integridad equipos estaticos re1 - solo lectura - modo de … · 2019-09-20 ·...
TRANSCRIPT


INTRODUCCION
La seguridad de los Procesos siempre ha sido una consideración importante en la Ingeniería de Procesos y Química
Las primeras iniciativas incluyeron el simposio anual sobre seguridad en el amoníaco y plantas relacionadas, que se remonta a principios de la década de 1950, y el simposio de prevención de pérdidas, celebrado por primera vez en 1967. Estas actividades condujeron a la formación de la División de Seguridad y Salud de AIChE en 1979, y el la división asumió la responsabilidad de estas actividades de programación existentes.

Introducción Las principales herramientas del sistema de gestión que
son utilizadas actualmente para la seguridad de los procesos se desarrollaron en los años sesenta.
Pero, la comprensión de los factores humanos y su impacto en la seguridad del proceso no comenzó realmente hasta la década de 1970; Es decir, cuando los sistemas de gestión para crear mejores procedimientos operativos, prácticas de mantenimiento, MOC, ORR, etc., realmente crecieron rápidamente al compartir la experiencia y el conocimiento entre compañías
En 1985, el AIChE inició el Centro para la Seguridad de los Procesos Químicos (CCPS), y el primer estándar de la industria en PSM se escribió entonces; con los elementos de PSM reunidos por cerca de 20 compañías en ese momento (incluidas las enumeradas anteriormente). Los primeros libros de texto completos sobre seguridad de procesos comenzaron a escribirse en 1985;

Historia En 1990 la API publica la RP750 sobre gestión de riesgos de
procesos, diseñada para "... ayudar a prevenir la ocurrencia de, o minimizar las consecuencias de, descargas catastróficas de materiales tóxicos o explosivos". Aborda la gestión de los riesgos del proceso durante el diseño, construcción, puesta en marcha, operación, inspección, mantenimiento y modificación de las instalaciones en once áreas específicas.
En 1992, la OSHAS emite el Proceso de Gestión de Seguridad de Estándares Químicos Altamente Peligrosos que posee 14 elementos principales. Sin embargo, muchas organizaciones aún enfrentan el desafío de implementar efectivamente los sistemas de gestión que han desarrollado.
En 2005, el Centro para la Seguridad de Procesos Químicos introdujo el concepto de Seguridad de Procesos Basados en Riesgos (RBPS) como un medio para superar lo que parecía un estancamiento en el proceso de seguridad del proceso.

1. Process Safety Information2. Process Hazard Analysis3. Management of Changes4. Operating Procedures5. Safe Work Practices6. Training7. Assuring the quality and
Mechanical Integrity of Critical Equipment
8. Pre-start Up Safety Review9. Emergency Response and
Control10.Investigation of process Related
Incidents11.Audit of Process Hazard
Management System
API750

Elementos del PSM (Dupont)
Integridad Mecánica
Gestión de cambios sutiles
Revisiones de Seguridad en Pre-arranque
Aseguramiento de Calidad
Gestión de Cambios en Tecnología
Procedimientos Operativos y Practicas Seguras
Análisis de Procesos Críticos
Información de Seguridad de Procesos

Elementos del PSM (Dupont)
Auditorias
Planificación y Respuesta a Emergencias
Gestión de Cambios de Personal
Entrenamiento y Capacitación
Investigación de Accidentes
Gestión de Contratistas

Elementos del PSM (Dupont)

LIDERAZGO
IMPLEENTACION
ORGANIZACION Y PLANIFICACION
EVALUACION
ACCION PARA MEJRA
4- NUEVOS EMPRENDIMIENTOS
5- OPERACION Y MANTENIMIENTO
6- GESTIÓN DE CAMBIOS
7- ADQUISICION DE BIENES Y SERVICIOS
11- CONTINGÊNCIA
12- RELACIONAMENTO CON LA COMUNIDAD
15- PROCESO DE MEJORA CONTINUA
2- CONFORMIDAD LEGAL
3- EVALUACION Y GESTION DE RIESGOS
8- CAPACITACIÓN, EDUC. Y CONCIENTIZACION
9- GESTION DE INFORMACIONES
10- COMUNICACIÓN
1- LIDERAZGO Y RESPONSABILIDAD
13- ANÁLISIS DE ACCIDENTES E INCIDENTES
14- GESTIÓN DE PRODUCTOS
El Sistema de Gestión de SMS de PETROBRAS tienecomo estructura central las 15 directrices de SMS
SISTEMA DE GESTION DE SMS
Mision, Vision,
Valores, Comportamientos y
Objetivos Política de SMS

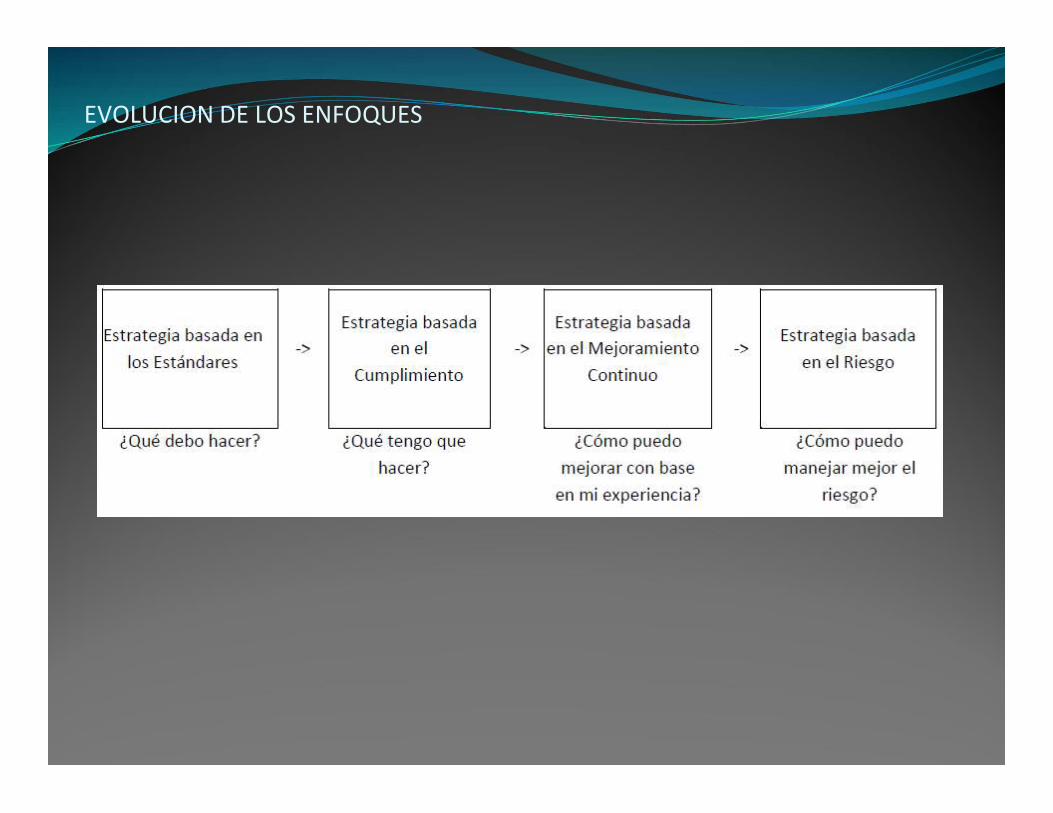
EVOLUCION DE LOS ENFOQUES

Pilares Fundamentales (bloques) y elementos asociados que constituyen un Sistema de Gestión De Seguridad de Procesos Basado en Riesgos


Definicion RBPS Integridad Mecánica Garantizar que el equipo se diseñe
adecuadamente, se instale de acuerdo con las especificaciones y permanezca apto para su uso hasta que se retire
Es uno de los nueve elementos de un sistema de gestión basado en el riesgo para garantizar la integridad y la fiabilidad de Equipos críticos y sistemas de seguridad

El elemento de integridad del activo es la implementación sistemática de actividades, tales como inspecciones y pruebas necesarias para garantizar que el equipo importante sea adecuado para su aplicación prevista durante toda su vida. Específicamente, las actividades relacionadas con este elemento se centran en
(1) prevenir una liberación catastrófica de un material peligroso o una liberación repentina de energía y
(2) garantizar una alta disponibilidad (o confiabilidad) de sistemas críticos de seguridad o servicios públicos que eviten o mitiguen los efectos de este tipo de eventos.

INTEGRIDAD MECANICA El empleador debe establecer e implementar procedimientos
escritos para mantener la integridad continua de los equipos de proceso. Los empleados que participan de forma continua en el mantenimiento de la integridad de los equipos de proceso deben estar capacitados en una visión general de ese proceso y sus riesgos y capacitados en los procedimientos aplicables a las tareas laborales especificas.
Las inspección y pruebas se deben realizar utilizando procedimientos que siguen buenas prácticas de ingeniería reconocidas y generalmente aceptadas. La frecuencia de las inspecciones y pruebas del equipo de proceso debe cumplir con las recomendaciones de los fabricantes y buenas prácticas de ingeniería, o con mayor frecuencia si se determina que es necesario por experiencia operativa previa.

INTEGRIDAD MECANICA Cada inspección y ensayos en los equipos de proceso
debe documentarse, identificando la fecha de la inspección o prueba, el nombre de la persona que realizó la inspección, número de serie u otro identificador del equipo en el que se realizó la inspección, una descripción de la inspección realizada, y los resultados de la misma.
Las deficiencias del equipo fuera de los límites aceptables definidos, deben corregirse antes de su uso posterior. En algunos casos, puede no ser necesario que las deficiencias se corrijan antes de un uso posterior, siempre que las deficiencias se corrijan de manera segura y oportuna, cuando se tomen los pasos necesarios para garantizar un funcionamiento seguro.

INTEGRIDAD MECANICA
Al construir nuevas plantas y equipos, el Propietario debe asegurarse de que el equipo tal como está fabricado sea adecuado para la aplicación del proceso para el cual será utilizado. Se deben realizar comprobaciones e inspecciones apropiadas para garantizar que el equipo se instale correctamente y sea coherente con las especificaciones de diseño y las instrucciones del fabricante.
El mismo tiempo, el Propietario debe asegurarse de que los materiales usados en el mantenimiento, las piezas de repuesto y los equipos sean adecuados para la aplicación del proceso para el cual serán utilizados.
INTEGRIDAD MECANICA
En resumen, MI, es el proceso de Gestión del Activo del Ciclo de Vida (LCAM), que incluye las adquisiciones, pruebas, puesta en marcha y disposición de los activos descritos antes. El MI es un subconjunto de un programa de confiabilidad efectivo y de gestión de activos en general, específico para los tipos de equipos, y de naturaleza más táctica, incluida la evaluación de los requisitos de condición a través del monitoreo e inspección regulares de la condición de estos activos.
Para cumplir con los requisitos de la norma en lo referente a INTEGRIDAD MECANICA se debe garantizar lo siguiente:
• El equipo y el sistema están diseñados, fabricados e instalados adecuadamente.
• La unidad se opera dentro de los límites de diseño del equipo.
• Las tareas de ITPM son realizadas por personas capacitadas y calificadas que utilizan procedimientos aprobados y se completan según lo programado.
• El trabajo de reparación se ajusta a los códigos de diseño, los estándares de ingeniería y las recomendaciones del fabricante.
• Se toman las medidas adecuadas para abordar las deficiencias, independientemente de cómo se descubran.

INTEGRIDAD MECANICA IMPLANTACION

IMPLANTACION – Responsabilidad Liderazgo"Todos tienen la responsabilidad de la seguridad“
Un programa eficaz de gestión de activos debe ser impulsado desde el arriba hacia abajo y efectivamente implementado desde la parte superior hacia abajo.
La gerencia debe ser visible y participar activamente en el sistema de gestión de riesgos de una instalación.
Las responsabilidades clave son:
Proporcionar las personas adecuadas para el trabajo.
Establecer directrices a través de discusiones políticas, definir estrategias y comunicarlas de manera efectiva.
Asegurarse de que los controles del sistema sean los adecuados.
Asegurarse de que los roles y responsabilidades para los procesos de gestión de activos estén bien definidos utilizando una matriz (RASI) que sea visible y esté bien comunicada. Los informes sobre el cumplimiento de MI deben estar basados en datos, deben enfocarse en métricas de cumplimiento y brechas reconocidas que deben ser abordadas por el liderazgo.

IMPLANTACION – Selección Equipos
Deben usarse procesos de selección para priorizar las unidades operativas objeto del Análisis, dirigiendo el MI a los activos más críticos y significativos.
Este proceso incluye:
Aplicación de un criterio de selección de equipos documentado.
Selección del nivel de detalle apropiado para activos específicos
Documentación de todos los aspectos del programa en los sistemas de Administración de Activos o Gestión de Mantenimiento Computarizado

IMPLANTACION – Inspección & Pruebas Una vez que se ha definido el alcance del programa MI y
se han seleccionado los equipos, se define el nivel de detalle de la "tarea" que debe realizar el activo o grupo de activos. Cada tarea debe planificarse correctamente y ejecutarse, documentarse y controlarse de manera efectiva.
Debe definirse e incluirse en el Plan de Gestión de Activos (AMP) una combinación lógica de tecnologías proactivas, junto con inspecciones planificadas (tareas preventivas) consistentes con las buenas prácticas de ingeniería reconocidas y generalmente aceptadas (RAGAGEP). La revisión de los datos de campo obtenidos a través de estos procesos debe ser revisada por personal calificado y / o certificado para definir las acciones actuales o futuras requeridas.
Es obvio, pero debe reforzarse que el personal involucrado en un programa de MI debe estar capacitado de manera adecuada y continua para brindar las habilidades necesarias.
Un requisito de un programa de MI efectivo es validar y documentar la efectividad del entrenamiento, es decir, si la persona puede ejecutar de manera efectiva lo que acaba de aprender. Las certificaciones son importantes para garantizar que su programa sea reconocido por OSHA, su compañía de seguros o cualquier persona que realice auditorías o evaluaciones de programas.
Los contratistas, consultores y cualquier otra persona que pueda involucrarse en el programa MI también deben ser capacitados.
IMPLANTACION – Calificación Personal

INTEGRIDAD MECANICA
Se enfoca en evitar las pérdidas de contención de fluidos peligrosos o energía mediante la aplicación sistemática de directrices generales en todas las etapas del Ciclo de Vida del Activo (diseño, construcción, suministro, instalación, operación, mantenimiento y abandono), para garantizar que los equipos o sistemas se encuentren aptos para el servicio que demanda cada aplicación.

ELEMENTOS CLAVE O MAS IMPORTANTES
Los siguientes principios clave deben abordarse al desarrollar, evaluar o mejorar cualquier sistema de gestión para el elemento de integridad de activos:
• Mantener una práctica confiable.
• Identificar equipos y sistemas que están dentro del alcance del programa de integridad de activos y asignar tareas de ITPM.
• Desarrollar y mantener conocimientos, habilidades, procedimientos y herramientas.
• Asegure la aptitud continua para el propósito.
• Abordar fallas y deficiencias del equipo
• Analizar datos

Mantener Practicas Confiables
Un elemento confuso en el estándar de OSHA en sí. Es breve (poco más de media página) y su lenguaje es vago. Se usan palabras como "oportuno" y "aplicable" sin más aclaraciones, en lugar de basarse en las igualmente vagas "Buenas Prácticas de Ingeniería Reconocidas y Generalmente Aceptadas", o RAGAGEP. Si bien es probable que estas ambigüedades tengan la intención de dar espacio a las instalaciones para personalizar sus programas de Integridad Mecánica, en la práctica pueden desalentar el cumplimiento haciendo que el estándar sea más difícil de interpretar.

"Los RAGAGEP son la base de las actividades de ingeniería, operación o mantenimiento y se basan en códigos, estándares, informes técnicos publicados, prácticas recomendadas (RP) o documentos similares establecidos. Los RAGAGEP detallan formas generalmente aprobadas de realizar actividades específicas de ingeniería, inspección o integridad mecánica, como la fabricación de un recipiente, la inspección de un tanque de almacenamiento o el mantenimiento de una válvula de alivio ".
Mantener Practicas Confiables

RAGAGEP – Recognized And Generally Accepted Good Engineering Practices
Códigos ampliamente adoptados, documentos de consenso, documentos que no son de consenso y estándares internos, nombrando NFPA, ASME y ANSI como ejemplos de organizaciones con códigos y estándares aceptables.
Varias organizaciones (API, ASME, ISA, NFPA, etc.) publican normas y directrices que pueden ser la base para establecer sus RAGAGEP de integridad mecánica. El memorándum dice: "Si un empleador selecciona y sigue códigos ampliamente adoptados o documentos de consenso o documentos no consensuados ampliamente adoptados para RAGAGEP, OSHA aceptará dichos materiales como RAGAGEP cuando corresponda y sea apropiado".
Mantener Practicas Confiables

Alcance del elemento de integridad del activo –IDENTIFICACIÓN DE LOS EQUIPOS
El equipo que contiene materiales peligrosos, o sistemas de seguridad / servicios públicos que ayudan a prevenir o mitigar los efectos de una liberación catastrófica de un material peligroso o una liberación repentina de energía, deben incluirse en el alcance del elemento de integridad del activo
Alcance del elemento de integridad del activo Los requisitos de integridad mecánica de se aplican a los
siguientes equipos:
Recipientes a presión y tanques de almacenamiento;
Sistemas de tuberías (incluidos los componentes de tuberías, como válvulas);
Sistemas y dispositivos de alivio y ventilación;
Sistemas de apagado de emergencia;
Controles (incluidos dispositivos y sensores de monitoreo, alarmas y enclavamientos);
Nota: Un enfoque basado en el riesgo para la seguridad del proceso requiere una visión más integral, basando las decisiones con respecto al alcance de este elemento en el riesgo asociado con la falla del equipo y / o los modos de falla

ALCANCE – Identificación de los Equipos
Son utilizadas metodologías que permiten jerarquizar sistemas, instalaciones, y equipos, con la finalidad de dirigir recursos de la manera más efectiva.
Son utilizadas metodologías RAM (Matriz de Evaluación de Riesgos – Risk Assesstment Matrix) y Criticidad, aunque también son utilizados métodos cualitativos, usando otras premisas, tanto para Sistemas, Equipos y Componentes.

Procedimientos/Habilidades/Conocimiento
Los procedimientos escritos ayudan a garantizar un desempeño humano confiable
Asegúrese de que los inspectores tengan las certificaciones apropiadas
Proporcionar las herramientas adecuadas

Abordar fallas y deficiencias del equipo
Aborde rápidamente las condiciones que pueden conducir al fracaso
Revise los informes de prueba e inspección
Examine los resultados para identificar problemas más amplios
Investigue fallas crónicas utilizando una metodología estructurada
Planificar actividades de mantenimiento y reparación
La planificación para realizar un trabajo junto con averías no planificadas a menudo falla

Analizar datos
Conocer la condición de un equipo en un momento específico
Realice inspecciones o pruebas adicionales según sea necesario
En muchos casos, los datos de prueba e inspección
Archivar datos

APLICACIÓN IM RBPS

INTEGRIDAD MECANICA – Selección Equipos
Matriz de Criticidad

Criticidad = Frecuencia x Consecuencia
INTEGRIDAD MECANICA – Selección Equipos
Frecuencia de Falla (Parloc, OREDA)

INTEGRIDAD MECANICA – Selección Equipos
Consecuencia

INTEGRIDAD MECANICA – Selección Equipos

Categorización de Equipos
QUE QUIEN CUANDO POR QUE COMO
Inspeccionar externamente recipientes categoría I.
Técnico de Inspección
3 años en caso de inspección inicial ó inspección extraordinaria.
Detectar anormalidades que puedan ser aceptadas ócorregidas para continuidad operacional del equipo.
A través de inspección visual, Medición de Espesores u otros Ensayos No Destructivos, en caso necesario.
Inspeccionar internamente recipientes categoría I.
Técnico de Inspección
6 años en caso de inspección inicial ó inspección extraordinaria.
Detectar anormalidades que puedan ser aceptadas ó corregidas para continuidad operacional del equipo.
A través de inspección visual, Medición de Espesores u otros Ensayos No Destructivos, en caso necesario.
Acompañar los Ensayos Hidrostáticos en recipientes de todas las Categorías
Técnico de Inspección
Unicamente en caso de Inspección Extraordinaria.
Detectar anormalidades que deban ser corregidas y verificar a integridad del equipo para la continuidad operacional.
Acompañando los preparativos del ensayo conociendo previamente la presión de Prueba,realizando el incremento de presión en forma gradual y durante la presurización permaneciendo el tiempo necesario examinando soldaduras, conexiones y manómetros.

Categorización de Equipos
CLASE DE FLUIDO
Grupo de Potencial de Riesgo
1PV ³100
2PV <100
PV ³ 30
3PV < 30
PV ³2,5
4PV <2,5
PV ³ 1
5PV < 1
Categorias
"A"- fluidos inflamables;-combustibles con temperatura superior o igual a 200º C (docientos gradoscentígrados);-fluidos toxicos con limite de tolerancia igual o inferior a 20 (veinte) ppm;-hidrogeno;-acetileno.
I I II III III
"B"- fluidos combustíbles con temperatura inferior a 200º C (docientos grados
centígrados);- fluidos tóxicos con limite de tolerancia superior a 20 (veinte)ppm;
I II III IV IV
"C”- Vapor de água-Gases asfixiantes simples- Ar comprimido
I II III IV V
"D"-Agua u otros fluidos no encuadrados en las clases "A", "B" o "C", con temperaturasuperior a 50ºC (cincuenta grados centígrados).
II III IV V V

Categorización
Las Matrices, y algunas normas Reguladoras, utilizan metodologías para la determinación del riesgo donde apenas las consecuencias son llevadas en consideración, y el riesgo calculado se presenta como estático.
No se considera la probabilidad de falla que es función de la evolución de los daños, conjugada a las consecuencias de una eventual falla estructural, el Riesgo es dinámico, evoluciona con el tiempo.

Categorización Equipos Consecuencias de un Programa Prescriptivo
Incumplimiento de los programas de Inspección de Equipos Estáticos
Incumplimiento de los programas de Calibración de los dispositivos de alivio PSVs, también categorizados de acuerdo a criterios estáticos.
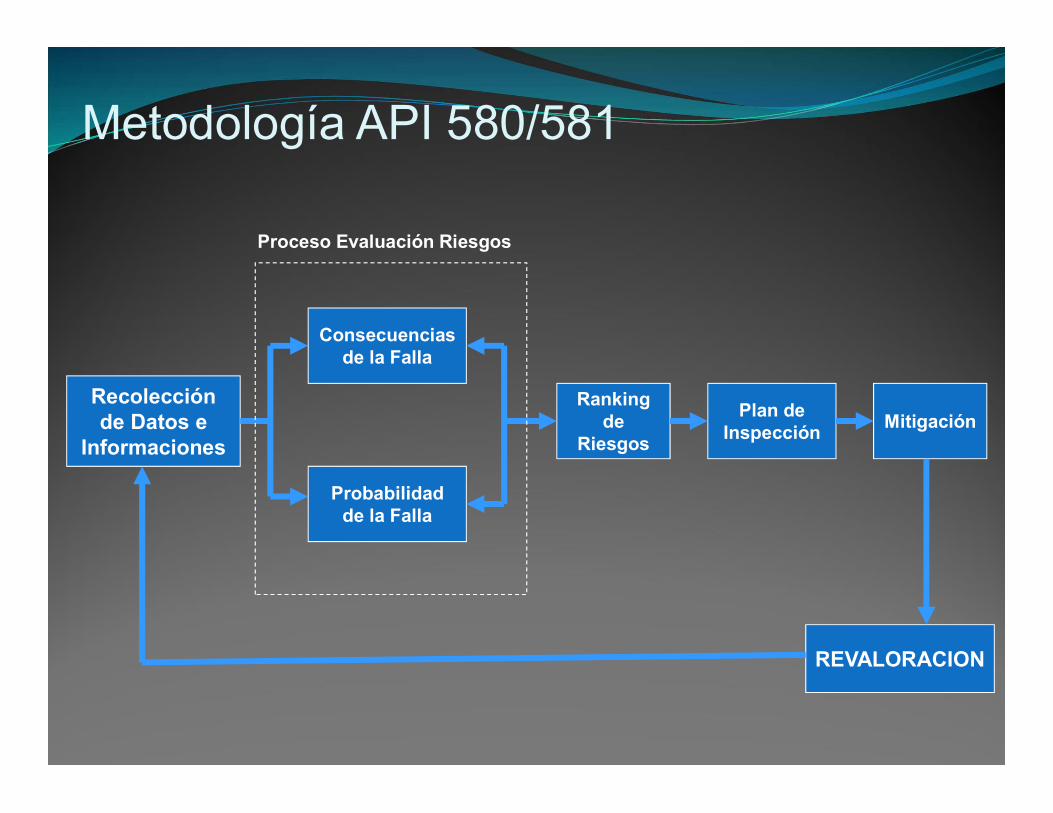
Metodología API 580/581
REVALORACION
Recolección de Datos e
Informaciones
Consecuencias de la Falla
Probabilidad de la Falla
Ranking de
Riesgos
Plan de Inspección
Mitigación
Proceso Evaluación Riesgos

Riesgo
Al riesgo se lo interpreta como la combinación entre la probabilidad (o frecuencia de ocurrencia) y las consecuencias (o severidad) de un peligro. Limitándose su alcance a un ambiente específico y durante un período de tiempo determinado.

Probabilidad
Pf : Probabilidad de Falla
Gff : Frecuencia de falla Genérica
Df : Factor de Daño
Fms : Factor del Sistema de Gestión

Probabilidad Genérica, gff
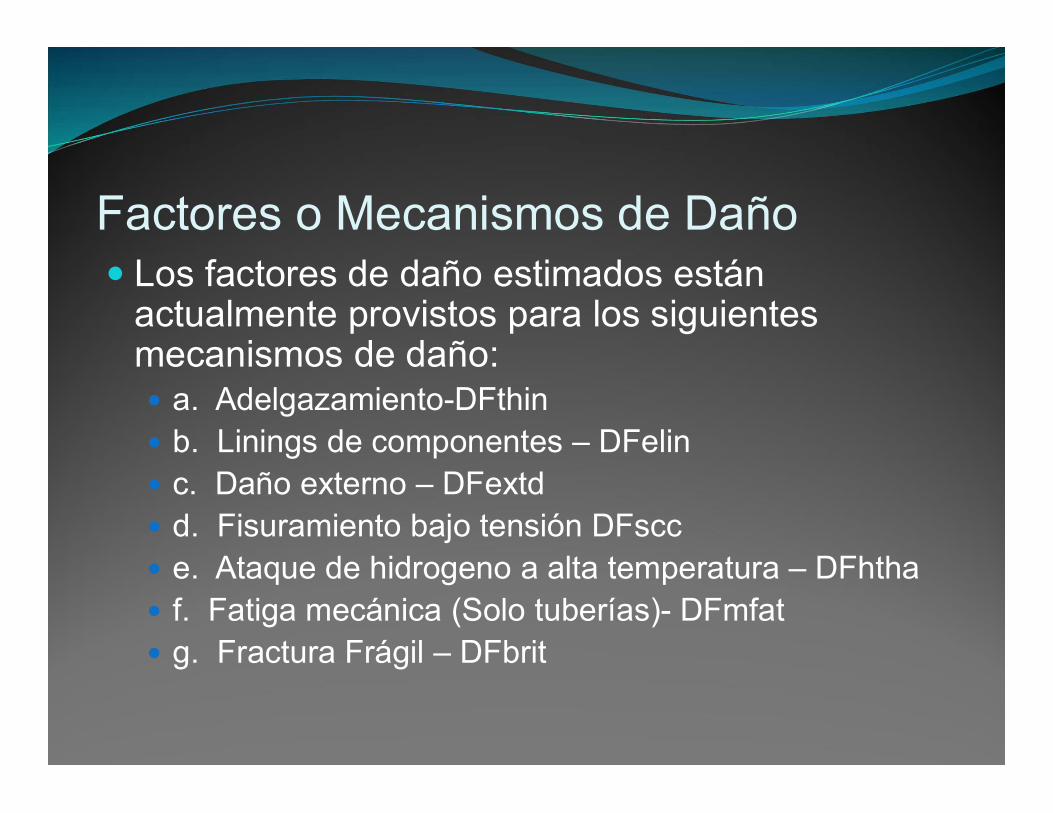
Factores o Mecanismos de Daño Los factores de daño estimados están
actualmente provistos para los siguientes mecanismos de daño: a. Adelgazamiento-DFthin b. Linings de componentes – DFelin c. Daño externo – DFextd d. Fisuramiento bajo tensión DFscc e. Ataque de hidrogeno a alta temperatura – DFhtha f. Fatiga mecánica (Solo tuberías)- DFmfat g. Fractura Frágil – DFbrit

Factores o Mecanismos de Daños Los factores de daño no proveen una evaluación de
aptitud para el servicio definitiva para un determinadocomponente. La función básica del factor de daño,estadísticamente, es evaluar la cantidad de daño quepuede estar presente como una función del tiempo enservicio y la efectividad de una actividad de inspección.Los factores de daño son calculados basados en latécnica descrita en la API 581, no reflejan la probabilidadreal de falla para fines de evaluación de confiabilidad.Los factores de daño reflejan un nivel relativoconcerniente al componente basado en la asuncionesestablecidas en cada unos de los párrafos establecidosdel documento.
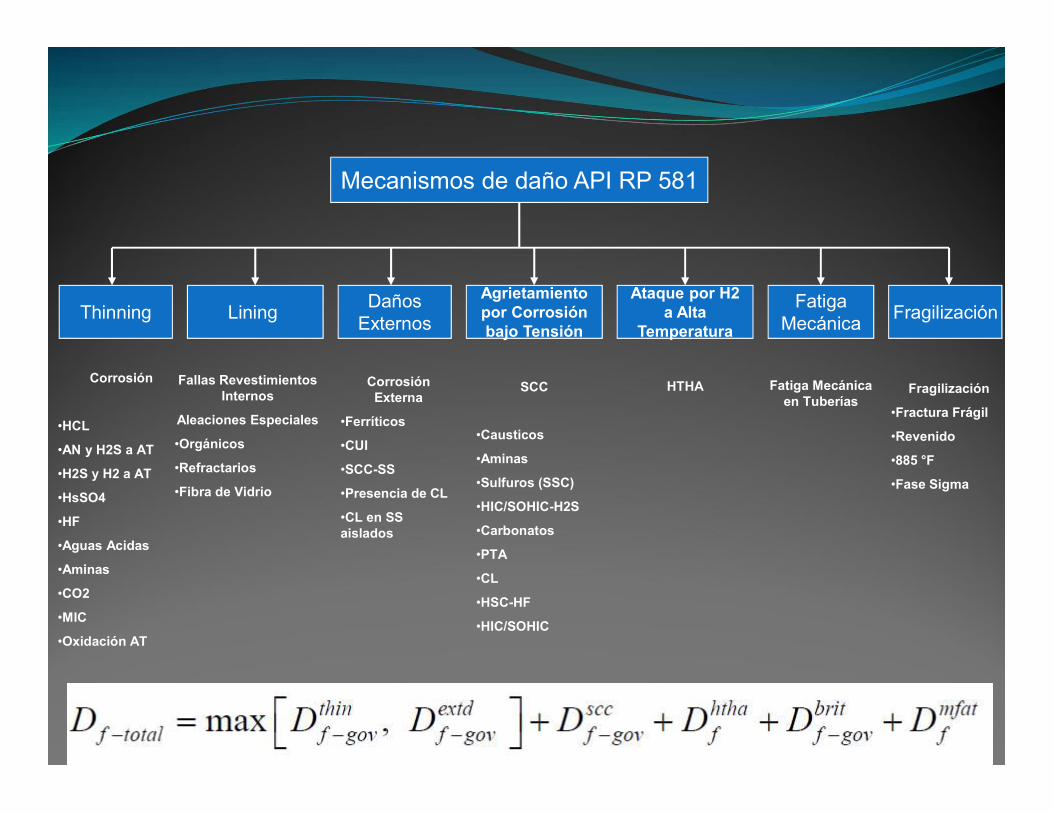
Thinning Lining Daños
Externos
Mecanismos de daño API RP 581
FragilizaciónAgrietamiento por Corrosión bajo Tensión
Ataque por H2 a Alta
Temperatura
Fatiga Mecánica
Corrosión
•HCL
•AN y H2S a AT
•H2S y H2 a AT
•HsSO4
•HF
•Aguas Acidas
•Aminas
•CO2
•MIC
•Oxidación AT
Fallas Revestimientos Internos
Aleaciones Especiales
•Orgánicos
•Refractarios
•Fibra de Vidrio
Corrosión Externa
•Ferríticos
•CUI
•SCC-SS
•Presencia de CL
•CL en SS aislados
SCC
•Causticos
•Aminas
•Sulfuros (SSC)
•HIC/SOHIC-H2S
•Carbonatos
•PTA
•CL
•HSC-HF
•HIC/SOHIC
HTHA Fatiga Mecánica en Tuberías
Fragilización
•Fractura Frágil
•Revenido
•885 °F
•Fase Sigma
Factor de daño por Adelgazamiento Adelgazamiento Thinning
Este factor de daño está asociado a componentes cuyos mecanismos de deterioro resultan en la pérdida localizada o generalizada de espesor interno.
Se deben analizar los componentes para determinar la susceptibilidad a este tipo de daño. Tabla 5.1 API 581.
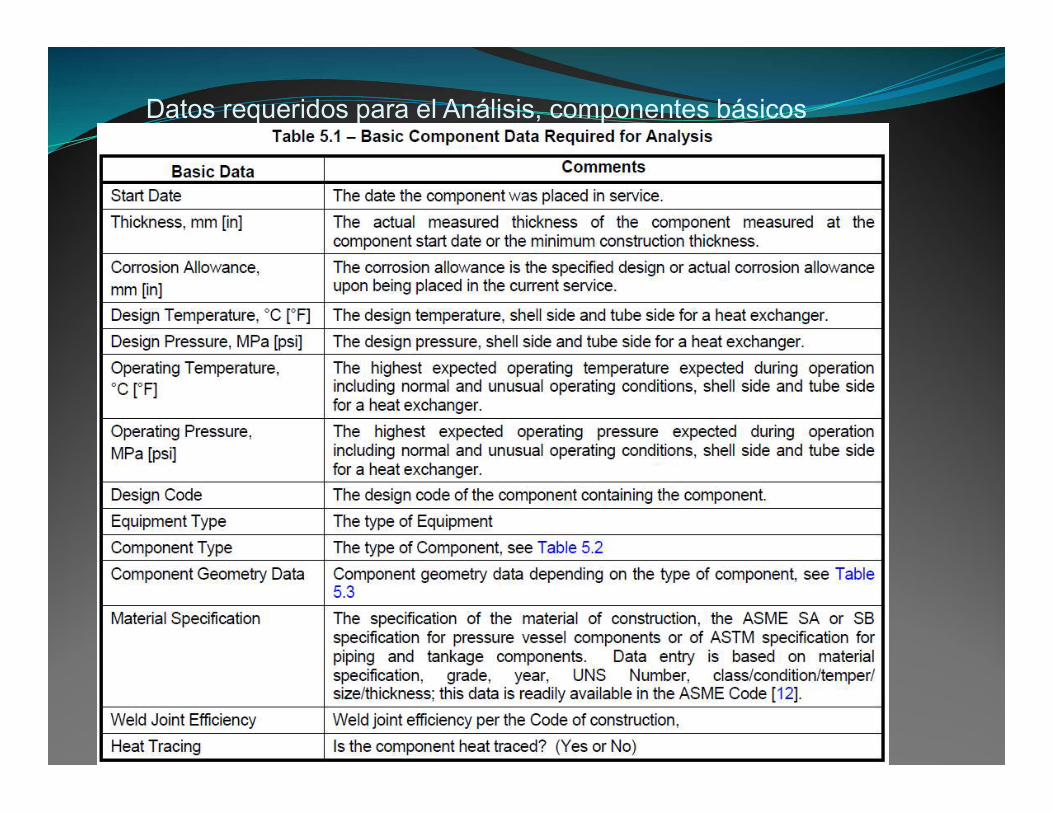
Datos requeridos para el Análisis, componentes básicos

Datos requeridos para el Análisis Thinning

Obtención Factor Daño Thinning
Calculo de Parámetro de factor de daño Art
Trd, valor del espesor medido Cr,bm, tasa de corrosión T min, espesor mínimo CA, Corrossión allowance, age, tiempo desde la ultima medición

Estimación del Factor de daño DF

Efectividad de Inspección
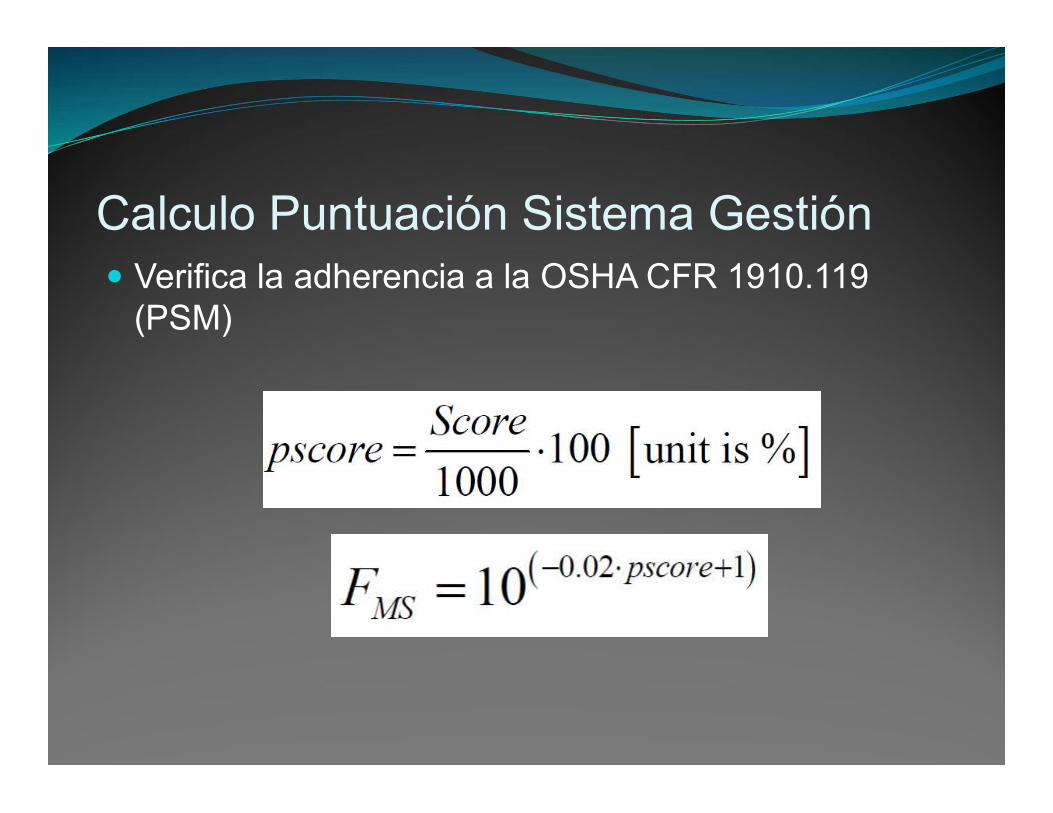
Calculo Puntuación Sistema Gestión Verifica la adherencia a la OSHA CFR 1910.119
(PSM)

AuditingProcess
Technology OperatingProcedures and Safe
Practices
Management ofChange
Process HazardsAnalysis
Quality Assurance
Prestart-Up SafetyReviews
Mechanical Integrity
Management of“Subtle” Change
Emergency Planningand Response
Management of Change
Incident Investigationand Reporting
Contractor Safetyand Performance
Training andPerformance
Process Safety Management
MANAGEMENTLEADERSHIP &COMMITMENT
MANAGEMENTLEADERSHIP &COMMITMENT
OSHA - Process Safety Management of Highly Hazardous Chemicals standard (1910.119)
API 750 Management of Process Hazards
EVALUACIÓN DEL SISTEMA DE GESTIÓN SAN ALBERTO
La evaluación del sistema de gestión se realizó por el grupo Multifuncional (Integridad) ( miembros de las distintas áreas: Operaciones, Mantenimiento, SMS, etc) basándose en el cuestionario incluido en la Práctica recomendada API 581.
El objeto de esta evaluación cuantitativa es el dedeterminar el valor del factor de modificación de Gestión“Managment Modification Factor, Fm” que será utilizadocomo factor de modificación de la probabilidad de fallade los equipos en el análisis cuantitativo.

LIDERAZGO
IMPLEENTACION
ORGANIZACION Y PLANIFICACION
EVALUACION
ACCION PARA MEJRA
4- NUEVOS EMPRENDIMIENTOS
5- OPERACION Y MANTENIMIENTO
6- GESTIÓN DE CAMBIOS
7- ADQUISICION DE BIENES Y SERVICIOS
11- CONTINGÊNCIA
12- RELACIONAMENTO CON LA COMUNIDAD
15- PROCESO DE MEJORA CONTINUA
2- CONFORMIDAD LEGAL
3- EVALUACION Y GESTION DE RIESGOS
8- CAPACITACIÓN, EDUC. Y CONCIENTIZACION
9- GESTION DE INFORMACIONES
10- COMUNICACIÓN
1- LIDERAZGO Y RESPONSABILIDAD
13- ANÁLISIS DE ACCIDENTES E INCIDENTES
14- GESTIÓN DE PRODUCTOS
El Sistema de Gestión de SMS de PETROBRAS tienecomo estructura central las 15 directrices de SMS
SISTEMA DE GESTION DE SMS
Mision, Vision,
Valores, Comportamientos y
Objetivos Política de SMS
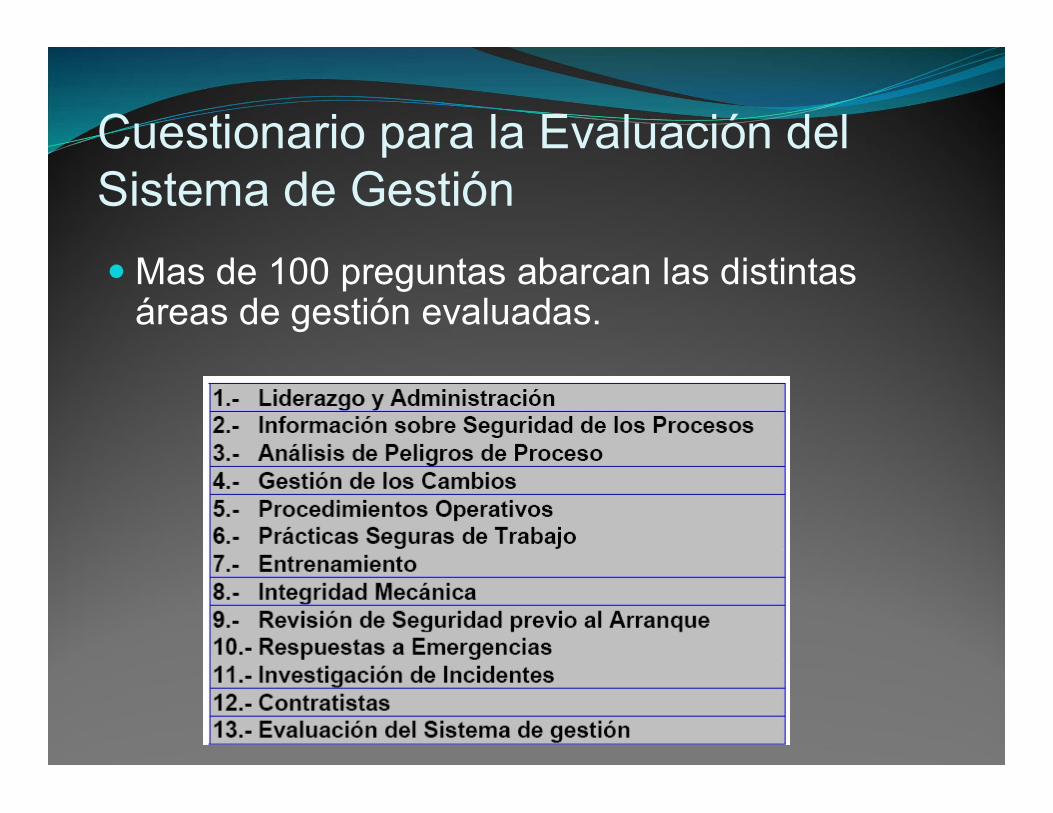
Cuestionario para la Evaluación del Sistema de Gestión
Mas de 100 preguntas abarcan las distintas áreas de gestión evaluadas.

Radar evaluación Sistema de Gestión

Evaluación Sistema de Gestión
0.0381010F
0.071000
100x007
1000
100xScorescoreP
007Score
)107x0.02()1Pscorex0.02(MS

Probabilidad
Pf : Probabilidad de Falla
Gff : Frecuencia de falla Genérica
Df : Factor de Daño
Fms : Factor del Sistema de Gestión

CALCULO DE CONSECUENCIAS
El análisis de consecuencias en una evaluación de IBR es realizada para ayudar en el establecimiento de un ranking de ítems de equipos en base al riesgo.
Se proveen metodologías para dos niveles de análisis. Un análisis de consecuencia nivel 1 que es un método sistemático simplificado para un numero limitado de fluido y un nivel 2 que es mas riguroso y se aplica a una gran variedad de fluidos peligrosos.

Categorías de consecuencias
Consecuencias inflamables y explosivas Son calculadas usando un árbol de eventos para
la determinación de las probabilidades de varios resultados (por ejemplo, pool fires, flash fires, explosiones de nubes de vapor), combinados con modelos computarizados para determinar la magnitud de una consecuencia. Las áreas de consecuencias pueden ser determinadas basadas en daños serios a personas y daños mecánicos a componentes a partir de una explosión y radiación térmica. Las pérdidas financieras también son determinadas basadas en el área afectada por la consecuencia.

Categorías de consecuenciasConsecuencias financieras
Se incluyen perdidas debido a interrupción de negocio y costos asociados con liberaciones al medioambiente. Las consecuencias por interrupción de negocio son estimadas como una función de los resultados del área de consecuencias inflamables y no inflamables. Las consecuencias medioambientales son determinadas directamente a partir de la masa disponible para la liberación o tasas de liberación.

Categorías de consecuencias
Daño colateral
En la metodología de IBR, los daños colateralestales como exposiciones de equipos eléctricos,instrumentación y control a las liberaciones no sonconsideradas. Como ejemplo, consecuenciasserias retardadas pueden ocurrir cuando elsistema de control es expuesto a liberaciones decloruros.

Análisis de consecuencias
Análisis de consecuencias nivel 1
El análisis de consecuencias nivel 1 puede serutilizado para un número limitado de fluidosrepresentativos. Este método simplificado contienetablas y gráficos que pueden ser usados demanera rápida para calcular las consecuencias deliberación de fluidos sin la necesidad de softwareespecializado de modelado de consecuencias.Fueron realizados una serie de análisis demodelado de consecuencias para estos fluidosusando softwares de modelado de dispersiones,los resultados de estos fueron incorporados entablas de búsquedas.
Calculo y análisis de consecuenciasEl análisis de consecuencias para la liberación de fluidos peligrosos es determinado en 12 pasos. Una descripción de estos pasos y una referencia cruzada a los párrafos asociados de este documento para el análisis de consecuencia el nivel 1 y nivel 2 son provistos en la tabla 4.1.

a) Dispersión segura
b) Jet Fire (Dardo de Fuego)
c) Flash Fire (Incendio Subito)
d) Fire Ball (Bola de Fuego
e) Pool Fire (Piscina de fuego)
f) BLEVE (Boiling Liquid Expanding Vapor Explosion
g) Explosion Nube de Vapor
1. Fenómenos físicos que pueden ocurrir:
Principales asunciones para el análisis Nivel I
2. La probabilidad y el tiempo de ignición son los principales factores que definen el árbol de eventos
2. La probabilidad y el tiempo de ignición son los principales factores que definen el árbol de eventos
Eventos
So
bre
pre
sió
nR
adia
ció
n

Calculo y análisis de consecuencias
El análisis de consecuencias para la liberación de fluidos peligrosos es determinado en 12 pasos. Una descripción de estos pasos y una referencia cruzada a los párrafos asociados de este documento para el análisis de consecuencia el nivel 1 y nivel 2 son provistos en la tabla 4.1.

Pasos para el análisis de consecuencias Paso Descripción Párrafo en esta parte
Análisis de consecuencias nivel 1
Análisis de consecuencia
s nivel 2
1 Determine el fluido liberado y sus propiedades, incluyendo la fase almomento de la liberación
5.1 6.1
2 Selecciones el conjunto de tamaños de orificios para determinar elposible rango de consecuencias en el cálculo de riesgo.
5.2
3 Calcule la tasa teorica de liberación. 5.3 6.3
4 Estime la cantidad total de fluido disponible para la liberación. 5.4
5 Determine el tipo de liberación, continua o instantánea, para determinarel método usado para el modelado de dispersión y consecuencia.
5.5
6 Estime el impacto del sistema de aislación y detección en la magnitud dela liberación.
5.6
7 Determine la tasa de liberación y la masa para el análisis deconsecuencias.
5.7 6.7
8 Calcule las consecuencias inflamables/explosivas. 5.8 6.8
9 Calcule las consecuencias toxicas. 5.9 6.9
10 Calcule las consecuencias no toxicas y no inflamables. 5.10 6.10
11 Determine el daño del componente ponderado probable y el área deconsecuencias a personas.
5.11
12 Calcule las consecuencias finales. 5.12

Propiedades fluido, condiciones de almacenamiento y ambientales
Rango de tamaños de orificios
Calculo tasa de liberación teórica
Estimacion cantidad de fluido disponible para la liberación
Determinacion de la liberación (continua o instantánea)
Evaluar impacto de los sistemas de detección y aislación.
Determinar tasa de liberación y masa liberada.
Calculo área consecuencia toxica(No aplica ya que en caso de una fuga las consecuencias inflamables superan a las consecuencias toxicas)
Calculo área de consecuencia inflamable
Calculo consecuencias no inflamable y no toxica
Calcule las áreas de consecuencias con probabilidad ponderada final.
Calcule las consecuencias financieras.
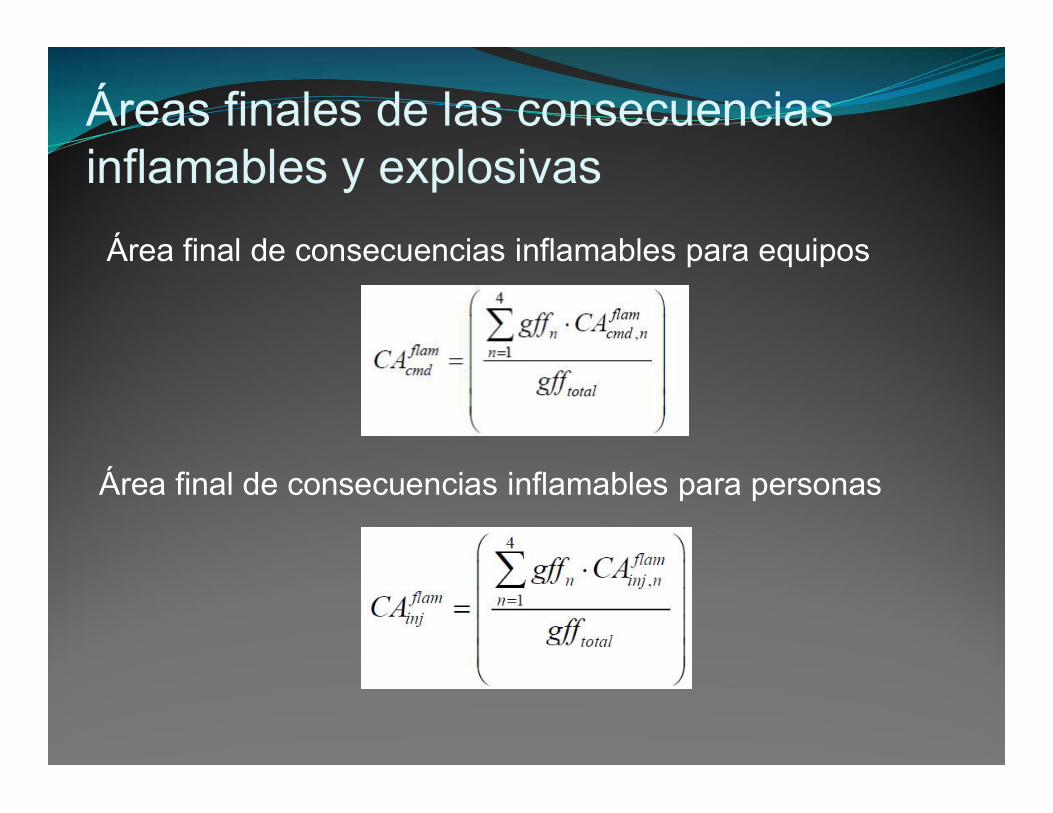
Áreas finales de las consecuencias inflamables y explosivas
Área final de consecuencias inflamables para equipos
Área final de consecuencias inflamables para personas

Consecuencias financieras
a. Costos de reparación y reemplazo de equiposb. Costos de daños a equipos adyacentes en áreas
afectadasc. Costos asociados con perdidas de producción e
interrupción de negocio como resultado de paro de operación para reparar o reemplazar equipos dañados
d. Costos debido a daños a personas por la fallae. Costos medioambientales por limpieza

Planes de Inspección Durante la vida del activo el riesgo de este
puede llegar al “Riesgo Objetivo” por lo que se deberá inspeccionar con la finalidad de reducir la incertidumbre.
La reducción de la incertidumbre es una funcion de la efectividad de la inspección para identificar el tipo de daño al equipo.

Planes de InspecciónPara la determinación de la efectividad deInspección se deben tomar en cuenta lossiguientes factores
Tipo de equipo o componente Mecanismos de daños activos Susceptibilidad y tasa de daño Alcance y fecha de aplicación de los END Accesibilidad a las áreas donde se espera sepresente el deterioro

Planes de inspección
Programa de Inspección
1. Tipo de Daño
2. Donde Detectar
3. Como Detectar
4. Cuando Inspeccionar

Mecanismos de daño por Material
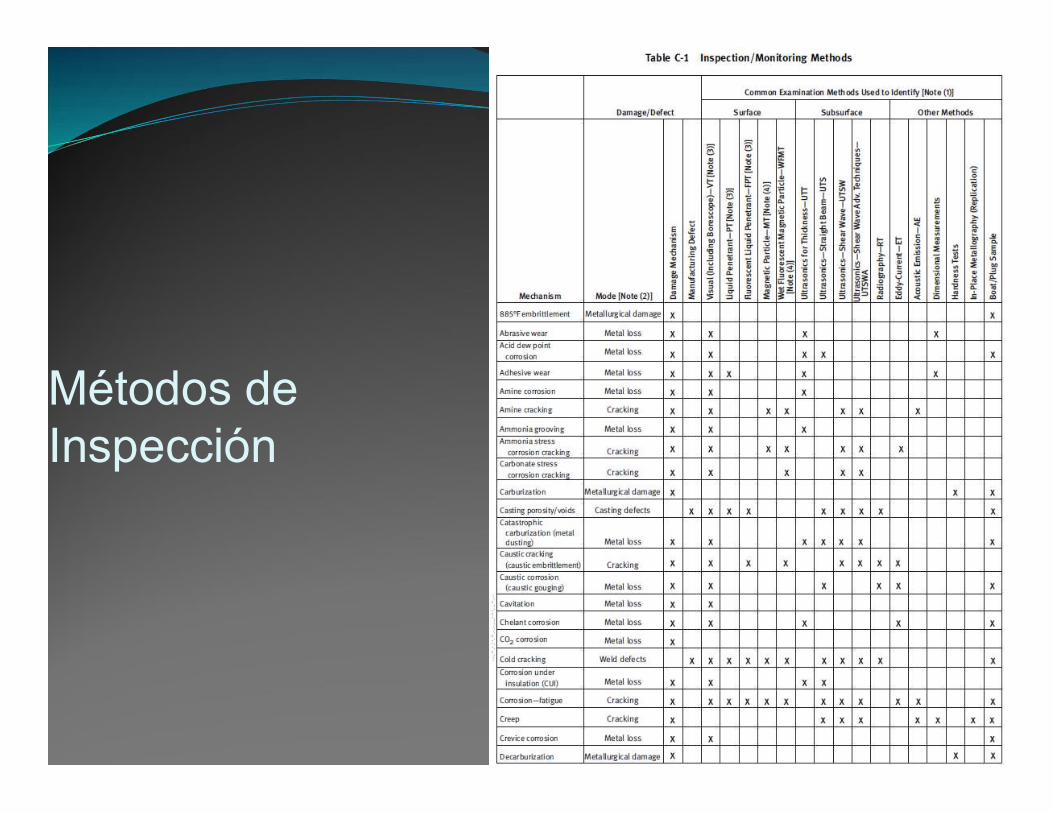
Métodos de Inspección

Generación Planes específicos de Inspección
Ejemplo:
Son generados planes de Inspección específicosanualmente de acuerdo a los resultados de lasInspecciones anteriores.
Por ejemplo para el año 2010 se tenía previstorealizar la inspección de las líneas de Gas deingreso a los intercambiadores E-2103 A,concretamente la línea L-21136 entre otrasprogramadas para Julio 2010.

Programa de Inspección Líneas 2010

Ejecución de la InspecciónEn la Inspección se reportan Vidas Residuales de 3 años
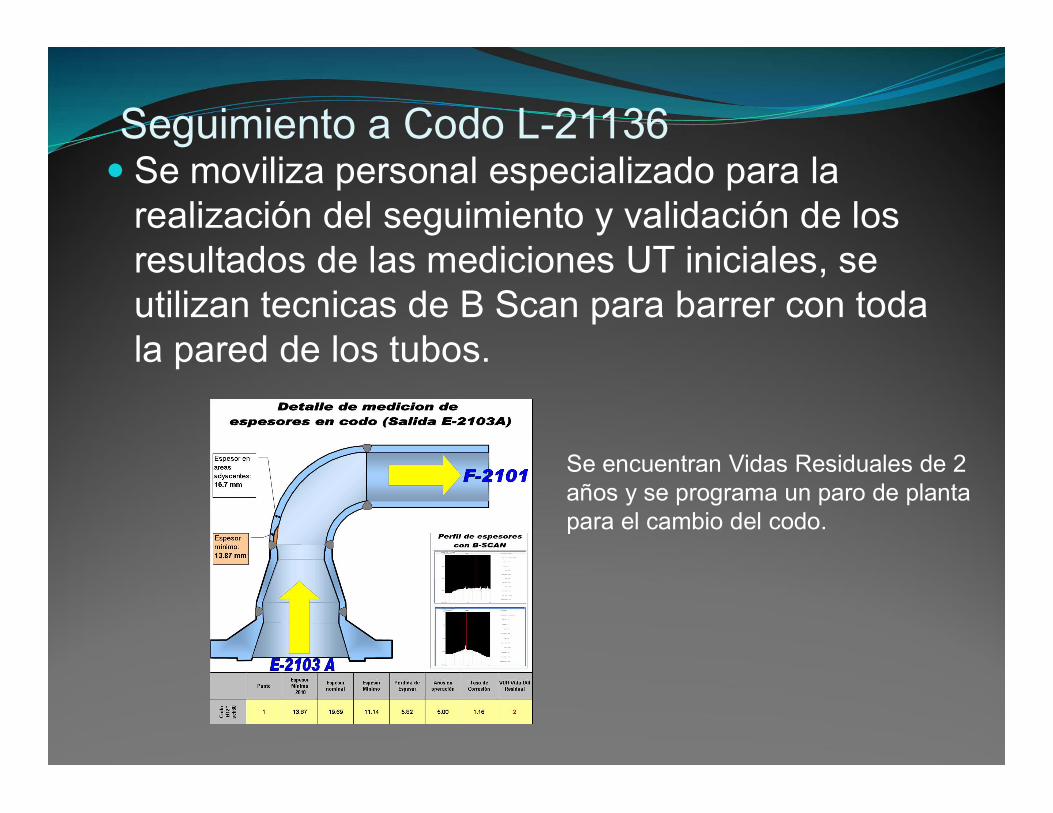
Seguimiento a Codo L-21136 Se moviliza personal especializado para la
realización del seguimiento y validación de los resultados de las mediciones UT iniciales, se utilizan tecnicas de B Scan para barrer con toda la pared de los tubos.
Se encuentran Vidas Residuales de 2 años y se programa un paro de planta para el cambio del codo.

Paro Abril 2012 se ejecuta el Cambio del Codo L-21136

Línea L-21136 en el sistema RBI

Planes de Inspección Futuros

Evaluación de Riesgos
El Riesgo objetivo para SAL ha sido definido en 50 ft2/años

Beneficios de la implantación de la Inspección Basada en RiesgosIncremento de la seguridad de las instalaciones:
Mediante la identificación de los Sistemas y Equipos que poseen un mayor riesgo es posible destinar mayores esfuerzos y recursos a estos, controlando los posibles mecanismos de fallos y elevando los niveles de confiabilidad de la operación en las unidades, reduciendo los impactos por fallas operacionales y minimizando los peligros y accidentes en planta.

Beneficios de la implantación de la Inspección Basada en RiesgosOptimización planificación de mantenimiento:
Al estar focalizados los esfuerzos de inspección, durante las etapas de planificación es posible definir, de manera optima, para cada caso, el alcance, la periodicidad y métodos de intervención y mantenimiento de los componentes y equipos.
Beneficios de la implantación de la Inspección Basada en RiesgosReducción de los costos directos e indirectos :
De forma directa permite aumentar la seguridad de las instalaciones focalizando recursos únicamente en componentes y equipos que pueden efectivamente revestir un riesgo potencial.
De forma indirecta reduce los costos de intervención, reparación y remediación en caso de existir incidentes debido a fallas de equipos.
Al mismo tiempo, al reducir los riesgos, de forma indirecta, se generan significativos ahorros en las primas de seguros.

Beneficios de la implantación de la Inspección Basada en Riesgos Reducción riesgos de personal: Adicionalmente, la
RBI permite conseguir una reducción del riesgo sobre todo el personal de la instalación o Contratistas que realizan la inspección, ya que despues de la implementación del RBI se identifica la posibilidad de ampliar el periodo de inspección en aquellos lugares que pueden resultar más peligrosos o en lugares de difícil acceso.

Impacto Económico de la Implantación del RBI
Costos Directos
Únicamente considerando la Inspección de Líneas actualmente se tienen 3200 Líneas de proceso en la Planta de Gas Sal Alberto e Itau.
Ejecutando un Programa de Inspección sin ningún tipo de criterio tendríamos que realizar 533 Líneas por año, para que al culminar la campaña de Inspección de todas las líneas transcurran 5 años para volver a inspeccionar la misma línea.

Impacto Económico de la Implantación del RBI
Para la atención de 533 Líneas por año Requeriríamos ampliar los contratos de Ensayos No Destructivos considerando un rendimiento de 2 Líneas x día x hombre a un monto anual correspondiente a 114900 U$ serían 9575 U$ por mes para la atención de Líneas de proceso, siendo que la actualidad el gasto correspondiente a este servicio es de 3900 U$, un tercio aproximadamente.
En el caso de Inspección de Equipos se tendría el mismo análisis.