manufacture of caustic soda and chlorine using electrolysis process ...
DESCRIPTION
PROJECT PRESENTATION - PHASE 1 Phase 2 http://www.slideshare.net/AnkushGupta40/phase23TRANSCRIPT

1
PROJECT TOPIC
MANUFACTURE OF CHLORINE–CAUSTIC
SODA USING ELECTROLYSIS PROCESS
BHARATI VIDYAPEETH COLLEGE OF ENGINEERING
CHEMICAL DEPARTMENTProf. R.K.Kulkarni
Presented by Ankush Gupta Aviral Kandpal
Sushant Mali

2
Introduction to Caustic soda / Chlor Alkali Industry
• The Chlor-Alkali industry in India forms an important component of basic chemicals industry ,comprising around 74% of the basic chemicals production in India.
• The Chlor-Alkali Industry in the country produces mainly Caustic Soda, Chlorine and Soda Ash.
• The geographic distribution of Chlor-alkali processes world-wide differs appreciably (production capacity of chlorine):
-western Europe, predominance of mercury cell process (June 2000): 55%
-United States, predominance of diaphragm cell process: 75% -Japan, predominance of membrane cell process: >90%

3

4
PROPERTIES OF CHLORINE-CAUSTIC SODA-HYROGEN
CAUSTIC SODA
Physical State Solid.
Appearance White pellets.
Odor Odorless.
Vapor Pressure 1 mm Hg @ 739 CO
Boiling Point 1390 CO @ 760 mm Hg
Freezing/Melting Point 318 CO
Solubility Soluble.
Specific Gravity/Density 2.13 g/cm3.
Molecular Formula NaOH.
Molecular Weight 40.00
PH 14 (5% aq soln).

5
CHLORINE
6
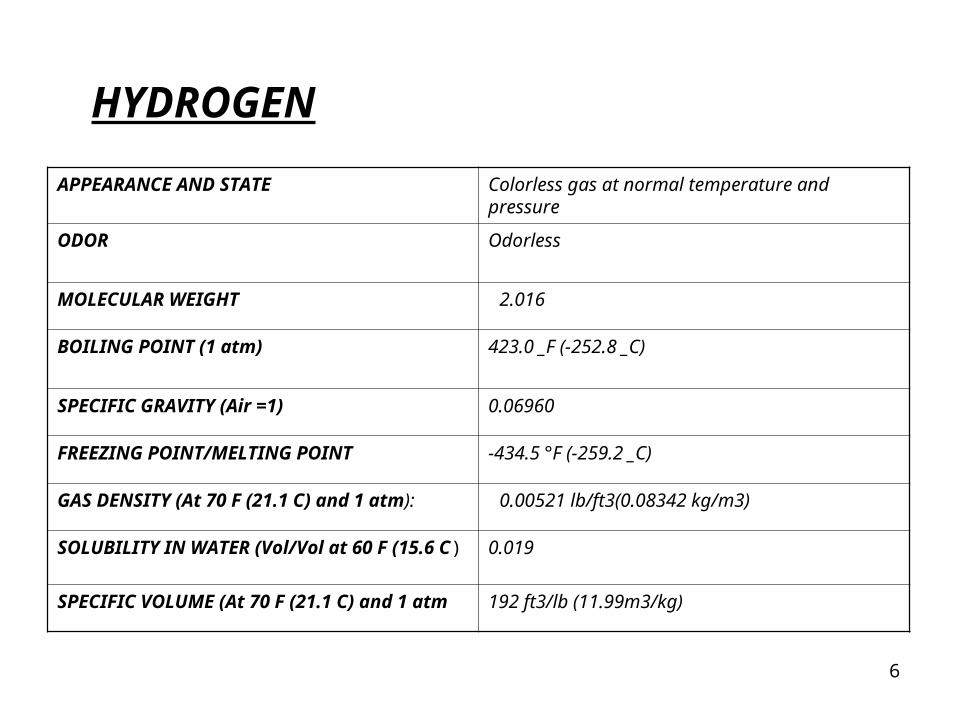
HYDROGEN
APPEARANCE AND STATE Colorless gas at normal temperature and pressure
ODOR Odorless
MOLECULAR WEIGHT 2.016
BOILING POINT (1 atm) 423.0 _F (-252.8 _C)
SPECIFIC GRAVITY (Air =1) 0.06960
FREEZING POINT/MELTING POINT -434.5 °F (-259.2 _C)
GAS DENSITY (At 70 F (21.1 C) and 1 atm): 0.00521 lb/ft3(0.08342 kg/m3)
SOLUBILITY IN WATER (Vol/Vol at 60 F (15.6 C)
0.019
SPECIFIC VOLUME (At 70 F (21.1 C) and 1 atm 192 ft3/lb (11.99m3/kg)

7
LITERATURE SURVEY

8
SERIAL NO
NAME OF AUTHOR YEAR OF RESEARCH
RESEARCH TOPIC DESCRIPTION
1 S.koter.A.warszawski
2008 Electromembrane process in environmental
protection
Use of bipolar membrane is emphasized.recovery of valuable chemicals from effluents& waste gases Application of ion exchange membrane “green” power source is also discussed
2 yohannes kiros
&martin bursell. 2008 Low energy consumption
in chlor alkali cells using oxygen reduction electrodes
Gas diffusion electrode for use as a cathode to replace the traditional hydrogen evolving electrode in chlor-alkali electrolysisProblems associated with ‘flooding’ or‘wetting’ are minimised by attempt to stablize cathode

9
SERIAL NO
NAME OF AUTHOR
YEAR OF RESEARCH
RESEARCH TOPIC DESCRIPTION
3 Babatope A.olufemi,williams o.ozoute & ololane
o.komolafe
2011 Studies on production of caustic soda using solar powered diaphragm cells.
The research served as an encouraging inquistive foundation into possibility of producing caustic soda directly from solar powered electrolytic diaphragm cells in comparison with present conventional modes of electrochemical production .
4 K.juttner,u galla,h schmieder
2008 Electrochemical approaches to environmental protection in process industry
•. Protection of environment through implementation of effluent treatment productio integrated process for minimization of waste and toxic•Anode destruction of organic pollutants and new electrochemical abatement techniques for purification of the gaseS

10
SERIAL NO
NAME OF AUTHOR
YEAR OF RESEARCH
RESEARCH TOPIC DESCRIPTION
5 Subrata Basu, Swapan Kumar Mukhopadhyay, Amitava Gangopadhyay and Sujata G. Dastidar
2013 Characteristic Change of Effluent from a Chlor-alkali Industry of
India due to Process Modification
The main focus of this paper is on the evaluation of waste minimization at source due to process modification. The possible
improvement of the treatment of effluent is also duly considered.
6 A. Rezaee, J. Derayat, ,S.B. Mortazavi, Y. Yamini and M.T. Jafarzadeh
2005 Removal of Mercury from chlor-alkali Industry Wastewater using
Acetobacter xylinum Cellulose
•The removal of mercury ions by cellulose of Acetobacter xylinum was
investigated in the synthetic and chlor-alkali wastewater.•Efficiency of
mercury ion removal from chlor-alkali industry wastewater by aluminum sulfate and ferric
chloride was also determined.
11
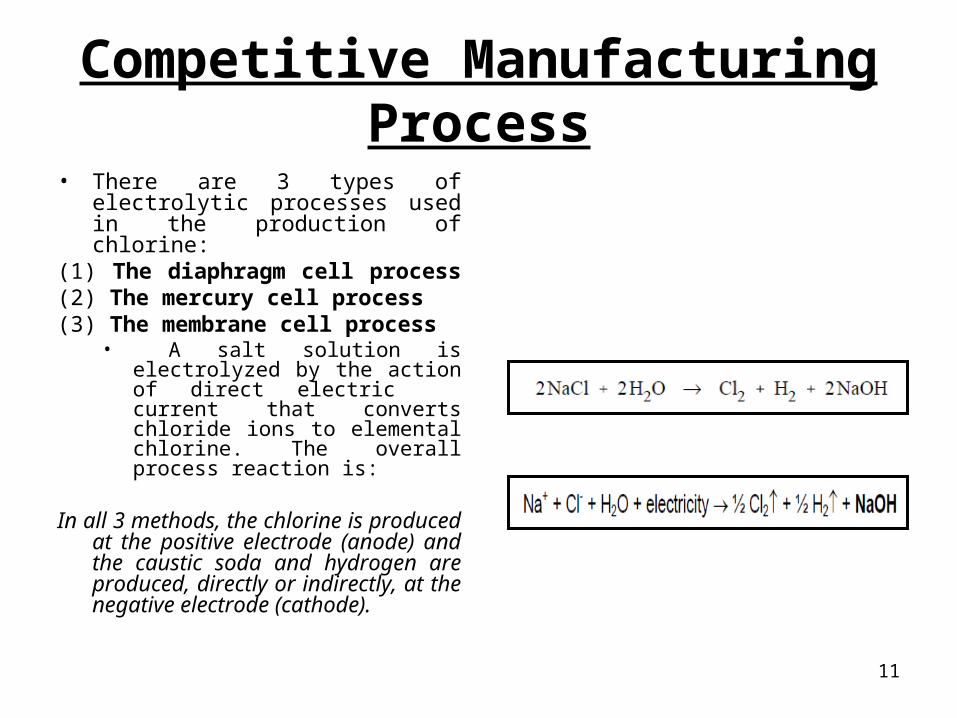
Competitive Manufacturing Process
• There are 3 types of electrolytic processes used in the production of chlorine:
(1) The diaphragm cell process (2) The mercury cell process(3) The membrane cell process
• A salt solution is electrolyzed by the action of direct electric current that converts chloride ions to elemental chlorine. The overall process reaction is:
In all 3 methods, the chlorine is produced at the positive electrode (anode) and the caustic soda and hydrogen are produced, directly or indirectly, at the negative electrode (cathode).

12
The Diaphragm cell process

13
FEATURESDIAPHRAGM CELL
• In the diaphragm cell process, there are two compartments separated by a permeable diaphragm.
• Brine is introduced into the anode compartment and flows into the cathode compartment.
• Similarly to the Membrane Cell, chloride ions am oxidized at the anode to produce chlorine, and at the cathode, water is split into caustic soda and hydrogen.
• The diaphragm prevents the reaction of the caustic soda with the chlorine.
• A diluted caustic brine leaves the cell. • The caustic soda must usually be concentrated to 50%
and the salt removed. This is done using an evaporative process.

14
The Mercury cell process

15
FEATURESMERCURY CELL
• Electric current flowing through the cell decomposes the brine passing through the narrow space between the electrodes, liberating chlorine gas at the anode and metallic sodium at the cathode
• The chlorine gas is accumulated above the anode assembly and discharged to the purification process.
• As it is liberated at the surface of the mercury cathode and the sodium immediately forms an amalgam (a 'mixture' of two metals)
• The liquid amalgam flows from the electrolytic cell to a separate reactor, called the decomposer, where it reacts with water in the presence of a graphite catalyst to form caustic soda (sodium hydroxide) and hydrogen gas.
• The sodium-free mercury is fed back into the electrolyser and reused.

16
The membrane cell process

17
FEATURESMEMBRANE CELL
• This technology uses water-impermeable ion-conducting membrane. • The membrane is made of a special resin which permits cations
(positive ions) to pass through.• The anode chamber of a membrane electrolytic cell is filled with
brine, and the cathode chamber with water. • These ions migrate when a current is applied: the positively charged
sodium ions pass through the membrane to the cathode chamber, while the negatively charged chloride ions are discharged on the anode surface to form chlorine gas .
• Water in the cathode chamber partly dissociates into hydrogen and hydroxide ions.
• The hydrogen ions capture electrons on the cathode surface to form hydrogen gas.
• The hydroxide ions are attracted to the anode, but blocked by the membrane, and react with the sodium ions from the anode chamber to form caustic soda (sodium hydroxide, NaOH)

18
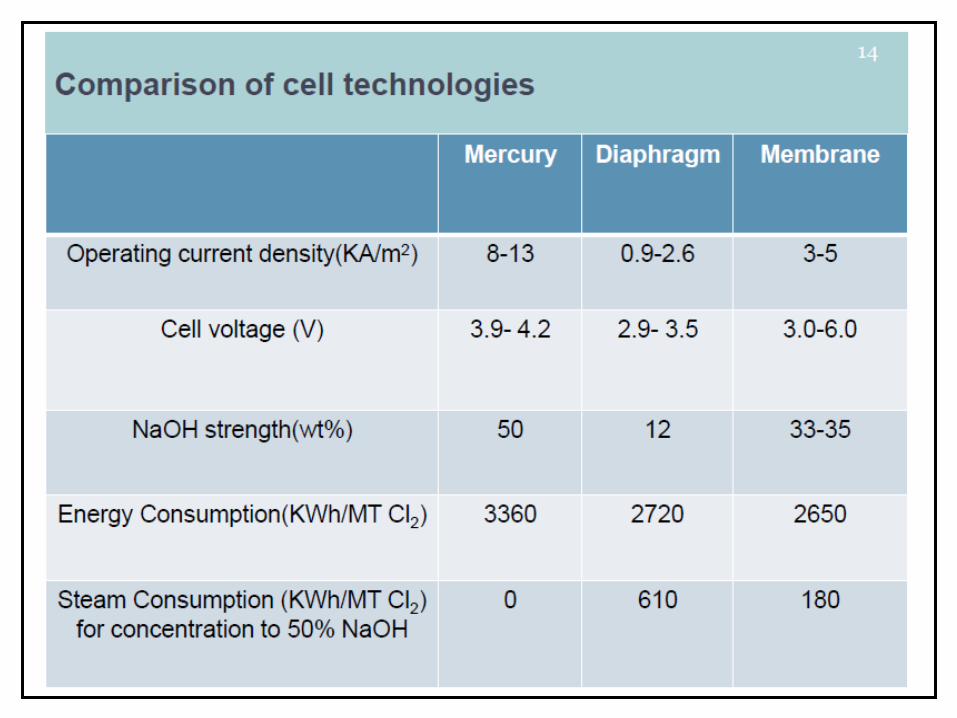
SELECTION OF THE PROCESSMEMBRANE CELL PROCESS
• The membrane cell process has inherent ecological advantages over the two older processes, as it does not use mercury or asbestos.
• It is the most energy efficient process.• It is extremely safe to operate it and it produces
a consistently high quality of caustic soda.

19
20
21
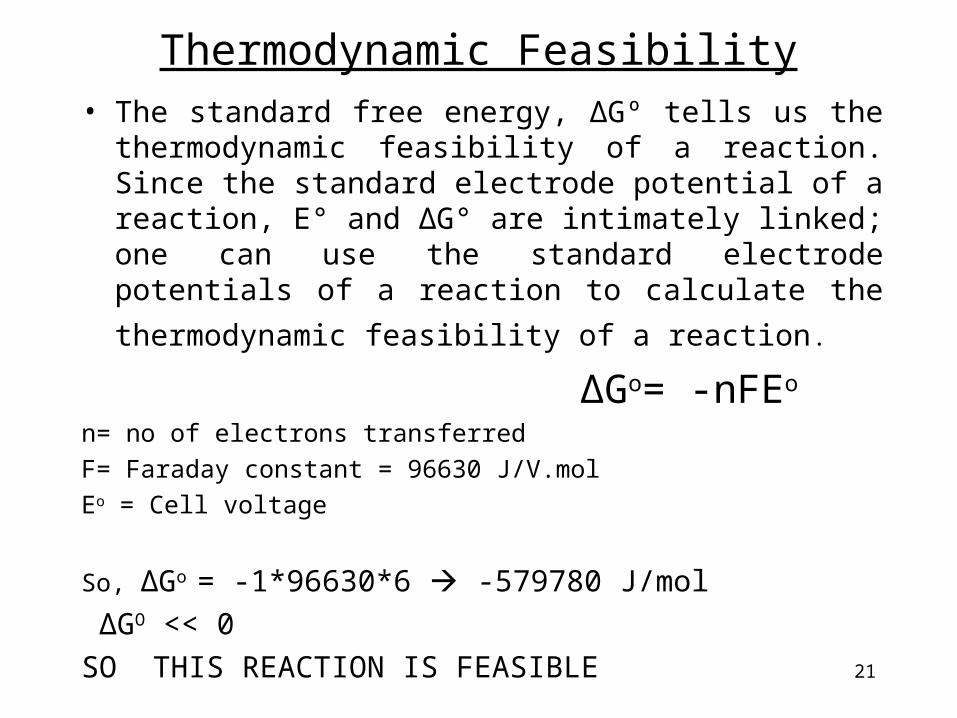
Thermodynamic Feasibility• The standard free energy, ∆Gº tells us the thermodynamic
feasibility of a reaction. Since the standard electrode potential of a reaction, E° and ∆G° are intimately linked; one can use the standard electrode potentials of a reaction
to calculate the thermodynamic feasibility of a reaction.
∆Go= -nFEo
n= no of electrons transferredF= Faraday constant = 96630 J/V.molEo = Cell voltage
So, ∆Go = -1*96630*6 -579780 J/mol ∆GO << 0SO THIS REACTION IS FEASIBLE

22
PROCESS FLOW DIAGRAM

23
Pressure & Temperature Combinations for condensing gas
•High pressure (7-10 atms), water cooling
•Medium pressure (2-3 atms), Refrigeration at - 20oC
•Low pressure (5-10 cm H2O), Refrigeration at -400C

24
Quantitative Requirements• Basis of Product : 1 ton of Cl2 ; 1.15 tons of NaOH(98%) .
• Plant capacities : 100-1000 tons/day of Cl2 in a series of electrolysis units each producing 0.5 – 2 tons Cl2 per day
Sulphric Acid (98%) 5-6 kg
Sodium hydroxide 10-15 kg
Steam 11 tons
Electricity 2900 KWH

25
• DIAPHRAGM CELL TYPE• Anode : Cl - - e ½ Cl2
• Cathode: Na+ H2O + e Na+ + OH- + ½ H2
• Overall: NaCl + H2O NaOH + ½ H2 + ½ Cl2
• MERCURY CELL PROCESS• Anode: Cl- - e ½ Cl2
• Cathode: Na+ + e Na
: Na + Hg NaHg(amalgam)
• Denuding: NaHg + H2O NaOH + ½ H2 + Hg
• Overall: NaCl + H2O NaOH + ½ H2 +Cl2
• 2NaCl + 2H2O 2NaOH + H2 +Cl2

26
2NaCl + 2H2O 2NaOH + H2 +Cl2
(58.5) (18) (40) (2) (70)
( 28.75) (28.75) (28.75) (14.375) (14.375) Kmoles
(1681.8) (517.5) (1150) (28.75) (1006) Kg
• Sample calculationMoles = weight / molecular weight
For NaCl
Moles = 1150/40 28.75 Kmol
NaCl formed (Kg) = 28.75 * 58.5 1681.8 kg (1700 Kg).

27
Factors affecting Plant location• Adequate Supply of Raw materials.• Proximity to the market — Minimum supply time. Relative cost low(one third of caustic plants are attached to paper and rayon mills). • Transport Facilities — Good capacity and speedy transportation. • Supply of Labor — Cheap Labor Supply.• Power— Regular Power Supply for operation machinery at full
capacity. • Supply of Capital — Required for Initial promotion and Expansion.• Natural Factors — Land, Water, Climate(Agriculture based
Industries). • Political Factors — Favorable Development Policies. • Government Subsidies — Exemptions, Rebates and Subsidies. • Historical and religious factors.
Need careful analysis of such factors as cheap power and salt sources coupled with risisng cost of transportation.

28
Locations of caustic soda plants
NAME PROCESS USEDDurgapur Chemicals Ltd (Durgapur W.B)
Mercury cell
J.K Chemicals Ltd ,thane (Maharastra)
Mercury cell
Sirpur Paper mills ,sirpur khaghaz nagar(A.P)
Diaphragm cell
Chemfab Alkalies ltd (pondicherry)
Membrane cell
Rohtas Industries ltd ( bihar) Mercury cell

29
REFERENCES1 ) Subrata Basu , Swapan Kumar Mukhopadhyay , Amitava
Gangopadhyay and Sujata G. Dastidar “International Research Journal of Environment Sciences Characteristic Change of Effluent from a Chlor-alkali Industry of India due to Process Modification” 2013.
2) S.Koter.A.Warszawski “Polish Journal of Environmental Studies Electro- membrane Processes in Environment Protection” (2000)
3) Yohannes Kiros and Martin Bursell “International Journal Electrochemistry Science Low Energy Consumption in Chlor-alkali Cells Using Oxygen Reduction Electrodes (2008)”
4) Rezaee, J. Derayat, S.B. Mortazavi,Y. Yamini and M.T. Jafarzadeh “American Journal of Environmental Sciences Removal of Mercury from Chlor-alkali Industry Wastewater using Acetobacter xylinum Cellulose(2005)”
5) Dryden’s outlines of chemical technology (2012)