la fabrication additive d’implants orthopédiques
TRANSCRIPT
Lyon Biopole
8/02/16
Page 1
La fabrication additive d’implants orthopédiques
Yanneck SUCHIER – Benoit VERQUIN
Cetim
©P-H. Claudel/Proxima

Lyon Biopole
8/02/16
Page 2 Le CETIM
Fabrication additive :
Saint-Etienne Bourges

Lyon Biopole
8/02/16
Page 3 Le CETIM dans les dispositifs médicaux
Les activités du Cetim dans le médical
Conception / optimisation de Dispositifs Médicaux
Expertise matériaux (métallique / composite / plastique / revêtement)
Expertise en procédés de fabrication
« Classiques » (forge / usinage / assemblage)
« Innovants » (additive manufacturing, poudre)
Expertise en propreté, accompagnement de la mise au point du protocole de nettoyage
Métrologie (caractérisation dimensionnelle, topographie de surface)
Caractérisation et validation par essais mécaniques (essais normalisés ou protocoles spécifiques)

Lyon Biopole
8/02/16
Page 4
Fabrication additive – Définition -
Principe
Ensemble des procédés permettant de fabriquer , couche par couche , par ajout
de matière, un objet physique à partir d’un objet numérique. (NF E 67-001)
Données numériques Fichier CAO 3D - STL
Préparation des fichiers Correction fichiers, orientation,
placement pièces, support, tranchage
Fabrication
Finitions Nettoyage, détensionnement, enlèvement
des supports, sablage, traitement thermique,
usinage, tribofinition ..
PIECE
SUPPORTS
Lyon Biopole
8/02/16
Page 5
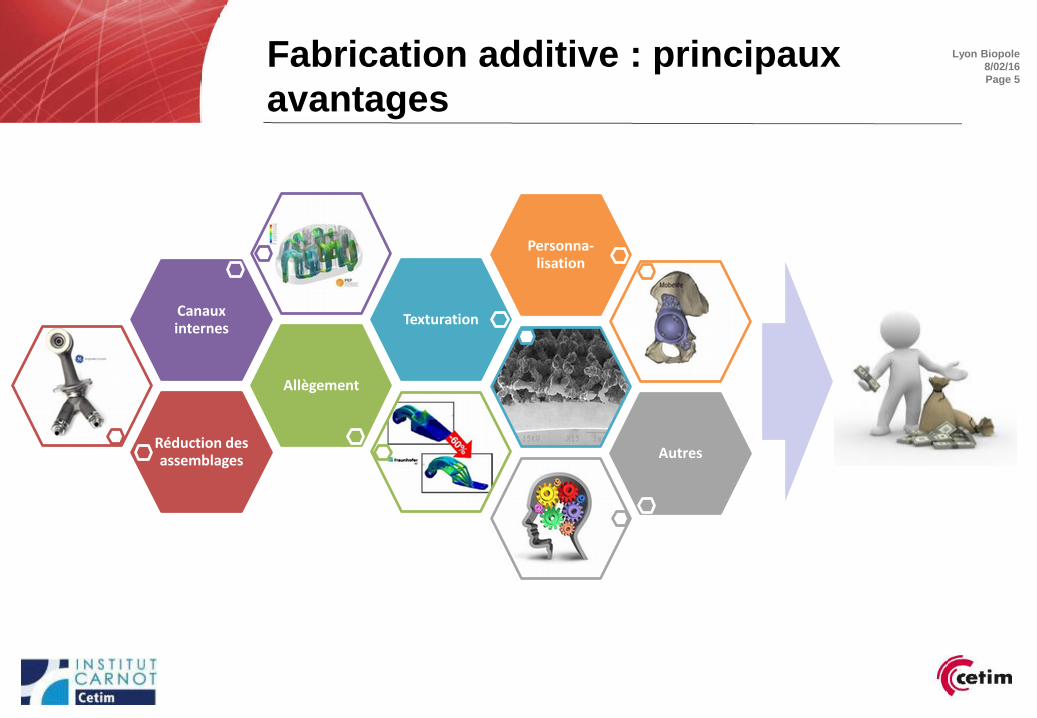
Fabrication additive : principaux
avantages
Réduction des assemblages
Allègement
Canaux internes
Texturation
Personna-lisation
Autres

Lyon Biopole
8/02/16
Page 6 L’orthopédie & Fabrication additive
Le marché :
CA mondial orthopédie 2012 : 34,6 B U$
En Europe, en 2012
~ 900 000 prothèses de hanches (~150 000 en France)
~ 700 000 prothèses de genoux (~77 000 en France)
~ 68 000 prothèses d’épaules (~14 000 en France)
Source : Avicenne
Les enjeux de la fabrication additive pour ce secteur:
Personnalisation des implants et ancillaires
Réduction des stocks
Fonctionnalisation de surfaces
Matériaux

Lyon Biopole
8/02/16
Page 7
Hearing Aids
Bridges
Skull Implant
Hip Implant
Orthodontics
Mandibular
Repositioning
Device
Wedge for
tibial
osteotomy
Implants
Orthèse /
ancillaire
Kasios
Materialise
Arcam
Arcam
Align technology
Laboratoires Narval
Dental implant
Médical & fabrication additive
Spine
Cuting guide

Lyon Biopole
8/02/16
Page 8 Fabrication additive & FDA
+ de 70 dispositifs médicaux (DM) bénéficient d’une autorisation : 510(k)
80% des dossiers déposés concernent la fusion sur lit de poudre
(polymères&métal) -> 50% polymères, 37% Ti6Al4V, 4% CoCr, 3% CpTi, 4%
other
Types de DM :
Implants personnalisés
Implants crâniens
Maxillofacial
Implants orthopédiques
Cotyle
Cage
Genou
Ancillaires personnalisés
Maxillofacial
Genou
Cheville
Dental
Bridges
Implants
Orthèses
OPM 4Web
Resmed
Materilise

Lyon Biopole
8/02/16
Page 9
Avec fusion Sans Fusion
Fabrication additive métal
Des procédés variés
Apport direct Lit de poudre
Projection laser
• BeAM (Irépa laser)
• Optomec
• Trumpf
• Efesto
Dépôt fil
• Sciaky
• Nosrk titanium
• Cranfield Univ.
Impression 3D et
Stéréolithographie
• Prometal : 3D printing
• 3D Systems : SLS
• Digital Metal
• Ex-one
• Prodways (A venir)
Fusion laser
• Concept laser
• EOS
• 3D Systems (Phenix)
• Realizer
• Renishaw
• SLM Solutions
Fusion faisceau
d’électrons
• Arcam

Lyon Biopole
8/02/16
Page 10
PROJET FADIPERF
Fabrication Additive D’Implants Personnalisés et/ou Fonctionnalisés
Retour d’expérience
Le projet Fadiperf est cofinancé par l’Union européenne. L’Europe s’engage en Région Rhône-
Alpes avec le Fonds européen de développement régional.

Lyon Biopole
8/02/16
Page 11 Présentation du Projet FADIPERF
Objectifs :
Accompagner quatre fabricants d’implants orthopédiques dans
l’évaluation et la qualification du procédé fusion laser.
Mettre à disposition sur le territoire, sous forme d’une plateforme
partagée, un équipement de fabrication additive à destination des
industriels afin de favoriser le transfert de ces nouvelles technologies,
tout en limitant les risques liés à l’investissement.
Les partenaires : Aston, Cetim, Evolutis, Serf, Tornier
Budget : 1 115 k€
Financement : Industriels, Cetim, CG 42 et Feder via Région Rhône Alpes
Durée: 2011 –2014
Le projet Fadiperf est cofinancé par l’Union européenne. L’Europe s’engage en Région Rhône-
Alpes avec le Fonds européen de développement régional.

Lyon Biopole
8/02/16
Page 12
Durée : sept. 2011 – sept. 2012
Actions réalisées
Evaluation de 3 fournisseurs
2 Fusion laser
1 Fusion par faisceau d’électrons (EBM)
Principe : achat d’éprouvettes auprès des fournisseurs dans l’état de traitement thermique
optimal à leur connaissance.
Matériaux évalués : TA6V et Co-Cr
Analyses chimiques (6 analyses)
Essais mécaniques sur éprouvettes usinées (5 ép. / configuration)
Essais de fatigue sur éprouvettes usinées (6 courbes de Wöhler)
Essais de fatigue sur éprouvettes brutes avec structure lattices (6 essais type staircase)
Caractérisation par analyse tomographique d’éprouvettes
Phase 1 - Benchmark

Lyon Biopole
8/02/16
Page 13
FORGE : ISO 5832-3
CORROYE : ASTM F136-08
FONDERIE : ASTM F1108
AM (Additive Manufacturing) :
ASTM F3001-13
Données issues du
Projet FADIPERF -
CETIM
Phase 1 : Performances mécaniques –
Fab additive vs Normes
CORROYE + AM
FORGE
Technologies SLM et
EBM
3 Fournisseurs
Etat : post TTH
Matériau : TA6V ELI
Propriétés Statiques
Des propriétés mécaniques comparables aux procédés
conventionnels
Influence importante des traitements thermiques
Lyon Biopole
8/02/16
Page 14
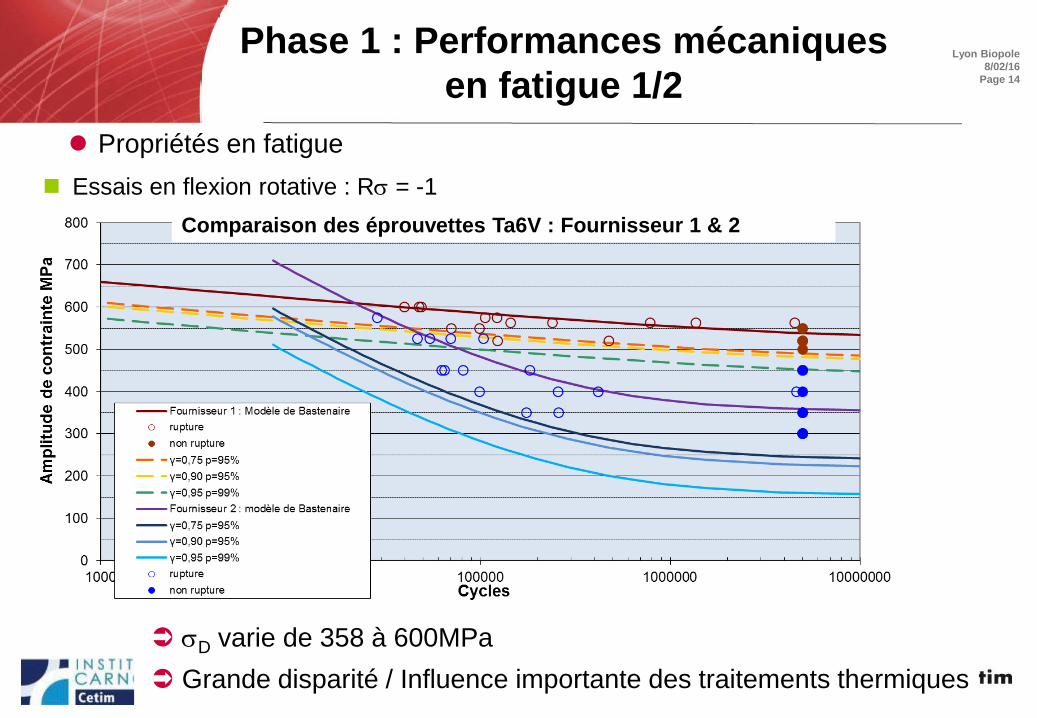
Comparaison des éprouvettes Ta6V : Fournisseur 1 & 2
Essais en flexion rotative : R = -1
Propriétés en fatigue
D varie de 358 à 600MPa
Grande disparité / Influence importante des traitements thermiques
Phase 1 : Performances mécaniques
en fatigue 1/2
Lyon Biopole
8/02/16
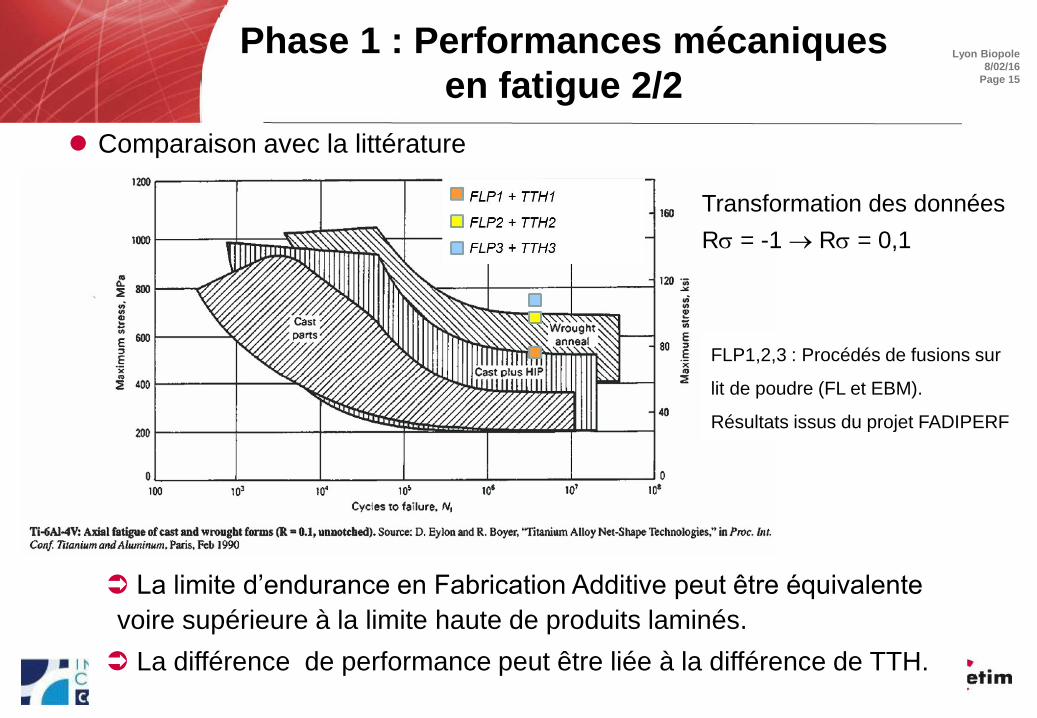
Page 15
FLP1,2,3 : Procédés de fusions sur
lit de poudre (FL et EBM).
Résultats issus du projet FADIPERF
Transformation des données
R = -1 R = 0,1
Phase 1 : Performances mécaniques
en fatigue 2/2
La limite d’endurance en Fabrication Additive peut être équivalente
voire supérieure à la limite haute de produits laminés.
La différence de performance peut être liée à la différence de TTH.
Comparaison avec la littérature
Lyon Biopole
8/02/16
Page 16
Durée : janv. 2013 – mars 2014
Retour d’expérience - Utilisation machine
Tps utilisation machine : 3145 h sur 15mois (13,5mois)
Nombre de fabrications lancées : 131
Consommation poudre sur période projet :
Ti6Al4V ELI : 90 kg
Co-Cr MP1 : 220 kg
Formation : anticipation à l’utilisation de logiciels, règles de conception, utilisation machine
Quantification des avantages et inconvénients de ce type de technologie en configuration
semi-industrielle.
Actions transverses réalisées
Mise en place de méthodes de calibration machine
Essais d’optimisation supports
Mise au point de traitements thermiques optimisés
Analyses tomographiques
Phase 2 – Plateforme Partagée –
Moyen EOSINT M280
Cetim

Lyon Biopole
8/02/16
Page 17
Phase 2 : fusion laser sur lit de
poudre - règles et limitations
Supports
Surfaces < ~ 40 °
Contraintes résiduelles
Fissures : pièce/supports
Ex. Arrachement plateau !

Lyon Biopole
8/02/16
Page 18
Phase 2 : fusion laser sur lit de
poudre - règles et limitations
Etat de surface
Etat de surface selon orientation de la surface de fabrication
Découpe de pièces du plateau (Sciage, électro-érosion)
°
Paramètres de fabrication :
- Machine : EOS M280 / P=400W
- Epaisseur de couche = 30µm
- Matériau : Ti6Al4V ELI

Lyon Biopole
8/02/16
Page 19
Alliage
CoCrMo Doc. EOS
CoCr MP1
EOS MP1
2013-03-04
Neuve
EOS MP1
2013-10-28
Recyclée x
28
ASTM F75-
07 (fonderie)
UNS R30075
Chrome % 26 à 30 27,7 25,7 27,00 à 30,00
Molybdène % 5 à 7 5,9 5,8 5,00 à 7,00
Nickel % ≤ 0,10 - - ≤ 0,50
Fer % ≤ 0,75 0,055 0,056 ≤ 0,75
Carbone % ≤ 0,16 0,15 0,14 ≤ 0,35
Silicium % ≤ 1,0 0,006 < 0,005 ≤ 1,00
Manganèse ≤ 1,0 0,73 0,71 ≤ 1,00
Tungstène % - - - ≤ 0,20
Phosphore % - - - ≤ 0,020
Soufre % - - - ≤ 0,010
Azote % - 0,16 0,16 ≤ 0,25
Aluminium % - - - ≤ 0,10
Titane % - - 0,016 ≤ 0,10
Bore % - - - ≤ 0,010
Béryllium % - - - -
Alliage TA6V
ELI
EOS
Ti6Al4V ELI
2013-10-02
Neuve
EOS
Ti6Al4V ELI
2013-10-10
Recyclée
x30
Ti6Al4V ELI
suivant
ASTM F136-
08 (corroyé)
UNS R56401
Carbone % 0,01 0,01 ≤ 0,08
Aluminium % 6,4 6,4 5,5 à 6,5
Vanadium % 4,1 4,1 3,4 à 4,5
Fer % 0,19 0,19 ≤ 0,25
Oxygène % 0,098 0,12 ≤ 0,13
Azote % 0,012 0,01 ≤ 0,05
Hydrogène % - - ≤ 0,012
Yttrium % - - -
Titane % 89,1 89,1 Base
Phase 2 : fusion laser sur lit de
poudre - règles et limitations
Influence du recyclage
Evolution de la composition chimique
Recyclage limité - Taux de rafraichissement à définir

Lyon Biopole
8/02/16
Page 20
Optimisation de traitements thermiques
Résultats d’essais issus du projet FADIPERF
Ti6Al4V ELI
Co-Cr MP1
Rm (MPa) Re (MPa) A (%)
Ti64 ELI + TTH
data sheet
Fournisseur
1100 1000 11
Ti64 ELI + TTH
FADIPERF 939 864 19,1
Rm (MPa) Re (MPa) A (%)
Co-Cr+ TTH
data sheet
Fournisseur
1100 600 20
Co-Cr + TTH
FADIPERF 1238 670 37,5
Phase 2 : fusion laser sur lit de
poudre - règles et limitations
Optimisation possible de la structure métallurgique et
des performances par post TTH adaptés
Lyon Biopole
8/02/16
Page 21
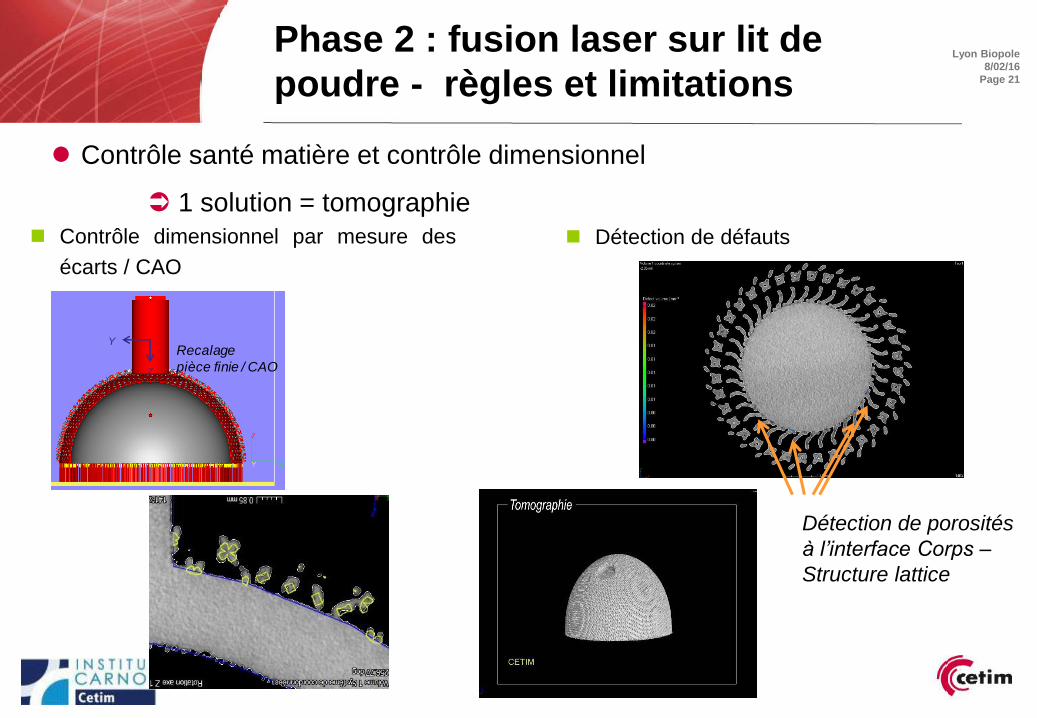
Phase 2 : fusion laser sur lit de
poudre - règles et limitations
Détection de porosités
à l’interface Corps –
Structure lattice
1 solution = tomographie
Contrôle santé matière et contrôle dimensionnel
Z
YRecalage
pièce finie / CAO
Détection de défauts Contrôle dimensionnel par mesure des
écarts / CAO
Lyon Biopole
8/02/16
Page 22 La suite : Projet ORTHOPEE
Plateforme partagée Projet de R&D
Objectif : Accompagner des industriels à
l’utilisation de la technologie de fusion laser.
Activités :
Mutualisation d’une machine de
fusion laser
Matériaux : TA6V ELI et Co-Cr
Formation et aide à la préparation
(supportage, conception)
Suivi métallurgique
Budget : 1,45 M€ Période nov. 2014 – Nov. 2016
2 niveaux d’accompagnement
Objectif : Optimisation du process de
fabrication pour le domaine orthopédique.
Activités :
Finition des pièces
Nettoyage
Traitements thermiques
Poudre
Capabilité
Avec le soutien financier de :

Lyon Biopole
8/02/16
Page 23 Conclusion
Un procédé à considérer dans son intégralité

Lyon Biopole
8/02/16
Page 24
Fabrication additive
Chaine numérique
Pro
cess
Matériau(X)
Co
mp
éte
nces
« Usine » FA Enjeux
Augmentat-ion
VA Produit/fon-
ction
Diminution du stock
Fabrication à la demande
Production à cycle court
…
Méthode
Identification
marché
Découverte
Choix
Intégration
Déploiement
Exploitation
Une intégration à étudier « au global »
Conclusion

Lyon Biopole
8/02/16
Page 25
Merci de votre attention