lean in czech republic
TRANSCRIPT

Lean In Czech Republic
28th April 2015
Josef KočíManufacturing Excellence Manager

Continuous Improvement and Lean In
the Czech Republic
Tomas Bata - Bata Management System 1894
• 1. We all are co-workers
• 2. Substitutability
• 3. Self-government of departments
• 4. Everyday overview of the company situation.
• 5. The co-worker takes part in the profit and loss.
• 6. A co-worker must be able to get to know his salary for every day.
• 7. A co-worker must know the possibility how to heighten his salary.

Continuous Improvement and Lean In
the Czech Republic
1960/1990 Improvement sugestions
• All the mayor production plants had an improvement suggestion
contest
• Person with most improvements could obtain an tourist trip
• All improvements with hard saving gained a share of the savings
• Special magazine publishing the best improvement suggestions, not
only for companies bud also for household



6
History
1923
Foundation of Bosal, known as “Firma Karel Bos” in Alkmaar/ NL
Bosal is Bos - Alkmaar
Exhaust Systems for Motor bikes

7
Bosal Group
Bosal Group = Global Player
Global Footprint, with Head Quarter in Lummen/ Belgium
Organisation
Divisions: 4
Emission Control Systems
Automotive Carrier & Protection Systems
After Market
Tube/Energy Conversion
Bosal R & D Centers: 5
Bosal Manufactering Plants: 34
Bosal Distribution Centers: 18
OEM vs After Market Supplies: 75% vs 25%

Sao Paulo, BrazilExhaust Systems
Cordoba, ArgentinaExhaust systems
Pretoria, South AfricaExhaust systems
Zaragoza, SpainExhaust systems
Prague, Czech Rep.Exhaust systems
Istanbul, TurkeyExhaust systems
Queretaro, MexicoExhaust systems
Ypsilanti, USAExhaust systems
Lavonia, USAExhaust systems
HQ Lummen, Belgium
ECS Global Footprint
Chongqing., China Exhaust systems
Kaluga, NiNo,Russia, Exhaust systems
Korea , Yantai,
Thailand Partnership
Sanand, Pune, Chennai
Partnerships
Partner
Partner
Zaporozhe, UkraineExhaust systems
Brasil Tech Center
SA Tech Center
Exhaust systems
Technology Centre
Manufacturing
Partner
Oevel, BelgiumExhaust systems
ChinaExhaust systemsExhaust systems
R&D Off shoring
BOSAL Shanghai, R&D center planned

9
ECS Global
Customers

10
Lines Flow Rack / OPEL line old
before after
Empty box's on top, ergonomically
window
No location for empty box's
Necessity to have small Packaging Unit = the same from the Supplier to the Operator at the
Production Line

11
SKODA line / sequenced stock
before
after
Full in
Empty out
sequenced stock

12
5S Improvements Kaizen
BEFORE AFTER

13
5S Improvements Kaizen
BEFORE AFTER

14
5S Improvements Kaizen
BEFORE AFTER

15
BEFORE AFTER
5S Improvements Kaizen

16
5S Improvements Kaizen
BEFORE AFTER

17
BEFORE AFTER
5S Improvements Kaizen

18
5S Improvements Kaizen
BEFORE AFTER

19
BEFORE AFTER
5S Improvements Kaizen

20
BEFORE AFTER
5S Improvements Kaizen

21
5S Improvements Kaizen
BEFORE AFTER

22
5S Improvements Kaizen
Safety First – pedestrian path in all areas

23
Production Kanban
• if the material level
reaches the safety level,
it triggers the production
of the entire batch again
The formula for calculating the number of
kanban cards in a system we use:
(Daily Demand x (Run Frequency + Lead
Time + Safety Time)) / Container
Capacity

24
Production Kanban – Example calculation
(Daily Demand x (Run Frequency + Lead Time +
Safety Time)) / Container CapacityInput Data
Daily demand Every 2 days 6 hours lead time 1 hour safety time Container Capacity
1400 2 0,25 0,04 500
Number of Kanban Cards 6



Doosan Bobcat Manufacturing
• Production of excavators and loaders in Dobříš• Part of the Korean multinational corporation Doosan• Production for the region EMEA and US
• MX – Mini ExcavatorsE08 / E10 (418 pro US ) ; E14/E16 ( 324 pro US ) ; E25/E26
• LDR Skid Stear LoaderS100 / S450 / S510 / S530 / S550 / S570 / S590 – CTL Compact Track Loader ( 2 models ) T110/450
• ATT – attachmentsR30 , R35 back hoe , fork , grapples

Dobříš Campus
• Manufacturing Plant Start July 2007• Manufacturing floorspace 20,160 m²
120 m x 168 m• Hall extension 31,104 m²
144 m x 216 m• Employeees 550 persons (1-3 shifts)• New Inovation Center 120 persons• Training Center
• Technology:LasersPressbrakesWeldingPaintshopAssembly

Bu
siness U
nit LD
R
Bu
siness U
nit SS
Bu
siness U
nit M
X
APC –Autonomous
Production Cell
Autonomous Self Driven Teams
Dobris B.uild E.xcellence with S.mall T.eams
APC
DOBŘÍŠ PLANT
Control Boards For
The Welding
Areas
BU – Divided by Products
APC – Split by Major Weldment Structures
APC Includes welding and pre-assembly!

Information flow & Governance to empower employees
Eliminate the “Black
Holes”
of Communication
Odstranit nedostatky
v komunikaci
STANDARD INFORMATION FLOW / STANDARTNÍ TOK
INFORMACÍ
Daily, weekly, mothly
(MOR) monitoring
Oobeya Board
Oobeyas teams AD
MIN
IST
RA
TIO
N /
Adm
inis
trativa
Pro
du
ct
str
ea
m
BU
LD
R &
MX
BU SS
MS
CL
DR
& M
X
Inn
ovati
on
Oo
beya
Pro
du
ct
Qu
ali
ty T
eam
Oo
beya
Inte
gra
ted
Co
st
Red
ucti
on
Oo
beya
Pro
du
ct
Develo
pm
net
Oo
beya
Su
pp
lier
Qu
ality
Imp
rovem
en
t O
ob
eya
Su
pp
lyC
hain
Oo
beya
Proces Improvement Oobeya
Enviroment and Safety Oobeya
Financial Management Oobeya
People Development Oobeya
Value Stream Supporting Oobeyas
Pla
nt
sup
po
rtin
g O
ob
eyas
Val
ue
Str
eam
Oo
bey
as
Customers
Product = Value = Servis = Function
PR
OD
UC
TIO
N /
Výro
ba

Boards – Standardized Cell Control Boards
31
Standard
Work or Work
instructions
Production
results to tact
time
Quality check
list
Signal
Light
Clock
Safety
Check
list
5-S
Check
List
and
Audit
Back side for
continuous
Improvement
and Standard
Work

Boards – Standardized Cell Control Boards
32
All boards of
same
construction with
casters
Format is
standard but
customized for
operation
All signal lights
visible from long
distance
Location marked
and board in
place

Boards – Standardized Cell Control Boards
33
All signal lights
visible from long
distance
5-S Blitz Kaizen held in
each weld cell.
(Implementation of 5-S,
Control Board, Bento
Implementation, red tag
cart, safety audit, space
reduction)

5 minutes meeting Start UP
Lead by the Team Leader
APC
Control Boards
Control Boards
Control Boards
Boards – APC (Autonomous Production Cell)

Boards – APC (Autonomous Production Cell)
35
Team Top Issue
Daily Team
S,Q,D,C
Information.
Reviewed Daily at
team shift start
meeting.
Value Stream
Map
QRQC - Team
Improvement
Actions
5-S Audit
Team 5-S
Check list and 5-
S Action Plan
Team plan,
photo’s, std.
work, etc.

BU
APC
APCAPC
10 minutes meeting
8:30,40,50
Lead by Shift Leader
Boards – BU (Business Unit)

30 minutes 9:15
Lead by Operations
Manager
LPMS – Lean Production Management System

Pull production level load scheduling to eliminate part shortages
Over production
Nadvýroba
Level scheduling
board
Plánovací tabule
One piece flow
Tok jednoho kusu
Supermarket pull with
BENTO BOX
Zásobování ze SM
pomocí BB na základě
požadavků ze svařovny
Visual controls
Vizuální kontrolní
body
BEFORE /
PŘED
AFTER /
PO
Part movement
not defined
Pohyb materiálu není
definován
Growth: 1 new
LASER
(4 in total); 1 new
banding machine
Růst: 1 nový LASER
(celkem 4); 1 nový
ohraňovací lis

Reduced space & overproduction
Over production
Nadvýroba
No visual controls
Neexistují vizuální
kontrolní body
Signal hourly results
Signalizování hodinových
výsledků
BEFORE /
PŘED
AFTER /
PO
Transmission moving
weld line
Pohyblivá svařovací
linka na transmise
Material flow
improved – FIFO

Make to order and sequenced production
Make to stock
Výroba na sklad
Push production
Výroba v systému TLAKU
Make to order
Výroba na zakázku
EBC – linked to MFG pro,
data for analysis available,
traceability
EBC – propojení s MFG pro,
dostupnost dat pro analýzy,
dohledatelnost
Build only what is needed
Výroba pouze potřebných
svařenců
BEFORE /
PŘED
AFTER /
PO
HEIJUNKA - weldments
flow under control
HEIJUNKA - tok svařenců
pod kontrolou
Supplier&Customer OTD
improvement
Zlepšení včastnosti
dodávek zákazníkovi a
od
dodavatele

Reducing space forces improved safety, quality, delivery and cost
FTQ
6065707580859095100 LDR Mtd Goal
FPY
0
10
20
30
40
50
60
Unable to view
work
Není možné vidět
pracovní proces
Nonvisible workflow
Nepřehledný
materiálový tok
One piece flow
Tok jednoho kusu
Visible operators
Viditelní operátoři
Open space for new
production
Uvolněný prostor pro
nový produkt
BEFORE /
PŘED
AFTER /
PO
FTQ improvements
Zlepšení FTQFPY improvements
Zlepšení FPY

Work place organization, FIFO, Standard work, Team boards, KPIs
Work place organization
Organizace pracoviště
Targets, results, issues vizualized
Cíle, výsledky a problémy
vizualizovány• High inventory
Vysoké zásoby
• Lack of 5S
Neexistující 5S
• No standard procedure
Neexistující standardní postupy
• Long STOCK to DOCK time
Dlouhý čas na zaskladnění
(rampa-sklad)
Material &
operations
team visual
controls
Vizuální kontrolní
body
materiálového a
výrobního týmu
Consolidation of all WH activities to high racks area
Konsolidace skladových aktivit do vysokých regálů
Čas/Time PLAN ACTUAL Čas/Time PLAN ACTUAL
Směna/Shift Směna/Shift
Tracking Board
Datum/Date: Směna/Shift:
Bentoboxing Kitting
Cíl/Target for 1 operator: Cíl/Target for 1 operator:
Lidí/Operators at work: Lidí/Operators at work:
Productivity tracking boardsMonitorování produktivity
Visible flow directly to
assembly lines
Přehledný tok
směrem k výrobním
linkám
Space saved in manufacturing area
Ušetřená výrobní plocha
Searching
for components
Hledání dílů
Standard Package Requirements now very
importantPožadavky na standardní balení jsou velmi důležité
BEFORE /
PŘED
AFTER /
PO

MRP – Kanban Doosan Bobcat Manufacturing
43
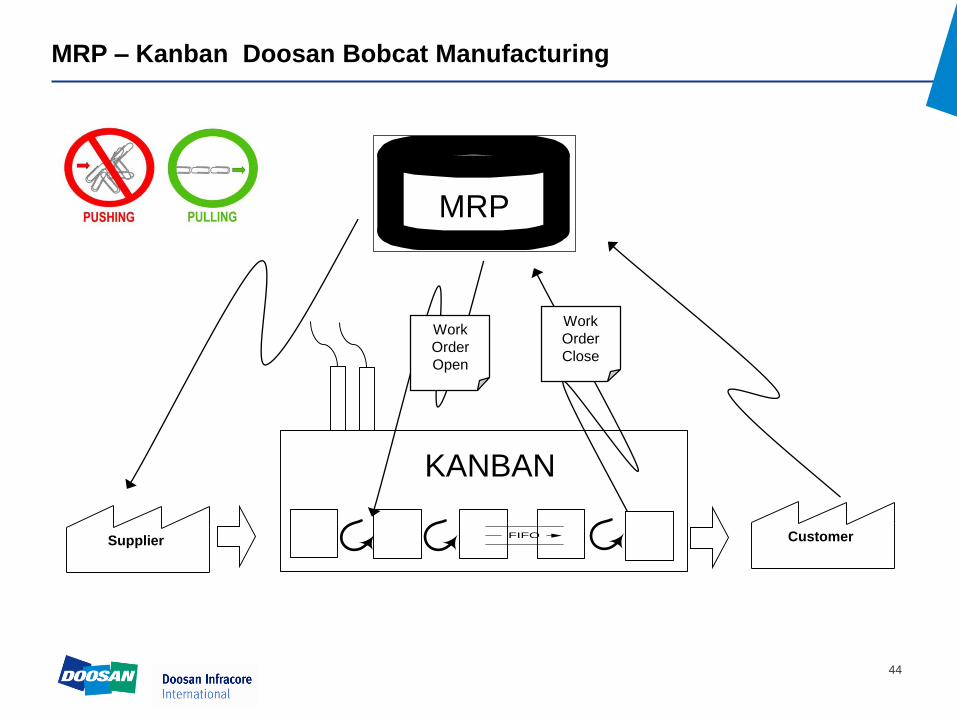
MRP – Kanban Doosan Bobcat Manufacturing
44
MRP
Supplier CustomerFIFO
KANBAN
Work
Order
Open
Work
Order
Close

KANBAN - Supermaket material flow
Vysvětlivky:
pohyb samostatné Karban karty KANBAN karta
pohyb Karban karty s materiálem
Montáž
Kontrola
počtu kusů Chybí-li materiál -
Kanban karta do
schránky
Skladník
Karta se vyndá
ze schránky
Cesta do skladu
SKLAD
Cesta ze skladu
s materiálem
Zaskladnění
materiálu s Kanban
kartou
KANBAN
pracovní
postup
Check of qty
Assembly
Kanban card to the box in case of missing material
Stock keeper
Kanban card is taken out from the box
Way to the warehouse
Warehouse
Way with material from the warehouse
Motion of the canban card
Motion of the canban card with material
Notes:
Kanban card
Workingprocess
Storage of the material in supermarket with Kanban card
12
3

Two Kanban box system
Two Kanban box system (purchased components in warehouse)
- Kanban qty is located in Supermarket
in two boxes
- Every box has its own Kanban card
- Once a box is empty the canban card
is remove to a special box
- Based on the Kanban card in the
special box Warehouse workers has
to fill in the goods (= fill in the empty
box)
1

Box for collection of Kanban cards
- In case there is no
material in Warehouse to
fill in the box in
supermarket warehouse
keeper has to put the card
to the special box
- On a regular basis
Kanban cards are
collected and moved to
the appropriate place
2

Kanban board (missing components)
- In case there is no other material in
warehouse to fill in empty box (based on
the Kanban card), the card is shown on
„Kanban board“
- Kanban board is used for purchased
components
- Twice a day meeting (with participation
of PPIC planners, warehouse workers
and production staff) proceeds by the
Kanban board with goal to communicate
when the missing goods should come.
- Once the goods is received appropriate
qty is fill in (based on kanban card), and
kanban card is moved from the „Kanban
board“ to the box with material.
3

Kanban card example

Places for Kanban road collection
- Each of the 7 Kanban
loops has a place for
Kanban card collection
- Every collection place has
its own number
- On a regular basis
Kanban cards are
collected and moved to
the appropriate place

Kanban road map
Special road map is available to run circle with collection of all Kanban card
and their moving to the appropriate place.
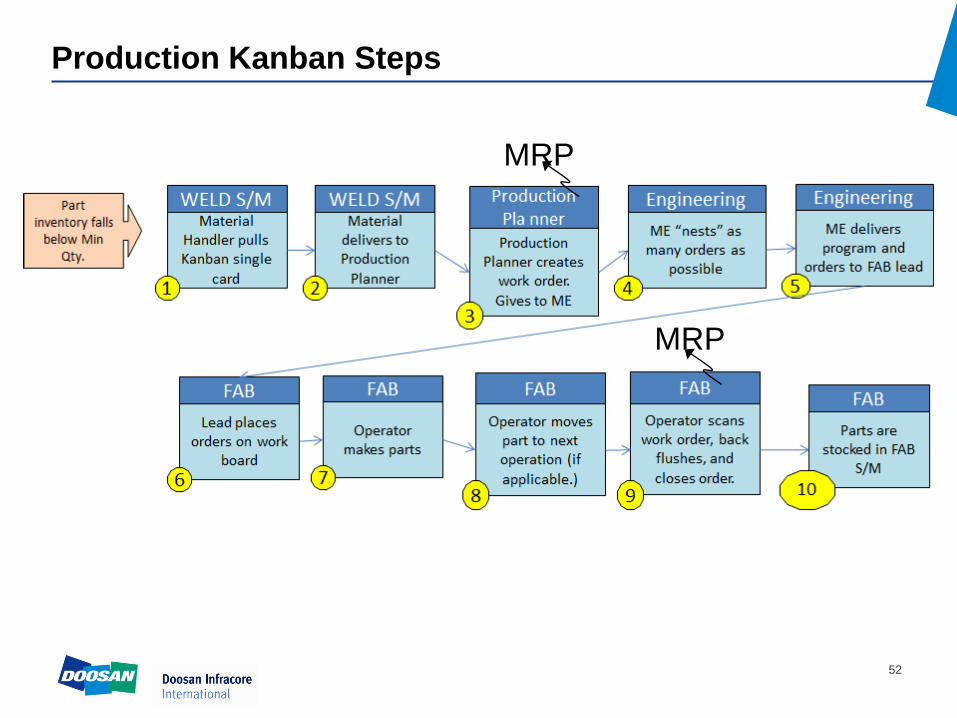
Production Kanban Steps
52
MRP
MRP

Mix Line Balancing
53
Takt Time =Working Minutes per Day
Daily Quantity Required
Example:
8 hours x 60 = 480 minutes
Lunch, breaks,
crew meetings,
etc: subtract:- 40 minutes
440 minutes = net working time
440 minutes
16 units required=
Today’s production requirement
27.5 minutes / unit

Mix Line Balancing
54
OP 0 OP 1 OP 2 OP 3 OP 4 OP 5
Cairo 28 27 27,5 26 24 27,5
Sir 0 27,5 25 25 27,5 25
PHX 0 27,5 26 28 28 27,5
TT 27,5 27,5 27,5 27,5 27,5 27,5

Heijunka a production planning tool
Production
scheduleHeijunka cards for
every sub weldment
– impuls to replenish
the material

3 days schedule posted
Production Planner
Place weldmentmagnets on
Heijunka board in sequential order. Date, time, and
order is noted on magnet1
MX Assy Line
Line Lead takes return magnets
back to Heijunkaboard.13
Weld
Welder moves weldment to
paint line.7
Weld
Weld notes weldment
completion on weld work board,6
Weld
Weld assembles weldment and stamps each
weldment with unique identifier which is noted on
magnet.5
Material Handler
Moves finished Bento to weld cell
location.4
Material Handler
Prepares bentosbased on ID number on
magnet.3
Material Handler
Grabs magnet for weldment
needed in 2 days.2
MX Assy Line
Operator places magnet on return
board.12
MX Assy Line
Station 1 puts weldment on line.
11
Paint
Weldment placed in sequential
order by MX assyline.10
Paint
5 hours later, removes
weldment and reapplies magnet.9
Paint
Removes magnet and places it on board in unload
area.8


Lean Excursion - Czech Republic21th and 22th September 2015
• Confirmed Plant Tours to:
21. mai 2012
Doosan Škoda Power
Mini excavators and loaders manufacturing
Czech car producer
A joint venture between Toyota, Peuegot and Citroen
Turbines producer