innovations in process control 6 - emerson central... · this edition of innovations in process...
TRANSCRIPT

ELECTRICITY 600# STEAM REFINERY GAS N2AIR
The European Union Energy Efficiency Directive requires managers to develop sustainable plans that lead to long term energy efficient operation Steve Offer, Industrial Energy Business Development Manager – full story on page 4
‘‘
‘‘

Making a differenceEmerson has become a trusted partner and its Rosemount® and Micro Motion® measurement technologies have enabled savings of ¤1 million per year.Marian Stancu, Chief Energy Engineer, CAROM Onesti
Mass balance is vital for complex processes within reactors and distillation columns, and achieving that balance requires accurate and reliable flow measurement. At its petrochemical production and distribution facility in Romania, CAROM Onesti has applied Emerson’s Vortex and Coriolis flow measurement technologies. More accurate and reliable measurements have reduced product loss in the MTBE plant by 150 metric tons per month creating savings of €700,000 per year, improved boiler efficiency by 3%, saving more than €200,000 per year in fuel, and eliminated the need to rework tanker filling operations in its distribution terminal, enabling savings of over €90,000 per year. The faster train turnaround is also saving over 300 labour hours a year. Read more about the Rosemount 8800D Vortex Flowmeter at EmersonProcess.com/IM602
Emerson’s wireless mobile worker solution dramatically improves operator productivity and efficiency by providing instant access to data from the control system.
Wim Schauvliege, Project Engineer, Stora Enso Langerbrugge N.V.
An upgrade to Emerson’s DeltaV™ distributed control system and a new Wi-Fi network in the de-inking section of the Stora Enso mill in Ghent, Belgium has provided hotspot access to process operations using ruggedised Apple iPad 4 tablets with DeltaV Remote Operator Station application, helping to improve operator efficiency. Find out how Smart Wireless can empower your plant workers at EmersonProcess.com/IM605
Emerson’s solution will help improve our overall operational efficiency and raise customer confidence in the quality of our deliveries.
Deniz Eraydin, General Manager, CYE Petrol
CYE Petrol has chosen Emerson’s Micro Motion Certified Bunker Measurement Solutions to enable accurate, transparent fuel deliveries from two new bunker barges in Turkey. The Measuring Instrument Directive (MID) approved solution will reduce measurement uncertainty that can lead to disputes or delayed vessel movements. Read more about the Certified Marine Bunker Measurement Solution at EmersonProcess.com/IM601
‘‘
‘‘ ‘‘
‘‘
‘‘‘‘
2

Energy comprises 30% or more of a typical industrial facility’s overall operating cost and industrial manufacturers consume an estimated 50% of the world’s energy. Variable fuel costs have lifted the pressure and diverted attention away from the need to reduce energy consumption, but the European Union Energy Efficiency Directive
still expects large consumers to contribute to national 20% energy efficiency targets. Compliance requires reductions in energy consumption and emissions, greater use of alternative fuels, annual audits and energy management programmes that produce continuous improvements.
Emerson delivers a range of products, solutions, and engineering services to help companies achieve these tough energy goals. Surveys completed by our team of industrial energy experts will pinpoint and establish current energy usage throughout all areas of the plant. A lack of available process data is often a restriction and our experts will advise where new measurement points would improve visibility of energy consumption. These can be implemented quickly using Smart Wireless networks and state-of-the-art, non-invasive techniques, so that production is not affected.
This edition of Innovations in Process Control features articles that outline initiatives and technologies that can help you improve plant energy efficiency. We also offer some examples of where these have been deployed, such as at LEVACO in Germany, where Emerson’s Smart Wireless technology has been installed to identify steam loss that was undermining energy efficiency.
Find out how Emerson can help you meet your energy challenges at EmersonProcess.com/IndustrialEnergyor contact us today via EmersonProcess.com/Europe
Roel Van Doren President Emerson Process Management Europe
Contents
innovationsWelcome to
4 Energy management information
6 A measured approach to energy consumption
8 Reducing steam losses
10 Improving combustion process performance
12 Wireless minimises cost of new energy measurements
14 Innovative technologies
16 Further information
3

4
Energy management information
For many process industries, energy is one of the largest components of cost of goods produced. However, understanding energy consumption and loss is often difficult. The complexity of processes, variability in operations and a lack of energy measurement points often present challenges. Furthermore, most manufacturers analyse energy use retrospectively, which prohibits them from taking action on abnormal use as it occurs.
The introduction of the European Union Energy Efficiency Directive (EED) in July 2014 covers a complete spectrum of activities and operations. Managers need to understand the impact of this new legislation and how current best practices can be put to use to develop a sustainable plan that will lead to long term energy efficient operation.
The ISO 50001:2011 standard for Energy Management Systems provides a framework of requirements that make it easier for organisations to integrate energy management into their overall efforts to improve quality and environmental performance. A key requirement of ISO 50001 is the
Monitoring and
understanding energy
consumption in an
industrial operation is
often difficult explains
Steve Offer, Industrial
Energy Business Development Manager
at Emerson. Our recently introduced
Energy Advisor energy management
information system provides a real-time
insight into process consumption and
loss, helping to improve energy efficiency
while meeting the requirements of the
latest European Union directive.

5
Reduce energy consumption and increase energy visibility with Energy Advisor
need to complete regular energy audits which must lead to energy saving programmes. Companies are also encouraged to implement energy management systems (EMIS) and adopt best practices.
Emerson’s Energy Advisor makes it possible to effectively manage energy by providing an insight into operational consumption and loss. With Energy Advisor, all energy measurement data from around the production site is aggregated in real-time in a central database. The system compares current energy use to desired targets either set by operations, from models of past good performance, or from first principle models. When performance is abnormal, operating teams are notified with an alert so that corrective action can be taken and the organisation can move closer to its energy management objectives.
Energy Advisor meets the requirements of the ISO 50001 energy standard to monitor, target and report. Energy Advisor integrates seamlessly with current site DCS, SCADA and/or enterprise systems, allowing the implementation of an EMIS solution in a straightforward and cost-effective manner. Emerson can also provide the means to obtain needed energy measurements by specifying and delivering best-in-class wired or wireless instrumentation. With wireless technology the cost of measurement implementation can be reduced by two thirds, allowing any missing flow, pressure and/or temperature instruments to be brought back to the monitoring system cost-effectively.
Emerson’s Energy Advisor provides a better insight into energy consumption and loss, turning energy data into actionable information that enables site-wide energy performance targets to be achieved. This can identify potential savings that could reduce energy usage by 5-15%.
To find out how Energy Advisor can provide an insight into your plant energy consumption go to EmersonProcess.com/IM607

6
A measured approach to energy consumption
Within a typical
process plant, there are
hundreds of problems
that prevent optimal
energy use. Irfan Khan,
Business Development
Manager – Energy Management at
Emerson, explains how real-time,
accurate measurement allows even
small inefficiencies to be detected,
revealing the next level of improvements
that will transform your energy profile.
Wherever energy is used in a process plant there is the potential for waste. Every leak and loss is money down the drain. You cannot manage what you do not measure, so measurement instrumentation provides the key to finding hidden efficiency opportunities – but where do you start? Here to help you are five key measurement priorities:
Utility fluids – metering flow and managing useWater, gas and steam are all crucial to your operations and it is estimated that 5 to 15% of a site’s energy is wasted or misused. Measuring of all utility fluids will help you understand the usage patterns throughout your plant. Combining Rosemount flowmeters with Emerson’s Energy Advisor gives you visibility and energy decision-making capability, providing the opportunity to recoup that 15% of wasted energy.
Compressed air – measuring flow and managing useThe compressed air system in your plant is a major energy user. More points of flow measurement allow tighter control of leaks and better management of the system’s health. Further savings can be made by replacing traditional orifice plate flowmeters with Rosemount Annubar Flowmeters.
Permanent pressure loss is greatly reduced, therefore it becomes negligible in the calculation of energy consumed by the compressor.
Boilers – improving drum level measurementIn boilers, the water level in the steam drum must be precisely controlled to optimise steam production, maximise boiler efficiency and maintain safe operation. Traditionally, steam boiler water level has been difficult to measure due to variations in density caused by changes in temperature and pressure. Guided wave radar transmitters with Dynamic Vapour Compensation overcome this issue to provide highly accurate level measurements, which enable improved boiler efficiency and lower energy consumption.
Heat exchangers – predicting and detecting foulingHeat exchangers, which can foul over time, directly affect production capacity, maintenance costs and energy use. Emerson’s Heat Exchanger Monitoring Solution provides temperature and pressure measurements that are trended and analysed to alert operators to potential fouling. This provides operators with calculated heat transfer, exchanger heat transfer coefficient, fouling factors and the cost of degradation; to help keep heat exchangers running at optimal performance.
Steam system – monitoring steam trapsWhen a steam trap fails it is either open or closed. An open steam trap will leak steam, wasting valuable energy. A closed steam trap will allow condensed water to build up, causing reliability issues and ‘water hammer’ events. The Rosemount 708 Wireless Acoustic Transmitter monitors steam traps continuously and identifies failed traps immediately.
To obtain your free Engineer Insight Report: ‘Top 5 Measurements in Energy Management’ go to EmersonProcess.com/IM608

7
Improved measurement and monitoring enables better energy management throughout the plant.
8
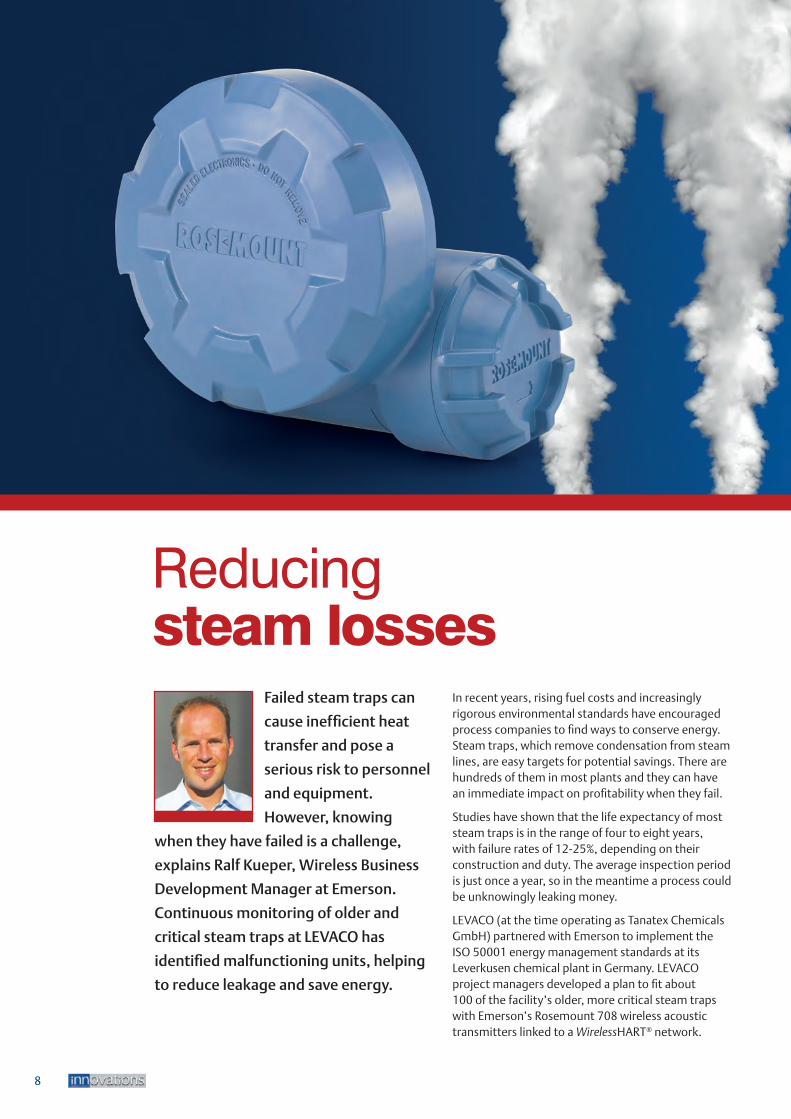
In recent years, rising fuel costs and increasingly rigorous environmental standards have encouraged process companies to find ways to conserve energy. Steam traps, which remove condensation from steam lines, are easy targets for potential savings. There are hundreds of them in most plants and they can have an immediate impact on profitability when they fail.
Studies have shown that the life expectancy of most steam traps is in the range of four to eight years, with failure rates of 12-25%, depending on their construction and duty. The average inspection period is just once a year, so in the meantime a process could be unknowingly leaking money.
LEVACO (at the time operating as Tanatex Chemicals GmbH) partnered with Emerson to implement the ISO 50001 energy management standards at its Leverkusen chemical plant in Germany. LEVACO project managers developed a plan to fit about 100 of the facility’s older, more critical steam traps with Emerson’s Rosemount 708 wireless acoustic transmitters linked to a WirelessHART® network.
Failed steam traps can
cause inefficient heat
transfer and pose a
serious risk to personnel
and equipment.
However, knowing
when they have failed is a challenge,
explains Ralf Kueper, Wireless Business
Development Manager at Emerson.
Continuous monitoring of older and
critical steam traps at LEVACO has
identified malfunctioning units, helping
to reduce leakage and save energy.
Reducing steam losses

9
Emerson has combined its expertise in wireless and instrumentation to create a solution for the steam trap issue. The Rosemount 708 is a simple wireless transmitter based on proven technology that allows real-time visibility of critical steam traps. It uses acoustic ‘listening’ technology, combined with temperature measurement, to identify turbulent flow generated by failed steam traps or leaks. The Rosemount 708 works on any manufacturer’s steam trap and any trap type. With a 10-year battery life, it rarely needs attention, so maintenance resources can be directed towards more important matters.
Traditionally, adding a measurement device has required supporting power and data cabling which can be difficult and costly to install at some locations. The existing WirelessHART network at the LEVACO plant enabled new wireless devices to quickly join the network, without the cost and inconvenience of installing new cabling infrastructure.
The physical installation process at the Leverkusen plant was completed in a matter of hours without any downtime or pipe cutting necessary and the system was fully operational within two days. SteamLogic™ software allows operators to quickly and easily identify which steam traps are normal, cold (stuck closed) or blown-thru (stuck open), and whether the monitors are functioning properly. This can help make sure that the right repairs are made at the right time, reducing maintenance costs.
Wireless sensing technology enables continuous steam trap monitoring.
LEVACO estimates that the monitoring system will save them at least €40,000 a year, with a projected return on investment of two years or less. Plans are in place to expand the Leverkusen plant’s WirelessHART network to handle additional measurement capabilities and LEVACO is looking to install similar systems at its other facilities in Europe.
Emerson’s wireless sensing technology has enabled LEVACO to monitor its steam traps continuously for 365 days a year, minimising energy loss and freeing up maintenance resources. The system is performing flawlessly and LEVACO are very pleased with the results.
Read more about Wireless Acoustic Transmitters at EmersonProcess.com/IM609

10
Improving combustion process performance
Combustion processes
can deliver lower
energy consumption
and increased
profitability for
industrial sites if they
are set up and run properly. Bob Sabin,
Industrial Energy Consulting Engineer
at Emerson describes how the latest
automation and process control
technologies can help achieve better
business results.
Combustion processes are an often overlooked but important piece of the industrial production operation. Almost every industrial site has a boiler, fired heater, incinerator or furnace and these units are large users of energy. To minimise energy consumption and help operators achieve their business goals, these processes need to be reliable, stable, efficient, and well-coordinated. However, achieving optimal operation can be difficult due to a number of obstacles.
Load variation presents a particular challenge. In the industrial environment there isn’t the luxury of running processes steady-state. Boilers for example typically ramp up and down in load, depending on steam requirements from the plant. Another issue is fuel variation. Natural gas, which is considered to be our most consistent fuel, varies in energy content per volume by up to 10%. In addition many sites use waste fuels or off gases such as refinery gas or coke oven gas as low cost energy streams for their combustion operations.

11
Effective use of these ‘opportunity’ or ‘indigenous’ fuels reduces operating costs. However, variations in supply and energy content per volume over time makes it difficult to achieve safe, reliable, and responsive operation. Managing demand swings and the use of fuels with varying energy intensity requires special control techniques to maintain and optimise performance.
To address these and other issues it is important to take a holistic approach to the optimisation challenge. Firstly understand, and possibly resolve, process mechanical constraints that limit achieving the desired unit performance. Next, ensure that field devices are in place to measure and control the unit. Air flow is something to particularly focus on, because it is typically difficult to repeatedly measure and control. Once this is established it is then possible to apply special control configuration strategies, such as those found in Emerson’s SmartProcess® Boiler solution, which is designed to minimise fuel cost while delivering high reliability and response.
The Emerson SmartProcess Boiler solution is unique in that it provides combustion control without the inherent inefficiency of fuel to air curves. Emerson helps combustion process owners achieve lower fuel costs and better stability by implementing a fully maths based control strategy that determines fuel and air requirements through stoichiometric calculations. This allows real-time response to changes in fuel properties and availability while managing all constraints.
Emerson’s SmartProcess Boiler and SmartProcess Energy solutions maximise low cost and alternate fuel use and improve thermal efficiency to lower overall fuel costs, while maintaining unit responsiveness.
Equipment failure can also have a big impact on the overall efficiency of combustion processes, with unexpected downtime severely disrupting operations. The key is to identify potential failures before they take place. By monitoring the condition of pumps, fans and critical equipment that surrounds the combustion process, potential problems can be identified before machinery fails and extensive damage occurs. Equipment can be shut down in an orderly manner and issues addressed before there is a large impact on production. Pre-engineered monitoring and analysis solutions can be applied cost-effectively utilising existing wired and new wireless instruments.
Find out how to better run your boiler processes at EmersonProcess.com/IM610
To minimise energy consumption, combustion processes need to be reliable, stable, efficient and well-coordinated.
12
Wireless minimises cost of new energy measurements
“If you cannot measure it, you cannot improve it” is familiar advice to the industrial Energy Manager, who is increasingly discovering that they don’t have all the data they need to make informed decisions to create energy efficiency improvements. By introducing necessary measurements at the appropriate points, new data can help identify and quantify differences between potential and actual performance on a unit-by-unit basis in real-time. An additional benefit of this new data is that it can be used to quickly identify potential problems, particularly equipment that is degrading or is not correctly returned to operation after a turn-around.
For example, if the steam extraction line between the feed water heater and turbine developed a slow-growing leak inside the condenser, if not recognised by the operator, this loss of steam would lead to decreasing efficiency and eventually a more serious rupture causing unscheduled downtime.
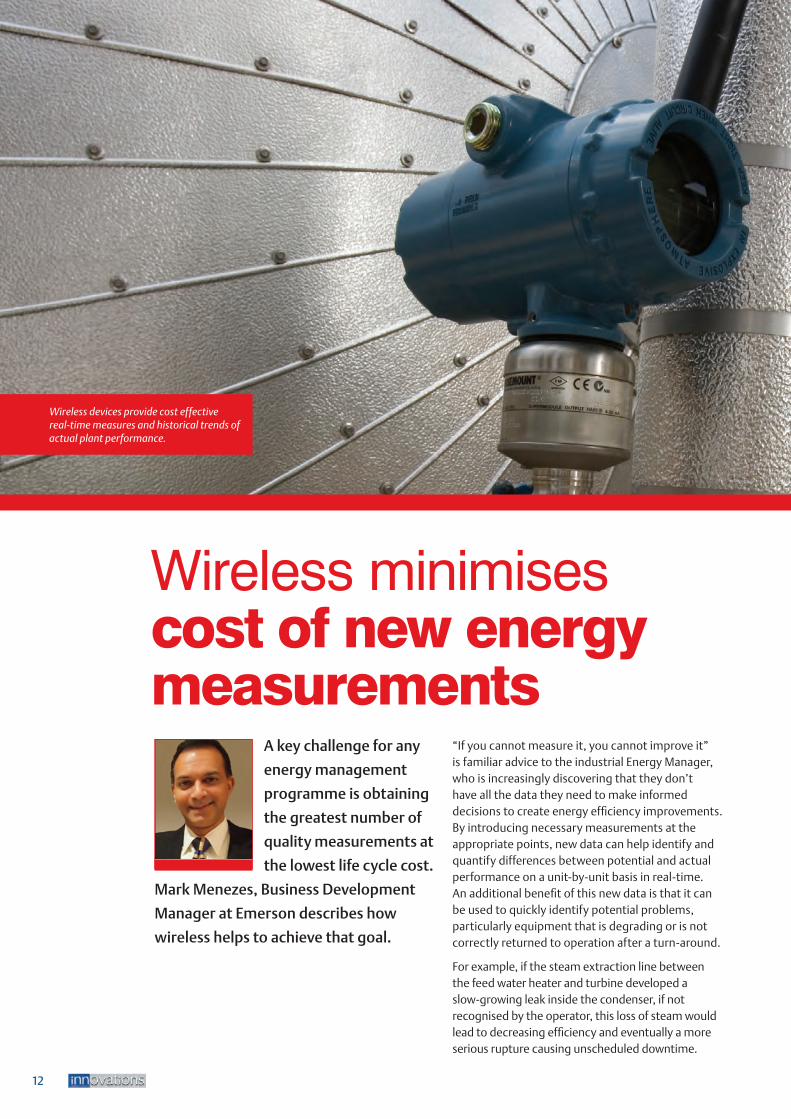
A key challenge for any
energy management
programme is obtaining
the greatest number of
quality measurements at
the lowest life cycle cost.
Mark Menezes, Business Development
Manager at Emerson describes how
wireless helps to achieve that goal.
Wireless devices provide cost effective real-time measures and historical trends of actual plant performance.

Heat balance measurements could detect the slow leak immediately, allowing maintenance to perform repairs during the next scheduled shutdown. Shut-off steam valves are manually closed after a turn-around when cold, but during normal operation these can develop slow leaks as they heat up. The loss of steam wastes energy and eventually wears out the valve, resulting in expensive maintenance. In this instance, a clamp-on temperature sensor installed downstream of the steam line could easily detect the problem.
New measurements needed to support energy management programmes would typically be connected to the control system using HART®/4-20mA communication. Modern transmitters allow multiple measurements to be integrated into a single device. Unfortunately, this provides minimal benefit when using point-to-point (4-20mA) wiring, since obtaining each variable requires a separate pair of wires. Wireless overcomes this problem by enabling the communication of any number of signals, including multiple variables, diagnostics and configuration. Wireless also helps minimise the cost implications of adding new instrumentation, reducing installation costs significantly when compared with traditional wired systems.
The simplest use of a wireless multivariable transmitter is a 4-input temperature transmitter. This can connect up to four RTDs, thermocouples or voltage inputs. More sophisticated wireless multivariable transmitters integrate a flow sensor,
a pressure sensor and a temperature sensor, plus a flow computer to calculate mass flow of compressible fluids such as gas or steam.
These compact wireless devices can be installed by simply prying apart existing flanges and inserting the meter between them. A built-in flow straightener eliminates the usual requirement for straight pipe upstream and downstream of the flowmeter, of particular benefit in the typical energy management retrofit application.
Wireless devices succeed in cost-effectively providing reliable real-time measures and historical trends of actual performance of each unit in a plant. This allows improvements in energy efficiency and uptime, and also in making better long-term decisions. By comparing actual to potential performance, managers can better decide where to invest capital and quantify the return on each investment as it is made.
Read more about Smart Wireless technology at EmersonProcess.com/IM611
13

Innovative
technologiesFlue gas oxygen analyser optimises combustion efficiencyMaintaining optimum oxygen levels in flue gases helps to boost the combustion efficiency of large boilers and industrial furnaces. This reduces energy consumption and minimises the production of greenhouse gases. To achieve this Emerson has enhanced the Rosemount Analytical 6888 In Situ Flue Gas O2 Analyser with new diagnostics that help maintain optimum oxygen levels in flue gases and reduce maintenance. A ‘calibration recommended’ diagnostic with gas-switching solenoids embedded within the probe electronics makes automatic calibration easier and maintains accuracy. The embedded diagnostic removes the need for a separate solenoid box and reduces the effort to wire and pipe between the probe and electronics, decreasing man-hour requirements. The new analyser also includes a ‘plugged diffuser/filter’ diagnostic for applications that have fly ash or other particulate entrained in the flue gases, which helps to ensure accuracy and reduce maintenance.
Visit EmersonProcess.com/IM613 to see how the Rosemount Analytical 6888 can reduce energy costs.
Accurate solids level measurement improves process and inventory controlTo make informed decisions about process and inventory control it is important to accurately measure the level, volume and mass of bulk solids and powders in silos, open bins, stockpiles and warehouses. However, uneven or sloping surfaces and dusty conditions and materials make these very challenging applications. To overcome these issues Emerson has introduced the Rosemount 5708 Series of 3D Solids Scanners which use acoustic measurement and 3D mapping technologies for highly accurate continuous measurement of level, volume and mass of bulk solids and powders. Unlike laser-based technologies that can take several hours to take measurements and require the process to be shut down, the 5708 provides continuous volume measurements that are representative of the material’s surface. They can measure practically any kind of material including difficult-to-measure fly ash and materials with a low dielectric.
Learn how to take the guesswork out of measuring solids at EmersonProcess.com/IM612
14

technologies Enhanced DCS improves automation efficiency and performance Increasingly competitive markets drive demand for process control efficiency and performance improvements. Emerson’s DeltaV distributed control system helps users reduce capital cost and risk, improve operations performance, and provide stronger security. Advanced alarm management enables operators to respond correctly and quicker to abnormal process conditions. An Ethernet I/O card supports integration of subsystems and intelligent field devices. Improved cyber security is achieved through workstation hardening and extension of DeltaV smart switch technology above the area control network.
Read more about DeltaV at EmersonProcess.com/IM616
Electro-hydraulic operator for remote valve emergency shutdowns Oil and gas operational upsets can cause safety and environmental hazards, and costly production losses. Providing an instantaneous and dependable response to critical shutdowns is essential. Supporting this need, Emerson’s new Bettis™ EHO (electro-hydraulic operator) actuator is a complete, proven solution for critical situations, even in remote areas where electrical power is unreliable or not available. The compact EHO handles valve sizes from 150mm to 1500mm and has a reliable fail safe capability with fast close or open stroke times, suitable for emergency shutdown applications.
Find out more about the Bettis EHO Electro-Hydraulic Operator at EmersonProcess.com/IM615
Natural gas measurement simplifiedGas chromatograph accuracy and reliability are critical to reducing lost energy and revenue, but these complex instruments can be challenging in today’s environment of shrinking field expertise, reduced time lines and budgets. To simplify natural gas measurement analysis in custody transfer, power generation and burner fuel/air ratio control applications, Emerson has released the Danalyzer™
370XA Gas Chromatograph. Designed for continuous online C6+ BTU/CV analysis, the Danalyzer 370XA provides reliable measurement accuracy, minimal maintenance and much greater ease-of-use through improved diagnostics and an intuitive local operator interface.
Read more about the Danalyzer 370XA at EmersonProcess.com/IM614
Expanded cybersecurity services for the power generation industry To help power generators achieve a strong security posture, comply with regulations and assure reliable operations, Emerson has enhanced its portfolio of cybersecurity services. Designed to help Ovation™ control system users, Emerson performs annual assessments to inventory plant-wide cyber assets, expose vulnerabilities and suggest remediation. In addition to routinely scheduled services such as patch deployment, backup verification and preventive maintenance, services can be customised to meet unique security needs at a single location or across an entire fleet. Incident response services include root cause analysis, as well as support for system rebuilds and hardening.
Learn more about Ovation at EmersonProcess.com/IM617
15
Contact Us
Blogs
Community
Web
informationEmerson Process Management is always looking for new and
innovative ways to connect with customers. These include local
country websites, the award winning Emerson Process Experts
blog, social media pages and twitter.
Further
www.EmersonProcess.com
The Emerson Global Users Exchange is a unique opportunity to exchange ideas, best practices and proven solutions with leaders in the process industry. www.EmersonExchange.org
Emerson Exchange 365 is the global peer-to-peer on-line Emerson Users Exchange Community with a built-in translation facility.EmersonExchange365.com
Emerson Process ExpertsConnecting with the people behind the technologies and expertise. Website equipped with automatic translation.www.EmersonProcessxperts.com
DeltaV NewsDeltaV – Emerson’s distributed control system. news.easydeltav.com
Modelling and ControlThe dynamic world of process control.Website equipped with automatic translation.www.modelingandcontrol.com
Analytic ExpertDiscussing the application of liquid and gas analysers.www.analyticexpert.com
Enter the following group names into the search bar in LinkedIn
Emerson Process ManagementEmerson Global User Exchange
www.facebook.com/EmersonProcessManagement
www.youtube.com/user/EmersonPlantWeb
twitter.com/EmersonProcesstwitter.com/EmersonExchange
www.EmersonProcess.com/Europe
The contents of this publication are presented for informational purposes only and, while every effort has been made to ensure their accuracy, they are not to be construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability. All sales are governed by our software licensing agreement and terms and conditions, which are available upon request. We reserve the right to modify or improve the designs or specifications of our product and services at any time without notice.Emerson and the Emerson logo are trademarks and service marks of Emerson Electric Co. ©2015 Emerson Electric Co. All other marks are the property of their respective owners.
The next edition of Innovations in Process Control will be dedicated to Reliability.