is 10518 (1983): snap flask moulding boxes and jackets · is : 10518 - 1983 1.1.1 though the bigger...
TRANSCRIPT

Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 10518 (1983): Snap flask moulding boxes and jackets [MTD14: Foundry]



IS : 10518 - 1983 ( Reaffirmed 1991 )
Indian Standard
SPECIFICATION FOR SNAP FLASK MOULDING BOXES AND JACKETS
( First Reprint FEBRUARY 1998 )
Gr 3
UDC 621.744.33
0 Copyright 1983
BUREAU OF INDIAN STANDARDS MANAK BHAVAN; 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
June 1983

I8 I 10518 - 1983
SNAP FLASK
Indian Standard
SPECIFICATION FOR MOULDING BOXES AND JACKETS
Foundry Sectional Committee, SMDC 17
Chairman Rsprescnting
DR S. S. KEAIWiA National Institute of Foundry and Forge Techno- logy, Ranchi
Members
SHRI M. M. C. AWAWAL Heavy Engineering Corporation Ltd, Ranchi SARI A.K.BANERJEE (Alternate)
SHBI A. K. AWASTEI Steel Authority of India Ltd ( Bokaro Steel Plant ), Bokaro
,!%a~ K. A. GANDHI HMT Ltd, Bangalore SHRI S~JIT SEN ( Aftcrnatc I ) SHRI A. SHANTHARAM ( Alternate II )
SHRI R. M. GORANE Kirloskar Brothers, Pune SHRI D. M. DABAK ( Altnnatc)
SHRI P. L. JAIN National Institute of Foundry and Forge Technology, Ranchi
S~BI K. KISEORE ( Alfernate ) Srrnr L. M. JOSHI DCM Ltd, Delhi
DR V. P. GUPTA ( Altcrnnfc ) SEIXI K. S. LAL Indian Iron & Steel Co Ltd, Calcutta
SHRI R. N. MUKHER JEE ( Alfer~f~ ) SHRI K. N. MEHRA Cooper Engineering Ltd, Satara SHRI M. L. NA~ARE Versatile Engineers, Kolhapur
SERI SUBHASH KIJLKARNI ( Alternate ) SHRI N. V. PANDIT M. M. Suri & Associates ( P ) Ltd, New Delhi SHRI THOMAS PAUL
SHRI C. BHASKARAN ( Alternate ) Pioneer Equipment Co Pvt Ltd, Vadodara
SEW G. N. RAO National Metallurgical Laboratory ( CSIR ), Jamshedpur
SHRI P. P. RA~TOQI Steel Authority of India Ltd (Rourkela Steel
SHRI S. CHAUBEY ( Altcrnak ) Plant ), Rourkela
SHM R. N. SAITA Directorate General of Supplies and Disposals
SHRI DARBARA SINGE ( Alternate ) ( Inspection Wing ), New Delhi
SHRI U. SEN Directorate Gtneral of Technical Development, New Delhi
SHRI Y. H. RAUT ( Alternate ) ( Continutd on page 2 )
@ Cupyri& 1983
BURWU OF INDIAN STANDARDS
This publication is protected under the Indian Cokvright Act ( XIV of 1957 i and
reproduction in whole or in part by any means except with written permission ofthe
publisher shall be deemed to be an infringement of coovrieht under the said Act.

( Continuadfiom pa,oe 1 )
Members
SENIOR CHEMIST AND METALLUR- 13x8~ CLW, C~ITTARANJAN
Rrp7esenting
Ministry of Railways
CHEMIST AND METALLURGIST ( SF j CLW CHITTARANJAN i Altknatc I)
C&MIST ANn’METALLKJnC4lST NF RAILWAY, NEW BONQAI- OAON ( Alter&? II )
SHRI V. P. SHENO~ Tata Engineering & Locomotive Co Ltd, Jamshedpur
SHRI A. BEATTA~HARJEE ( Alternate ) SHRI V. N. SVNDEHAJAN M. N. Dastur & Co Ltd, Calcutta SHRI S. THIYAQARAJAN Southern Alloy Foundries Pvt Ltd, Madras
SHRI A. THAN~AVEL.U ( Alternate ) SHRI V. N. UPADHAYAYA Federation of Engineering Industries of India,
New Delhi SIIRI H. L. BI~ARDWAJ ( Alternate)
SHRI T. S. VENKOBA RAO Ennore Foundries Ltd, Madras SERI K. V. RAMAKRISENAN ( Altnnatc )
SHRI C. R. RAMA RAO, Director General, ISI ( Ex-o&cio Member ) Director ( Strut & Met )
Secretary
SERI S. K. GUPTA Assistant Director (Metals ), IS1
Foundry Moulding Boxes and Patterns, SMDC 17 : 6
Conwner
Sun1 NAND LAL VERMA International Steel Fabricators, Bombay
Mem hers
SHRI H.K. CIIATTE~JEE Bharat Heavy Electricals Ltd, Hardwar SHRI R. P. MEHRA ( Alternate)
SIXRI P. K. DALMIA Steelfabs Delhi, New Delhi SHRI VINOU AG~ARWAL ( Alternate )
SHRI G. B. DALVI Kiran Pattern Works, Bombay SIIRI A. K. GHOSAL HMT Ltd, Hyderabnd
SHRI P. SU~BAIAII ( Alternate ) SHILI GOPI CHAND GUPTA Arch Industries Corporation, Calcutta SHRI P. L. JAIN National Institute of Foundryand Forge Techno-
lorrv. Ranchi VI, SHRI K. S. IYER ( Alternate )
SHRI S. P. NATARAJAn Ennore Foundries Ltd. Madras SHRI S. M. UDAYKUMAR ( Alternate )
SHRI P. K. SAMANTHA Steel Authority of India Ltd ( Bokaro Steel Plant )
SHRI J. B. SAXENA Ministry of Defenrc, DGOF SHRI K. K. MALLICK ( Alternate )
SHRI N. P. SINIXA Tata Engineering 8: l.ocomotive Co Ltd, Jamshedpur

IS:10518 - 1983
Indian Standard
SPECIFICATION FOR SNAP FLASK MOULDING BOXES AND JACKETS
0. FOREWORD
0-I This Indian Standard was adopted by the Indian Standards Institu- tion on 21 February 1983, after the draft finalized by the Foundry Sectional Committee had been approved by the Structural and Metals Division Council.
0.2 Snap flask moulding boxes differ from the conventional type mould- ing boxes since with the help of snap flasks moulding boxes more produc- tion can be obtained with comparatively lesser number of mould boxes in the line. The arrangement of removing the flask from the mould consists of a quick-acting mechanism of cam and lever. TWO opposite corners are rigidly fixed and other two corners are made collapsible, SO that when the mechanism is operated, corners open out and the inap flask becomes ‘free for making next mould A taper jacket is placed around the mould and is kept till the metal becomes solidified after pouring. Thus one snap flask pair can work for many regular moulding boxes, besides there is saving in storing place and capital investment.
0.3 Manufacturing and trade practices followed in the country have been kept in view while preparing the standard,
0.4 For the purpose of deciding whether a particular requirement of this standard is complied with, the final value, observed or calculated, ex- pressing the result of a test or analysis, shall be rounded off in accordance with IS : 2-1960*. The number of significant places retained in the rounded offvalue should be the same as that of the specified value in this standard.
1. SCOPE
1.1 This standard covers requirements for snap flask moulding boxes and the jackets used in foundry. The range of sizes covered is from 295 x 295 mm to 480 x 480 mm.
*Rules of rounding off numerical values ( rroisrd ).
3

IS : 10518 - 1983
1.1.1 Though the bigger sizes are heavy, yet these can be manufactured and used eficiently with all the advantages of snap flask system. For the bigger sizes, special fittings like trunions are provided for lifting the snap flasks with cranes. Such boxes shall be manufactured as agreed to bet- ween the manufacturer and purchaser.
1.2 This standard applies to the following: a) Cope and drag boxes, provided with round bushes on one side
and elongated on the other.
b) The cope, provided with round bush on one side and elongated on the other, and the drag boxes with twoguide pins rigidly fixed on their lugs.
2. TERMINOLOGY
2.0 For the purpose of this standard, the following definitions shall apply.
2.1 Box Size - The size of the box is measured internally at the parting line. The size is uyually specified in order of length, breadth and height. Jacket size shall be similarly given by length and breadth, measured at the height, equal to the parting line of snap flask moulding boxes.
2.2 Cope and Drag - The upper half of the snap flask is called the cope and the lower half as drag.
3. MANUFACTURE
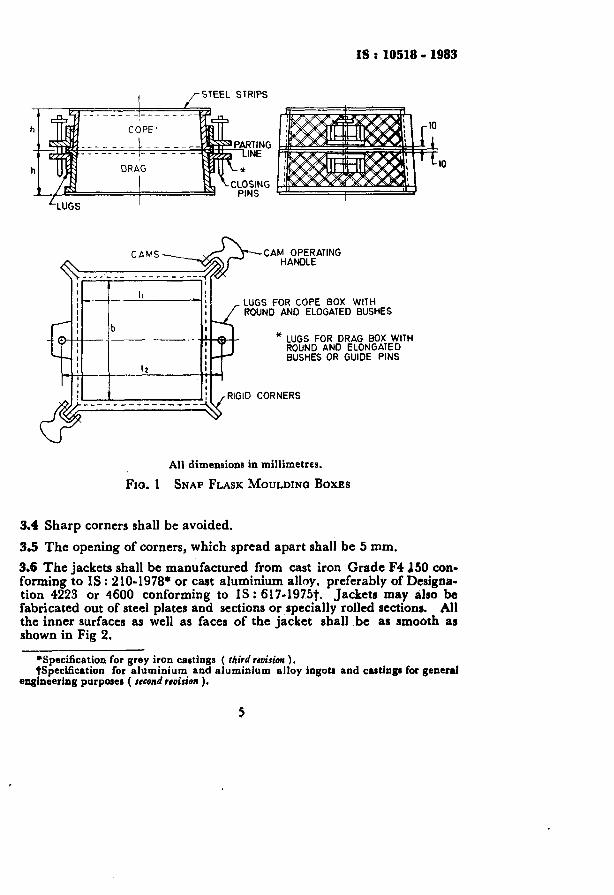
3.1 Snap flask moulding boxes shall be manufactured by castings. The material shall be aluminium alloy of Designation 4223 or,4600 conforming to IS : 617-1975*. These shall be suitably ribbed on outside surfaces, and the inder surfaces of snap flasks shall kbe provided with suitable serrations to provide adequate grip on the mould during the transportation. The ser- ratiqns, however, shall be of such dimensions that they shall not interfere with the removal of the snap moulding flask from the mould, whenever riquired. The mating surface as well as the sides where lugs are bolted shall be machined true. Hardened and tempered steel strips of 25 mm width and 3 mm thickness shall be fixed on the top surface of cope and bottom surface of drag boxes for wear resistance, as shown in Fig. 1.
3.2 Height of cope and drag boxes shall be increased by providing upsets of 25, 50 or 75 mm height. Wear resisting strip shall be provided on the top surface of upset for cope and on bottom surface of upset for drag box. The upset shall he suitably fixed on the faces of flasks.
3.3 Lifting handles shall be provided on bigger size flasks as agreed to between the manufacturer and the purchaser.
*Specification for atuminium and aluminium alloy ingots and castings for general engineering purposes ( second rquision 1.
4
ISt10518-1983
STRIPS
LLUGS I
LUGS FOR COPE BOX WITH ROUND AND ELOGATED BUSHES
* LUGS FOR DRAG BOX WtTH ROUND AND ELONGATED BUSHES OR GUIDE PINS
RIGID CORNERS
All dimensions in millimetres.
Fra. 1 SNAP FLASK MOULDINO BOXES
3.4 Sharp corners shall be avoided.
3.5 The opening of corners, which spread apart shall be 5 mm.
3.6 The jackets shall be manufactured from cast iron Grade F4 150 con- forming to IS : 210-19788 or cast aluminium alloy, preferably of Designa- tion 4223 or 4600 conforming to IS : 617-1975-t. Jackets may also be fabricated out of steel plates and sections or specially rolled sections. All the inner surfaces as well as faces of the jacket shall be as smooth as shown in Fig 2.
*Specification for grey iron castings ( ihird revision ). tSpeci6cation for aluminium and aluminium alloy ingots and castings for general
engineering purposes ( second r&ion ).
5

IS : 10518 - 1983
HANDLES 7
4. SIZES
~11 dimensions in millimetres.
Fra. 2 JACKET
4.1 The sizes of snap flask boxes and the pin centres shall be as shown in Fig. 1 and read with Table 1.
4.U The taper on the inner walls of both cope and drag box shall be 4”.
4.2 The;sizes of :he jacket. as shown in Fig. 2 with length and breadth measured internally at parting line shall be same as that of snap flasks. The height of the jackets shall be 150,200, 250 or 300 mm.
4.2.1 The taper on the inner WAS of the jacket shall be same as that of snap 0asks, thdt .is, 4O.
5. TOLERANCES
5.1 The length and breadth shall be maintained within the tolerance of f I.0 mm and height within & 1.5-mm.
6

IS:10518-1983
TABLE 1 SIZES OF SNAP FLASK MOULDING BOXES
LENQTH 4
( Clause 4.1 )
BREADTH HEIQRT DISTANCE BETWEE~~ b h GUIDE HOLES
13
(1) (2) (3) (4)
mm mm mm mm
295 295 115 395
335 2951 3351
115 435
295-j 380 335 > 115 480
3801
430 %’ i 380
115 530 , 43OJ
295’ 335 (
480 380 ‘> 430 I 480J
115 580
5.2 Joint faces shall be level and true within the permissible error of f 0.25 mm in straightness.
5.3 The tolerance on centre distance between the guide holes for bushes and pins shall be f 0.5 mm.
6. LUGS
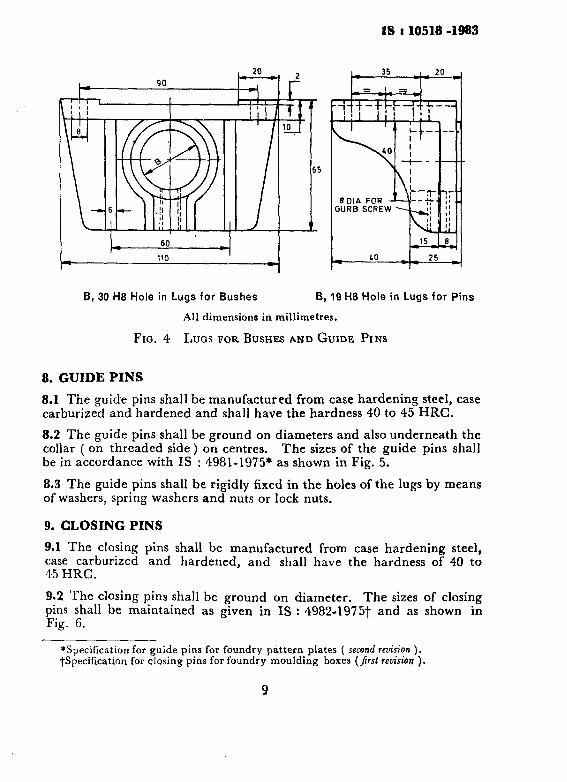
6.1 Lugs shall be of cast aluminium alloy of Designation 4223 or 4699 conforming to IS : 617-1975’ and machined to sizes as shown in Fig. 4.
6.2 The holes in the lugs shall be of 30 H8 to suit bushes or 19 H8 to suit guide pins and spot shall be faced to 36 mm diameter.
6.3 The lugs shall be fixed rigidly on the machined surfaces of cope and drag flasks by means of 4 socket head hexagon cap screws of 8 mm dia- meter and spring washers and two dowel pins of 8 mm diameter. The holes of lugs must I)e at right angle to the mating surfaces and at centre distance 1, depending upon the size of fla8ks.
*Specification for aluminium and aluminium alloy ingots and cnstings for general engineering purposes ( Je~nnd revision ).
7

18 : 10518 - 1983
7. BUSHES
7.1 The bushes shall be manufactuted from case hardening steel, case carburized and hardened, and shall have the hardness of 54 to 62 NRC.
7.2 The bushes shall be ground on inside and outside diameters in case of round and on outside diameter in case of elongated. The sixes of bushes shall be maintained as given in IS : 1280-1975* and as shown in Fig. 3.
7.3 The bushes shall be press fit in the holes of the lugs and locked by means of 8 mm diameter hexagon socket grub screw as shown in Fig. 4.
All dimensions in millimetres.
FIG. 3 BUSHES
*Specification for foundry moulding boxes of steel construction ( secondrroision ).
a
I8 :10518 -1983
6, 30 H8 Hole in Lugs for Bushes 6, 19 H8 Hole in Lugs tor Pins
All dimensions in millimetres.
FIG. 4 LUGS FOR BUSHES AND GUIDE PINS
8. GUIDE PINS
8.1 The guide pins shall be manufactured from case hardening steel, case carburized and hardened and shall have the hardness 40 to 45 HRC.
8.2 The guide.pins shall be ground on diameters and also underneath the collar ( on threaded side) on centres. The sizes of the guide pins shall be in accordance with IS : 498L-1975* as shown in Fig. 5.
8.3 The guide pins shall be rigidly fixed in the holes of the lugs by means of washers, spring washers and nuts or lock nuts.
9. CLOSING PINS
9.1 The closing pins shall be manufactured from case hardening steel, case carburized and hardened, and shall have the hardness of 40 to 4.5 HRC.
9.2 The closing pins shall be ground on diameter. The sizes of closing pins shall be maintained as given in IS : 4982-1975t and as shown in Fig. 6.
*Specification for guide pins for foundry pattern plates ( second revision ). j+Specification for closing pins for foundry moulding boxes (jr~t revision ).
9

IS : 10518 - 1983
25 TAPER I IN lo\ I
130
All dimensions in millimetres.
FIG. 5 GUIDE PINS
98 x 120HANDI.E CLEARNCE FIT
IN 5
All dimensions in millimetres.
FIG. 6 CLOSING PINS
10. MARKING
10.1 Each snap flask moulding box and jacket shall be marked with th manufacturer’s name and trade-mark and the sizes of the box.
10.2 The snap Bask moulding boxes may also be marked with the Standard Mark
102.1 The use of the Standard Mark is governed by the provisions of Bureau Indian Standard Act, 1986 and the Rules and Regulations made thereunder The details of conditions under which the licence for the use of Standard Ma: may be granted to manfucaturers or producers may be obtained from the Burei of Indian Standards.
IO

BUREAU OF INDIAN STANDARDS
Headquarters: Manak Bhavan, 9 Bahadur Shah Zafar Marg, NEW DELHI 110002 Telephones: 323 0131,323 3375,323 9402 Fax : 91 11 3234062,91 11 3239399, 91 11 3239382
Central Laboratory :
Plot No. 20/9, Site IV, Sahibabad Industrial Area, Sahibabad 201010
Regional Offices:
Telegrams : Manaksanstha (Common to all Offices)
Telephone
8-77 00 32
Central : Manak Bhavan, 9 Bahadur Shah Zafar Marg, NEW DELHI 110002 32376 17
*Eastern : l/14 CIT Scheme VII M, V.I.P. Road, Maniktola, CALCUTTA 700054 337 86 62
Northern : SC0 335-336, Sector 34-A, CHANDIGARH 160022 60 38 43
Southern : C.I.T. Campus, IV Cross Road, CHENNAI 600113 235 23 15
tWestern : Manakalaya, E9, Behind Marol Telephone Exchange, Andheri (East), 632 92 95 MUMBAI 400093
Branch Offices::
‘Pushpak’, Nurmohamed Shaikh Marg, Khanpur, AHMEDABAD 360001
SPeenya Industrial Area, 1 st Stage, Bangalore-Tumkur Road, BANGALORE 56CO56
5501346
639 49 55
Gangotri Complex, 5th Floor, Bhadbhada Road, T.T. Nagar, BHOPAL 462003 55 40 21
Plot No. 62-63, Unit VI, Ganga Nagar, BHUBANESHWAR 751001 40 36 27
Kalaikathir Buildings, 670 Avinashi Road, COIMBATORE 641037 21 01 41
Plot No. 43, Sector 16 A, Mathura Road, FARIDABAD 121001 6-26 88 01
Savitri Complex, 116 G.T. Road, GHAZIABAD 20101)l 6-71 1996
53/5 Ward No.29, R.G. Barua Road, 5th By-lane, GUWAHATI 781003 541137
5-6-56C, L.N. Gupta Marg, Nampally Station Road, HYDERABAD 500001 201083
E-52, Chitaranjan Marg, C- Scheme, JAIPUR 302001 37 29 25
117/418 B, Sarvodaya Nagar, KANPUR 208005 21 68 76
Seth Bhawan, 2nd Floor, Behind Leela Cinema, Naval Kishore Road, 238923 LUCKNOW 226001
NIT Building, Second Floor, Gokulpat Market, NAGPUR 440010 52 51 71
Patliputra Industrial Estate, PATNA 800013 26 23 05
Institution of Engineers (India) Building 1332 Shivaji Nagar, PUNE 411005 32 38 35
T.C. No. 14/l 421, University P. 0. Pafayam, lHlRWANANlHAPUFtAM 895034 621 17
*Sales Cffiie is at 5 Chowringhee Approach, P.O. Princep Street, 271086 CALCUll-A 700072
tSales office is at Novelty Chambers, Grant Road, MUMBAI 400007
*Sales Office is at ‘F’ Block, Unity Buifding, Narashimaraja Square, BANGALORE 560002
309 65 26
222 39 71
Reprography Unit, BIS, New Delhi, lndii