invited talk recent genetic algorithms and ie applicationsxs3d.kaist.ac.kr/ismi2015/plenary...
TRANSCRIPT

2015/10/27
1
Plenary Talk
Recent Metaheuristics Techniques for
Semiconductor Manufacturing Scheduling
Prof. Mitsuo Gen Fuzzy Logic Systems Institute
Tokyo University of Science
2015 International Symposium on Semiconductor Manufacturing Intelligence
Oct. 16-18, 2015KAIST
Daejeon, Korea
Recent Metaheuristics Techniques for Semiconductor Manufacturing Scheduling
1. Introduction: Real Case Studies
2. Advances in Evolutionary Algorithms
3. Semiconductor Final Test Scheduling
4. HDD Manufacturing Scheduling
5. TFT-LCD Manufacturing Scheduling
6. Conclusions
2
----------------------------------------------------------------------------------------------------------------Gen, M. & Lin, L., 2014: Multiobjective evolutionary algorithm for manufacturing scheduling problems: state-of-the-
art survey, J. of Intelligent Manufacturing, DOI 10.1007/s10845-013-0804-4, 18pp.C-W Chou, C-F Chien & M. Gen, 2014: A Multiobjective Hybrid Genetic Algorithm for TFT-LCD Module Assembly
Scheduling, IEEE Trans. on Automation Sci. and Eng., vol.10, no.3, pp. 692-705.
X. C. Hao, J-Z Wu, C-F Chien and M. Gen, 2014: Cooperative Estimation of Distribution Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manufacturing, vol25,,pp867-879.
C. Chamnanlor, K. Sethanan, C-F Chien and M. Gen, 2014: Re-entrant flow shop scheduling problem with time windows using hybrid genetic algorithm based on autotuning strategy, Inter. J. of Production Research, vol.52, no.9, pp.2612-1629.
1. Introduction: Real Case Study – FJSP model 1Semiconductor Final Test Scheduling
Hotspot: iPad – Typical Innovative Product
The iPad is tablet computer developed by Apple Inc. Announced on January 27, 2010, it is part of a category between a Smart Phone and a Laptop Computer.
The iPad is designed by a lot of various electronic parts, IC, LSI devices and microprocessors.
3
1. Introduction: Real Case Study – FJSP model 1Semiconductor Final Test Scheduling
Final Test problem of IC, LSI, Microprocessor
Compared with hybrid GA (Wu & Chien 2008) based on data sets to show effectiveness of COEA.
Semiconductor Final Test Scheduling Problem (SFTSP) in manufacturing system. SFTSP will be formulated by Flexible Job-shop Scheduling (FJSP).
IC, LSI Products (Mix-Products):
handler2 Tester2
handler1
Accessory
Tester1
4Fuzzy Logic Systems Inst.
Final testing machines
SMRSP (Simultaneous Multiple Resource Scheduling Problems)
in Semiconductor Industry (Final Test Scheduling Problem)
ResourcesJobs
1. Introduction: Real Case Study – FJSP model 1Semiconductor Final Test Scheduling problem
+ +
+ +
+
Configuration 1
Configuration 2
Configuration 3
Products
(IC circuits) Tester Handler
Tester Handler
Tester Handler accessory
accessory
5Fuzzy Logic Systems Inst.
HDD Manufacturing Process– HDD consists of many different
parts– Advanced manufacturing technology– Process difficult and complex– There are a variety of products– Products are changing rapidly– Changing customer needs quickly
1. Introduction: Real Case Study – FJSP model 2HDD Manufacturing Scheduling
Sangsawang, C., K. Sethanan, T. Fujimoto and M. Gen, 2015: Metaheuristics optimization approaches for two-stage reentrant
flexible flow shop with blocking constraint, Expert Systems with Appl., vol. 42, pp. 2395-2410.

2015/10/27
2
Hard Disk Drive and Slider Bar
1. Introduction: Real Case Study – FJSP model 2HDD Manufacturing Scheduling
Hard Disk Assembly: HDA(1) Wafer fabrication(2) Slider fabrication(3) Suspension(4) Head Gimbal Assembly(5) Hard Disc Drive
7
Chamnanlor, C., K. Sethanan, C-F Chien and M. Gen, 2014: Re-entrant flow shop scheduling problem with time windows using hybrid genetic algorithm based on autotuning strategy, Inter. J. of Production Research, vol.52,no.9,pp2612-2629.
1. Introduction: Real Case Study – FJSP model 2HDD Manufacturing System
HDD Manufacturing System
8
M1,1
Room A
M1,3
M1,2
M2,1
M2,3 M3,3
M1,4
M... …
M1,5
M.. ...
M1,(s-1)
M2,sM1,s
M2,2
M2,1
M2,2
Mm,1
Mm,2
Room B
M2,4
M2,5
M2,4
M2,5
Mm,4
Mm,5
M2,(s-1)
Product 1 Product n
…
…
…
…
M1,1
M1,2
M1,4
M1,5
Solving the RHFS problem under time windowTo maximize throughput and minimize mean flow time (Multiobjectives)• Multi-stages (N-jobs, M-machines, S-stages)• Vary batch sizes processing• Reentrant constraint and Time windows constraint
M1,1
M5,1
M2,1
M5,2
M6,3M6,1
M1,3
M2,3
M6,2
M1,2
M2,2
Product Family(A1, A2, A3)
Product Family(A1, A2, A3)
Product Family(B1, B2, B3)
Product Family(B1, B2, B3)
M3,1 M3,2
M4,1 M4,3M4,2
M3,2
TW
1. Introduction: Real Case Study – FJSP model 3TFT-LCD Manufacturing Process
The Module Process is to assemble customized components (e.g., integrated circuit, printed circuit board, driver board, backlight, and chassis) onto the panels to complete the final TFT-LCD production.
9
Array & CF Process
CF Process
Glass Substrate Photo R Photo G
Photo B
Photo BM
PS ITO
DevelopingEtchingStrippingPatterning
ExposuringPR CoatingDepositionGlass Substrate
Array Process Mask
Cell Process
PI Rubbing Sealant Printing LC Filling
ODF Assembly CF InputPolarizer Attaching
Cutting
TFT Input
Module Process
Cell Input IC Bonding PCB Bonding ComponentsAssembly
Burn-In TestPacking & Shipping InspectionFuzzy Logic Systems Inst.
1. Introduction: Real Case Study – FJSP model 3TFT-LCD Manufacturing Process
This is an example of TFT-LCD module assembly line FJSP problem. In this case, we have 8 Jobs (J1, J2, J3, J4, J5, J6 , J7, J8) with different function 5 workstations (WS-1, WS-2,…, WS-5) that have multiple machines could be chosen. And depending on its product family, there are different types of processes to be accessed.
M5
WS-1 (JI): M1, M2, M3
M2M1 M3
WS-2 (3D VAS): M4M4
WS-3 (Packer): M5
WS-4 (MA): M6, M7
WS-5 (3D Cal.): M8
M7M6
M8
o11
o12
J1
o21
o22
J2
o31
o32
J3
o33
o34
o51
J5
o52
o53
o61
o62
J6
o42
o43
J4
o41
o71
o72
J7
o81
o82
J8
o83
o84
Chou, C-W, C-F Chien and M. Gen, 2014: A Multiobjective Hybrid Genetic Algorithm for TFT-LCD Module Assembly Scheduling, IEEE Trans. on Automation Sci. and Eng., vol.10, no.3, pp. 692-705, 2014.
- 8 Jobs x 8 Machines
- Objective functions: Min. makespan, Min. total workload, Max. CLIP
- GA parameter setting: popSize 200, maxGen 500, crossover rate 0.6,
mutation rate 0.6
11
Job iLot size
qiDue Date di [k sec] Display Type
Operation Sequence oik
Product Type
1 250 45 2D o11, o12 Small Size_SKD
2 500 65 2D o21, o22 Large Size_Module
3 400 60 3D_OGS o31, o32, o33, o34 Large Size_Module
4 200 60 3D_GPR o41, o42, o43 Small Size_SKD
5 500 95 3D_GPR o51, o52, o53 Large Size_Module
6 600 32 2D o61, o62 Small Size_SKD
7 400 75 2D o71, o72 Large Size_Module
8 600 95 3D_OGS o81, o82, o83, o84 Large Size_Module
1. Introduction: Real Case Study – FJSP model 3TFT-LCD Manufacturing Process
Empirical Experiment TFT-LCD Manufacturing
1. Introduction Combinatorial Optimization Problems (COP):
Many optimization problems in real world Decision Making systemsimpose on more complex issues, such as complex structure, nonlinearconstraints, and multiple objectives to be handled simultaneously andmake the problem intractable to the traditional approaches.
The number of possible alternatives can be very large scale for manypractical combinatorial optimization problems (COP). Almost everyimportant real-world multiobjective decision making problems involveincommensurability and conflicting objectives. NP-hard Problem:
A certain set of those NP (Non-deterministic Polynomial) problemsfor which no general deterministic polynomial-time algorithm is known.
When developing algorithms that are in a sense "good," that is, whose computational time is small, or at least reasonable, for NP-hard combinatorial problems met in practice. Quality of Solution Computational Time Effectiveness of Nondominated Solutions for Multiobjective COP.
12
Gen, M., L. Lin & H. Zhang, 2009: “Evolutionary techniques for optimization problems in integrated manufacturing system: State-of-the-art-survey”, Computers & Industrial Eng., vol.56, no.3, pp.779-808.
Gen, M. & L. Lin, 2014: “Multiobjective evolutionary algorithm for manufacturing scheduling problems: state-of-the-art survey”, J. of Intelligent Manufacturing, vol.25,no.5, pp849-866.
2015/10/27
3
2.1 Evolution in Evolutionary Computation
2.2 Comparison of EAs: GA, PSO and DE
2.3 Hybrid PSO with Cauchy Distribution
2.4 Estimation of Distribution Algorithm
2. Advances in Evolutionary Algorithms
Gen, M. & R. Cheng, 2000: Genetic Algorithms and Engineering Optimization, John Wiley & Sons, New York.Deb, K. , 2001: Multi-objective optimization Using Evolutionary Algorithms, John Wiley & Sons, NY.Gen, M., R. Cheng & L. Lin, 2008: "Network Models and Optimization: Multiple Objective Genetic Algorithm",
710pp, Springer, London.Gen, M. & L. Lin, 2009: Genetic Algorithms,15pp, in Benjamin Wah ed.: Wiley Encyclopedia of Computer
Science and Engineering, John Wiley & Sons, Hoboken, N.J..Yu, X. & M. Gen, 2010: Introduction to Evolutional Algorithms, 418pp, Springer, London.Gen, M & L. Lin, 2012: Multiobjective Genetic Algorithm for Scheduling Problems in Manufacturing Systems,
Industrial Engineering & Management Systems, vol.11, no.4, pp.310-330.Gen, M. & Lin, L., 2014: Multiobjective evolutionary algorithm for manufacturing scheduling problems: state-
of-the-art survey, J. of Intelligent Manufacturing, DOI 10.1007/s10845-013-0804-4, 18pp. 13
1.3 Evolutionary Computation2.1 Evolution in Evolutionary Computation
14Fuzzy Logic Systems Inst.
Evolution in Evolutionary Computation-1/2
2.1 Evolution in Evolutionary Computation
15Reference: Handbook of Evolutionary Technology: vol.1 Fundamentals, KindaiKagakuSha, Tokyo, 2010 (in Japanese).
15
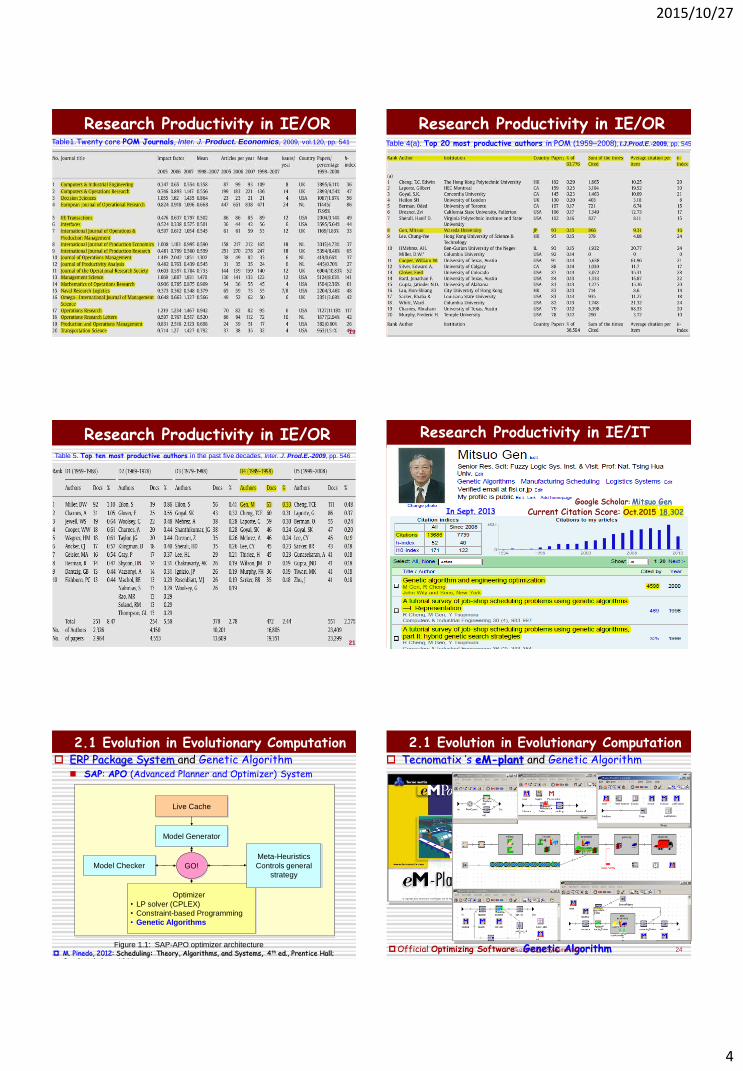
Evolutionary Computation’s Evolution-2/2 Methodologies: Overview of Recent Algorithms:
2.1 Evolution in Evolutionary Computation
16Fig. : Number of Papers on Evolutionary Computation published in SCI-indexed Journals
Books in Evolutionary Algorithms
Book exhibition at ANNIE2010 Conference in St Louis, USA, Nov. 1-3, 2010.Many universities worldwide are using some of them written by Mitsuo Gen and hisColleagues as Textbooks or Reference books. Gen-Cheng2000: Google Scholar = 5,753M. Pinedo,2012: Scheduling: theory, algorithms, and systems, 4th ed., Prentice Hall: Google S. =6,244
An assessment of world-wide research productivity in production
and operations management
Pao-Nuan Hsieh and Pao-Long Chang
Int. J. Production Economicsvol. 120, pp.540–551 (2009)
2015/10/27
4
Research Productivity in IE/OR Table1.Twenty core POM Journals, Inter. J. Product. Economics, 2009, vol.120, pp. 541
19
Research Productivity in IE/OR
20
Table 4(a). Top 20 most productive authors in POM (1959–2008), I.J.Prod.E.-2009, pp. 545
Research Productivity in IE/ORTable 5. Top ten most productive authors in the past five decades, Inter. J. Prod.E.-2009, pp. 546
21
Research Productivity in IE/IT
Fuzzy Logic Systems Inst. 22
Google Scholar: Mitsuo GenIn Sept. 2013 Current Citation Score: Oct.2015 18,302
Fuzzy Logic Systems Inst. 23
2.1 Evolution in Evolutionary Computation ERP Package System and Genetic Algorithm
SAP: APO (Advanced Planner and Optimizer) System
GO!
Optimizer
• LP solver (CPLEX)
• Constraint-based Programming
• Genetic Algorithms
Model Generator
Model Checker
Meta-Heuristics
Controls general
strategy
Live Cache
Figure 1.1: SAP-APO optimizer architecture M. Pinedo, 2012: Scheduling: Theory, Algorithms, and Systems, 4th ed., Prentice Hall;
Google Scholar = 6244.
2.1 Evolution in Evolutionary Computation Tecnomatix ’s eM-plant and Genetic Algorithm
Official Optimizing Software: Genetic Algorithm 24Fuzzy Logic Systems Inst.

2015/10/27
5
2.2 Comparison of EAs: GA, PSO and DE General Steps: Evolutionary Algorithms: GA, PSO and DE
Voratas Kachitvichyanukul, 2012: Comparison of Three Evolutionary Algorithms: GA, PSO and DE, Industrial Engineering and Management Systems, vol.11, no.3.
Yu, X. & M. Gen, 2010: Introduction to Evolutional Algorithms, 418pp, Springer, London.25
There are three main processes in all evolutionary algorithms.• The first process is the initialization process where the initial population of individuals is randomly generated according to some solution representation. Each individual represents a solution, directly or indirectly. If an indirect representation is used, each individual must first be decoded into a solution. • In the second process each solution in the population is then evaluated for fitness value. The fitness values can be used to calculate the average population fitness or to rank the individual solution within the population for the purpose of selection.• The third process is the generation of a new population by perturbation of solutions in the existing population. For a more recent in depth discussion of evolutionary algorithm, see Yu and Gen (2010).
Generate initial population
Start
Evaluate fitness value
Stop
Time to stop
Generate new population
Yes
No
2.2 Comparison of EAs: GA, PSO and DE
26
Procedure of Basic GAprocedure: Basic GAinput: problem data, GA parametersoutput: the best solutionbegin
t ← 0; // t: generation numberinitialize P(t) by encoding routine; // P(t): population, Step 1
evaluate P(t) by decoding routine & keep the best solution; Step 2
while (not terminating condition) docreate C(t) from P(t) by crossover routine; //C(t): offspring, Step 3
create C(t) from P(t) by mutation routine; // Step 4
evaluate C(t) by decoding routine & update the best solution; Step 5
select P(t+1) from P(t) and C(t) by selection routine; Step 6
t ← t+1;endoutput the best solution
end;
No
Gen, M., R. Cheng & L. Lin, 2008 "Network Models and Optimization: Multiple Objective Genetic Algorithm", 710pp, Springer, London.
Yes
Start
Initialize
Decode and keep the best solution
Stoppingcriterion
?
Crossover
Mutation
Decode and keepthe best solution
Select
Stop
The bestsolution
No
Particle Swarm Optimization: PSO
27
In PSO, a solution is represented as a particle, and the population of solutions is called a swarm of particles. Each particle has two main properties: position and velocity.
Each particle moves to a new position using the velocity. Once a new position is reached, the best position of each particle and the best position of the swarm are updated as needed. The velocity of each particle is then adjusted based on the experiences of the particle. The process is repeated until a stopping criterion is met.
We calculate the next velocity and position in the t+1th iteration respectively as follows:
where b1 and b2 : positive constants, called the acceleration constants, r1, r2 [0,1]: uniform random numbers, and w(t): the inertia coefficient.
Generate initial
population
Start
Evaluate individual fitness Update personal bestUpdate global best
Stop
Time to
stop
Generate new populationUpdate velocityUpdate position
Yes
No
2.2 Comparison of EAs: GA, PSO and DE
1 1 best 2 2 best( 1) ( ) ( ) ( ( ) ( )) ( ( ) ( )), 1
( 1) ( ) ( 1), (2)
k k k k k
k k k
v t w t v t b r h t x t b r g t x t
x t x t v t
2.2 Comparison of EAs: GA, PSO and DE
Basic Structure of PSO
Fuzzy Logic Systems Inst. 28
procedure : Particle swarm optimization (minimization problem)input : f(x), vi(0), hbesti (0), gbest(0), b1, b2, r1, r2
output : the best solutionbegin
t 0;initialize xi(t) by encoding routine; //step 1 xi(t): ith particle is position xevaluate xi(t) by decoding routine and keep the best solution; //step 2while (not terminating condition) do
for each particle xi in swarm dovi(t+1) = w(t)vi(t) + b1r1(hbesti(t) - xi(t)) + b2r2(gbest(t) - xi(t)); //step 3 xi(t+1) = xi(t) + vi(t+1) //step 4 update position xk(t+1) evaluate xi(t+1) by decoding routine; //step 5 evaluate xk(t+1)if f(xi(t+1)) < f(hbesti(t)) ; //hbest(t): historical best position
update hbesti(t) = xi(t+1); // step 6end;gbest(t+1) = argmin {f(hbesti(t), f(gbest(t))} & update the best solution; //s 7t t+1;
end;output: the best solution gbest;
end;
Differential Evolution: DE
29
The DE (Differential Evolution) proposed by Storn and Price (1997) and it is an approach developed for single objective optimization in continuous search spaces. It is conceptually simple and easy to implement. It was established on the framework of GAs and inspired by the Nelder–Mead simplex method. It has three operators - mutation, crossover, and selection - which are similar to GAs. The concept of solution representation is applied in DE in the same way as it is applied in GA and PSO.
The typical DE variant is DE/best/2/bin (Storn and Price, 1997). For the mutation of the ithindividual in the DE population {xi |i = 1, 2, . . . , popSz}, four different individuals xr1, xr2 , xr3 andxr4 be randomly (rand) chosen from the population, generate a new vector as follows:
where F is the so-called scaling factor, F∈ [0, 2].
2.2 Comparison of EAs: GA, PSO and DE
Generate initial population
Evaluate fitness values
Start
Generate trail vectorEvaluate fitness of trail vectorSelect the better vector
between target & trail vectors Update global best vector
Stop
Time to
stop
Yes
No
For each
target vector
𝒛𝑖 =𝒙best + 𝐹 (𝒙𝑟1 − 𝒙𝑟2 + 𝒙𝑟3 − 𝒙𝑟4), ∀𝑖
3.3 Hybrid Differential Evolution with PSO Basic Structure of DE
Fuzzy Logic Systems Inst. 30
procedure : Differential Evolution input: f(x), , [ ], F, CRoutput: the best solutionbegin
t 0; // t: generation numberinitialize 𝒙i(t) by encoding routine; //step1 𝒙i: i
th vector, population P(t) =[𝒙i(t)] evaluate 𝒙i(t) by decoding routine and keep the best solution 𝒙best; //step2, check a feasibilitywhile (not terminating condition) do
for each vector 𝒙i(t) dozi(t) = 𝒙best + F (𝒙𝑟1 − 𝒙𝑟2 + 𝒙𝑟3 − 𝒙𝑟4) //step 3 𝒙𝑟𝑝, p=1,…,4 are different individuals randomly
if (rnd𝑖,𝑑 CR or d = rni) //s4 rni : number that is randomly selected from the index setthen ui,d = zi,d
else ui,d = xi,d
evaluate zi(t), ui(t) by decoding routine and update the best solution 𝒙best; //step 5
select 𝒙i(t+1) from 𝒙i(t), zi(t) and ui(t) by selection routine; // step 6end;t t+1;
end;output: the best solution 𝒙best;
end;
Numerical optimization problem (Nonlinear Programming; NP):min
s. t.
)...,,...,,,( 21 nj xxxxfminjxg ji 1and...,,2,1,0)(
UL
jjj xxx
)( ji xg UL , jj xx

2015/10/27
6
31
2.3 Hybrid PSO with Cauchy Distribution Cauchy Distribution
Yu, X. and M. Gen, 2010: Introduction to Evolutional Algorithms, 418pp, Springer., London.
Yao et al. used a Cauchy distribution toimplement the wider mutation scale in in 1999. The density function of a Cauchy distribution is as follows:
where𝑥0 and 𝛾> 0 are a mean and scale parameter, respectively. The density functions of the standard normal distributionand Cauchy distribution (t = 1) areillustrated as shown in the left Fig.
A Cauchy mutation differs little from a normal mutation. Here we use uncorrelated mutation with one step size as an example; other ways are all straightforward. Fig. Cauchy and normal distributions
where 𝐶𝑗 is a Cauchy distribution random number generated by Eq. 3.23.As can be seen from the Fig., the Cauchy mutation is very good at searching
in a large neighborhood. So Yao et al called it a “fast EP.” To further promote the global search ability of mutation in EP, Lee and Yao suggested a mutation based on Levy distribution in 2004.
2.3 Hybrid PSO with Cauchy Distribution Hybrid PSO with Cauchy Distribution (HPSO-CD): RFFS | stage=2,blk | Cmax
32
procedure: Hybrid particle swarm optimization for RFFSinput: RFFS problem data, PSO parameters (f(x), b1, b2, maxIter)output: the best schedulebegin
t 0; // t: iteration numberinitialize (vk, xk) for each particle k by job-based encoding routine with block; Step 1evaluate xk(t) by job-based decoding routine with block; Step 2improve particle k by relax-blocking routine and keep the best solution; Step 3while (not termination condition) do
for each particle xk in swarm doupdate velocity vk(t+1) using (1); Step 4adjust velocity by vk(t+1) by upper bound and lower bound Step 4.1calculate uk(t+1) and sk(t+1) by (3) and (4) by Cauchy distribution; Step 4.2update position xk(t+1) using (5) ; Step 5improve particle k by relax-blocking routine and keep the best solution; Step 6evaluate xk(t) by job-based decoding routine with block; Step 7if f(x(t+1)) < f(hbestk) then // hbestk : own best position of the particle k
update hbestk = xk(t+1) // keep the best local position Step 8endgbest= argmin{f(hbestk , f(gbest)}; // update the global best position Step 9t t+1;
endoutput the best schedule gbest;
end; Sangsawang, C., K. Sethanan, T. Fujimoto and M. Gen, 2015:
Metaheuristics optimization approaches for two-stage reentrant flexible flow shop with blocking constraint, Expert Systems with Appl., vol. 42, pp. 2395-2410.
22
2
2
1 )1(...)1()1(
)1()1(
tvtvtv
tvtu
kNkk
kk (3)
))1,0[2
tan()1()1( randtuts kk
(4)
)1()()1( tstxtx kkk (5)
Drawbacks of Conventional Meta-heuristics: Local optima: For high interdependent problems, the
recombination operators seldom consider therelationship among the decision variables, it causesvaluable partial solutions to be lost in the evolutionprocess.
Instability: For reproducing scheme, the performancehigh depends on the diversity of population and theparameters of algorithms.
Calculation time: Most stochastic optimizationalgorithms such GA, PSO suffer from the curse ofdimensionality, which implies their performancedeteriorates as the dimensionality of the search spaceincreases.
Hao, X-C, J-C Wu, C-F Chien and M. Gen;The cooperative estimation of distribution algorithm: a novel approach for semiconductor final test scheduling problems, J. of Intelligent Manufacturing, vol25,no5,pp867-879, 2014.
2.4 Estimation of Distribution Algorithm
33
Introducing EDA:
2.4 Estimation of Distribution Algorithm
34
Yu, X.J. and M. Gen, 2010: Introduction to Evolutional Algorithms, Springer. Hao, X-C, J-C Wu, C-F Chien and M. Gen, 2014; The cooperative estimation of
distribution algorithm: a novel approach for semiconductor final test scheduling problems, J. of Intelligent Manufacturing, vol25,no5,pp867-879.
EDA (1994): Estimation of DistributionAlgorithm
Idea: Provide learning mechanism that using
revealed solutions to estimate theprobability distribution of variabletowards promising zones of the searchspace.
Merit: Knowledge-based (probability model)
optimization Effectiveness in discrete optimization
Issues: Constructing probability model with
regard to specific problem Learning from sparse and noising data.
Difference between Genetic Algorithm and EDA:
GA: EDA:
35
start
t←1;
Generate initial population P(0)
Evaluate population P(t)
Select Individuals in P(t)
T.C
Apply crossover operator
Apply mutation operator
obtain P(t+1)
t ← t+1;
stop
start
t←1;
Generate initial population P(0)
Evaluate population P(t)
Select Individuals in P(t)
T.C
Estimate a probability model M
Sample based on the model M
obtain P(t+1)
t ← t+1;
stop
S. Tsutsui, 2003: Probabilistic Model Building based Genetic Algorithms in Permutation Domain Using Edge Histogram, J. of Japanese Society of Artificial Intelligence, vol. 18, no. 4, pp.173-182.
yes
no no
2.4 Estimation of Distribution Algorithm
36
procedure: Basic Frame of EDAinput: problem data, parametersoutput: the best solutionbegin
t 0; initialize Pop(t) by encoding and P(t); // Step 1, P(t): initial probability
evaluate Pop(t) by decoding and keep the best solution; //Step 2
while (not terminating condition) do // Step 3
supPop = select(Pop(t)); //Step 4 Select superior Pop by selection routine
P(t+1) = estimate(supPop, P(t)); // Step 5 Creating probability model
newPop = create(supPop, P(t+1)); // Step 6
evaluate newPop by decoding and update the best solution; //Step 2
Pop(t+1) = reproduce(Pop(t), newPop); // Step 7
t t+1;endoutput the best solution
end;
Basic Frame of EDA:
2.4 Estimation of Distribution Algorithm

2015/10/27
7
37
procedure: Basic Frame of moEDAinput: problem data, parametersoutput: the archive solutions Pop(t)begin
t 0; initialize Pop(t) by encoding and P(t); // Step 1 P(t): initial probability
calculate each objective fi(Pop) of Pop(t) by decoding; //Step 2
calculate fitness of Pop(t) by HSS-EA routine & keep best Pareto solution;//Step 4create Pareto E(P) by non-dominated routine; //Step 3
while (not terminating condition) do // Step 5
supPop = select(Pop(t)); // Step 6 Select superior Pop by elite selection
P(t+1) = estimate(supPop, P(t)); // Step 7 Estimating probability model
newPop = create(supPop, P(t+1)); // Step 8 Creating new offspring
calculate each objective fi(Pop) of Pop(t) by decoding; //Step 2
create Pareto E(P) by non-dominated routine; //Step 3
calculate fitness of Pop(t) by HSS-EA routine & update best Pareto solution;//Step 3
Pop(t+1) = reproduce(Pop(t), newPop); // Step 9 Reproducing new Pop(t);
t t+1;endoutput the best Pareto solution Pop(t)
end;
Basic Frame of Multiobjective EDA
2.4 Estimation of Distribution Algorithm
3.1 Semiconductor Final Test Scheduling
3.2 Cooperative Estimation of Distribution Algorithm
3.3 Computational Experiment
3. Semiconductor Final Test Scheduling
J. Gao and M. Gen, 2005: Preventive Maintenance Scheduling in Semiconductor Manufacturing with Hybrid Genetic Algorithms, J. of the Society of Plant Engineering Japan, vol.17, no.2, pp.31-40.
X.C. Hao and M. Gen, 2009 : Dynamic Testing Machine Configuration Optimization for Scheduling Semiconductor Testing Jobs: Multistage Evolutionary Algorithm Approach, Tech. Report, Gen Lab., Waseda Univ.
J. Gao, M. Gen and L. Sun, 2009: “Modeling and scheduling preventative maintenance in semiconductor manufacturing industry with MAs”, Inter. J. of Manuf. Tech. and Mgmt., vol. 16, no. 1/2, pp.101-126.
X.C. Hao and M. Gen, 2011: Multi-objective Job Shop Rescheduling by Using Evolutionary Algorithm, IEEJ Trans. on Electronic, Information & Systems, vol. 131,no. 5,pp.674 - 681.
J-Z Wu, C-F Chien and M. Gen, 2012: Coordinating strategic outsourcing decisions for semiconductor assembly using a bi-objective genetic algorithm, Inter. J. of Production Research, vol.50, no.1 pp.235-260.
J-Z Wu, X. C. Hao, C-F Chien and M. Gen, 2012: A novel bi-vector encoding genetic algorithm for the simultaneous multiple resources scheduling problem scheduling problem, J. of Intelligent Manuf. in press.
X. C. Hao, J-Z Wu, C-F Chien and M. Gen, 2014: Cooperative Estimation of Distribution Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manufacturing, vol25,,pp867-879.
.
3.1 Semiconductor Final Test Scheduling
Hotspot: iPad – Typical Innovation
Technology Tablet computer developed by Apple Inc. in Jan. 2010 and part of
a category between a Smart Phone and a Laptop Computer. Support for display of multiple languages and characters
simultaneously.
Wi-Fi (802.11a/b/g/n), WLAN devices based IEEE 802.11standards: Bluetooth 2.1 + EDR technology
Up to 10 hours of surfing the web on Wi-Fi, watching video, or listening to music up to 9 hours of surfing the web using 3G data network 39Fuzzy Logic Systems Inst.
Illustrative Model for Semiconductor Final Test Scheduling
3.1 Semiconductor Final Test Scheduling
o1j
o11
11Jo
oij
oi1
iiJo
oNj
oN1
NNJo
M1
・・・
Jobs Machine Types
TgPg
TGPG
( )ijm t
HhqHh1
HFQh
Ak1 AkrHkRr
・・・
A L1 ALr HLRr
Tg
M2
Mm
MU
TG
Hh
HF
Ak
AL
Mn
・・・
・・・
・・・
・・・
・・・
Resource Types
Tg1 Tg2 Tgp・・・ ・・・
・・・ ・・・
・・・ ・・・
TG1 TG2 TGp
Hh2・・・ ・・・ HhQh
HF2・・・ ・・・HF1 HFq
Ak2
A L2・・・ ・・・
Resources
・・・
・・・
・・・
・・・
・・・
・・・
40 Hao, X-C, J-Z Wu, C-F Chien and M. Gen, 2014: The Cooperative Estimation of Distribution
Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manufacturing, vol25,no5,pp867-879.
Job 1
Job 2
Job m
- - -
Overview of Cooperative EDA
Fig. 3.1 Cooperation scheme in proposed Cooperative EDA
3.2 Cooperative Estimation of Distribution Algorithm
Hao, X-C, J-Z Wu, C-F Chien & M. Gen, 2014: The Cooperative Estimation of Distribution Algorithm: ANovel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manuf., vol25,no5,pp867-879.
Overview of Cooperative EDAprocedure: Cooperation Estimation of Distribution Algorithminput:
g: number of current generations. d: index of specie.D: number of species.Pop(d): population of species d.prSize: number of the promising solutions kept by CEDAelimRate: elimination rate of the keeping promising solutions.stThreshold: stagnation threshold at which the partnership will be recreated.
output:S(g): the operation scheduling and resource configuration.
beginInitialization:g←0;Step 1: Create and initialize probability vector Pd(g in the population Pop(d), d∈[1..D].Step 2: Create the partnership for each individual in Pop(d) by cooperation component, d∈[1..D].Coevolution:
repeatStep 3: Sample alternative solution S(g) from the partnership for each probability vector in Pop(q),
q∈[1..Q].Step 4: Cooperation component collects the alternative solution and related probability vectors and
replace prSize × elimRate worse items with better solutions from S(g)for each probability vector in Pop(d), d∈[1…D] do
Step 5: Update the probability vector towards the best sample probability vector B(g .Step 6: Perform mutation on probability vector to keep the diversity of sampling.
endStep 7: when the partnership stagnates over stThreshold, it will be recreated by cooperation component.
g←g+1;until terminating criterion met;
end;
3.2 Cooperative Estimation of Distribution Algorithm

2015/10/27
8
Comparisons of MSGA (Multistage Genetic Algorithm)and Greedy Assignment:
Initial parameters of GA engine Population size, popSize=100;
Maximum generations, maxGen =300;
Crossover probability, pC=0.70;
Mutation probability, pM=0.20;
Immigration probability, pI=0.03;
Experiment environment CPU 2.4G Intel Core Duo(2)
Memory 2GB
OS Window XP Pro SP3
Experimental Problem data sets In this experiment, problem data sets are randomly generated .
Evaluate the performance through under 30 different data sets for large-scale, wide-range problem respectively.
43
3.3 Computational Experiment
Wu, J. Z., Chien, C.-F. , 2008: “Modeling semiconductor testing job scheduling and dynamic testing machine configuration”. Expert Systems with Applications, vol. 35, no.1, pp.485-496. 43 44
3.3 Computational Experiment Simulation Parameters Experimental data were tested on four different level problems:
simple, small-scale, large-scale, and wide-range problems. The performance measure of minimizing makespan was applied to evaluate the solution quality of all compared methods.
The simulation parameters for each experimental problem as the following tables:
Experiment
Problem
Number of
Resources
Number
of Jobs
Number of
Operations
Machines to
be processed
Processing
Time
Setup
Time
Simple
T: 3, 3
H: 3, 3
A: unlimited
15 1 {1, 2} {1, …, 6} {1, 2}
Small-scale
T: 3, 3
H: 3, 3
A: unlimited
15 1 1 {1, ..., 6} {1, 2}
Large-scale
T: 10, 5, 3
H: 10, 8, 4
A: 7, 7, 5, 5
100 {1, 2, 3} {1, 2, 3} {1, …, 15} {1, …, 5}
Wide-rage
T: 10, 5, 3
H: 10, 8, 4
A: 7, 7, 5, 5
60 {1, 2, 3} {1, 2, 3} {1, …, 50} {1, …, 15}
44
Result and Discussion: Optimality
Mean STDDEV Mean STDDEV Mean STDDEVLS1 127.33 1.42 124.20 1.72 121.83 1.39LS2 143.30 2.07 137.30 2.22 135.20 1.76LS3 135.27 3.57 131.13 1.94 123.60 1.99LS4 158.80 2.15 148.63 2.41 137.87 2.16LS5 143.97 2.02 142.47 1.84 138.23 1.67
WR1 322.70 5.45 307.20 4.74 302.63 4.05WR2 248.37 5.65 240.53 3.69 234.83 3.47WR3 280.70 4.05 275.40 3.93 269.03 3.99WR4 229.23 4.57 220.20 3.97 209.30 4.56WR5 284.37 6.46 260.17 4.01 246.63 4.01
ProblemswcGA bvGA CEDA
Table 3. Comparison of wcGA, bvGA and CEDA on Makespan
45
Wu, J-Z, C-F Chien & M. Gen, 2011: Coordinating strategic outsourcing decisions for semiconductor assembly using a bi-objective genetic algorithm, Inter. J. of Production Res.; DOI:10.1080/00207543.2011.571457.
Hao, X-C, J-Z Wu, C-F Chien & M. Gen, 2014: The Cooperative Estimation of Distribution Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems,
J. of Intelligent Manufacturing, vol.25,no.5, pp867-879.
3.3 Computational Experiment
Figure 3.2 Box plot for wide-range experiments
46
3.3 Computational Experiment
Result and Discussion: Stability
Hao, X-C, J-Z Wu, C-F Chien & M. Gen, 2014: The Cooperative Estimation of Distribution Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manufacturing, vol25,no5,pp867-879.
Result and Discussion: Learning Rates
Figure 3.4 Convergences conducted on different learning rates (WR5)
235
240
245
250
255
260
265
270
275
alpha=0 alpha=0.1 alpha=0.2 alpha=0.5 alpha=0.7
Mak
espa
n
47
3.3 Computational Experiment
Hao, X-C, J-Z Wu, C-F Chien & M. Gen, 2014: The Cooperative Estimation of Distribution Algorithm: A Novel Approach for Semiconductor Final Test Scheduling Problems, J. of Intelligent Manufacturing, vol25,no5,pp867-879.
3.3 Computational Experiment
48
run 1 min 3 min 5 min
1 242650.0 241888.0 241522.0
2 243683.0 241478.0 240771.0
3 243068.0 240754.0 240273.0
4 244540.0 240893.0 241390.0
5 243306.0 240005.0 240553.0
6 242663.0 241526.0 241240.0
7 243548.0 242266.0 241773.0
8 243659.0 240346.0 240046.0
9 241855.0 240865.0 240261.0
10 243326.0 241404.0 240456.0
Average 243229.8 241142.5 240828.5
Best 241855.0 240005.0 240046.0
run 1 min 3 min 5 min
1 247765.5 242879.9 240363.4
2 249031.7 241653.2 241926.2
3 247849.9 242540.4 240671.1
4 246738.7 244034.7 241633.7
5 247268.4 244316.3 241838.6
6 250836.3 242887.0 243548.9
7 251092.8 242695.9 240717.8
8 246951.5 242964.1 242548.2
9 249096.8 241673.4 240961.6
10 249486.9 242859.9 241067.9
Average 248611.9 242850.5 241527.8
Best 246738.7 241653.2 240363.4
NTHU TSMC
2013/01/18 data set4 # of lots: 446, # of EQPs: 72 Result of Data 6
C-F Chien, M. Gen, J-N. Zheng & H-K Wang, 2013: TSMC Fab14 Scheduling Project LDS Performance Enhancement, TSMC Project Report.

2015/10/27
9
3.3 Computational Experiment
GA which NTHU provided got better result in most situations than them at TSMC. However, the different is small in data 2 and 5.
49
Dataset
# of Lots
# of EQPs
Obj. %with
TSMC in 1 min
Obj. %with
TSMC in 3 min
Obj. %with
TSMC in 5 min
Obj. % with BEST
in 1 min
Obj. % with BEST
in 3 min
Obj. % with BEST
in 5 min
1 100 10 0.53% 0.76% 1.13% 98.84% 99.07% 99.13%
2 430 67 4.38% 0.11% -0.29% 98.55% 99.34% 99.52%
3 338 72 1.15% 0.54% 0.46% 99.58% 99.88% 99.92%
4 329 86 1.50% 0.59% 0.53% 99.09% 99.71% 99.86%
5 525 49 2.71% 0.15% -0.02% 99.32% 99.46% 99.70%
6 446 62 2.16% 0.70% 0.29% 98.69% 99.55% 99.68%
7 336 37 1.38% 1.20% 1.72% 99.23% 99.57% 99.85%
Average 1.97% 0.58% 0.55% 99.04% 99.51% 99.67%
(TSMC–NTHU)/TSMC BEST/NTHU
Summary
H-K Wang, C-F Chien and M. Gen, 2015: An Algorithm of Multi-subpopulation Parameters with Hybrid Estimation of Distribution for Semiconductor Manufacturing Scheduling with Constrained Waiting-Time, IEEE Trans. Semiconductor Manufacturing, 14pp; doi: 10.1109/TSM.2015.2439054 .
4.1 HDD Manufacturing Scheduling
4.2 Hybrid Genetic Algorithm
4.3 Computational Experiment
4. HDD Manufacturing Scheduling
Gen, M. & R. Cheng, 2000: Genetic Algorithms and Engineering Optimization, John Wiley & Sons, New York.Gen, M., R. Cheng & L. Lin, 2008: "Network Models and Optimization: Multiple Objective Genetic Algorithm",
710pp, Springer, London.Yu, X. & M. Gen, 2010: Introduction to Evolutional Algorithms, 418pp, Springer, London.C. Chamnanlor, K. Sethanan, C-F Chien and M. Gen, 2013: Hybrid Genetic Algorithms for Solving Reentrant
Flow-Shop Scheduling with Time Windows, Industrial Eng. & Mgmt. Sys., vol. 12, no. 4, pp.306-316.Chamnanlor, C., K. Sethanan, C-F Chien and Mitsuo Gen, 2014: Re-entrant flow shop scheduling problem with
time windows using hybrid genetic algorithm based on autotuning strategy, Inter. J. of Prod. Res., vol52,no9,pp2612-2629.
Sangsawang, C., K. Sethanan, T. Fujimoto and M. Gen, 2015: Metaheuristics optimization approaches for two-stage reentrant flexible flow shop with blocking constraint, Expert Sys. with Appl., vol. 42, pp. 2395-2410.
Chamnanlor, C., K. Sethanan, Mitsuo Gen and C-F Chien, 2015: Embedding ant system in genetic algorithm for re-entrant hybrid flow shop scheduling problems with time window constraints, J. of Intelli. Manuf., 17pp.
Hard Disk Drive (HDD) Manufacturing Industry in Thailand
Thailand
Large HDD industrial plants
Thailand is the world's number one
exporter of HDD.
HDD exports tend to increase every year.*
4.1 HDD Manufacturing Scheduling
* IHS iSuooli Research. September 2012
Sangsawang, C., K. Sethanan, T. Fujimoto and M. Gen, 2015: Metaheuristics optimization approaches for two-stage reentrant flexible flow shop with blocking constraint, Expert Systems with Applications, vol. 42, pp. 2395-2410.
4.1 HDD Manufacturing Scheduling
Case StudySlider Fabrication Process in HDD Manufacturing System
Problem StatementHybrid Flow Shop SystemN -jobs, M-machines, and S-stages
Complicated Environments Re-entrant Flow
Batch Processing
Time Windows
Various Products to be Produced
High Flexibility Machines
Dependent Setup Times
Machine Eligibility
Etc.
Objective FunctionMaximize Throughput
To minimize makespan
To minimize mean flow time
To minimize number of lot-loss52
Re-entrant Flow-shop Scheduling
4.1 HDD Manufacturing Scheduling
53
Real Data from the FactoryDefining processing time by
standardizationDefining Data
Real Process Name Real
restriction
No.of
machinesProcTime [m] Batch Size Machines Operations ProcTime
Main Process Sub-process
Process 1
Sub-proc 1 - 1 6.5 1 WS-1 o1 6
Sub-proc 2
1st entry
1 10 1 WS-2
o2a
72nd entry o2b
3rd entry o2c
4th entry o2d
Sub-proc 3 Only B 1 16 1 WS-3 o3 9
Sub-proc 4 - 1 2 1 WS-4 o4 5
Sub-proc 5 - 1 0.3 1 WS-5 o5 5
Sub-proc 6 - 1 0.3 1 WS-6 o6 5
Process 2Sub-proc 7 - 1 210 1 WS-7 o7 54
Sub-proc 8 - 1 10 1 WS-8 o8 7
Process 3Sub-proc 9 Only A 1 15 1 WS-9 o9 8
Sub-proc 10 Only A 1 8 1 WS-10 o10 7
Process 4
Sub-proc 11A
1 20 1 WS-11o11A 10
B o11B
Sub-proc 12A
1 8 1 WS-12o12A 7
B o12B
Process 5 Sub-proc 13A
110.2
1 WS-13o13A 7
B 11.5 o13B 8
Process 6 Sub-proc 14A
14.8
1 WS-14o14A 6
B 5.6 o14B 6
Process 7 Sub-proc 15A
1 1.5 1 WS-15o15A 5
B o15B
Process 8 Sub-proc 16 - 1 35 1 WS-16 o16 13
Process 9 Sub-proc 17
f1
1
26.5
1 WS-17
o17a 11
f2 23 o17b 10
f3 32 o17c 12
Defining processing time by standardized method Standardization
Defining Processes
4.1 HDD Manufacturing Scheduling Proposed Topics in NTHU
54
M1,1
Room A
M1,3
M1,2
M2,1
M2,3 M3,3
M1,4
M... …
M1,5
M.. ...
M1,(s-1)
M2,sM1,s
M2,2
M2,1
M2,2
Mm,1
Mm,2
Room B
M2,4
M2,5
M2,4
M2,5
Mm,4
Mm,5
M2,(s-1)
Product 1 Product n
…
…
…
…
M1,1
M1,2
M1,4
M1,5
Solving the RHFS problem under time windowTo maximize throughput and minimize mean flow time (multi-obj.)• Multi-stages (N-jobs, M-machines, S-stages)• Vary batch sizes processing• Reentrant constraint and Time windows constraint
M1,1
M5,1
M2,1
M5,2
M6,3M6,1
M1,3
M2,3
M6,2
M1,2
M2,2
Product Family(A1, A2, A3)
Product Family(A1, A2, A3)
Product Family(B1, B2, B3)
Product Family(B1, B2, B3)
M3,1 M3,2
M4,1 M4,3M4,2
M3,2
TW

2015/10/27
10
4.1 HDD Manufacturing Scheduling
55
Real Case Data Defining Data
Real Name No. of Lots Group I Group IIProduct
TypesProducts No. of Lots
Product 1 100
A
1 A1 P-1 9
Product 2 175 1 A1 P-2 11
Product 3 1,243 2 A2 P-3 32
Product 4 866 1 A1 P-4 25
Product 5 1,137 2 A2 P-5 30
Product 6 228 3 A3 P-6 12
Product 7 228
B
1 B1 P-7 12
Product 8 510 2 B2 P-8 17
Product 9 841 3 B3 P-9 24
Product 10 1,533 2 B2 P-10 38
Product 11 139 3 B3 P-11 10
7,000 /weeks
Real product data and defining products
Standardization
In real case, about 7,000 lots of all products will be produced with manufacturing
system which has 148 machines, while there are only 220 lots in simplification case.
Defining Products and Lot-sizes
4.1 HDD Manufacturing Scheduling
56
4 products (J1, J2, J3, J4)
One lot for a product
7 machines (7 workstations)
One machine for a workstation
30-min time windows (WS-6 to WS-7)
Step Machine J1 J2 J3 J4
1 WS-1 o1 o1 o1 o1
2 WS-2 o2a o2 o2a o2a
3 WS-3 o3 o3 o3 o3
4 WS-2 o2b o2b o2b o2b
5 WS-4 o4 o4 o4 o4
6 WS-2 - - o2c o2c
7 WS-5 o5 o5 - -
8 WS-6 o6A o6A o6B o6B
9 WS-7 o7a o7b o7a o7c
Data Defined
Machines Operations Processing Time (min)
WS-1 o1 6
WS-2
o2a 7
o2b 7
o2c 7
WS-3 o3 5
WS-4 o4 54
WS-5 o5 8
WS-6o6A 7
o6B 8
WS-7
o7a 11
o7b 10
o7c 12
Processing time data for small size RFSs problem
Operation sequences for small size RFSs problem
Process flows of the small size RFSs problem
Time
Windows
WS-1
WS-2
WS-3
WS-4
WS-6
WS-7
WS-5
J2
J1, J2
o2a
o3
o2b
o5
o6A
o7a
o1
o7b
J3, J4
J3
o1
o2a
o3
o2b
o4
o2c
o6B
o7a o7c
o4
J1 J4
Small Size RFSs Problem
Fuzzy Logic Systems Inst.
4.2 Hybrid Genetic Algorithm with Left-shift
57
Step Machine
In the same group of family A In the same group of family B
J1 J2 J3 J4
Operation Successor Operation Successor Operation Successor Operation Successor
1 WS-1 o1 o2a o1 o2a o1 o2a o1 o2a
2 WS-2 o2a o3 o2a o3 o2a o3 o2a o3
3 WS-3 o3 o2b o3 o2b o3 o2b o3 o2b
4 WS-2 o2b o4 o2b o4 o2b o4 o2b o4
5 WS-4 o4 o5 o4 o5 o4 o2c o4 o2c
6 WS-2 - - - - o2c o6B o2c o6B
7 WS-5 o5 o6A o5 o6A - - - -
8 WS-6 o6A o7a o6A o7b o6B o7a o6B o7c
9 WS-7 o7a - o7b - o7a - o7c -
S To1 o2a o3 o2b o4 o5
o6A
o6B
o7a
o7b
o7c
Precedence Relationship Graph :
o2c
J1 = {o1, o2a, o3, o2b, o4, o5, o6A, o7a}
J2 = {o1, o2a, o3, o2b, o4, o5, o6A, o7b}
J3 = {o1, o2a, o3, o2b, o4, o2c, o6B, o7a}
J4 = {o1, o2a, o3, o2b, o4, o2c, o6B, o7c}
Operation sets :
Operation sequences and successors for small size RFSs problem
Operation Sequence
Fuzzy Logic Systems Inst.
4.2 Hybrid Genetic Algorithm with Left-shift
58
procedure: HGA for RFS modelinput: RFS problem data, GA parameters (popSize, maxGen, pM, pC)output: the best schedulebegin
t 0; // t: generationinitialize P(t) by operation-based encoding routine; // P(t): populationcheck & repair P(t) time window constraint for all chromosomes;evaluate P(t) by operation-based decoding routine & keep best solution; fitness assignmentwhile (not terminating condition) do
create C(t) from P(t) by two cut-point crossover routine; // C(t): offspringcreate C(t) from P(t) by swap mutation routine;create C(t) from P(t) by insert mutation routine;check & repair precedence constraint for all offspring C(t);check & repair time window constraint for all offspring C(t);improve offspring C(t) by left-shift routine;evaluate eval(P,C) by operation-based decoding routine & update best solution;select P(t+1) from P(t) and C(t) by roulette wheel selection routine;tune parameters by auto-tuning strategy FLC routine;t t + 1;
end;output the best schedule
end;
HGA with Left-shift for RFS
Chamnanlor, C., K. Sethanan, C-F Chien & M. Gen, 2014: Re-entrant flow shop scheduling problem with time windows using hybrid genetic algorithm based on autotuning strategy, Inter. J. of Production Research, vol52,no9,pp2612-2629.
4.3 Computational Experiment
59
Machines Operations
ProcTime [m]
Real Data
(xi)
Standardized
data (10(yi+1))
WS-1 o1 6.5 6
WS-2
o2a
10 7o2b
o2c
o2d
WS-3 o3 16 9
WS-4 o4 2 5
WS-5 o5 0.3 5
WS-6 o6 0.3 5
WS-7 o7 210 54
WS-8 o8 10 7
WS-9 o9 15 8
WS-10 o10 8 7
WS-11o11A 20 10o11B
WS-12o12A 8 7o12B
WS-13o13A 10.2 7
o13B 11.5 8
WS-14o14A 4.8 6
o14B 5.6 6
WS-15o15A 1.5 5o15B
WS-16 o16 35 13
WS-17
o17a 26.5 11
o17b 23 10
o17c 32 12
Machines Operations
ProcTime [m]
Standardized Data
(10(yi+1))
WS-1 o1 6
WS-2
o2a 7
o2b 7
o2c 7
WS-3 o3 5
WS-4 o4 54
WS-5 o5 8
WS-6o6A 7
o6B 8
WS-7
o7a 11
o7b 10
o7c 12
Time Windows
= 300 min/lot
Time Windows
= 30 min/lot
Table: Data in this table used for 17 machines
Table: Data in this table used for 7 machines
Note: i
i xxn
ds 2)(1..ii
ids
xxy
;
..and
The standardized data of both table are
computed by equation below:
Experimental Plan (1/2)
Fuzzy Logic Systems Inst. 60
Simple Test Problem without Lot Sizes
No.
Simple Problem without Lot Sizes by GA
pC = 0.6 pC = 0.8
pM = 0.1 pM = 0.2 pM = 0.1 pM = 0.2
Makesp
anLoss
Makesp
an Loss
Makesp
an Loss
Makesp
an Loss
1 4051 1 3900 2 3864 2 3937 2
2 3864 2 3909 2 3869 2 3965 2
3 3946 2 3856 2 3985 2 3898 2
4 3909 2 3886 2 3864 2 3877 2
5 4090 2 3966 2 3882 2 3924 2
6 3891 2 4023 2 3940 1 3934 2
7 3849 1 3897 2 3942 2 3831 2
8 3987 2 4017 2 4012 2 3922 2
9 3972 2 4056 2 3972 2 3898 2
10 4080 2 3828 2 3955 2 3879 2
Best 3849 1 3828 2 3864 1 3831 2
Mean 3963.9 1.8 3933.8 2 3928.5 1.9 3906.5 2
S.D. 87.81 0.42 77.09 0.00 54.87 0.32 38.19 0.00
No.
Simple Problem without Lot Sizes by GA
pC = 0.6 pC = 0.8
pM = 0.1 pM = 0.2 pM = 0.1 pM = 0.2
Makesp
anLoss
Makesp
an Loss
Makesp
anLoss
Makesp
anLoss
1 267 1 266 2 266 2 266 2
2 266 2 266 2 266 2 267 1
3 268 2 266 2 266 2 267 2
4 267 2 268 2 268 2 267 2
5 266 2 267 2 267 1 267 2
6 266 2 267 2 266 2 266 2
7 270 2 267 2 267 2 266 2
8 266 2 268 2 266 2 266 2
9 267 2 268 2 268 2 268 2
10 268 2 267 2 268 2 266 2
Best 266 1 266 2 266 1 266 1
Mean 267.1 1.9 267 2 266.8 1.9 266.6 1.9
S.D. 1.29 0.32 0.82 0.00 0.92 0.32 0.70 0.32
Genetic parameters: pC = 0.8 and pM = 0.2 should be used for computing the experimental
problems.
Simple Test Problem with Lot-ize
Testing Parameters
Chamnanlor, C., K. Sethanan, C-F Chien & Mitsuo Gen, 2014: Re-entrant flow shop scheduling problem with time windows using hybrid genetic algorithm based on autotuningstrategy, Inter. J. of Production Research, vol.52,no.9, pp2612-2629.

2015/10/27
11
4.3 Computational Experiment
61
Problem
Types
Parameters GA without Time Window HGA with Time Window
popSize maxGen Makespan [m] Loss CPU [m] Makespan [m] Loss CPU [m]
Simple 10 100 267.2 1.2 0.03 266.6 0 0.09
w/o. Lot
Size20 1000 266.0 1.1 0.62 266.0 0 1.21
Simple 10 100 3908.3 0.9 0.04 3854.6 0 0.08
w. Lot Size 20 1000 3829.6 0.4 0.56 3820.3 0 1.09
Standard 10 1000 784.9 0.8 2.35 720.5 0 11.83
w/o. Lot
Size20 2000 770.8 0.7 9.11 718.2 0 29.40
Standard 10 1000 16270.8 1.9 2.36 14332.8 0 11.72
w. Lot Size 20 2000 15789.4 0.7 8.97 14128.0 0 29.51
Table: Results of GA and HGA by problem types Computational Results
Chamnanlor, C., K. Sethanan, C-F Chien & Mitsuo Gen, 2014: Re-entrant flow shop scheduling problem with time windows using hybrid genetic algorithm based on autotuningstrategy, Inter. J. of Production Research, vol.52,no.9, pp2612-2629.
5.1 TFT-LCD Manufacturing Scheduling
5.2 Multiobjective Hybrid GA with TOPSIS
5.3 Computational Experiment
5. TFT-LCD Manufacturing Scheduling
Gen, M. & R. Cheng, 2000: Genetic Algorithms and Engineering Optimization, John Wiley & Sons, New York.Gen, M., R. Cheng & L. Lin, 2008: "Network Models and Optimization: Multiple Objective Genetic Algorithm",
710pp, Springer, London.Gen, M. & L. Lin., 2009: Genetic Algorithms,15pp, in Benjamin Wah ed.: Wiley Encyclopedia of Computer
Science and Engineering, John Wiley & Sons, Hoboken, N.J.Yu, X. & M. Gen, 2010: Introduction to Evolutional Algorithms, 418pp, Springer, London.Gen, M. & Lin, L. , 2014: Multiobjective evolutionary algorithm for manufacturing scheduling problems:
state-of-the-art survey, J. of Intelligent Manufacturing, DOI 10.1007/s10845-013-0804-4, 18pp.
Chou, C-W C-F Chien & M. Gen, 2014: A Multiobjective Hybrid Genetic Algorithm for TFT-LCD Module
Assembly Scheduling, IEEE Trans. on Automation Sci. and Eng., vol.10, no.3, pp. 692-705. 62
5.1 TFT-LCD Manufacturing Scheduling
The Module Process is to assemble customized components (e.g., integrated circuit, printed circuit board, driver board, backlight, and chassis) onto the panels to complete the final TFT-LCD production.
63
Array & CF Process
CF Process
Glass Substrate Photo R Photo G
Photo B
Photo BM
PS ITO
DevelopingEtchingStrippingPatterning
ExposuringPR CoatingDepositionGlass Substrate
Array Process Mask
Cell Process
PI Rubbing Sealant Printing LC Filling
ODF Assembly CF InputPolarizer Attaching
Cutting
TFT Input
Module Process
Cell Input IC Bonding PCB Bonding ComponentsAssembly
Burn-In TestPacking & Shipping InspectionFuzzy Logic Systems Inst.
5.1 TFT-LCD Manufacturing Scheduling
6
4
This is an example of TFT-LCD module assembly line FJSP problem. In this case, we have 8 Jobs (J1, J2, J3, J4, J5, J6 , J7, J8) with different function 5 workstations (WS-1, WS-2,…, WS-5) that have multiple machines could be chosen. And depending on its product family, there are different types of processes to be accessed.
M5
WS-1 (JI): M1, M2, M3
M2M1 M3
WS-2 (3D VAS): M4M4
WS-3 (Packer): M5
WS-4 (MA): M6, M7
WS-5 (3D Cal.): M8
M7M6
M8
o11
o12
J1
o21
o22
J2
o31
o32
J3
o33
o34
o51
J5
o52
o53
o61
o62
J6
o42
o43
J4
o41
o71
o72
J7
o81
o82
J8
o83
o84
Chou, C-W C-F Chien & M. Gen, 2014: A Multiobjective Hybrid Genetic Algorithm for TFT-LCD Module Assembly Scheduling, IEEE Trans. on Automation Sci. and Eng., vol.10, no.3, pp. 692-705.
5.1 TFT-LCD Manufacturing Scheduling
Precedence relationship of TFT-LCD Module assembly with five different types of routes is as follows:
65
S
WS_1JI
WS_23D VAS
WS_3Packer
WS_4MA
WS_53D Cal.
T
O11, O61 O12, O61
O21, O71 O22, O72
S O31, O81 O32, O82 O33, O83 O34, O84 T
O41 O42 O43
O51 O52 O53
J1, J6
J2, J7
J3, J8
J4
J5
Precedence relationship of 8 different types of Jobs (J1, J2, J3, J4, J5, J6 , J7, J8) with different function 5 workstations (WS-1,
WS-2,…, WS-5) in TFT-LCD Module assembly
system.
5.2 Multiobjective Hybrid GA with TOPSIS
66
procedure: Multi-Objective Hybrid Genetic Algorithm (MO-HGA)input: data set, GA parameters (popSize, maxGen, pC, pM)output: the best implement schedulebegin
t ← 0; // t: generationsinitialize P(t) by encoding routine; // P(t): populationcalculate objectives fi(P), i = 1, 2, 3 by decoding routine;create Pareto E(P) by non-dominated routine; // Fast non-dominated sortevaluate eval(P) by fitness assignment routine & keep the best Pareto solution;//TOPSISwhile (terminating condition)
create C(t) from P(t) by crossover routine; // C(t): offspringcreate C(t) from P(t) by mutation routine;improve C(t) by variable neighborhood descent (VND) routine;calculate objectives fi(C), i = 1, 2, 3 by decoding routine;update Pareto E(P, C) by non-dominated routine;evaluate eval(P) by fitness assignment routine & update the best Pareto solution;
//TOPSISselect P(t+1) from P(t) and C(t) by elitism strategy in selection routine;auto-tuning pC, pM by Fuzzy Logic Controller; Step 10
t ← t + 1; end;
output the best schedule;end;
Meet terminating
condition
Start
Initialize P(t) by encoding
Calculate fi(t) by decoding
Create Pareto E(P) by non-
dominated routine
Evaluate eval(P) by fitness
assignment routine
Create C(t) by crossover
routine
Create C(t) by mutation routine
Update C(t) by VND
Calculate fi(P) by decoding
Update Pareto E(P,C) by non-
dominated routine
Evaluate eval(P) by fitness
assignment routine (TOPSIS)
Stop
Yes
No
Select next generation by
select routine (Elitist)
Input problem
data, parameters
Auto-tuning (pC, pM) by
Fuzzy Logic Controller
Output best solution
Step 1
Step 2
Step 3
Step 4Step 5Step 6
Step 7
Step 2
Step 8
Step 3
Step 4
Step 9
Procedure of Multiobjective Hybrid GA with TOPSIS:

2015/10/27
12
5.2 Multiobjective Hybrid GA with TOPSIS
Encoding design Operation sequence vector encoding
Machine assignment encoding
Operation sequence vector Earliest Due Date (EDD) strategy (Cheng et al. 1999): selecting a
job with earliest due date in which the key factor impact the objective function CLIP. (50%)
Random rule (50%)
Machine assignment encoding Minimal processing time strategy (Kacem et al. 2002, Pezzella et al.
2008): the procedure consists in finding, for each operation, the machine with the minimum processing time, fixing that assignment, and then to add this time to every subsequent entry in the same column (machine workload update). (50%)
Random rule (50%) Chou, C-W C-F Chien & M. Gen, 2014: A Multiobjective Hybrid Genetic Algorithm for
TFT-LCD Module Assembly Scheduling, IEEE Trans. on Automation Sci. and Eng., vol.10, no.3, pp. 692-705.
67
5.2 Multiobjective Hybrid GA with TOPSIS
Two-vector chromosome: operation sequence vector v1, and machine assignment vector v2
Each possible chromosome always depicts a feasible solution candidate.
For example, position 1 in v1(1) indicates o61 (i.e., the first operation of job 6), and position 1 in v2(1) denotes the machine #1 is assigned for o11.
68
Position: Priority r 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Operation indicated o61 o81 o31 o41 o32 o62 o33 o42 o21 o11 o82 o43 o34 o12 o71 o22 o83 o51 o52 o84 o72 o53
Operation Sequence: v1(r) 6 8 3 4 3 6 3 4 2 1 8 4 3 1 7 2 8 5 5 8 7 5
Position: r 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Operation indicated o11 o12 o21 o22 o31 o32 o33 o34 o41 o42 o43 o51 o52 o53 o61 o62 o71 o72 o81 o82 o83 o84
Machine assignment: v2(r) 1 5 3 6 3 4 7 8 4 1 7 4 3 7 1 5 3 7 2 4 7 8
5.3 Computational Experiment
69
Setup Time
Schedule: S = {o61, o81, o31, o41, o32, o62, o33, o42, o21, o11, o82, o43, o34, o12, o71, o22, o83, o51, o52, o84, o72, o53}
S = {(o61, M1, 0-13.8), (o81, M2, 0-30.0), (o31, M3, 0-14.0), (o41, M4, 0-3.0), (o32, M4, 14.0-20.0), (o62, M5, 13.8-28.8), (o33, M7, 20.0-32.0), (o42, M7, 21.0-25.6), (o21, M3, 21.2-38.7), (o11, M1, 32.8-38.55), (o82, M4, 30.0-39.0), (o43, M7, 32.0-37.0), (o34, M8, 23.0-56.0), (o12, M5, 38.55-44.8), (o71, M3, 38.7-52.7), (o22, M6, 38.7-63.7), (o83, M7, 39.0-57.0), (o51, M4, 46.2-53.7), (o52, M3, 59.9-77.4), (o72, M7, 60.6-72.6), (o53, M7, 77.4-92.4), (o84, M8, 57.0-93.0)}
Makespan: 93 [K sec], Total workload 310.9 [K sec], CLIP 100 [%]
M1 o61 o42 o11
M2 o81
M3 o31 o21 o71 o52
M4 o41 o32 o82 o51
M5 o62 o12
M6 o22
M7 o33 o43 o83 o72 o53
M8 o34 o84
3.0 13.8 20.0 21.0 25.6 28.8 32.8 38.5 38.7 44.8 53.7 56.0 59.9 63.7 77.4 92.4 93.0
Start setup time early
Take MO-HGA with VND & FLC result as instance, it found the best compromised schedule with makespan 258.0 [K sec], total workload 1,372.5 [K sec], CLIP 97.7 [%].
Comparing the MO-GA, MO-HGA with VND, MO-HGA with VND & FLC experiment result using TOPSIS, the MO-HGA with VND & FLC could get the best compromised schedule.
The proposed MO-HGA turns out the better solution sets.
70
Terminating with same objective values over 20 generations
40 Jobs with 22 Machines
MO-GA MO-HGA with VNDMO-HGA
with VND & FLC
CM
[K sec]WT
[K sec]CLIP[%]
CPU[sec]
CM
[K sec]WT
[K sec]CLIP[%]
CPU[sec]
CM
[K sec]WT
[K sec]CLIP[%]
CPU[sec]
5242.5 44870.4 25.70 35.6 259.5 1368.5 97.71 416 258.0 1372.5 97.71 311
40 Jobs with 22 Machines
MO-GA MO-HGA with VNDMO-HGA
with VND & FLC
Terminating Time [Sec]
CM
[K sec]WT
[K sec]CLIP[%]
CM
[K sec]WT
[K sec]CLIP[%]
CM
[K sec]WT
[K sec]CLIP[%]
60 5057.5 43386.6 64.55 2121.0 7606.1 69.13 278.8 1429.5 91.82
180 7007.5 51296.9 67.43 256.5 1385.5 97.71 259.0 1377.0 94.44
5.3 Computational Experiment
6. Conclusions
71
Combinatorial Optimization Problems (COP) arise in the design,modeling, and planning in many Manufacturing and Logistics Systems.Almost every important real-world decision making problem involvesmultiple and conflicting objectives.
Evolutionary Algorithms (EA) have received considerable attention asa novel approach to various COP. We explained recent the following EA:
1. Comparison of EAs: GA, PSO and DE (Differential Evolution)2. Hybrid GA-based PSO (Particle Swarm Optimization)3. Estimation of Distribution Algorithm (EDA; Cooperative EDA)
We introduced the following COP models in Manufacturing Systems byrecent EA techniques :
1. Semiconductor Final Test Scheduling by Cooperative EDA2. HDD Manufacturing Scheduling by HGA with Local Search3. TFT-LCD Manufacturing Scheduling by MO-HGA with TOPSIS
We are expanding recent EA to the FJSP model-based case studies:1. Hybrid PSO with GA operators for Dynamic Scheduling models
including a Rescheduling model to apply real world problems.2. Makovian network-based EDA for Resource constrained Project
Scheduling problem.