions of supply chain management. In short functions are:
Purchase materials according to requirement. Maintain proper inventory of both raw materials and finished goods. Maintain inventory of tool manufacturer.
to purchase materials if not available.
If materials availablein ware house MM give order to supply materials for production.
Ware house receive raw materials/ finished goods and/or supply to production area/MM according to DOS.
Production
Product
In-plant training report. Page 31 of 40
Ware house: Ware house is a store room to store raw materials, packaging materials and finished goods. The main functions of ware house are given below:
a. Receiving in-voice and purchase order from material management. b. Receiving materials. c. Cleaning of received materials. d. Weighing of received materials and compare with purchase order. e. Dispensing of materials according to DOS for production. f. Receiving of finished goods from production. g. Inventory of tool manufacture also maintain by ware house. h. Documentation.
Arrangement of ware house: According to materials:
Finished goods Packaging materials
Raw materials
For export. For export products.
For local market. For local marker.
Same raw materials used for the product of both
export and local market.
According to Q.C. release:
a. Q.C. released materials (green marked). b. Quarantine materials (not yet released by Q.C. department – yellow marked).
Limitations and solutions:
☻ Special storage environment (temperature and humidity) required for some product for
their stability, ware house has no such type of facility.
☺ Solution:
For better stability it is essential to establish an area that can provide special storage environment.

In-plant training report. Page 32 of 40
☻ Marking and card system used for ware house. It creates hazardous condition of ware
house. It is difficult to find the materials without the help of the system used.
☺ Solution: It can be developed by using following tools:
a. Arrange the materials alphabetically and fix the sticker on self accordingly. b. Separate store for raw, finished and packaging materials. c. To maintain a completely separate quarantine area.
Special features:
Presence of Q.C. sampling room inside the ware house. Presence of Q.C. sampling store inside the ware house. Flammable materials store at different area- not inside the ware house. Fire safety obtained by using temperature and smoke sensor.
Technical service department
This department is called power house of any type of plant. In a pharmaceutical plant it provide following types of services for the continuation of productivity- Maintenance support: Following maintenance support given by technical service department-
• Protection of machineries.
• Preventive measures.
• Breakdown support. Supply support: Supply support maintains blood-stream of a plant. It provide following supply to the various part of plant- • Compressed air.
• De-ionized water.
• Cold and hot water.
• Electricity.
• Gas and
• Steam.
In-plant training report. Page 33 of 40
Lubrication: Lubrication of machineries routinely to prevent friction and subsequent damage. Incinerator: To destroy waste material by using fire. Here materials used for once and have no more used usually destroyed. Service: • Car workshop. • Carpeting. • Painting.
Maintaining heating, ventilation and air conditioning (HVAC) system. Instruments used for the supply support: ◊ Electricity:
Required electricity mainly obtained from DESA, incase of load shedding heavy duty generator provide electricity. Generator: Type: diesel operated. Capacity: 1050 kilowatt. Requirement: 450 kilowatt. ◊Compressed air: Compressed air is provided by oil free compressor. Air is passed through passed various grade of filter to eliminate particle. These prevent contamination from oil and dust particle. Name of compressor: Sullair. Functional mechanism: air is passed through a screw system device. ◊ Steam: A boiler is used to boil water to110ºC and produce steam for production area B. Heat is generated by using gas. Generated steam is used in fluid bed dryer.
In-plant training report. Page 34 of 40
◊ Cold water:
Chiller is used to produce cold water (6ºC) for HVAC system (to cool the air). After circulating this cold water through close looped HVAC system temperature become 12ºC. This raised temperature is released to environment through another closed loop system of water circulation system. Here temperature of water changed from 37ºC to 30ºC and temperature released. So there no loss of water. Capacity of chiller: 250 ton.
◊ Hot water:
Boiler is used to produce hot water (110ºC) for HVAC system (to dry the air). After circulating this hot water through close looped HVAC system temperature become 90ºC. This loosed temperature is used to develop HVAC system. The hot water also flows through a close looped system and thus no loss of water.
◊ Water supply:
Water is supplied to plant by using a deep tube well. It supplies water from 120m deep of soil.
◊ Waste water management:
Water used in plant released to environment after proper treatment. At first water is passed through the various grade of filter to remove particle and bacteria cultivated in treatment plant to engulf dissolve chemicals. It prevents water contamination.
◊ Deionized water plant:
In pharmaceutical plant deionized water used in place of normal water as the ion present in water may produce some adverse reaction to product and also may alter chemical assay.
In-plant training report. Page 35 of 40
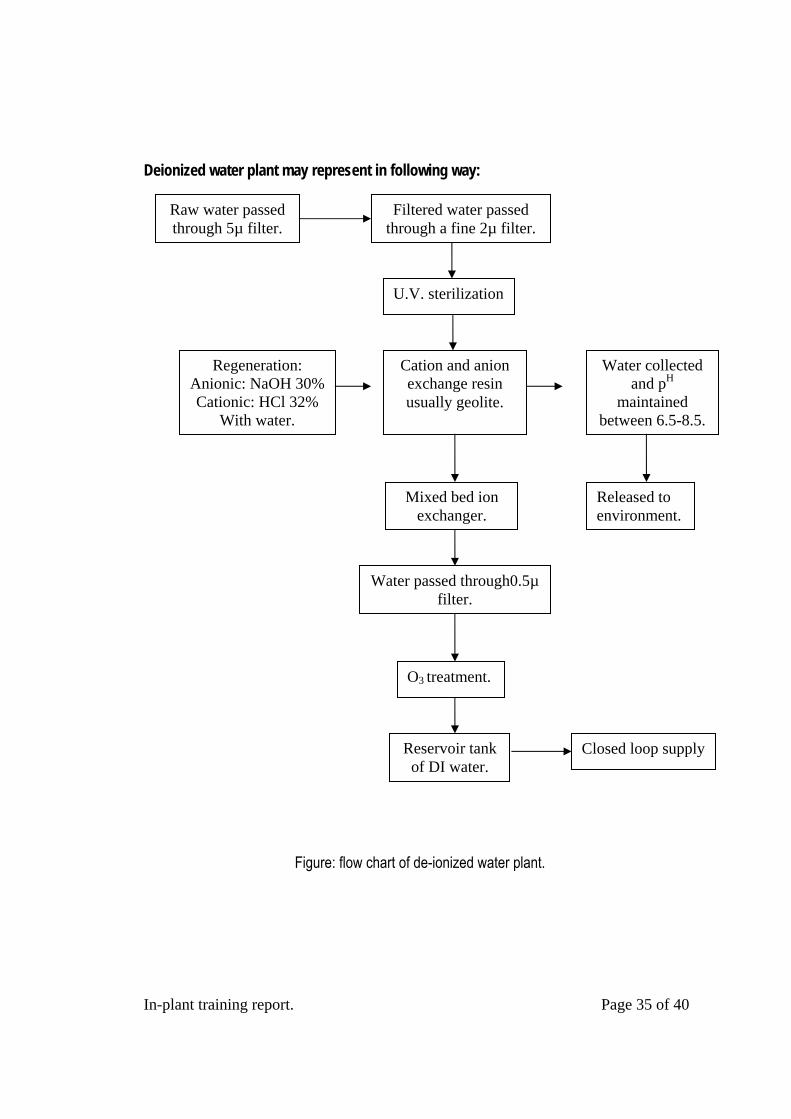
Deionized water plant may represent in following way:
Figure: flow chart of de-ionized water plant.
Filtered water passed through a fine 2µ filter.
U.V. sterilization
Cation and anion exchange resin usually geolite.
Mixed bed ion exchanger.
Water passed through0.5µ filter.
O3 treatment.
Reservoir tankof DI water.
Regeneration: Anionic: NaOH 30% Cationic: HCl 32%
With water.
Water collected and pH
maintained between 6.5-8.5.
Released to environment.
Raw water passed through 5µ filter.
Closed loop supply
In-plant training report. Page 36 of 40
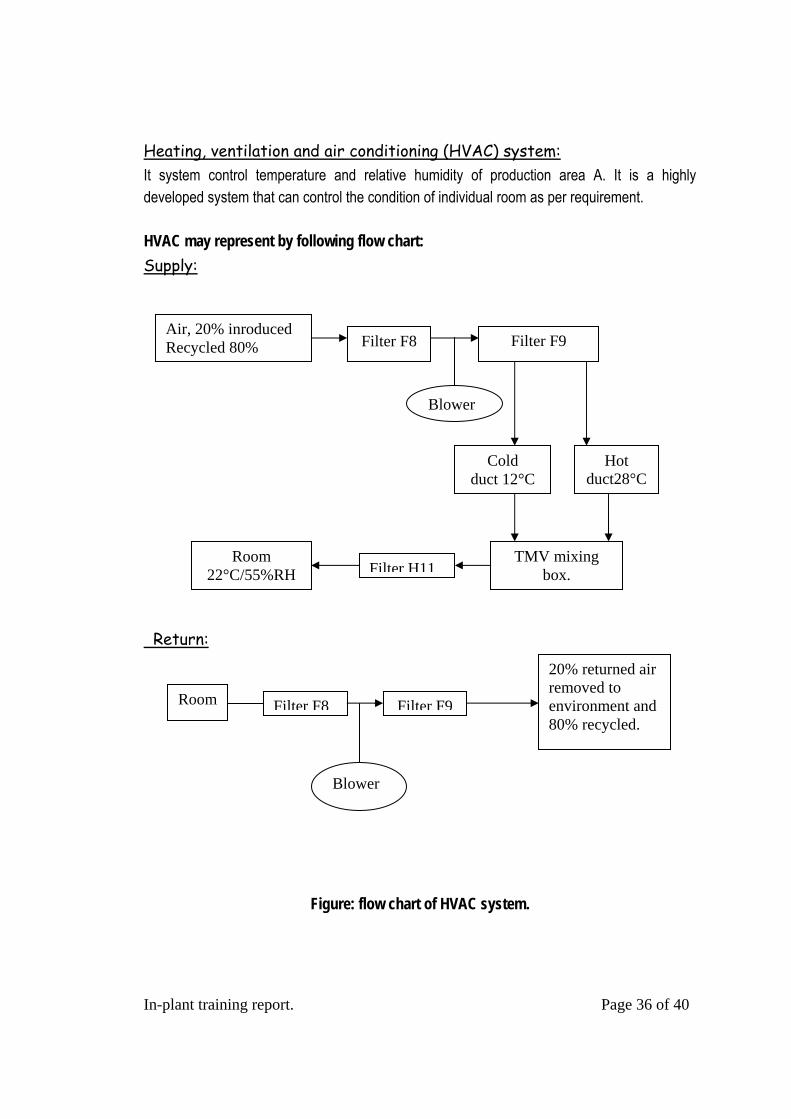
Heating, ventilation and air conditioning (HVAC) system: It system control temperature and relative humidity of production area A. It is a highly developed system that can control the condition of individual room as per requirement. HVAC may represent by following flow chart: Supply:
Air, 20% inroduced Filter F9 Filter F8
Return:
Figure: flow chart of HVAC system.
Recycled 80%
Blower
Cold Hot duct28°C duct 12°C
TMV mixing box. Filter H11
Room 22°C/55%RH
20% returned air removed to environment and 80% recycled.
Room Filter F8 Filter F9
Blower
In-plant training report. Page 37 of 40
dvantages:A ent of individual room can be controlled.
le than obtain from environment; it
f environment.
Information technology
Novartis (Bangladesh) Limited has introduce network communication within Novartis and also
eloped by Germany. For installation it cost approximately 7-crore BDT.
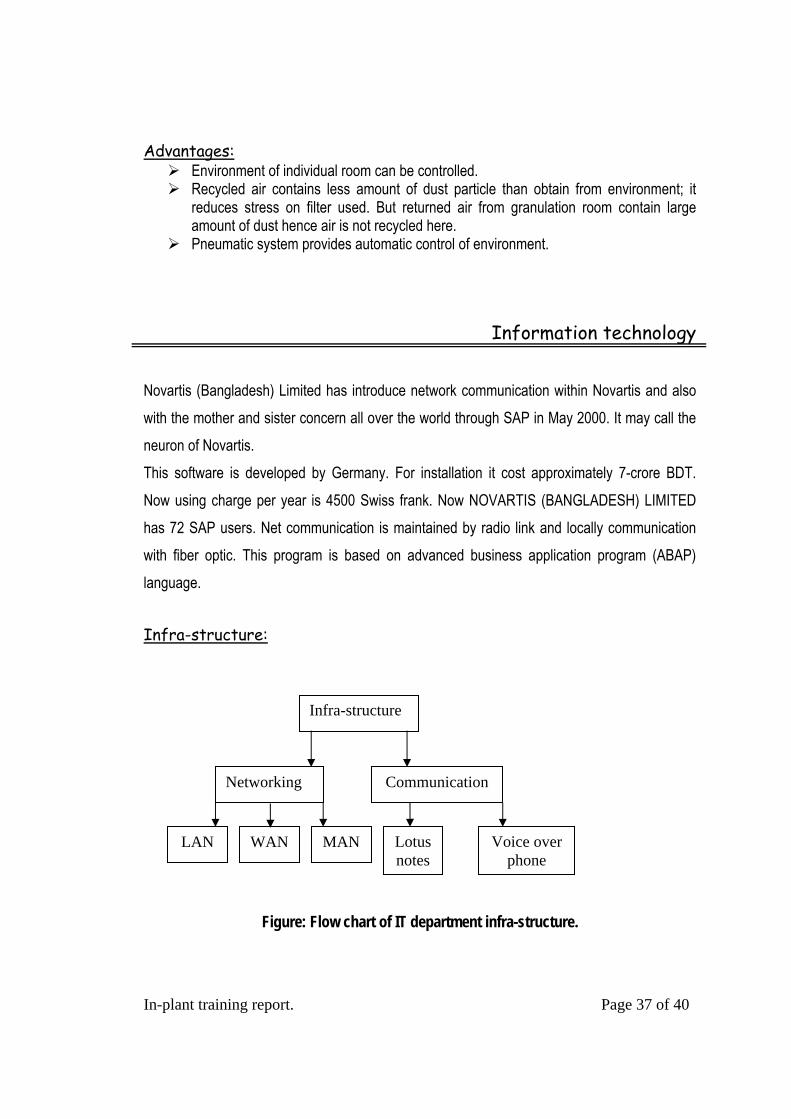
nfra-structure:
Environm Recycled air contains less amount of dust partic
reduces stress on filter used. But returned air from granulation room contain large amount of dust hence air is not recycled here. Pneumatic system provides automatic control o
with the mother and sister concern all over the world through SAP in May 2000. It may call the neuron of Novartis. This software is devNow using charge per year is 4500 Swiss frank. Now NOVARTIS (BANGLADESH) LIMITED has 72 SAP users. Net communication is maintained by radio link and locally communication with fiber optic. This program is based on advanced business application program (ABAP) language. I
Figure: Flow chart of IT department infra-structure.
Infra-structure
Networking Communication
LAN WAN MAN Lotus Voice over notes phone
In-plant training report. Page 38 of 40
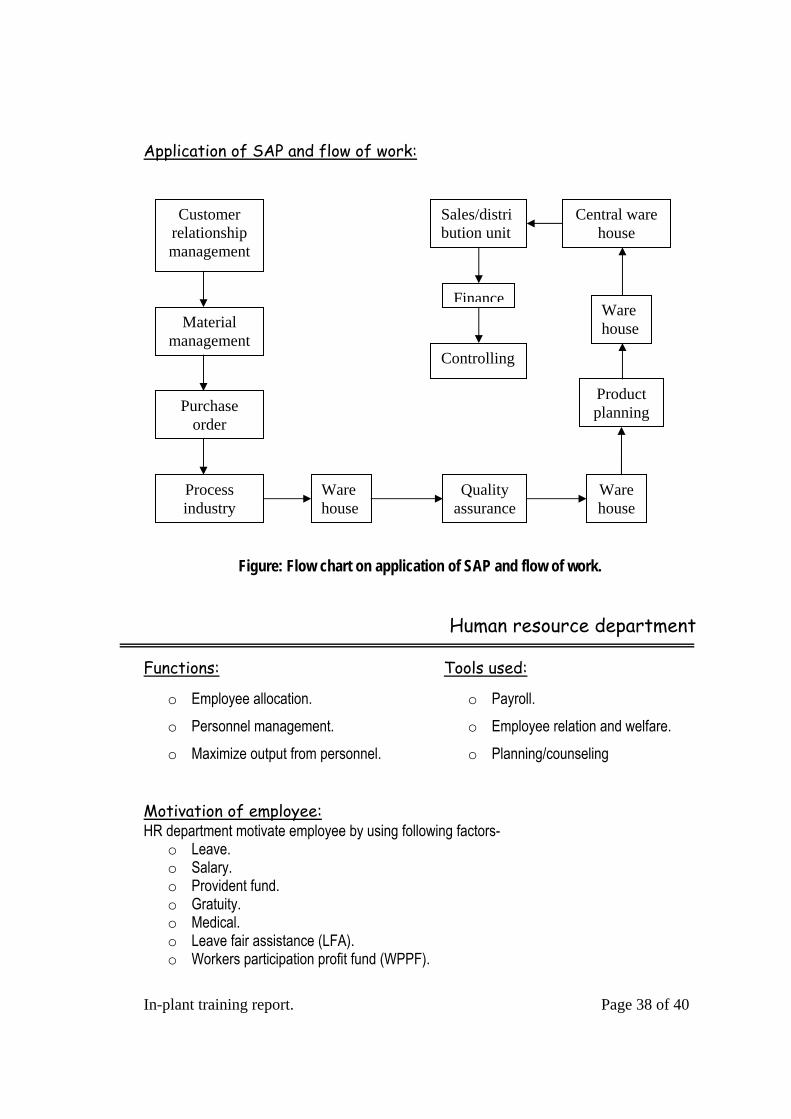
pplication of SAP and flow of work:A
Human resource department
Customer relationship
Sales/distri Central ware
Figure: Flow chart on application of SAP and flow of work.
Functions:
o Employee allocation. nt.
onnel.
Tools used:
o Personnel managemeo Maximize output from pers
o Payroll. e relation and welfare.
otivation of employee:
o Employeo Planning/counseling
M ee by using following factors-
t fund.
assistance (LFA). nd (WPPF).
HR department motivate employo Leave. o Salary. o Provideno Gratuity. o Medical.
ro Leave faio Workers participation profit fu
management
Material m t anagemen
Purchase order
Process industry
Ware house
Quality assurance
Ware house
Product planning
Ware house
house bution unit
Finance
Controlling
In-plant training report. Page 39 of 40
Conclusion
harmacy is a professional subject. As a student of pharmacy department, I need
Pto have theoretical as well as practical and industrial knowledge. In-plant training helped me to acquire knowledge on drug manufacture and manufacture management; and it will be very much useful in my professional life. I am concluding my report by giving thanks to God and also those who has to face hard work for me. Wish prosper of Novartis (Bangladesh) Limited day by day.

In-plant training report. Page 40 of 40