john franklin carrillo ahumada - riud: página de...
TRANSCRIPT
IMPLEMENTACION DE UN RETROFITA UN TORNO DE CONTROL NUMERICO
CNC
JOHN FRANKLIN CARRILLO AHUMADA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERIA EN CONTROL
BOGOTA
MARZO 2016

IMPLEMENTACION DE UN RETROFITA UN TORNO DE CONTROL NUMERICO
CNC
JOHN FRANKLIN CARRILLO AHUMADA
Trabajo para optar por el título de:
INGENIERO EN CONTROL
Director:
Ing. ALDEMAR FONSECA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
INGENIERIA EN CONTROL
BOGOTA
MARZO 2016

3
HOJA DE ACEPTACION
____________________________
____________________________
____________________________
____________________________
Vo. Bo. Director del Proyecto
________________________
Firma del jurado
________________________
Firma del jurado

4
DEDICATORIA
Quiero dedicar este trabajo a las dos personas que cambiaron mi vida, mi hija Sara, y la
Doctora Cecilia Bermúdez De Avellaneda.

5
AGRADECIMIENTOS
Ante todo agradezco a Dios, por tenerme hoy aquí y ahora.
A mis padres por su ejemplo de Lucha, perseverancia y constancia.
A mi novia por su apoyo incondicional y en los momentos más difíciles.
A todos los maestros que han cruzado por mi vida, porque de cada uno aprendí algo más,
y este trabajo refleja un poco de cada uno de ellos, a aquellos que dedican su vida a la enseñanza,
sin esperar grandes retribuciones, sino que lo hacen por amor y con la satisfacción del deber
cumplido.
A la empresa PINZUAR LTDA. En cabeza de su Gerente Carlos Alberto Pintor, por creer
que la innovación es posible, que estamos capacitados para realizar cambios, y ser líderes a nivel
mundial, y creer en un proyecto innovador, con todos los tropiezos y riesgos que ello implica y que
afortunadamente fueron superados.
Al ingeniero Diego García, gerente de mantenimiento de la empresa PINZUAR LTDA,
porque sin su valiosa colaboración y aportes este proyecto no se hubiera podido llevar a cabo.
Y a todas las personas que aportaron su granito de arena para la realización de este
proyecto, sin el apoyo de cada uno de ellos habría sido más difícil o incluso no hubiera sido
posible realizarlo.

6
TABLA DE CONTENIDO
HOJA DE ACEPTACION ................................................................................................... 3
DEDICATORIA ................................................................................................................... 4
AGRADECIMIENTOS ........................................................................................................ 5
TABLA DE CONTENIDO .................................................................................................. 6
INDICE DE FIGURAS ...................................................................................................... 11
INDICE DE TABLAS ........................................................................................................ 15
LISTADO DE ANEXOS ................................................................................................... 16
RESUMEN ......................................................................................................................... 17
INTRODUCCION .............................................................................................................. 18
1. DEFINICION DEL PROBLEMA .................................................................................. 19
1.1 Planteamiento Del Problema .................................................................................... 19
1.2 Descripción Del Problema ........................................................................................ 19
2. JUSTIFICACION ........................................................................................................... 20
3 OBJETIVOS. ................................................................................................................... 22
3.1 Objetivo General ....................................................................................................... 22
3.2 Objetivos Específicos ............................................................................................... 22
4. ESTADO DEL ARTE .................................................................................................... 23
4.1 El Origen De Las Maquinas De Control Numérico Computarizado (CNC) ............ 23
4.1.1 Historia de los sistemas de manufactura .......................................................... 23
4.1.2 Historia y evolución ........................................................................................ 23

7
4.1.3 Evolución de los Sistemas de Manufactura ..................................................... 26
5. ALTERNATIVA DE SOLUCION ................................................................................ 32
5.1 Descripción De La Alternativa De Solución. ........................................................... 32
5.2 Diagrama En Bloques De La Solución. .................................................................... 32
5.3 Metodología Propuesta ............................................................................................. 32
5.4 Resultados Esperados. .............................................................................................. 33
6. MARCO TEORICO ....................................................................................................... 34
6.1 Definición De Control Numérico ............................................................................ 35
6.2 Control numérico por computadora .......................................................................... 35
6.3 Funcionamiento Del (CNC) ...................................................................................... 36
6.4 Tipos Básicos De Control Numérico .................................................................. 36
6.5 Interpolación: ............................................................................................................ 37
6.5 Procesadores De Regulación PID ............................................................................. 38
6.6 Procesadores De Posicionamiento ........................................................................... 39
6.6.1 Posicionamiento de servomotores CC/CA: ..................................................... 40
6.7 Principios de las maquinas CNC .............................................................................. 41
6.8 Circuitos De Control: ................................................................................................ 42
6.9 Métodos De Medida De La Posición (Posicionamiento) en máquinas CNC. .......... 42
6.9.1 Indirectos: ........................................................................................................... 42
6.9.2 Directos: ............................................................................................................. 43
6.10 Principio de funcionamiento encoder absoluto ....................................................... 43

8
6.11 La codificación absoluta ......................................................................................... 44
6.12 El tornillo de recirculación de esferas. .................................................................... 47
6.13 Servomotor de corriente alterna .............................................................................. 48
6.14 Variadores de Velocidad de motores AC ............................................................... 49
6.14.1 Que es y para que se usa un convertidor de frecuencia. ................................... 50
6.14.2 Principio de funcionamiento. ........................................................................... 51
6.15 Sistema de referencia del torno (CNC) ................................................................... 53
6.16 Orígenes de referencia. (Cero máquina – Cero pieza) ............................................ 53
7. DESARROLLO DEL PROYECTO ............................................................................... 55
7.1 Inspección Física Del Estado Del Torno CNC Siemens........................................... 55
7.2 Determinación De Elementos Funcionales ............................................................... 55
7.2.1 Identificación de entradas y salidas del CNC .................................................... 57
7.2.2 Identificación de potencias de los motores. ....................................................... 59
7.2.3 Determinación del control a implementar. ......................................................... 61
7.2.4 determinar el paso del tornillo de esferas. .......................................................... 64
7.4 Modelado matemático del Torno de Control numérico (CNC). ........................... 66
7.4.1 Modelo matemático para el eje Z y X con el motor Siemens 1FK7 063-5AF71-
1TG0 original .......................................................................................................................... 66
7.4.2 Modelo matemático para los ejes Z y X con los nuevos motores GSK 130SJT-
M060D(A) ............................................................................................................................... 71
7.5 Control GSK a implementar ..................................................................................... 75
7.5.1Control GSK 980TDb (EL Autor, 2016) ............................................................ 75

9
7.5.2 Servodrive GSK 98A AC y Servodrive GSK 98B AC ...................................... 76
7.5.3 Servodrive GSK 98B AC ................................................................................... 77
7.5.3 Servomotor GSK 130SJT-M060D(A) ............................................................... 78
7.5.4 Servomotor GSK 130SJT-M100D(A) ............................................................... 78
7.6 Diseñar el plano electrónico: .................................................................................... 79
7.7 Retirar el cableado original: ...................................................................................... 79
7.8 Adaptaciones Mecánicas y ubicación del sistema de control Electrónico: .............. 82
7.9 Cablear y conectar: ................................................................................................... 84
7.10 Encendido del Torno (CNC). .................................................................................. 85
8. RESULTADOS Y ANÁLISIS DE RESULTADOS ...................................................... 86
8.1 Inspección del estado de la máquina......................................................................... 86
8.2 Determinar elementos funcionales............................................................................ 86
8.3 Identificar entradas y salidas del sistema .................................................................. 88
8.4. Retirar el cableado original ...................................................................................... 88
8.5 Diseñar el plano electrónico ..................................................................................... 88
8.6 Cablear y conectar .................................................................................................... 88
8.7 Pruebas de funcionamiento final............................................................................... 88
8.7.1 Pruebas de funcionamiento de los ejes x y z ...................................................... 88
8.7.2 Torreta de herramientas...................................................................................... 89
8.7.3 Accionamientos hidráulicos ............................................................................... 89
8.7.4 Mecanizado de producción y control de calidad ................................................ 90

10
8.7.5 Control de calidad. ............................................................................................. 91
CONCLUSIONES .............................................................................................................. 93
GLOSARIO ........................................................................................................................ 94
LISTADO DE ABREVIATURAS ..................................................................................... 96
BIBLIOGRAFIA ................................................................................................................ 98
ANEXOS ............................................................................................................................ 99

11
INDICE DE FIGURAS
Figura 1. Proceso convencional de maquinado y proceso CNC de manufactura. ......................... 26
Figura 2. Taller de tornos. (Gregorio, 2014) ................................................................................. 27
Figura 3. Desmotadora de algodón. (Gregorio, 2014) ................................................................... 27
Figura 4. Máquinas de fresar. (Gregorio, 2014) ............................................................................. 28
Figura 5. Máquinas de fresar de pedal (Gregorio, 2014) .............................................................. 28
Figura 6. Fresadora Universal moderna. (Gregorio, 2014) ............................................................ 29
Figura 7. Torno De Berson. (Gregorio, 2014) ................................................................................ 29
Figura 8. Torno para roscar de SENOT. (Gregorio, 2014) ............................................................ 30
Figura 9. Torno paralelo. (Gregorio, 2014) .................................................................................... 30
Figura 10. Secuencia en bloques de la solución al problema. (EL Autor, 2016) ........................... 32
Figura 11. Lazo de posicionamiento de un eje. (Balcells Joseph, 1997) .................................... 38
Figura 12. Bucle cerrado de regulación. (Balcells Joseph, 1997) .................................................. 39
Figura 13. Posicionamiento de un eje de servo (Balcells Joseph, 1997) ....................................... 40
Figura 14. Esquema de los principales componentes de control de posición de una máquina
herramienta de control numérico (Kalpakjian, 2008) ................................................................ 41
Figura 15. Esquema de los componentes de un sistema de control en lazo abierto. ...................... 42
Figura 16. Esquema de los componentes de un sistema de control en lazo cerrado. (Kalpakjian,
2008) ............................................................................................................................................... 42
Figura 17. Diagrama de las partes de un Encoder. (Martinez, 2013) ............................................. 43
(SA, 2000) Figura 18. Código Gray y Zona de lectura del disco. ........................................... 44
12
Figura 19. Circuito combinatorio. .................................................................................................. 45
Figura 20. (a) Corte Lateral. (Mott, 2006) (b) Corte Transversal. ........ 47
Figura 21. Tornillo de esferas con tuerca. (Mott, 2006) ................................................................ 47
Figura 22. Constitución básica de un motor Brushless. (Firoozian, 2014) .................................... 48
Figura 23. Servomotores de Corriente Alterna. (Firoozian, 2014) ................................................ 49
Figura 24. Convertidores de frecuencia electrónicos. (Cortesía de Omron Electronics) ............... 50
Figura 25. Esquema de principio de un convertidor de frecuencia controlado por transistores PWM.
(Pulido, 2000) ................................................................................................................................. 51
Figura 26. Diagrama de bloques de un convertidor de frecuencia. ................................................ 52
Figura 27. Esquema de principio de un variador de frecuencia controlado por tiristores .............. 52
Figura 28. Ejes en un torno paralelo. Vista isométrica (izquierda.), vista superior (derecha). ...... 53
Figura 29. Orígenes de referencia en torno paralelo. ..................................................................... 54
Figura 30. Torno de control numérico (CNC) con control Siemens 802c averiado. ..................... 55
Figura 31. Servomotor del eje Z ..................................................................................................... 60
Figura 32. Servomotor del eje X .................................................................................................. 60
Figura 33. Motor del eje Z desmontado ......................................................................................... 60
Figura 34. Placa de características ................................................................................................. 60
Figura 35. Cubierta tornillo eje Z. .................................................................................................. 64
Figura 36. Tornillo de esferas eje Z desmontado ........................................................................... 64
Figura 37. Medida del paso del tornillo. ........................................................................................ 64
Figura 38. Acople por poleas del husillo ........................................................................................ 65
Figura 39. Motor del husillo ........................................................................................................... 65

13
Figura 40. Variador de velocidad Naiz VF-8Z .............................................................................. 65
Figura 41. Motor Siemens 1FK7 063-5AF71-1TG0 (EL Autor, 2016) ......................................... 66
Figura 42. Modelo del motor (EL Autor, 2016) ............................................................................. 66
Figura 43. Modelo del tornillo (EL Autor, 2016) .......................................................................... 68
Figura 44 Modelo de la rosca (EL Autor, 2016) ............................................................................ 68
Figura 45. Modelo completo del eje Z y X .................................................................................... 69
Figura 46 Diagrama de bloques (EL Autor, 2016) ......................................................................... 69
Figura 47 Diagrama en bloques de las tres funciones de transferencia (EL Autor, 2016) ............. 69
Figura 48 Comportamiento del sistema con el motor original Siemens 1FK7 063-5AF71-1TG0 70
Figura 49. Modelo completo sistema con el motor GSK 130SJT-M060D(A) ............................. 73
Figura 50 Diagrama en bloques del sistema con el motor GSK 130SJT-M060D(A) .................... 73
Figura 51. Diagrama en bloques del sistema completo .................................................................. 73
Figura 52. Respuesta a la señal paso del sistema con el servomotor GSK 130SJT-M060D(A) .... 74
Figura 53. Comparación del sistema con los dos servomotores Siemens y GSK .......................... 75
Figura 54. Panel frontal del control ................................................................................................ 75
Figura 55. Panel trasero de conexionado ....................................................................................... 75
Figura 56. Servo Drive GSK 98A Vista frontal y Lateral (EL, 2016) ........................................... 76
Figura 57. Servo Drive GSK 98B Vista frontal y lateral (EL Autor, 2016) .................................. 77
Figura 58. Servomotor de CA GSK 130SJT-M060D(A) con su placa de características ............. 78
Figura 59. Servomotor de CA GSK 130SJT-M100D(A) con su placa de características ............. 78
Figura 60. Parte posterior del torno CNC, sin cubierta ni tapa del gabinete de control. ................ 79

14
Figura 61. Gabinete de control eléctrico y electrónico. ................................................................ 80
Figura 62. Proceso de retirada del control y cableado de potencia y control de los servomotores de
los ejes X y Z. ................................................................................................................................. 81
Figura 63. Cableado antiguo retirado ............................................................................................. 82
Figura 64. Desmontado del eje X para mantenimiento y hechura de acoples. .............................. 83
Figura 65. Panel frontal y parte posterior del control .................................................................... 84
Figura 66. Servodrive GSK 98B .................................................................................................... 84
Figura 67. Servodrive GSK GS2000 ......................................................................................... 84
Figura 68. Gabinete de control ....................................................................................................... 85
Figura 69. Motor del eje Z instalado. ............................................................................................. 85
Figura70. Encendido del control .................................................................................................... 85
Figura 71. El control apagado, pero la estructura mecánica en buen estado. ................................. 86
Figura 72. Respuesta del sistema de ejes X y Z, con el motor original Siemens y el nuevo GSK.
........................................................................................................................................................ 87
Figura 73. Fabricación de una pieza de la empresa PINZUAR LTDA. ......................................... 90
Figura 74. Terminado de la pieza. .................................................................................................. 91
Figura 75. Prueba de ajuste del rodamiento. .................................................................................. 91
Figura 76. Pieza terminada. ............................................................................................................ 92
Figura 77. Lote de piezas terminadas. ............................................................................................ 92

15
INDICE DE TABLAS
Tabla 1. Equivalencia código Decimal, Binario y Gray. ............................................................... 44
Tabla 2. Cambio de 3 bit. (SA, 2000) ............................................................................................ 46
Tabla 3. Código Gray quebrado. (SA, 2000) ................................................................................. 46
Tabla 4. Elementos funcionales del Sistema electrónico del torno CNC con control Siemens 802c
(EL Autor, 2016) ............................................................................................................................ 56
Tabla 5. Entradas del PLC (EL Autor, 2016) ................................................................................. 57
Tabla 6. Salidas del PLC ................................................................................................................ 59
Tabla 7. Características del motor Siemens 1FK7 063-5AF71-1TG0 ........................................... 61
Tabla 8. Cuadro comparativo de 6 marcas de control para decidir cuál implementar. (EL Autor,
2016) ............................................................................................................................................... 63
Tabla 9. Características técnicas del motor GSK 130SJT-M060D(A) .......................................... 71

16
LISTADO DE ANEXOS
Anexo 1. Planos de conexionado eléctrico y electrónico. .............................................................. 99
Anexo 2. Sistema de conexiones GSK 980TDb .......................................................................... 100
Anexo 3. Esquema del servo Drive DA98B y el Servomotor GSK 130SJT- M060D(A) ........... 101
Anexo 4. Circuito principal de cableado del Servo Drive DA98B .............................................. 102

17
RESUMEN
El presente trabajo describe como se realizó la implementación de un RETROFIT
(repotenciación) a un TORNO de control numérico computarizado (CNC) Siemens, con control de
la misma marca Sinumerik 802c.
Para ello se definió el problema detalladamente, luego se hizo un estado del arte y se planteó
una solución al problema, después se realizó un estudio de factibilidad, y se muestra paso a paso
todos los factores que se tuvieron en cuenta para escoger el control y de acuerdo a ello llevar a cabo
la implementación.
Se muestran el desarrollo, desde la identificación de elementos funcionales del torno, para
luego determinar cuales se podían mantener, y como se aprovechan al máximo los elementos
existentes y se disminuyen los costos de implementación.

18
INTRODUCCION
En Colombia la industria metalmecánica ha sido una de las grandes impulsoras del
desarrollo del mismo, para sus procesos de fabricación unas de las maquinas más importantes son
los tornos y las fresadoras (CNC) destinados a la función de mecanizado por arranque de viruta.
“Según un informe reciente presentado por la Asociación Española de Fabricantes de Máquinas
Herramientas (Cecimo), el mercado de éstas concentra las tres cuartas partes de la producción
mundial que supera los 50 billones de dólares, se destaca que el 60 por ciento de las ventas
corresponde a la tecnología CNC, siendo los tornos los de mayor demanda.” (Fernanda, 2008)
En Colombia, no se tienen estadísticas sobre el ingreso de máquinas CNC en especial los
tornos, pero encontramos a día de hoy, que empresarios Colombianos pioneros en el mercado
comenzaron a traerlos al país hace más de 25 años. Estos tornos de CNC de distintos fabricantes,
son máquinas muy robustas mecánicamente, con controles electrónicos muy buenos, pero que por
esta gran cantidad de tiempo de servicio hace algunos años comenzaron a fallar. El empresario
Colombiano comenzó a verse abocado a pagar altos costos de reparación y a ver que en algunos
casos ha sido prácticamente imposible porque los controles electrónicos han sido descontinuados
y sus fabricantes no prestan ningún soporte técnico para estos.
Viendo la necesidad de dar una solución a esta problemática, se propone este proyecto, de
recuperar un torno (CNC) implementando un RETROFIT, el cual se ha desarrollado en países con
tecnología de punta, pero que en nuestro país ha sido un área poco explorada, por varios factores
como son los altos costos de implementación, al tener que importar los controles y la ingeniería
para implementarlos, pues el país cuenta con pocos ingenieros capacitados para realizar este tipo
de desarrollos y generalmente deben venir del exterior.
La propuesta es realizar el RETROFIT importando un control con tecnología moderna,
buscando economía y buenas prestaciones técnicas, pero implementado por ingeniería
Colombiana. Lo cual implica grandes beneficios para el empresario colombiano.
Espero con esto aportar un grano de arena al desarrollo de nuestro país.

19
1. DEFINICION DEL PROBLEMA
1.1 Planteamiento Del Problema
PINZUAR LTDA. Es una empresa que se dedica a la fabricación, mantenimiento, calibración y
reparación de máquinas y equipos para la medición y ensayo de materiales, cuenta con varias
máquinas de control numérico computarizado para su proceso de fabricación de piezas en serie. La
empresa requiere recuperar un torno de control numérico computarizado de marca Siemens que es
fundamental en la fabricación de piezas para sus equipos de instrumentación. Al suspender la
producción de estas piezas, se ve afectada la fabricación de sus equipos lo que requiere de
elaboración de estas piezas en otras máquinas o por subcontratación.
1.2 Descripción Del Problema
El TORNO de control numérico computarizado (CNC) comenzó a fallar semanalmente,
apagándose y parando la producción de 4 a 8 horas semanales, lo que implicaba el pago de servicio
técnico, aumento en costos debido a la disminución o nula producción durante ese tiempo. Este
después de 4 meses de presentarse esta situación dejo de funcionar totalmente. Su reparación
implica reparar las tarjetas del mismo, pero es una tecnología muy costosa y las tarjetas no se
pueden reparar por la misma situación. El torno de control numérico computarizado de marca
Siemens, tiene un control que tiene más de 10 años, al no ser posible su reparación, desde el punto
de vista ingenieril, se propone la implementación de un control moderno, (RETROFIT o
repotenciación) incorporando a la estructura elementos con tecnología de punta para proporcionar
un mejor desempeño y a un costo mucho menor, con el cual la máquina pueda realizar el 100% de
sus funciones originales.

20
2. JUSTIFICACION
Según las estadísticas a nivel nacional más del 50% de las máquinas de control numérico son de
fabricación de los años 80 a 90 las cuales poseen una estructura mecánica de muy buena calidad
pero los controles electrónicos han sido descontinuados del mercado por lo tanto ya no hay soporte
técnico para los mismos.
Realizar esta implementación implica traer un ingeniero de países como China, Japón, Reino
Unido, Alemania entre otros, con los gastos que esto conlleva, donde se cobra el servicio por hora,
desde el momento que el ingeniero sale de la empresa hasta el momento en el que regresa a la
misma, el soporte técnico del servicio no queda en Colombia sino en el extranjero solo se puede
manejar desde el exterior, es decir, cualquier falla física implica tiempos y gastos de envío, lo que
incrementa los costos, capacitación en manejo, o funcionamiento y no en mantenimiento, mas no
en la parte de diseño e ingeniería del equipo.
La finalidad de este proyecto es identificar el funcionamiento del Torno CNC, y realizar las
modificaciones requeridas para que tenga un correcto desempeño luego de incorporar tecnología
moderna, ya que su control electrónico original se encuentra averiado y no puede ser reparado,
estos controles ya han sido descontinuados por sus fabricantes. La industria del país, tiene una gran
cantidad de máquinas de este tipo, cuya estructura mecánica es funcional y se encuentra en buen
estado, donde su control electrónico comienza a fallar debido a daños en sus tarjetas electrónicas,
módulos de potencia, perdida de parámetros, cableado quemado, sobre calentamiento, desgaste en
las interfaces, etc.
Se presenta la necesidad de sustituirlos, realizando el trabajo de ingeniería, por medio de un estudio
de factibilidad, adaptando un control moderno, de manera que la máquina no pierda funcionalidad
y sea altamente productiva. En el país es muy poco el personal capacitado en este tipo de
desarrollos, viéndose las empresas en la necesidad de importar tecnología e ingenieros para realizar
este trabajo. Al lograr implementar el control electrónico, con Ingeniería colombiana, se pueden
reducir costos, y prestar un mejor servicio, pues el mantenimiento y asistencia técnica se encontrará
directamente en el país, sin tener que esperar los largos tiempos de papeleo, desplazamientos y
fletes al tener que traer ingenieros del exterior. De acuerdo a lo anterior el presente proyecto de

21
grado tiene como fin diseñar e implementar un RETROFIT para una máquina herramienta de alta
productividad como lo es un torno de control numérico computarizado, de manera que esta sea una
alternativa económica aprovechando la estructura mecánica de las máquinas y la nueva tecnología
para que sean productivas ingresando al proceso de manofactura de la empresa.
“Los procesos de manufactura, en los últimos 30 años, han cambiado significativamente y
la mejor contribución se ha dado en automatización avanzada, la cual se lleva a cabo mediante
máquinas controladas automáticamente para ejecutar una gran variedad de trabajos. La aplicación
de los sistemas de manufactura avanzados, entre los que se encuentran las máquinas –herramienta
de control numérico, depende enormemente del volumen de producción. Estimativos de la
proporción de la producción total de los países desarrollados en la categoría de lotes, varía entre el
70% y el 85%. La mayor proporción de manufactura por lotes, es la razón por la cual actualmente
se presta tanta atención a los sistemas avanzados de manufactura.” (Gregorio, 2014)
22
3 OBJETIVOS.
3.1 Objetivo General
Diseñar e implementar un RETROFIT para una máquina herramienta de alta productividad
como lo es un TORNO de Control Numérico Computarizado (CNC)
3.2 Objetivos Específicos
Realizar el estudio de compatibilidad del control antiguo del CNC con el control moderno
a implementar.
Identificar entradas y salidas del PLC del torno (CNC)
Poner en funcionamiento una máquina antigua, fuera de servicio, por medio de la
adaptación de un control moderno.
Hacer el RETROFIT con Ingeniería Colombiana sin que haya que importarla.

23
4. ESTADO DEL ARTE
4.1 El Origen De Las Maquinas De Control Numérico Computarizado (CNC)
Como muchos de los grandes inventos, el CNC Control numérico computarizado es el
resultado de los aportes de varios inventos a través del tiempo.
“La manufactura es el proceso para transformar la materia prima en productos útiles
mediante el empleo de las máquinas- herramienta por parte del hombre.
En sus orígenes, la manufactura se llevaba a cabo con simples herramientas de mano (de
ahí el término manufactura en su origen); pero con la acumulación gradual de conocimientos, el
hombre ha desarrollado herramientas, máquinas, materiales y productos a gran velocidad, alta
precisión y a gran escala, dando como resultado el desarrollo de los sistemas modernos de
manufactura.
4.1.1 Historia de los sistemas de manufactura
La automatización de los procesos de manufactura, ha dado lugar a avances sin precedente
en el campo industrial. Ello ha sido posible gracias al desarrollo de las nuevas tecnologías, tales
como la mecánica, la electrónica, la computación, la ciencia de los materiales, y sobre todo, el
control y regulación de sistemas y procesos.
La incorporación de la computadora ha dado lugar a la automatización integral de los
procesos de manufactura. Así mismo la aparición de la microelectrónica y de los
microprocesadores, han hecho posible, el desarrollo de técnicas de control complejas, la
robotización y los sistemas de manufactura integrados por computadora. La aplicación de estas
tecnologías reduce los costos de fabricación, aumentan la productividad, mejoran la calidad y la
precisión de los productos.
4.1.2 Historia y evolución
Desde la antigüedad, el hombre se ha sentido fastidiado, por las máquinas que imitan los
movimientos, las funciones o los actos de los seres vivos, la realización de mecanismos animados
a través de dispositivos hidráulicos, neumáticos o mediante poleas, palancas, tornillos, engranajes,
levas y resortes, han sido constantemente utilizados desde la antigüedad, para este fin. Dédalo, por

24
ejemplo, construyó estatuas que se movían solas. Arquímedes (287-212 a de J.C.) descubrió su
famoso principio e invento la leva, el resorte y el tornillo sin fin. Pero fue hasta mucho más tarde,
cuando el perfeccionamiento de la mecánica permitió construir autómatas complejos. Dichas
construcciones se dieron en los siguientes campos.
Religioso e histórico: construcción de monumentos.
Astronomía: construcción de modelos.
Entretenimiento: fabricación de dispositivos.
Decoración: fabricación de adorno.
El hombre: construcción de androides mecánicos
El primer autómata digno de mención, fue el gallo de la catedral de Strasburgo (Construida en
1354) que aparece al dar la hora, batiendo las alas y cantando. En el renacimiento, los progresos
tecnológicos, fueron de importancia, por ejemplo, Leonardo construyó un león animado.
En el siglo XVIII, el francés Vaucanson, construyó una serie de autómatas destinados a la
corte o para servir de atracción en las ferias. De éste modo, el desarrollo de la mecánica de
precisión, en éste siglo, hace posible la época de oro de los autómatas. En1738 Vaucanson expuso
en París una serie de autómatas entre los que destacaba un pato, que según la propaganda bebía,
comía dirigiendo y evacuando el alimento, además chapoteaba sobre el agua y graznaba.
El primer intento para controlar la manufactura, mediante un sistema de control, fue
desarrollado por Joseph Jacquard en el año de 1801; joven inventor que vivía en París, planeó una
máquina de tejer (que se le conoce como el telar de Jacquard) que utilizaba una banda de cartulina
perforada, mediante la cual controlaba el diseño de la fabricación. Mediante el mejoramiento de la
banda y de las perforaciones (que representaban el código) era posible tejer automáticamente,
varios diseños florales.
De ésta manera se dio comienzo a la mecanización y automatización de los procesos
industriales. Había terminado la era de entretener a las cortes; en cambio se había descubierto la
importancia de la automatización de las fábricas, es decir, la producción sin la intervención del
hombre. La automatización de los procesos industriales comenzó con la necesidad de definir la
secuencia de operaciones para hacerlas repetitivas. El primer método fue la programación mediante

25
levas. Se crearon varios dispositivos para determinar la secuencia de operación de una manera
programada.
En el año de 1947 un pequeño constructor americano de hélices para helicóptero, John
Parson, concibió una máquina comandada automáticamente con informaciones numéricas. El
desarrollo subsecuente era el de reducir las operaciones de control de la hélice; operaciones que
eran muy largas y costosas. La máquina era una trazadora cuya mesa, era comandada mediante una
hoja perforada sobre la cual se indicaban las coordenadas de los puntos.
Fue hasta el año siguiente cuando la USAF (United State Air Force) se interesó por los
estudios y, experimentaciones de John Parson. El gobierno americano decidió financiar el
proyecto y la construcción de una Fresadora comandada sobre tres ejes. Parson y el M.I.T.
(Massachusetts Institute of technology) se asociaron para concretar esta investigación.
Cinco años más tarde (1953) el MIT procedió a la demostración de una fresadora para contorneados
en tres ejes con resultados muy satisfactorios. Al sistema de comando desarrollado se le denomino
Control Numérico.
En 1955 se mostraron las primeras máquinas-herramienta de control numérico en la
exposición de Chicago.
En 1956 la USAF distribuyó una orden de 170 máquinas-herramienta de control numérico
a varios fabricantes americanos para su desarrollo.
En 1960 de presentaron en Chicago más de 100 máquinas de control numérico haciendo su
aparición los centros de maquinados de control numérico (CM/CN)
En 1964 la demanda de máquinas-herramienta de control numérico (MH/CN) era grande y
hacia fines de aquel año el mercado mundial de las mismas aumentaba a 5800 unidades.
En diciembre de 1979, se ha estimado la distribución de MH/CN 120.000 unidades. Así
siguió creciendo la demanda de MH/CN de modo que el empleo de estas máquinas dio por
terminado el ciclo histórico de las maquinas herramienta convencionales.” (Gregorio, 2014)

26
4.1.3 Evolución de los Sistemas de Manufactura
“Los inicios de la manufactura se llevan a cabo con herramientas simples de mano, a medida
que va aumentando los conocimientos y técnicas, es posible fabricar productos a gran velocidad,
mayor precisión y en mayor escala. En la figura 1 se muestra las formas convencionales de
maquinado con los procesos de manufactura.
Figura 1. Proceso convencional de maquinado y proceso CNC de manufactura.
(Gregorio, 2014)
En la figura 2, representa un taller de tornos; empleando la fuerza motriz de un ayudante o
aprendiz para poner en marcha el sistema de transmisión, accionando la manivela y mover la rueda
de transmisión del torno, mientras el maestro o tornero, realiza el maquinado de la pieza; podemos
observar, que aunque los procesos de manufactura se han desarrollado, las formas de las máquinas
de siglos anteriores aún pueden reconocerse.

27
Figura 2. Taller de tornos. (Gregorio, 2014)
El punto de partida de los procesos de manufactura modernos se le acredita a ELI
WITHNEY en 1792 con su máquina “Desmotadora de algodón” mostrada en la figura 3 que
consiste de una tolva, que dirige las cápsulas de algodón a una rejilla atravesada con ganchos de
alambre de un cilindro giratorio. Los ganchos jalan el algodón a través de la rejilla, separando las
semillas. Junto a la rejilla, un cepillo giratorio recoge el algodón. En ése momento un trabajador
podía separar 25 kg. De algodón al día, mientras que a mano se obtiene casi ½ kg.
Figura 3. Desmotadora de algodón. (Gregorio, 2014)
En 1818, WHITNEY figura 4 (1) inventa la fresadora, para la manufactura de armas por un
pedido del gobierno, en 1838 es perfeccionada por GAY SILVER figura 4 (3).

28
En 1850 el socio WHITNEY PRATT figura 4 (2) perfecciona la fresadora y la hace más
robusta.
Figura 4. Máquinas de fresar. (Gregorio, 2014)
En 1875, aparecen las primeras fresadoras de pedal figura 5.
Figura 5. Máquinas de fresar de pedal (Gregorio, 2014)

29
Como se puede observar lo enormes progresos realizados desde una pequeña máquina hasta
la fresadora universal, como lo muestra la figura 6.
Figura 6. Fresadora Universal moderna. (Gregorio, 2014)
Otro progreso industrial en el desarrollo de la manufactura en las máquinas- herramienta es
el torno.
El torno más antiguo fue construido en 1569 por JACQUES BERSON provista de un
husillo patrón de madera para roscar como lo muestra la figura 7.
Figura 7. Torno De Berson.
(Gregorio, 2014)

30
Después de 200 años aparece un torno para roscar siguiendo los planos del desaparecido
LEONARDO DA VINCI por el francés SENOT en 1795, como se muestra en la figura 8.
Figura 8. Torno para roscar de SENOT. (Gregorio, 2014)
En 1875 aparecieron los primeros tornos con bancada de fundición, fue este el primer torno
paralelo, mostrado en la figura 9 y que técnicamente es utilizado hasta el presente.
Figura 9. Torno paralelo. (Gregorio, 2014)

31
Para concluir esta breve reseña de la evolución de la manufactura, un hibrido que es la
combinación de los servomecanismos y las computadoras, es así como surgen las máquinas de
control numérico (CN), continuaron las de CNC (Control Numérico Computarizado). Aparecen los
sistemas integrados como el CAD/CAM y por último los sistemas CIM (manufactura integrada por
computadora) que es la total automatización en manufactura.” (Gregorio, 2014)

32
5. ALTERNATIVA DE SOLUCION
5.1 Descripción De La Alternativa De Solución.
Para dar solución al problema mencionado, se propone implementar un sistema de control
moderno, observando las condiciones de factibilidad y optimización de recursos tanto físicos como
económicos.
El sistema de control implementado debe tener las mismas prestaciones que el original, o
incluso llegar a superar las mismas, de manera que el torno quede con el 100% de su funcionalidad
original.
5.2 Diagrama En Bloques De La Solución.
Figura 10. Secuencia en bloques de la solución al problema. (EL Autor, 2016)
5.3 Metodología Propuesta
Inspección del estado del Torno (CNC): El primer paso es realizar la inspección visual del
estado de la máquina.
Determinar elementos funcionales: Para detectar daños mecánicos, ver que parte mecánica
es funcional, y cuál debe ser modificada o reemplazada. Lo mismo con la parte electrónica,
identificar qué elementos del sistema electrónico se pueden mantener y cuáles deben ser
reemplazados.
Identificar entradas y salidas del sistema: Ahora hay que identificar cuáles son las entradas
y salidas del control.
Inspección del
estado de la
máquina.
Determinar Que elementos
son funcionales y cuáles
deben ser reemplazados
Identificar entradas y
salidas del sistema y
realizar planos
electrónicos
Hacer plano y
Retirar el
cableado original
Diseñar el plano
electrónico para el
nuevo control
Hacer las adaptaciones mecánicas y
electrónicas, ubicar los elementos del
control electrónico. (Servomotores,
Drives de ejes y husillo, encoders,
PLC y control)
Extender el cableado
y conectar.
33
Retirar el cableado original: Se procede a hacer el plano del conexionado original y luego
a retirar el mismo.
Diseñar el plano electrónico: Ahora procedemos a diseñar el plano electrónico
relacionando entradas y salidas del antiguo control con el nuevo que va a ser implementado.
Ubicando el sistema de control electrónico.
Adaptaciones Mecánicas y ubicación del sistema de control Electrónico: Se deben realizar
todas las modificaciones mecánicas que tengan lugar, para luego proceder a ubicar todos los
elementos del control electrónico, servomotores, drives de los motores de los ejes y del husillo,
PLC, y el control.
Cablear y conectar: Extender el cableado y realizar todas las conexiones según el plano
diseñado.
5.4 Resultados Esperados.
Con este proyecto se espera dar el primer paso, en la implementación de un RETROFIT
con ingeniería colombiana, dejando una metodología planteada e implementada, para que nuevos
técnicos, tecnólogos e ingenieros incursionen en el campo del RETROFIT para máquinas de
control numérico computarizadas. Tornos, fresadoras y centros de mecanizado. Se espera ser un
punto de referencia para las nuevas generaciones de electrónicos de nuestro país.
Y la finalidad implementada es que el torno de control numérico, vuelva a ser una
herramienta altamente productiva y competitiva, con el RETROFIT implementado.
34
6. MARCO TEORICO
“Con los sistemas tradicionales de producción, con máquinas-herramienta, el dibujo de la
pieza representa una memoria con todas las informaciones necesarias; pero como la máquina no
tiene la capacidad de interpretar el dibujo, se hace necesario la intervención del hombre. Quien lo
lee como lo interpreta como recuerda lo escrito y lo comunica a la máquina, efectuando las
maniobras necesarias para producir la pieza. De ésta manera se crea así una unión indivisible.
Hombre-máquina y puesto que los errores son inevitables, la pieza requiere de un control final.
Las máquinas de control numérico como sistema de producción, se aplican para la
fabricación de piezas principales e intermedias: Opitz y Wiendhal demostraron que para
producción unitaria o en pequeños lotes, el 10% de las piezas son principales, pero que ellas
representan el 50% del valor del producto; el 40% son piezas intermedias y representan el 30% del
valor total: las restantes son piezas menores y representan solamente el 20% del valor total.
Para la fabricación de lotes de piezas intermedias las máquinas-herramienta de control
numérico como la fresadora, el torno, la mandriladora, etc. son generalmente el sistema de
producción más económico. Estas máquinas resultan adecuadas para la fabricación de partes
intermedias requeridas por pequeños y medianos lotes que no requieren una gran variedad de
operaciones de mecanizado que impiden el uso de diferentes posiciones de la pieza.
La necesidad de máquinas flexibles, versátiles y de alta precisión para la fabricación de
lotes pequeños, ha determinado el empleo de las máquinas- herramienta de control numérico, que
anteriormente se utilizaban para resolver problemas de maquillado complejo como los perfiles de
las piezas utilizadas en la industria aeronáutica.
Las máquinas herramienta-control de control numérico son accionadas por un sistema de
control numérico. Las informaciones dadas a la máquina (posicionamiento de la mesa,
desplazamientos de la misma, velocidad de rotación, avance de herramienta, tipo de herramienta,
etc.) vienen recabadas del dibujo de la pieza y del ciclo de fabricación. Estas informaciones son
codificadas y memorizadas en forma numérica en la cinta perforada, en casete, en disco flexible o
en la computadora de la máquina. De ahí el nombre de máquinas-herramienta de control numérico.
Esta información sustituye el dibujo de la pieza y es leída, interpretada y transformada en señales
35
en la unidad de gobierno de la máquina, que amplificadas, accionan los servomecanismos de la
máquina determinando los movimientos de traslación y rotación necesarios para el funcionamiento
relativo de la pieza-herramienta.” (Gregorio, 2014)
6.1 Definición De Control Numérico
“Considerados los principios fundamentales de la tecnología del control numérico de las
máquinas-herramienta, estamos en mejores condiciones de comprender el concepto de control
numérico. Con el término control numérico se define en general las técnicas y métodos que
permiten gobernar una máquina mediante informaciones de tipo numérico, suministradas a un
aparato acoplado a la máquina-herramienta.
La denominación “control numérico” deriva del término numerical control (con
traducción poco pertinente) acuñado por el Instituto de Tecnología de Massachusetts, no indica un
simple control de las operaciones seguidas por una máquina sino la de comandar dichas
operaciones. Por ello es más adecuado hablar de comando numérico. Por consiguiente, el control
numérico si se prefiere, comando numérico, tiene por objetivo fundamental de proveer a la máquina
(destinada a un ciclo de trabajo determinado) las informaciones necesarias para su funcionamiento
mediante equipo de tipo digital, explotando así las modernas técnicas de fabricación y de
transmisión de datos.” (Balcells Joseph, 1997)
6.2 Control numérico por computadora
“El siguiente paso en el desarrollo del control numérico se produjo cuando el equipo de
control (montado en la máquina NC) se convirtió en un control por computadora local software.
Se desarrollaron dos tipos de sistemas computarizados: control numérico directo y control
numérico por computadora.
En el control numérico directo (DNC, por sus siglas en inglés), se controlan diversas
máquinas directamente (paso a paso) mediante una computadora de unidad de procesamiento
central. En este sistema, el operador tiene acceso a la computadora central a través de una terminal
computarizada. Con el DNC, el estatus de todas las máquinas en una instalación de manufactura
se puede monitorear y determinar desde una computadora central. Sin embargo, el DNC tiene una
desventaja crucial: si la computadora se apaga, todas las máquinas se vuelven inoperables.

36
Una definición más reciente del DNC es el control numérico distribuido el que una
computadora central sirve como sistema de control para varias máquinas CNC individuales que
tienen microcomputadoras incorporadas. Este sistema proporciona gran memoria e instalaciones
computacionales y ofrece flexibilidad, al tiempo que supera la desventaja del control numérico
directo.
El control numérico por computadora (CNC) es un sistema en el que una
microcomputadora de control es parte integral de una máquina (computadora integrada). El
operador de la máquina puede programar las computadoras integradas, modificar los programas en
forma directa, prepararlos para diferentes partes y almacenarlos. En la actualidad, se utilizan
ampliamente sistemas CNC debido a la disponibilidad a) pequeñas computadoras con gran
memoria; (b) controladores programables y microprocesadores de bajo costo, y (c) capacidades de
edición de programas.” (Kalpakjian, 2008)
6.3 Funcionamiento Del (CNC)
“Tanto las máquinas-herramientas de control-numérico como las de tipo convencional
efectúan desplazamientos lineales y angulares. De hecho se tienen traslaciones rectilíneas de la
mesa (transversal y longitudinal) y del cabezal (vertical). Algunas máquinas están equipadas con
mesas giratorias que permiten giros del tipo horizontal o vertical según el tipo de máquina. Otra
posee cabezales giratorios.
En la máquina-herramienta de control numérico los movimientos son controlados por
transductores de posición, los cuales miden las cotas (líneas angulares) desde un centro de
coordenadas preestablecido. Estas mediciones son realizadas con una precisión de 1/1000mm o
bien en segundos de grado. Cundo las mesas se mueven (simultáneamente o bien secuencialmente)
hacia cierta posición, los transductores señalan continuamente a la unidad de gobierno de la
máquina el avance de los ejes (mesas) con referencia al punto por alcanzar (recordándoles
continuamente que deben alcanzar y pararse en el punto predeterminado con extrema precisión)
justamente por confrontación entre la posición de estabilidad y la diferencia de desplazamiento
lineal que falta para alcanzar la posición”. (Gregorio, 2014)
6.4 Tipos Básicos De Control Numérico
“En el control numérico existen tres tipos básicos de control.
37
Sistema Punto a Punto (o de posicionamiento): “Cada eje de la máquina se acciona
por separado con tornillos de avance y a diferentes velocidades dependiendo de la
operación. Al principio la máquina se mueve a máxima velocidad (movimiento de
aproximación) y luego desacelera cuando se aproxima a la superficie de trabajo
(optimizar tiempos), y continúa la trayectoria en secuencia para realizar la operación.
Una vez realizada la operación, la herramienta se retira y se dirige a la siguiente
posición donde se repite la operación. Típico en taladrado, punzo nadó y fresado.
Sistema paraxial: Permite controlar la posición y trayectoria del elemento móvil siempre
en sentido paralelo a los ejes de la máquina (en algunos casos a 45º también).
Sistema de Contorneado (o de trayectoria continua): tanto los movimientos de
aproximación, posicionamiento y las operaciones de mecanizado se realizan siguiendo
diferentes trayectorias y a diferentes velocidades. Se requiere una sincronización precisa de
la velocidad y los movimientos a lo largo de las trayectorias. Típico en tornos, fresadoras,
rectificadoras, soldadoras y centros de mecanizado.
6.5 Interpolación:
El movimiento a lo largo de una trayectoria se realiza interpolando entre puntos, métodos:
Interpolación lineal: la herramienta se mueve en línea recta de un punto a otro. Con este
método se pueden realizar todo tipo de perfiles, pero si son muy complejos requiere
procesar una gran cantidad de información.
Interpolación circular: se requiere las coordenadas del punto final, las coordenadas del
centro del arco que queremos que describa, el radio y el sentido (horario/anti horario).
Interpolación parabólica o cúbica: las trayectorias se aproximan utilizando curvas con
ecuaciones matemáticas de orden superior. Éste método, de mayor complejidad, se utiliza
en máquinas con cinco o más ejes (o en robots industriales).” (Kalpakjian, 2008)

38
6.5 Procesadores De Regulación PID
“La regulación consiste en mantener fijada a un valor de consigna una magnitud física
sometida a perturbaciones las variables fundamentales que intervienen en el proceso de regulación
son; figura 11.
Figura 11. Lazo de posicionamiento de un eje. (Balcells Joseph, 1997)
El valor de consigna, indicado por el operador manualmente o por el sistema de control de
forma automática.
La señal de planta a controlar, leída a través de un lazo de realimentación desde el sensor
de planta.
De estas dos señales, consigna y planta, el regulador obtiene el error o desviación e(t), que
tiende a minimizar actuando sobre las señales de mando. La situación ideal a alcanzar es la de error
nulo, e(t) = 0, pero esto solo será cierto en un régimen ideal permanente. Para acercarse a este ideal,
el regulador dispone de tres acciones sobre la salida: proporcional, integral y derivativa.
La acción proporcional (P) genera una señal proporcional al error instantáneo para tratar
de corregir la salida: a más error, más señal de corrección.
La acción integral, (I) actúa en función de la historia de la señal de error: compensa en
cada instante el error acumulado.
La acción derivativa (D) tiene en cuenta la tendencia de la señal a controlar: actúa para
compensar posibles errores que sólo están comenzando a aparecer.
La señal final obtenida del regulador viene dada por la ecuación

39
𝑠(𝑡) = 𝑘𝑝 𝑒(𝑡) + 𝑘𝑖 ∫ 𝑒(𝑡)𝑑𝑡 + 𝐾𝑑 𝑑𝑒(𝑡)/𝑑𝑡 (1)
El valor de base de polarización So asegura el funcionamiento del control en régimen
permanentemente no perturbado [e(t) = 0] , mientras que los coeficientes Kp, Ki, Kd definen la
intensidad de la acciones proporcional, integral y derivativa, respectivamente. Combinando estas
tres acciones, según sus coeficientes, se obtiene el modelo de controlador más adecuado para la
aplicación.” (Gregorio, 2014)
6.6 Procesadores De Posicionamiento
“En la industria de transformación es más que frecuente la necesidad de posicionar o
trasladar piezas u objetos móviles de una a otra parte con precisión y rapidez:
Cabezales de máquinas- herramienta,
Alimentación de cadenas de montaje,
Industrias textil y papelera, brazos de soldadura, etc.
Figura 12. Bucle cerrado de regulación. (Balcells Joseph, 1997)
Esta tarea (mando de ejes) es encomendada tradicionalmente, a los controles numéricos y
a los posicionadores. El esquema de bloques de un lazo de posicionamiento, aparece en la figura
12. El mando suele construirse con un regulador PI, aunque a veces se hace necesario introducir
una acción derivativa para estabilizar el sistema, resultando entonces un regulador estándar PID.”
(Balcells Joseph, 1997)

40
6.6.1 Posicionamiento de servomotores CC/CA:
“Para el control de posición de un móvil, sobre un eje lineal o angular, impulsado por un
motor CC o CA, con posición, aceleración y velocidad indicadas, como parámetros, lectura de
posición por codificador incremental o absoluto, y salida de consigna de tensión ( ±10 Vcc) , para
variador externo de velocidad figura 13.
El posicionamiento de servomotores, necesita siempre de un lazo cerrado que asegure el
control de la posición, mientras que los motores paso a paso, con una ley de movimiento que viene
dada por el número de impulsos recibidos, pueden funcionar en lazo abierto, sin necesidad de
realizar lecturas de posición. En ambos casos, la programación del procesador consiste en la carga
en su memoria de programa de una serie de datos o parámetros. Los servosistemas de CC/CA se
utilizan en aplicaciones que exigen alta velocidad de desplazamiento, con elevado par de arrastre,
como, por ejemplo, máquinas-herramienta.
El sistema debe trabajar siempre en lazo cerrado, por lo que el controlador dispone de una
entrada de contador para realimentación de posición desde un codificador incrementar, o de lectura
directa de un codificador absoluto.
Figura 13. Posicionamiento de un eje de servo (Balcells Joseph, 1997)
La salida del regulador, suministra una señal de ± 10 Vcc, que será entrada de consigna de
la etapa de potencia del accionamiento (convertidor estático CA/CC, CA/CA).” (Balcells Joseph,
1997)

41
6.7 Principios de las maquinas CNC
“En los procesos de mecanizado por control numérico podemos considerar tres elementos
fundamentales: la propia máquina, el control numérico y la información necesaria (el programa
de instrucciones):
Entrada de datos: la información contenida en el código numérico del programa se lee y
se almacena en la memoria del ordenador.
Procesamiento de los datos: la unidad de control de la máquina interpreta o procesa los
programas.
Salida de datos: la información contenida en el código numérico, una vez interpretada, da
lugar a una serie de salidas o comandos dirigidos normalmente al servo control Figura 14.
(lo que dará lugar a movimientos de la mesa de trabajo, de la herramienta…). Los
actuadores pueden ser: motores de corriente continua; motores asíncronos o de inducción;
motores paso a paso; motores síncronos de imanes permanentes; accionamientos
neumáticos; accionamientos hidráulicos.
Figura 14. Esquema de los principales componentes de control de posición de una máquina
herramienta de control numérico (Kalpakjian, 2008)

42
6.8 Circuitos De Control:
Podemos encontrar circuitos de control de lazo abierto (Figura 15) o de lazo cerrado
(Figura 16). En los abiertos las señales se envían al servo controle, pero los movimientos y
posiciones finales no se verifican. En los cerrados se cuenta con sensores de posición, de modo
que cuando se manda una señal al servo control y este acciona algún componente, por ejemplo la
mesa de trabajo, existe una retroalimentación de la posición final alcanzada por la mesa de trabajo;
el controlador comprueba si la mesa está en la posición correcta y en caso contrario realiza las
correcciones oportunas.
(Kalpakjian, 2008)
Figura 15. Esquema de los componentes de un sistema de control en lazo abierto.
Figura 16. Esquema de los componentes de un sistema de control en lazo cerrado.
(Kalpakjian, 2008)
6.9 Métodos De Medida De La Posición (Posicionamiento) en máquinas CNC.
6.9.1 Indirectos:
Se basan principalmente en principios magnéticos y fotoeléctricos.
Codificadores (encoders): constan de un disco transparente con unas marcas opacas
colocadas radialmente y equidistantes entre sí. Un sistema de foto receptores detecta

43
el paso por cada marca y genera una señal de pulsos; contabilizando los pulsos es posible
conocer la posición del eje (Fig. 17). Pueden ser absolutos o incrementales.
Rotatorios o reductores (resolvers): se basan en una bobina giratoria solidaria a un eje
(excitada por una portadora) y dos bobinas fijas situadas a su alrededor. El giro de la bobina
móvil hace que el acoplamiento con las bobinas fijas varíe; siendo la señal resultante
función del ángulo de giro.
6.9.2 Directos:
Reglas graduadas (generalmente con lectores ópticos). Más preciso. Se basa en una regla
de vidrio graduada con marcas opacas y un lector óptico que detecta las diferentes marcas en la
regla. Suelen ser sistemas incrementales, siendo necesario buscar la señal de referencia (marca 0)
antes de comenzar a trabajar (por ejemplo, cada vez que se enciende o reinicia la máquina)”
(Martinez, 2013).
Figura 17. Diagrama de las partes de un Encoder. (Martinez, 2013)
6.10 Principio de funcionamiento encoder absoluto
“El principio de funcionamiento de un encoder absoluto es muy similar al de un encoder
incremental en el que un disco que gira, con zonas transparentes y opacas interrumpe un haz de
luz captado por foto receptores, luego éstos transforman los impulsos luminosos en impulsos
eléctricos los cuales son tratados y transmitidos por la electrónica de salida.” (SA, 2000)

44
6.11 La codificación absoluta
“Respecto a los encoders incrementales, los encoders absolutos muestran importantes diferencias
desde el punto de vista funcional. Mientras en los encoders incrementales la posición está
determinada por el cómputo del número de impulsos con respecto a la marca de cero, en los encoders
absolutos la posición queda determinada mediante la lectura del código de salida, el cual es único
para cada una de las posiciones dentro de la vuelta. Por consiguiente los encoders absolutos no
pierden la posición real cuando se corta la alimentación (incluso en el caso de desplazamientos),
hasta un nuevo encendido (gracias a una codificación directa en el disco), la posición está
actualizada y disponible sin tener que efectuar, como en el caso de los encoder incrementales la
búsqueda del punto de cero.
(SA, 2000) Figura 18. Código Gray y Zona de lectura del disco.
Tabla 1. Equivalencia código Decimal, Binario y Gray.
Analicemos ahora el código de salida que se deberá utilizar para definir la posición absoluta. La
elección más obvia es la del código binario, porque fácilmente puede ser manipulado por los
dispositivos de control externos para la lectura de la posición, sin tener que efectuar particulares
operaciones de conversión. En vista que el código se toma directamente desde el disco (que se

45
encuentra en rotación) la sincronización y la captación de la posición en el momento de la variación
entre un código y el otro se vuelve muy problemática. En efecto, si por ejemplo tomamos dos
códigos binarios consecutivos como 7(0111) 8(1000), se nota que todos los bits del código sufren
un cambio de estado: una lectura efectuada en el momento de la transición podría resultar
completamente errónea porque es imposible pensar que las variaciones sean instantáneas y que se
produzcan todas en el mismo momento. Debido a este problema se utiliza una variante del código
binario: el código Gray, (Figura 19) el cual tiene la particularidad que al pasar entre dos códigos
consecutivos (o desde el último código al primero), uno sólo cambia su estado.
El código Gray puede convertirse fácilmente, con un simple circuito combinatorio, en
código binario. (Figura 19).
(SA, 2000)
Figura 19. Circuito combinatorio.
Cuando el número de posiciones no es una potencia de 2, la propiedad de cambiar un solo
bit se pierde al pasar el último valor al primero y viceversa. Por ejemplo, deseamos realizar un
encoder absoluto con 12 posiciones/giro.

46
La codificación debería ser como las que se encuentran en la tabla 2: Se nota que al pasar entre la
posición 11 y 0, el cambio de estado simultáneo de 3 bit puede producir cambios de lectura y esto,
como se ha visto anteriormente no es aceptable
Para no perder la característica de la conmutación de
un solo bit, se utiliza el código Gray quebrado o bien con
exceso N , haciendo corresponder a la posición 0 el código
Gray correspondiente al valor N, donde N es el número que,
substrayéndolo al código Gray convertido a número binario
da el valor exacto de posición.
El cálculo del número N se efectúa según la
siguiente fórmula:
Tabla 2. Cambio de 3 bit. (SA, 2000)
N =2n − IMP
2
Dónde: IMP es el número de impulsos / giro (solo impulsos
pares) 2n es el número de impulsos múltiplo potencia de 2,
inmediatamente superior a IMP
En nuestro caso la codificación será:
N = 24 − 12
2=
16 − 12
2= 2
Tabla 3. Código Gray quebrado. (SA, 2000)
Ejemplo: conversión de la posición 5
El código Gray de la posición 5 es 0100 el cual convertido a binario es 0111; 7 en decimal.
Quitando a 7 el valor de N obtendremos el valor de posición real que es 7 - 2 = 5.” (SA, 2000)

47
6.12 El tornillo de recirculación de esferas.
El tornillo recirculante de esferas es uno de los principales elementos en el torno CNC, ya
que es el que se encarga de convertir el movimiento circular en lineal, está diseñado para trabajar
a gran velocidad, y con una alta precisión. “Este reemplaza la fricción de deslizamiento del tornillo
de potencia convencional por la fricción de rodadura de las bolas de rodamiento. Las bolas de
rodamiento circulan en pistas de acero endurecido, formadas por ranuras cóncavas helicoidales en
el tornillo y la tuerca. Todas las cargas reactivas entre el tornillo y la tuerca son resistidas por las
bolas de rodamiento, que son las únicas que tienen contacto físico entre esos miembros. A medida
que el tornillo y la tuerca giran entre sí, las bolas de rodamiento son desviadas en un extremo y
regresadas por los tubos de guía para el retorno de las bolas, al extremo opuesto de la tuerca de
bolas. Esta recirculación permite que el recorrido de la tuerca no tenga restricción, en relación con
el eje.” (Mott, 2006)
Figura 20. (a) Corte Lateral. (Mott, 2006) (b) Corte Transversal.
El paso del tornillo está dado por el desplazamiento lineal que hay al girar una vuelta
completa, y es una pieza importante en la velocidad y la precisión del torno. Podemos observar la
parte interna (Figura 20 (a) y (b)).
Figura 21. Tornillo de esferas con tuerca. (Mott, 2006)

48
Se observa el tornillo de esferas recirculante con su correspondiente tuerca (Figura21).
6.13 Servomotor de corriente alterna
“Son la primera opción para aplicaciones de velocidad constante y que no requieren gran
par de arranque.
Para aplicaciones industriales, los motores de corriente alterna, van desde una fracción a
varios caballos de fuerza. El principio de operación es que el rotor esta hecho de acero laminado,
y barras de material tal como aluminio o cobre incrustadas en el rotor, las cuales están
cortocircuitadas en ambos extremos.
El estator, también de acero laminado con ranuras adecuadamente diseñadas. En las ranuras,
un número diseñado de devanados está conectado a la fuente de alimentación. Esta forma un campo
magnético giratorio. Cuando el motor está conectado a la alimentación, se induce una tensión en
las barras situadas en el rotor provocando el flujo de corriente a través de ellas. Como resultado,
de la corriente y el torque electromotriz, se desarrolla la aceleración del rotor. Como la velocidad
aumenta, el voltaje inducido se reduce, debido a que el rotor se aproxima a la velocidad de
sincronismo. A la velocidad sincrónica, el torque se convierte en cero, por lo tanto, los motores de
corriente alterna CA, siempre giran a una velocidad inferior a la velocidad sincrónica. La velocidad
de sincronismo, se determina, por la frecuencia de la fuente de alimentación y el número de polos
en el estator.” (Firoozian, 2014)
Figura 22. Constitución básica de un motor Brushless. (Firoozian, 2014)
“En la industria los servomotores más usados actualmente, son de corriente alterna sin
escobillas, tipo Brushless, compuestos por un estator de varios segmentos, en el que la parte llenada
de cobre, llega casi al doble de un motor tradicional, produciendo alta potencia con un volumen
49
mínimo (Figura 22). Debido a que hay más hilo en las ranuras y se genera más calor, los espacios
del bobinado, son rellenados con resina conductora de calor.
En el rotor encontramos, varios imanes permanentes fabricados con Nedimio-Hierro-Boro dando
más densidad de flujo, mejorando el rendimiento y obteniendo un par mejor en un tamaño menor.
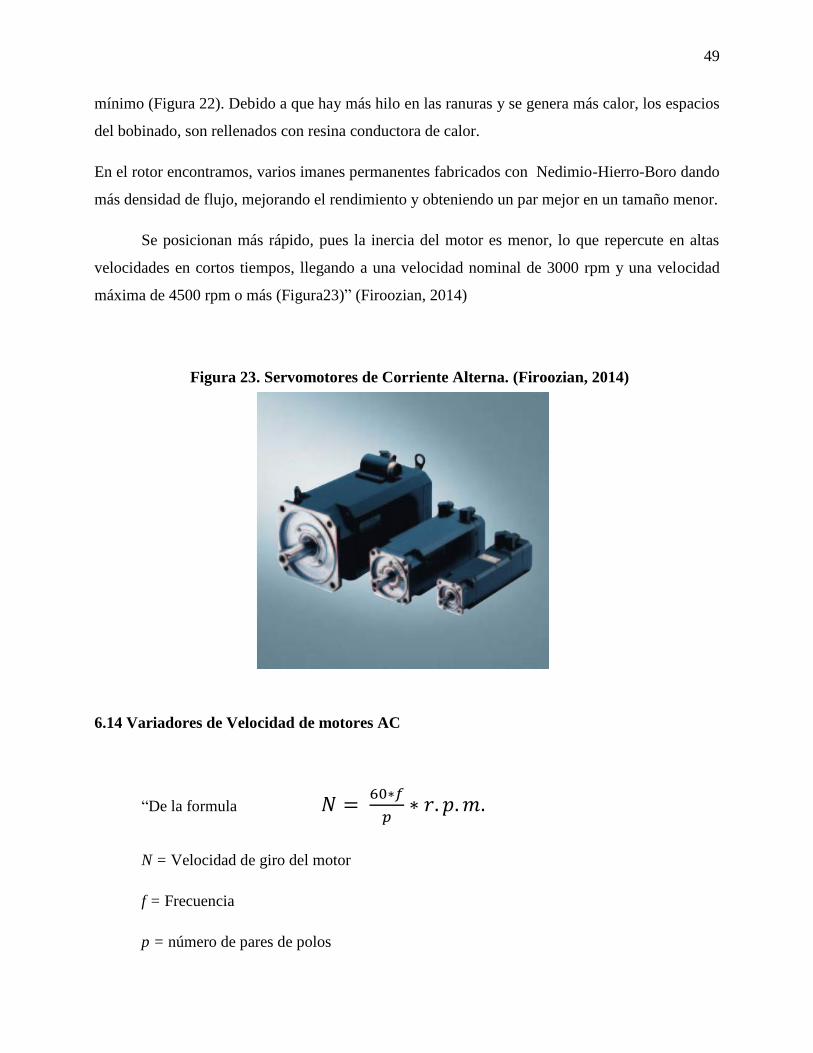
Se posicionan más rápido, pues la inercia del motor es menor, lo que repercute en altas
velocidades en cortos tiempos, llegando a una velocidad nominal de 3000 rpm y una velocidad
máxima de 4500 rpm o más (Figura23)” (Firoozian, 2014)
Figura 23. Servomotores de Corriente Alterna. (Firoozian, 2014)
6.14 Variadores de Velocidad de motores AC
“De la formula 𝑁 = 60∗𝑓
𝑝∗ 𝑟. 𝑝. 𝑚.
N = Velocidad de giro del motor
f = Frecuencia
p = número de pares de polos

50
r.p.m. = Revoluciones por minuto
Se deduce que variar la velocidad de un motor (revoluciones de un motor) se puede realizar
de dos maneras distintas:
Modificando el número de polos del motor.
Modificando la frecuencia.
Modificar el número de polos del motor es un procedimiento engorroso y limitado; esto es,
el motor adquiere revoluciones concretas y no de manera continua como sería de desear, en función
de su número de polos; además estas revoluciones predeterminadas no suelen ser más de tres
revoluciones distintas ya que, de otro modo, el motor serias excesivamente grande en relación a su
potencia. Son los llamados motores de dos y tres velocidades. Modificar la frecuencia, por el
procedimiento que sea, es lo ideal, y el más adecuado y económico es el electrónico.
6.14.1 Que es y para que se usa un convertidor de frecuencia.
Un convertidor de frecuencia es un aparato destinado a modificar la frecuencia y, por tanto,
la velocidad, de un motor de inducción asíncrono; es decir que genera una corriente alterna con la
frecuencia y la tensión necesarias para accionar dicho motor de corriente alterna (Figura 24)
(Pulido, 2000)
Figura 24. Convertidores de frecuencia electrónicos. (Cortesía de Omron Electronics)
El convertidor de frecuencia permite modificar el valor de la frecuencia para hacer gire más
o menos velocidad, independientemente de la frecuencia de que disponga la red de alimentación.

51
6.14.2 Principio de funcionamiento.
La red suministra corriente alterna a 60 Hz, frecuencia industrial. En una primera etapa,
pasa a un rectificador donde se convierte en corriente continua. Estos rectificadores pueden ser
controlados o por tiristores, pasando posteriormente a un filtro, de tal manera que la salida sea
lineal; no obstante, antes del filtrado, se dispone de una resistencia R1 en paralelo con un contacto
K1. Al conectar el equipo a tensión, como quiera que los condensadores del filtro están
descargados, comienzan a cargarse. En ese instante la intensidad es muy elevada; por ello, circulara
por la resistencia R1. Al disminuir la corriente de carga, por estar cargados los condensadores, el
relé K1 se activa y cierra el contacto que está en paralelo con la resistencia R1. A partir de ese
momento, circulara la corriente del equipo por ese contacto.
Figura 25. Esquema de principio de un convertidor de frecuencia controlado por transistores
PWM. (Pulido, 2000)
El relé K1 permanecerá activado en tanto esté con tensión el convertidor. Esta tensión
continua, rectificada y filtrada, pasa a la etapa de conmutación desde donde se convierte en
corriente alterna, pero esta vez controlada por el circuito de disparo de los transistores PWM o de
los tiristores, (Figura 25) es decir, no a la frecuencia de 60Hz si no a la que previamente se
determine dentro del margen entre 0 y 440Hz; esto es, conectando un motor de 4 polos, 1500
r.p.m., a un variador hipotético, podría girar desde 0 hasta 10800 r.p.m. teóricamente. Quiere decir
esto que eléctricamente los devanados del motor soportarían esa frecuencia tan alta; otra cosa es
que mecánicamente las piezas del motor pudieran soportarla. La figura 26 muestra el diagrama
en bloques de ese sistema.

52
Figura 26. Diagrama de bloques de un convertidor
de frecuencia.
(Pulido, 2000)
El sistema de control realiza varias funciones,
bien definidas, como son:
Variación de la frecuencia.
Regulación de la tensión o de la corriente.
Conmutación de la corriente en los devanados del motor.
Protección del convertidor, de tal manera que limita la intensidad a un valor
permitido por los semiconductores del convertidor.
Protección de los devanados del motor al limitarle la intensidad que circule en
función de la admisible por el motor. “ (Pulido, 2000)
(Pulido, 2000)
Figura 27. Esquema de principio de un variador de frecuencia controlado por tiristores

53
6.15 Sistema de referencia del torno (CNC)
“El eje Z suele referirse a la dirección del husillo principal (que aporta la potencia de corte);
si no hay husillo principal el eje Z seria el perpendicular al plano de sujeción de la pieza (sentido
positivo al alejarse de la pieza); en el caso del torno se denomina eje Z al eje del husillo que hace
girar la pieza de trabajo.
El eje X será perpendicular al eje Z.
El eje Y no se considera en trabajos de torno.
(Martinez, 2013)
Figura 28. Ejes en un torno paralelo. Vista isométrica (izquierda.), vista superior (derecha).
6.16 Orígenes de referencia. (Cero máquina – Cero pieza)
Cero Maquina: Se puede considerar el punto de referencia para el resto de elementos
móviles de la máquina, sería nuestro cero absoluto en el sistema de referencia. El cero
maquina suele estar en algún punto inaccesible para la herramienta y depende de cada
fabricante. En el caso del torno, el cero maquina suele situarse en el eje del husillo de giro
de la pieza de trabajo, en alguna posición próxima a la zona de sujeción de la pieza.
Cero Pieza (Cero Programa): Punto con respecto al cual se suelen referenciar las
coordenadas de las trayectorias establecidas en el código numérico de los programas. El
cero pieza debe ser seleccionado por el operario antes de ejecutar cualquier programa (en
torno, generalmente se establece como cero pieza el centro de la cara frontal del bruto o

54
pieza de trabajo). El procedimiento para establecer el cero pieza puede variar según el tipo
de torno (modelo, fabricante).
Cero Herramienta: Punto a partir del cual se tendrán en cuenta o se establecerán las
dimensiones de la herramienta introducidas por el usuario. En torno, suele estar localizado
en la base de sujeción común de las herramientas (carro portaherramientas).
Home: Es común definir en tornos con control numérico una posición de reposo para la
herramienta. Suele ser un punto alejado de la pieza de trabajo donde reposa la herramienta
antes de ejecutar un programa y hacia donde se retira una vez finalizado el trabajo.
Límites de seguridad: Se pueden establecer límites (X+, X-, Z+, Z-) que no puede
sobrepasar la herramienta. Estos límites evitan que por erratas en el código numérico la
herramienta pueda chocar con partes de la máquina (Figura 29)”. (Martinez, 2013)
(Martinez, 2013)
Figura 29. Orígenes de referencia en torno paralelo.

55
7. DESARROLLO DEL PROYECTO
7.1 Inspección Física Del Estado Del Torno CNC Siemens.
Se revisó el estado en el que se encuentra el torno CNC, y se encuentra lo siguiente:
El torno de control numérico marca Siemens se encuentra totalmente inoperante, no
enciende su fabricación es del año 2003.
La estructura mecánica del torno (CNC) se encuentra en buen estado.
(EL Autor, 2016)
Figura 30. Torno de control numérico (CNC) con control Siemens 802c averiado.
7.2 Determinación De Elementos Funcionales
Al encontrar que el control electrónico no enciende, la empresa busca el servicio técnico
del fabricante, y no existe representación en el país, y toma la determinación de reemplazarlo
totalmente. Lo cual implica determinar que partes pueden ser funcionales en la nueva
implementación.
Después de examinar el libro de mantenimiento técnico del torno, dialogar con el ingeniero
de mantenimiento de la empresa y realizar las pruebas posibles se dedujo lo siguiente.

56
Tabla 4. Elementos funcionales del Sistema electrónico del torno CNC con control Siemens
802c (EL Autor, 2016)
Nota: Los elementos descritos en la tabla son marca SIEMENS, excepto el variador de
velocidad del husillo que es marca NAIZ.
De acuerdo a lo analizado podemos concluir lo siguiente, los elementos funcionales con los
que contamos para ser reacondicionados en la implementación del nuevo control son el servo Drive
de husillo y el motor de husillo. Además del motor de la torreta, estos 2 motores, tanto el del husillo
como el de la torreta trabajan a 380 voltios. Aunque hay más
ELEMENTO DEL
CNC ORIGINAL
SIEMENS 802c
FUNCIONA CRITERIO ESTABLECIDO PARA
ESTA DESICIÓN. SI NO
Panel Del Operador X Se encontraba opaco y fallando cuando
el torno (CNC) se apago.
Control Numérico y PLC X Dejaron de funcionar por daños en sus
tarjetas electrónicas. Servo Drive de eje X X El eje trabajaba correctamente
Servo Drive de eje Z X El eje trabajaba correctamente
Motor del eje Z X El eje trabajaba correctamente
Motor del eje X X El eje trabajaba correctamente
Motor de la torreta de
herramientas
X Realizaba bien el cambio de
herramientas. Variador de velocidad del
husillo
X El husillo respondía a las exigencias en
cuanto a variación de velocidad y
torque en el mecanizado
Motor del husillo X El motor respondía a los parámetros
programados y las exigencias del Servo
Drive.
Motor de torreta de
herramientas
X El cambio de herramientas lo estaba
realizando bien.

57
elementos funcionales; debido a su tiempo de uso y que no hay soporte técnico en el país,
por consiguiente no existe una representación de Siemens y cualquier consulta o servicio son muy
costosos; se va a trabajar con motores nuevos con sus correspondientes Servo Drives y control
diseñado para los mismos.
7.2.1 Identificación de entradas y salidas del CNC
Ahora procedemos a identificar cuantas entradas y cuantas salidas del PLC del control
necesitamos. De acuerdo al manual de conexionado del control original Siemens Sinumerik 802c,
las siguientes entradas y salidas están habilitadas y conectadas.
7.2.1.1Entradas del PLC.
Las señales que se identificaron para ser llevadas a las entradas del PLC son las siguientes.
Tabla 5. Entradas del PLC (EL Autor, 2016)
Señal de desaceleración de los ejes X y Z: Esta señal maneja la desaceleración de los
motores de los ejes cuando se acercan al punto de inicio de mecanizado.
SIGNAL INPUT SEÑAL DE ENTRADA
X Deceleration signal Señal de desaceleración en X
Z Deceleration signal Señal de desaceleración en Z
External Emergency Stop Parada de emergencia externa.
X Over Travel Limite en eje X
Z Over Travel Limite en eje Z
Presure Check Lub. Chequeo de la presión del lubricante
External Cycle Start Arranque de ciclo externo
External Feed Hold Paro de ciclo
Tool 1 Herramienta 1
Tool 2 Herramienta 2
Tool 3 Herramienta 3
Tool 4 Herramienta 4
Gama baja husillo Gama baja de husillo
Gama alta husillo Gama alta de husillo

58
Señal de parada de emergencia: Esta señal bloquea inmediatamente el torno (CNC)
deteniendo los motores, la torreta, refrigerante y todas las funciones.
Over Travel en X y Z: Esta señal está conectada a los finales de carrera que detectan cuando
alguno de los ejes se sale del rango parametrizado.
Presure Check Lub: Monitorea la presión del lubricante y enciende una alarma cuando la
misma es baja, evitando sobrecalentamientos por la falta de lubricante.
External Cicle Start: Señal de arranque de ciclo.
External Feed Hold: señal de paro de ciclo.
Tool 1 a Tool 4: Son las señales que manejan las posiciones de las 4 herramientas de
mecanizado en la torreta portaherramientas.
Gama baja y Gama alta: Son las dos gamas de velocidad a las que trabaja el husillo.
7.2.1.2 Salidas del PLC
Se identificaron 11 señales de salida del PLC, entre las que encontramos las 3 señales que
van para el variador de velocidad que controla el servomotor del husillo.
(EL Autor, 2016)
SIGNAL OUTPUT SEÑAL DE SALIDA
Cooling Refrigerante
Lubricating Lubricación
Spindle CCW Giro del husillo en
sentido anti horario. Spindle Cw Giro del husillo en
sentido horario Spindle Stop Paro del husillo
Tool1
Herramienta1
Tool2 Herramienta2
Tool3 Herramienta3

59
(EL Autor, 2016)
Tabla 6. Salidas del PLC
Cooling: Señal que activa o desactiva la bomba que impulsa el refrigerante.
Lubricating: Señal que activa la bomba de aceite de lubricación para las bancadas y los
rodamientos de los tornillos de los ejes y del husillo.
Spindle CCW: Señal que arranca el husillo en sentido anti horario.
Spindle CW: señal que arranca el husillo en sentido Horario.
Spindle Stop: Es la señal que detiene el husillo, estas 3 señales son enviadas al variador de
velocidad que trabaja en lazo abierto.
Tool 1 a Tool 4: Envian la señal de posición de la torreta de herramientas.
Gama alta y baja: Señal que le indica al torno en cual de las dos gamas va a mecanizar.
Después de haber identificado las entradas y las salidas del PLC del control original,
Siemens Sinumerik 802C, identificamos las potencias de los motores de los ejes X y Z que son los
que vamos a cambiar.
7.2.2 Identificación de potencias de los motores.
Para la implementación del nuevo control, nos basamos en las especificaciones técnicas del
control original del torno CNC, como son potencia del motor del husillo, y potencia de los motores
de los ejes X y Z.
Tool4 Herramienta4
Gama baja husillo Gama baja husillo
Gama alta husillo Gama alta husillo

60
Identificamos la posición de los motores de los ejes X (Figura 31) y Z (Figura 32), para realizar el
desmonte e identificar sus potencias. (EL Autor, 2016)
Figura 31. Servomotor del eje Z Figura 32. Servomotor del eje X
Después de haber desensamblado los motores, (Figura33) determinamos la potencia de los
motores y de acuerdo a las placas de características de los motores (Figura 34), determinamos que
la potencia de los ejes X y Z son las siguientes
(EL Autor, 2016) (EL Autor, 2016)
Figura 33. Motor del eje Z desmontado Figura 34. Placa de características
De acuerdo a ello encontramos que las características de los motores de los ejes X y Z son
las siguientes. El voltaje nominal es de 263 voltios.
Torque = 7.3 Nm
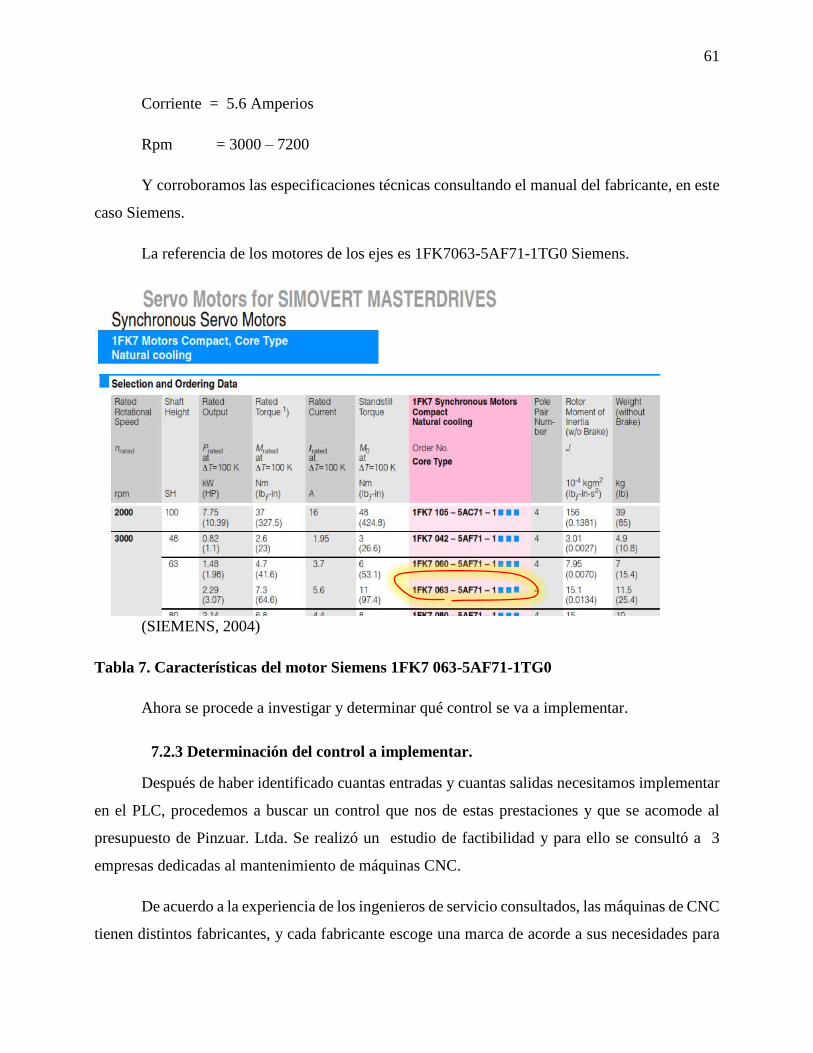
61
Corriente = 5.6 Amperios
Rpm = 3000 – 7200
Y corroboramos las especificaciones técnicas consultando el manual del fabricante, en este
caso Siemens.
La referencia de los motores de los ejes es 1FK7063-5AF71-1TG0 Siemens.
(SIEMENS, 2004)
Tabla 7. Características del motor Siemens 1FK7 063-5AF71-1TG0
Ahora se procede a investigar y determinar qué control se va a implementar.
7.2.3 Determinación del control a implementar.
Después de haber identificado cuantas entradas y cuantas salidas necesitamos implementar
en el PLC, procedemos a buscar un control que nos de estas prestaciones y que se acomode al
presupuesto de Pinzuar. Ltda. Se realizó un estudio de factibilidad y para ello se consultó a 3
empresas dedicadas al mantenimiento de máquinas CNC.
De acuerdo a la experiencia de los ingenieros de servicio consultados, las máquinas de CNC
tienen distintos fabricantes, y cada fabricante escoge una marca de acorde a sus necesidades para

62
implementar el control, basados en su experiencia de servicio a estas máquinas, se determinó lo
siguiente. Las siguientes marcas son las más posicionadas en el mercado Colombiano.
FANUC: Es la marca más representativa del mercado japonesa, utilizada por gran cantidad
de fabricantes de máquinas CNC, el servició técnico es bueno, dan soporte al recurrir a ellos, lo
hacen desde Estados Unidos, incluso México y Argentina, donde hay Ingenieros Latinos
capacitados en dar este soporte.
MITSUBISHI: Es la segunda marca a nivel nacional, implementado en las maquinas (CNC)
Mazak. Poseen una línea de implementación para otras máquinas que no son Mazak, llamado
Meldas, pero es bastante costoso y el servicio hay que trabajarlo directamente con ellos, lo que lo
hace costoso por los gastos que implica traer un ingeniero de soporte y desarrollo, normalmente de
la filial más cercana que es Estados Unidos. Y No venden controles para RETROFIT.
FAGOR: Es una marca española, que se maneja en Europa y varias máquinas de nuestro
mercado han llegado con este control, el control es funcional, pero desafortunadamente, el soporte
técnico ha sido pésimo, para resolver cualquier inconveniente no se encuentra información ni
asesoría.
CENTROID: No es una marca reconocida en nuestro mercado, pero poseen un control
relativamente más económico que los mencionados, posee un inconveniente, que trabaja en una
computadora sobre el sistema operativo Windows y presenta las fallas que puede presentar el
mismo como por ejemplo ataques por virus.
SIEMENS: Es un control Alemán de excelente calidad, con tecnología de diseño avanzado,
de gran reconocimiento a nivel mundial, lo cual no significa que después de algunos años de
servicio no falle, como sucedió en el torno que estamos trabajando, donde el control es del año
2003 y en este momento fallo, encontrando como principal inconveniente para buscar un control
de la misma marca moderno, en nuestro país no hay soporte técnico y aunque se pueda realizar
desde el exterior, es supremamente costoso.

63
GSK: Aunque es una marca relativamente nueva, comparada con las anteriores, es una
marca que ha ido ganado espacio en el mercado nacional, pues han ingresado varias máquinas con
este control, y ha demostrado ser eficiente y competitivo, pero su característica más importante es
su costo, pues es un control de excelente calidad y a un costo relativamente bajo comparado con
las marcas antes mencionadas.
De acuerdo a esto, se realizó el siguiente cuadro comparativo, con las cotizaciones hechas
por Pinzuar Ltda. Y la información recopilada.
GE
FANUC
MITSUBISHI
AUTOCON
SIEMENS FAGOR CENTROID GSK
COSTO DEL
RETROFIT
EN PESOS
130
Millones
95 Millones 85 Millones 80Millones 33 Millones 35
Millones
SOPORTE
TECNICO
Es el
mejor,
tienen
representa
ción en
Colombia
Hay servicio
técnico, pero no
hay un
representante
directo.
No hay
soporte
técnico, ni
representaci
ón en el país.
No hay
representant
e en el país,
el soporte
técnico no es
bueno para
el país.
No hay
representació
n en el país, ni
muchos
controles en el
país.
Han
mejorado
el soporte
técnico
manejado
directame
nte desde
china.
PARTICIPA
CION EN EL
MERCADO
COLOMBIA
NO
55% 30% 3% 5% 0% 7%
Tabla 8. Cuadro comparativo de 6 marcas de control para decidir cuál implementar. (EL
Autor, 2016)
Nota: Los costos son del Control, los motores de los ejes X y Z con sus respectivos Servo
Drives. No se cotizaron el motor del husillo, ni su Drive pues se van a mantener en la

64
implementación El control Centroid, aunque también tiene un costo menor, es descartado debido a
su inestabilidad al trabajar sobre el sistema operativo Windows y no dar la estabilidad de
funcionamiento que requiere el torno CNC de alta producción.
Con base a la información recopilada se toma la decisión de hacer la implementación con
el CONTROL GSK, por su costo, y que nos da las especificaciones técnicas que necesitamos.
7.2.4 determinar el paso del tornillo de esferas.
Ahora determinamos el paso del tornillo de bolas, el cual fue desensamblado para realizarle
un mantenimiento. Para esto se tomó la medida del paso con un calibrador Pie De Rey.
(EL Autor, 2016)
Figura 35. Cubierta tornillo eje Z.
Figura 36. Tornillo de esferas eje Z desmontado
Se realizó la medida del paso del tornillo de bolas, el
cual nos determina el avance de los ejes, tanto para X,
como para Z, en este caso ambos tornillos tienen el
mismo paso, 6mm (Figura37).
Figura 37. Medida del paso del tornillo.

65
Ahora inspeccionamos el motor del husillo, el cual esta acoplado por poleas.
(EL Autor, 2016)
Figura 38. Acople por poleas del husillo Figura 39. Motor del husillo
Las características técnicas del motor del husillo son las siguientes.
Voltaje = 380 Voltios
Potencia = 5.5 KW
Corriente = 12 A
Figura 40. Variador de velocidad Naiz VF-8Z
El Variador de velocidad trabaja en lazo abierto con el
motor; es japonés, y sus características técnicas
proveen la potencia para el manejo del motor del
husillo (Figura 40).
(EL Autor, 2016)

66
Con estos datos se realizó el modelo matemático del torno de control numérico CNC de
acuerdo a las características de los motores y al paso de los tornillos
7.4 Modelado matemático del Torno de Control numérico (CNC).
Con los respetivos valores de Torque, corriente y Rpm, se desarrolló el modelo matemático
para los motores de los ejes, se realizó primero con los originales Siemens, luego se escogió el
nuevo motor y se hizo el mismo procedimiento.
7.4.1 Modelo matemático para el eje Z y X con el motor Siemens 1FK7 063-5AF71-
1TG0 original
Figura 41. Motor Siemens 1FK7 063-5AF71-1TG0 (EL Autor, 2016)
P=1.4KW, i=5.6A, velocidad nominal =3000 rpm, velocidad máxima= 7200 rpm,
tensión=263V
7.3.1.2 MODELADO DEL MOTOR
𝑃 = 1.4KW (2)
𝐶𝑜𝑛𝑣𝑒𝑟𝑡𝑖𝑟 𝑎 =lb ∗ in
s (3)
𝑃 = 1.4KW ∗lb ∗
ft
s
0.001356KW∗
12in
ft (4)
Figura 42. Modelo del
motor (EL Autor, 2016)

67
𝑃 = 12389.38lb ∗ in
s (5)
=3000 + 7200
2𝐶𝑁𝐶 (6)
= 5100 rpm = 5100 (2 ∗
60) = 534,07 𝑟𝑎𝑑/𝑠 (7)
𝑇 =P
=
12389.38
534.07= 23.198 𝑙𝑏 ∗ 𝑖𝑛 (8)
𝐸(𝑠) = (𝑍𝑅 + 𝑍𝐿) ∗ 𝐼(𝑆) + 𝐹𝐸𝑀 (9)
𝐹𝐸𝑀 = 𝐾𝑉 ∗ 𝜔(𝑠) (10)
𝐼(𝑠) =𝑇(𝑠)
𝐾𝑇 (11)
𝐸(𝑠) = (𝑍𝑅 + 𝑍𝐿) ∗𝑇(𝑠)
𝐾𝑇+ 𝐾𝑉 ∗ 𝜔(𝑠) (12)
De donde
𝑇(𝑠) = 𝐽(𝑠) ∗ 𝜔(𝑠) (13)
𝜔(𝑠) =𝑇(𝑠)
𝐽(𝑠) (14)
Y sustituyendo lo anterior en la ecuación da:
𝐸(𝑠) = (𝑍𝑅 + 𝑍𝐿) ∗𝐽(𝑠) ∗
𝑇(𝑠)
𝐽(𝑠)
𝐾𝑇+ 𝐾𝑉 ∗
𝑇(𝑠)
𝐽(𝑠) (15)
De modo que:
𝐸(𝑠) =(𝑍𝑅 + 𝑍𝐿)(𝑇(𝑠))
𝐾𝑇+
𝐾𝑉 ∗ 𝑇(𝑠)
𝐽(𝑠) (16)
Calculando KT y KV y tomando en cuenta que J = 1 y 𝑇 = 𝐾𝑇 ∗ 𝑖(𝑡)
Sustituyendo el torque 589,2 y i (t) = 5,6 A

68
KT =T
𝑖(𝑡)=
23,198 𝑙𝑏 ∗ 𝑖𝑛
5,6 𝐴= 4.1425 (17)
KV =FEM
=
263𝑉
534,07 𝑟𝑎𝑑/𝑠= 0.4924 (18)
J(s)
𝐸(𝑠)=
KT ∗ J(s)
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉 (19)
Esta es la función de transferencia del motor
7.4.1.2 MODELADO DEL TORNILLO
Figura 43. Modelo del tornillo (EL Autor, 2016)
∑ 𝑀 = 𝐽�̈� (20)
𝑇(𝑆) = 𝑆2 ∗ 𝜃(𝑠) ∗ 𝐽(𝑠) (21)
7.4.1.3 PASO DE LA ROSCA
? (s) Z(s)
Figura 44 Modelo de la rosca (EL Autor, 2016)
Paso de la rosca: Es de 6mm por vuelta y considerando vueltas por pulgada.
Z(s) =1in
4.233 ∗ 2 ∗ (𝑠) (22)

69
𝑍(𝑠) = 1
8.466𝜋𝜃(𝑠) (23)
Este es el modelo completo del sistema de los ejes X y Z.
Figura 45. Modelo completo del eje Z y X
(Ogata, 2010)
Se observa el diagrama en bloques del Sistema completo (Figura40)
(Garcia Hernandez Roberto Carlos, 2011)
Figura 46 Diagrama de bloques.
Y juntando las funciones de transferencia de los tres bloques se obtuvo el siguiente resultado
(Figura41)
𝐸(𝑠) T(s) ?(s) Z(s)
Figura 47 Diagrama en bloques de las tres funciones de transferencia (EL Autor, 2016)
1
8.466𝜃(𝑠)
𝑆2 ∗ 𝜃(𝑠) ∗ 𝐽(𝑠) 𝐽(𝑠)
𝐸(𝑠)=
𝐾𝑇 ∗ 𝐽(𝑠)
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉

70
Por lo tanto la función de transferencia queda:
G(s) =KT ∗ J(s) ∗ (
1in
4,233∗2∗(𝑠))
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉(𝑠2 ∗ (𝑠) ∗ 𝐽(𝑆)) (24)
Considerando ZR=ZL=1 y J(s)=1 y remplazando los valores hallados con antelación, la
función de transferencia queda al dividir todo entre 1/s:
G(s) =0.1559
2.04𝑠 + 2 (25)
Con la función de transferencia se aplicó una función paso para ver el comportamiento del
sistema y obtenemos el siguiente resultado.
(EL Autor, 2016)
Figura 48 Comportamiento del sistema con el motor original Siemens 1FK7 063-5AF71-
1TG0

71
Luego de haber realizado el modelo matemático del comportamiento de los ejes X y Z (el
mismo para ambos ejes), con los Servomotores Siemmens originales. Se procedió a hacer lo mismo
con los servomotores nuevos GSK 130SJT-M060D(A) que de acuerdo a las características
originales se escogieron para la implementación.
7.4.2 Modelo matemático para los ejes Z y X con los nuevos motores GSK 130SJT-
M060D(A)
De acuerdo a las características de los motores a implementar para los ejes X y Z, que se
encontraron el manual técnico del fabricante se realizó el siguiente modelo matemático.
(GSK, 2008)
Tabla 9. Características técnicas del motor GSK 130SJT-M060D(A)

72
Calculando la función de transferencia del motor GSK
P=1.3KW, i=6A, velocidad nominal =2500 rpm, velocidad máxima= 3000 rpm,
tensión=220V
𝑃 = 1.32KW (26)
𝐶𝑜𝑛𝑣𝑒𝑟𝑡𝑖𝑟 𝑎 =lb ∗ in
s (27)
𝑃 = 1.3KW ∗lb ∗
ft
s
0.001356KW∗
12in
ft (28)
𝑃 = 11681.41lb ∗ in
s (29)
=2500 + 3000
2 (30)
= 2750 rpm = 5100 (2 ∗
60) = 287,98
𝑟𝑎𝑑
𝑠 (31)
𝑇 =P
=
11.681.41
287.98= 40.56 𝑙𝑏 ∗ 𝑖𝑛 (32)
J(s)
𝐸(𝑠)=
KT ∗ J(s)
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉 (33)
Calculando KT y KV
KT =T
𝑖(𝑡)=
40.56 𝑙𝑏 ∗ 𝑖𝑛
6 𝐴= 6.76 (34)
KV =FEM
=
220𝑉
287,98 𝑟𝑎𝑑/𝑠= 0.764 (35)

73
J(s)
𝐸(𝑠)=
KT ∗ J(s)
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉 (36)
Figura 49. Modelo completo sistema con el
motor GSK 130SJT-M060D(A)
(Ogata, 2010)
(EL Autor, 2016)
Figura 51. Diagrama en bloques del sistema completo
(EL Autor, 2016)
Figura 50 Diagrama en bloques del sistema con el motor GSK 130SJT-M060D(A)

74
Por lo tanto la función de transferencia queda:
G(s) =KT ∗ J(s) ∗ (
1in
4.23∗2∗(𝑠))
(𝑍𝑅 + 𝑍𝐿)𝑠 + 𝐾𝑇 ∗ 𝐾𝑉(𝑠2 ∗ (𝑠) ∗ 𝐽(𝑆)) (37)
Considerando ZR=ZL=1 y J(s)=1 y remplazando los valores hallados con antelación, la
función de transferencia queda al dividir todo entre 1/s:
G(s) =0.2312
4.695𝑠 + 2 (38)
Aplicando una señal paso para observar el comportamiento del sistema con el servomotor
GSK.
(EL Autor, 2016)
Figura 52. Respuesta a la señal paso del sistema con el servomotor GSK 130SJT-M060D(A)

75
Después de haber realizado los modelos matemáticos de los dos sistemas este es el resultado
comparativo que obtenemos.
La línea azul representa
el sistema con el servomotor
Siemens.
La línea verde
representa la respuesta con el
servomotor GSK.
(EL Autor, 2016)
Figura 53. Comparación del
sistema con los dos servomotores Siemens y GSK
Después de haber identificado las características de los motores y el paso de los tornillos
de esferas, buscamos los motores GSK con las características que necesitamos y de acuerdo a ello
y a las recomendaciones de GSK, fabricante del control se compraron estos elementos para la
implementación.
7.5 Control GSK a implementar
7.5.1Control GSK 980TDb (EL Autor, 2016)
Figura 54. Panel frontal del control Figura 55. Panel trasero de conexionado

76
Este es el control GSK cuyas principales características son
Puede manejar 5 ejes, X, Z, Y, 4th, 5th. En nuestro caso vamos a manejar X y Z.
Un periodo de interpolación de 2ms, un control de precisión de 1µm, 0.1µm.
Una velocidad máxima de 60metros/minuto.
Adaptación del servo de husillo para realizar el posicionamiento de husillo de forma
continua, roscado rígido, y el hilo de mecanizado rígido.
Incluye varios programas del PLC, y el programa del PLC en ejecución puede ser
seleccionado.
Declaración de programación macro de comandos, llamada macro de programa con el
parámetro.
Visualización para la selección de parámetros en Chino, inglés, Español y Ruso.
Interface USB, para manejar archivos y configuración del software del sistema.
2 canales de 0 a 10v salida de voltaje análogo para controlar 2 husillos.
1 canal de entrada MPG, para funciones MPG.
41 señales de entrada y 36 señales de salida para el PLC.
7.5.2 Servodrive GSK 98A AC y Servodrive GSK 98B AC
Figura 56. Servo Drive GSK 98A Vista
frontal y Lateral (EL, 2016)

77
7.5.3 Servodrive GSK 98B AC
Figura 57. Servo Drive GSK 98B Vista frontal y lateral (EL Autor, 2016)
Las principales características son:
Es un sistema de servo control de CA el cual emplea un nuevo tipo de DSP para el control
del motor, de gran envergadura con un circuito complejo de lógica programable (CPLD), una buena
integración, una perfecta protección y alta efectividad, control interno de velocidad, orientación y
velocidad análoga.
Si el servomotor está equipado con encoder, la señal de orientación es retroalimentada al
servo Drive, con un sistema de control de orientación en lazo abierto o un sistema de control
semicerrado.
Relación de velocidad y torque constante, la relación de velocidad es de 1: 5000, con un
torque estable desde baja velocidad a alta velocidad.
Velocidad máxima de 3000 rpm, y un rango de fluctuación menor que el 2%.
Para la implementación se va a utilizar el tipo A, para manejar el eje X y el tipo B para
manejar el eje Z.

78
7.5.3 Servomotor GSK 130SJT-M060D(A)
(EL Autor, 2016)
Figura 58. Servomotor de CA GSK 130SJT-M060D(A) con su placa de características
Este es el motor para implementar el eje X
Sus características técnicas las vimos en el modelamiento matemático, además de que posee
un encoder de 2500 pulsos.
7.5.4 Servomotor GSK 130SJT-M100D(A)
(EL Autor, 2016)
Figura 59. Servomotor de CA GSK 130SJT-M100D(A) con su placa de características
Este es el motor para el eje Z (Figura 59).

79
7.6 Diseñar el plano electrónico:
Ahora procedemos a diseñar los planos relacionando entradas y salidas del antiguo control con el
nuevo que va a ser implementado. Ubicando el sistema de control electrónico.
Ver anexos.
7.7 Retirar el cableado original:
Se procede a organizar el cableado, manteniendo la parte eléctrica original hasta donde sea posible,
haciendo la menor cantidad de modificaciones.
(EL Autor, 2016)
Figura 60. Parte posterior del torno CNC, sin cubierta ni tapa del gabinete de control.
Para realizar la implementación se realizó un mantenimiento mecánico del Torno (CNC)
desensamblando varias partes, aquí observamos la parte trasera, sin cubiertas, ni la puerta del
armario de distribución eléctrica y electrónica (Figura 60). Se comienza el desensamble del control
antiguo, previa toma de datos para realizar el nuevo conexionado y los planos que sean necesarios.

80
Figura 61. Gabinete de control eléctrico y electrónico.
(EL Autor, 2016)
Se observa cómo se retiró el servo Drive Siemens con su correspondiente fuente (Figura
61), además del variador de velocidad del husillo, para realizar el mantenimiento respectivo y
volverlo a instalar, conectándolo al nuevo control.

81
(EL Autor, 2016)
Figura 62. Proceso de retirada del control y cableado de potencia y control de los
servomotores de los ejes X y Z.

82
Se procedió a retirar el control antiguo, desconectando el cableado de este, debe ser
reemplazado por el control y cableado nuevo y se desconectaron los cables de potencia y control
de los servomotores de los ejes X y Z, pues tuvieron que ser reemplazados por los cables de los
nuevos servomotores GSK.
Vemos el cableado antiguo
prácticamente retirado en su
totalidad, manteniendo una parte de
los circuitos de potencia y relevos
para sensores, finales de carrera, y
demás señales que maneja el PLC
(Figura 63).
Figura 63. Cableado antiguo
retirado
(EL Autor, 2016)
7.8 Adaptaciones Mecánicas y ubicación del sistema de control Electrónico:
Se deben realizar todas las modificaciones mecánicas que tengan lugar, para luego proceder a
ubicar todos los elementos del control electrónico, servomotores, drives de los motores de los ejes
y de l husillo, PLC, y el control.

83
(EL
Autor, 2016)
Figura 64. Desmontado del eje X para mantenimiento y hechura de acoples.
En la figura se observa el procedimiento realizado para el desarmado del eje X, su
mantenimiento de rodamientos, engrase y toma de medidas para los acoples de los motores nuevos
GSK (Figura 64).
Lo mismo se realizó con el eje Z. Luego se decidió donde instalar los nuevos elementos del
control para cablear y conectar, lo cual se muestra en el siguiente punto.

84
7.9 Cablear y conectar:
Después de haber determinado donde instalar los nuevos elementos del control, se procedió a
instalar y conectar (Figura 65), de acuerdo a lo especificado en los planos y el manual del fabricante
del control GSK.
(EL
Autor, 2016)
Figura 65. Panel frontal y parte posterior del control
Se observa la parte frontal del control, ya instalada y su correspondiente conexionado en la
parte posterior, alimentación y cables de comunicación de (Figura 65). (EL Autor, 2016)
Figura 66. Servodrive GSK 98B Figura 67. Servodrive GSK GS2000

85
En las figuras 66 y 67, observamos los dos servodrive conectados, el GSK98B para el eje
Z y el GSK GS2000 para el eje X, el cual reemplazo al GSK 98A; suministrado por el fabricante
con las mismas características técnicas
(EL Autor, 2016)
Figura 68. Gabinete de control Figura 69. Motor del eje Z instalado.
7.10 Encendido del Torno (CNC).
Después de haber revisado el conexionado, se procedió a encender la máquina y ponerla en
marcha. Se observa la posición de los ejes X
y Z en la pantalla (Figura 70).
Figura70. Encendido del control
(EL Autor, 2016)

86
8. RESULTADOS Y ANÁLISIS DE RESULTADOS
8.1 Inspección del estado de la máquina
El torno de control numérico es de marca Siemens de fabricación Alemana se encuentro totalmente
inoperante, con un control de la misma marca fabricado en el año 2003, la reparación es muy
complicada al no haber representación técnica en nuestro país y donde cualquier consulta hay que
realizarla directamente con el fabricante, por el grado de obsolescencia este control salió de
fabricación y su reparación con el fabricante es muy costosa.
La estructura mecánica del torno se encuentra en buen estado (Figura 66), y según la ficha de
mantenimiento técnico su operación era óptima, de acuerdo con la precisión requerida en las piezas
fabricadas.
(EL Autor, 2016)
Figura 71. El control apagado, pero la estructura mecánica en buen estado.
8.2 Determinar elementos funcionales
De acuerdo con la observación inicial, se evidencia que algunas aproximaciones de la falla en el
funcionamiento radican en un daño significativo en el control, donde se encuentran integrados el
panel del operador, el Computador y el PLC. Con sus correspondientes entradas y salidas.
Encontramos varias partes funcionales, pero para las cuales no se cuenta con soporte técnico, y
tienen más de 10 años de servicio, se optó por reemplazarlas.

87
Después de analizar los controles existentes en el mercado y comparar el rendimiento, se optó por
el control GSK de fabricación china, el cual cuenta con los motores diseñados para el mismo,
donde no se presentó inconvenientes de compatibilidad, después de comparar el rendimiento del
modelo del control antiguo con el moderno, encontramos que los motores nuevos son de menor
potencia, pero más eficientes que los antiguos, con lo cual el torno (CNC) queda con el 100% de
sus prestaciones originales.
La línea azul representa el
sistema con el servomotor
Siemens.
La línea verde representa la
respuesta con el servomotor GSK.
(EL Autor, 2016)
Figura 72. Respuesta del sistema
de ejes X y Z, con el motor original Siemens y el nuevo GSK.
De acuerdo a la gráfica (Figura 72), en el mismo tiempo el eje se desplaza un 43.8% más
con el motor implementado GSK, que con el Siemens original.
Con el control escogido para la implementación GSK 980TDb se obtuvo lo siguiente.
Se aumentó la capacidad de procesamiento de código de programa, gracias a que el control
GSK cuenta con una interfaz de comunicación USB, a través de la cual se puede manejar
un 80% más de información que con el control antiguo.
Se realizó el RETROFIT con un costo un 70% más económico que la marca líder a nivel
nacional.

88
8.3 Identificar entradas y salidas del sistema
Aunque no se poseían los planos del torno CNC, este no maneja gran cantidad de sensores
y actuadores y se facilitó la tarea de identificación, basándonos en el manual del control original
Siemens Sinumerik 802C al cual logramos tener acceso y a la identificación física de algunas
entradas y salidas.
8.4. Retirar el cableado original
Aunque se había planteado el retirar todo el cableado original, durante el desarrollo del
RETROFIT, se determinó que la instalación eléctrica era aprovechable en su mayoría y no hubo
necesidad de retirar todo el cableado original, se retiraron los cables de control y potencia de los
servomotores de los ejes X y Z y lo mismo con el control, interfaces de comunicación.
8.5 Diseñar el plano electrónico
Se realizaron planos de conexionado eléctrico, previa inspección e identificación física del
cableado original que se mantuvo, fue un trabajo un poco dispendioso, pues al no existir planos del
torno hubo que identificar algunos sensores y actuadores físicamente para minimizar el error de
conexionado.
8.6 Cablear y conectar
Después de haber terminado la implementación, se realizaron las conexiones establecidas,
de acuerdo a la información del fabricante del control GSK y a los planos realizados previamente,
donde lo más dispendioso fue la instalación del cableado de los ejes de los servomotores, pues
físicamente hubo que retirar los protectores de los mismos y esto conlleva bastante tiempo.
Después de medir con un medidor de velocidad óptico se compara con el dato que muestra
la máquina y está desfasado en 3 % de lo que revisamos unos parámetros que nos van a dar la
exactitud de la velocidad en rpm
8.7 Pruebas de funcionamiento final
8.7.1 Pruebas de funcionamiento de los ejes x y z
De acuerdo a lo teóricamente calculado, con el paso de 6mm del tornillo de bolas, se espera que la
máquina mejore su velocidad de desplazamiento en los ejes en un 0.43%, aunque no es fácil de

89
medir, se espera que en un alto número de piezas fabricadas se pueda ver reflejado este rendimiento,
se realizaron pruebas de desplazamiento en vacío con unas rutinas de programación para
comprobar el buen funcionamiento de los ejes, después de 30 minutos con rutinas de 10 minutos,
el torno no presento inconvenientes.
Luego se procedió a realizar una prueba de mecanizado con un material sobrante, y al hacer la
verificación de medidas se encontró que el torno no daba la precisión en milésimas, solo en
centésimas, después de consultar el manual del control GSK, se encontró que hay un parámetro
para compensar el desgaste que por el esfuerzo sufre el tornillo de bolas, que aunque es mínimo,
se ve reflejado en la precisión de la máquina, se corrigió este parámetro y el torno dio la precisión
en milésimas.
8.7.2 Torreta de herramientas
Se probó el posicionamiento de la torreta de herramientas con una rutina de posicionado y se
encontró que de las 4 posiciones de herramienta que maneja el torno CNC únicamente dos fueron
correctas.
Al revisar el error, se encuentra que a la hora de conectar las 4 señales de posicionamiento de la
torreta, dos señales estaban invertidas.
8.7.3 Accionamientos hidráulicos
Se realiza la inspección del funcionamiento de la parte hidráulica, parte de refrigeración y
lubricación del torno, que el aceite que lubrica las bancadas se encuentre en su nivel, que significa
un correcto funcionamiento entre los accionamientos hidráulicos. Para los tornillos de bolas se
encontraba bajo el nivel de lubricación. Se encontró una fuga de aceite debido a que un acople se
encontraba en malas condiciones y al trabajar el torno CNC, después de haberle realizado el
mantenimiento mecánico fallo

90
8.7.4 Mecanizado de producción y control de calidad
Finalmente el TORNO con el control GSK 98TDb es puesto en marcha para realizar
pruebas de mecanizado (Figura 73).
Figura 73. Fabricación de una pieza de la empresa PINZUAR LTDA.

91
Figura 74. Terminado de la pieza.
8.7.5 Control de calidad.
Se procede a probar ajustes (Figura 75) y tomar medidas de la pieza terminada, para
proseguir la producción en serie. El departamento de control de calidad determino que se fabricara
un lote de 30 piezas, dividido en 3 grupos de 10.
Figura 75. Prueba de ajuste del rodamiento.

92
Figura 76. Pieza terminada.
Figura 77. Lote de piezas terminadas.
Se fabricaron 3 lotes de 10 piezas en serie y se pasaron a control de calidad, el departamento
de metrología determino que del primer lote dos piezas salieron con no conformidades debido a
que un inserto de la herramienta de corte se encontraba desgastado, el resto de piezas salieron con
las especificaciones requeridas y la empresa comenzó su producción en serie.

93
CONCLUSIONES
Para la implementación del control electrónico del torno CNC, no se tuvo acceso a gran
información, debido a que esta tecnología es muy costosa y las empresas que la han
desarrollado la tienen muy bien protegida, por lo tanto conseguir la mínima información
requerida fue una tarea bastante dispendiosa, además de tener que identificar elementos y
realizar planos.
La fortaleza en el desarrollo de esta implementación, fue el haber logrado el acceso a
ingenieros que llevan trabajando en la reparación y mantenimiento de las máquinas de
Control Numérico Computarizado más de 15 años, sin su valiosa experiencia, y los
conocimientos adquiridos durante la carrera habría sido muy difícil desarrollar la
implementación del Control.
Se logró realizar la implementación con un control un 75% más económico que la marca
líder en el mercado y logrando las mismas prestaciones técnicas, con el apoyo de la marca
en este caso GSK, sin que tuvieran que venir al país a realizar la implementación.
El avance tecnológico a nivel mundial es muy alto, diseñar un control electrónico para un
torno CNC, de alta producción, puede ser algo desgastante y frustrante, porque el mercado
mundial nos lleva muchos años de ventaja. Pero apropiar una tecnología desarrollada; a las
necesidades nuestras, aunque no es fácil, se comprobó que es viable, al recuperar un torno
fuera de servicio, con el 100% de su funcionamiento original incluso mejorando algunas
prestaciones.

94
GLOSARIO
Autómata: Dispositivo o conjunto de reglas que realizan un encadenamiento automático y
continuo de operaciones capaces de procesar una información de entrada para producir otra de
salida
Automatización: Aplicación de procedimientos automáticos a un aparato, proceso o
sistema.
Bancada: Consiste en dos largueros metálicos convenientemente reforzados, encima de los
cuales se han practicado las guías del torno, generalmente en forma de V.
Cinta Perforada: Cinta perforada por una máquina que contiene un código de
programación, fue reemplazada por los discos magnéticos y hoy en día los dispositivos USB.
Control Electrónico: Sistema que maneja señales de entrada y salida, gobernado por
dispositivos electrónicos.
Husillo: Eje principal del torno, paralelo a la bancada, el cual soporta la copa de mordazas
donde se coloca la pieza a ser mecanizada.
Maquinado: Proceso mediante el cual se fabrica una pieza de acuerdo a sus
especificaciones técnicas, en el torno se hacen maquinados cilíndricos de diámetro uniforme.
Microelectrónica: Rama de la electrónica que está basada en el desarrollo electrónico con
microcomponentes para desarrollar dispositivos y circuitos electrónicos.
Microprocesador: Es un circuito lógico desarrollado gracias a la miniaturización de los
transistores, que procesa operaciones aritméticas y lógicas, convirtiéndose en el cerebro de una
computadora. El pionero de esta tecnología fue Intel en 1971 produjo la primera pastilla de este
tipo.

95
Retrofit: Termino que significa retro adaptación de un sistema o máquina, tomando una
parte mecánica en buen estado y cambiando su parte eléctrica y electrónica, por elementos
modernos para recuperar su funcionalidad.
Servomecanismos: Mecanismo implementado con servomotores.

96
LISTADO DE ABREVIATURAS
A de J.C: Antes de Jesucristo.
AC: (Alternating Current). Corriente Alterna.
CA/CC: Corriente Alterna/Corriente Continua.
CA/CA: Corriente Alterna/Corriente Alterna.
CAD/CAM: (Computer-Assisted Desing/Computer-Assisted Manufacturing) Diseño
Asistido por computadora/Fabricación Asistida por computadora. Uso de la computación como
auxiliar en la creación de diseños, o en la manufactura.
CC: Corriente Continua.
CCW: sentido anti horario.
CECIMO: Asociación Española de Fabricantes de Máquinas Herramientas.
CIM: Manufactura integrada por computadora.
CM/CN: Centro de maquinado de control numérico.
CN: Control Numérico, comando numérico.
CNC: Control Numérico Computarizado
CPLD: (Complex Programmable Logic Device). Circuito Complejo De Lógica
Programable.
CW: Sentido horario.
DNC: (Direc Numerical Control). Control numérico directo, Control numérico distribuido.
DSP: (Digital Signal Processor). Procesador Digital de Señal.
GE FANUC: General Electric Fanuc.
KW: Kilovatio.

97
MIT: (Massachusetts Institute of technology). Instituto De Tecnología De Massachusetts.
MH/CN: Máquina herramienta de control numérico.
NC: (Numerical Control), Control numérico.
Nm: Newton metro.
P: Potencia
PID: Proporcional, Integral, Derivativo.
PLC: Controlador Logico Programable.
PWM: (Pulse Width Modulation). Modulación por ancho de pulso.
RPM: Revoluciones por minuto.
USAF: (United State Air Force). Fuerza Aérea De Los Estados Unidos.
USB: (Universal Serial Bus). Bus Universal en serie.

98
BIBLIOGRAFIA
Balcells Joseph, R. M. (1997). Autómatas Programables. Marcombo.
EL Autor. (2016).
Fernanda, C. P. (2008). Torno CNC: Programar es tornear bien. Metal Actual, 24-25.
Firoozian, R. (2014). Servo Motors and Industrial Control Theory. Suiza: Springer International
Publishing Switzerland.
Garcia Hernandez Roberto Carlos, R. J. (2011). Modelado Matematico De Fresadora CNC.
Heichapan: ITESHU.
Gregorio, A. S. (2014). Uso de la Tecnología en el Aula II. Estados Unidos: Palibrio.
GSK. (2008). GSK SJT SERIES AC SERVO MOTOR. China: GSK.
Kalpakjian, S. (2008). Manufactura, ingeniería y tecnología. Quinta edición. Mexico: Pearson
Educación.
Martinez, A. L. (2013). Universidad De Almeria, Area de Ingeniería Mecánica, Fabricación
Industrial, Apuntes de Teoría. . Almeria: Alejandro Lopez Martinez.
Mott, R. L. (2006). Diseño de elementos de maquinas. Pearson Educación.
Ogata, K. (2010). Ingeniería de control moderno. Madrid: PEARSON EDUCACIÓN, S.A.
Pulido, M. Á. (2000). Convertidores de frecuencia, controladores de motores y SSR. Barcelona
(España): Marcombo.
SA, S. E. (2000). Encoder Absoluto Descripción General. SI040ES2-Edición 2000, 43-44.
SIEMENS. (2004). Catalog DA 65.3. En Siemens, Synchronous and Asynchronous Servo Motors
for SIMOVERT MASTERDRIVES (pág. 22). Alemania: Siemens.

99
ANEXOS
Anexo 1. Planos de conexionado eléctrico y electrónico.
Plano de la alimentación de potencia
Plano del circuito de arranque.
Diagrama de potencia 220 voltios.
Diagrama de potencia 380 voltios.
Esquema eléctrico del Gabinete de control.
Conexionado el PLC entradas y salidas.

100
Anexo 2. Sistema de conexiones GSK 980TDb

101
Anexo 3. Esquema del servo Drive DA98B y el Servomotor GSK 130SJT- M060D(A)
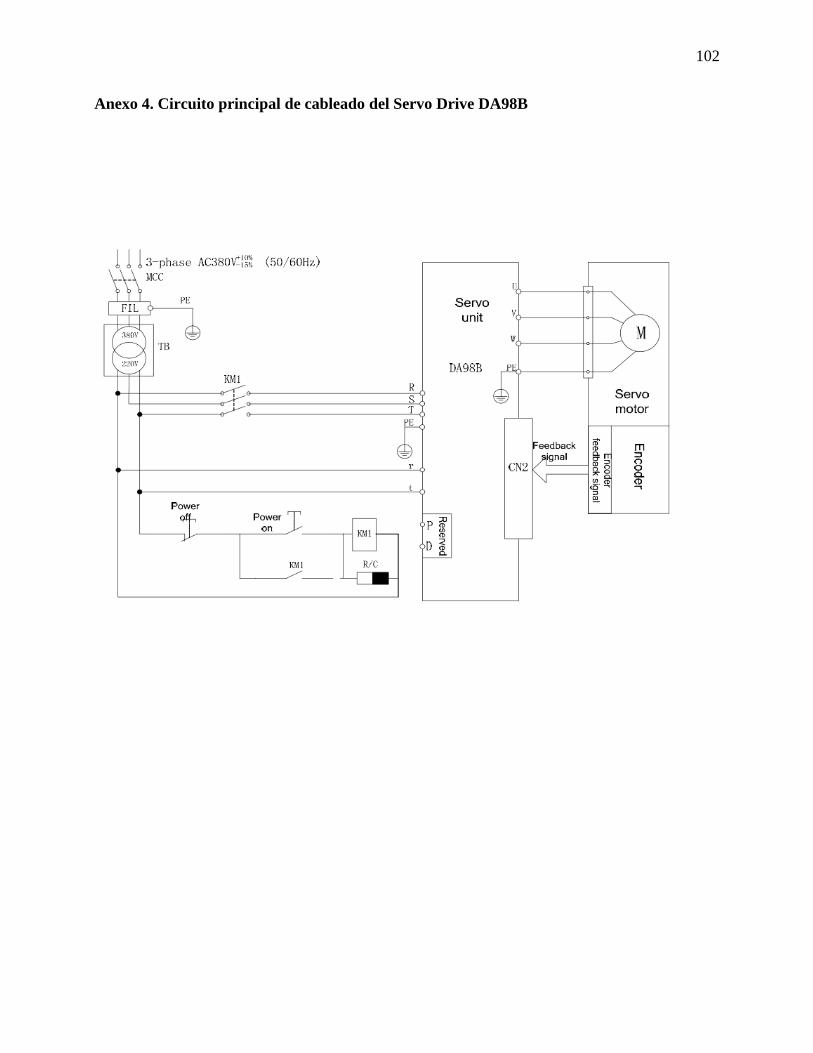
102
Anexo 4. Circuito principal de cableado del Servo Drive DA98B