introduction to hazop study - hazop malaysia | process ... · pdf file03.07.2009 ·...
TRANSCRIPT
Introduction to
HAZOP Study
Dr. AAProcess Control and Safety Group
2
A scenario…
You and your family are on a road trip by using a car in the middle of the night. You were replying a text message while driving at 100 km/h and it was raining heavily. The car hits a deep hole and one of your tire blows.
You hit the brake, but due to slippery road and your car tire thread was thin, the car skidded and was thrown off the road.
3
Points to ponder
What is the cause of the accident?
What is the consequence of the event?
What can we do to prevent all those things to happen?
What other possible accidents might happen on the road trip?
Can we be prepared before the accident occurs?
4
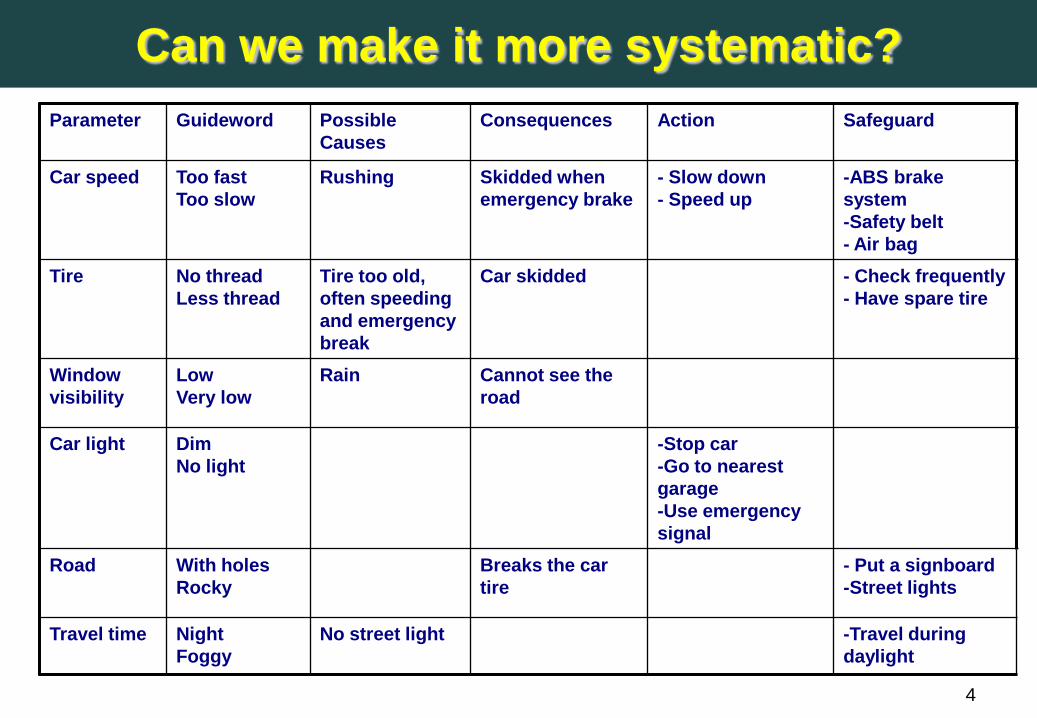
Can we make it more systematic?
Parameter Guideword Possible
Causes
Consequences Action Safeguard
Car speed Too fast
Too slow
Rushing Skidded when
emergency brake
- Slow down
- Speed up
-ABS brake
system
-Safety belt
- Air bag
Tire No thread
Less thread
Tire too old,
often speeding
and emergency
break
Car skidded - Check frequently
- Have spare tire
Window
visibility
Low
Very low
Rain Cannot see the
road
Car light Dim
No light
-Stop car
-Go to nearest
garage
-Use emergency
signal
Road With holes
Rocky
Breaks the car
tire
- Put a signboard
-Street lights
Travel time Night
Foggy
No street light -Travel during
daylight
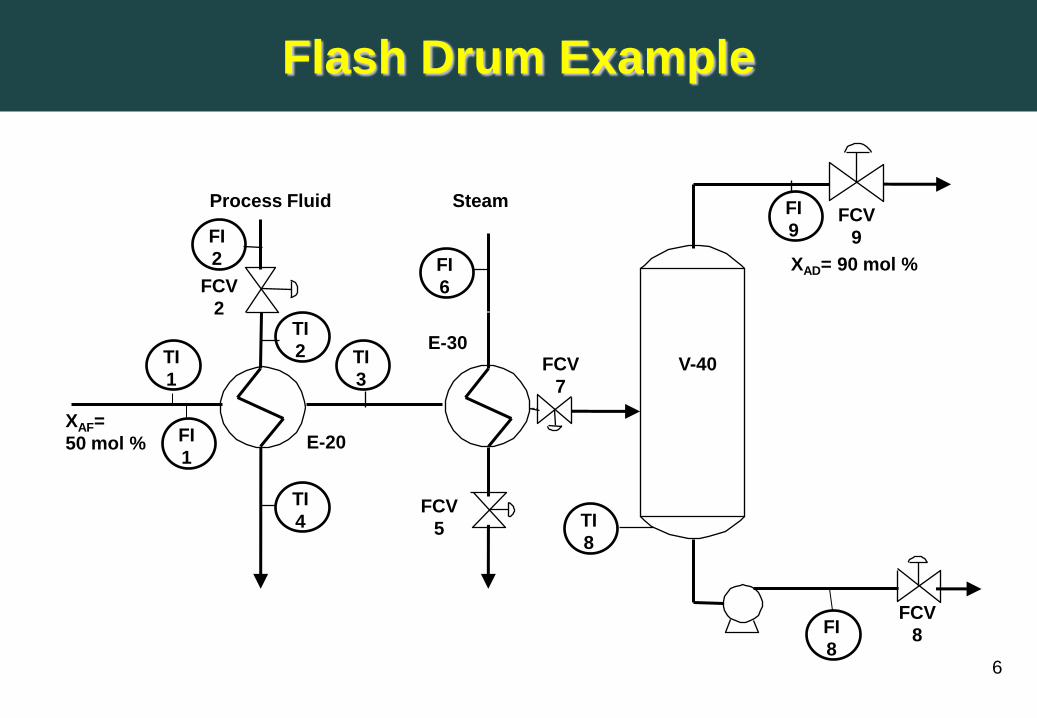
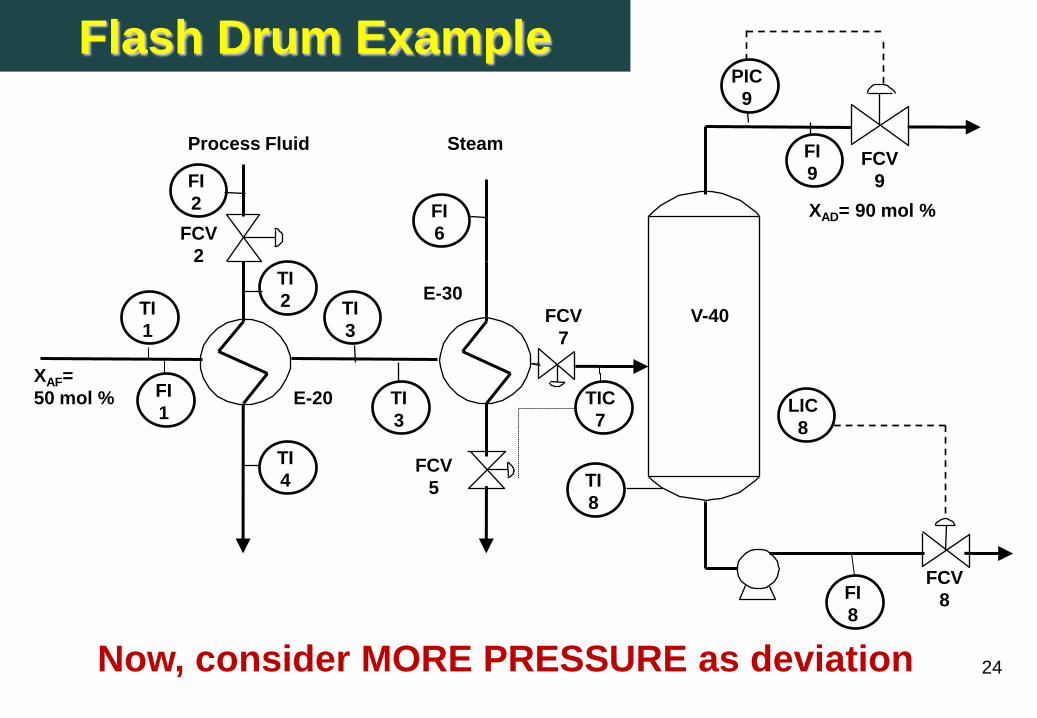
Flash Drum Example
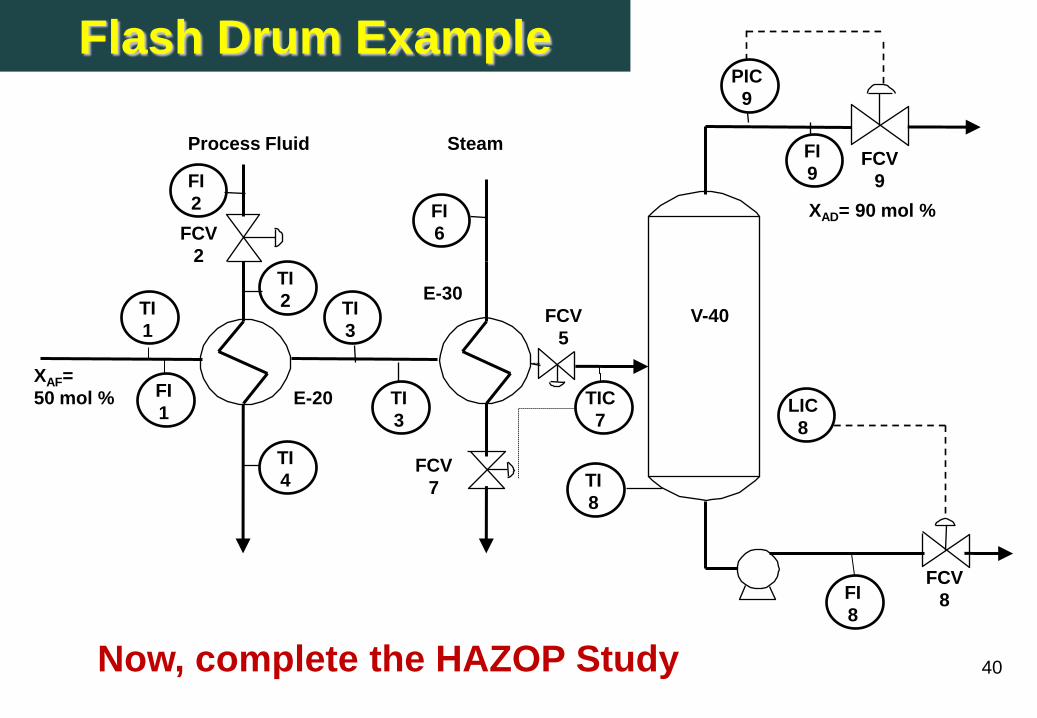
Consider the following Flash drum system. The purpose is to
separate multiple mixture of mostly A and B plus some other
heavy components to produce main product leaving the top at
90 mol % of A. Steam at 5 bar is used to bring the temperature
at the desired saturation temperature of 130 oC.
Nominal operating conditions are as follows:
T1= 70 oC
T2= 120 oC
T3= 100 oC
T4= 110 oC
P9 = 3 bar
6
FCV
7
FCV
2
FCV
5
TI
4
FI
1
TI
1
FI
6
FI
2
TI
3
TI
2
TI
8
FI
8
FI
9FCV
9
FCV
8
Process Fluid Steam
V-40E-30
E-20
XAD= 90 mol %
XAF=
50 mol %
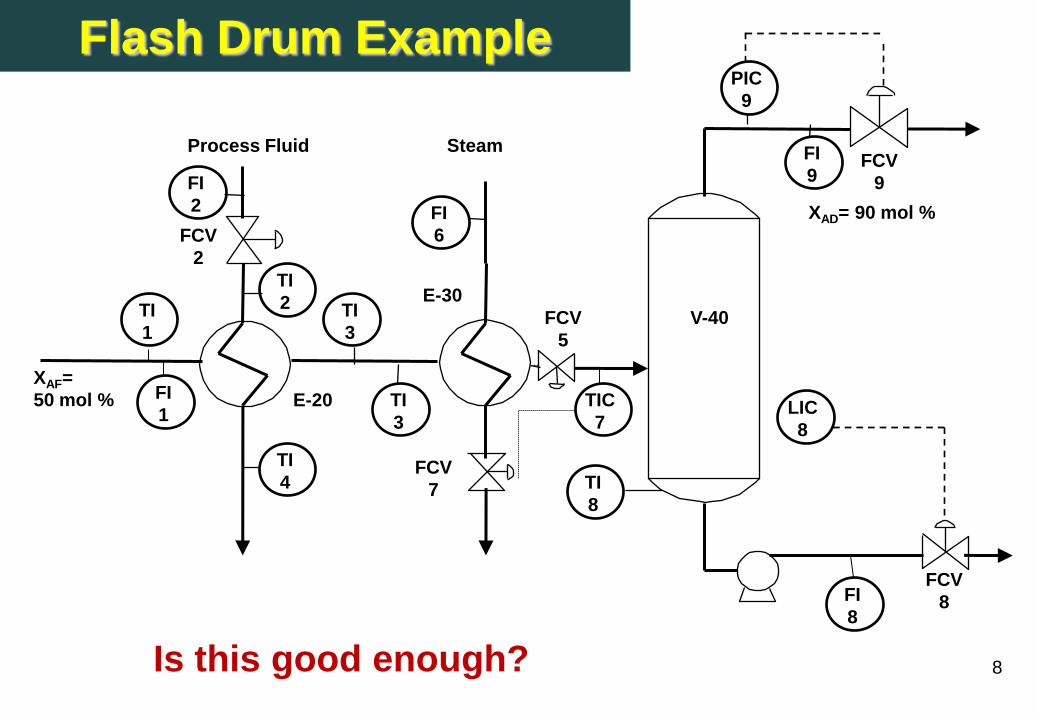
Flash Drum Example
Problem 1 – Safety through automation
Consider the Flash Drum Plant. Propose
the required component of “safety
through automation” to provide safety
and operability.
8
FCV
5
FCV
2
FCV
7
TI
4
TI
3
FI
1
TI
1
FI
6
FI
2
TI
3
TI
2
TI
8
FI
8
LIC
8
FI
9FCV
9
FCV
8
PIC
9
Process Fluid Steam
V-40
E-30
E-20
XAD= 90 mol %
XAF=
50 mol % TIC
7
Flash Drum Example
Is this good enough?
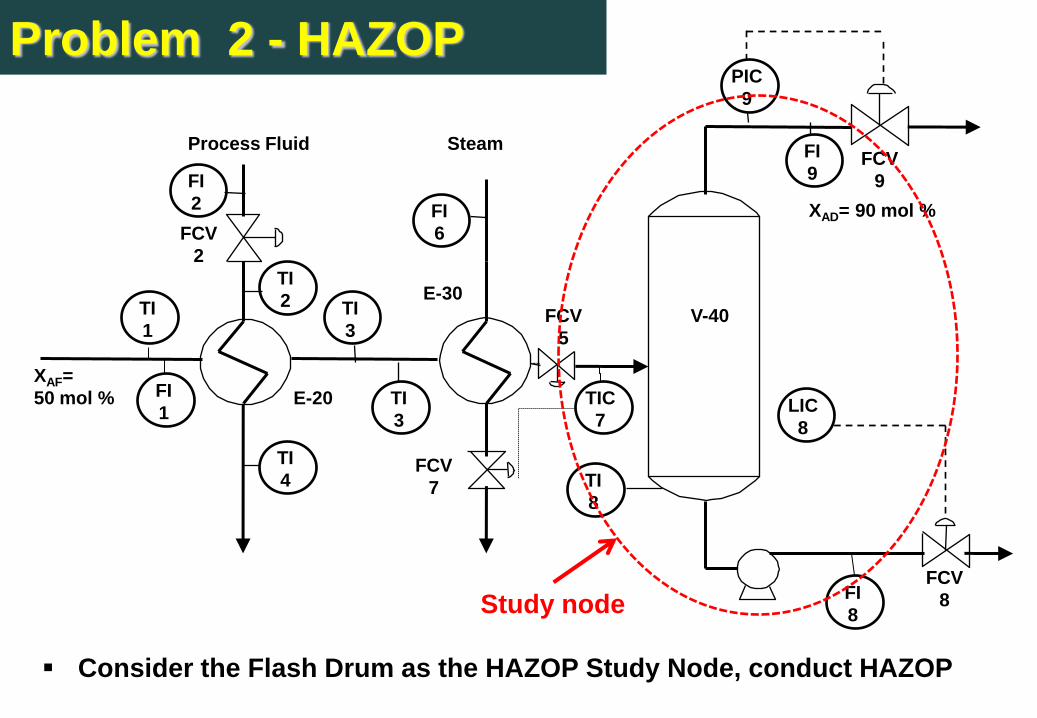
Problem 2 - HAZOP
Consider the Flash Drum as the HAZOP Study Node, conduct HAZOP
FCV
5
FCV
2
FCV
7
TI
4
TI
3
FI
1
TI
1
FI
6
FI
2
TI
3
TI
2
TI
8
FI
8
LIC
8
FI
9FCV
9
FCV
8
PIC
9
Process Fluid Steam
V-40
E-30
E-20
XAD= 90 mol %
XAF=
50 mol % TIC
7
Study node
10
HAZOP Terminology 1 – Node
A node is the specific location in the process in
which (the deviations of) the process intention are
evaluated.
Examples might be: separators, heat exchangers,
scrubbers, pumps, compressors, and interconnecting
pipes with equipment
Flash Drum Example
– Separator as a node
– Other nodes: process to process heat exchanger, utility
heat exchanger
– Alternatively, each process line can be taken as a node.
Terminology 2 – Design Intent
11
Description of how the process is expected to
behave at the Study Node.
This is qualitatively described as an activity (e.g.,
feed, reaction, sedimentation) and/or quantitatively
in the process parameters, like temperature, flow
rate, pressure, composition, etc.
Flash Drum Example:
– To separate light components from the heavies (or to collect
light component at the top product stream)
12
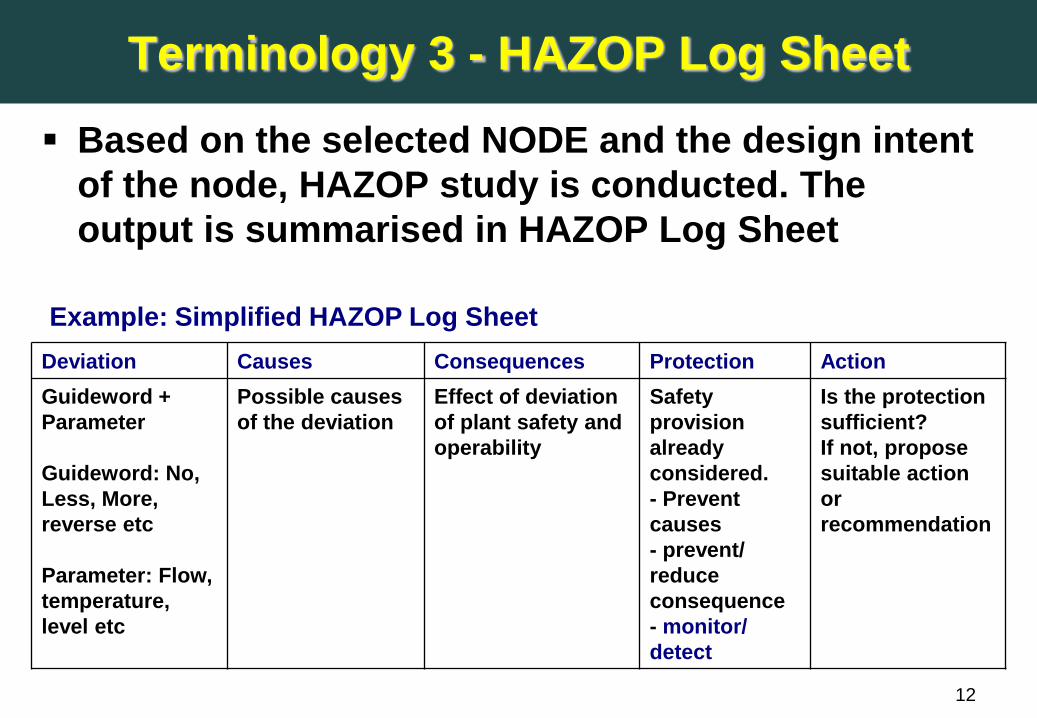
Terminology 3 - HAZOP Log Sheet
Deviation Causes Consequences Protection Action
Guideword +
Parameter
Guideword: No,
Less, More,
reverse etc
Parameter: Flow,
temperature,
level etc
Possible causes
of the deviation
Effect of deviation
of plant safety and
operability
Safety
provision
already
considered.
- Prevent
causes
- prevent/
reduce
consequence
- monitor/
detect
Is the protection
sufficient?
If not, propose
suitable action
or
recommendation
Based on the selected NODE and the design intent
of the node, HAZOP study is conducted. The
output is summarised in HAZOP Log Sheet
Example: Simplified HAZOP Log Sheet
Terminology 4 – Deviation
13
Deviation is a way in which the process conditions
may depart from their INTENTION / DESIGN
INTENT
Expressed by combining parameters such as FLOW with
Guideword such as MORE to indicate MORE FLOW –
meaning the flow is more than the design intent.
Expresses as other unwanted condition such as
Contamination or corrosion.
Parameters: any process parameters such as Flow,
temperature, pressure, pH etc
Guideword: NO, MORE, LESS, AS WELL AS, PART
OF, OTHER THAN, REVERSE, etc.

The suggested guide words
– No: negation of design intention; no part of design
intention is achieved but nothing else happens
– More: Quantitative increase
– Less: Quantitative decrease
– As well as: Qualitative increase where all design intention
is achieved plus additional activity
– Part of: Qualitative decrease where only part of the
design intention is achieved
– Reverse: logical opposite of the intention
– Other than: complete substitution, where no part of the
original intention is achieved but something quite
different happens
When timing matters
Add the following guide words:– Early: something happens earlier in time than intended
– Late: something happens later in time than intended
– Before: something happens earlier in a sequence than intended
– After: something happens later in a sequence than intended
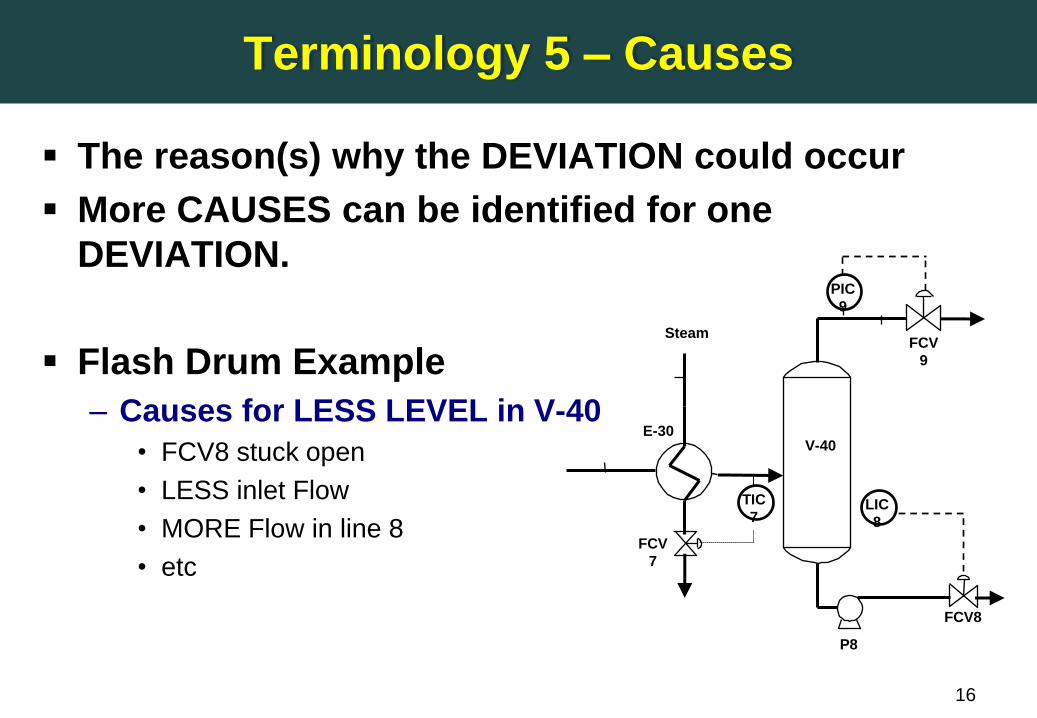
Terminology 5 – Causes
16
The reason(s) why the DEVIATION could occur
More CAUSES can be identified for one
DEVIATION.
Flash Drum Example
– Causes for LESS LEVEL in V-40
• FCV8 stuck open
• LESS inlet Flow
• MORE Flow in line 8
• etcFCV
7
LIC
8
FCV
9
FCV8
PIC
9
Steam
V-40E-30
TIC
7
P8
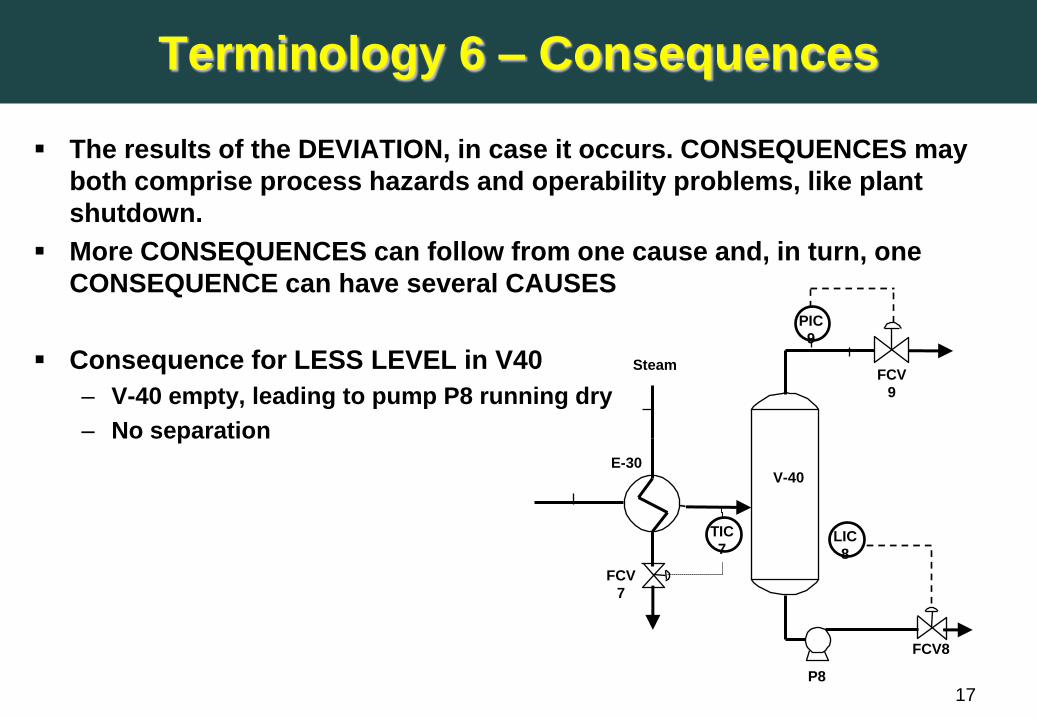
Terminology 6 – Consequences
17
The results of the DEVIATION, in case it occurs. CONSEQUENCES may
both comprise process hazards and operability problems, like plant
shutdown.
More CONSEQUENCES can follow from one cause and, in turn, one
CONSEQUENCE can have several CAUSES
Consequence for LESS LEVEL in V40
– V-40 empty, leading to pump P8 running dry
– No separation
FCV
7
LIC
8
FCV
9
FCV8
PIC
9
Steam
V-40E-30
TIC
7
P8
Terminology 7 – Protection
Sometimes termed as Safeguard, or Existing Provision
These are facilities that help to reduce the occurrence
frequency of the DEVIATION or to mitigate its
CONSEQUENCES.
There are, in principle, five types of SAFEGUARDS:
• Facilities that identify the DEVIATION. eg. alarm instrumentation and
human operator detection.
• Facilities that compensate the DEVIATION, e.g., an automatic control
system
• Facilities that prevent the DEVIATION to occur. e.g. an inert blanket gas
in storages of flammable substances.
• Facilities that prevent a further escalation of the DEVIATION, e.g., by
(total) trip of the activity (SIS facility)
• Facilities that relieve the process from the hazardous DEVIATION.
These comprise for instance: pressure safety valves (PSV) and vent
systems. 18
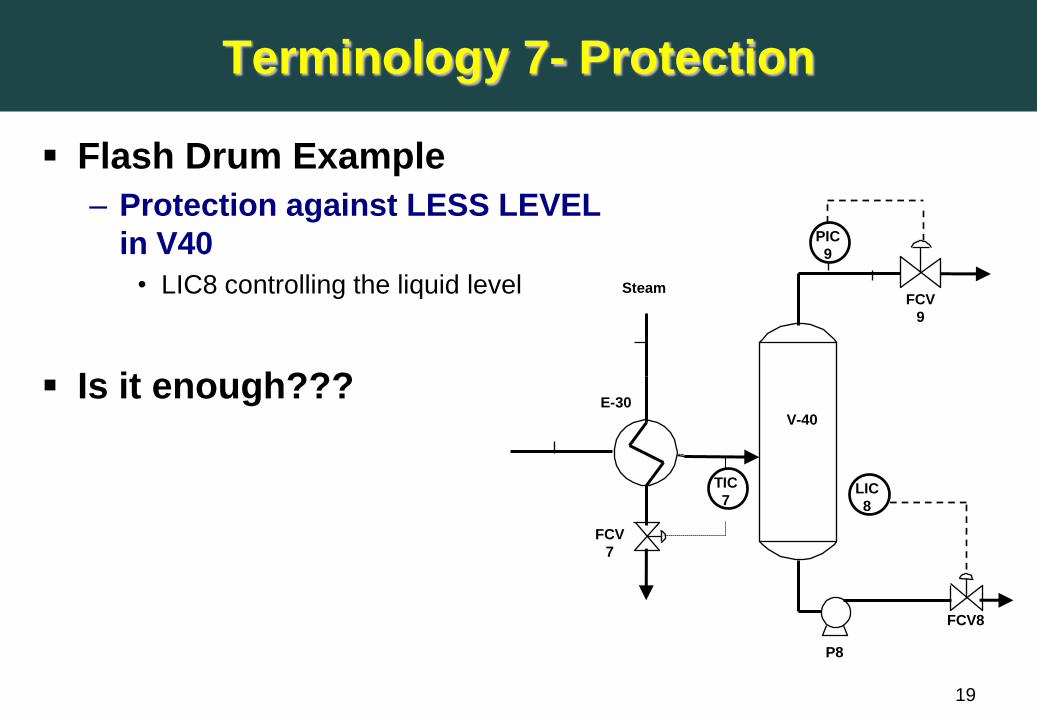
Terminology 7- Protection
Flash Drum Example
– Protection against LESS LEVEL
in V40
• LIC8 controlling the liquid level
Is it enough???
19
FCV
7
LIC
8
FCV
9
FCV8
PIC
9
Steam
V-40E-30
TIC
7
P8
Terminology 8 – Action/Recommendation
Where a credible cause results in a negative consequence,
it must be decided whether some action should be taken.
It is at this stage that consequences and associated
safeguards are considered. If it is deemed that the
protective measures are adequate, then no action need be
taken, and words to that effect are recorded in the Action
column.
Actions fall into two groups:
• Actions that remove the cause.
• Actions that mitigate or eliminate the consequences.
20
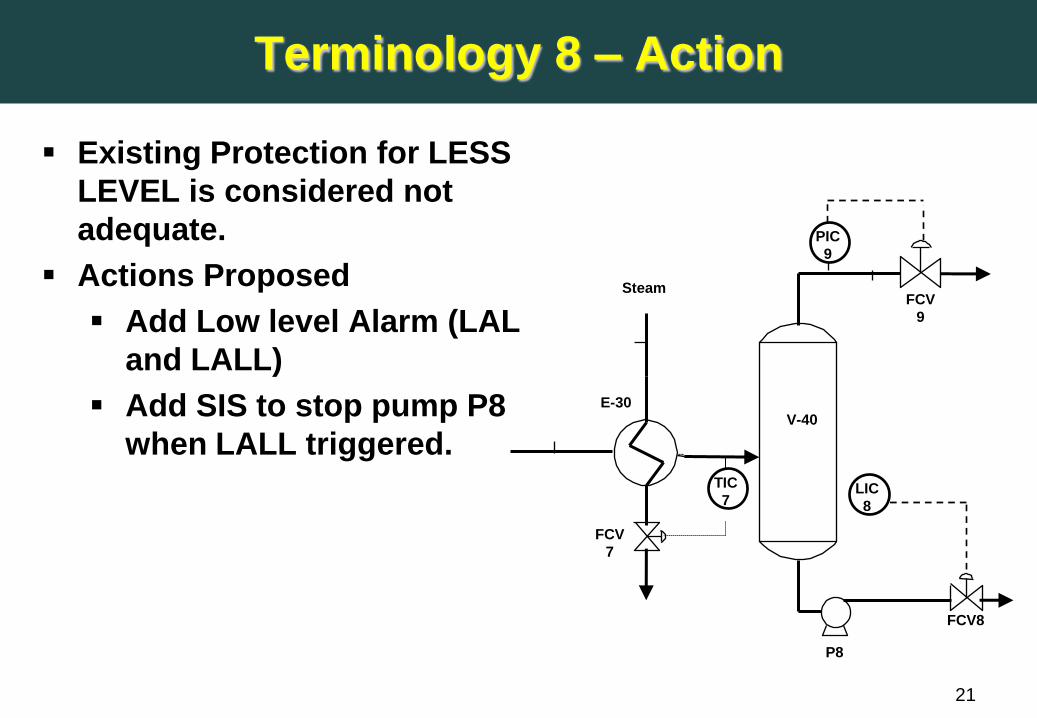
Terminology 8 – Action
21
Existing Protection for LESS
LEVEL is considered not
adequate.
Actions Proposed
Add Low level Alarm (LAL
and LALL)
Add SIS to stop pump P8
when LALL triggered.
FCV
7
LIC
8
FCV
9
FCV8
PIC
9
Steam
V-40E-30
TIC
7
P8
Terminology 9 – Comments
22
Various additional columns can be added to the
HAZOP Log Sheet.
Comments
– Any remarks to be given to the
ACTIONS/RECOMMENDATIONS or which, in another
way, showed up during the HAZOP sessions.
Action Party is also typically identified and noted
in the HAZOP Sheet.
23
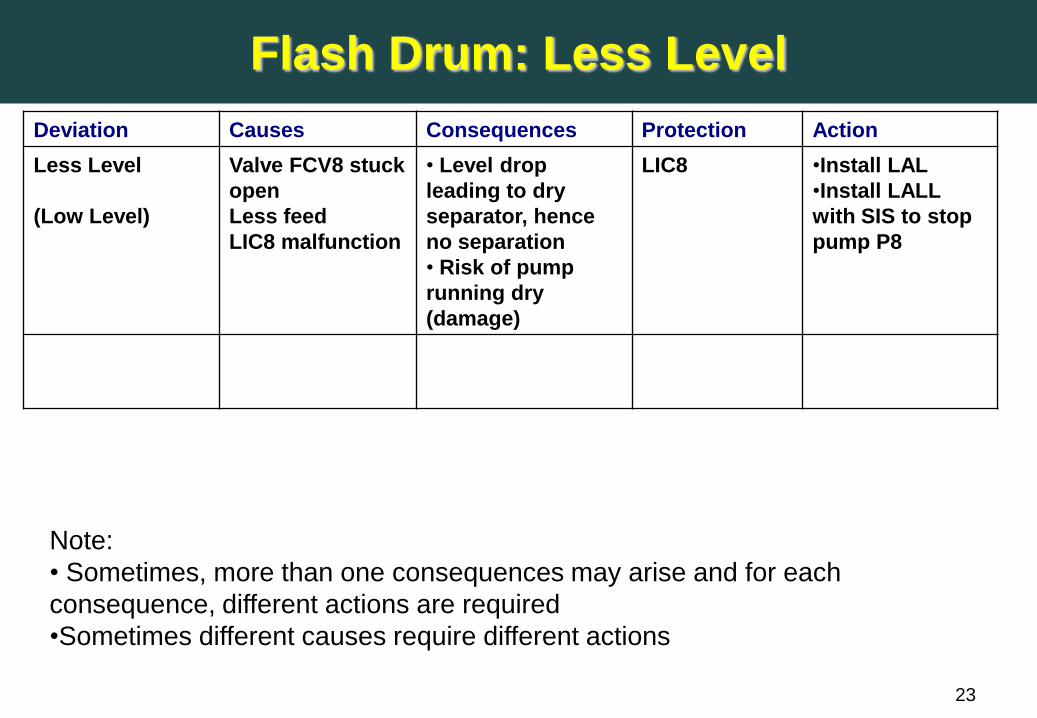
Flash Drum: Less Level
Deviation Causes Consequences Protection Action
Less Level
(Low Level)
Valve FCV8 stuck
open
Less feed
LIC8 malfunction
• Level drop
leading to dry
separator, hence
no separation
• Risk of pump
running dry
(damage)
LIC8 •Install LAL
•Install LALL
with SIS to stop
pump P8
Note:
• Sometimes, more than one consequences may arise and for each
consequence, different actions are required
•Sometimes different causes require different actions
24
FCV
7
FCV
2
FCV
5
TI
4
TI
3
FI
1
TI
1
FI
6
FI
2
TI
3
TI
2
TI
8
FI
8
LIC
8
FI
9FCV
9
FCV
8
PIC
9
Process Fluid Steam
V-40
E-30
E-20
XAD= 90 mol %
XAF=
50 mol % TIC
7
Flash Drum Example
Now, consider MORE PRESSURE as deviation
25
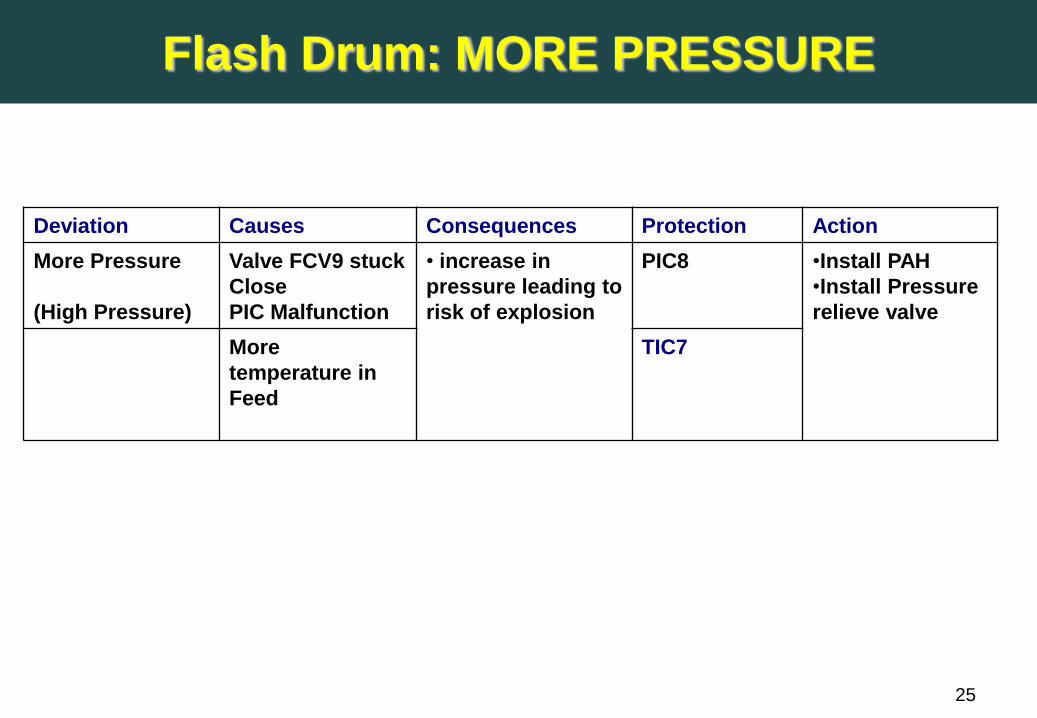
Flash Drum: MORE PRESSURE
Deviation Causes Consequences Protection Action
More Pressure
(High Pressure)
Valve FCV9 stuck
Close
PIC Malfunction
• increase in
pressure leading to
risk of explosion
PIC8 •Install PAH
•Install Pressure
relieve valve
More
temperature in
Feed
TIC7
HAZOP STUDY TEAM
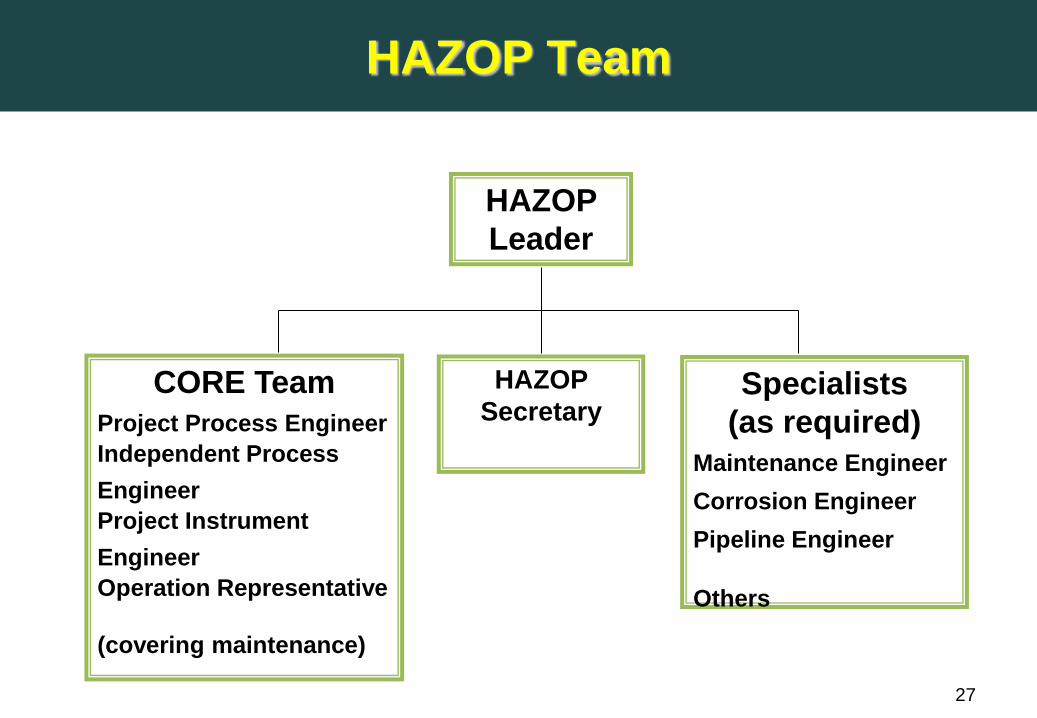
HAZOP Team
27
HAZOP
Leader
HAZOP
SecretaryCORE Team
Project Process Engineer
Independent Process
Engineer
Project Instrument
Engineer
Operation Representative
(covering maintenance)
Specialists
(as required)
Maintenance Engineer
Corrosion Engineer
Pipeline Engineer
Others
28
HAZOP leader - The leader should be independent (i.e. has no
responsibility for the process and/or the performance of operations)
Responsibility of HAZOP Team Members
Plan sessions and timetable
– Agree on the nodes, study approach etc
– Be thorough
Manage the HAZOP Team
– Control and limit discussion when necessary
– Encourage team to actively participate, be creative, draw conclusion
– Keep team in focus. If conflict arises, handle with care.
– Do not let anybody (including the leader himself to dominate).
– Judge importance issues
Stop the team trying to redesign the process.
Leader must be strong, yet diplomatic.
29
Responsibility of Team Members
HAZOP Secretary
– Take adequate notes and record documentations
– Inform leader if more time required in taking notes
– Produce draft report of study
Team Members
– Provide inputs based on the discipline that they
represent e.g., instrumentation, process, operation etc.
30
Questioning Techniques
Open questions
– Help person being asked to think – use words how, what and why.
Closed questions
– To focus on an issue or problem. Start with words who, when, where.
– Required answer yes or no only.
Question mix
– Mix between open and closed questions.
31
Things to avoid
– Ambiguous or vague questions.
– Double barelled/multiple questions.
– Long complicated questions.
– Interrogation type of questions.
– A loaded questions – implied judgement.
Questioning Techniques
32
Required information
P & IDs
Process flow diagrams
Heat and Material Balances
Layouts
Logic Diagrams
Equipment Data Sheets
Material Hazard Data Sheets
Hazardous area Layouts
33
Modes of operation to consider
The following modes of plant operation should be
considered for each node:
– Normal operation
– Reduced throughput operation
– Routine start-up
– Routine shut-down
– Emergency shutdown
– Commissioning
– Special operating modes
34
HAZOP meeting
Proposed agenda:
• Introduction & presentation of participation
• Overall presentation of the system/operation to be analyzed
• Description of the HAZOP approach
• Presentation of the first node or logical part of the operation
• Analyze the first node/ part using the guide-words and parameters
• Continue presentation and analysis (steps 4 & 5)
• Coarse summary of findings
Focus should be on potential hazards as well as potential operational problems.
35
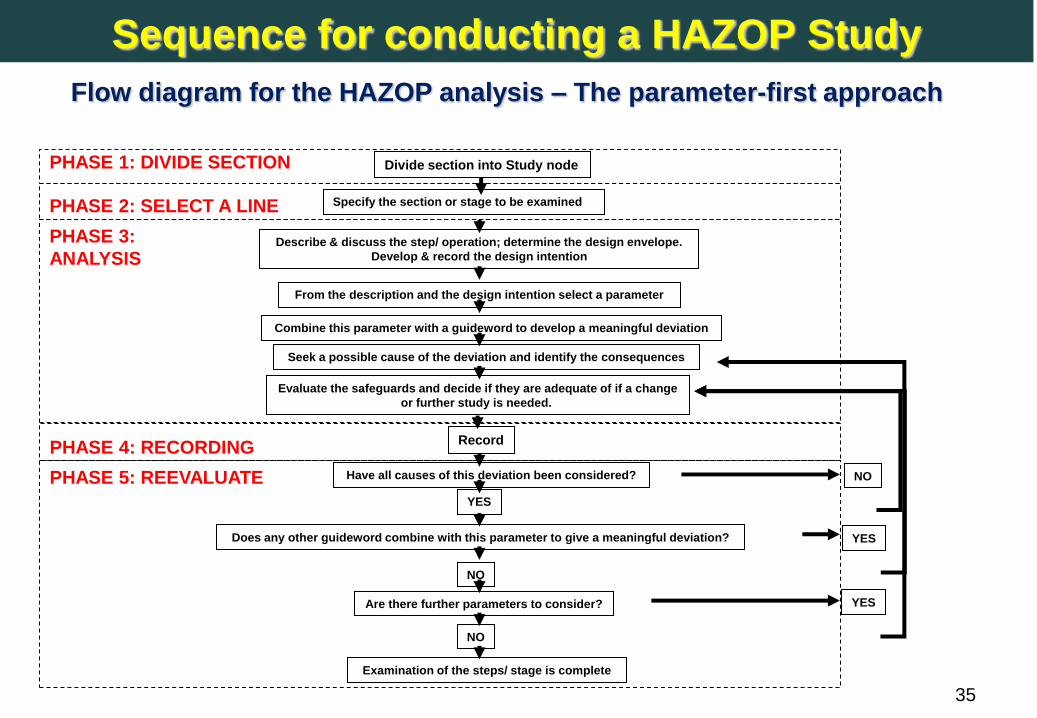
Does any other guideword combine with this parameter to give a meaningful deviation?
Specify the section or stage to be examined
Describe & discuss the step/ operation; determine the design envelope.
Develop & record the design intention
From the description and the design intention select a parameter
Combine this parameter with a guideword to develop a meaningful deviation
Seek a possible cause of the deviation and identify the consequences
Evaluate the safeguards and decide if they are adequate of if a change
or further study is needed.
Have all causes of this deviation been considered?
YES
Are there further parameters to consider?
Examination of the steps/ stage is complete
NO
NO
YES
YES
NO
PHASE 2: SELECT A LINE
Record
Divide section into Study nodePHASE 1: DIVIDE SECTION
PHASE 3:
ANALYSIS
PHASE 4: RECORDING
PHASE 5: REEVALUATE
Sequence for conducting a HAZOP Study
Flow diagram for the HAZOP analysis – The parameter-first approach
36
How to be a good HAZOP participant
Be active! Everyone contribution is important
Be to the point. Avoid endless discussion of details
Be critical in a positive way – not negative, but constructive
Be responsible. He who knows should let the other know
37
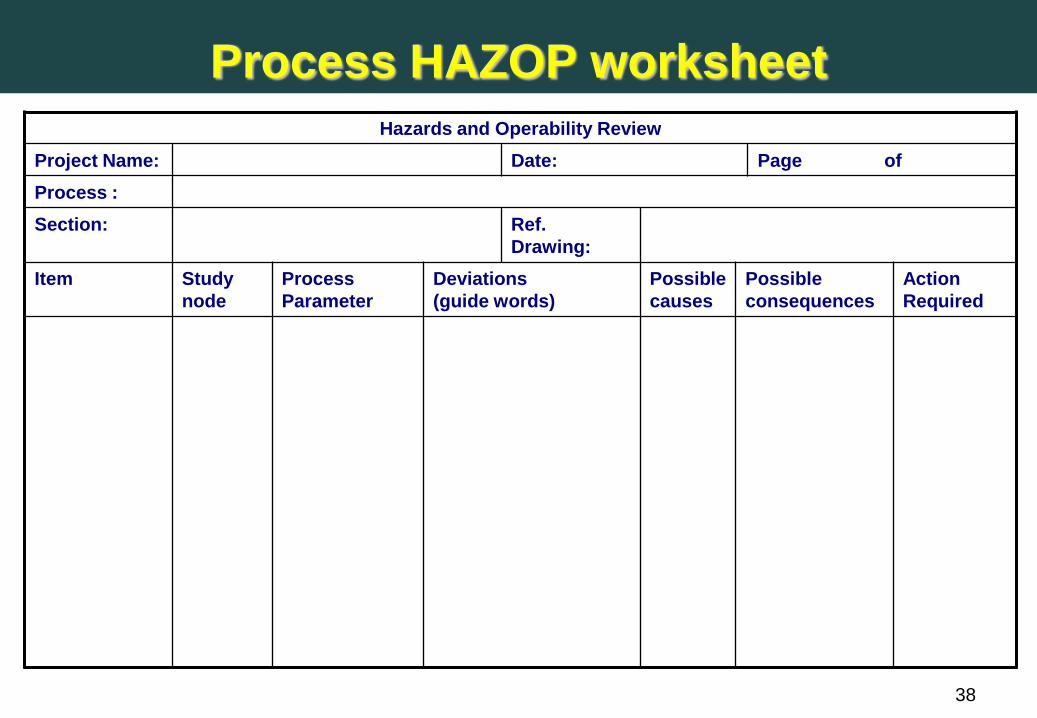
HAZOP recording
The findings are recorded during the meeting(s) using a HAZOP work-sheet, either by filling in paper copies, or by using a computer connected to a projector (recommended).
The HAZOP worksheet may be different depending on the scope of the study – generally the following entries (columns) are included• Ref. no.
• Guidewords
• Deviations
• Possible causes
• Consequences
• Safeguards
• Actions required (or, recommendations)
• Actions allocated to (follow up responsibility)
38
Process HAZOP worksheet
Hazards and Operability Review
Project Name: Date: Page of
Process :
Section: Ref.
Drawing:
Item Study
node
Process
Parameter
Deviations
(guide words)
Possible
causes
Possible
consequences
Action
Required
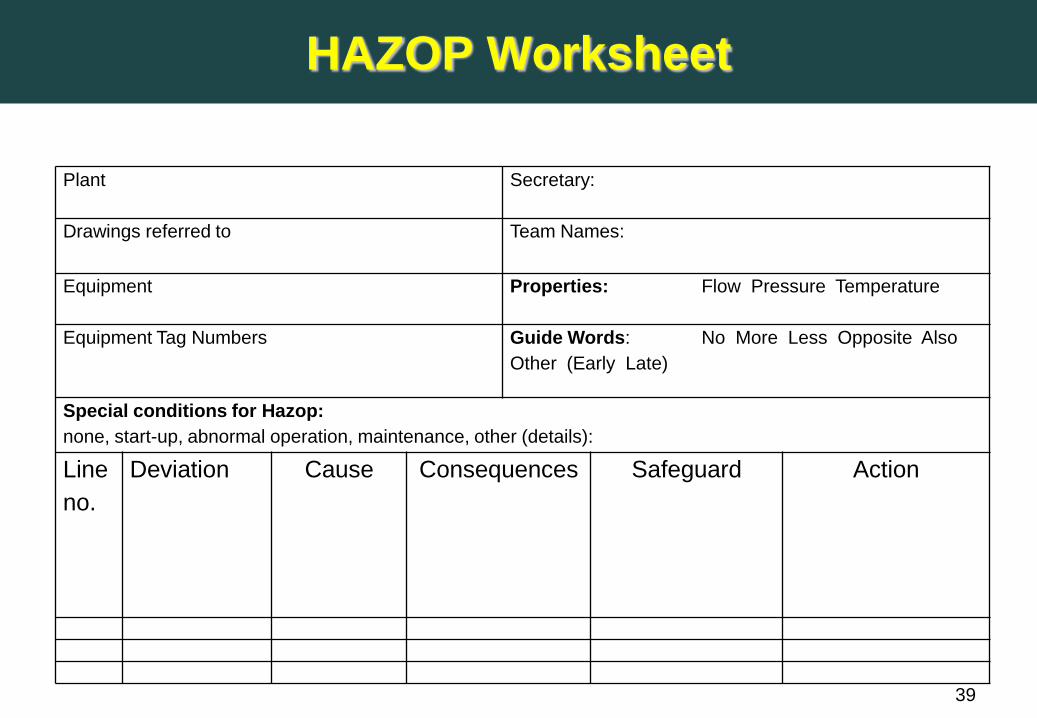
HAZOP Worksheet
Plant Secretary:
Drawings referred to Team Names:
Equipment Properties: Flow Pressure Temperature
Equipment Tag Numbers Guide Words: No More Less Opposite Also
Other (Early Late)
Special conditions for Hazop:
none, start-up, abnormal operation, maintenance, other (details):
Line
no.
Deviation Cause Consequences Safeguard Action
39
40
FCV
5
FCV
2
FCV
7
TI
4
TI
3
FI
1
TI
1
FI
6
FI
2
TI
3
TI
2
TI
8
FI
8
LIC
8
FI
9FCV
9
FCV
8
PIC
9
Process Fluid Steam
V-40
E-30
E-20
XAD= 90 mol %
XAF=
50 mol % TIC
7
Flash Drum Example
Now, complete the HAZOP Study
41
Some References
Frank P. Lees (1980). “Loss Prevention in the Process Industries.
Hazard Identification, Assessment and Control.” Volume 1. Butterworth
& Co (Publishers) Ltd.
Frank P. Lees (1980). “Loss Prevention in the Process Industries.
Hazard Identification, Assessment and Control.” Volume 2. Butterworth
& Co (Publishers) Ltd.
Frank Crawley, Malcolm Preston & Brian Tyler (2000). “HAZOP: Guide to
best practice. Guidelines to best practice for the process and chemical
industries”. Institution of Chemical Engineers, UK.
Risk Management Group (1992). “Hazard & Operability Studies. Basic
2-day Training Course Notes.” ICI Australia Engineering Pty Ltd.
Marvin Rausand (2004). “HAZOP. Hazard and Operability Study.”
Department of Production and Quality Engineering, Norwegian
University of Science and Technology.