“inspection of gippsland oil and gas gathering pipelines”...
TRANSCRIPT
APIA 2007 Day 4 POG Paper 1
“Inspection of Gippsland Oil and Gas Gathering Pipelines”
Mike Liddell - Senior Pipelines Engineer ExxonMobil Chris Yoxall - General Manager Rosen Australia
APIA 2007 Day 4 POG Paper 1
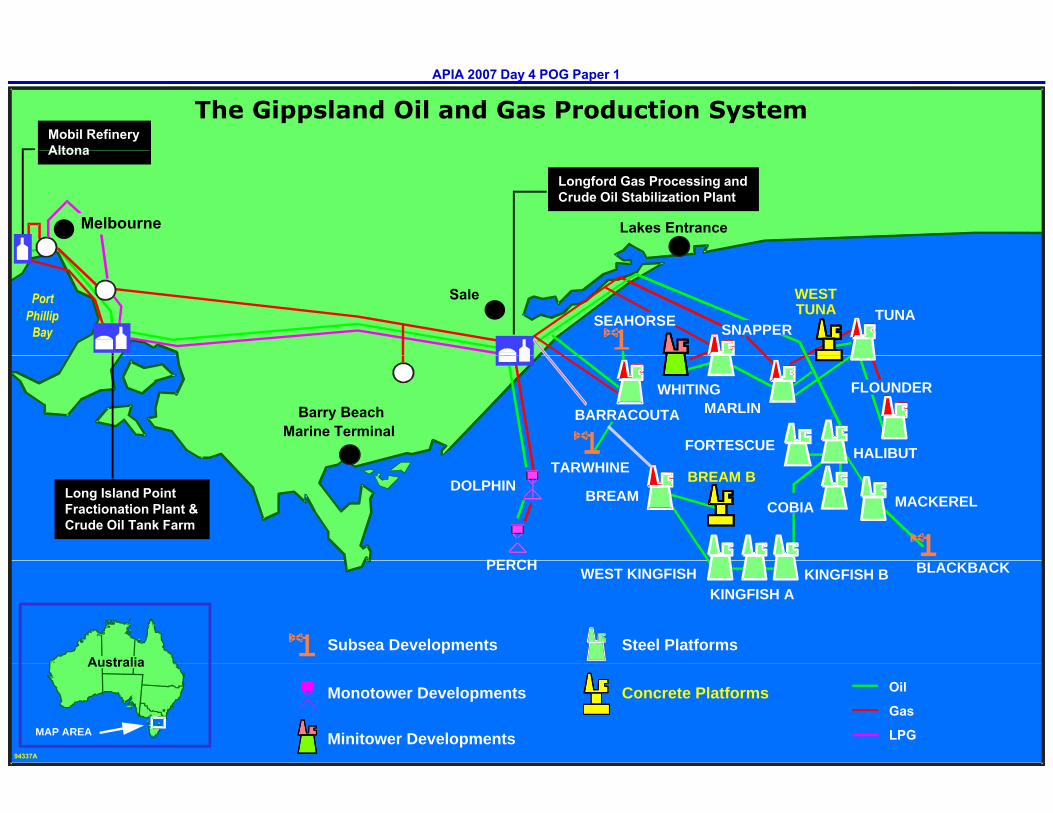
The Gippsland Oil and Gas Production SystemMobil RefineryAltona
Lakes EntranceMelbourne
Altona
Longford Gas Processing andCrude Oil Stabilization Plant
TUNAPortPhillipBay
WESTTUNA
SEAHORSESNAPPER
Sale
MARLINWHITING
FORTESCUE HALIBUT
FLOUNDER
BARRACOUTABarry BeachMarine Terminal
MACKEREL
HALIBUT
BREAMDOLPHIN
PERCH
TARWHINEBREAM B
COBIALong Island PointFractionation Plant &Crude Oil Tank Farm
WEST KINGFISHKINGFISH A
KINGFISH BPERCH
Subsea Developments Steel PlatformsAustralia
BLACKBACK
MAP AREA
Monotower Developments
Minitower Developments
Concrete Platforms
94337A
Australia
Oil
Gas
LPG
APIA 2007 Day 4 POG Paper 1
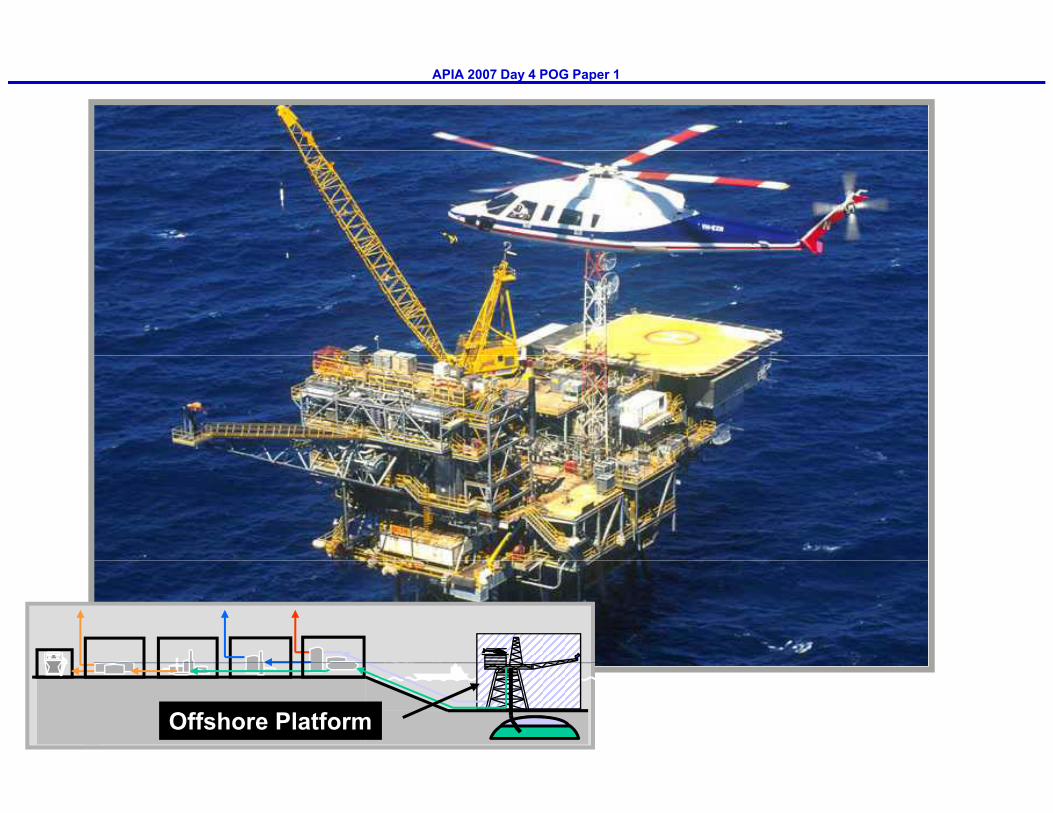
Offshore Platform
APIA 2007 Day 4 POG Paper 1
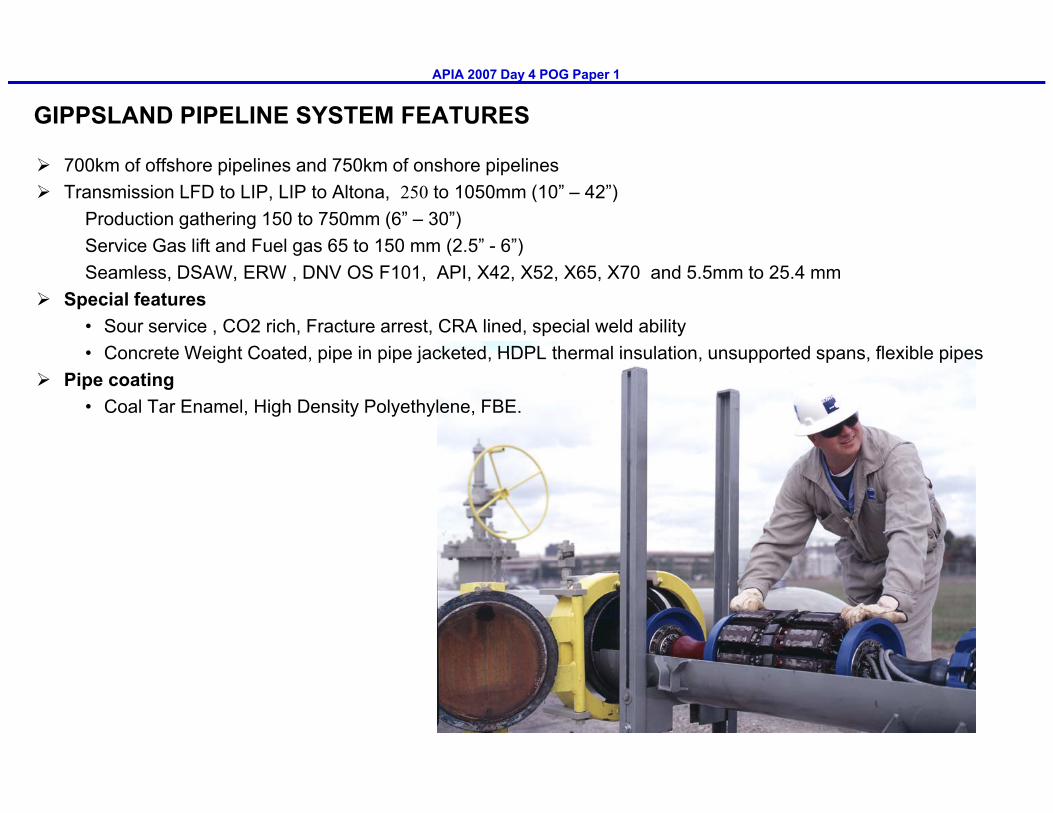
GIPPSLAND PIPELINE SYSTEM FEATURES
700km of offshore pipelines and 750km of onshore pipelinesTransmission LFD to LIP, LIP to Altona, 250 to 1050mm (10” – 42”)
Production gathering 150 to 750mm (6” – 30”)Service Gas lift and Fuel gas 65 to 150 mm (2.5” - 6”)g ( )Seamless, DSAW, ERW , DNV OS F101, API, X42, X52, X65, X70 and 5.5mm to 25.4 mm
Special features • Sour service , CO2 rich, Fracture arrest, CRA lined, special weld ability• Concrete Weight Coated pipe in pipe jacketed HDPL thermal insulation unsupported spans flexible pipesConcrete Weight Coated, pipe in pipe jacketed, HDPL thermal insulation, unsupported spans, flexible pipes
Pipe coating• Coal Tar Enamel, High Density Polyethylene, FBE.
APIA 2007 Day 4 POG Paper 1
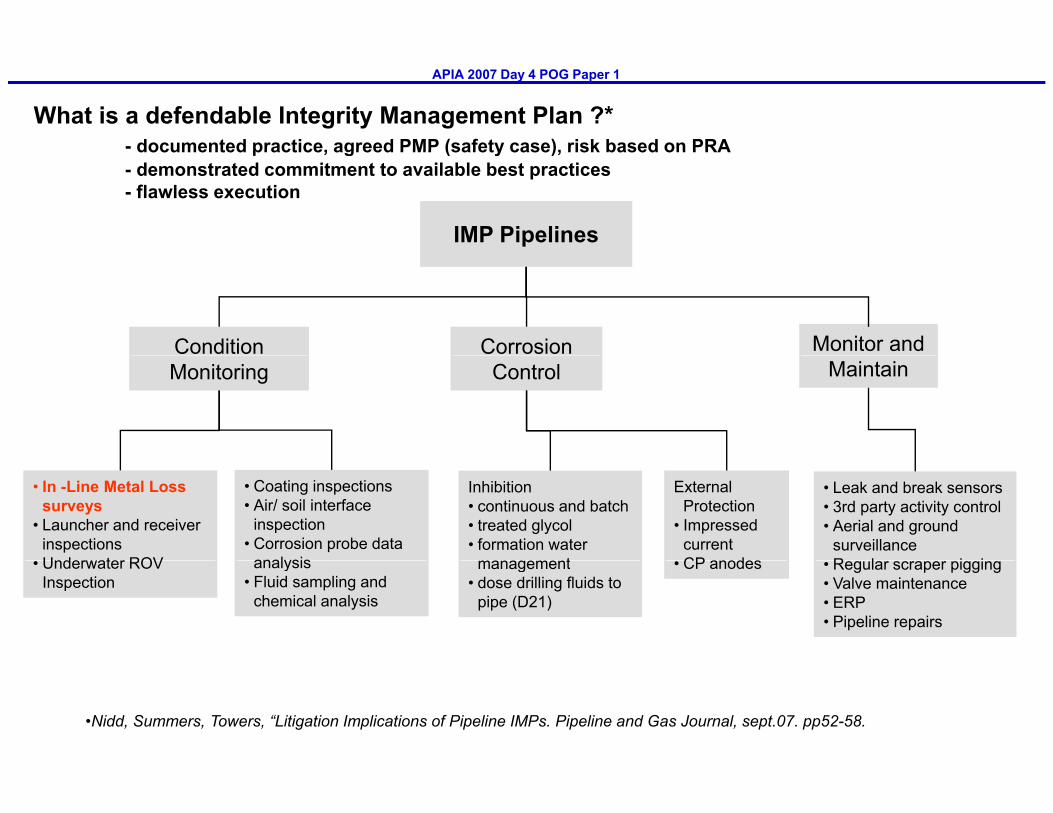
What is a defendable Integrity Management Plan ?*- documented practice, agreed PMP (safety case), risk based on PRA
IMP Pipelines
documented practice, agreed PMP (safety case), risk based on PRA - demonstrated commitment to available best practices- flawless execution
Condition Corrosion Monitor and Monitoring Control Maintain
• Leak and break sensors• 3rd party activity control• Aerial and ground
surveillanceR l i i
• In -Line Metal Loss surveys
• Launcher and receiver inspections Underwater ROV
• Coating inspections• Air/ soil interface
inspection • Corrosion probe data
analysis
Inhibition • continuous and batch• treated glycol• formation water
management
External Protection
• Impressed current CP anodes • Regular scraper pigging
• Valve maintenance• ERP • Pipeline repairs
• Underwater ROV Inspection
analysis • Fluid sampling and
chemical analysis
management• dose drilling fluids to
pipe (D21)
• CP anodes
•Nidd, Summers, Towers, “Litigation Implications of Pipeline IMPs. Pipeline and Gas Journal, sept.07. pp52-58.
APIA 2007 Day 4 POG Paper 1
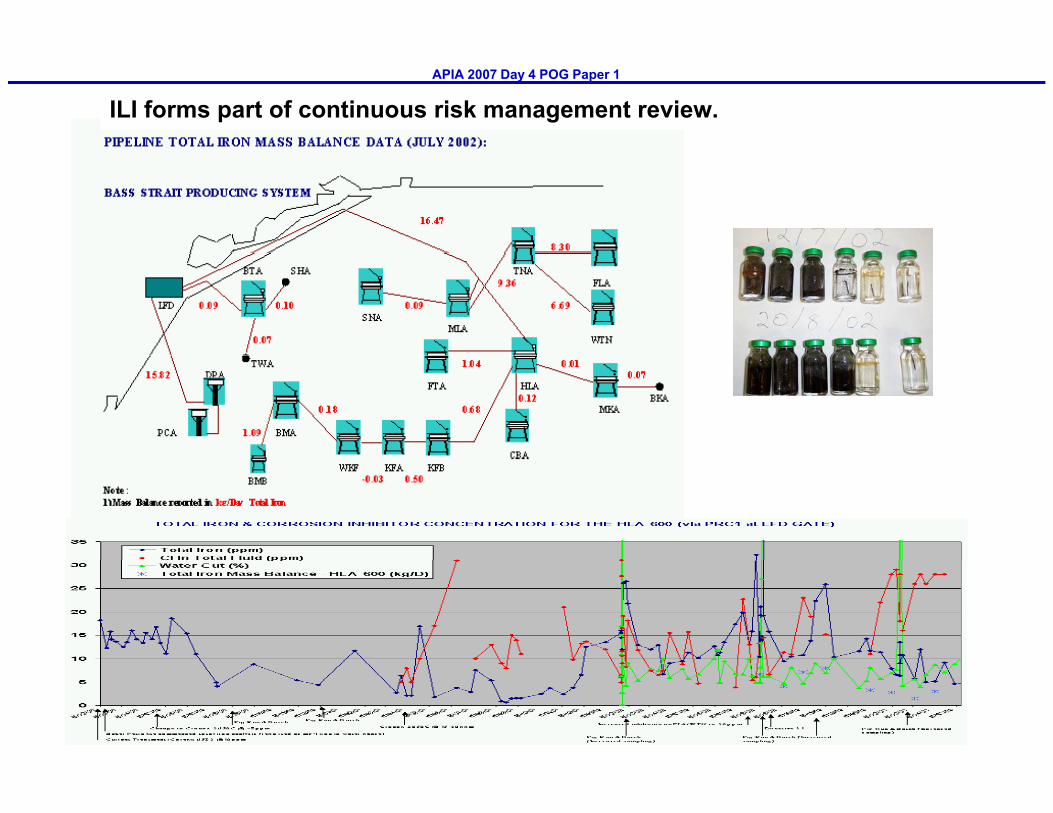
ILI forms part of continuous risk management review.

APIA 2007 Day 4 POG Paper 1
Scraper pigs selected for diameter variations and pit shapesScrapper pigging programmed on a 2 to 4 week rotation with a pig maintenance contractScrapper pigging programmed on a 2 to 4 week rotation, with a pig maintenance contract Line specific function: spring brushes, telescopic cups, jet scrub action, rotationOFC contract provides inhibitor continuous feed and batches, SRB Biocides, dewaxing, Reports on pig wear patterns, debris sampling, corrosion product tracking and onboard DATA logger B t ti fi di i t i ith t d l h l b l i d t k i t h iBest practice finding– run pigs trains with staged launches, label pigs and track maintenance on each pig.
APIA 2007 Day 4 POG Paper 1
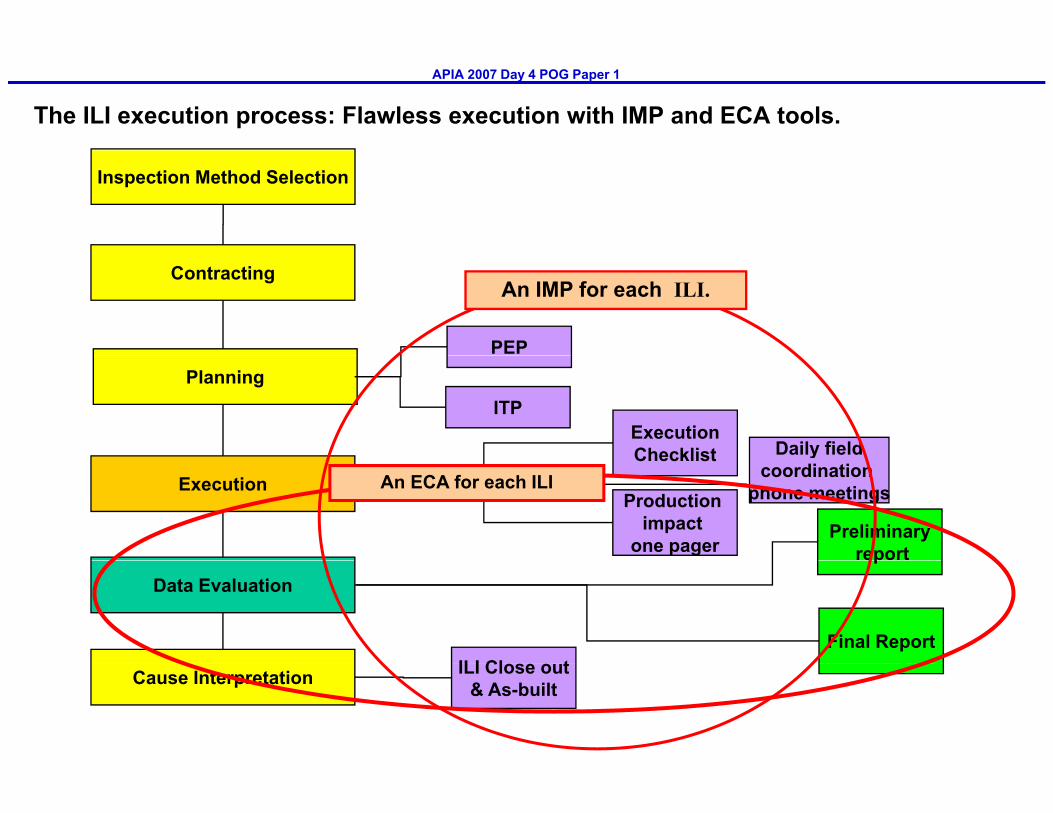
The ILI execution process: Flawless execution with IMP and ECA tools.
Inspection Method Selection
Contracting
PEP
An IMP for each ILI.
PlanningITP
ExecutionChecklist Daily field
ExecutionChecklist
Production impact
one pagerPreliminary
report
ycoordination
phone meetingsAn ECA for each ILI
Data Evaluation
ILI Cl t
p
Final Report
Cause Interpretation ILI Close out& As-built
APIA 2007 Day 4 POG Paper 1
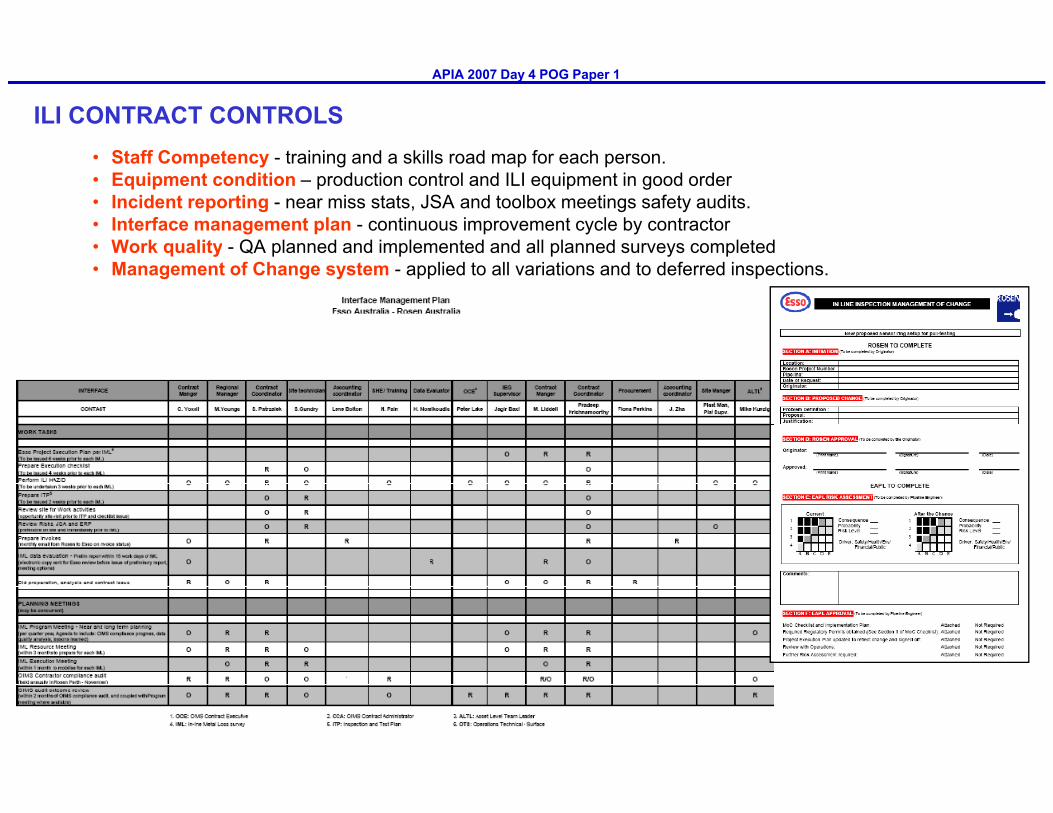
ILI CONTRACT CONTROLSS ff C i i d kill d f h• Staff Competency - training and a skills road map for each person.
• Equipment condition – production control and ILI equipment in good order • Incident reporting - near miss stats, JSA and toolbox meetings safety audits.• Interface management plan - continuous improvement cycle by contractor • Work quality - QA planned and implemented and all planned surveys completed o qua ty Q p a ed a d p e e ted a d a p a ed su eys co p eted• Management of Change system - applied to all variations and to deferred inspections.
APIA 2007 Day 4 POG Paper 1
ILI Execution– CONTROLS
Quality Assurance Implementation.Rosen QA Management– Corporate quality objectives and procedures used worldwide. Esso Inspection and Test Plan (ITP) – QA and control checks, references and measurements.Joined activities – Review, Witness and Hold points identified and followed in quality process.Joined activities Review, Witness and Hold points identified and followed in quality process.
Field Implementation by Checklists Checklist procedure provides the Esso/Rosen team with a step-by-step process for running each ILI survey.
Checklists have the following elements:Checklists have the following elements:• Contractor checks : Review of all pipeline details, past ILI, funds, mobilisation synergies.• Preparation checks : PEP, Project time-line, resource allocation, tool ordering.• Facility checks: Assign operators, review process conditions and scrapper pigging records.• Logistics checks: Work requests crane drivers dogman boats accommodation flights• Logistics checks: Work requests, crane drivers, dogman, boats, accommodation, flights. • Pipeline cleaning: Scrapers including a gauge plate, brush pig and magnetic pig.• Survey tools: Pull test of CDP, EGP run list, CDP run list.• Data capture: Receiver debris sampling, Data quality check on site, NORM cleaning
T l R l D l i l l t ti t l t t db t d d d• Tool Release: Damage analysis, lessons learnt reporting, tools to standby, stand down and release.
APIA 2007 Day 4 POG Paper 1
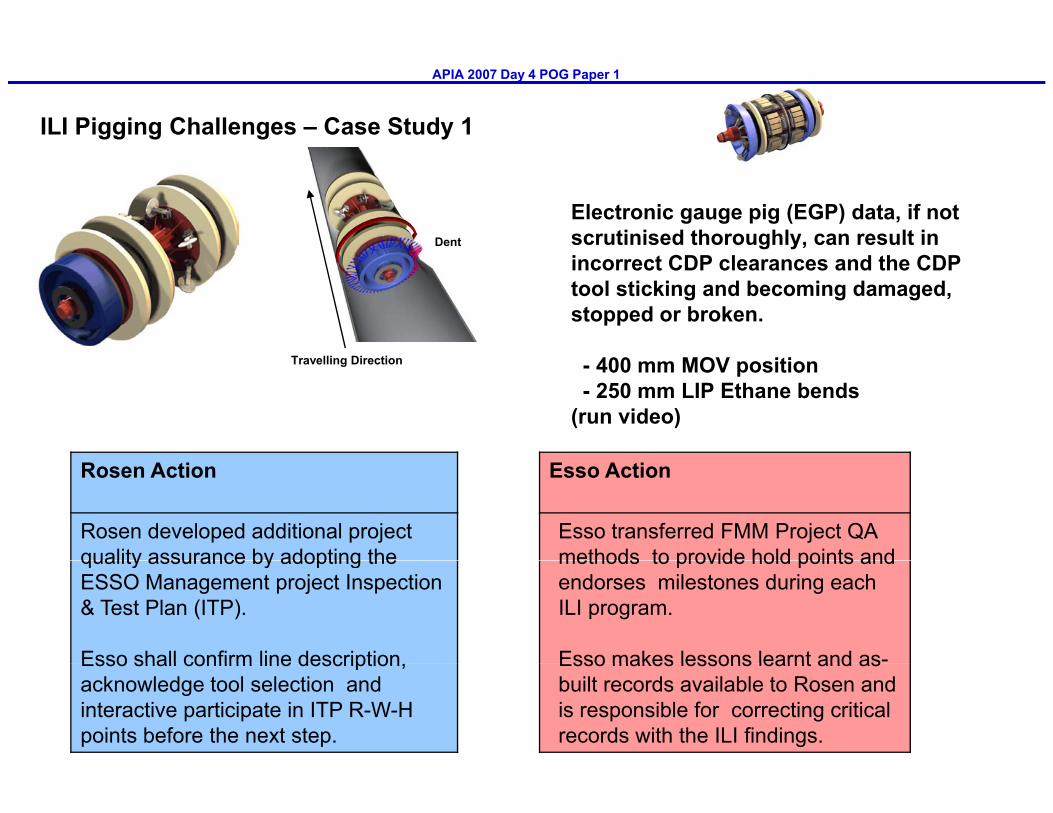
ILI Pigging Challenges – Case Study 1
Electronic gauge pig (EGP) data, if not scrutinised thoroughly, can result in Dent
incorrect CDP clearances and the CDP tool sticking and becoming damaged, stopped or broken.
- 400 mm MOV position - 250 mm LIP Ethane bends
(run video)
Travelling Direction
Esso Action
Esso transferred FMM Project QA methods to provide hold points and
Rosen Action
Rosen developed additional project quality assurance by adopting the methods to provide hold points and
endorses milestones during each ILI program.
Esso makes lessons learnt and as-
quality assurance by adopting the ESSO Management project Inspection & Test Plan (ITP).
Esso shall confirm line description Esso makes lessons learnt and asbuilt records available to Rosen and is responsible for correcting critical records with the ILI findings.
Esso shall confirm line description, acknowledge tool selection and interactive participate in ITP R-W-H points before the next step.
APIA 2007 Day 4 POG Paper 1
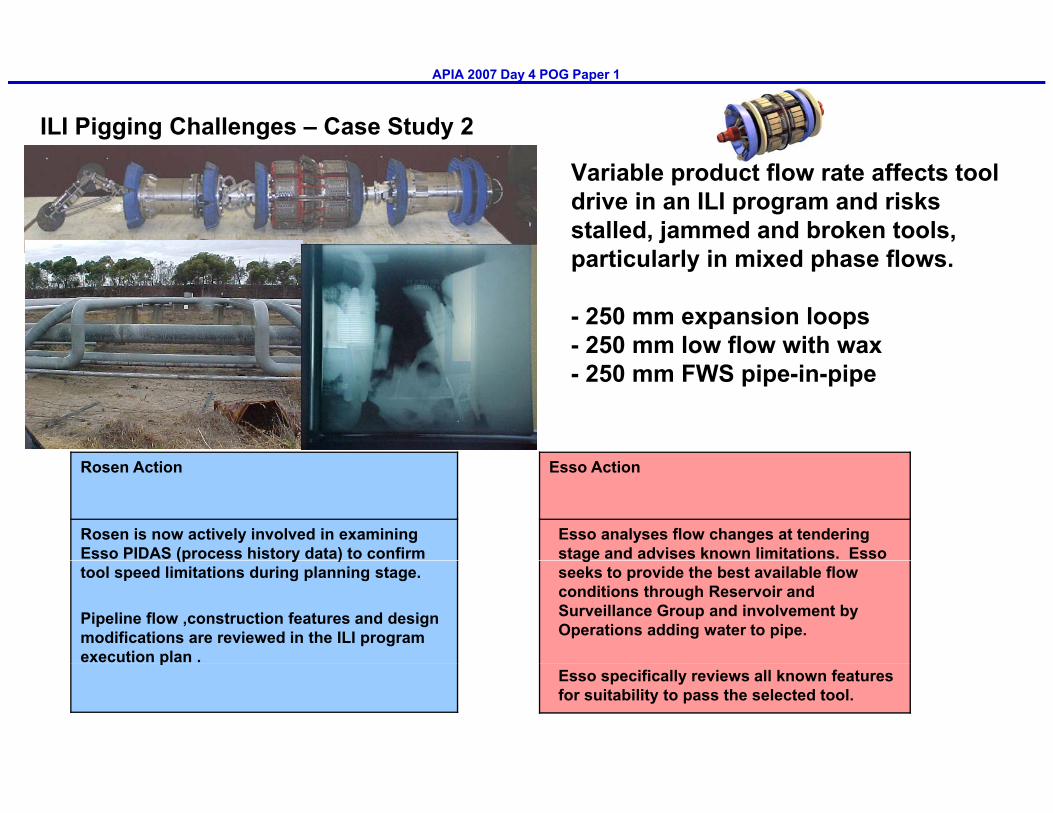
ILI Pigging Challenges – Case Study 2
Variable product flow rate affects tool drive in an ILI program and risks stalled, jammed and broken tools,
ti l l i i d h flparticularly in mixed phase flows.
- 250 mm expansion loops- 250 mm low flow with wax- 250 mm FWS pipe-in-pipe
Esso Action
Esso analyses flow changes at tendering stage and advises known limitations. Esso
Rosen Action
Rosen is now actively involved in examining Esso PIDAS (process history data) to confirm g
seeks to provide the best available flow conditions through Reservoir and Surveillance Group and involvement by Operations adding water to pipe.
(p y )tool speed limitations during planning stage.
Pipeline flow ,construction features and design modifications are reviewed in the ILI program execution plan .
Esso specifically reviews all known features for suitability to pass the selected tool.
p
APIA 2007 Day 4 POG Paper 1
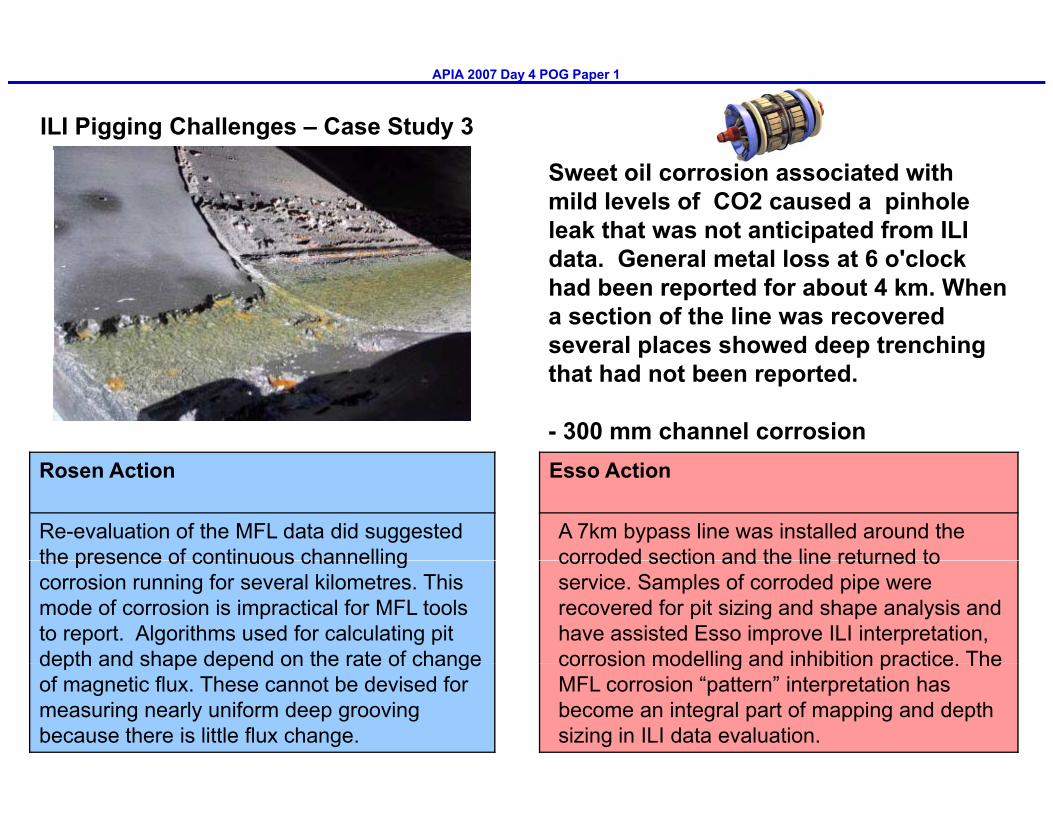
ILI Pigging Challenges – Case Study 3
Sweet oil corrosion associated with mild levels of CO2 caused a pinhole leak that was not anticipated from ILI d t G l t l l t 6 ' l kdata. General metal loss at 6 o'clock had been reported for about 4 km. When a section of the line was recovered several places showed deep trenching p p gthat had not been reported.
- 300 mm channel corrosionEsso Action
A 7km bypass line was installed around the corroded section and the line returned to
Rosen Action
Re-evaluation of the MFL data did suggested the presence of continuous channelling corroded section and the line returned to
service. Samples of corroded pipe were recovered for pit sizing and shape analysis and have assisted Esso improve ILI interpretation, corrosion modelling and inhibition practice The
the presence of continuous channelling corrosion running for several kilometres. This mode of corrosion is impractical for MFL tools to report. Algorithms used for calculating pit depth and shape depend on the rate of change corrosion modelling and inhibition practice. The
MFL corrosion “pattern” interpretation has become an integral part of mapping and depth sizing in ILI data evaluation.
depth and shape depend on the rate of change of magnetic flux. These cannot be devised for measuring nearly uniform deep grooving because there is little flux change.
APIA 2007 Day 4 POG Paper 1
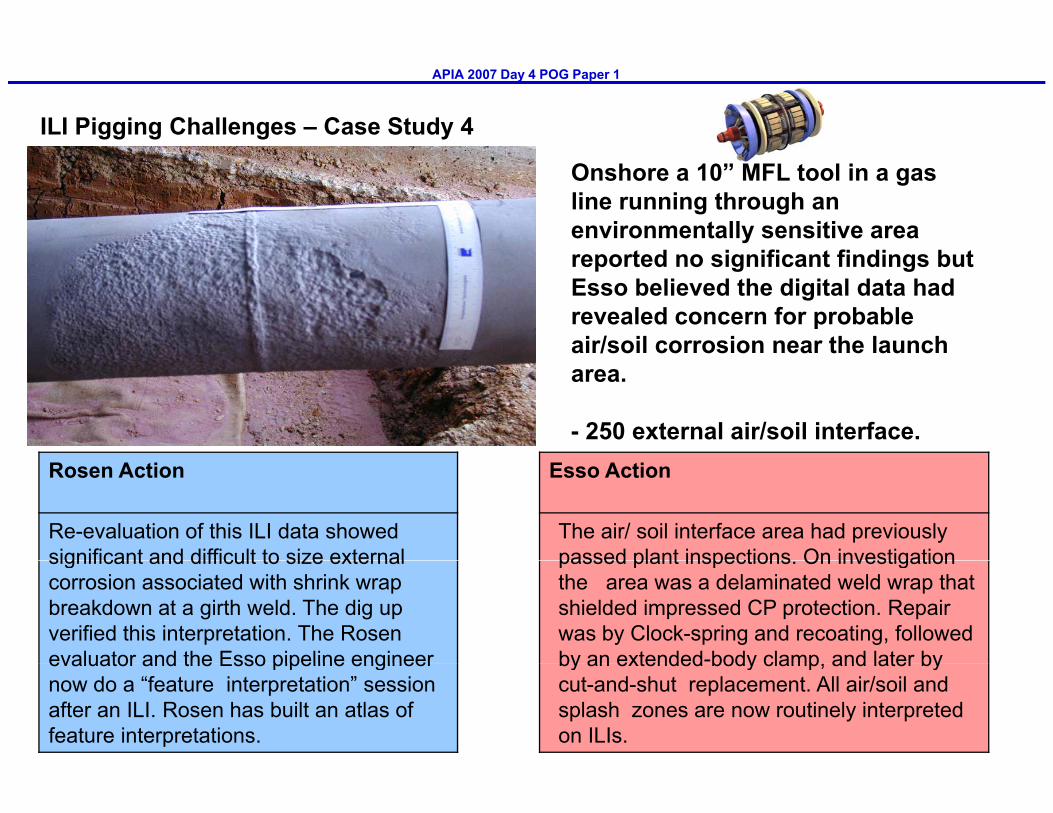
ILI Pigging Challenges – Case Study 4
Onshore a 10” MFL tool in a gas line running through an environmentally sensitive area
t d i ifi t fi di b treported no significant findings but Esso believed the digital data had revealed concern for probable air/soil corrosion near the launch area.
- 250 external air/soil interface. Esso Action
The air/ soil interface area had previously passed plant inspections On investigation
Rosen Action
Re-evaluation of this ILI data showed significant and difficult to size external passed plant inspections. On investigation
the area was a delaminated weld wrap that shielded impressed CP protection. Repair was by Clock-spring and recoating, followed by an extended-body clamp and later by
significant and difficult to size external corrosion associated with shrink wrap breakdown at a girth weld. The dig up verified this interpretation. The Rosen evaluator and the Esso pipeline engineer by an extended body clamp, and later by
cut-and-shut replacement. All air/soil and splash zones are now routinely interpreted on ILIs.
evaluator and the Esso pipeline engineer now do a “feature interpretation” session after an ILI. Rosen has built an atlas of feature interpretations.
APIA 2007 Day 4 POG Paper 1
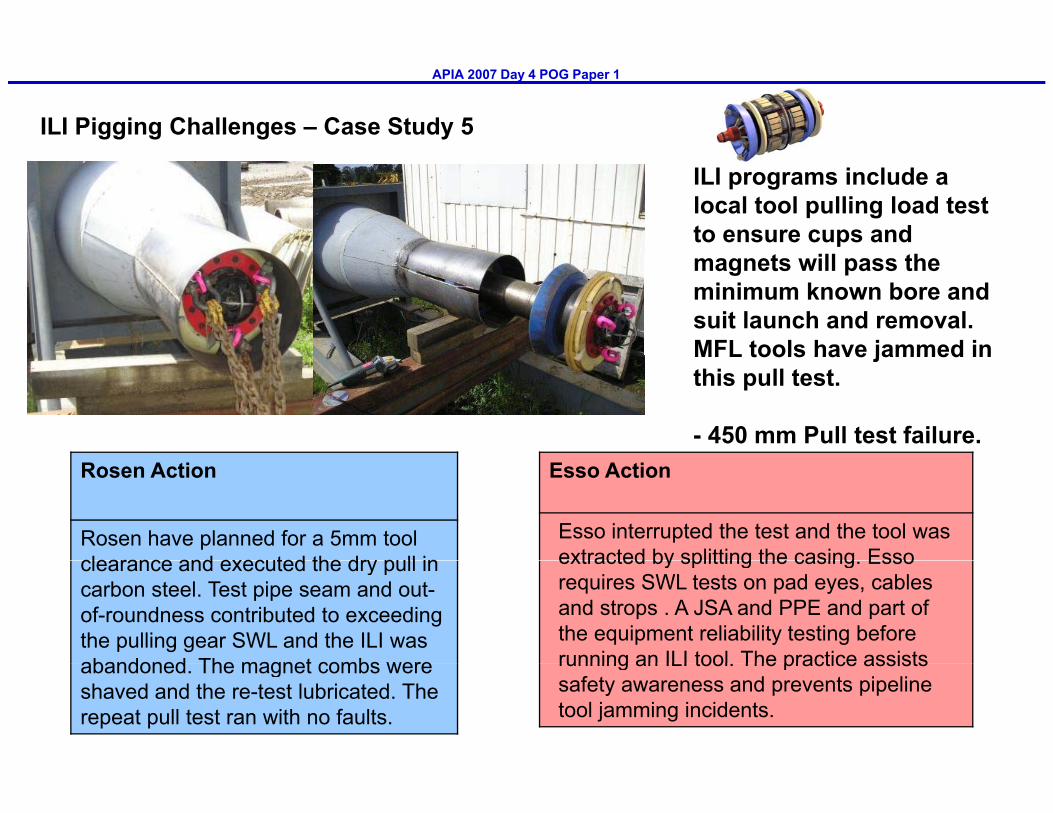
ILI Pigging Challenges – Case Study 5
ILI programs include a local tool pulling load test to ensure cups and magnets will pass the minimum known bore and suit launch and removal. MFL tools have jammed inMFL tools have jammed in this pull test.
- 450 mm Pull test failure. Esso Action
Esso interrupted the test and the tool was extracted by splitting the casing Esso
Rosen Action
Rosen have planned for a 5mm tool clearance and executed the dry pull in extracted by splitting the casing. Esso
requires SWL tests on pad eyes, cables and strops . A JSA and PPE and part of the equipment reliability testing before running an ILI tool The practice assists
clearance and executed the dry pull in carbon steel. Test pipe seam and out-of-roundness contributed to exceeding the pulling gear SWL and the ILI was abandoned The magnet combs were running an ILI tool. The practice assists
safety awareness and prevents pipeline tool jamming incidents.
abandoned. The magnet combs were shaved and the re-test lubricated. The repeat pull test ran with no faults.
APIA 2007 Day 4 POG Paper 1
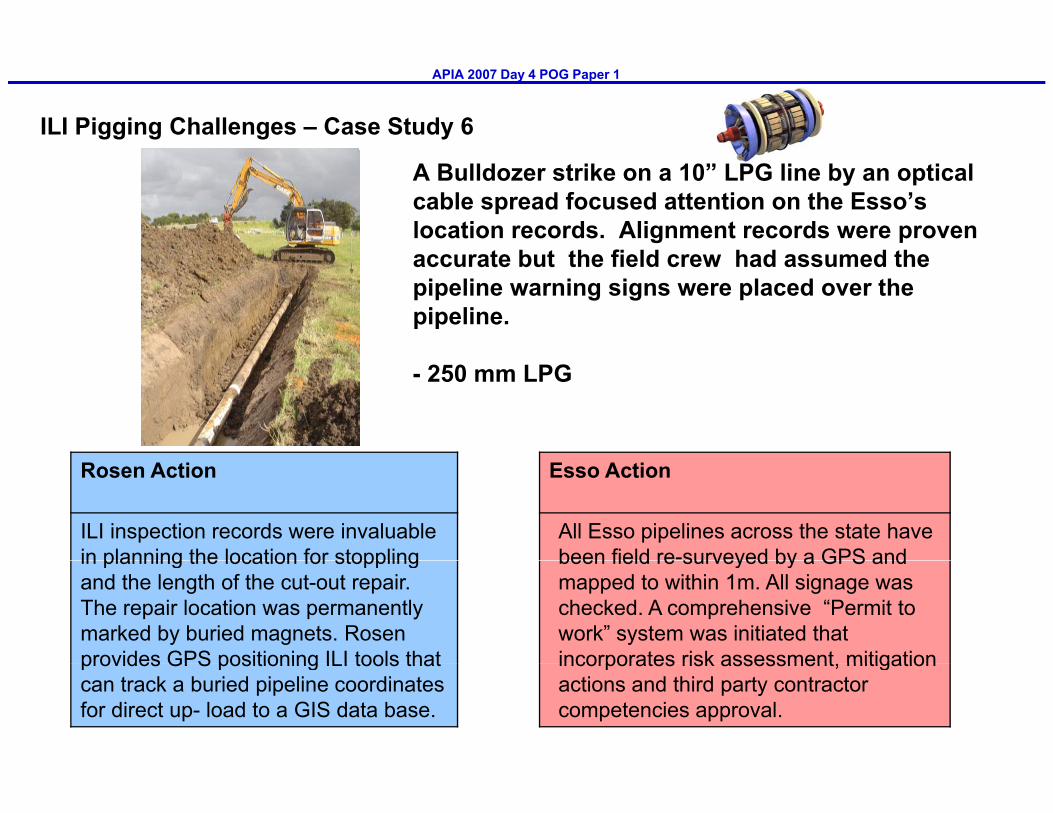
ILI Pigging Challenges – Case Study 6
A Bulldozer strike on a 10” LPG line by an optical cable spread focused attention on the Esso’s location records. Alignment records were proven
t b t th fi ld h d d thaccurate but the field crew had assumed the pipeline warning signs were placed over the pipeline.
- 250 mm LPG
Esso Action
All Esso pipelines across the state have been field re-surveyed by a GPS and
Rosen Action
ILI inspection records were invaluable in planning the location for stoppling been field re surveyed by a GPS and
mapped to within 1m. All signage was checked. A comprehensive “Permit to work” system was initiated that incorporates risk assessment mitigation
in planning the location for stoppling and the length of the cut-out repair. The repair location was permanently marked by buried magnets. Rosen provides GPS positioning ILI tools that incorporates risk assessment, mitigation
actions and third party contractor competencies approval.
provides GPS positioning ILI tools that can track a buried pipeline coordinates for direct up- load to a GIS data base.
APIA 2007 Day 4 POG Paper 1
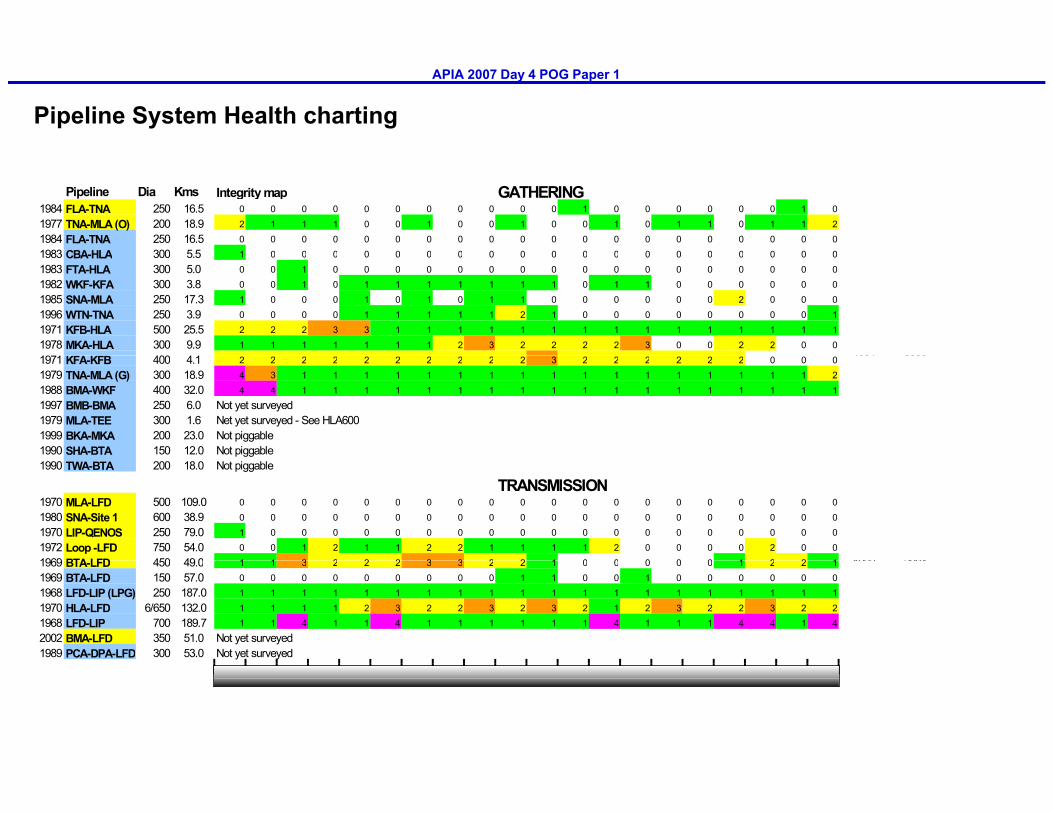
Pipeline System Health charting
Pipeline Dia Kms Integrity map GATHERING IML Plan1984 FLA-TNA 250 16.5 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 1993 20031977 TNA-MLA (O) 200 18.9 2 1 1 1 0 0 1 0 0 1 0 0 1 0 1 1 0 1 1 2 2002 20101984 FLA-TNA 250 16.5 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1995 20031983 CBA HLA 300 5 5 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1994 20041983 CBA-HLA 300 5.5 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1994 20041983 FTA-HLA 300 5.0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1994 20041982 WKF-KFA 300 3.8 0 0 1 0 1 1 1 1 1 1 1 0 1 1 0 0 0 0 0 0 1994 20041985 SNA-MLA 250 17.3 1 0 0 0 1 0 1 0 1 1 0 0 0 0 0 0 2 0 0 0 1993 20031996 WTN-TNA 250 3.9 0 0 0 0 1 1 1 1 1 2 1 0 0 0 0 0 0 0 0 1 2002 20101971 KFB-HLA 500 25.5 2 2 2 3 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1996 20041978 MKA-HLA 300 9.9 1 1 1 1 1 1 1 2 3 2 2 2 2 3 0 0 2 2 0 0 1995 200419 1 400 4 1 1994 20031971 KFA-KFB 400 4.1 2 2 2 2 2 2 2 2 2 2 3 2 2 2 2 2 2 0 0 0 1994 20031979 TNA-MLA (G) 300 18.9 4 3 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2001 20111988 BMA-WKF 400 32.0 4 4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2001 20091997 BMB-BMA 250 6.0 Not yet surveyed - 20031979 MLA-TEE 300 1.6 Net yet surveyed - See HLA600 - -1999 BKA-MKA 200 23.0 Not piggable - -1990 SHA-BTA 150 12.0 Not piggable - -1990 TWA-BTA 200 18.0 Not piggable - -
TRANSMISSION 1970 MLA-LFD 500 109.0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1990 20031980 SNA-Site 1 600 38.9 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1996 20061970 LIP-QENOS 250 79.0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1992 20031972 Loop -LFD 750 54.0 0 0 1 2 1 1 2 2 1 1 1 1 2 0 0 0 0 2 0 0 1993 20051969 BTA LFD 450 49 0 1 1 3 2 2 2 3 3 2 2 1 0 0 0 0 0 1 2 2 1 1992 20041969 BTA-LFD 450 49.0 1 1 3 2 2 2 3 3 2 2 1 0 0 0 0 0 1 2 2 1 1992 20041969 BTA-LFD 150 57.0 0 0 0 0 0 0 0 0 0 1 1 0 0 1 0 0 0 0 0 0 2000 20081968 LFD-LIP (LPG) 250 187.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2000 20081970 HLA-LFD 6/650 132.0 1 1 1 1 2 3 2 2 3 2 3 2 1 2 3 2 2 3 2 2 2003 20051968 LFD-LIP 700 189.7 1 1 4 1 1 4 1 1 1 1 1 1 4 1 1 1 4 4 1 4 2000 20052002 BMA-LFD 350 51.0 Not yet surveyed 20071989 PCA-DPA-LFD 300 53.0 Not yet surveyed - -
0 Negligible 1 Low (<15%) corrosion 2 Light (15% - 25%) corrosion 3 moderate (25% - 40%) corrosion 4 Medium (40% - 50%) corrosion

APIA 2007 Day 4 POG Paper 1
Conclusions.
A defendable Integrity Management Plan for a pipeline system shall contain -
Thorough preparation for flawless executionThorough preparation for flawless execution Coordination, documents and meetingsA rigorous QA/QC process in place and auditedThorough ITP preparation and application Detailed tooling and execution checklistsDetailed tooling and execution checklists.