lean manufacturing & six sigma: a short introduction
TRANSCRIPT
Lean Manufacturing&
Six Sigma:
A Short Introduction
Part I:Lean Manufacturing
The Lean Production Concept
-Originated from the work of Eiji Toyoda, Taiichi Ohno and Shigeo Shingo at Toyota.
- After WW II, U.S needed large mass production to satisfy demand for products.
- The Allied victory and the massive quantities of material behind it caught the attention of Japanese industrialists.
The Lean Production Concept
- Japanese engineers visit the US to learn/help reconstruct the Japanese industrial engine.
They studied American production methods with particular attention to:
- Ford practices
- SPC practices of Ishikawa, Deming, and Juran
- Japanese market was much smaller, so more flexible systems were needed to produce smaller quantities of different items in the same equipment.
The Lean Production Concept• Toyoda and Ohno develop a system that would help them
survive:
• Eliminate inefficiencies that don’t add value
• Flexible machinery
• Involve employees in the solution of problems
• Manufacture the right product at the right time, in the right quantities
• Quick Changeover
• Flexible Machines
Trivia• The current Toyota Mark consists of three ovals:
• the two perpendicular center ovals represent a relationship
of mutual trust between the customer and Toyota.
• These ovals combine to symbolize the letter "T" for Toyota.
• The space in the background implies a global expansion of
Toyota's technology and unlimited potential for the future.
The Lean PhilosophyIdea: continuously improve quality and cost.
Do more with less… time space human effort machinery materials
while meeting customer demands.
Just-in-timeAfter many years, Toyota established the following strategy:
1. Kanban based pull production.2. Waste elimination is guide philosophy.3. Faith in importance and value of quality.4. “Kaizen” or continuous improvement as a daily strategy.5. Emphasis on setup reduction on all machines.6. Integrate suppliers and material acquisition into the
planning process.7. Cellular layouts with balanced flow.
Basic Tenets of Lean, JIT Production
Categories Improving Production
Environment
Quality Engineering
Improving Material Flow
I. Improving Production
Environment
1. Eliminate Waste
2. Employee Cross-Training and Job Rotation
3. Employee Empowerment and Involvement
4. JIT Purchasing
5. Reduction of Variability
6. Mistake-Proof Processes
7. Reduce Setup Times
Some Terminology
Muda: Japanese term for any human activity
which abosrbs resources but creates no real value.
Kaizen: process of continuous incremental
improvement through the identification
/elimination of muda.
Kaizen blitz: an event where a team of managers,
engineers and line workers coordinated by a
facilitator come together for three days to focus
on improvements on an area of a plant.
Some Terminology
Typical strategy in Kaizen Event is asking
“why” five times until the root cause or
motivation for an action is discovered.
Golden Rule: Use everyone’s knowledge to
identify and implement improvements
quickly and cost effectively.
1. Eliminate Waste
Original scientific approach was to dissect a
large system into small pieces and make each
piece optimal.
Japanese approach: develop a system that
connects the pieces.
Ex. Instead of tracking production statistics and
inspecting “out” defective products, eliminate
any production of defective items.
Seven Types of Wastecommonly found in industry.
A. Waste from Overproduction
Why make products that won’t be sold?
Before, supervisors were evaluated through quotas.
Machine utilization needed to be maximized.
New idea: machines and humans should only be
busy when they have useful tasks to accomplish.
Seven Types of Wastecommonly found in industry.
B. Waste of Motion
Eliminate motions that do not add value.
Look at workplace design, process
planning, detailed job procedures,
material handling.
Seven Types of Wastecommonly found in industry.
C. Transportation Waste
Position work and storage areas such
that material moves are short.
Keep tooling near its point-of use.
Seven Types of Wastecommonly found in industry.
D. Processing Waste
Eliminate non-value added operations.
May need to go back to product design
and revise features and tolerances.
Seven Types of Wastecommonly found in industry.
E. Wasted Time (queuing)
Plan for:
Small lot sizes
Ordered production and release of dependent Items
Good coordination will achieve small WIP and
throughput time.
Seven Types of Wastecommonly found in industry.
F. Defective Products…
Cost money
Deplete resources
Negatively impact customer perception
Reduce throughput
Seven Types of Wastecommonly found in industry.
G. Excess Inventory yields added costs due
to…
Space, obsolescence, opportunity costs,
handling, among others.
Avoid excess inventory.
Can achieve via modular components.
Negotiate long term contracts with suppliers
to ensure a steady stream of high-quality parts.
Make only what has/will be sold immediately.
2. Employee Cross-Training and Job Rotation
Can train over time to do variety of tasks in
their work area.
Can then rotate through different positions.
Benefits:
Enhances worker flexibility and
enthusiasm.
Prevents boredom, fresh perspectives and
ideas for improvements.
Gives context of communication between
workers on same team.
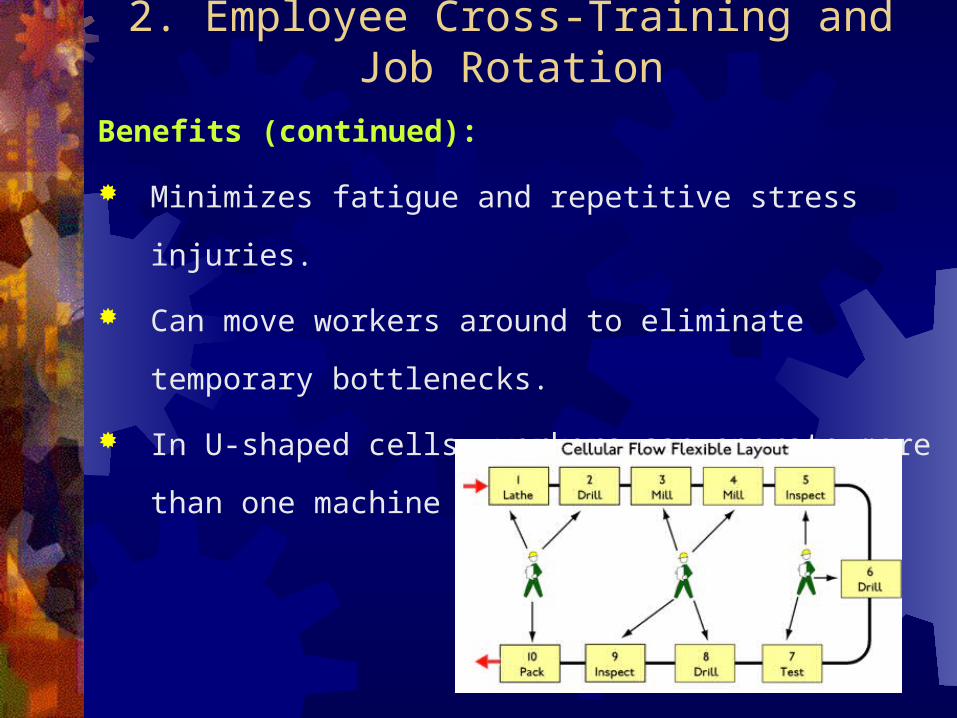
Benefits (continued):
Minimizes fatigue and repetitive stress injuries.
Can move workers around to eliminate
temporary bottlenecks.
In U-shaped cells, workers can operate more
than one machine at a time.
2. Employee Cross-Training and Job Rotation
3. Employee Empowerment andInvolvement
Why hire a body when it comes with a brain?
Employees are a great source of ideas for
improvement.
Employees must be allowed and encouraged
to do so.
This includes authority to stop production
and correct a problem in production.
The goal is to identify problems early.
3. Employee Empowerment andInvolvement
A usual approach to empower is via a switch to
stop production.
This warning system is called Jikoda.
Jikoda is the concept where if there is a
defect it is identified and solved
immediately.
3. Employee Empowerment andInvolvement
For an example if there is a problem in machine,
the production line will be stopped and the
problem will be fixed immediately.
The warning light system is called andon.
Usually a bank of three lights is used: green,
yellow and red.
3. Employee Empowerment andInvolvement
One light is always on, indicating station
status.
Red light signals a line stoppage and
location of problem to other workers.
Nearby workers assist with the problem,
get additional help if necessary.
Identifier and solver of problem
are rewarded.
3. Employee Empowerment andInvolvement
Employees should be involved in
developing procedures.
Workers take pride in job if they know
they are helping meet customer
expectations.
3. Employee Empowerment andInvolvement
Worker area should also be kept clean and organized.
This helps in pride and dedication.
5S’s: Sort, Straighten, Sanitize, Sweep and
Sustain (more later).
Organized workplace reduces:
Misplacing
Contamination
Brightens up atmosphere
Gives feeling system is under control.
Conveys that sloppiness is not tolerated.
4. JIT Purchasing
Changes that can be implemented
1. Sole source vs. multiple supply sources.
- Idea: better negotiate long-term contracts
with single supplier.
- This encourages cooperation instead of
competing over terms.
- Supplier’s long term interest is now to
provide high quality on time at a fair price to
ensure customer’s success.
4. JIT Purchasing
Changes that can be implemented
2. Frequent delivery of small lots vs quantity
discounts.
- Traditional approach: occasional deliveries of
large quantities of parts.
- Parts were inspected via sampling.
-Now, no inspection is needed since vendor
product quality has been certified and meets
requirements. (If not, get a new supplier).
4. JIT Purchasing
Changes that can be implemented
3. Flexible ordering vs. paperwork.
- Contracts usually call for steady flow
of product +/- 10%
- Customer can change order quantity on
short notice with little hassle.
- Requires some reserve capacity by vendor.

4. JIT Purchasing
Changes that can be implemented
4. Vendor owns and manages inventories.
-Vendor can hold inventory on customer’s
site.
- Customer gets billed only when extracting
parts.
- Supplier has responsibility to keep enough
inventory level.
5. Reduction of Variability
Variability reduces efficiency.
If supplies, yields or machine availability are
unpredictable, the tendency is to have large
safety stocks of inventory.
Idea:
Eliminate variability from production
processes.
6. Mistake-Proof Processes
This involves eliminating opportunities for
errors.
Idea:
Design processes to avoid producing
defective items.
Be able to detect defects before more
production steps are done.
Poka-Yoke: “mistake proofing a process.”
6. Mistake-Proof Processes
Basic ideas:
100% of units should be inspected.
Identify defects as close to the source as
possible.
Stop production immediately and take
corrective action right after a defect is
detected.
Design processes to avoid producing
defects.
6. Mistake-Proof Processes
Some Poka-Yoke Techniques
Checklists and worker source
inspection.
Worker checks his own work.
Problem: humans tend to approve their
own work.
Checklists help ensure all steps have been
completed in station.
6. Mistake-Proof Processes
Some Poka-Yoke Techniques
Successive check systems
Worker checks incoming parts from
previous station before starting his own
operation.
Worker must approve work by previous
worker or defects must be communicated
to previous worker right away.
6. Mistake-Proof Processes
Some Poka-Yoke Techniques
Mistake-proof part and fixture design.
Design parts so that they can only fit in a
tooling fixture in proper orientation.
Reshape symmetrical parts to exaggerate
asymmetries – easier to detect
misalignments.
7. Reduce Setup Times
Usually the MOST productive investment that can be
made to improve production system performance.
Techniques (*):
- Design parts for manufacturability
- Design parts for standard tools.
- Develop standard methods for setups.
- Divide setup activities into external/internal tasks.
- Design procedures to perform setup tasks in parallel.
- Modular fixturing
- Eliminate adjustments.
- Use power clamps.
Transitioning from Traditional to Lean
1900’s Philosophy Worker was immigrant, uneducated, spoke little
English.
Worker is like a machine designed to perform a limited
set of tasks well.
Product customization was not an issue for customers
(all model T’s were the same).
2000 Lean Philosophy Worker: most flexible machine.
If properly educated, worker can solve problems and
adapt to new situation.
The customer expects customization.
Transitioning from Traditional to Lean
Old Production Mentality:
Process-Based Organization
Economic Order Quantities
Large Unit Handling Loads
Receiving Inspection
Maximize Equipment Use
Transitioning from Traditional to Lean
New Lean Thinking
Product Cell Layouts
Single-Unit mixed model production
Continuous material flow
Mistake proofing
Balanced production line

Problems in Implementing Lean Cannot make it happen without the support of
floor operators.
Culture change needs to happen. Old philosophy: run large batches to amortize setup
costs of the largest number of parts and products.
New philosophy: demand based production.
Management not fully involved.
Loss of interest by top management and workers. After initial implementation, no hard benefits seen in
bottom line.
Might have implemented Lean in wrong areas.
Transition Stages in Lean Thinking(Ford Motor Company)
Phase 1: Process Stabilization
Improve production environment - predictable/reliable
processes -
total productive maintenance - total quality – poka yoke
- setup time reduction - standard procedures - clean &
organize the workplace -train employees in lean
thinking.
Phase 2: Continuous Flow
Reduce WIP and batch sizes. No need to run machines
at full capacity. Unit parts can plow in small or single
quantities between workstations.
Transition Stages in Lean Thinking(Ford Motor Company)
Phase 3: Synchronous production.
Follow weekly production schedules.
Phase 4: Pull authorization
To authorize production, parts must be “pulled” by
successive workstations. Kanbans dictate production.
Phase 5: Balanced production
All process produce at a constant level and
continuous rate. Every part type is made daily; parts
flow continuously.
Lean Production Toolbox 5S Quick Changeover TPM (Total Productive Maintenance) Value Stream Mapping Kanban / Visual Management Improvement Activities – Kaizen Continuous Flow JIT
What is 5S? A system for higher productivity, less defects
and a safer workplace. A method to improve and sustain the workplace
organization. 5 constant behaviors to maintain a visual
workplace First step towards Lean Manufacturing Reduces clutter and time to look for tools Improves efficiency and appearance Motto: A place for everything and everything
in its place.
The Five S’s Seiri (Sort)
Remove all unnecessary materials / equipment Set in Order (Seiton)
Make it obvious where things belong Shine (Seiso)
Clean everything inside and out. Standardize (Seiketsu)
Establish policies/procedures to maintain 5S Sustain (Shitsuke)
Train, daily cleaning activities The 6th ‘S’: Safety
Commit to safety in all activities.
Value Stream Mapping A pencil and paper tool that helps you to see
and understand the flow of material and information as a product makes its way through the value stream.
Follow a product’s production path from customer to supplier
Carefully draw a visual representation of every process in the material and information flow.
Then ask a set of key questions and draw a “future state”map of how value should flow.
VSM Goals Improve the “value Added” process
through step-by-step review and identification of connections, activities, information, and flow.
Aim: Create a picture of the system of processes from beginning to end.
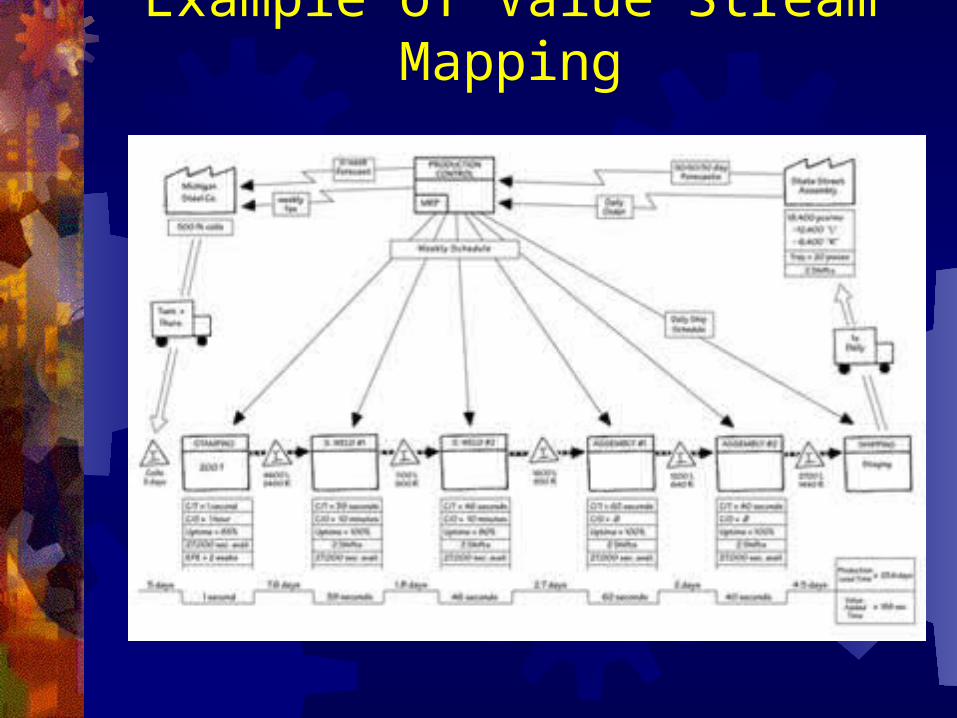
Example of Value Stream Mapping
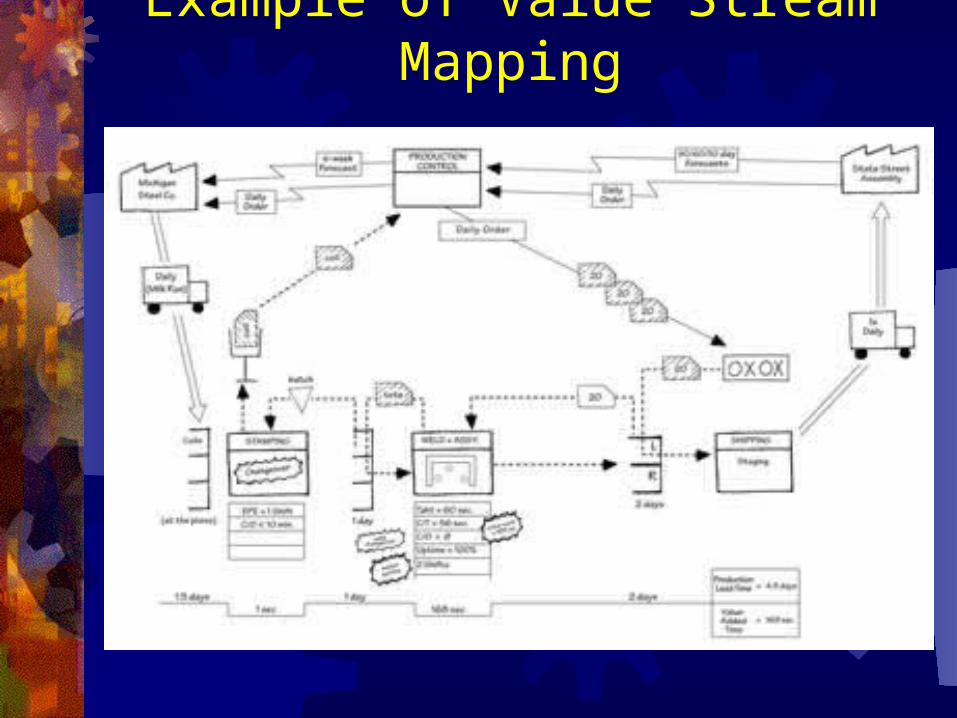
Example of Value Stream Mapping
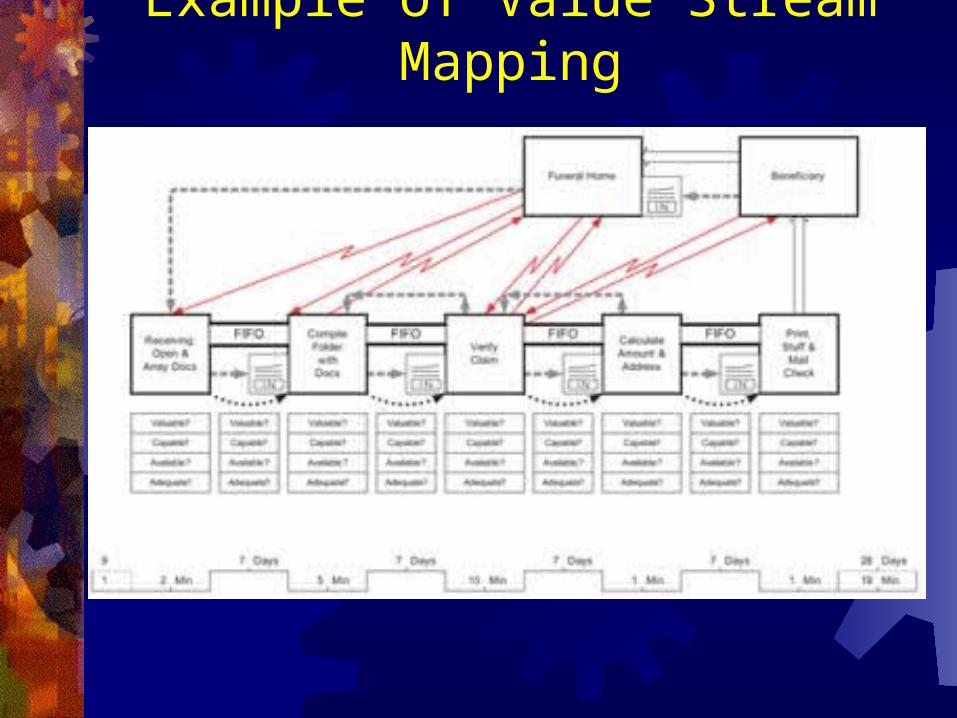
Example of Value Stream Mapping
Part II:Introduction to 6 Sigma
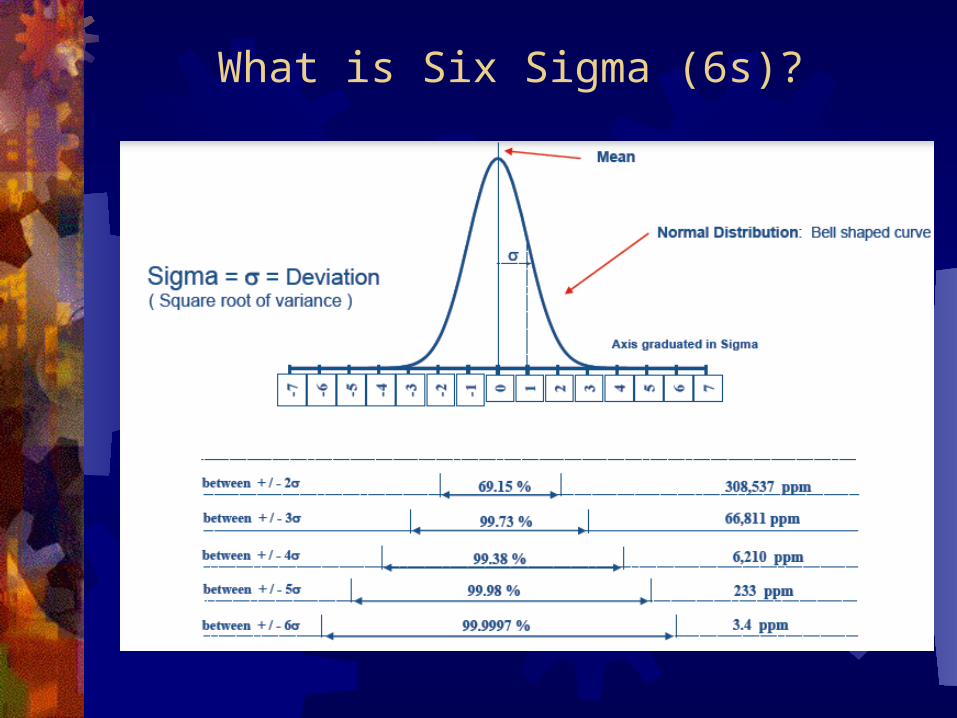
What is Six Sigma (6s)?
A movement focused on business process
improvement.
It is a quality measurement and improvement
program
Focuses on the control of a process to the point of
± six sigma (standard deviations) from a centerline.
Provides businesses with the tools to improve the
capability of their business processes. (Cp)
What is Six Sigma (6s)?
A disciplined methodology
Uses data and statistical analysis to
measure and improve a company's
operational performance
Helps identifies and eliminates
"defects" in manufacturing and
service-related processes.
History
Credit for coining the term "Six Sigma" goes
to Motorola engineer named Bill Smith
It is a Motorola registered trademark
1980s: Motorola developed the methodology
and needed cultural change associated with
it.
Six Sigma helped Motorola realize powerful
bottom-line results in their organization.
Six Sigma is a tool to achieve success.
What is Six Sigma (6s)?
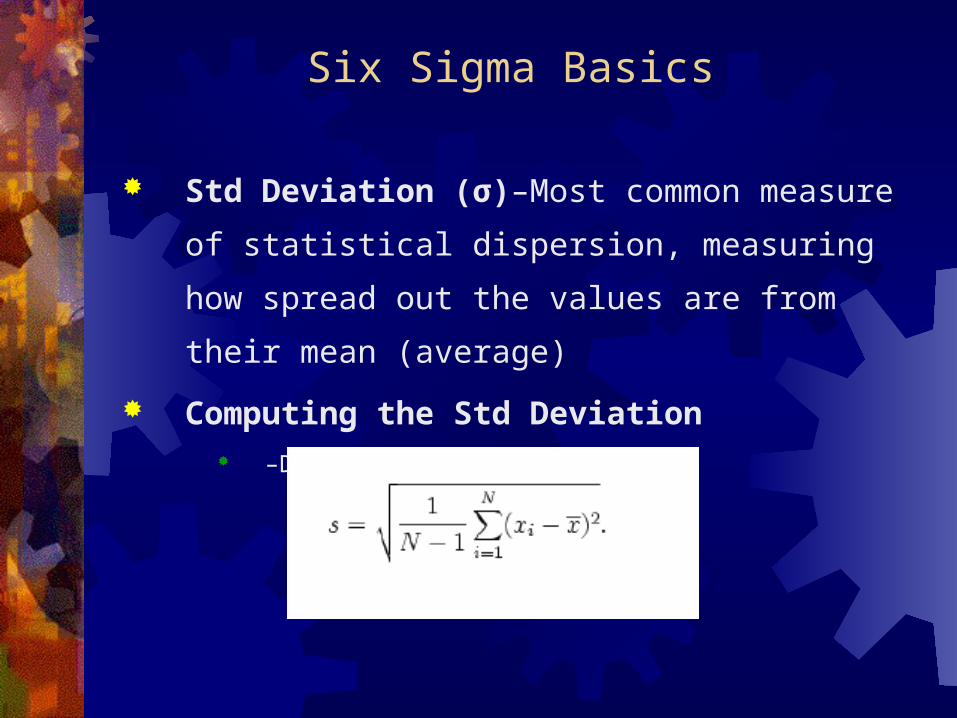
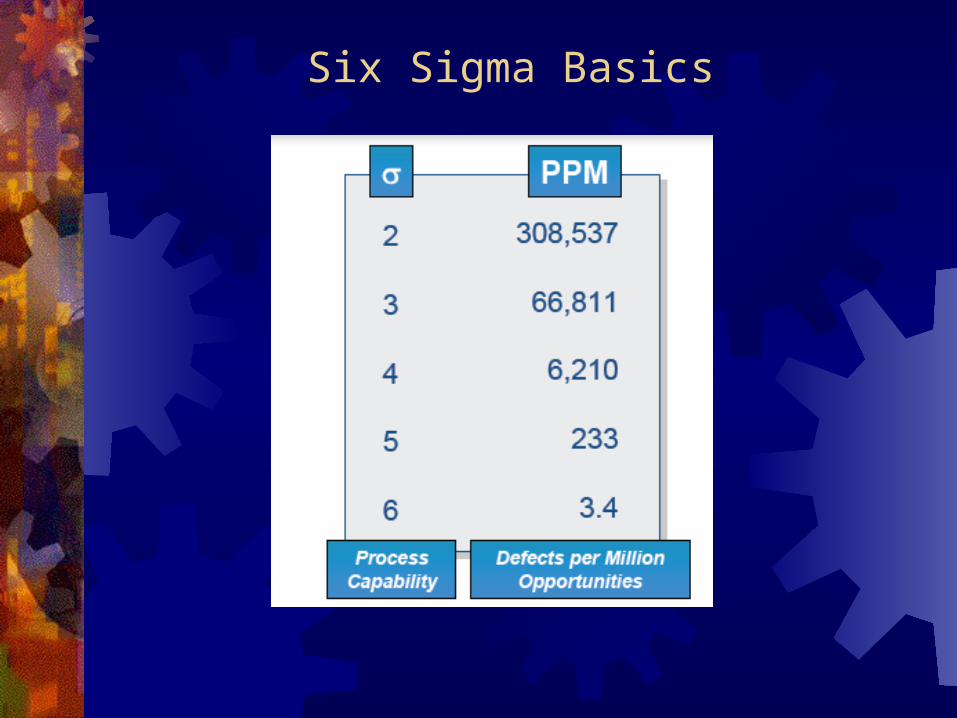
Six Sigma Basics
Std Deviation (σ)–Most common measure of
statistical dispersion, measuring how spread out
the values are from their mean (average)
Computing the Std Deviation –Data Set:•5,6,8,9
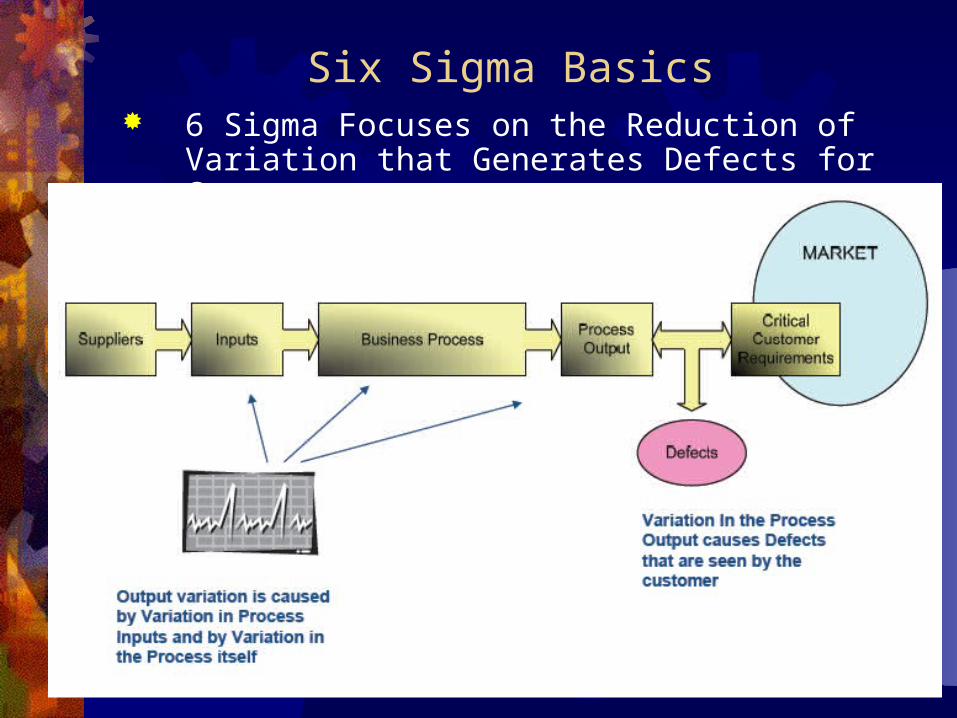
Six Sigma Basics 6 Sigma Focuses on the Reduction of
Variation that Generates Defects for Customers
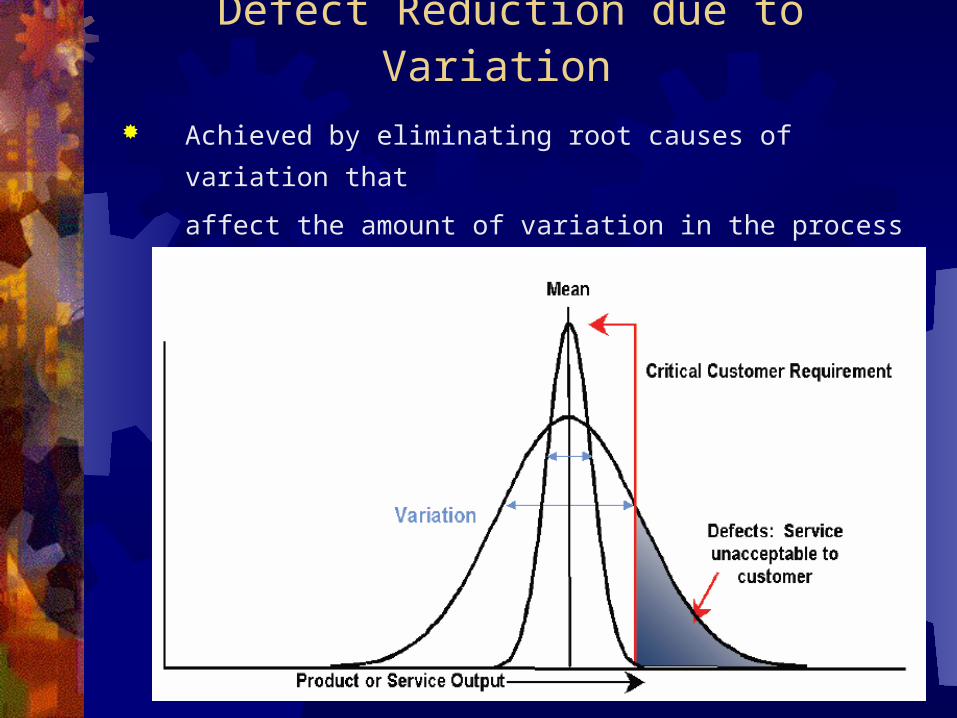
Defect Reduction due to Variation Achieved by eliminating root causes of variation that
affect the amount of variation in the process output
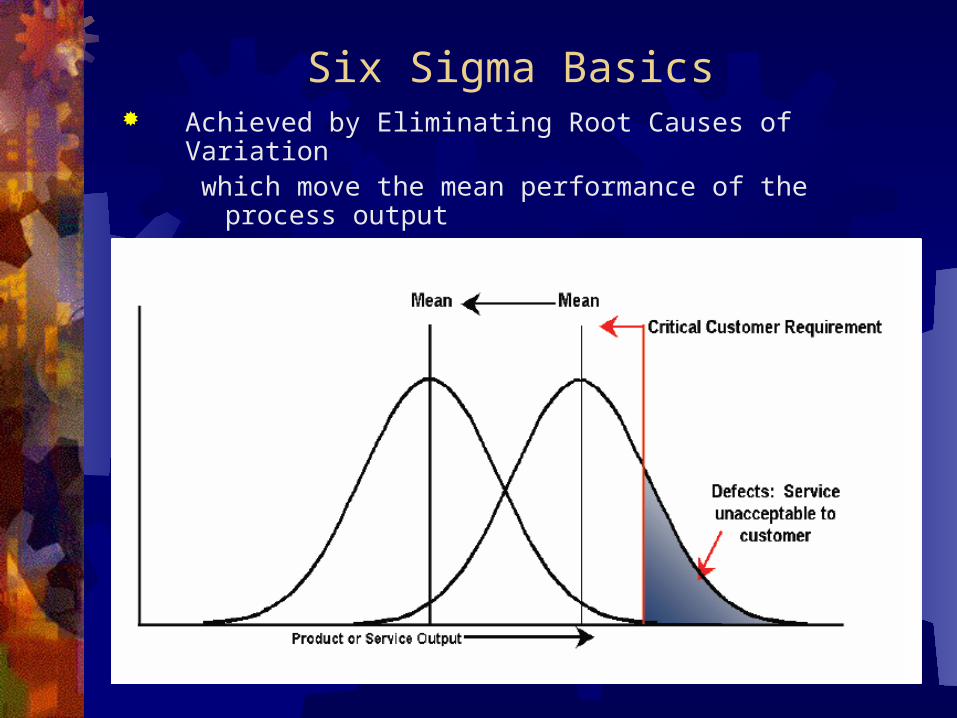
Six Sigma Basics Achieved by Eliminating Root Causes of Variation
which move the mean performance of the process output
Six Sigma Basics
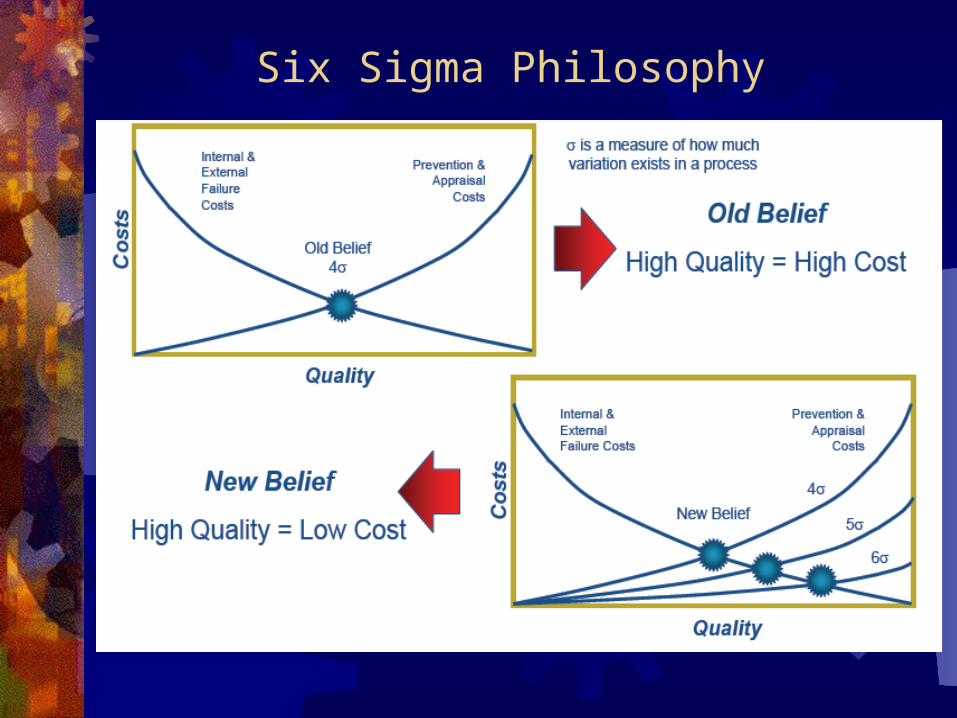
Six Sigma Philosophy
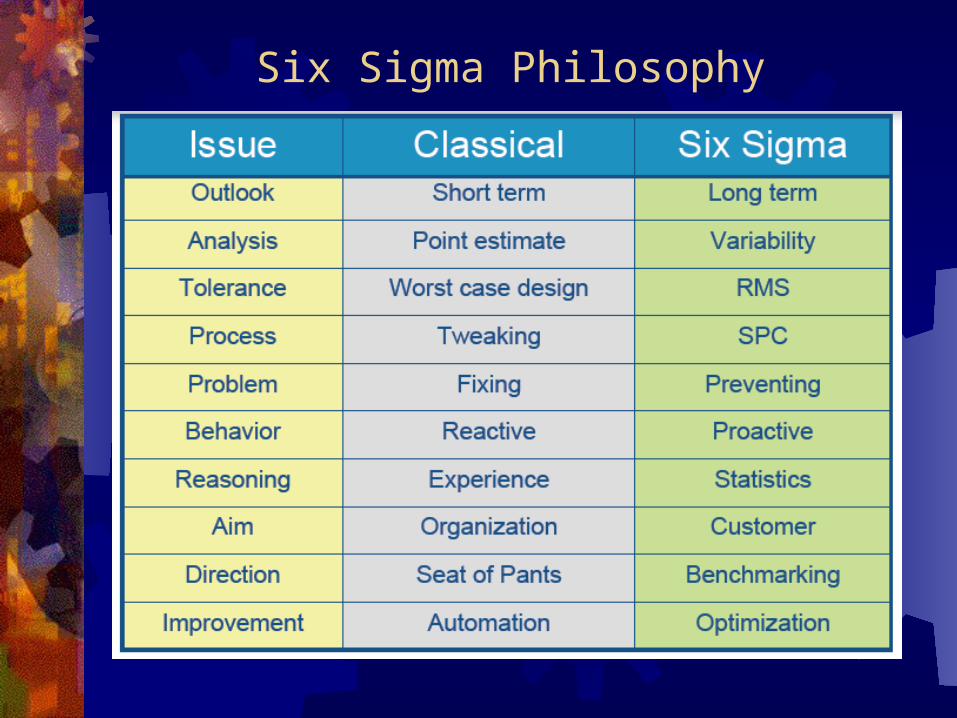
Six Sigma Philosophy
Six Sigma Tools
Process Mapping Tolerance Analysis Structure Tree Components Search Pareto Analysis Hypothesis Testing Gauge R & R (Repeatability and Reproducibility)
Regression Rational Subgrouping DOE Baselining SPC
Six Sigma Methodologies - DMAIC vs DMEDI
DMAIC (Define, Measure, Analyze, Improve, Control):
an analytical, data-driven approach to eliminating weaknesses in active processes, products and services.
focuses on reducing variation and defects, produces incremental improvements.
Six Sigma Methodologies - DMAIC vs DMEDI
DMEDI (Define, Measure, Explore, Develop, Implement):
a creative approach to designing new robust processes, products and services.
A roadmap focused on obtaining significant competitive advantages or quantum leaps over current environments.
DMEDI projects typically require more time and resources to complete.
Six Sigma Methodology
The greatest difference between the two roadmaps lies in their unique purposes.
DMAIC roadmap resources are spent on reducing waste, cost or time in a process.
DMEDI resources are focused on preventing potential losses
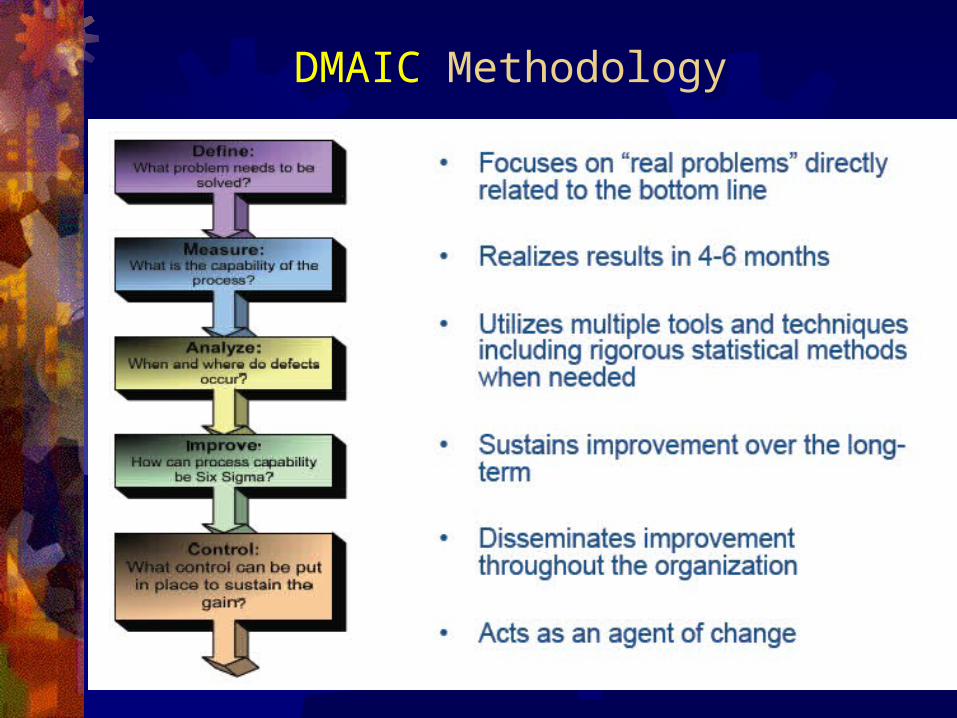
DMAIC Methodology
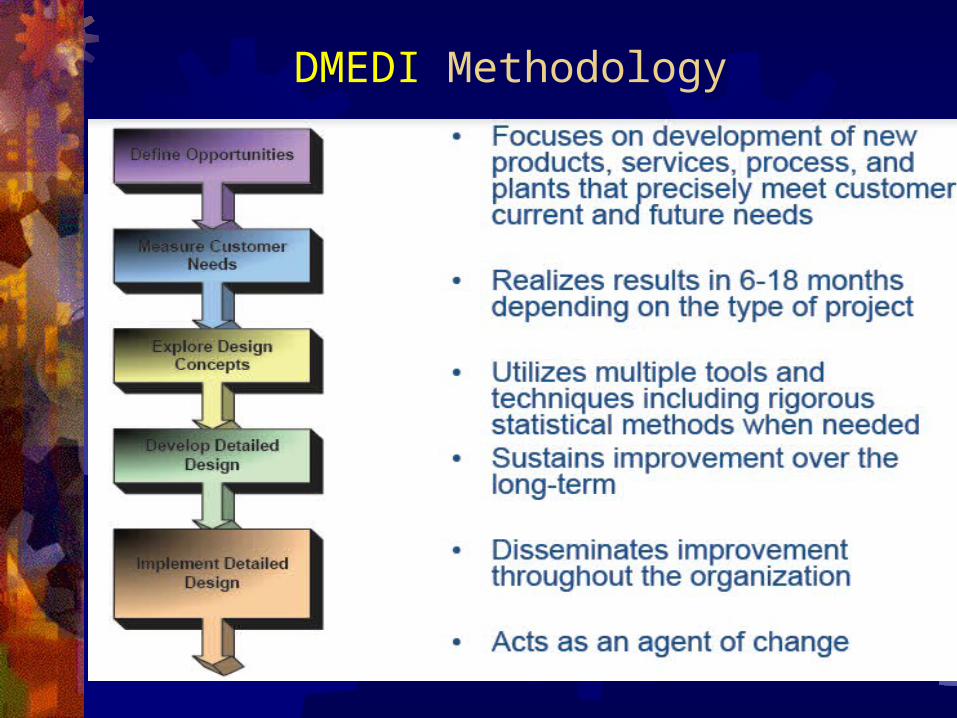
DMEDI Methodology
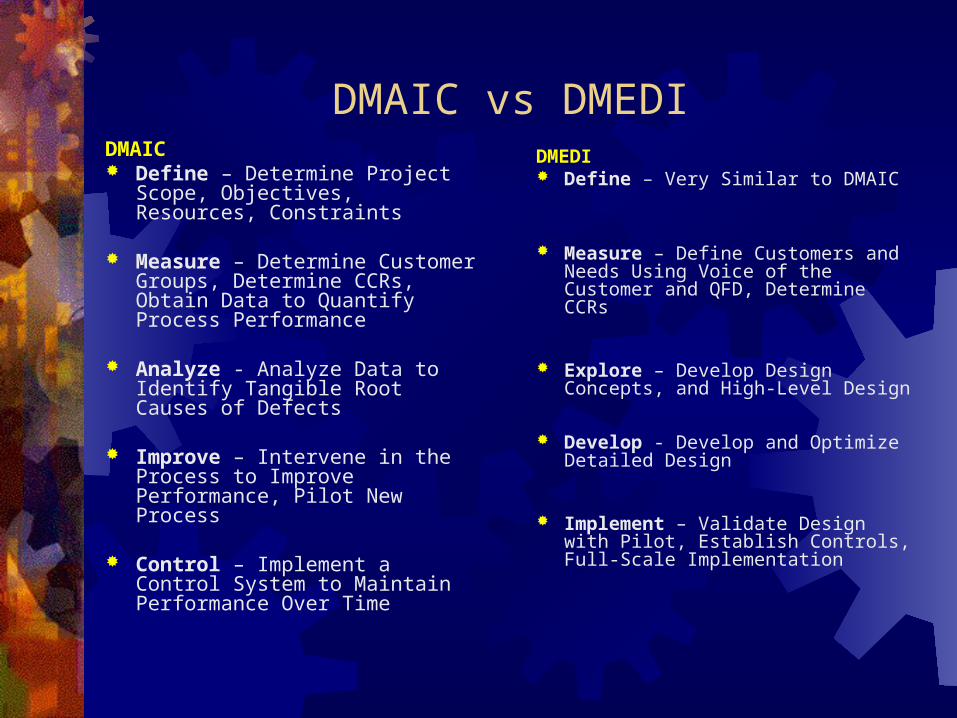
DMAIC vs DMEDIDMAIC Define – Determine Project
Scope, Objectives, Resources, Constraints
Measure – Determine Customer Groups, Determine CCRs, Obtain Data to Quantify Process Performance
Analyze - Analyze Data to Identify Tangible Root Causes of Defects
Improve – Intervene in the Process to Improve Performance, Pilot New Process
Control – Implement a Control System to Maintain Performance Over Time
DMEDI Define – Very Similar to DMAIC
Measure – Define Customers and Needs Using Voice of the Customer and QFD, Determine CCRs
Explore – Develop Design Concepts, and High-Level Design
Develop - Develop and Optimize Detailed Design
Implement – Validate Design with Pilot, Establish Controls, Full-Scale Implementation
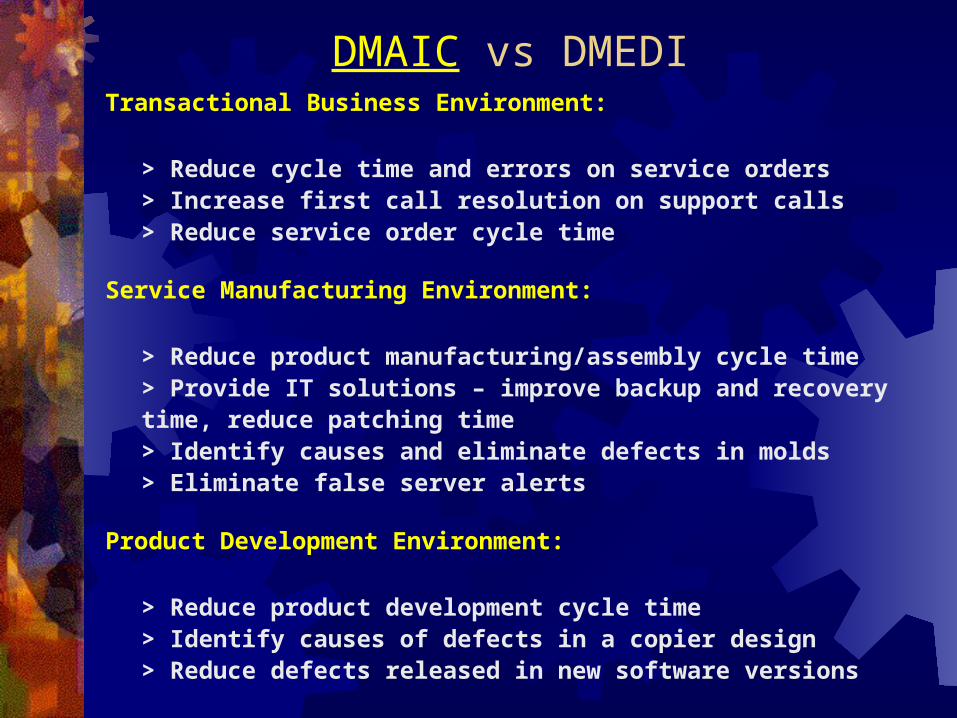
DMAIC vs DMEDITransactional Business Environment:
> Reduce cycle time and errors on service orders> Increase first call resolution on support calls> Reduce service order cycle time
Service Manufacturing Environment:
> Reduce product manufacturing/assembly cycle time> Provide IT solutions – improve backup and recovery time, reduce patching time > Identify causes and eliminate defects in molds> Eliminate false server alerts
Product Development Environment:
> Reduce product development cycle time> Identify causes of defects in a copier design> Reduce defects released in new software versions
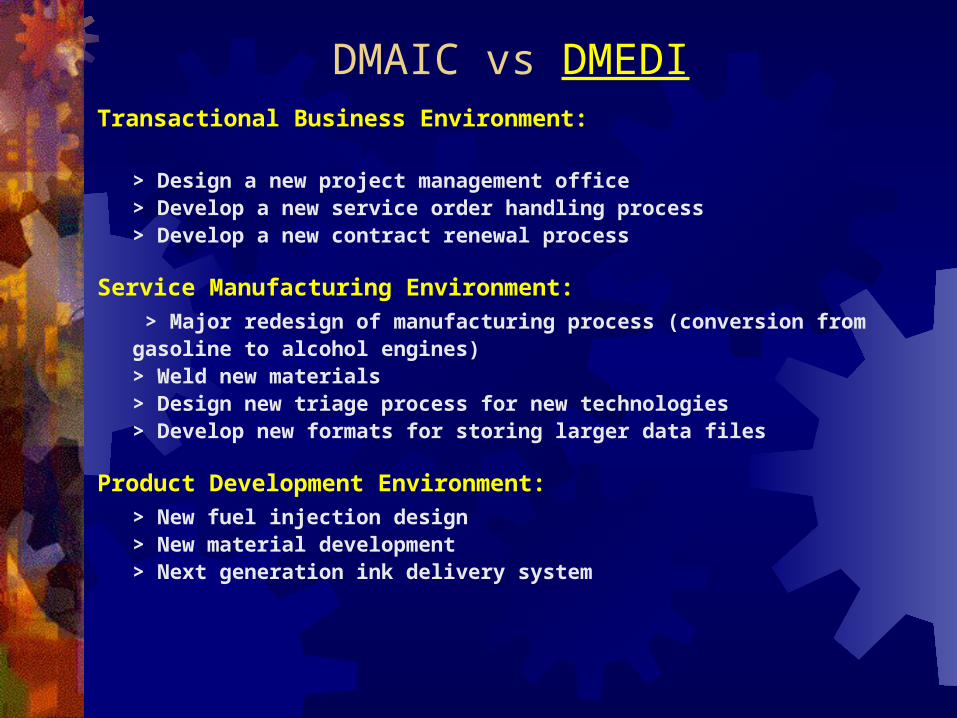
DMAIC vs DMEDITransactional Business Environment:
> Design a new project management office> Develop a new service order handling process> Develop a new contract renewal process
Service Manufacturing Environment:
> Major redesign of manufacturing process (conversion from gasoline to alcohol engines)> Weld new materials> Design new triage process for new technologies> Develop new formats for storing larger data files
Product Development Environment:
> New fuel injection design> New material development> Next generation ink delivery system
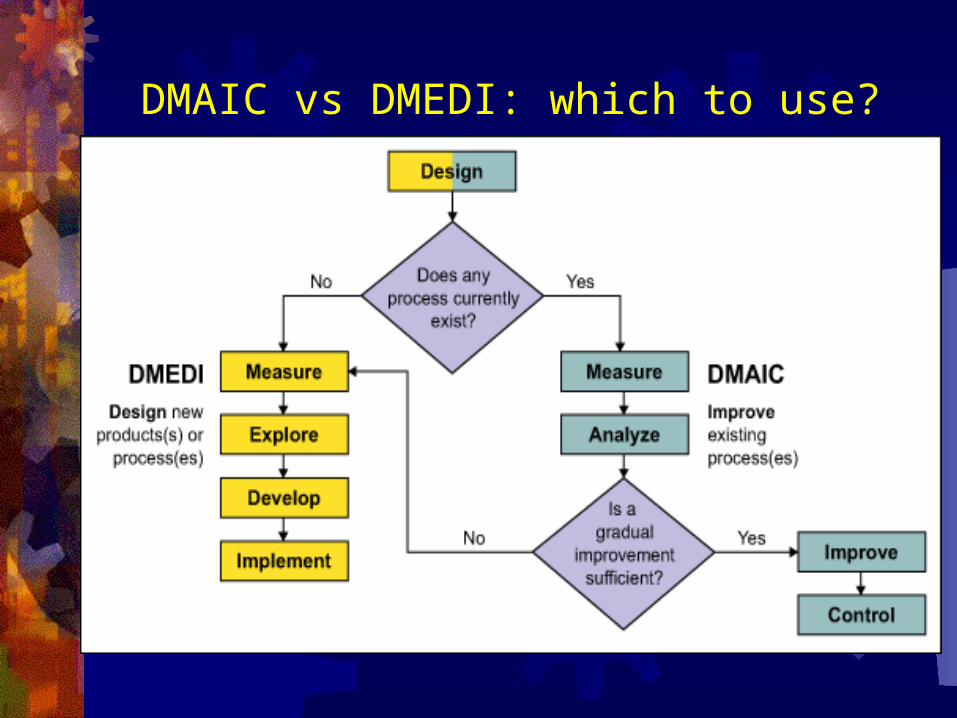
DMAIC vs DMEDI: which to use?
Green Belts, Black Belts, Master Black Belts
Green Belts
- Employees who take up Six Sigma implementation along with their other job responsibilities.
– Lead and execute important process improvement projects.
–Are proficient in the basic tools (Courses 1-7) of Six Sigma and can characterize their processes.
–Typically work part-time on projects.
- Operate under the guidance of Black Belts and support them in achieving the overall results.
Green Belts, Black Belts, Master Black Belts
Black Belts:
– Lead and execute more strategic, high impact process improvement projects.
–Are proficient in both the basic and advanced tools (Courses 8-14) of Six Sigma and can both characterize and optimize their processes.
–They devote 100% of their time to Six Sigma.
- Operate under Master Black Belts to apply Six Sigma methodology to specific projects.
Green Belts, Black Belts, Master Black Belts
Master Black Belts:
- Focus on identifying projects/functions for Six Sigma.
- Act as in-house expert coach for the organization on Six Sigma.
- Devote 100% of their time to Six Sigma.
- Apart from the usual rigor of statistics, their time is spent on ensuring integrated deployment of Six Sigma across various functions and departments.
Green Belts, Black Belts, Master Black Belts
Champions
-Responsible for the Six Sigma implementation across the organization in an integrated manner.
-The Executive Leadership draws them from the upper management.
- Champions also act as mentor to Black Belts.
Putting the Two Together…Lean Six Sigma
Lean:-A philosophy of “Continuous Improvement” in quality and cost.
-It is the elimination of all types of waste in any type of process.
-Launched Toyota to the top of the automobile industry, while other companies fell to mediocre levels.
-Do more with less…-Time - Space-Human effort - Machinery-Materials
while meeting the customer’s demands.
Putting the Two Together…Lean Six Sigma
Six Sigma:-The application of the DMAIC Methodology
-Supplemented with concepts extracted from the principles of lean.
-Combined together, they provide a sustainable process for increasing velocity, managing inventory/capacity and reducing waste.
Putting the Two Together…Lean Six Sigma
Shortcomings of each:
•Six Sigma will eliminate defects but it will not address the question of how to optimize process flow.
•Lean principles exclude the advanced statistical tools often required to achieve the process capabilities needed to be truly 'lean‘.
Utilizing both methods simultaneously holds the promise of being able to address all types of process
problems with the most appropriate toolkit.
Benefits of Lean Six Sigma
• Achieve total customer satisfaction and improved operational effectiveness and efficiency
• Remove wasteful/non-value added activities
• Decrease defects and cycle time, and increase first pass yields
• Improve communication and teamwork through a common set of tools and techniques (a disciplined, repeatable methodology)
• Develop leaders in breakthrough technologies to meet stretch goals of producing better products and services delivered faster and at lower cost
Conclusions
•Excessive variation increases the cost of poor quality
•DMAIC Methodology is used to improve existing products and process
•DMEDI methodology is used to create new products and processes
•Lean is a natural fit with Six Sigma
•Process management is critical to sustain the gains
Sources and references:
Askin, Ronald et al “Design and Analysis of Lean Production Systems” Wiley 2002
Florida International University – Global and Corporate Programs (Lean Six Sigma Certification Course - 2006)
http://www.asq.org/certification/six-sigma/bok.html
http://en.wikipedia.org/wiki/Six_Sigma
http://books.google.com/books?id=9ObvCcJsz1kC&dq=definition+of+visual+workplace&pg=RA1-PA91&ots=tQqmfyJZez&sig
=cYcXnDI0ycIWYMIJo6ZbTYQzpxg&prev=http://www.google.com/search%3Fhl%3Den%26q%3Ddefinition%2Bof%2Bvisual%2Bworkplace&sa=X&oi=print&ct=result&cd=2#PRA1-PA2,M1
http://www.semizone.com/product-file/22/sixs1522/overview_notes.pdf
http://www.isixsigma.com/library/content/c060313a.asp
http://www.isixsigma.com/library/content/c060313a.asp
http://www.sme.org/cgi-bin/get-mag.pl?&&03sem002&000007&2003/03sem002&ARTME&SME&
http://www.sme.org/cgi-bin/get-mag.pl?&&03sem005&000007&2003/03sem005&ARTME&SME&
http://www.sme.org/cgi-bin/get-newsletter.pl?SIGMA&20070129&1&
http://www.semizone.com/product-file/22/sixs1522/overview_notes.pdf