ist brochure online
TRANSCRIPT

EB-5 INVESTMENT PROGRAM

International Silica Technologies has developed
breakthrough technology to produce high-purity
amorphous silica from low-value rice hulls and straw,
using a process that also generates a net surplus of
renewable or “green” energy as a co-product.
ExtExtraction of this silica as a high purity product has
been the goal of significant R&D over the years, but
without commercial success. International Silica
Technologies co-founder Larry Shipley has developed
and patented novel technology which transforms the
current rice hull (and rice straw) disposal problem into
a highly pa highly profitable commercial opportunity with a global
reach, by efficiently extracting high-purity amorphous
silica while recovering the valuable “renewable”
thermal energy inherent in these biogenic (bio-based)
agricultural residue feed stocks.
INTERNATIONAL SILICA
TECHNOLOGIES PATENTED
PRODUCT STRATOSIL® IS THE
WORLD’S ONLY BIO-BASED
100% AMORPHOUS AND 99.8%
PLUS PURE SILICA EXTRACTED
FFROM RICE HULLS
StratoSil®
RENEWABLE ENERGY IS A CO-PRODUCT
OF THE PATENTED PROCESS DEVELOPED BY
INTERNATIONAL SILICA TECHNOLOGIES.
ONE POUND OF RICE HULLS CONTAINS THE SAME
ENERGY AS ONE POUND OF LIGNITE COAL. {

SILICA MATERIALS ARE
IMPORTANT COMPONENTS
IN A WIDE VARIETY OF
PRODUCTS OF DAILY LIFE
Though not widely recognized, silica materials are important components in a wide variety of products
of daily life, ranging from tires to toothpaste, where they impart desirable properties such as abrasion or
abrasion resistance, adsorption, insulation, and viscosity control. These silicates and silicas are produced in
a a variety of forms, are non-hazardous materials, and do not present any significant environmental concerns.
Most importantly, the widely-used amorphous (non-crystalline) silica products do not exhibit health hazards
associated with crystalline silicas. Amorphous silica is non-toxic and occurs naturally in well water and most
foods. As a result, amorphous silicas enjoy an image as safe, noncontroversial and inert ingredients.
Silica Industry

The process to convert the crystalline form of silica to amorphous silica is expensive, fossil fuel energy
dependent, and contributes additional carbon dioxide to the atmosphere. As the cost of fossil fuel continues
to rise, the cost to convert crystalline silica to amorphous silica will continue to increase.
Direct combustion produces a residual waste
stream which in some cases may be classified
as hazardous waste, making disposal difficult.
International Silica technologies patented
process produces pure amorphous silica and
no potentially hazardous waste.
FUMED AND PRECIPITATED
SILICA IS MANUFACTURED FROM
CRYSTALLINE SILICA.
NEARLY ALL CRYSTALLINE
SILICA IS STRIPED MINED
OR DREDGED
Current Challenges
Traditional Crystalline Silica Process
Proven StratoSil® Process
®

The StratoSil® Process is unique and legally
protected by patents granted, or applied for, in
the U.S., the E.U., India, China, and Japan.
The two patents protect the commercial
opportunity opportunity to supply high value-added, specialty
silica products from “green” feedstocks, with a low
carbon footprint resulting from the production of
net excess renewable energy. International patents
have issued for U.S. Patent 6,406,678 and
international patent applications have been
submitted for U.S. Patent 7,270,794.
$4.5 MILLION INVESTED IN
THE STRATOSIL® PILOT PLANT.
STRATOSIL® PROCESS EXTEN-
SIVELY PILOTED AND PROVEN
AT COMMERCIAL SCALE
Intellectual Property
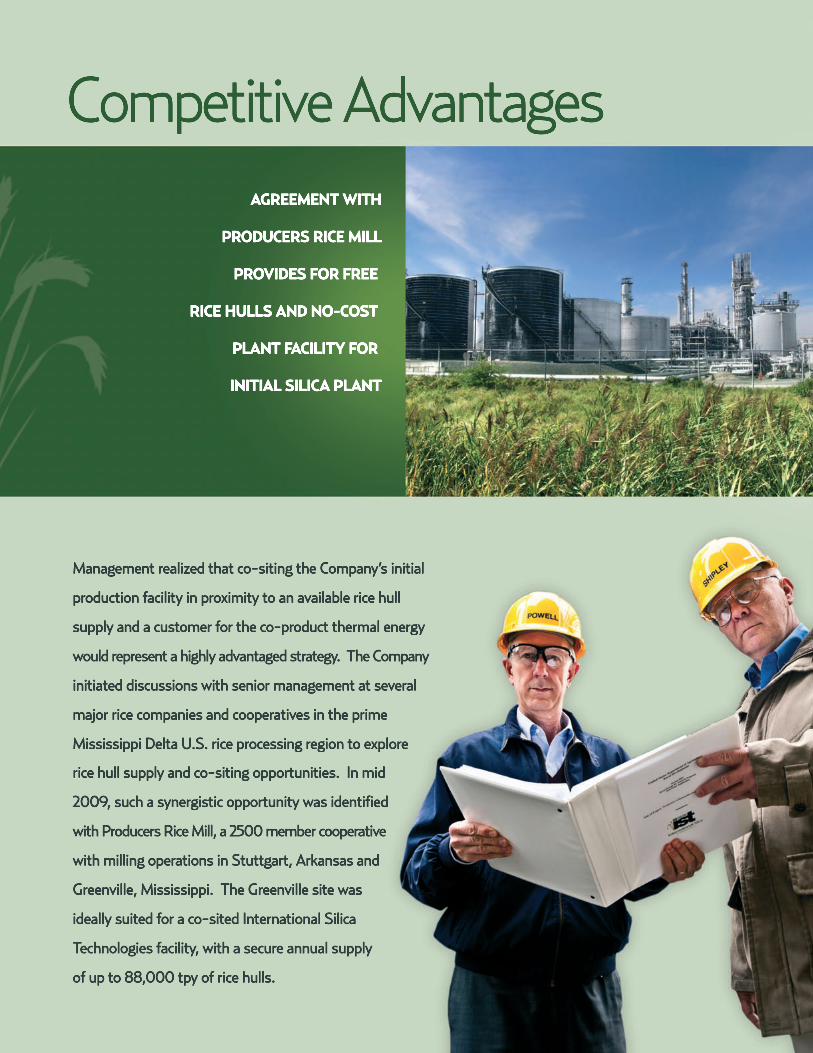
AGREEMENT WITH
PRODUCERS RICE MILL
PROVIDES FOR FREE
RICE HULLS AND NO-COST
PLANT FACILITY FOR
INITIAL SILICA PLANT
Competitive Advantages
Management realized that co-siting the Company’s initial
production facility in proximity to an available rice hull
supply and a customer for the co-product thermal energy
would represent a highly advantaged strategy. The Company
initiated discussions with senior management at several
major rice companies and cooperatives in the prime
Mississippi Delta U.S. rice processing region to explore
ririce hull supply and co-siting opportunities. In mid
2009, such a synergistic opportunity was identified
with Producers Rice Mill, a 2500 member cooperative
with milling operations in Stuttgart, Arkansas and
Greenville, Mississippi. The Greenville site was
ideally suited for a co-sited International Silica
Technologies facility, with a secure annual supply
of up of up to 88,000 tpy of rice hulls.

StratoSil® is an inherently “green” product with
a negative carbon footprint, being derived from
bio-based raw materials and generating net excess
renewable thermal energy in the combustion step.
In In contrast, production of synthetic industrial silicas
is very energy intensive and can also release substantial
CO2 during the process of converting sodium
ccarbonate and sand into silica. Over time, the net
positive energy balance for the StratoSil® process will
result in increasingly advantaged operating cost
compared to synthetic silicas, assuming steadily
escalating fossil energy costs.
STRATOSIL® IS AN
INHERENTLY “GREEN”
PRODUCT WITH A NEGATIVE
CARBON FOOTPRINT
Worlds Only “Green” Silica
Larry Shipley is a highly accomplished process engineer and innovator with
a 39 year career in the chemical process industry encompassing operational,
technical, and site management functions. In addition to operational
eexperience, he brings an extensive background in process development and
optimization, as well as plant engineering and construction. The technology
and process for recovery of high purity amorphous silica and renewable
energy from biogenic matter was conceived and developed by Mr. Shipley.
Mr. Shipley holds a B.S. degree in Chemical Engineering from the
University of Arkansas.
Executive Management Team
Larry Shipley Co-founder, Chairman of the Board of Managers, and Chief Technology Officer
Randy Powell is a highly experienced international executive, having spent
nearly 30 years with Eastman Kodak, and subsequently Eastman Chemical
Company, in a variety of technology, business, operational and management
roles in the United States and Europe. Along with his technical background,
he brings a unique blend of business and operational strengths to the
company, with experience in both site and company management. During
his early career, Dr. Powell rose through diverse technical and operational
positions of incpositions of increasing responsibility within Eastman. In 1996 he assumed
a key role in the Eastman Chemical Company globalization strategy, as
Managing Director of a newly-acquired GMP pharmaceutical and specialty
chemicals facility in Wales, U.K., where he led a $25MM site and business.
Randall Powell, Ph.D. Chief Executive Officer and Chief Operating Officer