machines cnc de coupe - astratec.be · source de coupe plasma haute définition, plasma air, voir...
TRANSCRIPT

Machines CNC de coupe

Astratec... du taillé sur mesure
Small enough to care, big enough to cope.
Qualité
Innovation
Service
Commande extrêmement conviviale
Un concept durable
Commande industrielle allemande (pas de circuits imprimés de propre conception)
L’installation et la mise enservice réalisées par ASTRATEC :la garantie d’une machinefonctionnelle et fiable à 100%.
Investir dans l’ingénierie est notre priorité
Productivité et disponibilité selon lesnormes les plus sévères grâce à l’usagede pièces High End.
Tous les composants sontdisponibles endéans les 48h
20 secondes suffisent pour visualiser tousles réglages machines de nos clients !
Amélioration continue

Sommaire
Comparatif des technologies de coupe .......... 04
Machines de coupeHS .......... 06
M .......... 08
XG .......... 10
TubeCut .......... 12
Options .......... 14
Sources pour la découpe .......... 16
Contrôle et commande .......... 18
Emboîtement automatique .......... 19
Systèmes d’entraînement .......... 20
Réglage de la hauteur .......... 21
Aspiration et filtration .......... 22
Comparatif des technologies de coupe
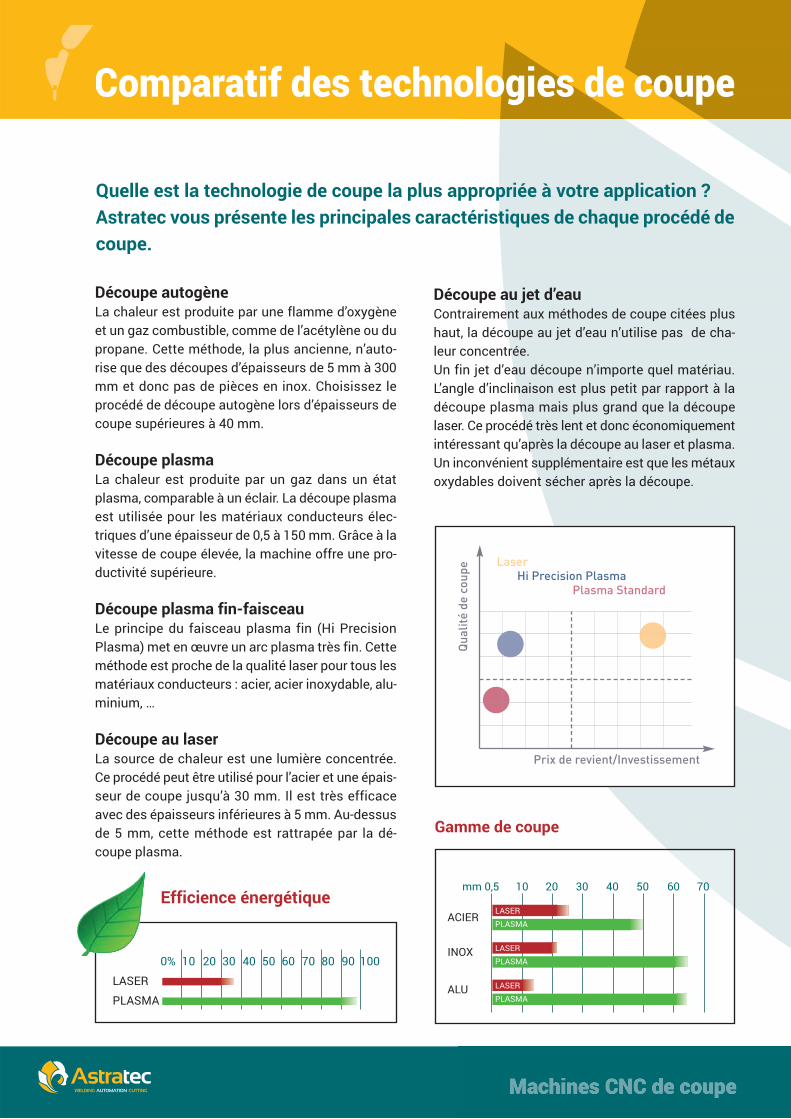
Découpe autogèneLa chaleur est produite par une flamme d’oxygèneet un gaz combustible, comme de l’acétylène ou dupropane. Cette méthode, la plus ancienne, n’auto-rise que des découpes d’épaisseurs de 5 mm à 300mm et donc pas de pièces en inox. Choisissez leprocédé de découpe autogène lors d’épaisseurs decoupe supérieures à 40 mm.
Découpe plasma La chaleur est produite par un gaz dans un étatplasma, comparable à un éclair. La découpe plasmaest utilisée pour les matériaux conducteurs élec-triques d’une épaisseur de 0,5 à 150 mm. Grâce à lavitesse de coupe élevée, la machine offre une pro-ductivité supérieure.
Découpe plasma fin-faisceauLe principe du faisceau plasma fin (Hi PrecisionPlasma) met en œuvre un arc plasma très fin. Cetteméthode est proche de la qualité laser pour tous lesmatériaux conducteurs : acier, acier inoxydable, alu-minium, …
Découpe au laserLa source de chaleur est une lumière concentrée.Ce procédé peut être utilisé pour l’acier et une épais-seur de coupe jusqu’à 30 mm. Il est très efficaceavec des épaisseurs inférieures à 5 mm. Au-dessusde 5 mm, cette méthode est rattrapée par la dé-coupe plasma.
Prix de revient/Investissement
LaserHi Precision Plasma
Plasma Standard
Qua
lité
de c
oupe
Découpe au jet d’eau Contrairement aux méthodes de coupe citées plushaut, la découpe au jet d’eau n’utilise pas de cha-leur concentrée.Un fin jet d’eau découpe n’importe quel matériau.L’angle d’inclinaison est plus petit par rapport à ladécoupe plasma mais plus grand que la découpelaser. Ce procédé très lent et donc économiquementintéressant qu’après la découpe au laser et plasma.Un inconvénient supplémentaire est que les métauxoxydables doivent sécher après la découpe.
Efficience énergétique
0% 10 20 30 40 50 60 70 80 90 100
LASER
PLASMA
Quelle est la technologie de coupe la plus appropriée à votre application ?Astratec vous présente les principales caractéristiques de chaque procédé decoupe.
Gamme de coupe
mm 0,5 10 20 30 40 50 60 70
ACIER
INOX
ALU
LASERPLASMA
LASERPLASMA
LASERPLASMA
Work piecethickness
0 ≤ 11,00 ≤ 3,153,15 ≤ 6,306,30 ≤ 1010 ≤ 50
50 ≤ 100100 ≤ 150150 ≤ 200200 ≤ 250250 ≤ 300
0 < 3
± 0,04± 0,1± 0,3
―――――――
≥ 3 < 10
± 0,1± 0,2± 0,3± 0,5± 0,6
―――――
≥ 10 < 35
± 0,1± 0,2± 0,4± 0,6± 0,7± 1,3± 1,9± 2,6
――
≥ 35< 125
± 0,2± 0,3± 0,4± 0,6± 0,7± 1,3± 2,0± 2,7
――
≥ 125< 315
± 0,2± 0,3± 0,5± 0,7± 0,8± 1,4± 2,1± 2,7
――
≥ 315< 1000
± 0,3± 0,4± 0,5± 0,7± 1,0± 1,7± 2,3± 3,0± 3,7 ± 4,4
≥ 1000< 2000
± 0,3± 0,4± 0,5± 0,7± 1,6± 2,2± 2,9± 3,6± 4,2 ± 4,9
≥ 2000< 4000
± 0,3± 0,4± 0,6± 0,8± 2,5± 3,1± 3,8± 4,5± 5,2 ± 5,9
Nominal dimensions
Limit deviations
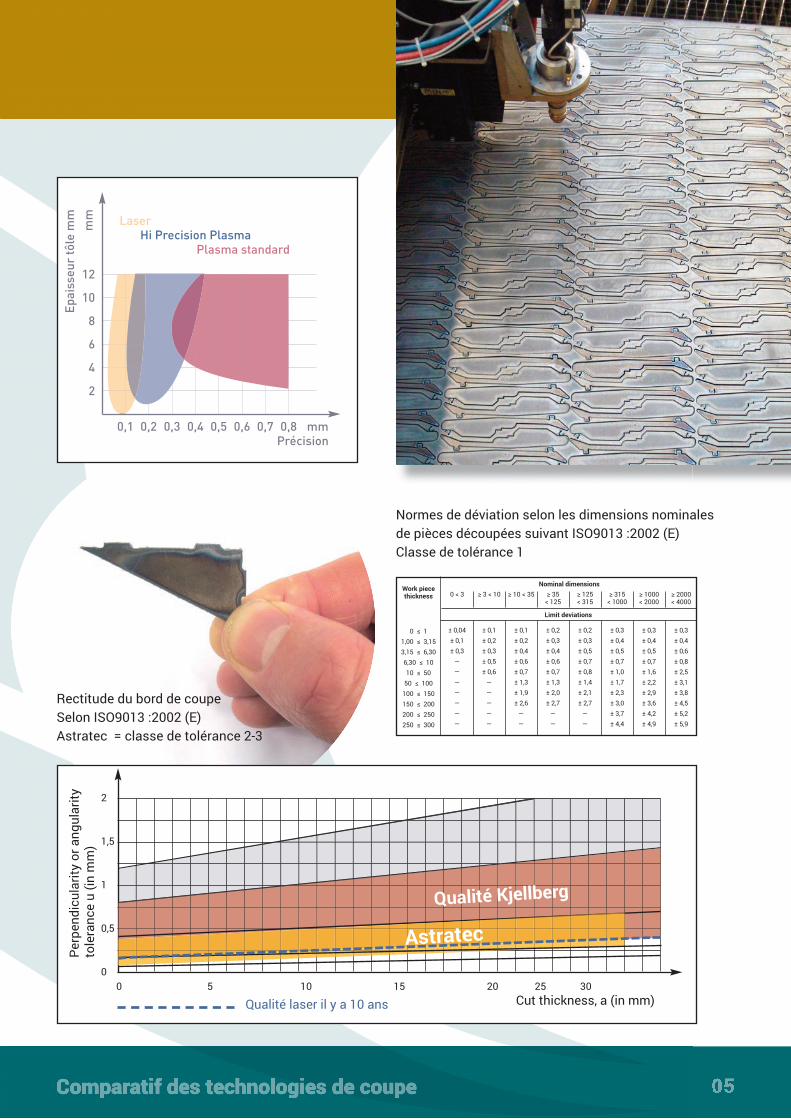
Normes de déviation selon les dimensions nominalesde pièces découpées suivant ISO9013 :2002 (E)Classe de tolérance 1
Rectitude du bord de coupeSelon ISO9013 :2002 (E) Astratec = classe de tolérance 2-3
12
10
8
6
4
2
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 mm
LaserHi Precision Plasma
Plasma standard
Epai
sseu
r tô
le m
mm
m
Précision
Perp
endi
cula
rity
or a
ngul
arity
to
lera
nce
u (in
mm
)
Cut thickness, a (in mm)
2
1,5
1
0,5
00 5 10 15 20 25 30
Qualité Kjellberg
Astratec
Qualité laser il y a 10 ans

Série HS
La machine idéale pour découper des pièces sans bavures selon un angle droit.
Coupe parfaite dans l’inox et la tôle mince
Pièces découpées avec soin
Orifices précis, même pour le taraudage filetage
Réglage de l’arc électrique actuellement le plus stable du marché
Mesure de hauteur rapide et précise au point de démarrage
• Aspiration sectionnelle
• Portique entraîné des deux côtés
• Torche avec protection anticollision
• Commande industrielle Beckhoff
• Reprend la coupe après une panne de courant, sans perte de matériau

A
B
D
C
Dimensions (mm) HS 1530 HS 2040 HS 2060 maximum possibleLargeur de coupe A 1500 2000 2000 3000Largeur machine B 2800 3300 3300Longueur de coupe C 3000 4000 6000 30000Longueur machine D 4730 5730 7730
Avec notre nouvelle machine Astratec,la découpe d’inox précise et sans bavures
est désormais un jeu d’enfant.Carl Moeyaert, administrateur
Vermo Gits
Données techniquesLongueur de coupe 1500 mm à 3000 mmLongueur de coupe 3000 à 30000 mmÉpaisseur de coupe 0,3 à 40 mmNombre maximum de guide-chalumeaux 2Contrôle et commande Beckhoff - 19 LCD / color voir page 18Réglage hauteur FastSpindle X8000 voir page 21Moteurs Servomoteurs CA 1,5 kWVitesse de positionnement Jusqu’à 75.000 mm /minPrécision de positionnement + / - 0,05 mmPrécision de répétitivité + / - 0,05 mmConsole de gaz Manuelle/automatique voir page 17Source de coupe Plasma haute définition, plasma air, voir page 16
découpe oxygène
Des coupes parfaitesdans des matériaux
minces en un tournemain !
“

Série M
Disponibilité maximale pour vos découpes les plusextrêmes, combinée à une commande très simple.
Machine particulièrement stable
Machine recommandée pour la découpe d’épaisseur
Pont robuste
Extensible avec une tête de forage plus lourde et/ou un chalumeau autogène
Mesure de hauteur rapide et précise au point de démarrage
• Aspiration sectionnelle
• Orifices précis, même pour le taraudage filetage
• Torche avec protection anticollision
• Commande industrielle Beckhoff
• Reprend la coupe après une panne de courant, sans perte de matériau

A
B
D
C
Grâce à la série M, notre production ne s’arrête jamais. La machine coupe en continu et en 2 équipes.
Tom Vancoillie, Production Engineering Manager
Alliance International bvba, Wevelgem“Données techniquesLongueur de coupe 1500 mm à 4000 mmLongueur de coupe 3000 à 60000 mmÉpaisseur de coupe 0,25 à 120 mmNombre maximum de guide-chalumeaux 6Contrôle et commande Beckhoff - 19 LCD / color voir page 18Réglage hauteur FastSpindle X8000 voir page 21Moteurs Servomoteurs CA 1,75 kWVitesse de positionnement Jusqu’à 75.000 mm /minPrécision de positionnement + / - 0,075 mmPrécision de répétitivité + / - 0,075 mmConsole de gaz Manuelle/automatique voir page 17Source de coupe Plasma haute définition, plasma air, voir page 16
découpe oxygène
Dimensions (mm) M 1530 M 2040 M 2060 maximum possibleLargeur de coupe A 1500 2000 2000 4000Largeur machine B 2800 3300 3300Longueur de coupe C 3000 4000 6000 60000Longueur machine D 4830 5830 7830

XG
Pour nous, le sur mesure, c’est du standard.
Système de coupe complet
Intégré à votre projet d’automatisation ou ligne de production
Adapté à la fabrication de n’importe quel produit, des jantes de voitures jusqu’à une gouttière en zinc
Coupe sans problème l’acier, l’inox, l’aluminium, le cuivre, le zinc, le plomb et le titane à partir d’une épaisseur de tôle de 0.25 mm
• Possibilité de découpe robotisée
• Découpe en 3D

Données techniquesLargeur de coupe de 0,3 à 50 mm, 120 mm à partir du bord latéralContrôle et commande Beckhoff - 19 LCD / color voir page 18Réglage hauteur FastSpindle X8000 voir page 21Moteurs AC Servomotoren 1,75 kWConsole de gaz Manueel / automatisch voir page 17Source de coupe Hoge definitieplasma voir page 16
Une avance de six semaines grâce à notre machine de découpe au plasma 3D.
Patrick Segers, Production en Quality
Metavan Reels N.V.“
Comment travaillons-nous ?
• Une équipe multidisciplinaire analysevos besoins. Nous tenons compte duprocessus de production existant et del’automatisation périphérique.
• La machine est développée sur mesure,en 3D.
• Nous réalisons l’automatisation et nousl’installons sur place.

Tubecut
Découpez rapidement des tubes ronds et carrés en un minimum de passes
Méthode
1. Le logiciel dessine le tube dans la forme de son enveloppe.
2. Vous pouvez ajouter des formes libres en chaque
endroit, même des formes qui passent par un angle.
3. Le tube est découpé.
Tubenest
• Équipé en standard de macros pour les diamètresde tubes les plus courants.
• Module de dessin pour les formes libres• Indication de zones avec arrondis de tubes
à l’écran.

Voyez les démonstrations sur notre site web www.astratec.be
Tubecut
• Notre coupe-tube découpe en standard desprofilés ronds et carrés de diamètre 20 mmjusqu’à 200 x 200 mm.
• Les tubes sont usinés en standard jusqu’à 6 m.
• Position de la torche plasma au choix entre lescentres ou après la tête fixe (découpe depièces).

Options
Détermination flexible de zones et sécuritéintégréeLa détermination de zones permet de répartir la dé-coupe en plusieurs zones. De cette manière, la ma-chine peut couper en continu pendant que despièces sont enlevées et la table de découpe rechar-gée, ce qui fait gagner énormément de temps. La disponibilité de la machine peut être augmentéede 45% !Un système de sécurité tient compte de l’opérateur,via la surveillance de la zone de chargement et dedéchargement. La sécurité est garantie à tout mo-ment.
Drill PUNCHPlacement de pointeaux pour la préparation du fo-rage de petits trous.
Safespeed et barrières immatérielles de sécuritéLa machine adapte automatiquement la vitesse desécurité lorsque l’opérateur entre dans la zone sé-curisée. La zone est surveillée à l’aide de barrières immaté-rielles de sécurité.
Biseautage 3DInclinaison de la torche dans toutes les directionspour la phase de coupe.
Oscillation de biseau plasmaLa torche bascule automatiquement pour la phasede coupe dans le sens x.
Oscillation de biseau autogèneLa torche bascule manuellement pour la phase decoupe dans le sens x.

TubeCutXG
Drill Punch
Pointeur laser
Safespeed & barrières immatérielles
Portique allongé
Biseautage 3D
Détermination flexible de zone
Marquage jet d’encre
Découpe de tubes
Oscillation biseau
Forage
Plasma
Changement outil manuel
Autogène/Plasma
Changement outil manuel
Autogène/Plasma
ForageChoix de changement du système de forage : automatiquement ou via l’opérateur.
Découpe de tubesGrâce à cette combinaison supplémentaire, vous pouvez découper des tubes ronds, carrés ou rectangulaires..
Marquage jet d’encreA l’aide de l’imprimante à jet d’encre intégrée, vous pouvez imprimer du texte surune tôle, et notamment sur des tôles ultraminces.
MHS option standard
Automatique Manuelle

Sources de coupe
La nouvelle génération de systèmes de découpeplasma universels génère une productivité supéri-eure et une qualité de coupe optimale dans diversmétaux. Ces systèmes sont conçus pour la dé-coupe à l’oxygène d’acier de construction, et detypes d’acier hautement alliés et l’aluminium à l’aidede gaz de coupe comme l’argon/l’hydrogène/l’azoteou une combinaison de ceux-ci. Il est aussi possiblede découper de l’acier de construction avec de l’aircomprimé. La nouvelle génération de sourcesd’énergie de l’onduleur offre une vaste plage de réglage de courant. Des pièces peuvent être égale-
ment marquées et la découpe de métaux est possi-ble à partir de 0,25 mm.
Sources de découpe plasmaLa plus haute qualité de découpe est obtenue avecles sources Hifocus de Kjellberg, les systèmes Ultracut de Victor Technologies et les systèmesHPR de Hypertherm. La technologie de fine focali-sation offre une bonne qualité, mais la coupe estplus inclinée. La qualité plasma standard est obte-nue avec les séries PA-S.
KjellbergLa qualité allemande, ni plus ni moins. Ces sourcesfiables intègrent l’électronique de dernière généra-tion pour un résultat de coupe impeccable.
CutFire 100iSource plasma pour un travail automatisé. Source de courant del’onduleur compacte, réglable en continu. La torche plasma estrefroidie à l’air. Uniquement pour le gaz plasma ‘air’.
PA-S25W -S45W -70WSources de courant compactes à alimentation régulée. Refroi-dissement intégré de la torche plasma. Eléments de contrôle etécran sur le panneau de commande.
FineFocus 450 -600 -800 -1600Réalise une bonne qualité de coupe. Source thyristor comman-dée par un microprocesseur compact. Refroidissement intégréde la torche plasma.
HiFocus 80i -130 -161i -280i -360 -440iSources plasma de la plus haute qualité pour le marquage, lepointage et la découpe. Technologie thyristor ou onduleur (i)compacte. Source de courant avec contrôle de cycle. Refroidis-sement intégré de la torche plasma. Eléments de contrôle etécran sur le panneau de commande.

Victor TechnologiesNouvelle série équipée de la dernière technologie.Victor Technologies est le seul fournisseur àdisposer d’un procédé utilisant de l’eau comme gazporteur. Ceci fournit un résultat remarquable surl’aluminium et l’inox.
HyperthermLes sources HPR d’Hypertherm sont reconnuespour leur fiabilité. Technologie true hole pour desorifices parfaits.
Consoles de gazNos consoles de gaz garantissent une alimentation parfaite des gaz mixtes au processus de découpe. Desvannes à commutation automatique règlent correctement la transition entre les gaz de démarrage et les gazde coupe. Toutes les consoles de gaz offrent un rapport de mélange extrêmement précis.
Consoles de gaz manuelles
PGE3-HMPour le mélange manuel et le dosage de gaz de coupe : gazplasma air ou oxygène. Le dosage de gaz porteur est égalementpossible. Si l’unité est utilisée avec le PZ, il faut alors monter lePGE-HM sur le pont de la table de découpe.
Consoles de gaz automatiques
PGV3/PGCPGV2 : pour Hifocus 80i, 161iPGV3 :Uniquement adapté aux types 80i, 130, 160i, 161i.L’alimentation automatique du gaz est équipée de l’unité devanne gaz plasma (PGV) et du contrôleur de gaz plasma (PGC)

Contrôle et commande
Contrôle• Commande industrielle puissance Beckhoff 5.3 Intel Core 2 Duo• Puissant logiciel basé sur PC (Windows)• Le contrôleur particulièrement rapide (temps de cycle 1 ms) contribue à une qualité de coupe supérieure
• Ecran couleur LCD 19 inch• Liaison réseau pour le service
CommandeConsole de commande séparée sur le châssis ce qui permet à l’opé-rateur de préparer l’emboîtement des pièces et les recettes sui-vantes sans devoir arrêter la machine.
Commande conviviale via ExpertSystemL’opérateur peut régler rapidement les paramètres de coupe en choi-sissant le matériau, l’épaisseur et le courant de coupe. L’ExpertSys-tem indique aussi les éléments de torche à placer.
Les principaux organes de commande sont rassemblés sur le côtédu portique de la machine, pour manipuler ainsi la torche de dé-coupe dans 6 directions. L’opérateur peut donc manipuler la ma-chine en ayant une vue optimale.
Grâce au SheetTRIM, l’opérateur a la possibilité, via un joystickplacé sur le côté de la machine, de découper la tôle résiduelle. Lesrésidus superflus sont ainsi évacués rapidement et en toute sécu-rité.
La sécurité de la torche protège la torche contre des collisions avecdes pièces inclinées. La reprise immédiate du processus de coupeest possible. La commande tient automatiquement compte de larotation de la tôle.
Les positions de stationnement peuvent être aisément program-mées pour le remplacement des pièces de la torche et le charge-ment de la machine.
Si la machine est interrompue pendant la coupe, suite à une pannede courant par exemple, la fonction SMARTaid retient la position etle travail peut reprendre, sans perte de matériau précieux.
Sheettrim
ExpertSystem

• TUBEnest: logiciel pour la découpe de profilés • Gestion de tôle: une base de donnéespour gérer l’information sur les tôles
• UNFOLD: dépliage de formes 3D
• CALC3000: logiciel pour le calcul d’offre d’un travail de découpe
Via le logiciel fourni, les pièces sont disposées optimale-ment et efficacement sur la tôle. L’opérateur peut position-ner les pièces manuellement ou opter pour l’emboîtementautomatique.
• Importation des plans en DXF, DWG, DSTV…• Fonctions macros pour les formes les plus utilisées• Fonctions CAO intégrées• Adaptation de l’ordre de coupe• Emboîtement pièce par pièce• Emboîtement à la machine possible pendant la découpe• Interface utilisateur graphique conviviale• Pré-sélection par matériau, procédé et machine• Impression de rapports• Utilisateur du logiciel sur plusieurs pc• Grâce à la fonction ClearAll, vous réduisez un dessin à l’information de coupe utile
Egalement adapté à la découpe laser et à l’oxygène.
Modules supplémentaires
Nesting

Systèmes d’entraînement
Tables séparées ou combinées
La table plasma ne peut pas être reliée au châssisde positionnement.
• Les tôles lourdes causent des fléchissements etdes déformations.
• Les tôles qui sont tombées peuvent garder unedéformation permanente.
Entraînement à crémaillère ou par courroie
• Entraînement direct de réduction sur la crémail-lère. Pas de transmission via une courroie. Lestransmissions par courroie sont souvent utiliséespour supprimer le moteur, à tort. Une courroie,c’est comme un ressort que l’on place entre leséléments.
• Réducteurs sans jeu d’Alpha.
• L’engrenage est contracté sur l’axe sortant, ce quifournit une rigidité supérieure. La réduction doiten outre faire ressort le moins possible.
• L’axe sortant est le plus épais possible, avec unengrenage le plus petit possible pour la rigidité.
• Usage de roulements linéaires Bosch.
• La liaison entre la crémaillère et le roulement estparticulièrement rigide.
Châssis de positionnement séparé de la table plasma
Table combinée
Notre entraînement direct avecréducteur sans jeu
Entraînement avec plusieurscourroies
Grosse crémaillère avec denture inclinée
Engrenage directement rétracté sur l’axe

Importance du réglage de la hauteur
Un écart dans la hauteur de coupe génère des di-mensions incorrectes de la pièce et empêche unecoupe à angle précis.Chaque ajustement selon les paramètres de coupen’a qu’une seule hauteur pour une coupe droite.Toute modification de la hauteur modifie aussi lalargeur de la saignée.
FASTspindle X8000
Coupe de qualité supérieure grâce au réglage dyna-mique de l’arc. Peut couper des inclinaisons jusqu’à60% (voir photo).Réglage standard de la hauteur pour la découpeplasma.Entraînement :Broche avec servomoteur CA de Beckhoff
IHT M4000 CAP
Le système de réglage de la hauteur IHT M4000CAP pour l’oxycoupage règle correctement et sanscontact la hauteur de la torche par rapport à la tôle.
• CaractéristiquesPassage : 220 mmVitesse maximum : 80 mm/sCapacité de charge : 12 kgSécurité anticollision de la torche intégrée
Entraînement avec broche à recirculation de billes.
FASTspindle X8000 : découpes de formes avec une grande variété de hauteurs.
IHT M4000 CAP
Réglage de la hauteur

Aspiration et filtration
Les séparateurs de poussières aspirent l’air saleissu de la découpe de matériaux et souffle de l’airplus propre. Une telle unité est constituée de car-touches filtrantes qui retiennent les particules depoussières. Ces cartouches sont ensuite nettoyéesavec de l’air comprimé, intégré en standard dans lamachine.
Astratec installe toujours les collecteurs de pous-sières à la mesure de vos applications : en fonctiondu débit d’aspiration et de la pureté de l’air souhai-tée.
Tous nos filtres contiennentdes cartouches Donaldsonavec filtre Ultra-Web !
Médium nanofibre Médium en cellulose standard
Cartouches rondesCartouches ovales
Les filtres Donaldson, des plus petits modèles aux plus grands.
Développement basé sur notre propre technologie de nanofibre. Ces filtres retiennent bien plus de saletés àla surface du filtre. La saleté peut donc être enlevée plus facilement par rapport aux tissus filtrants en celluloseet/ou polyester.

Notre mission : de la qualité à un prix abordable.
Plusieurs exécutions sont disponibles.
DFPRO Donaldson KAD
Nombre de cartouches
Capacité d’aspi-ration (Nm³/h)
Puissance du ventilateur (kW)
Filtre Hepa Safe
Type decartouches
MesureDelta p
Nettoyage à l’air comprimé
DimensionsLongueur LargeurHauteur
3
1500
2,2
Oui
Oui
1194897
2000
4
2500
4
Oui
Oui
140014002200
6
4500
7,5
Oui
Oui
151311153000
8
6000
9
Oui
Oui
151311153230
12
8750
Oui
Oui
253515133721
16
10450
Oui
Oui
363015134175
4
3300
5,5
Option
Oui
Oui
172618312130
6
4400
5,5
Option
Oui
Oui
172618312560
8
6600
7,5
Oui
Oui
172618312980
12
8800
15
Oui
Oui
267618312553
16
11000
18,5
Oui
Oui
267618312978
Ultraweb Donaldson Ultraweb Donaldson
Inertisation avec du calcairepour éviter toute explosion depoussières.

ASTRA TEC | Industrielaan 19 Zone C2 | 8810 LichterveldeTel. +32 (0) 51 722 446 | [email protected] | www.astratec.be
Machines CNC de coupe
Automatisation du soudage
Construction de machines
Robots et machines de soudage flexibles, idéal pour la production en séries et les petits travaux de soudage
Des machines robustes et fiablesà un prix concurrentiel.