lee’s summit, missouri (800) 246-7689 jerry enyeart
TRANSCRIPT

Lee’s Summit, Missouri (800) 246-7689
Jerry Enyeart

PMT is an engineering and technical services company that specializes in plant reliability and maintenance improvement programs
Who Is Progressive Maintenance Technologies?

To assist companies in moving from a Cost Centered maintenance operation to a Profit
Centered maintenance operation
Our Mission
Pro
fit
$R
eact
ive
Cor
rect
ive
Pre
vent
ive
Pre
dict
ive
Pro
activ
e

A Step In The Right DirectionInvolves Lubrication Management
“You Cannot Maintain Or Manage Equipment Without Maintaining And Managing
Lubricants”

What Is Lubrication Management
Evaluation Process:• Review manufacturers lubrication
recommendations/specifications• Evaluate each piece of equipment for both existing
specifications and recommended performance specifications• Establish generic lubrication specifications based on
equipment performance requirements• Establish lubrication PM program• Consolidate plant lubrication chemistries• Review equipment for proper filtration and breather
applications• Establish oil analysis and contamination control program for
applicable pieces of equipment• Evaluate storage and handling• Trouble shooting

Lubrication Management Helps Prevent Issues Like These
Lubrication Knowledge Is Important
• Understand Equipment Performance requirements
• Understand Performance Characteristics Of Lubricants
• Put them together

Easier Said Than Done
OEM
Recommendations
Are Either Wrong, Inadequate
Or Outdated

Ashless Anti-wear Additives
• Are hydrolytically stable and resist degradation caused by water• Are ashless and therefore reduce deposits caused by additives• Provide protection against coast down wear and permit use in gas
turbines• Make consolidation of lubricants easier
– Turbine Oils
– Hydraulic Oils (AW & R&O)
– AGMA
– AGMA EP (Meets FZG Specifications)
– Compressor Oils
– Meets “Non-Detergent” Recommendations

New Generation Turbine Oils

New Raw Materials and Manufacturing
Techniques Provide Additional Performance
• Group II basestocks
• Ashless anti-wear additive package
• R & O only packages

Group II Basestocks
• Have inherently better oxidation resistance
• Have better viscosity indexes
• Have lower sulfur content

Synergistic Anti-oxidant Blends
• Provide initial PVOT (RBOT) values for new turbine oils which are four to five times higher than older turbine oils or Group I turbine oils
• Resists degradation – service life can easily quadruple compared to older turbine oils
Requires high cleanliness standards
• Bulk loads should be manufactured and delivered at ISO 15/13/11 cleanliness levels
• Dirty oil oxidizes more easily and produces more wear

USAGE• These chemistries are being field tested
and have demonstrated excellent performance in both steam and gas turbines
• Field data confirms that oxidation based degradation of the oil is significantly slower than older generation oils.

Lubrication Concerns• Oil companies have made drastic
formulation changes over the last 10 years
• Oil historically used in hydro units no longer available
• Additive technologies may be incompatible
• Sludge formation when new oil added
• Operational difficulties

Oil Analysis Concerns
• Oil samples seldom show wear debris prior to failures
• Bulk oil sample looks good , but sludge formation occurs
• Unreliable or different sampling methods exist
• No current method to ensure compatibility of new oil on top of old oil
• Lack central database for trends and condition based maintenance

Lubricant Formulation Background
API Base Oil Category
Sulfur % Saturates % Viscosity Index
Refining Method
Group I > 300 ppm <90 80-119 Solvent Refined Solvent
Dewaxed
Group II =<300 ppm =>90 80-119 Severe Hydro-Cracked Solvent
Dewaxed
Group III =<300 ppm =>90 => 120 Severe Hydro-Cracked /
Iso Dewaxed
Group IV All PAO’s Na Synthetic
Group V All Others Na Synthetic
10 Year Change Over Group I Base Oil to Group II and Higher Base oil

Foam Inhibitor Additives
Marianne Duncanson, Exxon Company USA, "Controlling Oil Aeration and Foam". Practicing Oil Analysis Magazine. November 2001
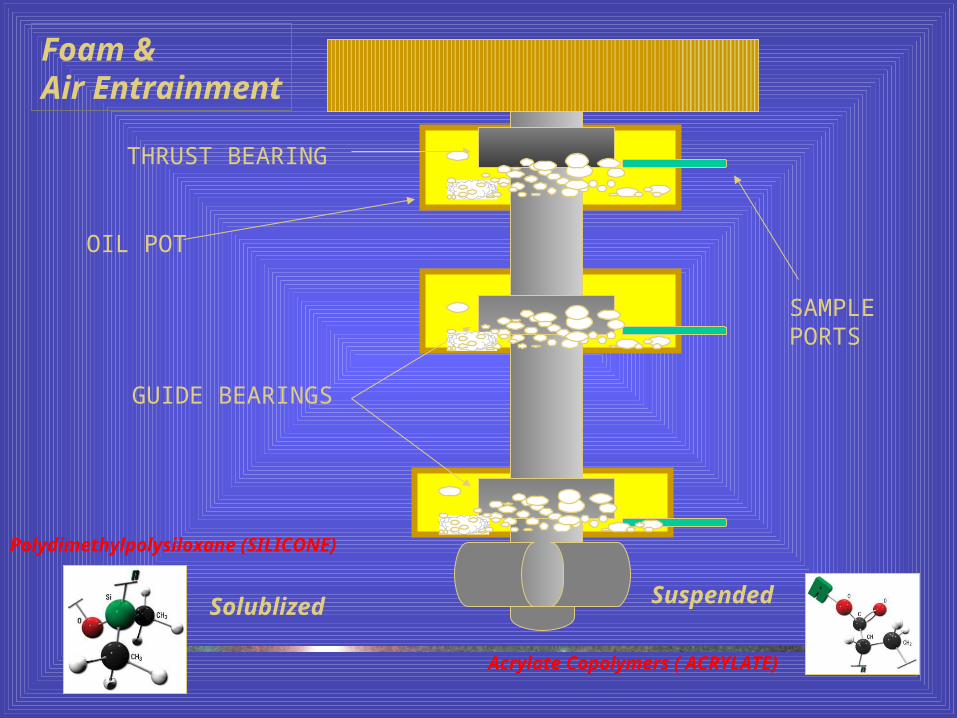
THRUST BEARING
GUIDE BEARINGS
OIL POT
SAMPLEPORTS
Polydimethylpolysiloxane (SILICONE)
Acrylate Copolymers ( ACRYLATE)
Foam &Air Entrainment
Solublized Suspended

US ARMY CORP OF ENGINEERS OIL AND SLUDGE
Caused when Group II added to Group I Oil

Source: Kingsbury
Hydrodynamic Lubrication RegimeCan be interrupted by Deposits
Result of Cavitation Result of degradation or incompatibility
• Group II base oils do not hold varnish precursors in suspension as old generation group I base oils. These insolubles may form deposits.
• The antioxidant precipitate as they are preferentially oxides causing the varnish.
• The new generation antifoam additives have less effective short time domain air release characteristics and these small air bubble are adiabatically compressed causing the varnish
• Cross-Contamination with Hydraulic Oil (AW)
Deposit and Sludge FormationFour Possible Reasons
Routine Lube Oil Testing Turbine Bearings and Governors
• Metals Straight Run
• Digested Metals (filtered)
• Acidity
• Viscosity @ 40oC
• Filter Residue (filterable solids)
• Water in ppm (parts-per-million)
• ISO Particle Count
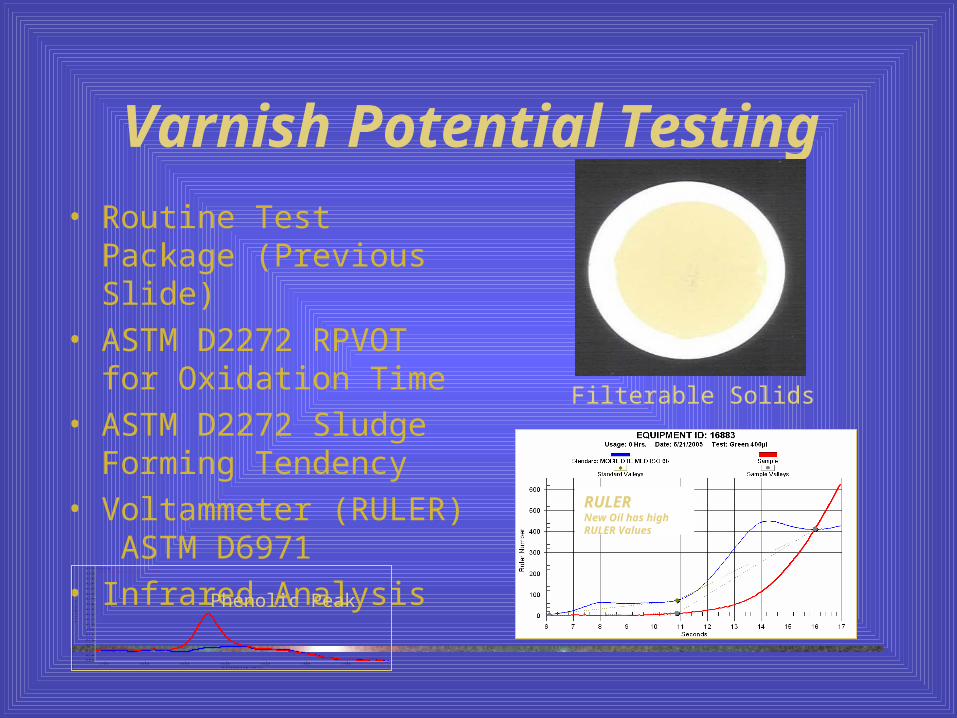
Varnish Potential Testing • Routine Test Package
(Previous Slide)• ASTM D2272 RPVOT for
Oxidation Time• ASTM D2272 Sludge
Forming Tendency• Voltammeter (RULER)
ASTM D6971• Infrared Analysis
7 2 5 5 1 05 0 8 8 5 3 ( N EW M OB IL D TE H VY M E D )
0 .0 9
0 .1 0
0 .1 1
0 .1 2
0 .1 3
0 .1 4
0 .1 5
0 .1 6
0 .1 7
0 .1 8
0 .1 9
0 .2 0
0 .2 1
0 .2 2
0 .2 3
0 .2 4
0 .2 5
0 .2 6
0 .2 7
Ab
so
rb
an
ce
3 5 8 0 3 6 0 0 3 6 2 0 3 6 4 0 3 6 6 0 3 6 8 0 3 7 0 0
W a v e n u m b e r s ( c m - 1 )
Phenolic Peak
RULERNew Oil has high RULER Values
Filterable Solids

Compatibility Testing• Mixing / Blending• Heating (aging) Cooling (aging)• Visual Compatibility HL-1193• Acidity ASTM D974• Viscosity @ 40C ASTM D445• Filterable Solids Pentane HL 1116 • Aniline Point ASTM D611• ASTM Color ASTM D1500• Foaming Characteristics ASTM D8921• Air Release Properties ASTM D34272• Water Separability ASTM D1401• Rust Prevention ASTM D665• Copper Corrosion ASTM D130• RPVOTASTM D2272• Sludge Forming Tendency ASTM D2272 (Modified)

As a predictive tool, oil analysis provides equipment and lubricant condition information identifying potential failures. Alignment
Balancing
Vibration Analysis
Infrared Thermography
Ultrasound Detection
Motor Analysis
Oil Analysis
TECHNICAL
SERVICES
GROUP

Fluid monitoring using particle count technology to control cleanliness levels, eliminating contamination as a factor in equipment failure. Alignment
Balancing
Vibration Analysis
Infrared Thermography
Ultrasound Detection
Motor Analysis
Oil Analysis
Contamination Control
TECHNICAL
SERVICES
GROUP
Benefits
• Reduced maintenance costs• Increased output through reduction of down-
time (increased up-time)• Greater safety and environmental protection• Increased product quality• Longer operating life of expensive equipment• Significant energy savings

An Effective Reliability Program Looks Like This

Visit our Web Site!
• Corporate Overview
• Cost Benefits
• Innovative Solutions
• Information Center
• News & Press
• Employment Opportunities
• Training Center
www.progressivemaintenance.com