management systems process improvement · fmea ii – fmea facilitation 1 day 37 apqp/ppap –...
TRANSCRIPT
Training programs
Management systems
Methods and tools for
process improvement
Six Sigma • Lean • QFD • FMEA • SPC • 8D • TPM

experiential learning
team leadership skills
methodology
standardization
statistical analysis
decision based on data
implementation plans
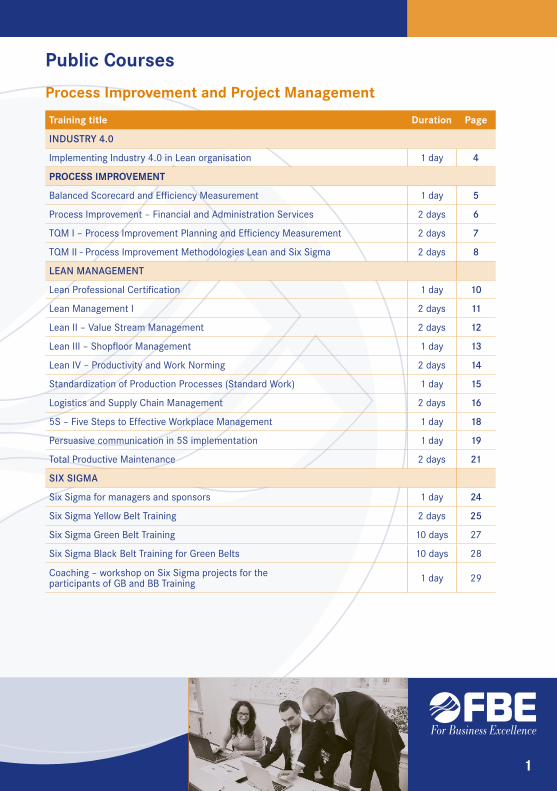
Public Courses
Process Improvement and Project Management
Training title Duration Page
INDUSTRY 4.0
Implementing Industry 4.0 in Lean organisation 1 day 4
PROCESS IMPROVEMENT
Balanced Scorecard and Eficiency Measurement 1 day 5
Process Improvement – Financial and Administration Services 2 days 6
TQM I – Process Improvement Planning and Eficiency Measurement 2 days 7
TQM II - Process Improvement Methodologies Lean and Six Sigma 2 days 8
LEAN MANAGEMENT
Lean Professional Certiication 1 day 10
Lean Management I 2 days 11
Lean II – Value Stream Management 2 days 12
Lean III – Shoploor Management 1 day 13
Lean IV – Productivity and Work Norming 2 days 14
Standardization of Production Processes (Standard Work) 1 day 15
Logistics and Supply Chain Management 2 days 16
5S – Five Steps to Effective Workplace Management 1 day 18
Persuasive communication in 5S implementation 1 day 19
Total Productive Maintenance 2 days 21
SIX SIGMA
Six Sigma for managers and sponsors 1 day 24
Six Sigma Yellow Belt Training 2 days 25
Six Sigma Green Belt Training 10 days 27
Six Sigma Black Belt Training for Green Belts 10 days 28
Coaching – workshop on Six Sigma projects for the participants of GB and BB Training 1 day 29
1
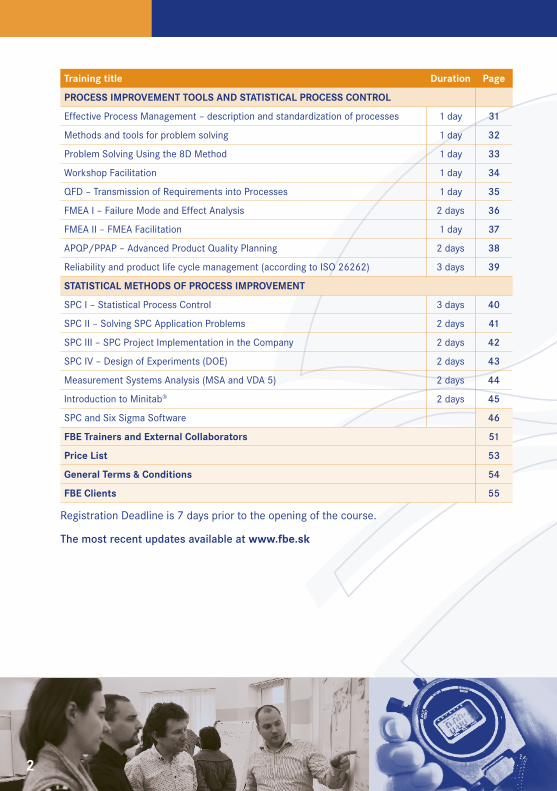
Training title Duration Page
PROCESS IMPROVEMENT TOOLS AND STATISTICAL PROCESS CONTROL
Effective Process Management – description and standardization of processes 1 day 31
Methods and tools for problem solving 1 day 32
Problem Solving Using the 8D Method 1 day 33
Workshop Facilitation 1 day 34
QFD – Transmission of Requirements into Processes 1 day 35
FMEA I – Failure Mode and Effect Analysis 2 days 36
FMEA II – FMEA Facilitation 1 day 37
APQP/PPAP – Advanced Product Quality Planning 2 days 38
Reliability and product life cycle management (according to ISO 26262) 3 days 39
STATISTICAL METHODS OF PROCESS IMPROVEMENT
SPC I – Statistical Process Control 3 days 40
SPC II – Solving SPC Application Problems 2 days 41
SPC III – SPC Project Implementation in the Company 2 days 42
SPC IV – Design of Experiments (DOE) 2 days 43
Measurement Systems Analysis (MSA and VDA 5) 2 days 44
Introduction to Minitab® 2 days 45
SPC and Six Sigma Software 46
FBE Trainers and External Collaborators 51
Price List 53
General Terms & Conditions 54
FBE Clients 55
Registration Deadline is 7 days prior to the opening of the course.
The most recent updates available at www.fbe.sk
2
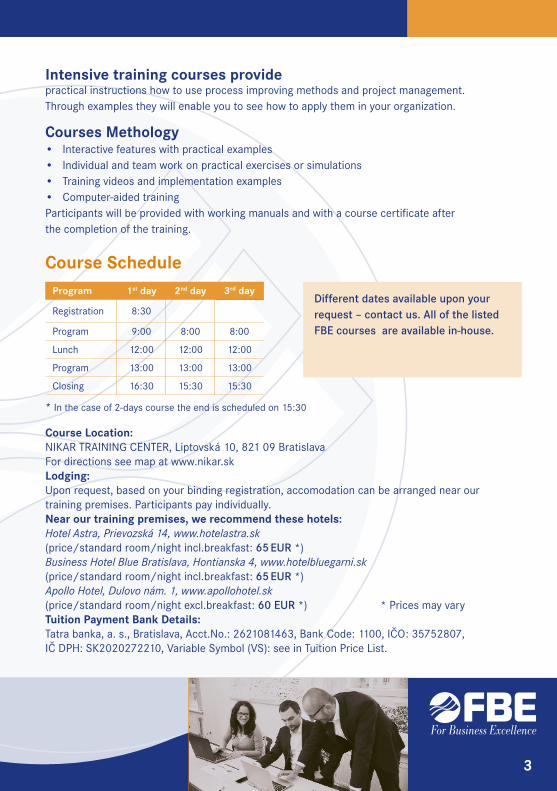
* In the case of 2-days course the end is scheduled on 15:30
Course Location:NIKAR TRAINING CENTER, Liptovská 10, 821 09 BratislavaFor directions see map at www.nikar.skLodging:Upon request, based on your binding registration, accomodation can be arranged near our training premises. Participants pay individually.Near our training premises, we recommend these hotels:Hotel Astra, Prievozská 14, www.hotelastra.sk
(price/standard room/night incl.breakfast: 65 EUR *)Business Hotel Blue Bratislava, Hontianska 4, www.hotelbluegarni.sk
(price/standard room/night incl.breakfast: 65 EUR *)Apollo Hotel, Dulovo nám. 1, www.apollohotel.sk
(price/standard room/night excl.breakfast: 60 EUR *) * Prices may varyTuition Payment Bank Details:Tatra banka, a. s., Bratislava, Acct.No.: 2621081463, Bank Code: 1100, IČO: 35752807,IČ DPH: SK2020272210, Variable Symbol (VS): see in Tuition Price List.
Intensive training courses provide practical instructions how to use process improving methods and project management. Through examples they will enable you to see how to apply them in your organization.
Courses Methology• Interactivefeatureswithpracticalexamples• Individualandteamworkonpracticalexercisesorsimulations• Trainingvideosandimplementationexamples• Computer-aidedtrainingParticipants will be provided with working manuals and with a course certiicate after the completion of the training.
Different dates available upon your
request – contact us. All of the listed
FBE courses are available in-house.
Course Schedule
Program 1st day 2nd day 3rd day
Registration 8:30
Program 9:00 8:00 8:00
Lunch 12:00 12:00 12:00
Program 13:00 13:00 13:00
Closing 16:30 15:30 15:30
3
Implementing Industry 4.0 in Lean organisation
Goals• Gainin-depthknowledgefromup-to-datecasestudies,real-lifeexamplesandbest
practices• Exploreopportunitiesforparticipants’companywiththeguidanceofexperiencedexpert
Content Key technologies and drivers of Industry 4.0 • WhatarethecoreconceptsanddrivingideasofIndustry4.0?• Enablingtechnologiesinthefactoryofthefuture• IntroductionofnewconceptsforproductionITHow to create an Industry 4.0 roadmap with a technology focus• MethodologytointroduceIndustry4.0inproductionprocesses• Howtocreatearoadmapofactivities• Exploringareasforpotential• ImplementationandevaluationLean Manufacturing and Industry 4.0.• ProcessoptimizationwithIndustry4.0• LeanprinciplesasanintegralpartofimplementingIndustry4.0• SupportingassemblyprocesswithIT• Generatingdatatocreatetransparency• Trackingandtracingapps.Successful implementation of Industry 4.0 application• Involvementandcommitmentofimportantstakeholders• AlignmentofITimplementationsonuserdemandsandprocessoptimization• AgreementonrulesforIndustry4.0applications• Nextsteps
1 day
4
Balanced Scorecard and Eficiency MeasurementTranslating strategy into processes and measuring the state of an organization
GoalsTo demonstrate on practical examples how the Balanced Scorecard methodology increases the eficiency of:• translatingvisionandstrategyintocompanyobjectivesandKPI,• communicatingstrategyandmeasuringachievedresults,• planningandmonitoringstrategicimprovementinitiatives,includingSixSigma
and Lean Management,• toassurelearningandstrategicfeedback.
Content What is the Balanced Scorecard and why to use it • Examplesfrommanufacturingcompaniesandservices(Telco,IT,inancial)• Goalssettingandperformancemeasuring• HowtocreateaneficientKPI(KeyPerformanceIndicators)systemCreating a strategic map for the Balance Scorecard• Relationsbetweenstrategicgoalsoffromtheinancial,customerandprocessperspective
and the perspective of learning and growth; Making a strategic mapDeveloping a system of setting and measuring goal values• Theinancialperspective–measurementandevaluation• Thecustomerperspective–measurementandevaluation• Theinternalprocessperspective–measurementandevaluation• Thelearningandgrowthperspective–andevaluation
Choosing strategic actions to achieve goalsImplementation of the Balanced Scorecard in the company• RelatingtheBSCtostrategicandoperationalplanning• BSCcascadesfordifferentlevelsoftheirmandtheirconnection• Relatingtothepersonalgoalsoftheemployees–practicalexamplesDealing with practical issues connected with the use of Balanced Scorecard• DesigningandusingoftheBSCintheareaswheretrainingparticipantswork
1 day
5

Process Improvement – Financial and Administration Services
Goals• Useexperience-basedtrainingtodemonstratethemethodsofincreasingprocess
eficiency in services with the focus on inances, business processes, IT, telecommunications and other services with the highest “ofice“ processes.
• Bysimulationsshowthebeneitsofapplyingmethodsforimprovingservicesprocessesand their impact on cooperation with internal and external customers, and removing barriers between departments of the company.
• Showopportunitiesforimprovementofprocesses,whichareoftenhiddenbehindthe“operational blindness“ and plan the possibilities of applying these in participants‘ context.
ContentWhat is the difference• Whyisitnecessarytomakeprocessesmoreeffective• Simulationworkinairmwithafocusonserviceprocesses(irstround)Evaluation of opportunities for process improvementMapping of current state and set of processes• ProcessesMaps.Measuringtheeffectivenessofprocesses• Qualityofactivitiescarriedoutinprojectsandprocesses• Whatbringsvalue?Mappingofvaluestreams(VSM-ValueStreamMapping)Tools for improving the eficiency of processesLean implementation, eliminating waste• Wastageinnon-manufacturingprocesses• Analyzingwhichprocessesaddvalue.Analysisofwasteandtheirelimination• Processeffectivenessmeasurement.Proposalforfuturestatewithoutwaste• Organizationofworkplace.Visualization• SettingupprocessesbasedonthemapoffuturestateConclusion and applying in participants‘ context• Summaryof“best practices“ for the service processes• Improvementplanwithinascopeoftrainingparticipants
Course was excellent „eye-opener“. It helped to understand that irst a knowledge of the whole system is necessary and then it is possible to make effective adjustment of the processes.
Vlasta Sásová, Tatra banka a.s., Training department
2 days
6
TQM I – Process Improvement Planning
and Eficiency Measurement
ContentHow to Increase Process Eficiency? Systems of Continuous Process Improvement. Lean Management and Six Sigma and Why to Apply Them.• Casestudyofprocessimprovementinanorganization.Video.Problemsidentiicationininternal customer relations, and their impact on outside customer satisfaction.• Trendsinmanagementsystems.RelationshipbetweenISO9001,IATF16949,Kaizen,Lean Management and Six Sigma. EFQM Excellence Model in practice.Strategic Improvement Planning – Customer Orientation• Processdescriptionwithdeininginternalandexternalcustomersandsuppliers,deining resources and limits. Customer requirements and needs, and indicators of their fulilment.• Strategicvision,missionandrequirementsofstakeholders.• Identiicationofcriticalsuccessfactors.Useofmanagerialstatisticaltoolstodeinepriorities in improvement planning.• Matrixofcriticalfactorsandprocesses.• Goalsandimprovementmeasurement.KPI(KeyPerformanceIndicators).• ApplicationoftheQFD(QualityFunctionDeployment)methodinplanning.• Procedureofchoosingprojects.LeanSixSigmacomparedtotraditionalprocessimprovement.Benchmarking and Improvement• Improvementmethodologybasedoncomparisonwiththebest(benchmarking).• Practicalapplication.Goalsofeficiency-increasingprojects.BSC – Balanced Scorecard• Practicalapplicationofasystemtotransferstrategiesintoobjectivesandperformance measurement.Project Goals and Motivation for Process Improvement• Projectgoalsdeinitionandbeneitsmeasurement.• Buildingacorporateculturethatsupportsprocessimprovement.Motivationforimprovement.• Experiencesfromimplementationofprocessimprovementmotivationalsystemsincompanies.
Transferring Customer Requirements and Evaluation into Continuous Improvement of Internal Company Processes. Practical Experience from Implementation in Car Production Industry, other Production Industries and in Services (inancial, IT, etc.).• Presentationofdomesticandinternationalexperience.
2 days
7
TQM II - Process Improvement Methodologies
Lean and Six Sigma
Content Application of Lean and Six Sigma Tools to Increase Eficiency and Quality• Procedure and key factors of successful implementation of Lean and Six Sigma.• Continuous improvement, Kaizen, PDCA Cycle of improvement.• Lean Six Sigma projects based on DMAIC methodology.Simulation of Process Improvement, “Sticklebricks” Game• Experience based training – demonstration of quality and effectiveness improvement in processes.Procedure of Six Sigma Improvement Projects• Deinition of improvement project. Project charter.• Process performance measurement and goals for quality and effectiveness improvement.• Process mapping and setting KPI (Key Performance Indicators).• Process analysis. Statistical tools implementation.• Proposal and selection of measures for process improvement. Action plan.• Control and standardization of processes.Lean Management• Foundations and procedures of Lean Management.• Identiication of “burning platform”. Goal setting for Lean implementation.• Process analysis in terms of added value and cycle time.• VSM – Value Stream Management.• Procedure of creating Lean processes. Value Stream Design.Implementation of Process Improvement and Six Sigma in Production and Services• Management of Six Sigma and Lean improvement projects.• Examples of successful implementation and overcoming of potential obstacles.• Presentationofexperienceanddiscussionaboutimplementationintheareaofparticipants’ competence.
Finally, even Slovakia kindly accepted the continuous improvement method. These seminars also have a share in this success. Ing. Igor Krátky, Quality Manager, SLOVALCO, a. s., Žiar n. Hronom
2 days
8
LEAN MANAGEMENTCourse and Course Focus Duration
Lean Professional Certiication 1 day
Lean Management I 2 days
Lean II – Value Stream Management 2 days
Lean III – Shoploor Management 1 day
Lean IV – Productivity and Work Norming 2 days
Standardization of Production Processes (Standard Work) 1 day
Logistics and Supply Chain Management 2 days
5S – Five Steps to Effective Workplace Management 1 day
Persuasive communication in 5S implementation 1 day
Total Productive Maintenance 2 days
FBE training courses connected the latest trends in the realm of Lean Production and quality management with examples directly from our company. They opened our eyes many times. They showed VW SK that things can always be done better and more effectively.
Dagmar Wittgruberová, VOLKSWAGEN SK/ VOLKSWAGEN A. G.
Volkswagen SK was the irst company in Central and Eastern Europe to win a “Automotive Lean Production“ prize.
9
LEAN Professional Certiication
Content
• ObtainingLeanProfessionalCertiicateafterLeanmanagementcoursesparticipationandafter presenting a project, which will relect application of Lean into practice.
• ExchangeofpracticalexperiencewithLeanprojectimplementationwithotherpeopleinterested in certiication.
Lean Professional CertiicationRequirements for awarding Lean Professional certiicate Duration
1. Participation in public courses of Lean Management I and Lean Management II 2 x 2 days
2. Completion of public courses focused on Lean Management from the selections listed in the chart
together 4 days
3. Give a inal presentation that demonstrates ability and practical application of chosen Lean methods
1 day
1 day
10
LEAN Management I
Content
An experience-based training focused on the implementation of Lean Management methods to increase the effectivity, lexibility and quality of processes. Lean Organization in Practice• ExamplesofautomobileproductioncompanysystemsthatarebasedonLeanprinciples.• WhatisLeanManufacturingandhowareLeanPrinciplesappliedintheieldofservices.Simulation of Lean Implementation in an Organization through the “Stickletrain” Game• Howtoeliminatewastesinprocesses.• Goalsofperformanceincreasing.• Applicationtotheproductionsystemandapplyingtheprinciplesinparticipant’sareaof competence.Process Description and Analysis• ValueStreamMapping(VSM).• Processcycletime.Calculationoftransactioncosts.• Standardizedwork.Customerandprocesstact.• Layoutsupportingleanprocesses.Selected Lean Management Tools in Practice• Visualizationinpractice.Preventionoferrors.• Applicationof“5S”.Application of the Pull System• ApplicationofthePullsystem(byprocesscustomers)throughthegame“One-piece-low”.• VideoofKanbansystemimplementationinacompany.
Process Optimization Lean Management Implementation Procedures• Companyassessment.Projectsofimplementationofthe“lean”systemsandtools.• CriticalsuccessfactorsandforceieldsanalysisofLeanManagementimplementation.• Practicalexperience.Applicationintheareaofparticipant’scompetence.
The training is accredited by the Ministry of Education, Science, Research and Sport of the
Slovak Republic.
2 days
11
LEAN II – Value Stream Management (VSM)
GoalsFollowing the Lean Management training, to provide a methodology of mapping, analysis, and improvement of value streams in manufacturing and services.
ContentHow to Achieve Effective “Lean Processes”?•Settinggoalsintermsofcustomervalue,capability,availability,capacityandlexibility.•Shorteningcontinuousprocesstime.• Identifyingandremovingeightmajortypesofwaste.•Choosingthevaluestream.Mapping the Current State of the Process•Mappingpreparation(processes,informationgathering).•Compilationofthecurrentstatemap.•Customersandtheirrequirements,suppliers,processes.•Processattributescommunicationwithinthevaluestream.•Onwhatdatadoweneedtofocusandhowtocollectthem?•Howtochoosetherightbalancebetweendetailsandclarity.Lean Metric Identiication•Howtochooseameasurementmethodwhichallowsustomonitorprocessimprovement andwasteelimination?•Creatingalistofkeymetricsandspeciiccustomergoals.• Identiicationofwastetypesinthevaluestream.Processcycletime.Settinggoals.Mapping Future state•Customerrequirements.Continuousstreamtools.Creating and implementing improvement plans•Tasksetting(roadmap).•Moredetailedspeciicationofindividualtasksandcreationofactionplans.Solving practical issues associated with the implementation of Lean and software support•Feasibilitystudy.•Dificultieswhileimplementingimprovements.
The training is accredited by the Ministry of Education, Science, Research and Sport of the
Slovak Republic.
2 days
12
LEAN III – Shoploor ManagementDirect Improvement in the Production Plant
Goals•Withtheuseofpracticalexamplesfromproductionplants,topresentandpractice the methods of process managements in production plants using visual boards, team meetings to describe problems, analyse their causes, and search for solutions that lead to the elimination of wastage and improvement of process quality.
ContentIntroduction to Shoploor Management•WhatisShoploorManagement,whendoesacompanystartwithitsapplication?•Whathavewelearned?ExperiencefrompracticalapplicationincompaniesVisualization and Regular Problem Solving Directly in the Plant•Recordingoftheproblemsinacompany;Paretoanalysis•ProblemssolvingbyA3•Removalofrootcauseinsteadofrepressingsymptoms•MonitoringtheeficiencyofcorrectivemeasuresQuality Circles•Specialpositionof(non)qualityduringproblemsolving•Goalsofthequalitycircles,contentofmeetingsandsolutionimpulses•Proceduresandmethodologiesusedinqualitycircles(Ishikawa,5Why...)•ErrorcatalogueandvariabilityofprocessesGemba•WhatisGembaandwhoexecutesit?ThecourseofGemba•Whattofocuson;ResultsandoutputsofGembaEscalation of Problems•How,when,andtowhomtoescalateproblems?•Organisationalstructureforproblemsescalation•ReturntoshoploorlevelKaizen and Continuous Improvement•“Kaizen”methodology.Othermodelsofcontinuousimprovement•BoardsforKaizenandcontinuousimprovement•Formalsideofimprovement(intellectualproperty,rewards,andmotivation)
1 day
13
LEAN IV — Productivity and Work Norming
Methods MTM and MOST
Goals• Introducebypracticingseveralanalysismethods,measurementsandworknorming• Testingtheimplementationofselectedmethodsinthepractice• Discussthepracticalissueswhenthesemethodsapplicableinparticipant’swork
ContentsHow to achieve high work productivity?• Theimportanceofmeasuresandworkanalysisatachievinghighproductivity• Worklowandeliminationofidleinprocesses• Howtodeterminethetimeconsumptionineachoperation• Selectionofmethods–direct/indirectDirect methods of work measurements•Snapshotofaworkingday.•Chronometry.Indirect methods of work norming – MTM, MOST • Howtodoananalysisinworklowoperationsintoelementarymoves• Timeconsumptiondemandindexing• ExamplesofmostlyusedmethodsMTM Method (Methods-Time Measurement) • Measurements,TMU• Movescategories• TypesofMTM• ApplicationofMTMmethod• SpecialcasesMOST Method (Maynard Operation Sequence Technique) • ThedifferencesbetweentheMOSTandMTMmethods• TypesofMOSTmethods• Typesandmovesequences• BasicMOST• PracticalmethodimplementingImplementing of methods in the participant’s work areas
The Course is intended for the production and/or engineering department staff; engineers and/or technology advisors and other technical managing staff involved in the work measurements and its effectiveness in corporations.
2 days
14
Standardization of Production Processes (Standard Work)
Goals• Useexperience-basedtrainingtoshowtheimportanceofprocessstandards
in manufacturing and services. • Showpracticalproceduresforcreatingprocessstandards,includingthevisualization customized by the user.• Comparedwithbestpractice,identifyopportunitiesforimprovingthecreation
and enforcement of process standards in terms of training participants.
ContentWhy is the standardization of processes and procedures important?• Anexperience-basedtrainingwithaprocesssimulationthathastobestandardized• ExamplesofhowtheapplicationprocessstandardsandmanagedPDCAcyclewillachieve
better results in comparison with the application of non-standardized procedures.• Generalizationofexperienceanddemonstrationofexamplesfrompractice(visualization,
examples)How to explain to collaborators WHY to follow standards How to create and maintain optimal process standards? • Createademonstrationofprocedureswithvisualizationforselectedprocesses• WhatistheoptimalprocedureandHOWitisimplemented• DocumentationandvisualizationofprocessstepsHow to drag employees to take over the responsibility for maintaining optimalstandards and their strict observancePutting into practice in production processes•Troubleshootingofapplicationproblems.Actionplanforapplyingprocessstandardization
Beneits of standardized workAllows the company to• Reducethevariabilityofprocesses,eliminatewasteandreducecosts• Improvequalityandreduceprocesstimewithoutincreasingtheburdenonpeople• Maintaintheorganizationalknow-howAllows the employee to• Learn new tasks more easily• Identifyproblemsandcontributewithideastoimprovemoreeasily
1 day
15

Logistics and Supply Chain Management
Goals•ToprovideanoverviewofthemethodsandtoolsofLogisticsandeffectiveSupplyChain
Management. •Toshowhowtocooperatewithconcernedpartiesinordertoachieveahighlevelofadded
value for a customer and to remove pointless losses. •Toadopt“bestpractices”andgaininspirationsforyourownwork.
ContentIntroduction to Logistics and SCM•Leanandlogisticsprocesses•Handlingofdemandandlexibility•Practicalexamples
Main Logistics Processes•WarehouseManagement• Internallogisticsandsupplyingofproduction•MaterialManagement•SupplyChainManagement
Warehouse Management•Typesofwarehouses:supermarkets,addressed/chaoticwarehouses,ixedwarehouses,
etc.•Strategiesandplanning:accesstowarehousesuppliesintime,distancefromproduction,
storing spare parts, storage costs •Transportsystems•Commissioningandmateriallow
Material Management•Assessmentofconsumption•Disposalofmaterials•Stocktaking•Externallogisticsandtransport
2 days
16
Internal Logistics and Production Management•Typesofproductionandsuitablelogisticsprinciples(pull,pressure,JIT,JIS)• Formsofproductionsupply(operators,internalmilkrun,transporters,pipelines,etc.)• Informationlowsfromtheaspectofinternallogistics(kanban,heijunka,conwip,
IT systems, etc.)•ValueStreamManagement(VSM)inbrief
Supply Chain Management• Instabilityofcustomerordersandpredictingdemand• IntegrationofSCM(draftoftheproject,customercare,productionplanning,outsourcing)•Typesofsupplychains•Managementofsuppliers(selection,evaluation,development,andaudit)•Risksinsupplychains(TOC,cartelagreements,diversiicationofsuppliers,naturaland
political-economic conditions)
In the current insecure environment, lexibility becomes a condition of success, therefore speed becomes more and more important for sustaining competitiveness.
Tom McDaniel, “Of Tigers, Dinosaurs and Gazelles:
Deining Competitive Business Models in the New Europe”
17

5S – Five Steps to Effective Workplace Management
The course is intended for coordinators responsible for introducing and improving
the utilization of the 5S method, as well as for team leaders, internal trainers and
5S auditors.
ContentBeneits of 5S for the organization• Practicalexperienceandbeneitsofapplying5Sinorganizations• Impactof5Sonqualityandproductivityimprovementinacompany•FulilmentofrequirementsofISO9001andandIATF16949,chap.6.4Workenvironment
Seiri = Sort• Separatingthenecessaryfromtheunnecessary,eliminatingtheunnecessary•Creatingandfulillingcriteriaforeliminatingtheunnecessary•Settingprioritiesandadheringtothem
Seiton = Set in order• Placingeachobjectintherightplace•Effectivenessoflayout•Eliminationofwasteemergingduetoimperfectplacement
Seiso = Shine (Maintaining a clean workplace and control)•Conductingacleanupcampaign
Seiketsu = Standardize•Visualmanagement;Constandadherencetoorder,layoutandcleanness•Standardizationtools;Colorcoding
Shitsuke = Sustain• Creatingpermanenthabits,motivatingyourselfandotherstowardsmaintaining
the system
Implementation program and further 5S application procedure in participants‘ environments.
1 day
18
Persuasive Communication in 5S Implementation
The training is designed for team leaders, managers or other staff responsible for the
practical implementation of the 5S system at the workplace or department. The training is
aimed at communicating changes and supporting implementation.
The training does not include the 5S technical methodology.
Goals• Developparticipants‘communicationskillsforsuccessful5Simplementation
• Learnhowtocommunicatesothatotherworkerscanunderstand5Sactivities
and they can get involved
• Learnhowtoworkwithemployees’objectionsandminimizeimplementationresistance.
• Getacquaintedwiththeproceduresformanagingdificultcommunicationsituations
in 5S activities
• Strengthencommunicationskillsforconstructiveleadingof5Saudit
ContentOur situation and communication risks• Arewegettingstartedwiththeimplementationorarewealreadyhavingatechnicalchan-
gebehindus?• Whataretherisksofnottakingthe5Ssystemintopractice?• Implementationthatfailedourexpectationsandwhatnow?• ImportantnextstepsImplementing 5S is a change• Changeofworkenvironment,standardsandprocedures• Survivingthechangeandhowtosupportit• Adaptabilitytochange• Changecommunication-Applicationon5SImplementationCommunication when implementing 5S • Communicationof5Ssystem,persuasivecommunicationwiththeteam• Argumentationbybeneits,WIFMsfor5Simplementation• Motivationforimplementation
1 day
19

Challenging situations in 5S audits• Overcomingemployeeobjections• Dealingwithnegativeemotions• Involvingpassiveteammembers• ManagingaproblemworkerSolution of practical situations from participants‘ practice• Analysisofpracticalsituationsfromparticipants‘practice• IdentifyandpracticetherightmethodWorking with a personal development plan
At the training, participants will work with lecturers‘ video clips of the 5S implementation and
learn practical communication techniques to handle typical implementation situations from their
practice.
20
Total Productive MaintenanceThe TPM – “Total Productive Maintenance” course is intended mainly for lead workers of production and maintenance, foremen, leaders of work teams and specialists.
Goals• ToexplainthemainprinciplesofTPMandtopracticetheirapplicationinpracticethrough
practical exercises.•ToplanandpracticeingroupsfurtherproceduresforTPMimplementationinparticipants’
work in their own organization.
ContentHow to Achieve High Productivity• Causesoffailuresandmistakes• Impactofmachinery,operation,environmentandoverallconditionsonproductivity•Why,whenandhowtodomaintenance•Motivationexamples(videoexamplesfromJapaneseandAmericancompanies)•Whereweareandwhereweneedtogetinordertobesuccessful
What is TPM? • FourlevelsofmaintenancedevelopmenttowardsTPM• ImportanceandgoalsofTPM•Examplesfromapplicationinautomobileindustryandotherproductionsectors
Increasing Eficiency of Machines and Mechanisms• Sixbiggestwastes;Calculationofindicatorsofaccessibility,performanceandquality•Determiningtheoveralleffectivenessofmachinery;Settingimprovementgoals
Tools and Procedures of TPM in Practice • Determiningcriticalpoints,puttingtogetheraworkplan,timeplan.Implementationand
control • Autonomousandpreventivemaintenance.ImportanceofteamworkinTPM
Application of Acquired Procedures on Speciic Tasks • Creatingyourownplans;Evaluatingtheextentoftaskfulilment
2 days
21
SIx SIGMA
(Lean) Six Sigma Certiication Programmes Overview
Training Workshop Content Duration
SIG
Managers, sponsors and
champions (they assign and
approve projects)
Alignment of (Lean) Six Sigma implemen-tation with business strategy;How to support (Lean) Six Sigma projects (system, competencies);Selection of projects, setting goals and measuring beneits
1 day
YBYellow Belt
(team members)
The Six Sigma methodology and processes improvement tools for project team members and for other persons interested
2 days
GBGreen Belt
(leaders of minor projects)
Analysis and processes improvement tools according to DMAIC; Preparation for project management. Project implementa-tion with measurable beneits
10 days
BB
Black Belt
for GB graduates
(leaders of major projects)
Managing of advanced statistical tools of problem-solving and change management; Project implementation with measurable gains
Follow up8 days
C–B
Coaching – workshops with
participants of Six Sigma GB
projects and BB training
Solving of Six Sigma practical project questions
individual
MBBMaster Black Belt *
(coach GB a BB)
Preparation of experienced Black Belts to expertly conduct the Six Sigma program-mes and to coach GB and BB
special
* MBB Content and schedule of preparation shall be individually agreed on with the interested persons on the basis of their previous experience in the position of Black Belt and the needs of their company. The professional guarantee and the lead lecturer of the MBB certiication programme is DanJ.Sommers.
Dan Sommers is Founder of the Quality Innovation Institute, USA. He worked for the GENERAL ELEKTRIC Lighting company, Cleveland, Ohio for 20 years in the positions of Black Belt, Master Black Belt, and Quality Manager. Later he worked for the Six Sigma Academy, USA. He has ledprojects of improvement in numerous countries, for companies such as DuPont, the FordMotor Company, Textron, United Health Care, ITC Limited, and Arcelor-Mittal Steel.He cooperates with FBE in the MBB certiication programme.
22

Employees of the following companies recently successfully completed Six Sigma training courses along with projects of improving effectiveness:
• Manufacturing industry – ELE Advanced Technologies, FRANKLIN ELECTRIC, GETRAG FORD Transmissions Slovakia, GGB Slovakia, Hella Slovakia Front-Lighting, HPBO Czech, HPBO Slovakia, MIBA Steeltec, Nafta, Nexis Fibers, Nobel Automotive Slovakia, Oxymat Slovakia, Pankl, PPC Čab, Protherm Production, SE Bordnetze – Slovakia, Sensus Metering System, Slovnaft, SWEDWOOD Slovakia, SWEP Slovakia, Vacuumschmelze, Vaillant Industrial Slovakia, Visteon Interiors Systems SK, VOLKSWAGEN Slovakia, ZF Slovakia and others.• Service–ALLIANZ-Slovenskápoisťovňa,Československáobchodnábanka, Dexia banka, EDM, Gefco, SEPS, Soitron, Tatra banka, Winterian, Wüstenrot stavebná sporiteľňa,Západoslovenskáenergetikaandothers.
FBE trainings and seminars enabled us to look at daily problems from thedifferent perspective. They helped us to persuade people that Lean and Six Sigma make a sense and can bring long-lasting beneit.
Beata Altansukh, Head of Process Management DepartmentTatrabanka a.s.
The investment to Lean Six Sigma trainings showed to be one of the best investments our company could do. Our people changed their thinking. They are better preparedto come with solutions enabling us to beat our competitors.
Christophe Baptiste, Plant ManagerGETRAG FORD Transmissions Slovakia s.r.o
The best way to evaluate an instructional program is to determine whether participants use acquired knowledge and skills in practice. Even though I work in HR, the manual from the FBE training is on my desk and I use it every day. As part of the training, each participants worked out his own Six Sigma project. My project at the end contained a task list of 30 items about what we will change and how we will do it.“
Ján Matejovič, training department ALLIANZ – Slovenská poisťovňa, a.s.
23
Six Sigma for Managers and Sponsors
Proceduresforselectingimprovementprojectandmeasuringtheirperformance.
AnoverviewoftheSixSigmamethodologyforprojectmanagersandchampions
and sponzors.
ContentReasons for Six Sigma application• CasestudiesofSixSigmaimplementationinanorganization(video)• AdvantagesofSixSigma(“businesscase”)• Relationshipwithothermanagementsystems• (Lean)SixSigmaroadmapChoosing and deining projects – plan for improvement of process performance • Descriptionoftheprocessanditscustomers• Identiicationofcustomerrequirements(Voiceofthecustomer–VOC)andtheir measurement• Settingcriticalsuccessfactors• Matrixofcriticalfactorsandprocessesthatleadtotheirachievement(X-Y)• Comparisonofcurrentperformancewiththebestpractices• SelectionofSixSigmaprojectsProcess improvement using Six Sigma methods. DMAIC methodology and tools• Toolsofdeiningproblemsandprocesses;SIPOC;Measuringprocesses• Analysisofkeyproblemcauses;Toolsforvarioustypesofprocesses• Proposalsandselectionofimprovementmeasures;Measuringeconomicadvantages of projects • Managingaprocess;Standardsandmethods;EvaluatingqualityandeficiencyProgram of implementing Six Sigma in an organization; Six Sigma projects Evaluation of advantages• Trainingandjobsof“BlackBelts”,“GreenBelts”andothersinvolved• Choosing,conductingandevaluatingSixSigmaprojects• IntegrationwithmanagementsystemsPractical experience from application of Six Sigma methods and tools in production
and services companies
For more information about the implementation of Six Sigma, see www.sixsigma.sk
1 day
24
Six Sigma Yellow Belt Training Six Sigma procedures and process improvement tools for problem-solving team members and for others interested in (Lean) Six Sigma.
ContentAbout Six Sigma and its beneits• Examples of (Lean) Six Sigma projects in both services and manufacturing• The DMAIC improvement project methodology – Road MapDeining opportunities and project improvement• Problem description, process description, SIPOC diagram• Costumers’requirements,goalsoftheimprovementprojectMeasurement of process indicators and customer satisfaction• Identiication of process indicators• Process variation and its measurement• Collecting process data and performance measurementAnalysis of process data and identiication of causes of problems• Detailed description of “AS IS” process. Graphical tools for process analysis• Statistical tools for process analysis• The “Why” diagram. Multivoting. Root cause identiication Process Improvement• Proposal and selection of improvements. The “Why” diagram• Lean Six Sigma Toolbox process improvement• Description of a new, “TO BE” processesManaging and controlling the new state• Process Improvement Standardization• Process monitoring using the SPC diagram• Presentation of resultsPractical experience from service and manufacturing irms and dealing with the most common problems associated with the application of Six Sigma
During the training participants can use either their own software (e.g. Minitab) or “Six Sigma for Excel” which will be provided free of charge. If interested, they can also buy “Six Sigma” for a discount price.
For more information about the implementation of Six Sigma, see www.sixsigma.sk
2 days
25
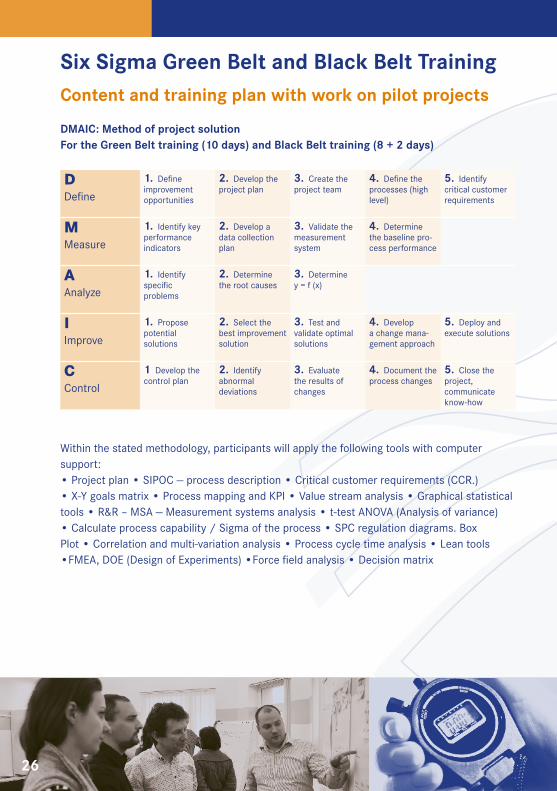
Six Sigma Green Belt and Black Belt Training
Content and training plan with work on pilot projects
DMAIC: Method of project solution For the Green Belt training (10 days) and Black Belt training (8 + 2 days)
D
Deine
1. Deine improvement opportunities
2. Develop the project plan
3. Create the project team
4. Deine the processes (high level)
5. Identify critical customer requirements
M
Measure
1. Identify key performance indicators
2. Develop a data collection plan
3. Validate the measurement system
4. Determine the baseline pro-cess performance
A
Analyze
1. Identify speciic problems
2. Determine the root causes
3. Determine y = f (x)
I
Improve
1. Propose potential solutions
2. Select the best improvement solution
3. Test and validate optimal solutions
4. Develop a change mana-gement approach
5. Deploy and execute solutions
C
Control
1 Develop the control plan
2. Identify abnormal deviations
3. Evaluate the results of changes
4. Document the process changes
5. Close the project, communicate know-how
Within the stated methodology, participants will apply the following tools with computersupport:•Projectplan•SIPOC—processdescription•Criticalcustomerrequirements(CCR.)•X-Ygoalsmatrix•ProcessmappingandKPI•Valuestreamanalysis•Graphicalstatisticaltools•R&R–MSA—Measurementsystemsanalysis•t-testANOVA(Analysisofvariance)•Calculateprocesscapability/Sigmaoftheprocess•SPCregulationdiagrams.BoxPlot•Correlationandmulti-variationanalysis•Processcycletimeanalysis•Leantools•FMEA,DOE(DesignofExperiments)•Forceieldanalysis•Decisionmatrix
26
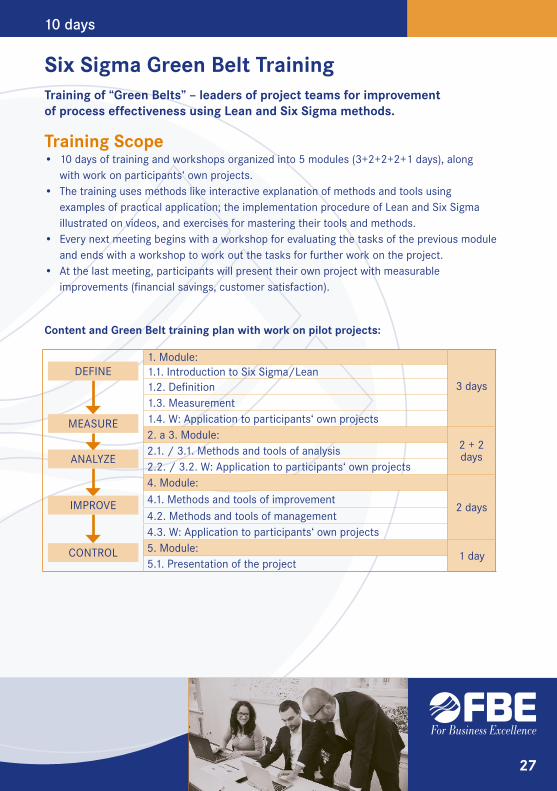
Six Sigma Green Belt TrainingTraining of “Green Belts” – leaders of project teams for improvement of process effectiveness using Lean and Six Sigma methods.
Training Scope• 10daysoftrainingandworkshopsorganizedinto5modules(3+2+2+2+1days),along
with work on participants‘ own projects.•Thetrainingusesmethodslikeinteractiveexplanationofmethodsandtoolsusing examples of practical application; the implementation procedure of Lean and Six Sigma
illustrated on videos, and exercises for mastering their tools and methods.•Everynextmeetingbeginswithaworkshopforevaluatingthetasksofthepreviousmodule
and ends with a workshop to work out the tasks for further work on the project.•Atthelastmeeting,participantswillpresenttheirownprojectwithmeasurable improvements (inancial savings, customer satisfaction).
Content and Green Belt training plan with work on pilot projects:
10 days
1. Module:1.1. Introduction to Six Sigma/Lean
3 days1.2. Deinition1.3. Measurement1.4. W: Application to participants‘ own projects2. a 3. Module:
2+2days2.1. / 3.1. Methods and tools of analysis
2.2. / 3.2. W: Application to participants‘ own projects4. Module:
2 days4.1. Methods and tools of improvement
4.2. Methods and tools of management 4.3. W: Application to participants‘ own projects5. Module:
1 day5.1. Presentation of the project
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
27
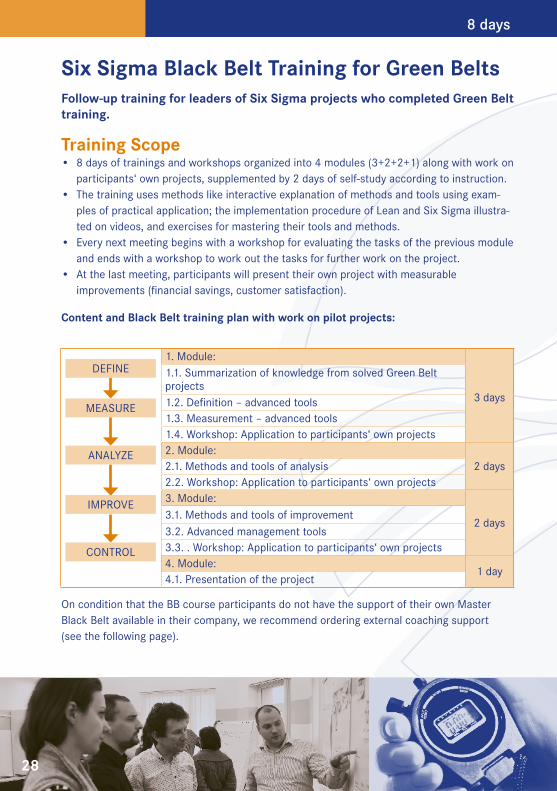
Six Sigma Black Belt Training for Green BeltsFollow-up training for leaders of Six Sigma projects who completed Green Belt training.
Training Scope•8daysoftrainingsandworkshopsorganizedinto4modules(3+2+2+1)alongwithworkon
participants‘ own projects, supplemented by 2 days of self-study according to instruction.•Thetrainingusesmethodslikeinteractiveexplanationofmethodsandtoolsusingexam-
ples of practical application; the implementation procedure of Lean and Six Sigma illustra-ted on videos, and exercises for mastering their tools and methods.
•Everynextmeetingbeginswithaworkshopforevaluatingthetasksofthepreviousmoduleand ends with a workshop to work out the tasks for further work on the project.
•Atthelastmeeting,participantswillpresenttheirownprojectwithmeasurable improvements (inancial savings, customer satisfaction).
Content and Black Belt training plan with work on pilot projects:
On condition that the BB course participants do not have the support of their own Master Black Belt available in their company, we recommend ordering external coaching support (see the following page).
8 days
1. Module:
1.1. Summarization of knowledge from solved Green Belt projects
3 days1.2. Deinition – advanced tools1.3. Measurement – advanced tools1.4. Workshop: Application to participants‘ own projects2. Module:
2 days2.1. Methods and tools of analysis2.2. Workshop: Application to participants‘ own projects3. Module:
2 days3.1. Methods and tools of improvement
3.2. Advanced management tools 3.3. . Workshop: Application to participants‘ own projects4. Module:
1 day4.1. Presentation of the project
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
28
Coaching – Workshop on Six Sigma ProjectsFor the Participants of GB and BB Training
Goals of the workshop – conducting workshops with a problem-solving team•ToprovidetheparticipantsoftheSixSigmaGreenBeltandSixSigmaBlackBeltcourses with individual or group support when solving their projects, normally directly in their working environment.• Ifneeded,tomoderateaworkshopmeetinginthecompanywiththeproblem-solvingteam for the project, managed by a potential Green Belt or Black Belt.•TosupporttheeffectivenessandsustainabilityofSixSigmaimplementationinthe company.
Form of implementation1-day meetings in the training participant‘s company, with an agreed schedule during the periods of GB and BB trainings.
ContentsContents of the sessions follow the structure of solving Six Sigma projects – DMAIC or its selected parts:
1. Deine the project: Identify customer requirements, understand existing processes, their inputs, outputs, and performance.
2. Measure: Establish a plan; collect and assess information on the current state of conditions. Veriicationofthemeasurementsystem’scapability.
3. Analyse: Assess the measured data using appropriate statistical tools of analysis. Identify root causes.
4. Improve: Establish a plan and test solutions to eliminate the root causes of problems.
5. Control: Establish and verify the system, ensuring that the solution will be implemented permanently. Prepare inal project presentation.
PriceThe price of coaching support will be calculated depending on the agreed scope of support, based on the requirement of the client of GB and BB trainings.
29
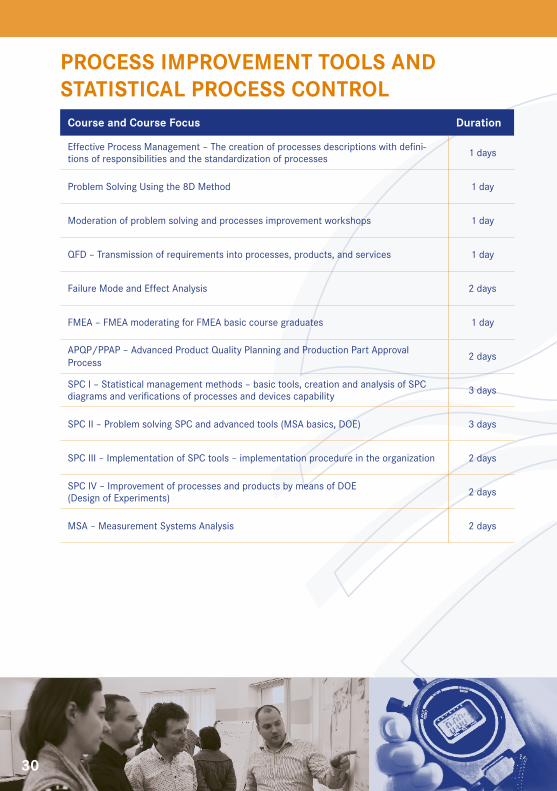
PROCESS IMPROVEMENT TOOLS AND STATISTICAL PROCESS CONTROL
Course and Course Focus Duration
Effective Process Management – The creation of processes descriptions with deini-tions of responsibilities and the standardization of processes
1 days
Problem Solving Using the 8D Method 1 day
Moderation of problem solving and processes improvement workshops 1 day
QFD – Transmission of requirements into processes, products, and services 1 day
Failure Mode and Effect Analysis 2 days
FMEA – FMEA moderating for FMEA basic course graduates 1 day
APQP/PPAP – Advanced Product Quality Planning and Production Part Approval Process
2 days
SPC I – Statistical management methods – basic tools, creation and analysis of SPC diagrams and veriications of processes and devices capability
3 days
SPC II – Problem solving SPC and advanced tools (MSA basics, DOE) 3 days
SPC III – Implementation of SPC tools – implementation procedure in the organization 2 days
SPC IV – Improvement of processes and products by means of DOE (Design of Experiments)
2 days
MSA – Measurement Systems Analysis 2 days
30
Effective Process Management – Description and Standardization of Processes The course is intended mainly for management and employees responsible for internal
company development and process description, standardization and improvement. It focuses
on organizations that want to further improve their process-oriented management system
andincreasetheeficiencyinutilizationofinternalresources.
Goals• Topresenteffectiveproceduresandstrengthentheabilitytoimplementinpracticemethods
of creating a customer-oriented organization process model, evaluating process effectiveness and their improvement.
• Inaccordancewiththemissionandvision,todeineamodelofcore,supporting and management processes, thereby deining input-output connections, resources and management of individual processes.
•Toidentifykeyprocessesandtocreateasystemmeasuringprocessperformance indicators.
ContentIntroducing Process Management in a company and process standardization • Examplesfromsuccessfuldomesticandinternationalcompanies•Process-orientedorganization.Impactoncompanyeffectiveness• ”Live”processmodelinaccordancewithrequirementsofISO9001andIATF16949Tools for describing processes and responsibilities • Core,supportingandmanagementprocesses;“CoreBusiness”•Processtreeandorganizationalstructure;Splittingupprocessesintoactivities•Processmappingandconnections;IDEF0methodology• Internalcustomerrelationships,processboundaries,physicalandhumanresources• Impactoftheprocessmodelonstraighteningoutcompetenciesandresponsibilities
for processes•Managementsystembasedontheprocessmodel•Practicalillustrationsusingsoftwaresupport• HowtomotivatecoworkerstocreateandutilizeprocessstandardsMeasuring and Monitoring Process Performance• KPI–Keyperformanceindicators,theirmeasurementandevaluationUsing the Process Model in Increasing Process Performance • Processmapping,analysisofvaluelow,LEANmanagement•Utilizingoptimummethodsinparticipants’ownconditions
1 day
31
Methods and tools for problem solving
Goals • Learnhowtoeffectivelymanagetoolsforproblemsolving.
• Gettheabilitytoselecttherighttooldependingonthetypeofproblemortaskyou
are solving.
• Analyzeanddesignasolutiontoataskorpracticalproblemandlearntoolstohelp
bringing the problem to a successful conclusion.
ContentTools for problem solving in practice.Introducing the methodology for structured problem solving • PDCAcycle(Plan-Do-Check-Apply)• Overviewofmethods.Whentoapplywhatmethodology?
Strategies for root cause analysis• Deinitionofproblems• Askingtherightquestionsanddetectsourcesofvariability• Approachesbasedonknowledgevs.convergentapproaches• Isolationofproblem• Contrastanalysis• 5xWhy?Typicaldominationofrootcauseproblem
Proposals for problem solving and implementation of countermeasures• Goodandbadsolutions(includingthemosttypicalmistakesinproblemsolution)• Howtoproposeagoodsolution,howtomakesureitworks• Implementingproblemsolution
1 day
32
Problem Solving Using the 8D Method
Goals Topresenttheeffectivestandardizedproblem-solvingmethodologycalled8D
(8 disciplines) for suppliers of the automobile industry (IATF 16949) with extended
application in various types of production, as well as in services.
The8Dprocessisaprocedureofdeterminingrootcausesandimplementingappropriate
corrective action. If necessary, the result of this method can be a change of the system that
will prevent further occurrence of a similar problem.
ContentWhy Use 8D Methodology• Exampleofresolvingacustomerreclaimandsubsequentcorrectiveandpreventive
actions • Fastandeffectiveproblemsolvingandcustomerprotectionfromunwantedresults
8D Methodology and Tools D0 – Prepare for the 8D process D1 – Establish the team D2 – Describe the problem D3 – Develop the interim containment actionD4 – Deine and verify root causesD5 – Choose and verify permanent corrective actions D6 – Implement and validate permanent corrective actions D7 – Prevent recurrence D8 – Recognize team and individual contributions
Keeping Records – 8D Report• Records,visualization,standardization
The 8D course is followed by the problem solving moderation training (see next page).
1 day
33
Workshop FacilitationModeration of problem solving and processes improvement
Improvingthetechniquesoffacilitationprocessandprojectteamsprovidesfortheability
tofocusontheteam’smostimportanttasksandmakesteammeetingtimemoreeficient.
Facilitation can professionally handle problematic situations and maintain the
concentration and direction of those involved. Members of improvement teams are more
able and motivated to actively cooperate in task solution.
ContentKey Success Factors of Facilitation Workshops • Motivationexamplesfrompracticalexperience•VideoilmofexamplesofteamproblemsolvingandprocessimprovementPreparing for Workshop Facilitation • Determininggoalsandexpectedoutputs•PreparingaworkshopplananddividingtasksProcedure of Workshop Facilitation • Tasksofthemoderator,workshopleadingtechniques•Handlingworkshopcommencement,maintainingteamperformance•ProceduresbasedonthePDCAcycle(Plan-Do-Check-Act)•VisualizingandunderstandingtheprocessEficient Utilization of Teamwork Tools When moderating – How to use various types of brainstorming, graphical process analysis, cause and effect diagrams, association maps and techniques for setting priorities, achieving consensus when deining conclusions.Problem Solution – Video training of Workshop Facilitation • Descriptionoftheproblem,deiningandverifyingcauses,proposalandsimulation
of implemented solutions, evaluation. Videotraining with feedback•Participant’splanoffurtherimprovement
We recommend completing the training course Problem Solving Using the 8D Method or
a similar problem-solving course prior to the Workshops Facilitating course (see previous page).
1 day
34
QFD – Transmission of Requirements into
Processes
TheQFDmethodologyoriginatedinJapan,whereJapaneseproducerssuccessfullyusedin
attheendofthe70’stogainincreasedcompetitivenessoftheircarsontheAmericanand
Europeanmarkets.ItgraduallyspreadfromJapantotheUSAandtoEurope.Today,QFDis
astandardmethodology(e.g.VDA4)usedinplanningprocesses,inproductandprocess
design and in process improvement in industry and in services. Its outputs provide for
effective introduction of the FMEA method and other improvement tools
Goals To help participants understand and practically utilize the Quality Function Deployment methods in company processes.
Content QFD – Customer requirements• Discoveringthe“voiceofthecustomer”anddeterminingimportance.Internalandexternal
customers•Evaluatingfulilmentofrequirementscomparedtothatofthecompetitionfromtheeyes
of the customer•Collectingandevaluatingdata.Discoveringcustomerrequirementscriticaltotheproduct
or process QFD – Technical parameters• Specifyingkeyprocessandsystemparameters–intra-companyqualitycharacteristicsQFD – Matrix analysis, setting goals and priorities• Creatingamatrixbetweencustomerrequirementsandtechnicalparametersofprocesses,
products or services•DeterminingcorrelationbetweencustomerandtechnicalparametersBenchmarking – comparing with the best • Analysisofcompetitionorcomparisonwith“bestpractices”QFD case study, examples and exercises. Illustrations of QFD application in practice QFD application in an organization • Solvingmattersofapplicationintheworkareasofcourseparticipants
We recommend completing QFD before participating in the FMEA course.
1 day
35
FMEA I – Failure Mode and Effect Analysis
FMEA is an analysis of failures and their effects with the goal of designing corrective measures that will eliminate existing or potential mistakes and failures. FMEA can be applied not only on production processes but also on services and inancial, social and other processes. The output of FMEA is taking effective corrective measures that will lower the risk that a potential failure entails. The determined risk priority number expresses the mutual relation between the failure severity and the probability of failure occurrence and failure detection. This provides comparison of individual failures and focusing on the failure causes.
Goals To help participants understand and practically utilize the tools for the identiication and elimination of identiied or potential failures and problems in the system, design, process or services before they appear at the customer.
ContentFMEA in quality assurance systems
FMEA goals and methodology • SystemFMEA,processanddesignFMEA(productandprocess)FMEA application process (with examples)• Deinitionofthestructureofthesystemanditscomponents•Descriptionoffunctionsandtaskscarriedoutbysystemcomponents•Failureanalysis–analysisofincorrectfunctionsforeachexaminedsystemcomponent•SettingthecoeficientsS,OandD•Thedeterminingtheriskprioritynumber(RPN)• Improvementpriorities•Recommendedaction(correctivemeasures)andmeasuringtheireffectiveness•Actionstaken.ForceieldanalysisSoftware support and practical examples of FMEA utilization in an organization
We recommend participating in FMEA after completing the QFD course.
2 days
36
FMEA II –FMEA Facilitation
Goals• FollowingtheFMEAtraining,FMEAFacilitationcourseenablestheparticipantstoacquire skills needed for effective team facilitation when applying FMEA.• TogiveexperiencedandnoviceFMEAfacilitators’feedbacknecessaryfortheirfurther improvement, with the help of an experienced FMEA teams trainer.
ContentEffective FMEA facilitation• Theroleofthefacilitator• FacilitationproceduresandtechniquesusedinFMEAtasks
Selecting and deining the role of FMEA• Deiningandverifyingtargets• DeterminingthescopeandtimeplanofFMEAimplementation• Describingsystemstructureanditscomponents• Practicalexercises.Feedbackonfacilitation,andtasksforimprovement
Facilitating the process of solving FMEA• Failureanalysis-incorrectfunctionsforeachstudiedelementofthesystem• Howtofacilitatequaliieddeterminationofcoeficients:Vz,Vs,Od• Howtohelpteamtoprioritizeimprovementsaccordingtolevelofsuppressionofcauses, and consequences of errors• Howtoevaluatetheeffectivenessoftakenmeasures• Practicalexercises.Feedbackonfacilitationandtasksforimprovement
Solving practical issues that a facilitator is facing• HowtoensurethemosteficientFMEAprocesslowaswellasretainanobjective evaluation and “co-ownership” of the team members to the results• Conlictsresolutionanddealingwithdifferentopinionsofteammembers• Proceduresstandardizationandadaptationtothespeciicsofthetask• Exchangingpracticalexperiencesandimprovementplan
The course is intended for people who have completed the FMEA training.
2 days
37
APQP and PPAP – Advanced Product Quality Planning and Production Part Approval Process
Goals In accordance with the requirements of IATF 16949, to adopt the methodology of and practice the tools of: • AdvancedProductQualityPlanning,whichleadstotheimprovementandgreatertransparency
of quality planning procedures and communication between suppliers and customers.• TheProductionPartApprovalProcess,whichleadstotheimprovementofstabilityand
competence of the production process, to the improvement of documentation, and also to the fulilment of the requirements of standards for automobile industry suppliers.
Content APQP – Advanced Product Quality Planning• WhyitisnecessarytoapplytheAPQPprocessinordertoachieveimprovementsinquality
and productivity• WhatstepsmustbetakenaspartofAPQP• WhattoolsandtechniquesareusedinAPQP• PracticalapplicationofanalyticalandplanningtoolsinAPQP• UsingteamworktoolsintheAPQPprocess• Howtoachievemeasurableresultsofimprovementusingcontrolplans• ApplicationoftheP–D–C–Acycle;Planning.Design;Validation;FeedbackandcorrectiveactionPPAP – Production Part Approval Process• Whenissubmissionnecessary?Submissionlevels• WhatstepsmustbetakenaspartofPPAP;Requirementsfortheprocess• WhattoolsandtechniquesareusedinPPAP;Practicalapplication• HowtousestatisticalmethodsinPPAPforcontinuousimprovement
FBE’s APQP/PPAP course helps participants to better complete the Qualiication program for new parts according to Formel Q Neuteile already from the concept stage, through the product and process planning stage, implementation stage, con-trol list to 2-day production and taking of 2-day production, and to achieve agreed quality standards and requirements on quantity of purchased parts according to time plans of VW AG concern.
Gabriel Kárpáty, Qualitätssicherung-Karosseriekaufteile VOLKSWAGEN SLOVAKIA, a.s.
2 days
38
Reliability and product life cycle management (according to ISO 26262)
Goals To effectively acquire the basics of reliability management needed for determination of failure time and reliability of products which are used:• Intheprocessesofdevelopment,designandtestingofproductsaccordingtotheISO26262 speciications for functional and security characteristics of products.• Indesigningandmanufacturingoftoolsintheprocessesofpreclusivemaintenance.
To understand and acquire the most common used terms such as MTTF, MTBF, Bathtub, Hazard function, S(t), R(t), used in the methodology of FTA (Fault Tree Analysis).MINITAB® software is used during practical exercises. Examples of implementation of these methodsinmultipleorganizationscouldserveasanexampleofsolutionsinparticipants’ownorganizations. It is expected that participants will have at least elementary knowledge of statistical and graphical methods of SPC..
ContentDeinition and basic indicators in reliability management• PDFprobabilityfunctionsandtheirdistributivefunctionsoffailuretimemeasurements.• DistributivefunctionsofFailuretimeF(t)andSurvivaltimeS(t).Parametricandnon-parametric determination of failure time F(t) respectively survival time S(t).Data collection for reliability management• Completeandcensoreddata,arbitrarydata.Assumed scripts and model of product’s end of life (parametrical)• Weibull,lognormal,exponentialdivisionandextremevaluesdivision.• Defectsfrequency(t)(Hazard)andUBathtubfunction.Design of testing plans for durability exams• DemonstrationtestplansandEstimationtestplans.Middle life time and life cycle of product• Defectsfrequencyanddefectsfrequencyduringproduct’slifecycleUBathtub.• MTTF,MTBF,MTTFF.Examplesofdefectivebehavior.
To apply reliability management methods on participants’ products and processes, the MINITAB® software will be used.
1 day
39
SPC I – Statistical Process Control
ContentPrinciples of continuous quality improvement – SPC team story• IllustrationoftheworkofaproductionteamthatappliesDeming’sphilosophyof
conti-nuous quality improvement and implements statistical process control methods. •VideoilmwithadetaileddescriptionoftheprocedureoftheapplicationofSPCtools.•SPCinISO9001,IATF16949andinSixSigmamethodology.
What, when, how and why control using SPC • ProcedureofsettingkeyqualityparametersandeffectivenessfortheapplicationofSPCGraphic tools of analysis and problem solving • Qualityimprovementcycle;Basictoolsfordeinition,analysis,correctionandprevention•Histogram;Paretoanalysis;Scatterdiagram• Ishikawadiagram;PracticalillustrationsofutilizationofgraphictoolsBasic principles of statistical process control • Processvariationsandimprovement;Probabilitydistribution•Sampleselection;Taguchi’slossfunctionSPC in measurement and comparing • HowtoprepareandanalyzeX-Rcontrolcharts•StabilitytestaccordingtoISO8258.X-R,X-SaXindiv-Rcontrolcharts•Controlchartsforattributesnp,p,c,u.Interpretationofcontrolchatsandpracticaluse•Examplesofcreatingcontrolchartsforvariousprocesses,usefuladviceforapplicationProcess and machine capability analysis • CalculatingandinterpretingprocesscapabilityindexesCp,Cpk,Pp,Ppkandmachine
capability analysis indexes Cm, Cmk, supplemented by practical examples Using computers tools in SPC. Practical exercises• Collecting,analyzingandpresentingdatafromprocessesusingcomputerprograms; Practical examples of data analysis
SPC I–III participants may use either their own software (Minitab or another) or software “SPC for Excel“, which will be lent to them during the training and can be purchased at a discounted price.
3 days
40
SPC II – Solving SPC Application Problems
ContentUtilization of SPC•ExperiencewithpracticalapplicationofSPCincompanies.•Casestudy(supportedbyavideoilmandcontrolcharts)thatdescribeshowaJapanese
company utilizes SPC. By showing solutions to practical problems, it illustrates the bene-its of SPC in identifying and solving quality control problems.
Special Cases of SPC•ApplicationofSPCinnon-standardsituations(e.g.batchproduction)•SPCincontinuousprocesses.Monitoringtimeintervals•Parallelprocesses.Groupdiagrams.Specialprocedures•ExamplesofsolvingSPCproblemsfromvariousorganizations•ComputersimulationsofsolvingproblemsusingSPCmethods
MSA – Measurement Systems Analysis•Precision,linearityandstability•Repeatabilityandreproducibility•MSAprocedureusingcontrolcharts•Practicalapplicationusingcomputerprograms
Quality improvement using DOE methods •SPCandDesignofexperiments(DOE)•FundamentalsofDOE.Factoranalysis•Procedureofdesigning,realizing,analyzingandapplyingqualityimprovementusingDOE
methods in quality management systems•Practicalexamples.ComputersoftwareforprocessimprovementusingDOEmethods
SPC I–III participants may use either their own software (Minitab or another) or software “SPC for Excel“, which will be lent to them during the training and can be purchased at a discounted price.
2 days
41
SPC III – SPC Project Implementation in the
CompanyThe training focuses on effective mastery of the procedures for introducing statistical process control in production and services companies. Participants will get acquainted with examples of successful application in other companies. Through case studies, they will receive instruc-tions on how to apply statistical methods in process design, change and continuous improve-ment, as well as in Six Sigma methodology.
ContentPlace for statistical methods in quality management systemsExperience of using SPC in organizations • Overviewofthemostcommonlyutilizedstatisticaltoolsandtheissuesconcerningtheir
practical application.
Procedure of application using the PDCA cycle Plan •Establishobjectivesandconditions,choosingkeyparameters •CollectdataandchoosestatisticalmethodsDo •FirstimplementationofchosenproceduresandmeasuresCheck •EvaluatetheeficiencyofproceduresandcorrectivemeasuresAct •Evaluatequalitativeandeconomicalbeneits,monitor,documentsand
standardize new procedures
Case study of introducing SPC •Teamproject:simulationofsolvingaproblem.Workingoutandpresentingtheproject
using prepared MS PowerPoint templates.
Motivation systems promoting the utilization of statistical process control
New trends of assessment of the application of statistical methods in quality managements systems in EN ISO 9001and IATF 16 949 by certiication authorities.•DiscussionwithanauditorfromTÜVNORDSlovakiaaboutexperiencefromcertiication
and renewing audits concerning the issue of utilization of statistical methods.
2 days
42
SPC IV - Design of Experiments (DOE)
Goals• ToacquireexploitationofDOE(DesignofExperiments)method,whichisoneofthe
mosteficientadvancedtechnicsforprocessandproductimprovementbyproviding
aprocedureforindingandvalidatingtherelationshipbetweentheoutputoftheprocess
(Y) and the factors which impact on them (X).
• Toverifyonconcreteexamples,howtouseDOEmethodeffectiveinyourown
organization, both in manufacturing and service processes.
• ToestablishproceduresforDOEapplicationprocesseswithinasphereoftheir
responsibilities.
Content1. Basic DOE principles and tools• CasestudyofapplyingDOEinacompanyusingMinitab• FundamentalsofDOE;Factoranalysis
2. Procedure of DOE design and implementation• Procedureofdesigning,realizing,analysingandapplyingqualityimprovementthrough DOE methods in quality management systems• Planningtheexperiment• Designingtheexperiment• Implementingtheexperiment• Analysingtheresults• Applyingtheresults
3. DOE application in practice• PracticalDOEexercisesbyusingMinitabsoftware• ApplyingDOEprocedurestoprocessesforwhichcourseparticipantsareresponsible• Determiningfurtheraction
Practically oriented training consists of an explanation supported by demonstrations of DOE applications, collective work during practical exercises, and the simulation of solving real problems with the support of the computer programmes.
2 days
43

Measurement Systems Analysis
(MSA and VDA 5)
Goals • Toprovidepracticalinstructionsfortheanalysisofcontrolproceduresusedforprocess
quality assurance. Instructions are derived from the newest recommendations of groups that are responsible for process management in industry (AIAG MSA III edition and VDA 5).
• Toshowparticipantsusingspeciicexampleshowthegivenmethodscanbeeffectivelyusedin their own organizations.
• UsingpracticalexerciseshelpparticipantshowtoapplyMSAmethodologyonselectedcontrol procedures.
ContentIntroduction to Measurement Systems Analysis • Reasonsforanalyzingcontrolprocedures(measurementsystems)Model for evaluating measurement systems capability •Variabilityofmeasurement,measurementaccuracyandbias•Basicstatisticsandmodelsinanalyzingthecapabilityofmeasurementsystems•Accuracy,repeatability,reproducibility,stability,linearity–basicdeinitionsinMSAMethodology for determining measurement system capability •Methodfordeterminingthestabilityofameasurementsystem•Methodfordeterminingtheprecisionofameasurementsystem•Standardmethodofrepeatabilityandreproducibility(RaRstandard)•Adjustedmethodofrepeatabilityandreproducibility(RaRadjusted)•Attributemethods–methodsofcontingencytablesandcalculatingCohen’sKappaAnalyzing measurement capability, R&R study – practical exercises •Forcontinuousdata(measurement)andattributedata(measurement)Problem solving •Solvingproblemsfromtheworkieldsofparticipants;usingcomputersupport•PracticalissuesfromapplicationwiththepossibilityofdataanalysisinMSExceland MiniTabTM
MSA participants may use either their own software (Minitab or another) or software ”SPC for Excel“, which will be lent to them during the training and can be purchased at a discounted price.
2 days
44

Introduction to Minitab®
Goals To become familiar with the most common used software for evaluation of process capability (SPC) and for process improvement using Six Sigma methodology.To master software and to make statistical processing and data evaluation more effective. To use speciic cases to demonstrate how to use the MINITAB® software effectively for application of statistical process control methods in processes.
The prerequisite for this training is a command of elementary statistical methods, which are inclu-
ded in the training SPC I, also in Six Sigma.
Participants will work with provided examples or they can bring their own data.
(It is recommended to complete the training SPC I, Six Sigma Green Belt or similar trainings prior
to attending this one.)
ContentIntroduction into MINITAB®•Familiarization with the MINITAB® menu, working sheets and functions.•Types of data. Data entry, editing and transfer.•Work with input and output screens of MINITAB®Graphical possibilities in MINITAB®
•Pareto diagram, Box Plot, Scatter Plot.•Matrix Plot, Dot Plot, Histogram.•Diagnostics and application in examples.Statistical evaluation of process capability in MINITAB®• Identiication of data normality allocation.•Process capability for normal allocation.•Process capability for abnormal allocation.•Examples and interpretation.Statistical evaluation of process stability in MINITAB®
•Controlchartforcontinuousvariables:XP-R,XP-S,X-individual.•Control charts for attributive variables: np, p, c, u.• Interpretation and practical application.Numerical methods of evaluation•Hypothesis testing.•1-Sample t-Test, 2-Sample t-Test, 2 Variance Test, 1 Proportion Test.
2 days
45
SPC software for ExcelTM
Six Sigma for ExcelTM
Process Improvement for ExcelTM
The software for the work in Microsoft ExcelTM – the statistical process control methods, Six Sigma projects and processes improvement.20 % discount for the participants of the training courses*.
SPC for ExcelTM – statistical tools for process analyzing, such as SPC diagrams, Pareto diagram, MSA – Measurement System Analysis, processes capacity, t-test, F-test, autocorrelation, linear regression and many others. There is a possibility to choose outputs in Slovak, German or English language.
Six Sigma for ExcelTM and Process improvement for ExcelTM – include “SPC for ExcelTM” and other functions and forms for managing the improvement projects (Six Sigma or other process improvement methodologies).
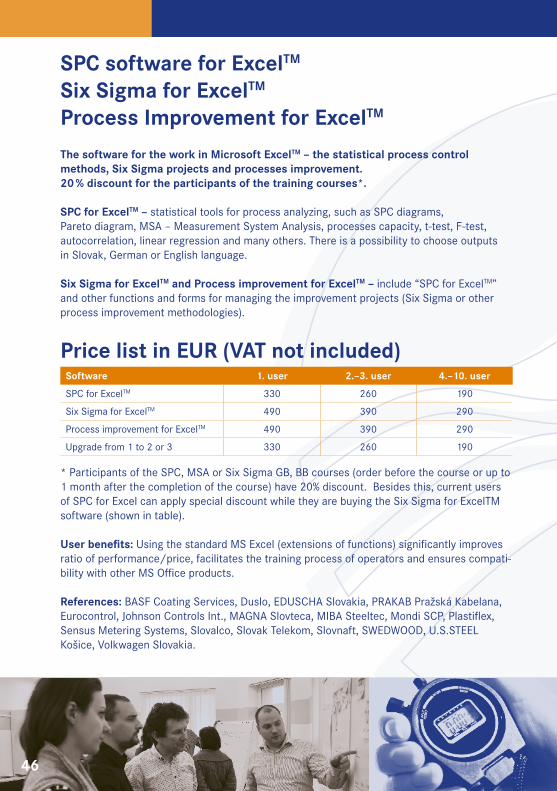
Price list in EUR (VAT not included)Software 1. user 2.–3. user 4.–10. user
SPC for ExcelTM 330 260 190
Six Sigma for ExcelTM 490 390 290
Process improvement for ExcelTM 490 390 290
Upgrade from 1 to 2 or 3 330 260 190
* Participants of the SPC, MSA or Six Sigma GB, BB courses (order before the course or up to 1 month after the completion of the course) have 20% discount. Besides this, current users of SPC for Excel can apply special discount while they are buying the Six Sigma for ExcelTM software (shown in table).
User beneits: Using the standard MS Excel (extensions of functions) signiicantly improves ratio of performance/price, facilitates the training process of operators and ensures compati-bility with other MS Ofice products.
References: BASF Coating Services, Duslo, EDUSCHA Slovakia, PRAKAB Pražská Kabelana, Eurocontrol,JohnsonControlsInt.,MAGNASlovteca,MIBASteeltec,MondiSCP,Plastilex,Sensus Metering Systems, Slovalco, Slovak Telekom, Slovnaft, SWEDWOOD, U.S.STEEL Košice, Volkwagen Slovakia.
46

Lecturers
Mgr. Daniel BútoraAs FBE coach, trainer, and project manager, he specializes in leadership development, project management, communication and personal growth. Daniel graduated from the international relations institute at the Charles University in Prague. Previously, he worked as journalist and mass-media communication expert – he also became the Director of Slovak section in RadioFreeEurope/RadioLiberty’sSlovaksectioninPrague.Heattendedstudy stay at Hoover Institution, Stanford University, California, USA. At present, he is also active in education system management and issues related to education transformation in SK. He is a member of the Slovak association of coaches. Selected references: Kauland, Mondi SCP, VOLKSWAGEN SLOVAKIA, Slovak Telekom, Hewlett-Packard, Soitron, Zentiva, Oracle, VÚB, Slovnaft, ESET,GeneraliPoisťovňa,SchaeflerSkalica,etc.
Ing. Radoslav Čupík, CSc.Working at FBE since 1998 as the Project manager in quality of processes and performance improvement projects, and TPM (Total Productive Maintenance), he previously worked as the project manager and as a supervisor in IT, and as technical expert in the ield of Slovak Republic foreign investments. Radoslav completed a work stay in London, exploring quality issues, the effectiveness of corporate processes, and IS creation methodologies. Selected references: Škoda Auto, Mladá Boleslav, VOLKSWAGEN SLOVAKIA, E.ON IS Slovakia, Mondi SCP, Emerson, Visteon, ZF Slovakia, AllianzSlovenskápoisťovňa,MibaSinter,SchaeflerSkalica,etc.
47

Mag. Karol HorváthHe works at FBE as a senior trainer and project manager since 2005. He graduated from University of Vienna and has professional experiences from leading automotive companies like Bentley Motors (Great Britain), Volkswagen Autoeuropa (Portugal), and Volkswagen Slovakia. At FBE he focuses on Lean transformations of whole companies, Six Sigma and quality improvement projects, design and implementation of production systems, Design of Experiments and many other ields. He facilitates workshops on different levels – from shop loor to board members, in Slovak, German or English language.Selected references: VOLKSWAGEN Slovakia, KIA Motors Slovakia, MIBA Sinter and Steeltec, Hella Slovakia Signal-Lighting, Knauf Insulation, Grupo Antolin, Schaefler Group, Kongsberg Automotive, Slovnaft, Leoni (global level), Sylex Fibre Optic, etc.
Ing. Róbert Klačanský He leads training seminars and the subsequent application of statistical control methods of Lean Six Sigma for important industrial companies and services. A graduate from the Electrotechnical Faculty of the Comenius University, he worked at the Czechoslovak Metrological Institute and ŠDVÚ. Robert completed a work stay in the USA, where he conducted training and introduced methods of quality improvement, and he completed the training for Trainers at the Digital Mentor Group. As a Master Black Belt, he has coached several successful projects of process eficiency increase. Selected references: VOLKSWAGEN SLOVAKIA, Getrag Ford, Slovak Telekom, U.S. Steel Košice, Visteon SK, MIBA Steeltec, Miba Sinter, Continental Automotive, Emerson, Vaillant, ZF Slovakia, Tatra banka, etc.
Mgr. Martin KrnáčMartin works at FBE as a trainer and consultant, with the focus on lean management in the area of IT, services and production industry, as well as SPC software support. He cooperates in development of managerial simulations and games, which are used in FBE trainings and projects. Before he worked as a project manager in the area of process management in international IT company, leading innovation projects and implementation of new systems. Martin graduated from Comenius University, Bratislava. Selected references: Tatra banka, VÚB, Leoni, Knauf Insulation, Volkswagen, Marel, Miba Sinter, Miba Steeltec, RF spol s.r.o., ČSOB, etc.
48

Ing. Daniel LacoDaniel runs the section of FBE Bratislava and FBE Praha that focuses on training and the application of process quality and effectiveness improvement methods in Slovak and Czech companies. He has worked as a manager in projects of management systems application. He has completed a course in CIM in DEC, Boston, USA, a Leadership Development Training program at Wheaton College, USA, and EFQM Assessor Training in Brussels. During his stays in the USA, Daniel worked on the implementation of TQM tools in the service sector at Master Lube, Cadmus, and The Tides Inn. Selected references: Volkswagen SK, Slovak Telekom, ALLIANZ-SP, PosAm Bratislava, U.S.Steel Košice, and Škoda Auto, etc.
Ing. Tomáš MarekTomas graduated from the Faculty of Mechanical Engineering at Czech Technical University, having studied regulated and automized technology. He worked in production companies on projects introducing new technologies, and later as manager of exports to the USA. At FBE Prague and FBE Bratislava, he works as a trainer and consultant in the area of quality improvement and effectiveness of company processes and FMEA. Selected references: Škoda Auto, Mladá Boleslav, Slovnaft, Alcan, ZF Slovakia, Siemens CZ, Volkswagen Slovakia, and Slovalco, etc.
Ing. Kristína PolákováKristína specializes in projects concernig managerial skills and communication skills. She graduated from the Slovak Technical University in Bratislava and completed study visits in various organizations in Germany and long-term trainings with international experts such as Günter Meurer –personalmanagementsandhumanresourcesmanagement,JohnSipple–managingchangeprocess,JohnMarsh–TQM,orShaunBrowne–trainingof trainers and effective training methods. In FBE she works as a trainer and project manager in many companies in production, service and the managerial sector. Selected references: Schaefler Skalica and Kysuce, Fortaco, Hella Slovakia, Komerční banka, SLSP, Flaga, KraussMaffei, ZSE, OSRAM, etc.
49
Ing. Dean Reš, PMPAs FBE consultant and lecturer, Dean specializes in project management and process improvement projects. He graduated with a masters degree in Economic Diplomacy and later underwent several trainings abroad, including Global Consulting Program at Ohio University. Prior to joining FBE, as an IPMA and PMI certiied project manager he delivered consulting services to development agencies in Poland, Czech Republic, Macedonia, Malta and Slovakia. Currently he focuses on clients within manufacturing and service sectors. Apart from leading project management and eCollaboration courses, he prepares PM professionals for certiication.Selected references: UP Slovensko, Medtronic EOC Netherlands, Generali Poisťovňa,VÚB,ZFSlovakia,CRHNothDanube,VOLKSWAGENSLOVAKIA,WITTE Automotive CZ, Hoval, MArel, SHP, Schaefler Skalica, Marel, etc.
Mag. Ján Šteňo At FBE he works since 2012 as a consultant and trainer with the focus on project and process management, and statistical process control methods. He graduated from Vienna University of Economy (department of International Business). Prior to his consulting career, he worked for companies Dell and BASF. He specializes in the area of production systems, Lean Management, Six Sigma and all kinds of process improvement. Besides being native in Slovak (and Czech) language, he speaks luently German as well as English language.Selected references: VOLKSWAGEN Slovakia, Hella Slovakia Signal-Lighting, MIBA Sinter, Hörnlein Slovakia, Nidec, Crown, Marel, Knauf Insulation, etc.
50
Cooperation
ExTERNAL COLLABORATORS WHO PARTICIPATED IN THE PREPARATION OF TRAININGS:
Dale K. Mize, head of Six Sigma projects Mize works for the Business Excellence Center of the University of St. Thomas and is president of Advanced Quality Engineering, Inc in Minneapolis, U.S.A. He has worked as a quality engineer, Black Belt and as a Quality Assurance Director in companies like General Electric Lighting and Wagner Spray Tech Corp. Mize has recently led Six Sigma programmes in more than 100 companies. He participated in the training of FBE lecturers in Six Sigma.
Dan J. SommersDanJ.Sommers,certiicationprogrammeofSixSigmaMasterBlackBelt(MBB)FounderoftheQualityInnovation Institute, USA. He worked for the GENERAL ELEKTRIC Lighting company, Cleveland, Ohio for 20 years in the positions of Black Belt, Master Black Belt, and Quality Manager. Later he worked for the Six Sigma Academy, USA. He has led projects of improvement in numerous countries, for companies such as DuPont, the Ford Motor Company, Textron, United Health Care, ITC Limited, and Arcelor-Mittal Steel.He cooperates with FBE in the MBB certiication programme.
Tom McDanielMcDaniel works at PwC (PricewaterhouseCoopers) as the head of the Operational Excellence Consulting group for Central and Eastern Europe. He has worked in investment banking and in big consulting companies. In several projects of eficiency improvement he coordinated the projects of Lean Six Sigma and Supply Chain Management changes with signiicant measurable operational and inancial gains.
Ján HradskýHradský has worked as a Leader for organizational development in the automotive division of Honeywell. He has been working in the area of Human Resources Management and organizational development since 1999. He brings experience with implementation from the production environment, but also from logistic, development, and test centres in more than 10 countries.
John Marsh, Total Quality Partnership, UK/USAMarsh worked as a TQM manager in the ICL computer company which was awarded the European Quality Award. Since 1991 he has been representing Great Britain in the TC on innovations of the ISO 9000 standards. In recent years Marsh has worked in the USA as a consultant in process management for the services area.
John Sipple, Business Resource Network Inc., USASippleworkedasadirectoratProcter&GambleinFloridaandinEuskirchen,Germany.Togetherwithhis colleagues Sipple has participated in the philosophy extension of HPBS management systems (High Performance Business Systems). Currently he is working as a consultant for the senior management of leading companies in North America.
51

Prices in EUR
Process Improvement and Project Management
Course Title Standardexcl. VAT
Standardincl. VAT
Reduced*excl. VAT
Reduced*incl. VAT
Implementing Industry 4.0 in Lean organisation 390 468 370 444
Balanced Scorecard and Eficiency Measurement 230 276 210 252
Process Improvement – Financial and Administration Services 390 468 370 444
TQM I – Process Improvement Planning and Eficiency Measurement 390 468 370 444
TQM II – Process Improvement Methodologies Lean and Six Sigma 390 468 370 444
TQMI+TQMII(set) 780 936 740 888
Lean Professional Certiication 230 276 210 252
Lean Management I 390 468 370 444
Lean II – Value Stream Management 390 468 370 444
Lean III – Shoploor Management 230 276 210 252
Lean IV – Productivity and Work Norming 390 468 370 444
Standardization of Production Processes (Stan-dard Work) 230 276 210 252
Logistics and Supply Chain Management 390 468 370 444
5S – Five Steps to Effective Workplace Management 210 252 190 228
Persuasive communication in 5S implementation 230 276 210 252
Total Productive Maintenance 360 432 340 408
Six Sigma for managers and sponsors 230 276 210 252
Six Sigma Yellow Belt Training 390 468 370 444
Six Sigma Green Belt Training 1 700 2 040 1 680 2 016
Six Sigma Black Belt Training for Green Belts 1 700 2 040 1 680 2016
Coaching – workshop on Six Sigma projects for the participants of GB and BB Training
52
The price includes the tuition for the course, study materials, lunch and refreshments.
* Reduced tuition is valid if at least two of these requirements are fulilled:1. There are three or more participants in the same course from one company and the tuition has been deposited before the course registration deadline.2. The participant is registered for the whole series of courses and the tuition was deposited for the whole series before the registration deadline of the irst course from the series.3. The participant has been registered and deposited the tuition at least 1 month before the date of the course.4. The participant who is signed in the programe Your Leadership Drive, has been registe- red and deposited tuition at the furthest before the registration deadline.
The registration deadline is 7 days before the opening of the course.
Process Improvement Tools
Course Title Standardexcl. VAT
Standardincl. VAT
Reduced*excl. VAT
Reduced*incl. VAT
Effective Process Management – description and standardization of processes 230 276 210 252
Problem Solving Using the 8D Method 230 276 210 252
Workshop Facilitation 230 276 210 252
QFD – Transmission of Requirements into Processes 230 276 210 252
FMEA I – Failure Mode and Effect Analysis 360 432 340 408
FMEA II – FMEA Facilitation 230 276 210 252
APQP/PPAP – Advanced Product Quality Planning 360 432 340 408
Reliability and product life cycle management (according to ISO 26262) 470 564 450 540
SPC I – Statistical Process Control 470 564 450 540
SPC II – Solving SPC Application Problems 390 468 370 444
SPC III – SPC Project Implementation in the Company
390 468 370 444
SPC IV – Design of Experiments (DOE) 390 468 370 444
Measurement Systems Analysis (MSA and VDA 5) 390 468 370 444
Introduction to Minitab® 390 468 370 444
SPC and Six Sigma Software
Prices in EUR
53
Information
Information to Participants and Terms and Conditions of the Contract Agreement
Please send us your binding registration form, as well as conirmation of the tuition payment, not later than by course registration deadline.
•Thenumberofparticipantsinpubliccoursesislimited.Enrollmentforthecoursedependson the date course registration was sent and date when tution payment was made. In case of course limit, exceeding applicants will be contacted and have opportunity to either rear-range or be transferred to different course date or if they wish will have their payment retur-ned.
•Asubstitutecantakepartinthecourseinplaceoftheoneregistered.Inthecaseof no-show or registration cancellation after the course registration deadline, registered person must pay the full tuition and study materials will be sent. If registration is cancelled prior to course registration deadline, cancellation fee is 50% of the tuition deposit.
•Bysendingtheinalregistration,contractingpartiesmadepriceagreement.
•Paymentyoumadeisconsideredasdeposit.Youwillreceivetaxreceiptupto14daysafterpayment has been received onto account. Final invoice will be issued and sent up to 14 days after course completion.
•Uponrequest,courseorganizermakesaroomreservationinahotelthatparticipantspayforindividually upon arrival. Please indicate this request on your inal registration form that is considered as binding and send at least 10 days prior to course start date. We offer to ind more alternatives for booking a room in case hotel is booked. Arrival after 5:00pm at hotel must be individually arranged.
ContactsFBE Bratislava, s. r. o.
Liptovská 10, 821 09 Bratislava
Tel.: 02 54 41 85 13
Fax: 02 54 41 85 15
E-mail: [email protected]
www.fbe.sk
54
ABBAdientAkad. ozbroj. síl M. R. ŠtefánikaAlcatel – Lucent SlovakiaALISON SlovakiaAllianz–Slov.poisťovňaALPS Electric CzechALUJELKAAmazonANASOFT APRAndritz KufferathArca Capital Slovakia,ArcelorMittal Gonvarri SSCAskoll SlovakiaASPEL SLOVAKIAAtecAutomotive Group SKAVANSAWECO Appliances SlovakiaAXABoge Elastmetall SlovakiaBonar GeosyntheticsBREMA SKBrose BratislavaBrother IndustriesBSH Drives and PumpsCikautxoCEDA SlovakiaCERTOSCETELEM SLOVENSKOCoca-Cola HBC SK Continental Automotive SystemsContinental Matador Truck TiresContitech Vibration ControlCRW SlovakiaCSMČSOBČSOBPoisťovňaDan – Slovakia AgrarDATANETDelphi SlovenskoDelingen SKDeftaDEMA SenicaDET NORSKE VERITAS SKDetská fakultná nemocnica DEVADHL Express (Slovakia) DHL Logistics (Slovakia)DL PropertiesDoprastavDr. OetkerDS Smith SlovakiaDusloE.ON Business Services SlovakiaEastern Sugar SlovenskoEdenred SlovakiaEhlebracht SlowakeiEissmann Automotive SlovenskoEKOMELBAELCON SlovenskoEltekEMGO SlovakiaEnergo-Robotics, výrobné družstvoEnerSysEnics SlovakiaENSECOErste Group IT SKESETFaurecia Slovakia
First Data SlovakiaFM SLOVENSKÁFOXCONNGEFCO SLOVAKIAGETRAGGeWiS SlovakiaGGB SlovakiaGlacier Tribometal SK.Gnotec FerrexGRAFOBALGratex InternationalGRUPO ANTOLIN BRATISLAVAGTS SlovakiaHBPO CzechHBPO SlovakiaHeineken SlovenskoHella Slovakia Front Lighting Hella Slovakia Signal LightingHengstler, s.r.o.Hewlett – Packard SlovakiaHi-Technology Mouldings SlovakiaHollenHörnlein SlovenskoHUHN PressTech Hydac ElectronicHYZA, a.s.ChemolakChemosvitI.D. Marketing SlovenskoIEE SensingIAC Group (Slovakia)IKEA Industry SlovakiaINERGY Automotive Systems SKING Bank INTECHInteva Products SlovakiaJohnsManvilleSlovakiaJohnsonControlsKIA MOTORS SLOVAKIAKinex – KLFKLF – ZVL MTKKPMG SlovenskoKnaufInsulationNováBaňaKnauf Insulation St. EgidienKNOTTKE Prešov ElektrikKongsberg AutomotiveKromberg&SchubertKüster - automobilová technikaLEONI SlovakiaLEONI WCSLPH Vranov n/TMagna SlovtecaMagneti MarelliMAHLE Engine Components SKMaini Precision Products SlovakiaMarket IPM PlastMarelMarlinkMATADOR Automotive VrábleMCSyncro BratislavaMesser TatragasMetal design slovakiaMI PlastikMiba Sinter Miba SteeltecMicrosoft SlovakiaMondelez Slovakia HoldingMondelez SR ProductionMondi SCPNAFTA
Nemak SlovakiaNEOPROTNestlé SlovenskoNEWAYS SLOVAKIANexis FibersNidec Global ApplianceNMB – Minebea SlovakiaNobel Automotive SlovakiaNOVITECHNovoplast, výrobné družstvo SereďNYLSTAR SlovakiaO2 SlovakiaOIL PartnerOMNICOMOrange SlovenskoOSRAMOstrolúckaOXYMAT-SlovakiaPALMAPanasonic AVC Networks SlovakiaPankl Automotive SlovakiaPenta Perfetti Van Melle SlovakiaPFSPivovary TopvarPlastcomPlastic Omnium Auto ExteriorsPlasticonceptPLASTIFLEXSlovakiaPlastikaPOLYCHEMPOLYTEC Composites SlovakiaPORFIX–pórobetónPosAmPoštová bankaPovažskácementáreňPovažský cukorPower - OnePPC ČabPremacPriemyselný park ŠtúrovoPrima banka SlovenskoPromitor LogisticsPROTHERM PRODUCTIONQSCertRaydelREGADAREIRFSaarGummi SlovakiaSamsonite SlovakiaSAP SlovenskoSAS AutomotiveSberbank SlovenskoSCAMETATRASE Bordnetze - SlovakiaSchaefler SkalicaSchaefler KysuceSemikronSensus SlovenskoSEPSSESSEWS SlovakiaSCHNEIDER ELECTRIC SLOVAKIASchurter (SK)SiemensSILCOTEC EUROPE (SK)Slovak TelekomSlovakian Door CompanySlovalcoSlovenská pošta
SLOVENSKÉ CUKROVARYSlovenské elektrárneSlovenský hodvábSlovenská GraiaSlovenskáSporiteľňaSlovnaftSlovpack BratislavaSlužba VDSmurit Kappa Obaly ŠtúrovoSOFTIPSOITRONSPINEASPPST. NICOLAUSStredosl.energetikaSUBTIL SlovakiaSylexSWEP SlovakiaŠKODA AUTO SlovenskoŠkoda PrahaTatra bankaTatra – LeasingTATRAVAGÓNKATDK – SlovakiaTEAM INDUSTRIESTechnická Univerzita KošiceTechnické skloTECHNISERVTelemontTHORMA VýrobaTIK SlovakiaTomra Sorting SolutionsTOPOS TOVARNÍKYTOWER AUTOMOTIVETRÉMAS SLOVAKIATREVES SlovakiaTribometalTristone Flowtech SlovakiaTRW Automotive (Slovakia)TŰV Bayern SachsenTÜVNORDSlovakiaU.S.STEEL KošiceUNIQApoisťovňaUnomedicalVACUUMSCHMELZEVaillant Industrial SlovakiaVAP PrešovVAŠA SlovenskoVeluxVETROPACK NEMŠOVÁVertiv SlovakiaVISICOMVoith Industrial ServicesVOLKSWAGEN SLOVAKIAVÚBVÚEZVýchodosl. energet.závodyVýchodosl. stav. hmotyWBIWebasto – Edscha Cabrio SlovakiaWillis Finance TradeWöhrle Metallwarenfabrik SlovakiaWüstenrotstavebnásporiteľňaYazaki Wiring Technologies SKZápadosl. energetikaZaniniZETOR SlovenskoZF SlovakiaZTS StrojárneŽeleziarne PodbrezováŽelezničnáspoločnosťSlovensko
References
55
motivation by examples
effective processes
result measurement
define
measure, analyse
improve, control

FBE Bratislava, s. r. o.Liptovská 10, 821 09 Bratislavatel.: 02 54 41 85 13fax: 02 54 41 85 15e-mail: [email protected]
www.fbe.sk
www.sixsigma.sk
Selected references - training programs and projects of process imrovement:
ALLIANZ – Slovenská poisťovňa, Continental, Cikautxo, GETRAG, HELLA Slovakia, Hewlett-Packard, KIA, KNAUF, LEONI, Marel, MIBA Steeltec, MIBA Sinter, Mondi SCP, Nidec Global Appliance, PosAm, Reydel, Schaefler, Semikron, Slovenská sporiteľňa, Slovnaft, ŠKODA Auto, Tatra banka, Vaillant, VOLKSWAGEN SLOVAKIA, ZF Slovakia
Process Improvement
Methods, Training & Implementation
FBE is a professional partner in providing training and consultation, empathetic in dealing with its customers’ needs, creative in developing customized training, demanding on the performance of its lectors, and having the capacity to carry out complex projects. In Volkswagen SK, this makes FBE’s trainings and projects on processes improvement effective and still in demand.
Mariana Mlčúchová, HR Development – Training Section Manager
VOLKSWAGEN Slovakia, a. s.