kuehlen mit system en 24.09 - german pavilion · double circuit cooling plant in split design: ......
TRANSCRIPT

Perfect cooling
ChillerCentralised cooling plantsEnergy management

2
For over 40 years Gesellschaft Wärme
Kältetechnik mbH has been manufacturing high-quality temperature control and cooling equipment and supplying this equipment worldwide.
Today more than 300 employees design, produce and install complete process solu-tions for heating and cooling in customer specific designs.
More than 30 sales and service locations worldwide represent the global character of our work and guarantee our permanent suc-cess.
In addition to a huge product range of serial products we also offer tailor-made solutions for challenging applications. These individually designed units are avail-able for a temperature range between –100°C and +400°C, and are developed and produced in Kierspe according to the customers’ demands.
As one-stop manufacturer of compact units, cooling plants and temperature control units, up to water treatment and heat recovery systems and complete container systems, gwk is a competent and innovative partner.
For over 40 years – Perfect cooling and temperature control
Headquarters in Kierspe, Germany
2
Headquarters in Kierspe, Germany

3Perfect cooling www.gwk.com
Expertise in cooling plants
gwk units are essential all over the world. They are used by the plastics industry in Europe, international automotive groups or world- renowned sweets manufacturers, for cooling of metal processing and in chemical plants worldwide. The high reputation of gwk is owed to units being individually designed and built for specific customer re-quirements.
One of gwk’s production halls
U-bundle heat exchanger
4
Without exception, all industrial manufactur-ing processes involve the in- and output of energy, which has to be supplied or taken away in the form of heat. The heat energy to be released is given off into the environment in the form of heat by the use of cooling plants. Heat recovery systems allow the heat to be converted into heat energy. Optimised combined systems minimise the energy con-sumption of the cooling plants and utilise energy by means of heat recovery at the same time.
The adjacent schematic diagram shows that cold water can be produced by several cooling systems, that clearly differ with view to investigation and operation costs. De-pending on the application the most suit-able cooling system can be chosen. Primarily the expected operating costs have to be taken into consideration.
Energy efficiency for the optimum cooling plant
gwk follows the principle that the optimum cooling plant for the specific application can only be found by analysis. This analysis is included in our expertise in energy effi-ciency and is used as a primary factor for a decision on the investment.
Minimising costs through energy effi ciency
Warehouse fl oorheating system
Heating unit
Heat
Energy Recycling
5Perfect cooling www.gwk.com
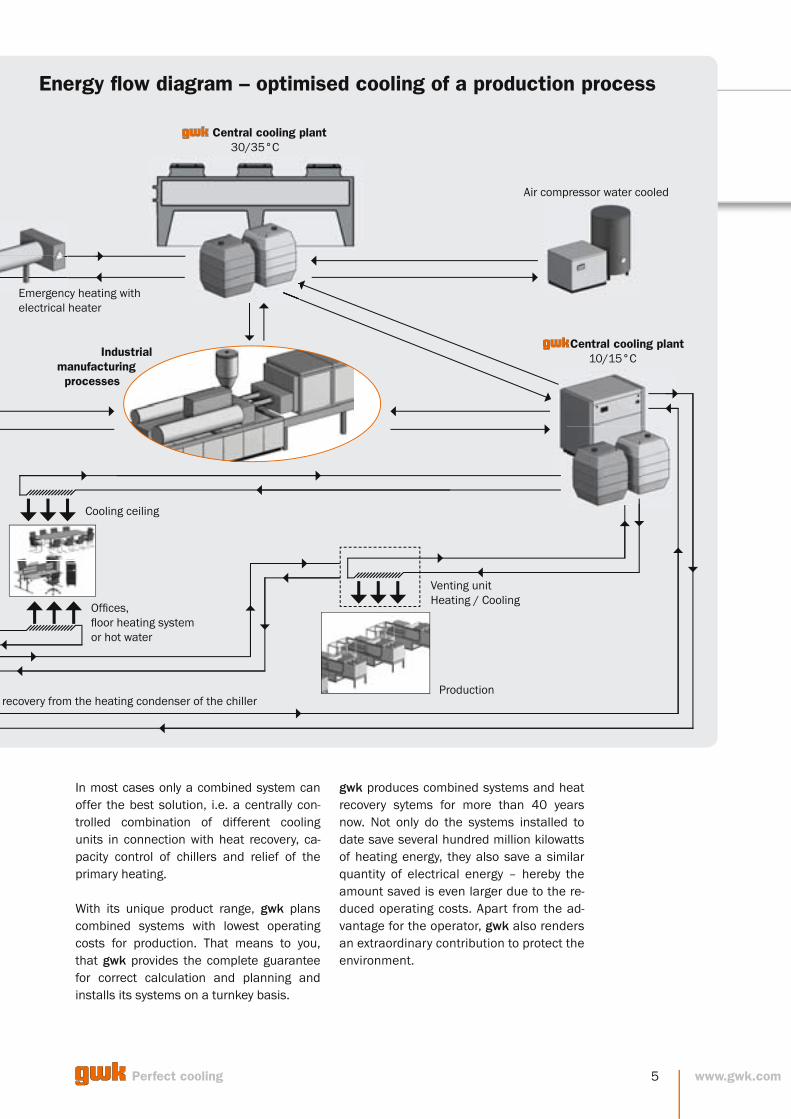
In most cases only a combined system can offer the best solution, i.e. a centrally con-trolled combination of different cooling units in connection with heat recovery, ca-pacity control of chillers and relief of the primary heating.
With its unique product range, gwk plans combined systems with lowest operating costs for production. That means to you, that gwk provides the complete guarantee for correct calculation and planning and installs its systems on a turnkey basis.
gwk produces combined systems and heat recovery sytems for more than 40 years now. Not only do the systems installed to date save several hundred million kilowatts of heating energy, they also save a similar quantity of electrical energy – hereby the amount saved is even larger due to the re-duced operating costs. Apart from the ad-vantage for the operator, gwk also renders an extraordinary contribution to protect the environment.
Energy flow diagram – optimised cooling of a production process
Production
Central cooling plant30/35°C
Central cooling plant10/15°C Industrial
manufacturing processes
Air compressor water cooled
Emergency heating with electrical heater
Venting unitHeating / Cooling
Offi ces,fl oor heating systemor hot water
Cooling ceiling
recovery from the heating condenser of the chiller

6
gwk project study – optimising energy consumption
For minimal operating costs:
• Calculation of the optimised combined systems (cooling and heating systems) for injection moulding factories
• Exceeding the heat from the production machines under consideration of
– the best process reliability – high product quality – shortest cycle time
Selection criteria:
• Production plant and products= cooling power requirement
= lowest necessary water temperature
• Economic efficiency of the cooling plant= operating costs
• Energy management of the total production= potential of heat recovery
gwk-cooling plants for free
Project StudyPerfect Cooling and
Temperature Control
Gesellschaft Wärme
Kältetechnik mbH
Friedrich-Ebert-Str. 306D - 58566 Kierspe
Tel. +49 2359 665-0Fax +49 2359 665-156
Customer: Company Mustermann
Project: Replacement
Cooling Capacity: 200 kW
Quotation No.: 923xxx
In this project study the following cooling systems
have been compared:
– chiller with refrigerant R22 available on site
– new chiller with refrigerant R134a in split-design
and hermeticool-functiongwk uses outdoor temperature to reduce the operating costs
Influence of the cold water temperature
15 16 17 18 19 20 21Cooling water inlet temperature [C°]
25.000 ¤
20.000 ¤
15.000 ¤
10.000 ¤
5.000 ¤
0 ¤
Operating costs at inlet temperature
9000
8500
8000
7500
7000
6500
6000
5500
5000
4500
4000
3500
3000
2500
2000
1500
1000
500
0-29 -24 -19 -14 -9 -4 0 5 10 15 20 25 30 35 40
Outdoor temperature [C°]
hour
s /
year
Basic dataDN 4710 – meteorologic datato calculate the energy consumptionheating and air conditioning systems
Berlin 0 - 24 h Berlin 7 - 18 h
This is an unconditional promise. A gwk cooling plant can be acquired at no cost. The rea-son is that the investment costs for a new plant are amortised by the saved operating costs. Capital-free plant leasing makes plant contracting with liquid funds possible. (This offer is valid for Germany and the countries of the European Union).
By means of a detailed project study gwk calculates the most efficient and cost-saving solution

7Perfect cooling www.gwk.com
Project study example 1:Single circuit cooling plant with an process temperature about 15°C for the mould cooling and
hydraulic cooling at 235 kW cooling capacity.
Before optimization:
Single-circuit cooing plant with conventional chiller
After optimization:
Energy optimised single-circuit cooling plant with hermeticool
• Freecooling up to approx. 5,200 h/a
• Energy savings up to 240,628 kWh/a = 48 %
• Energy cost savings up to 20,167 ‡
• CO2-savings up to 168,440 kg
Industrial compact cooling plant with hermeticool
Project study example 2:Double circuit cooling plant in split design: Mould circuit 15°C with 87 kW cooling capacity and
hydraulic circuit 30°C with 148 kW cooling capacity
Before optimization:
Conventional design: mould circuit with chiller/ Hydraulic circuit with cooling tower
After optimization:
Innovative design: mould circuit with chiller and hermeticool / hydraulic circuit with hermeticool hybrid
• Energy savings up to 237,608 kWh/a = 46 %
• Energy cost savings up to 18,510 ‡
• CO2-savings up to 166,115 kg
• Savings of 1,800 m3 water per year
Mould circuit: air-cooled chiller with hermeticool
Hydraulic circuit: hermeticool hybrid

8
The gwk project team consists of cooling and control specialists as well as engineers in process technology who have many years of experience at production level. This expe-rience leads to the high technical standard in centralised gwk cooling plants and com-bined systems. The water chiller is the most important module in a centralised cooling plant. But only the optimal dimensioning of all compo-nents leads to a perfect function. There are many options in the choice of the system. gwk prefers a closed circuit, with tanks made of stainless steel or plastic, with manifolds made from stainless steel and with factory piping made of PVC or PE. In order to reduce costs, we recommend a combination of several cooling systems to be controlled by a central computer and the gwk Software Central Energy Management System.
The centralised cooling plant
Quality is our strongest argument
As a rule, a central cooling plant is respon-sible for the overall production operation. Our gwk engineers therefore emphasize on correct dimensioning when designing a cooling plant for a production. This, in com-bination with the use of high-quality, long-life and maintenance-friendly components will achieve the highest possible reliability of the plant. A combined system exactly tailored to a specific operation will achieve the required reduction of operating costs by means of the lowest possible energy con-sumption.
Central cooling plant with water treatment

9Perfect cooling www.gwk.com
Electrical cabinet
gwk engineers plan and design complete control boards under consideration of spe-cific requirements and site standards. These systems are built by our qualified personnel and afterwards installed on site. The product range covers small operator panels, simple control cabinets up to large control systems.
Process visualisation
During industrial processes a number of individual parameters have to be measured and calculated. They include physical para-meters such as temperature, pressure, flow rate and power consumption. The following data is visualised by the gwk control system:• Operation parameters such as tempera-
ture, flow rate and pressure, power sup-plied to the production, operation hours of components and power consumption. The recording and processing of these data allows a centralised energy management.
• Storage of measuring data.• Indication of stored data by characteristics
or tables.
As a matter of fact communication with a superior network is also possible. The gwk process visualisation is based on the WinCC software system by Siemens, adjusted to the gwk unit systems which thereby allow an individual screen design.

10
SKL and SKL C –gwk-energy-saving module
Water cooled chillers for industrial use
Energy-saving industrial water chillers have the task of drawing off heat from a process. This is done by targeted cooling with cold water at suitable points so as to simulta-neously increase production and improve quality.
Except for the low-temperature range, gwk chillers are operated with R 134a, a chlorine-free refrigerant. By choosing this refrigerant, the pressure conditions in the cooling circuit are clearly lower than in sys-tems that use other products.
gwk-energy-saving module
Energy consumption at a production period of 7,200 h/a:
Conventional solution: 317,355 kWhgwk-energy-saving-module: 216,865 kWhEnergy-saving potential: 31.7 %averaged COP-value with energy saving module: 5.15
With hermeticool-function (combined unit):
Conventional solution: 86,374 kWhgwk-energy-saving-module: 60,177 kWh
230
220
210
200
190
180
170
160
150
140
130
7,50
7,00
6,50
6,00
5,50
5,00
4,50
4,00
3,50
3,00
2,505 10 15 20 25 30
Outdoor temperature in °C
Capa
city
in k
W
COP-
valu
e
Conventional cooling capacity Cooling capacity R 134a with gwk energy-saving-module COP-value conventional compressor COP-value compressor R 134a with gwk energy-saving-module

11Perfect cooling www.gwk.com
As a result, the installed components are exposed to less stress, clearly less wear and the COP value is higher. Higher COP values mean lower operating costs.
gwk chillers of the SKL series are cold water aggregates with externally set-up condensers. These chillers are equipped with screw condensers; the power regula-tion of the capacity to be dissipated is continuous. Since shell and tube evapora-tors manufactured by gwk are used, these machines are especially suitable for indus-trial cooling processes. The gwk energy- saving module, in combination with an elec-tronic expansion valve allows realization of a continuous condenser regulation. With this type of operation, the ongoing oper-ating costs are reduced by approx. 25% compared to common cooling units.
Water-cooled cooling units by gwk are pref-erably used when cooling water at a higher temperature level is inexpensively available. With correct dimensioning of exchanger sur-faces on evaporators and condensers, the output figures of the machines are further optimised.
gwk-energy-saving module
Use of electronic expansion
valves reduces operating costs.
Advantages:• Fast reaction time• Even overheating regulation• Variable implementation

12
gwk-cooling tower in use around the world
gwk cooling towers are used to carry off heat from production plants with higher temperature levels and work acc. to the principle of evaporation. Cooling towers are a part of a central cooling plant supplied on a turnkey basis which can be controlled by a fully programmable microprocessor.
To prevent pollution of the consumer by contaminated water from the cooling tower circuit, the cooling circuits of consumers and cooling tower are separated by an in-stalled plate heat exchanger. As a rule, wa-ter treatment and water purification are part of our supply and service program.

13Perfect cooling www.gwk.com
The GVK series of all-plastic cooling towers
Covering a range of capacities from 50 kW to 1200 kW, gwk all-plastic cooling towers resist the most extreme climatic conditions, because all the parts are produced from durable plastics. The interior parts are pro-duced from high-quality, high-impact plas-tics and are integrated into a housing made of glass-fibre reinforced plastic. Axial fans with pole-changing motors are matched to the capacity and operate at a reduced noise level. In addition, sound absorbers are op-tionally available in case of special require-ments for noise emission.
The gwk stainless steel cooling tower of the GHKV series
The cooling tower pack is made from a plas-tic honeycomb structure with a high heat exchange capacity and high mechanical loading capacity. The housing is constructed from stainless steel, forming a completely installed unit together with the water basin. Low pressure high capacity fans with a high level of efficiency and a low noise level force the cooling air through the fill-pack. Water return from the process is distributed equally by polypropylene hollow cone spray nozzles.

14
KU-plant as closed cooling circuit for industrial cooling with direct connection to the pump and tank group of a cooling tower
KU-plant as closed cooling circuit for industr cooling with direct connection to the pump and group of a cooling tower
Clean process water with gwk KU-plants
Cooling tower water loaded with concentrated solids and particles should not be passed through the cooling channels of production machines. Here too, gwk KU-plants provide clean working.A microprocessor controller working in com-bination with a continuously operating mo-torised valve provides precise temperature management regardless of the temperature of the fresh water available. Consumption of fresh water is minimised and expensive water treatment is not required. The operating pump works continuously at the same pressure and thus ensures con-sistent flow conditions. Automatic water feeding prevents the water level dropping too low. Providing a standby pump that is switched in automatically and also emer-gency cooling via the fresh water feed in-creases safety in operation.KU-plants are an ideal tool to reduce mainte-nance costs, since all the production ma-chines remain clean and ready for operation.
Water is an excellent cooling medium. KU-plants from gwk utilise the cooling energy provided by water to carry away heat from production machines in the most trouble-free and cost effective way possible.Fresh water from a well, from rivers and from other surface reservoirs is always saturated with oxygen and includes a large number of minerals and suspended particles which can block up the cooling channels in production units through corrosion or by producing de-posits.KU-plants from gwk do not allow such prob-lems to arise. A plate-type heat exchanger made of stainless steel separates the clean closed circuit that is used to cool the produc-tion from the natural fresh water circuit that is contaminated with all kinds of impurities.

15Perfect cooling www.gwk.com
The use of KU-plants provides a closed cooling circuit and reduces maintenance costs
16
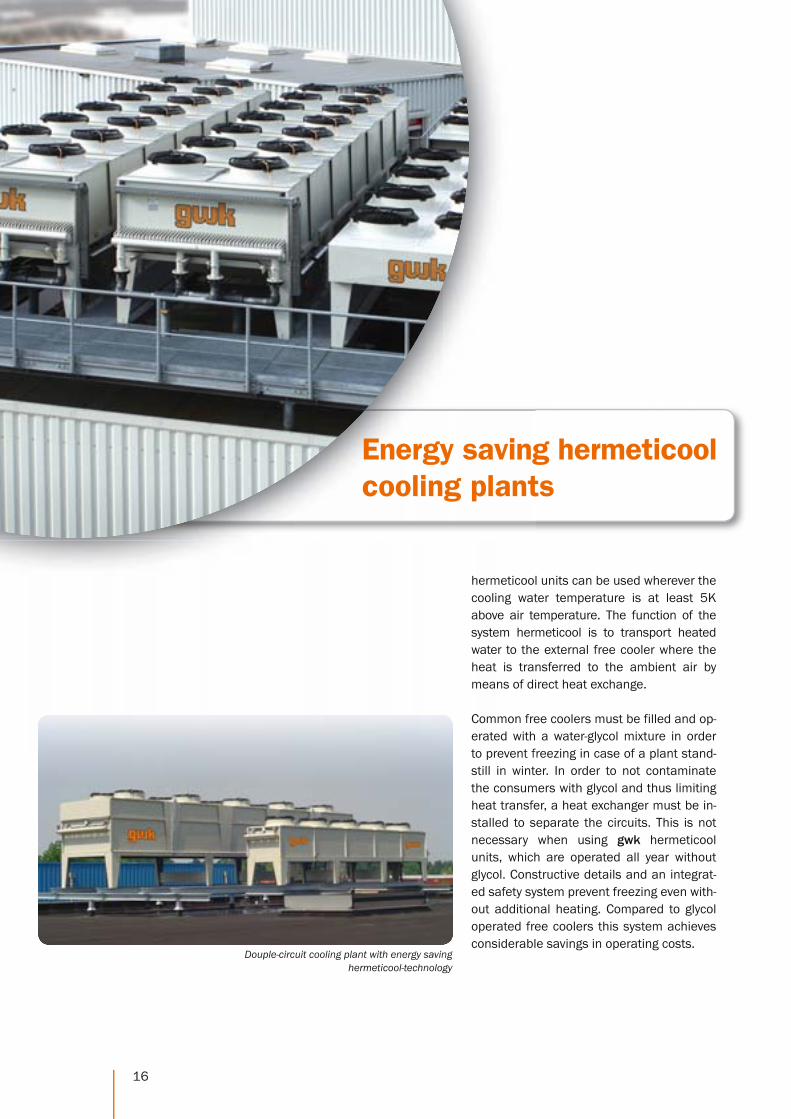
Energy saving hermeticool cooling plants
Douple-circuit cooling plant with energy saving hermeticool-technology
hermeticool units can be used wherever the cooling water temperature is at least 5K above air temperature. The function of the system hermeticool is to transport heated water to the external free cooler where the heat is transferred to the ambient air by means of direct heat exchange.
Common free coolers must be filled and op-erated with a water-glycol mixture in order to prevent freezing in case of a plant stand-still in winter. In order to not contaminate the consumers with glycol and thus limiting heat transfer, a heat exchanger must be in-stalled to separate the circuits. This is not necessary when using gwk hermeticool units, which are operated all year without glycol. Constructive details and an integrat-ed safety system prevent freezing even with-out additional heating. Compared to glycol operated free coolers this system achieves considerable savings in operating costs.

17Perfect cooling www.gwk.com
gwk-hermeticool hybrid
• works in a closed cooling water circuit• functions cleanly, maintenance-free and without water loss
• is the ideal replacement for open evaporation cooling towers and pre- vents disadvantages of pollution, salt and oxygen enrichment
• works according to the air cooling principle
• lowers the temperature of the cooling air down to dew point
• this type of system provides cooling water of a temperature below outside temperature
• is available at power levels of 50 kW to 6 MW nominal cooling capacity
Free cooling with hermeticool hybrid
gwk-freecooler are space saving and energy efficient cooling systems. The hermeticool hybrid circuit, often known as adiabatic freecooler, is a closed circuit cooling sys-tem. The position of the unit is usually on the roof of the production building. At low night temperature the hermeticool is most efficient. The integrated hybrid function al-so permits the reliable function at high day time temperatures.

18
Tailor-made compact chillers for special production processes
Chillers need to be adapted to the specific requirements of the application to ensure an exact temperature regulation and a reliable operation.
Explosion-proofcompact chillers
In many processes simple cooling with in-dustrial water is not adequate. Individual process-controlled temperature manage-ment requires the use of chillers directly in the production plant, especially if materials that are a fire hazard are being produced or processed. Explosion proofed chillers are offered as standard by gwk and can be equipped with a wide variety of options.
Chiller in Ex-design

19Perfect cooling www.gwk.com
Low temperature chillers
In chemical processes reactions are initiat-ed and monitored according to temperature and pressure. Using a wide variety of ma-chine components, chillers can be pro-duced in modular form with one or more temperature circuits over a total tempera-ture range from -60°C up to +220°C. Machines of this type basically have micro-processor controllers which regulate the timing sequence and the temperature of the process. We recommend discussions with our process engineers to ensure cor-rect sizing.
Explosion-proof chillers for the Ex-zones 1 and 2 are part of the gwk standard range
Compact chiller with two individually controllable cooling circuits
Low temperature chiller with integrated heating circuit

20
gwk-energy recycling and heat recovery
gwk-energy recycling
Every industrial production requires energy in order to make products. Often, electrical or primary energy is induced as heat, used for operation and must then be dissipated, converted or destroyed.
Our gwk process engineers analyse and calculate production processes and the overall thermal periphery with the objective of lowering the necessary energy by means of energy recycling, of reducing the energy requirement at the individual stations, of converting energy or using it several times and dissipating it sensibly.
The result is considerable energy saving, which results in cost-cutting and contributes to preserving the environment.
gwk-heat pumps
Heat pumps are cooling machines which are primarily regulated by the cold water temperature and are mainly used to draw off heat from production units. In winter this heat is pumped to a higher temperature through the compressor and made usable for heating purposes. In the summer the heat is drawn off into the outside air by means of externally-located condensers. gwk heat pumps are filled with R 134a re-frigerant and can produce hot water of temperatures of up to 60°C.
In order to heat service water all year round, a desuperheater is placed before the heat-ing condenser to heat the service water up to a maximum of 70°C. Desuperheaters are an extremely useful option for each water chiller. Heat pumps in combination with air extraction and ventilation units can
be used in summer to provide cooling by extracting the heat from large rooms and halls to provide cold air at specific points to cool production equipment such as blown film units, and to support the hall heating in winter by passing hot air directly from the heating condenser into the air ducts.
21Perfect cooling www.gwk.com
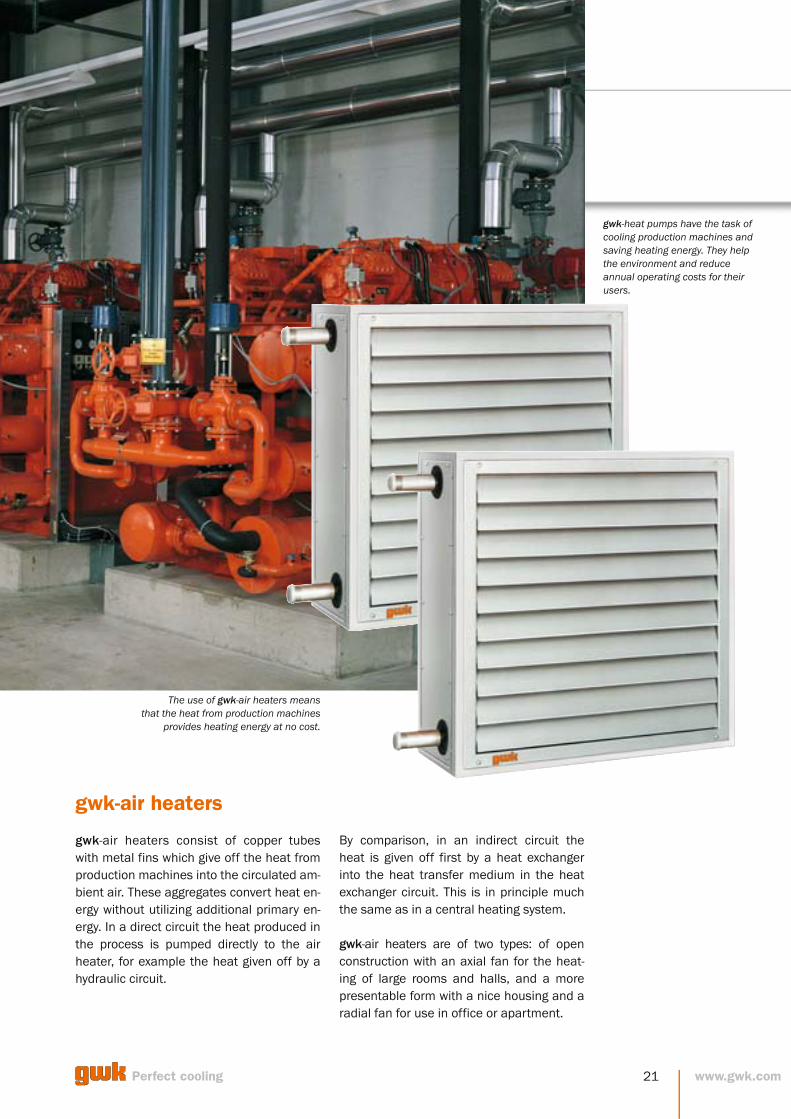
The use of gwk-air heaters means that the heat from production machines
provides heating energy at no cost.
gwk-heat pumps have the task of cooling production machines and saving heating energy. They help the environment and reduce annual operating costs for their users.
gwk-air heaters
gwk-air heaters consist of copper tubes with metal fins which give off the heat from production machines into the circulated am-bient air. These aggregates convert heat en-ergy without utilizing additional primary en-ergy. In a direct circuit the heat produced in the process is pumped directly to the air heater, for example the heat given off by a hydraulic circuit.
By comparison, in an indirect circuit the heat is given off first by a heat exchanger into the heat transfer medium in the heat exchanger circuit. This is in principle much the same as in a central heating system.
gwk-air heaters are of two types: of open construction with an axial fan for the heat-ing of large rooms and halls, and a more presentable form with a nice housing and a radial fan for use in office or apartment.
22
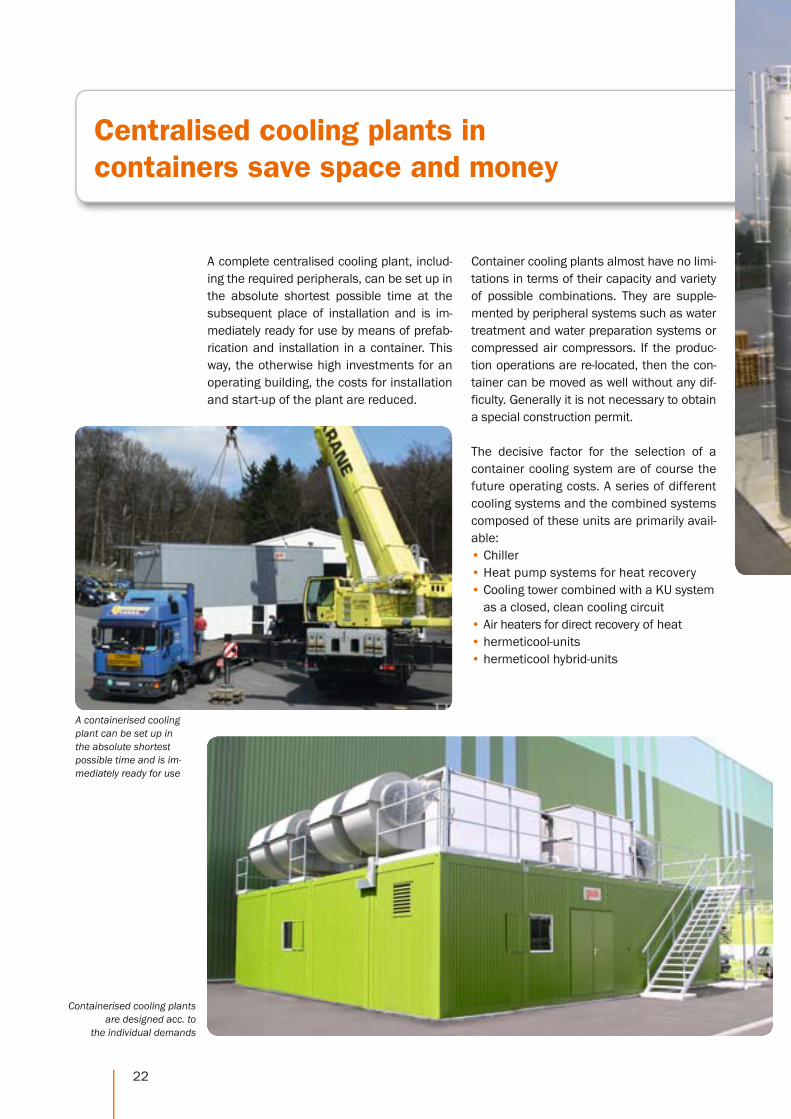
A complete centralised cooling plant, includ-ing the required peripherals, can be set up in the absolute shortest possible time at the subsequent place of installation and is im-mediately ready for use by means of prefab-rication and installation in a container. This way, the otherwise high investments for an operating building, the costs for installation and start-up of the plant are reduced.
Container cooling plants almost have no limi-tations in terms of their capacity and variety of possible combinations. They are supple-mented by peripheral systems such as water treatment and water preparation systems or compressed air compressors. If the produc-tion operations are re-located, then the con-tainer can be moved as well without any dif-ficulty. Generally it is not necessary to obtain a special construction permit.
The decisive factor for the selection of a container cooling system are of course the future operating costs. A series of different cooling systems and the combined systems composed of these units are primarily avail-able:• Chiller • Heat pump systems for heat recovery• Cooling tower combined with a KU system
as a closed, clean cooling circuit• Air heaters for direct recovery of heat• hermeticool-units• hermeticool hybrid-units
Centralised cooling plants in containers save space and money
Containerised cooling plants are designed acc. to
the individual demands
A containerised cooling plant can be set up in the absolute shortest possible time and is im-mediately ready for use

23
All containers for installation of the cooling plants are tailor made, tuned to specific needs and requirements. The walls are insulated in terms of sound and heat; openings for pipe connections and electri-cal supply are provided.
The roof of the container is prepared to re-ceive exterior aggregates. Since container cooling systems are set up outside, they do not cause building costs or result in los-ing valuable production space.
Containerised pump and tank group
Perfect cooling www.gwk.com

24
Clean water is also part of it
Due to its good heat transfer properties and high specific heat, water is extremely suitable as a heat transfer medium. On the other hand, a large number of substances is dis-solved in water and this can cause unwant-ed side-effects in a cooling system, such as deposits. Water can take up and release oxygen and thereby cause corrosion. We want you to use only water that will cause you no problems. Our laboratory will pre-pare an analysis based on a sample of wa-ter. The water analysis is the basis of a rec-ommendation for the water preparation required and to determine how the water should be treated.
Water preparation means in every case the production of treated water which is suitable for use in cooling units. In this connection water softening units of different sizes are applied.
For maintenance of the water we recom-mend our after-sales service and the com-pletely automatic water treatment, type active. We can deliver test equipment, cleaning equipment and the necessary chemicals for your own maintenance per-sonnel.
Double water softening unit to remove the minerals that form lime scale and dosing station for inhibitors to prevent corrosion, integrated into a container unit

Perfect cooling www.gwk.com25
Infrared image of an injection mould.
Left: Inhomogeneous increase of temperature due to the use of con-taminated heating/cooling channels
Right: Homogeneous temperature distribution after flushing the mould and conditioning the water
gwk active-mk 100-2: compact system for cleaning and conditioning of cooling
water for dual-circuit cooling systems

26
One-stop turnkey plants
Our tasks include the complete planning of a cooling plant including all the peripheral equipment and instruments. Above all, the planning of the entire piping system for a specific and consistent supply of all con-sumers rounds off our package of services.
On request we can produce for you complete layouts for cooling water, material supply, power supply and compressed air lines. Our installation teams are experienced in the lay-ing of piping systems made of steel, copper, stainless steel, PVC, polyethylene and poly-propylene. On the basis of our detailed plans you can also have the work carried out by in-stallation companies which you prefer.
The connection between the cooling plant, heat recovery system and the existing heat-ing unit is made through hydraulic switching systems. gwk makes use of all current seri-al and analogue interfaces for data transfer between the production machines and the cooling system or the cooling system and the heating unit or to communicate with a process controller.

27Perfect cooling www.gwk.com

28
gwk-service – worldwide and round-the-clock
...Increase of process reliability
Increasing product quality requirements and reduction of downtime in future- oriented manufacturing plants make maintenance most essential to avoid un-scheduled standstills.
...Increase of warranty
Warranty periods of new units can be indi-vidually extended by means of service contracts.
...Increase of productivity
This includes adjustment of parameters to improve production processes as well as the exchange of spare and wear parts. The equipment of our service engineers allow to immediately carry out cleaning of water circuits.
...Make life easier for maintenance
We ensure this with our service contracts.
With gwk-service...
29Perfect cooling www.gwk.com
Retrofit refrigerant R 22
Acc. to EG regulation: 2037/2000• it is not allowed to use new refrigerant
(R22) for maintenance or repair starting from Jan 1, 2010.
• it is no longer allowed to operate cooling plants filled with R22 from Jan 1, 2015.
Many cooling plants can be retrofitted to
an alternative refrigerant.
Our Services:• Plant evaluation• Retrofit to alternative refrigerant• Commissioning
Reduction of the greenhouse-effect
It is based on the EU regulation 842/2006.
The objective is to reduce the greenhouse effect, which is caused by refrigerant that has escaped from cooling plants.
Since July 4, 2007 all cooling equipment needs to be checked regularly, depending on the amount of refrigerant.
The number of leakage tests may be reduced down to one test per year when suitable leak-age monitoring systems are installed.
Our Services:
• Leakage test on T & M basis• Maintenance contract including leakage
test• Test book and certificate
nt g
g
o
Project planning
• Infrared analysis• Performance measurement• Project studies• Mould dimensioning
Contracting
• Used machines• Contracts• Financing
Support
• Maintenance• In-house service inspection• Teleservice• Mould cleaning / system cleaning• Training• Spare parts
Optimization
• Retrofi tting / redesigning• Advice / support• Water analysis

30
References

31Perfect cooling www.gwk.com

Increased productivity
In many areas of the industry, cooling and temperature centrol provides a great potential for increasing productivity and thus for lowering costs.
• Reduction of cooling time, therefore savings in required machine hours
• Improvement of product quality
• Increasing availability of production plants• Decreasing running cost• Reduction of maintenance cost
Many factors serve to improve productivity:
Production
costs
Cost
reduction
Perfect cooling and temperature control
gwk-KU-plants
The simplest and cheapest solution to increase the availability and to decrease the maintenance cost of open cooling systems.
gwk-HSW
Cost reduction by means of ad-vanced heat recovery systems.
gwk-weco
Controllable production in variable climatic conditions and high flexibility with com-pact, energy saving water chillers using environmentally friendly refrigerant.
gwk-container-plans
Highest flexibility and lowest expenses for planning in-stallation and movement of a centralised cooling plant.
gwk-active
Adjusting and maintaining optimum capacity by means of constantly clean water, delivered from a fully automatic water treatment device.
gwk-service
Decreasing the maintenance cost and protection of company owned resources through professional installation and service including maintenance of cooling water.
Gesellschaft Wärme Kältetechnik mbHFriedrich-Ebert-Straße 306 · D-58566 KierspeTel. +49 2359 665-0 · Fax +49 2359 [email protected] · www.gwk.com
KA.
09
09
-EN
/ S
ubje
ct to
tech
nica
l mod
ifica
tion
with
out n
otic
e!
gwk-teco cw
Most economic system to extract heat from consumers at very low temperatures by patented cold water tempera-ture control.
gwk-hermeticool hybrid
Innovative cooling system to decrease the running and main-tenance cost in comparison to conventional cooling systems.
gwk-tecma
High process stability with customised temperature control solutions for all appli-cations with high performance requirements up to 400°C.
gwk-SKL/SKW
Reliable and economic supply of cooling water in the low temperature range, even under the toughest ambient conditions.

Preliminary Report K 2010
gwk Focuses on Energy Efficiency, Part Quality and Process SafetyOn the occasion of this year’s K 2010 exhibition
in Düsseldorf (27.10.-03.11.2010), gwk Gesell-
schaft Wärme Kältetechnik mbH, Kierspe, focuses
all its energy on the topic energy efficiency and
presents innovations in cooling and tempera-
ture control at its stand J 39 – that is enormous-
ly extended compared with K 2007 - in hall 10.
In the centre of customer’s attention are still sy-
stem solutions regarding saving of energy co-
sts and optimisation of applications in plastic
processing by means of innovative tempera-
ture control systems. Particularly increasing
costs and competitive pressure are more and
more a burning issue that forces the plastic pro-
cessor to increase his activities in this subject.
gwk will not only show the complete range of
cooling and temperature control with actual
themes by means of static exhibits, but also
by presenting live injection moulding appli-
cations. In the focus of the customer’s atten-
tion is the production of high-quality surfaces by
means of dynamic cavity temperature control.
New Perspectives due to Dynamic Temperature
Control Systems
Within a common project, sponsored by BMBF with
partners in industry and science, that aims at de-
veloping efficient temperature control systems in
plastic processing, the status of development will
be presented on a 800-kN KraussMaffei injection
moulding machine with view to the prevention of
weld-lines on high gloss surfaces. In order to achieve
the required mould wall temperatures during in-
jection without major extension of cycle times, a
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
mould, produced by Messrs. Krallmann, is executed
with ceramic power heaters.
Installed only a few millimetres behind the cavity,
they accelerate the heating process at a minimal
energy consumption rate at the same time. Heating
rates up to 25 K/sec are achieved, at a heat flux
density of 150 W/cm², with the tenth of the total
energy requirement of fluid heating systems. Directly
underneath the heater are the close-to-cavity
channels for the water cooling. As the thermal con-
ductivity of the special ceramic material is approxi-
mately two times higher than that of tool steel, the
cooling through the switched off heating is very ef-
fective. As temperature modifications without major
extensions of cycle times are possible, this system
is entitled to be called “dynamic cavity tempera-
ture control”. The complete temperature control in-
cluding water supply is effected by a temperature
system, type integrat evolution, that is connected
with the injection moulding machine via a VARAN-
bus and is communicating in a real time mode.
Apart from KraussMaffei and Krallmann, the Fach-
www.gwk.com
Dynamische FormnesttemperierungFür bindenahtfreie Hochglanzoberflächen

hochschule Rosenheim and the Fraunhofer-Institut
für Produktionstechnik und Automatisierung IPA,
Stuttgart, are partners of this development project.
Preliminary Report K 2010
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
the ceramic heaters in dependence on the cycle
while, during the following cooling phase, ano-
ther module supplies the cooling via proportional
valves. All control modules are installed vertical-
ly, one on top of the other in a common frame
that only requires 60 x 60 cm space. Data input
is effected via a central operating panel. All pro-
cess data are shown graphically and numeri-
cally on a touch-screen with coloured display.
Based on permanently increasing energy costs and
the demand for higher productivity, the dynamic
cavity temperature control system is an ideal ap-
proach to produce in future high-quality plastic
materials with complex demands in a
cost-effective way, too.
Famous Machine Manufacturers Integrate
Dynamic Cavity Control System
So, the dynamic temperature control system is
applied twice by KraussMaffei for their exhibition
highlights. With view to the cover-form procedure
for the scratch-proofed coating of PMMA parts, that
was developed together with Evonik, the dynamic
temperature control is responsible for the initiation
of the chemical reaction. By this, a reasonable inte-
gration of an expensive and until today succeeding
finishing process is possible. In a second applica-
tion, which presents the moulding and coating of
organo sheets for structural components in light-
weight construction in one step for the first time, the
gwk integrat evolution technology is used. Ceramic
heaters that are integrated in the mould and the
corresponding control technology take over an im-
portant function in the injection moulding process.
For its innovative adiabatic multi-component
procedure, that the IKV developed and presented
for the first time to the public on the occasion of
the cluster “Integrative Produktionstechnik für
www.gwk.com
Economic Production of High-quality Surfaces
Ceramic heaters for dynamic cavity temperature
control are also part of the second application. On
an Arburg injection moulding machine with vertical
clamping unit, the high-quality back injection moul-
ding of metal films is shown, that was developed in
cooperation with the IWK, Rapperswil/Swiss and
the Swiss mould manufacturer Georg Kaufmann.
Dynamische FormnesttemperierungAm Anwendungsbeispiel Hinterspritzen von Metallfolien
In this process the bonding agent of the metal
film is activated by means of integrated power
heaters before the plastic material is injected
into the mould. This leads to a homogeneous
connection between metal and plastic material,
stress-relieved with high dimensional stability and
a cycle time reduction by 40% at the same time.
The heating and cooling is effected by the opti-
mised multi-circuit temperature control system
integrat evolution. Several segmented tempera-
ture circuits control the basic temperature of the
mould body. An electric control module controls

Hochlohnländer” (integrative production techno-
logy for high-wage countries) the IKV as well applies
the gwk dynamic temperature control system. For
the production of heatable sports glasses with in-
tegrated metal conductors that were injected into
the plastic material, this mould was equipped with
the highly dynamic gwk integrat evolution techno-
logy as well. The processing of the metal compo-
nents in the second mould station is effected by
means of integrated ceramic power heaters that
are integrated in the mould insert in connection
with close-to-cavity temperature control channels.
The temperature control of the complete system
is effected by an integrat multi-circuit system.
The energetic and high-quality foaming process
presented by the machine manufacturer Teubert,
is also based on the cyclic, dynamic temperature
control in the mould. For this purpose gwk deve-
loped a 200°C version of the teco vario system,
consisting of a two-circuit hot water temperature
controller and a close-to-cavity energy storage and
switching unit subordinated to a central control
system that communicates with the machine’s
control system. A second system with identical
construction is presented on the gwk stand.
In addition to the dynamic cavity temperature con-
trol with fluid media, gwk also works on temperature
control systems with gaseous media. A demonstra-
tor presents the development status of a variotherm
CO2 -temperature control system, that for the first
time is heating and cooling with CO2 with minor en-
ergetic expenditures. Development partner of this
innovative temperature control concept is Linde
AG, Unterschleißheim as well as the ISK, Iserlohn.
Innovations With View to Standard Temperature
Control Systems
Apart from the development of innovative system
Preliminary Report K 2010
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
www.gwk.com
solutions gwk advanced the continuous ex-
pansion and modernisation of its range of
single temperature control units and ad-
apted those to the market requirements.
The teco cs-series that proofed a success has been
upgraded by a touch-screen with new, integrated
functions. The units in standard execution, too, are
now equipped with a flow meter and simultaneous
indication of its set and actual values on a coloured
display. The temperature profile is shown graphi-
cally according to the corresponding menu func-
tions. By means of touching symbols on the start
page, practical functions like limit comparator, leak
stop operation etc. can be selected . The teco
cs units can now be executed with the super
fast VARAN interface. To increase the opera-
tional safety a service page shows maintenance
intervals and advice in clear text indication.
teco cs-units are designed for the operation with
water as circulation medium and allow an use up
to 95ºC/140°C/160°C. The 95°C series has been
extended by three additional models with higher
capacities. The new, cost-effective models are de-
signed for larger consumers and dispose of heating
capacities from 18 to 36 kW, cooling capacities
from 50 to 120 kW and flow rates from 110 up to
170 l/min.
As some particular applications require tempe-
rature control units that are operated with oil as
circulation medium, gwk also revised the teco to
series up to 180°C as well as the teco tt series up
to 300°C in order to correspond to the customers’
requirements.
As far as the segmented cavity temperature con-
trol is concerned, gwk has taken the requirements
for higher mould temperatures into account. After
an extensive testing period, the successful multi-

circuit temperature control system integrat 40 is
also available in a 140°C execution now. The tem-
perature range of the flow meter control system in-
tegrat direct, in the past restricted to temperatures
under 100°C, has been extended to temperatures
Preliminary Report K 2010
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
www.gwk.com
teco cs Serie mit Touchscreen
of 120°C. According to the customers demands
the standard version has been completed by a
more reasonable basic version, which still allows
the control of the flow quantity in each circuit via
the interface compatible integrat process control
system with touch-screen operation, only the set-
ting and modification of the water quantity has to
be effected manually. By contrast, in case of the
more comfortable standard version, the requested
water quantity can be set and controlled automa-
tically via touch-screen or alternatively by means
of the set temperature difference between water
supply and return monitored and controlled by the
control system.
gwk Energy-Recycling
Besides the temperature control technology the
company will present the latest developments in
cost-reducing cooling technology at its stand under
the key word “gwk Energy-Recycling”. It will also be
represented at numerous stands of other compa-
nies that present innovative cooling and tempera-
ture control solutions.

Preliminary Report Cooling Technology K 2010
gwk increases the energy-efficiency of water chillers by 36 %
On the occasion of this year’s K 2010 exhibition in
Düsseldorf, gwk Gesellschaft Wärme Kältetechnik
mbH, Kierspe, focuses all its energy on the topic
energy efficiency and also presents in addition
to innovations in temperature control, highly effi-
cient water chillers and central cooling systems.
The company located in the Sauerland will not only
show the complete range of cooling and tempera-
ture control with actual themes by means of static
exhibits, but also by presenting highly topical live
injection moulding applications. Here the produc-
tion of high-quality products with lowest energy
input is in the focus of the customers’ attention.
New intelligent composite systems reduce the en-
ergy costs as well as the CO2-consumption
Trend in cooling technology is saving the utmost
operating costs in the cold water production and
use of waste heat for heating processes. The per-
manently increasing costs for fuel oil, gas and elec-
tric energy put the customer under pressure in a
way, that more and more de-mands are made how
many kilowatt hours have to be used for the pro-
cessing of one kilogram of plastic material. Those
boundary condi-tions can only be fulfilled by tailor-
made composite systems with integrated energy-
saving modules.
At the K 2010 gwk presents such a composite
system in connection with the two injection moul-
ding machines, that is capable of meeting all
process demands with view to the required tempe-
ratures and water quantities through a minimum
energy input at the same time. This means that
temperature controllers and water chillers are
operated in a neatly aligned energy composite
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
system. Of course, environmental aspects are
taken into consideration here as well. So, for more
than 15 years gwk has used the highly efficient
refrigerant R 134a, that is chlorine-free and has no
ozone depletion potential. The system pressures
that are low in comparison to other refrigerants,
reduce signs of wear and increase the working
life of the components in the refrigerant circuit.
Recalculated and technically modified evaporators
and condensers as well as energetically optimised
screw compressors with improved control concept
lead to another capacity improvement. So, the
maximum energy efficiency of the complete
system can be reached and a major contribution to
the reduction of CO2-emissions is made.
New energy-saving modules are efficient cost-
cutters
The hermeticool cooling system shown by gwk uses
the differences of night and day temperatures as
well as those of the seasons in order to produce
cold water for production facilities in a cost-effec-
tive manner. Here the running time of the energe-
tically cost-intensive water chiller is reduced to a
minimum. Sophisticated energy-saving modules to
control the refrigerant flow and motor speed in de-
pendence on the ambient temperature and load,
increase the efficiency by 36 % in comparison to
conventional systems. By means of the new gwk-
motor management the actual power consumption
of the fans is continuously monitored and adapted
to the capacity demands via speed control, so that
the lowest energy consumption is always attained.
These new motors with a high efficiency rate in
comparison to conventional technologies can be
operated with an extremely low rotational speed,
www.gwk.com

so that – in combination with the optional night-
time temperature reduction – a major decrease
of the sound level can be achieved. The individual
operating parameters of each motor can be stored
Preliminary Report Cooling Technology K 2010
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
www.gwk.com
and in case of an eventually required motor ex-
change, be reintegrated in the comfortable motor
control system.
By means of different installations gwk shows, how
operating costs can be reduced by 75 % compared
with conventional cooling systems.
Energy-saving adiabatic function now integrated
in the new generation of compact water chillers
up to 1.200 kW nominal cooling capacity
With the presentation of a compact water-cooled
injection moulding machine with 180 kW nominal
cooling capacity, gwk shows - in addition to the
already mentioned modifications to increase the
energy efficiency - now as a premiere at the K
2010 the new adiabatic technology, that is known
for its maximum efficiency with a minimum water
consumption.
By means of the extremely fine atomization of
water in the suction area of the condensers, it is
possible to extend the scope of applica-tion for the
reasonable production of cold water through the
ambient air without expensive compressor energy.
This innovative energy-saving function as well as
the installation of the new high-capacity evaporator
are available as integrated option in the extended
SKLC-water chiller series (min. 100 kW, max.
1.200 kW nominal cooling capacity). In order to in-
crease the operational safety, the new water chil-
lers from 200 kW nominal cooling capacity upward
are equipped with two separate cooling circuits.
Integrated water treatment and use of waste
heat guarantee high productivity while saving
costs at the same time
The longterm efficiency of a temperature con-
trol and cooling system is guaranteed by a water
treatment system that is adapted to the process
temperatures and the materials used in the ma-
chine components that are in contact with water.
In the interest of short cycle times and low energy
input, the production of deposits that reduce the
heat transfer in the temperature control channels
is prevented by a central, compact water treatment
system. In such a central, completely functioning
cooling unit gwk presents the whole range of re-
quired components from latest filter technologies
via dosing of chemicals up to a unit for the clea-
ning of calcified temperature control channels.
For example gwk-energy recycling components
are demonstrated by using the return water of the
hydraulic cooling of the two injection moulding
machines for heating purposes via under floor
heating and heat exchangers.
Cost-efficient cooling in a gwk containerized
cooling system
The biggest exhibit at the gwk stand will be a cen-
tral cooling system for an injection moulding pro-
cess, that is completely integrated in a container.
In addition to the pumps and water collection tanks
for the outside mould cooling and the hydraulic

Preliminary Report Cooling Technology K 2010
gwk Gesellschaft Wärme Kältetechnik mbH · Friedrich-Ebert-Str. 306 · 58566 KierspeTelefon: +49 23 59 - 66 50 · Telefax: +49 23 59 - 66 51 56 · eMail: [email protected]
www.gwk.com
Beyond the presentations at its own stand, gwk
will be represented with innovative cooling and
temperature control concepts at a large number
of other stands like for example Arburg, Krauss-
Maffei, Sumitomo Demag and many more.
cooling installed on the roof of the container, this
exhibit with a length of 10 m will also contain the
equipment for cleaning and conditioning of the
cooling water. A visualisation system and the gwk
energy recycling components to connect a hall
heating system with heat exchangers complete
the containerized concept that will be applied 500
times worldwide.