k-factor and durability evaluation of coated bolts · k-factor is used by engineers to relate the...
TRANSCRIPT

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
AuthorsOscar GarciaMark MulvihilDon Oldiges
Reviewed and Approved ByCarlos Girault

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
Contents
Objectives 3Introduction 4Executive Summary 5Conclusions 13K-factor Test Method Description 14K-factor Test Observations 15Corrosion Resistance Evaluation Before and After K-factor Tests 18Environmental testing under ASTM B368 or ASTM B368 CASS Test 21General remarks 23References 24
2

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
Objectives• Verify the use of Skidmore Wilhelm testing unit to determine K-factor on different types of low alloy steel fasteners (coated and uncoated, with and without lubricant).
• Establish nut factor data on uncoated low alloy steel and coated Doxsteel Fasteners. Al-ceramic (ex. Sermaguard) + PTFE (ex. Xylan) coating will serve as control. Two different types of lubricant to be usedfor testing.
• Compare results on Sermaguard + Xylan coated bolts with prior/existing nut factor data.
• Evaluate durability of different coatings and validate impact of make-up break down on corrosion performance.
3

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 4
IntroductionThis project was initiated by Doxsteel (Ni-Co Plating) Fasteners, its purpose was to provide consistent and reliable test data
about plating K-factor and corrosion resistance to engineers and operators working at BP, Shell, Chevron, and etc. This data can be used to compare available coated fasteners for selection of the best plating solution for bolting in oilfield and industrial application.
K-factor is used by engineers to relate the bolt’s installation torque to tension required to tighten the bolts. When K-factor is essentially the same or consistent, torque can be calculated easily to make up all fasteners with the same diameter and fastener geometry. The lower the variation of K-factor values, the greater the consistency in the torque needed to tighten bolts properly for every application.
In February 2015, BP Gulf of Mexico (BP GoM) contracted Integrity Engineering Solutions (IES) to perform tests to determine the Nut (K) Factor when using Molykote 1000 anti-seize. The bolt materials for testing were A193-B7, coated in accordance with BP GoM specification SermaGard 1105 + Xylan 1424, uncoated A193-B8M, and uncoated B150 UNS C63000.
This IES report has the following comment, “While coating damage is expected when tightening the bolts, the flaking occurs even when sliding the bolt through the hole. The coating damage does not affect the Nut Factor K results, as all bolts exhibited the same damage at the thread contact area after testing, but corrosion protection will be compromised.”
Coatings on fasteners are applied to prevent corrosion and increase the service life of bolts. Protection against corrosion in the bolt-nut thread engagement gives the fastener a longer service life and prevents bolts from seizing.
When load is applied, 70% of the load is applied to the first three threads. The friction and heat caused by torquing generally causes the loss of polymeric coatings, this reduces the protection provided by the coatings. A measure of coating effectivness for corrosion protection could be measured after running such coatings through a nut factor test.
In this project, we have provided equivalent K-factor data to match up with an earlier project commissioned by BP with Integrity Engineering Solutions (IES) of Australia in February of 2015 on Doxsteel (Ni-Co Plating) coated and uncoated bolts and compared with a ceramic type coating.
Based on the previous comments from the IES report, corrosion protection will be compromised when torque is applied. This report includes corrosion resistance testing before and after torquing for each different coating system.
The following corrosion tests were performed before and after torquing during K-factor testing. ASTM G59-97(2014) Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements and ASTM B368-09 (2014) Standard Test Method Copper-Accelerated Acetic Acid-Salt Spray (Fog) Testing (ASTM B368 CASS test). The samples tested were: B7M bolt and 2HM nut, B7M/2HM + Doxsteel (Ni-Co Plating), B7M/2HM + Zn undercoat with Xylan 1424 topcoat and B7M/2HM + SermaGard 1105/ Xylan 1424. All samples were tested with dry runs (no compound) and with Dow Corning Molykote 1000 & Jet-Lube 550 Extreme compounds.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 5
Jet-Lube and Doxsteel (Ni-Co Plating) Fasteners had a few meetings to discuss and write a test plan. Using suggestions from
technical authorities, Don Oldiges from Jet-Lube, Carlos Girault and Oscar Garcia from Doxsteel (Ni-Co Plating) Fasteners
and Mark Mulvihill, independent consultant for Doxsteel Fasteners. The bolting test plan was created and is included with this
report in Annex A, a separate attachment.
Electrochemical and corrosion tests were run in the Doxsteel (Ni-Co Plating) Fasteners lab in The Woodlands. K-factor tests
were run on Jet-Lube’s Skidmore Wilhelm’s bolt tester at their lab in Rockwall, TX.
Executive SummaryThe nut factor K, consolidates all factors that affect clamp load, many of which are difficult to quantify without mechanical
testing. The aim is to get consistency in the K-factor by having the lowest variation during testing. Compounds are used for
lubrication to achieve consistency and reduce the required torque force to achieve the clamping load.
Corrosion protection in the thread is measured in μm/year. In this project, the aim is to obtain the lowest corrosion rate with
the lowest variation for the K-factor.
Based on all the K-factor and corrosion data in this report, the highest coefficient of variation for K-factor was obtained
with B7M/2HM + SermaGard 1105/ Xylan 1424 topcoat with 22.8% variation without lubricant/anti-seize. This means that
underloading or overloading of the bolt can occur, significantly affecting the clamping load of the joint. B7M/2HM + Zn undercoat with Xylan 1424 topcoat shows the greatest loss in corrosion protection after torquing. Beginning with an initial
corrosion rate of 3 μm/year, the corrosion rate increases to 103 μm/year after torquing, which is the same as B7M without
coating; all corrosion protection was lost for this combination of coatings.
The best corrosion protection after torquing and lowest coefficient of variation was reported from using the combination of
B7M/2HM + Doxsteel (Ni-Co Plating) and Jet-Lube 550 Extreme with the following results: 1.2% coefficient of variation and
11.60 μm/year for corrosion rate.
The most significant variation in K-factor was shown from the first run to the fifth run for SermaGard 1105/ Xylan 1424 topcoat without compound. The initial K-factor value of 0.127 increases to 0.199 after five cycles, which is a 56% increase.
The lowest variation was obtained for Doxsteel (Ni-Co Plating) with Jet-Lube 550 Extreme which has an initial K-factor value
of 0.168 and changes to 0.167 after five cycles, which is a 0.6% increase, which is essentially no change.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 6
Bolt Type Lubricant Coating Mean
K-factor
K -factor 15000
psi Run 1
K -factor 15000
psi Run 5
Coefficient of
Variation (%)
Standard Deviation
Average Corrosion
rate(μm/year)
Before K-factor
test
Average Corrosion
rate(μm/year)
After K-factor
testBare Steel 0.24 0.215 0.263 8.47 0.020 106 106
Doxsteel (Ni-Co Plating)
0.23 0.21 0.248 7.93 0.018 0.45 8.14
SermaGard 1105/ Xylan 1424
0.17 0.127 0.199 22.8 0.039 2.21 28.81
Zn undercoat with Xylan 1424 topcoat
0.16 0.135 0.183 14.9 0.024 5.3 53.32
Bare Steel 0.14 0.157 0.128 9.86 0.014 93 93
Doxsteel (Ni-Co Plating)
0.17 0.168 0.167 1.2 0.002 0.4 11.6
SermaGard 1105/ Xylan 1424
0.11 0.093 0.126 14.29 0.016 1.95 27.34
Zn undercoat with Xylan 1424 topcoat
0.13 0.126 0.129 3.05 0.004 8.56 103.22
Bare Steel 0.13 0.141 0.116 7.69 0.010 103.52 103.52
Doxsteel (Ni-Co Plating)
0.16 0.166 0.147 5.06 0.008 0.34 19.21
SermaGard 1105/ Xylan 1424
0.11 0.098 0.113 7.41 0.008 1.95 32.08
Zn undercoat with Xylan 1424 topcoat
0.13 0.127 0.131 2.27 0.003 10.37 75.84
Table 1 - K -factor Test Consistency Comparison
No
Com
poun
d
B7M
/2H
M
Jet-L
ube
550
Extre
me
Dow
Cor
ning
M
olyk
ote
1000

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
The corrosion rate results for all bolts and nuts tested are
presented in Figure 1. As can be observed in the Fig. 1,
B7M/2HM + Doxsteel (Ni-Co Plating) samples have the lowest corrosion rate before K-factor tests, 0.34 μm/year, followed by 1.95 μm/year for B7M/2HM + SermaGard
1105/ Xylan 1424 topcoat. The highest initial rate was for
B7M/2HM + Zn undercoat with Xylan 1424 topcoat with a
rate of 10.37 μm/year.
After K-factor testing, all the corrosion rates increased,
but the worst performance was shown by B7M/2HM + Zn undercoat with Xylan 1424 topcoat, which appeared to
lose all its protection with a rate of 103.22 μm/year, which
was very close to the test results for bare steel. The best/
lowest corrosion rate after K-factor tests was illustrated by
B7M/2HM + Doxsteel (Ni-Co Plating) with a rate of 8.14 μm/
year, which was followed for B7M/2HM + SermaGard 1105/
Xylan 1424 with a rate of 27.34 μm/year.
Figure 1 - Average corrosion rate by coating and lubricant before and after K-factor tests. Corrosion rate testing per ASTM G59
7
Dow CorningMolykote 1000
Corrosion rate Before K-Factor test (μm/year) Corrosion rate After K-Factor test (μm/year)
Dow CorningMolykote 1000No Compound
No CompoundJet-Lube 550 Extreme
Jet-Lube 550 Extreme

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
When B7M/2HM + Doxsteel (Ni-Co Plating) bolts and nuts are subjected to the aggressive, accelerated corrosion environment
of the ASTM B368 CASS Test, they greatly exceed the corrosion resistance of all the 7/8” and 1-1/8” B7M/2HM SermaGard
1105/ Xylan 1424 and B7M/2HM + Zn undercoat with Xylan 1424 topcoat fasteners. After 500 hours in the test and after
soft cleaning, all Doxsteel (Ni-Co Plating) bolts had minimal red rust and no apparent damage on the threads. One sample of
B7M/2HM SermaGard 1105/ Xylan 1424 topcoat seized without mechanical stress, as shown in the picture.
The corrosion damage caused by ASTM B368 CASS testing can be observed in the pictures below.
The most corrosion damage is found on bolts and nuts with B7M/2HM + Zn undercoat with Xylan 1424 topcoat after the
mechanical stress caused by K-factor testing, because some of the coating is lost by torquing and exposes the steel base
material to the corrosive environment. This causes seizing of the fasteners after 250 hours of exposure to ASTM B368
ASTM B368 CASS conditions. Seizing also occurred in the SermaGard 1105/ Xylan 1424 samples. In contrast, Doxsteel (Ni-Co Plating) nuts were easily unfastened from their bolts by hand.
B7M/2HM + Doxsteel (Ni-Co Plating) bolts and nuts with no mechanical stress (No K-factor testing) after 500 hours in ASTM B368 CASS test and brushing to remove rust.
B7M/2HM + Zn Undercoat with Xylan 1424 topcoat bolts and nuts with no mechanical stress (No K-factor testing) after 500 hours in ASTM B368 CASS test and brushing to remove rust.
B7M/2HM + SermaGard 1105/Xylan 1424 bolts and nuts seized with no mechanical stress (No K-factor testing) after 500 hours in ASTM B368 CASS test and brushing to remove rust.
8

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 9
Doxsteel (Ni-Co Plating) bolts lubricated with Jet-Lube
550 Extreme have the lowest coefficient of variation in the
K-factor tests, this can be observed in the lower right corner
of Figure 2. This combination Doxsteel (Ni-Co Plating) + Jet-Lube 550 Extreme results in only 1.2% coefficient of variation.
The coefficient of variation is 14.3% using the Jet-Lube 550
Extreme with SermaGard 1105/ Xylan 1424 coating (Fig. 4).
One factor that may be causing this variation may be that
both Zn undercoat with Xylan 1424 topcoat and SermaGard 1105/Xylan 1424 coating application requires oversizing of the nut to accommodate the thickness of these coatings.
This causes a weaker and heterogeneous engagement of the
bolt and nut, that reduces the load capacity of the fasteners.
“Oversizing of nut threads or undersizing of bolt threads is not permissible” API 20 E Alloy and Carbon Steel Plating for Use in the Petroleum and Natural Gas Industries, and ASTM A194 Standard Specification for Carbon Steel, Alloy Steel, and Stainless Steel Nuts for Bolts for High Pressure or High Temperature Service. Both documents clearly state that oversizing reduces the load capacity of the nut.
Doxsteel (Ni-Co Plating) Fasteners do not require oversizing
of the nut due to their unique controlled process to obtain
consistent coating thickness in the threads.
Figure 2 - K-factor test consistency comparison
No Compound
Dow Corning Molykote 1000
Coef
ficie
nt o
f Var
iatio
n (%
)
Jet-Lube 550 Extreme
Lowest Variation (Best)
Highest Variation (Worst)
Jet-Lube 550 Extreme Dow Corning Molykote 1000 No Compound
Zn+ Xylan 1424 SermaGard 1105 +Xylan 1424

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
Figure 4 - K-factor consistency comparison for Doxsteel (Ni-Co Plating) vs. SermaGard 1105/Xylan 1424 using Jet-Lube 550 extreme compound
10
1.2% avg. deviationDoxsteel (Ni-Co Plating)
3.05% avg. deviationZn + Xylan 1424
1.2% avg. deviation Doxsteel (Ni-Co Plating)
14.3% avg. deviationSermaGard 1105/ Xylan 1424
Figure 3 - K-factor consistency comparison for Doxsteel (Ni-Co Plating) vs. Zinc undercoat and Xylan 1424 blue topcoat using Jet-Lube 550 extreme compound
Zn + Xylan 1424 Jet-Lube Extreme 550 runs 1 and 5 Consistency Comparison Overlay Plot
SermaGard + Xylan 1424 Jet-Lube Extreme 550 runs 1 and 5 Consistency Comparison Overlay Plot

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
The B7M/2HM + Zn undercoat with Xylan 1424 topcoat fastener lubricated with Jet-Lube 550 Extreme with a 3.05% coefficient
of variation was more than 2 1/2 times greater than the Doxsteel (Ni-Co Plating) Fastener (Fig. 3). It is important to mention
that all corrosion protection was lost after torquing to Zn + Xylan 1424. The SermaGard 1105/ Xylan 1424 fastener with Jet-
Lube 550 Extreme has more than 11 times greater coefficient of variation than Doxsteel (Ni-Co Plating) with Jet-Lube 550
Extreme, which is the most consistent (Fig. 4).
Taking into account all K-factor and corrosion test results together, the combination of Doxsteel (Ni-Co Plating) Fasteners
with Jet-Lube 550 Extreme is the most consistent when tightening in any application. The Doxsteel (Ni-Co Plating)/Jet-Lube
combination also gives superior corrosion resistance in conditions.
The lower corrosion rate after five cycles of torque is found with Doxsteel (Ni-Co Plating). In all cases, the corrosion rate
increases due to mechanical stress, the most drastic increase was shown by B7M/2HM + Zn undercoat with Xylan 1424
topcoat and SermaGard 1105/ Xylan 1424. This is because the polymeric coating is removed and looses its protective
characteristics when torque is applied, the polymeric topcoat on Zn and SermaGard is lost, leaving the steel unprotected or
with minimal corrosion protection.
Due to their softness, Xylan and SermaGard polymeric coatings, are usually removed from the corners of the nut after torque
has been applied. This coating removal promotes corrosion, which is why polymeric coating suppliers recommend that bolts
be painted after installation.
Even though adequate tooling was used in the K-factor test, all corners on Xylan and SermaGard were damaged. The polymers
on the corners of these nuts cannot withstand the load applied during torquing.
11
Damage on Xylan and SermaGard on the corners can’t withstand normal torquing.
K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
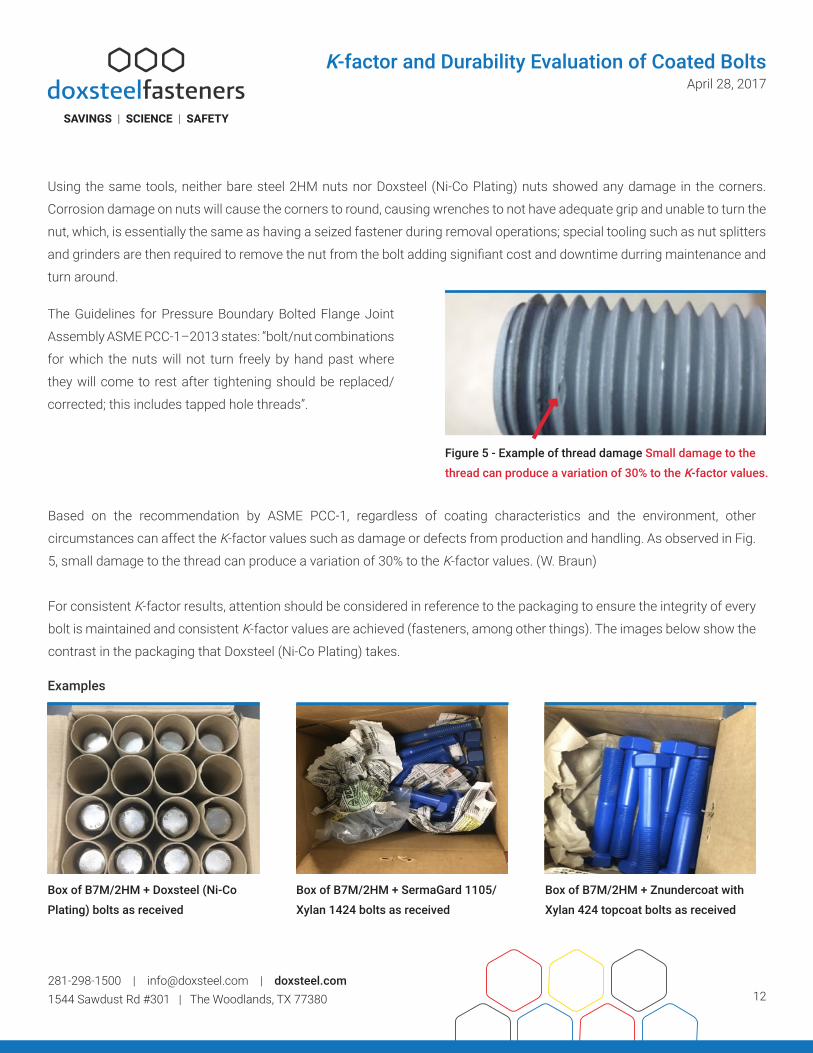
Based on the recommendation by ASME PCC-1, regardless of coating characteristics and the environment, other
circumstances can affect the K-factor values such as damage or defects from production and handling. As observed in Fig.
5, small damage to the thread can produce a variation of 30% to the K-factor values. (W. Braun)
For consistent K-factor results, attention should be considered in reference to the packaging to ensure the integrity of every
bolt is maintained and consistent K-factor values are achieved (fasteners, among other things). The images below show the
contrast in the packaging that Doxsteel (Ni-Co Plating) takes.
Examples
Using the same tools, neither bare steel 2HM nuts nor Doxsteel (Ni-Co Plating) nuts showed any damage in the corners.
Corrosion damage on nuts will cause the corners to round, causing wrenches to not have adequate grip and unable to turn the
nut, which, is essentially the same as having a seized fastener during removal operations; special tooling such as nut splitters
and grinders are then required to remove the nut from the bolt adding signifiant cost and downtime durring maintenance and
turn around.
12
Figure 5 - Example of thread damage Small damage to the thread can produce a variation of 30% to the K-factor values.
Box of B7M/2HM + Doxsteel (Ni-Co Plating) bolts as received
Box of B7M/2HM + Znundercoat with Xylan 424 topcoat bolts as received
Box of B7M/2HM + SermaGard 1105/Xylan 1424 bolts as received
The Guidelines for Pressure Boundary Bolted Flange Joint
Assembly ASME PCC-1–2013 states: “bolt/nut combinations
for which the nuts will not turn freely by hand past where
they will come to rest after tightening should be replaced/
corrected; this includes tapped hole threads”.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
Conclusions• K-factor data was established for bare steel and SermaGard 1105/Xylan 1424, Zn undercoat with Xylan 1424 topcoat Doxsteel (Ni-Co Plating) alloy B7M/2HM bolts using a Skidmore Wilhelm testing unit.
• The use of lubricants (Jet-Lube 550 Extreme and Dow Corning Molykote 1000) lowered the K-factor of the tested boltsin a range of 20-45%.
• The K-factor results from this study are in agreement with the data reported by Integrity Engineering Solutions (IES).
• It was observed, that after assembly, some of the polymer coating was lost: this puts at risk the functionality of the fasteners due to seizing from corrosion, since the protection given by the coating may be lost. The damage on the corners of the nuts is a new finding of this report and should be considered as a cause of seized fasteners. This is confirmed by Xylan & SermaGard nuts do not always run freely using a wrench; unlike Doxsteel’s nuts, which always do.
• After K-factor tests and exposure to ASTM B368 CASS for 250 h, B7M/2HM + Zn undercoat with Xylan 1424 topcoat and SermaGard 1105/ Xylan 1424 samples are not able to unfasten without the use of special tools. However, all Doxsteel(Ni-Co Plating) nuts continued to turn freely after undergoing the same accelerated corrosion conditions.
• The results from the electrochemical tests show that even after the mechanical stress caused by five cycles of torque for K-factor testing, Doxsteel (Ni-Co Plating) bolts had the lowest corrosion rate.
Recommendations and Future Work• More testing needs to be done in different sizes of studs and bolts to complete the analysis of K-factor variations.
• Oversizing of the nut may result in a significant difference in the K-factor, more testing is recommended to further evaluate.
• Any dent in the thread could change the values of K-factor by 30%. Attention should be considered concerning packaging.
• These test results confirm that the use of Jet-Lube 550 Extreme should be recommended for the installation of Doxsteel Fasteners for best performance. Also, its use with the polymeric coatings resulted in lower variation in K-factor.
13

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
K-factor Test Method DescriptionTo be equivalent to the Integrity Engineering Solutions (IES) project, the same frictional property formula was used.
The bolt load corresponding to a given applied torque is calculated from the following equation:
where: F = T/(K.D)
T = applied torque (N.m, ft lbs)
D = bolt nominal diameter (m, ft)
F = obtained bolt load (N,lbs)
K = dimensionless “K-factor”
In agreement with IEC of Australia, this equation is recommended for use in the field over more complex equations (based on
friction factor and including thread pitch), since the inherent variability in the test results make the simpler K-factor equation
equally effective and much easier to understand and employ. The test results contained in this report were the also the
dimensionless K-factor (Coefficient of Friction).
The K-factor test is simple: a bolt is inserted into the test rig shown in Fig. 6. This is different than the fastener being tightened
in increments using a wrench in the IEC project. The bolts in the Doxsteel (Ni-Co Plating) - Jet-Lube test utilized a Skidmore-
Wilhelm HT-4000 torque unit, which utilizes a 10 HP electric motor, calibrated torque cell and hydraulic load cell with load
transducer to collect the torque load, and turns the data into tests continuously from start to finish.
Typical data collected included more than eight thousand data points per test. The data was later copied and inserted into
an MS Excel template which calculated and graphed the K-factor. The Jet-Lube Skidmore-Wilhelm HT-4000 UNIT is capable
of testing bolts from 3/4 to 1-1/4 inch diameters. In this test project the bolts tested were 7/8 inch and 1-1/8 inch diameters
to match the work of IES test.
Hardened steel washers and bushings were used underneath the nuts with no anti-seize placed between the washer and
bushing, so that all movement occurs at the nut to washer interface where the anti-seize is applied in all but the dry steel and
coating only test runs. This was done to preserve the faceplate condition and to minimize the influence of the washer on the
results. A test series comprised of five runs on each nut and bolt with or without anti-seize application as the series dictated.
The nuts and washers were replaced after each test series to provide an indication of the effects of wear in the event that
coated or uncoated bolts were re-used. Three nut and bolt combinations were run for each material combination to generate
a distribution with some statistical basis.
14

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
The results are presented both in graph form (a plot of the obtained K-factor versus bolt stress, based on bolt root area) and
in table form selecting specific load values for each anti-seize and coating material combination tested.
• The test is a method to determine the relative
coefficient of friction on threaded fasteners and
other specimens.
• The results are used to help calculate
the required torque for making up threaded
connections.
• The procedure consists of a series of runs to
specific loads then using the torque to calculate
the K-factor aka coefficient of friction.
15
K-factor Test EquipmentThe lack of protection against corrosion was confirmed for
the B7M/2HM + SermaGard 1105/ Xylan 1424 and B7M/2HM
+ Zn undercoat with Xylan 1424 topcoat bolts in comparison
to Doxsteel (Ni-Co Plating) bolts and is very apparent by
comparing the results of electrochemical testing and the two
graphs in the corrosion test results section.
For the control groups, the corrosion rate results obtained
for the plain bolts and the nuts with the different coatings
show that the Doxsteel (Ni-Co Plating) plating has the lowest
corrosion rate.
As expected, the corrosion rate obtained after K-factor testing
is higher for all specimens; however, Doxsteel (Ni-Co Plating)
plating has the lowest increase and remains with the lowest
corrosion rates compared to Bare Steel B7M/2HM, B7M/2HM
+ Zn undercoat with Xylan 1424 topcoat and B7M/2HM +
SermaGard 1105/ Xylan 1424 coated bolts and nuts.
Figure 6 - How K-factors are tested and calculated

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 16
Zn Undercoat with Xylan 1424 topcoat AKF after 5 makes & breaks no compound
SermaGard 1105/Xylan 1424 AKF after 5 makes & breaks no compound
SermaGard 1105/Xylan 1424 AKF after 5 makes & breaks no compound
SermaGard 1105/Xylan 1424 AKF after 5 makes & breaks no compound

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 17
Doxsteel (Ni-Co Plating) after 5 makes & breaks no compound
Dry bolt run 5 no compound
SermaGard 1105/Xylan 1424 flakes
Doxsteel (Ni-Co Plating) after 5 makes & breaks no compound
Dry bolt run 5 with 550 extreme
Xylan 1424 flakes

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 18
Corrosion Resistance Evaluation Before and After K -factor TestsPotentiodynamic polarization resistance tests were performed on bolts and nuts with different coatings using a 5%
Weight/Volume sodium chloride solution as an electrolyte, according to ASTM G59 Standard Test Method for Conducting
Potentiodynamic Polarization Resistance Measurements. The corrosion rates were obtained following ASTM G102 Standard
Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements.
The corrosion rate values are given before and after the specimens were tested for K-factor.
SPECIMENS
Twelve, 7/8 x 7” ASTM A193 B7M bare steel bolts with one ASTM A194 grade 2HM heavy hex nut plain
Twelve, 1 1/8 x 7” ASTM A193 B7M bare steel bolts with one ASTM A194 grade 2HM heavy hex nut plain
Twelve, 7/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with Zn undercoat with Xylan 1424 topcoat
Twelve, 1 1/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with Zn undercoat with Xylan 1424 topcoat
Twelve, 7/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with SermaGard 1105/ Xylan 1424
Twelve, 1 1/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with SermaGard 1105/ Xylan 1424
Twelve, 7/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with Ni-Co Doxsteel (Ni-Co Plating) plating
Twelve, 1 1/8 x 7” ASTM A193 B7M bolts with one ASTM A194 grade 2HM heavy hex nut coated with Ni-Co Doxsteel (Ni-Co Plating) plating
EXPERIMENTAL PROCEDURE
All samples underwent electrochemical testing prior to K-factor testing. A Bio-Logic potentiostat-galvanostat SP150 was
used for conducting the tests. For each geometry under evaluation (bolt, wrenching flat and threaded interior of nut) a specific
cell was constructed with inert materials. Titanium and Ag/AgCl electrodes were used as counter and reference electrodes,
respectively. The testing solution was 5% Weight/Volume sodium chloride.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 19
Because they are conductive materials, the electric contact was made using a clamp on the bolt B7M, B7M/Ni-Co Doxsteel
(Ni-Co Plating), B7M/ SermaGard 1105/ Xylan 1424 and B7M/Zn undercoat with Xylan 1424 topcoat. For bolts and nuts, it
was necessary to make a small hole to make electric contact as show in the photos below.
Potentiodynamic polarization resistance testing of a bolt
Potentiodynamic polarization resistance testing of the interior of the nut

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 20
PARAMETERS OF THE TEST 1. Measurement of open circuit potential (ocp) 55 min
2. Linear polarization ± 20 mV vs ocp
3. Scanning rate 0.16 mV/s
Corrosion rate calculation under ASTM G102
Where: Vcorr=K1 *icorr/ῤ EW
Vcorr is expressed in mm/year
Icor is expressed in μA/cm2
K1= 3.27e-3, mm g/ μA cm yrῤ = g/cm3
EW Equivalent weight and is considered dimensionless.
Afterwards, the K-factor test was performed. For this test two different lubricants were applied to three bolts and nuts of each
diameter and coating. The test was also performed using specimens without lubricants.
COMMENTSFor the control groups, the corrosion rate results obtained for the plain bolts and the nuts with different coatings show that
Doxsteel (Ni-Co Plating) plating has the lowest corrosion rate.
As expected, the corrosion rate obtained after mechanical stress (K-factor test) is higher for all specimens; however, Doxsteel
(Ni-Co Plating) plating has the lowest increase and remains with the lowest corrosion rates compared to Bare Steel, Zn
undercoat with Xylan 1424 topcoat and SermaGard 1105/ Xylan 1424 coated bolts and nuts.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 21
Enviornmental Testing Under ASTM B368 ASTM B368 CASS TestThe ASTM B368 CASS Test is done in a controlled and highly corrosive environment using a test chamber to obtain qualitative
and relative corrosion resistance information for a wide range of metal and coated items.
CHAMBER OPERATING CONDITIONSThe operating conditions were acid salt-copper solution (5% Weight/Volume NaCl and 0.25 g/L CuCl2 2H2O) with a pH range
of 3.1-3.3 measured in the collected spray (adjusted by addition of glacial acetic acid); the exposure zone of the salt spray
chamber was maintained at 49 ± 1 °C (120 ± 2 °F). The fog was such that for each 80 cm2 (12.4 in2) of horizontal collecting
area, a collection ranging from 1.0 to 2.0 mL of solution per hour was obtained.
Coating DiameterTime of Exposure
(h)/Mechanical Stress
Quantity of test specimens per coating and diameter
B7M/2HM Doxsteel (Ni-Co Plating) - 7/8”B7M/2HM Doxsteel (Ni-Co Plating) - 1 1/8”B7M/2HM Zn undercoat with Xylan 1424 topcoat 7/8”B7M/2HM SermaGard 1105/Xylan 1424-7/8”B7M/2HM Serma Gard 1105/Xylan 1424- 1 1/8”B7M/2HM Doxsteel (Ni-Co Plating) - 7/8”B7M/2HM Doxsteel (Ni-Co Plating) - 1 1/8”B7M/2HM Zn undercoat with Xylan 1424 topcoat - 7/8”B7M/2HM Zn undercoat with Xylan 1424 topcoat - 1 1/8”B7M/2HM SermaGard 1105/Xylan 1424 - 7/8”B7M/2HM SermaGard 1105/Xylan 1424 - 1/8”
Table 2 - Test Specimens
500/No 3
300/No 3

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 22
Time of Exposure (h)/Mechanical
StressCoating diameter Red rust presence
range (%) Seizing
B7M/2HM Doxsteel (Ni-Co Plating)-7/8” <5% NoB7M/2HM Doxsteel (Ni-Co Plating)-1 1/8” <5% NoB7M/2HM Zn undercoat with Xylan 1424 topcoat -7/8”
>50% 1/3
B7M/2HM Zn undercoat with Xylan 1424 topcoat - 1 1/8”
>50% No
B7M/2HM SermaGard 1105/ Xylan 1424-7/8”
>50% No
B7M/2HM SermaGard 1105/ Xylan 1424-1 1/8”
>50% 1/3
B7M/2HM Doxsteel (Ni-Co Plating)-7/8” <5% NoB7M/2HM Doxsteel (Ni-Co Plating)-1 1/8” <5% NoB7M/2HM Zn undercoat with Xylan 1424 topcoat -7/8”
30-40% 3/3
B7M/2HM Zn undercoat with Xylan 1424 topcoat - 1 1/8”
30-40% 3/3
B7M/2HM SermaGard 1105/ Xylan 1424-7/8”
20-30% 3/3
B7M/2HM SermaGard 1105/ Xylan 1424-1 1/8”
20-30% 3/3
500/No
300/Yes
Table 3 - Observations after ASTM B368 CASS test exposure

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 23
General RemarksFrom an analysis of the K-factor tests on coated studs and bolts, the test results have consistently shown that using thread
compounds (anti-seize) enhances the durability of the coated studs and bolts and also produces the most consistent frictional
properties. Greater consistency results in more accurate load values being attained in the bolt assembly.
Less change to torque versus load in multiple makeup and breakout graphs indicates reduced wear, whereas greater change
illustrates wearing off of the coating. In some cases, the reduction of K-factor indicates a polishing of the bearing surfaces or
burnishing in of the boundary lubricants and the reduced coefficient of friction. After each make and break test the load flanks
and nut-face surfaces were carefully inspected. In some cases, photos show the surface conditions of the specimens with
material loss of the coatings. Loss of the blue coating was much more visible in the case of the blue finish with SermaGard
and Xylan, as were tears or galling in the bare steel parts using no compound.
When the corrosion rates results for all bolts and nuts tested are compaired bare steel B7M plain bolts and nuts and those
with different coating the Doxsteel (Ni-Co Plating) plated bolts and nuts had the lowest corrosion rate.
As expected, the corrosion rate obtained after the K-factor test is higher for all bolts and nuts tested. However, those with
Doxsteel (Ni-Co Plating) plating tested after the K-factor test have the lowest corrosion rate when compared to uncoated bare
steel B7M bolts and nuts, Zn undercoat with Xylan 1424 blue topcoat, and SermaGard 1105/ Xylan 1424 coated bolts and
nuts.
Even when Doxsteel (Ni-Co Plating) bolts and nuts are subjected to the aggressive, accelerated corrosion environment of the
ASTM B368 ASTM B368 CASS Test, they greatly exceed the corrosion resistance of all the 7/8” and 1-1/8” SermaGard 1105/
Xylan 1424 and Zn undercoat with Xylan 1424 topcoat fasteners. After 500 hours in the test, every Doxsteel (Ni-Co Plating)
Fastener had minimal red rust and no apparent damage to the threads, as illustrated in the previous photos.
It is evident, taking into consideration K-factor and corrosion test results altogether, that the combined use of Doxsteel (Ni-Co
Plating) bolts and nuts with Jet-Lube 550 Extreme will guarantee superior corrosion resistance in storage and use with the
most consistency when tightening bolt and nuts in any application.

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380 24
References• API 20 E Alloy and Carbon Steel Plating for Use in the Petroleum and Natural Gas Industries
• ASTM A193 Standard Specification for Alloy-Steel and Stainless Steel Plating for High Temperature or High Pressure
Service and Other Special Purpose Applications.
• ASTM A 194 Standard Specification for Carbon Steel, Alloy Steel, and Stainless Steel Nuts for Bolts for High Pressure or
High Temperature Service, or Both
• ASTM B117-16 Standard Practice for Operating Salt Spray (Fog) Apparatus
• ASTM G59-97(2014) Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements.
• ASTM G102-89(2015) Standard Practice for Calculation of Corrosion Rates and Related Information from
Electrochemical Measurements
• ASME PCC-1–2013 Guidelines for Pressure Boundary Bolted Flange Joint Assembly
• Brown, W., Lim, T.-Y. Factors affecting Nut factors for PVP bolted Joint Assembly. Procedia Engineering 130 (2015)
168-175.

Factors Affecting Nut Factors for PVP Bolted Joint AssemblyW. Browna,*, T.-Y. Lima

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
Procedia Engineering 130 ( 2015 ) 168 – 175
1877-7058 © 2015 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Peer-review under responsibility of the organizing committee of ICPVT-14doi: 10.1016/j.proeng.2015.12.186
ScienceDirectAvailable online at www.sciencedirect.com
aIntegrity Engineering Solutions, 3/16 Griffin Drive, Dunsborough, Western Australia, 6281, Australia
Keywords:
E-mail address:
© 2015 The Authors. Published by Elsevier Ltd. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Peer-review under responsibility of the organizing committee of ICPVT-14

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
169 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
170 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175
F T K D

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
171 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
172 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
173 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
174 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175

K-factor and Durability Evaluation of Coated BoltsApril 28, 2017
281-298-1500 | [email protected] | doxsteel.com1544 Sawdust Rd #301 | The Woodlands, TX 77380
175 W. Brown and T.-Y. Lim / Procedia Engineering 130 ( 2015 ) 168 – 175