ion implantation boriding of iron and aisi m2 steel using a high-current density, low energy,...
TRANSCRIPT

Surface and Coatings Technology 103–104 (1998) 52–57
Ion implantation boriding of iron and AISI M2 steel using a high-currentdensity, low energy, broad-beam ion source
J.A. Davis a, P.J. Wilbur a,*, D.L. Williamson b, R. Wei c, J.J. Vajo ca Department of Mechanical Engineering, Colorado State University, Fort Collins, CO 80523, USA
b Physics Department, Colorado School of Mines, Golden, CO 80401, USAc Hughes Research Laboratories, Malibu, CA 90625, USA
Abstract
Ions derived from solid boron and extracted into a broad beam were implanted at low energies into a-iron and AISI M2 toolsteel surfaces to alter their tribological characteristics. The implantations were accomplished at elevated temperatures and thisfacilitated thermal diffusion yielding relatively thick treated layers. The effects of the surface temperature associated with theimplantation process on sliding wear behavior, hardness, microstructure and B concentration profiles were studied systematically.Boron implantation at 20 keV and 500 mA cm−2 reduced the sliding wear rate of iron and quenched-and-tempered M2 steel at alltemperatures studied. Implantation temperatures as low as 600 °C were sufficient to effect significant thermal diffusion leading toa thick wear resistant layer in iron, while 700 °C was needed for the steel. © 1998 Elsevier Science S.A.
Keywords: Ion implantation; Boriding; Diffusion; Boron
1. Introduction amorphous layers [3,4]. While these layers can reducethe wear rate of a system [3] they tend to wear awayquickly at higher loads. Further, systems used to do thisConventional boriding [1,2] has been accomplished
in various ways (i.e. pack, bath, gas and plasma borid- implanting have the drawback of using the same toxicand explosive gases used for gas and plasma boriding,ing) to create wear resistant iron boride layers on the
surfaces of iron and steels. These layers are thick although in much lower amounts.To alleviate the problems of toxic gases, low dose(10–150 mm) but the processing requires large amounts
of thermal energy for the pack and bath methods and rates and low diffusion rates, a system which vaporizesboron from a solid, ionizes the boron vapor and extractstoxic and explosive gases for the gas and plasma methods
[1]. Another drawback of boriding involves an inability an ion beam with a high beam current density has beenused [5]. Implantation results obtained with this systemto separate the delivery rate of boron to a surface and
the diffusion rate of boron in the metal beneath the at high substrate temperatures (600–950 °C), a highbeam current density (500 mA cm−2) and a relativelysurface, because both are controlled by a single system
temperature. This leads to the formation of dual boride low beam energy (20 keV ) into a-iron and AISI M2 aredescribed herein. A goal is to determine the extent tolayers (FeB over Fe2B) in which opposing residual
stresses can induce cracking along the interface between which boron delivered to ferrous surfaces under theseconditions diffuses beyond the ballistic implantationlayers and attendant spalling leading to rapid wear of
the system. depth, forms desired borides and decreases surfacewear rates.A process in which the boron delivery rate is con-
trolled independent from the diffusion rate is conven-tional ion implantation. Typically, however, boron hasbeen implanted at low sample temperatures and low
2. Experimentaldoses (up to 2×1017 B cm−2) and this has yielded thin
Pure a-iron (99.5%) and M2 steel were used to investi-* Corresponding author. gate ion implantation of boron at high substrate temper-
0257-8972/98/$19.00 © 1998 Elsevier Science S.A. All rights reserved.PII S0257-8972 ( 98 ) 00374-0

53J.A. Davis et al. / Surface and Coatings Technology 103–104 (1998) 52–57
atures, that is, ion implantation boriding. The iron discs (AES) coupled with ion sputtering were used to deter-mine treated-layer thicknesses. Sensitivity factors forwere 4.8 cm in diameter and 1.83 mm thick and had
been polished to a mean roughness of 0.015 mm. The boron and iron in the AES system were determined byanalyzing a sample of 99% pure FeB.M2 steel (4.4 Cr, 3.0 Mo, 2.3 V, 1.9 W, 4.1 C, balance
Fe in at%) samples were blocks machined to the specifi- The iron discs were wear tested on an oscillating pin-on-disk machine [7] to determine the effect of ioncations for block-on-ring testing [6 ], heat treated to a
quenched and tempered state (Rc 62.5), and polished to implantation boriding on their wear characteristics. AWC pin with a tip radius of 3.2 mm, a load of 3.5 Na final mean roughness of 0.25 mm. They were worn
against unimplanted 35-mm-diameter rings fabricated (Hertzian contact stress of 1.7 GPa), a sliding speed of100 rpm (~0.17 m s−1) and continuous washing with afrom the same material and heat treated to the same
state as the blocks but with a surface roughness of boundary lubricant (10% oleic acid in kerosene) wereused in these tests. Wear rates were determined by0.3 mm.
Discs and blocks were cleaned ultrasonically for 5 min removing the disc and measuring its mass periodicallyover a 30-h total test duration. Mean masses, each basedeach in chlorothene and acetone before they were placed
in a vacuum system and implantation borided. The on ten measurements on a balance accurate to±0.05 mg, were used to determine mass losses andmetal ion implantation system [5] used to do this derived
boron from a pure amorphous powder (99.99%, 300 wear rates.The M2 steel blocks were tested using a block-on-mesh). Implantation involved electron bombardment
heating of 1-cm-diameter boron pellets in a crucible ring tribometer for 1 h at 300 rpm (0.55 m s−1) and anormal load of 222 N (271 MPa Hertzian stress). Theseuntil the boron was vaporized and then ionization to
create a pure boron plasma. A beam of boron ions tests were conducted with a water-soluble boundarylubricant (Long-life 20/20@ diluted 20-to-1 with water).extracted electrostatically from this plasma was then
implanted directly into a disc or block. During process- The volume worn from each block was determined usingthree wear-scar-width measurements [6 ] and verified bying, the temperature of the disc or block was monitored
by a thermocouple near the surface and controlled by associated mass losses.adjusting the power to a carbon resistance heater onwhich the disc or block was mounted.
To determine the changes in surface microstructure 3. Resultsinduced by ion implantation boriding, the surfaces ofboth the iron discs and M2 blocks were analyzed using 3.1. IronX-ray diffraction ( XRD) utilizing Cu Ka (8 keV ) X-raysin the Bragg–Brentano configuration. Such X-rays Since temperature has been found to have a dominant
influence on treated-layer thickness and as a conse-sample surface layers that are 1–3 mm thick. In somecases conversion electron Mossbauer spectroscopy quence on tribological performance, its effect was
studied. Iron samples were B ion implanted at 20 keV(CEMS) was used to characterize a 0.1-mm-thick surfacelayer on a-Fe discs. Boron concentrations measured as and 500 mA cm−2 at temperatures between 600 and
950 °C. The data of Fig. 1 show high concentrations ofa function of depth using Auger electron spectroscopy
Fig. 1. Effect of temperature on boron concentration profiles for implantation-borided iron.

54 J.A. Davis et al. / Surface and Coatings Technology 103–104 (1998) 52–57
ballistic depth of 0.05 mm [9]. It is noted that substantialboron diffusion beyond 0.8 mm may be occurring, but itis not certain from the data of Fig. 1 because noiseobscures the boron AES signal at concentrations below~10 at%.
The XRD data of Fig. 2 show the dominant borideis Fe2B at all temperatures and this is consistent withthe CEMS data. At some temperatures Fe23B6 is alsoobserved and at 950 °C, Fe3B begins to appear. At noconditions, however, is the undesirable, brittle FeB phaseobserved.
Mass-loss histories over 30-h pin-on-disc wear tests,which are shown in Fig. 3, indicate that ion implantationboriding at any temperature improves the wear resis-tance of iron. The discs implanted at temperatures of750 °C and below, which had the continuous boridelayers, however, show little to no mass loss, while thoseimplanted at the higher temperatures where the precipi-tate coverage is discontinuous, exhibit substantial massloss rates. Surface micrographs taken during wear testingsuggest the increased wear on the 800–900 °C discsoccurs as precipitates are pushed into the iron matrixthereby exposing it to increased pin contact. This didnot occur on the continuous layers produced at thelower temperatures.
Fig. 2. XRD patterns for implantation-borided iron.3.2. AISI M2
Ion implantation boriding of M2 tool steel in theboron (~39 at%) are produced near the surface attemperatures of 750 °C and below. CEMS analyses on temperature range 600–900 °C was also studied. Fig. 4
shows the B concentration profile determine by AES forthe 600 and 700 °C discs showed they were 89 and 93%Fe2B, respectively, near their surfaces and this is consis- a block that was implantation borided at 700 °C. It
shows that boron diffuses to a depth (~0.5 mm) that istent with both the data of Fig. 1 and the presence of acontinuous Fe2B layer. At higher temperatures (800 °C much greater than the calculated ballistic depth of
0.05 mm [9]. The boron diffusion depth in the steel isand above) Fig. 1 shows mean surface boron concen-trations at and below 29 at%. Because the AES beam less than that for pure iron at this temperature probably
because it contains alloying elements, which have beendiameter for these measurements is 100 mm they repre-sent mean concentrations over a relatively large area. reported to slow the diffusion of B in steels [10].
XRD measurements show no evidence of borides onCorresponding CEMS data yielded 62 and 72% Fe2B ina-Fe, respectively, at 800 and 900 °C. These results M2 steel blocks implanted at 500 and 600 °C, Fe23B6
with small amounts of Fe2B at 700 and 750 °C andsuggest that the surface layers become discontinuous atthe higher temperatures. Optical microscopy reinforced Fe23B6 with a small amount of Fe3B at 900 °C. No
evidence of the brittle FeB phase was seen in any block.these results by revealing continuous boride layers onthe samples implanted at and below 750 °C and discrete On the basis of these tests, it appears that B diffusion
in M2 steel is insignificant for temperatures at andmicron-size boride precipitates in an iron matrix abovethis temperature. These precipitates have been seen below 600 °C.
The data of Fig. 5 show that borides formed inpreviously and identified as Fe2B [8]. It is noted thatthe theoretical concentration of boron in Fe2B is 33 at% implantation borided M2 steel increase its surface hard-
ness relative to M2 steel that has experienced the sameand it is suggested that the additional 6% B associatedwith the 600–750 °C discs of Fig. 1 is due to diffusing thermal history. This figure suggests, however, that the
high temperatures required for implantation boridingboron that is trapped as a consequence of the rapidcooling rate (65 °C min−1) that occurs when the implant- induce a substantial softening of the bulk material that
can overwhelm the hardening of the surface. The dataation stops.The AES concentration profiles also reveal that the indicate that substantial softening of the bulk material
occurs during the 15-min processing time at temper-layer thicknesses, which range from 0.55 to ~0.8 mm,are an order of magnitude greater than the calculated atures of 700 °C and above. However, there is evidence

55J.A. Davis et al. / Surface and Coatings Technology 103–104 (1998) 52–57
Fig. 3. Effect of implantation boriding temperature on iron wear behavior.
Fig. 4. Boron concentration profile for implantation-borided M2 tool steel.
Fig. 5. Effect of implantation boriding temperature on surface hardness of quenched-and-tempered M2 steel.
56 J.A. Davis et al. / Surface and Coatings Technology 103–104 (1998) 52–57
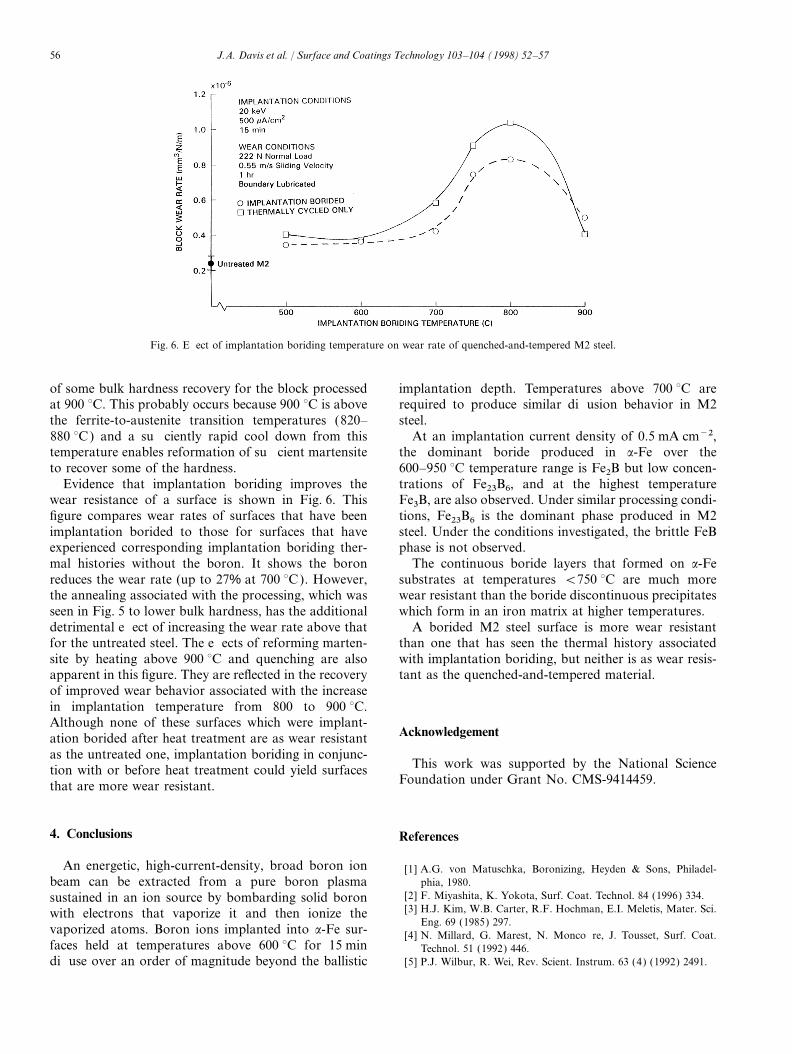
Fig. 6. Effect of implantation boriding temperature on wear rate of quenched-and-tempered M2 steel.
of some bulk hardness recovery for the block processed implantation depth. Temperatures above 700 °C arerequired to produce similar diffusion behavior in M2at 900 °C. This probably occurs because 900 °C is above
the ferrite-to-austenite transition temperatures (820– steel.At an implantation current density of 0.5 mA cm−2,880 °C ) and a sufficiently rapid cool down from this
temperature enables reformation of sufficient martensite the dominant boride produced in a-Fe over the600–950 °C temperature range is Fe2B but low concen-to recover some of the hardness.
Evidence that implantation boriding improves the trations of Fe23B6, and at the highest temperatureFe3B, are also observed. Under similar processing condi-wear resistance of a surface is shown in Fig. 6. This
figure compares wear rates of surfaces that have been tions, Fe23B6 is the dominant phase produced in M2steel. Under the conditions investigated, the brittle FeBimplantation borided to those for surfaces that have
experienced corresponding implantation boriding ther- phase is not observed.The continuous boride layers that formed on a-Femal histories without the boron. It shows the boron
reduces the wear rate (up to 27% at 700 °C ). However, substrates at temperatures <750 °C are much morewear resistant than the boride discontinuous precipitatesthe annealing associated with the processing, which was
seen in Fig. 5 to lower bulk hardness, has the additional which form in an iron matrix at higher temperatures.A borided M2 steel surface is more wear resistantdetrimental effect of increasing the wear rate above that
for the untreated steel. The effects of reforming marten- than one that has seen the thermal history associatedwith implantation boriding, but neither is as wear resis-site by heating above 900 °C and quenching are also
apparent in this figure. They are reflected in the recovery tant as the quenched-and-tempered material.of improved wear behavior associated with the increasein implantation temperature from 800 to 900 °C.Although none of these surfaces which were implant-
Acknowledgementation borided after heat treatment are as wear resistantas the untreated one, implantation boriding in conjunc-
This work was supported by the National Sciencetion with or before heat treatment could yield surfacesFoundation under Grant No. CMS-9414459.that are more wear resistant.
4. Conclusions References
An energetic, high-current-density, broad boron ion [1] A.G. von Matuschka, Boronizing, Heyden & Sons, Philadel-phia, 1980.beam can be extracted from a pure boron plasma
[2] F. Miyashita, K. Yokota, Surf. Coat. Technol. 84 (1996) 334.sustained in an ion source by bombarding solid boron[3] H.J. Kim, W.B. Carter, R.F. Hochman, E.I. Meletis, Mater. Sci.with electrons that vaporize it and then ionize the
Eng. 69 (1985) 297.vaporized atoms. Boron ions implanted into a-Fe sur- [4] N. Millard, G. Marest, N. Moncoffre, J. Tousset, Surf. Coat.faces held at temperatures above 600 °C for 15 min Technol. 51 (1992) 446.
[5] P.J. Wilbur, R. Wei, Rev. Scient. Instrum. 63 (4) (1992) 2491.diffuse over an order of magnitude beyond the ballistic

57J.A. Davis et al. / Surface and Coatings Technology 103–104 (1998) 52–57
[6 ] ASTM, Annual Book of ASTM Standards, Designation G77-83, [9] J.F. Ziegler, J.P. Biersack, U. Littmark, The Stopping and Rangeof Ions in Solids, Vol. 1, Pergamon, New York, 1985.v. 03.02, ASTM, Philadelphia, PA, 1983, p. 453.
[7] R. Wei, P.J. Wilbur, W.S. Sampath, D.L. Williamson, Y. Qu, L. [10] G.V. Sampsonov, A.P. Epik, in: H.H. Hausner (Ed.), Coatingsof High Temperature Materials, Plenum Press, New York, 1966,Wong, J. Tribology 112 (1990) 27–36.
[8] P.J. Wilbur, J.A. Davis, D.L. Williamson, J.J. Vajo, R. Wei, Surf. p. 2.Coat. Technol., 96 (1997) 52–57.