manufacturing’s next chapter: the story of ge … · · 2013-12-18manufacturing’s next...
TRANSCRIPT

Manufacturing’s Next Chapter: The Story of GE Appliances
and the Future of Manufacturing in North America
John Shook
Lean Enterprise Institute October 2013

• AME Conference Planning Meeting - July 6-7, 2012 • Topic: AME Toronto 2013 program
“I see every value-creating organization as a collection of primary processes, involving many steps that must be performed properly in the proper sequence at the proper time” - James Womack
So, here we are, 15 months later: October 22, 2013
How we got here…

The State of “Lean” • We’re out to change the world • Making things better through Lean
Thinking & Practice – 25 - 30 years in North America
• We’ve won some battles, maybe even some wars – Auto industry – Healthcare – New frontiers

The State of “Lean” • We’re out to change the world • Making things better through Lean
Thinking & Practice – 25 - 30 years in North America
• We’ve won some battles, maybe even some wars – Auto industry – Healthcare – New frontiers
• But, there is much yet to be done!

Reshoring? • Outsourcing Insourcing • Offshoring Reshoring • Reshoring Rightshoring • Rightshoring Leanshoring

The Outsourcing Lie
The economic lie: • CEO: “I am taking money OUT of my wallet and
giving it to someone else…” • Typical company piece-price models show ill-
defined savings. Total cost analysis reveals a very different picture: – Take a look at Harry Moser’s total cost
calculator at www.reshorenow.com – Or the story of “Mathew Lovejoy” and “Acme
Alliance” at www.lean.org

Total Lean Value Streams • From analyzing the value chain as a series of
discrete transactions • To seeing the value stream as series of tight
connections, each representing a relationship that holds potential for deep learning
• Exploiting value streams with this understanding enables quick flexibility and deep adaptability
• From optimizing discrete transaction points to creating value streams as adaptive learning systems

Lean Value Stream Design Goes Mainstream in Ontario…and Underground
“Police said the ring used the “just-in-time”
supply model”

Manufacturing’s Next Chapter The story of GE Appliances is the concluding chapter of the story of North American manufacturing of the past 50 years. It could be the story of the future of North American manufacturing.

Manufacturing’s Next Chapter • What happens when we decide to reshore
offshored operations? • When operations go far away, capabilities go
with them. • How does an organization identify and go about
reacquiring needed skills? • When manufacturing operations go
away…

A Very Important Factory: Ford Highland Park 100 Years Ago

A Supply Chain as One Giant Conveyor Running Through the Country

Ford’s River Rouge
Plant
Another Important Factory…

River Rouge Giant Conveyors for “Ore to Assembly”

15 million sq. ft. 100,000 workers 100 miles of railroad track 15 miles of roads
And, of course, conveyors. 120 miles worth. And 6000 suppliers

A Supply Chain as One Giant Conveyor
Running Through …the World

The Rouge 1932 - Choked by Complexity?

New United Motor Manufacturing, Inc. – NUMMI – built its first car in December 1984 and its last on April 1, 2010. NUMMI kick-started a revolution that continues.
Another Important Factory…

Lean Success in North America
Agreement between Toyota and GM: Toyota manages the plant via the Toyota Production System GM’s “worst” (certified worst) plant: Quality Workforce Former GM workers offered jobs: Including the old “troublemakers”

john shook 21
Employee development: Some Classroom Mostly OJT or OJD TPS established: Technical - Physicals, “hard” technology - Product, plant layout, etc. Social - “Soft” technologies - Management/people systems (Note: “soft” doesn’t mean “easy”!)

Results In about one year… Quality Best ever in GM Equal to Takaoka Japan Productivity Best in GM Close to Takaoka Japan
• NUMMI as example of Successful Culture Change
• Sloan Management Review
(Limited # of copies available at the LEI booth)
• National Public Radio “This American Life” http://www.thisamericanlife.org/play_full.php?play=403

Ford Milpitas CA Plant

Ford Milpitas CA Plant Today

Model T Plaza Highland
Park Today

The Rouge Today
Rebirth

GE Appliance Park – Louisville Kentucky
From Reshoring to Rightshoring to Leanshoring

GE Appliances $5 billion global business headquartered in Louisville, KY
• Annual production volume ~3MM units
• $1 billion investment 2010-2014, over 1,300 new U.S. jobs
• 10,000 employees, @3k represented (IUE, IBEW)
• Six U.S. manufacturing operations located in KY, IN, AL, GA, TN, IL
• Appliance Park production began in 1953
• Park houses global staff, R&D, customer training facilities, manufacturing facilities
• Largest U.S. appliances production operation
• 3,600 employees … 900-acre campus

It Started with a Model Line “Can we do this for all of our products?”
– CFO GE Appliances
Spring 2009 – First Model Line
Process Inventory reduced 60% Labor efficiency improved 30% Time to produce reduced 68% Space required for line reduced 80% People First hourly kaizen positions (KPO) Cross Functional Team Missing org structure to improve

Cross Functional Team
Visual Schedule
Teardowns
7 Ways
Mockups
Production Prep
“Big Room” Process
Production

The Story of the Disappearing Screws
• Original design: visible screws • Marketing: “Want a sleek look with no
visible screws.” • Production: “Shooting screws is a lot of
work.” • Designers elegant solution…
one hidden screw and a rod!

The Story of the Disappearing Screws
• “If the people who design dishwashers sit at their desks in one building, and the people who sell them sit in another building, and the people who make them are in another country and speak a different language – you never realize that the screws should disappear, let alone come up with a way they can.”
- Charles Fishman, The Atlantic

Manufacturing’s Next Chapter • “An assembly line is a way of putting parts
together. • Lean Production is a way of putting the
assembly line itself together. So the work is as easy and efficient as possible.”
The Atlantic - Charles Fishman

GM Fremont What Production and People Systems?

Manufacturing’s Next Chapter • “An assembly line is a way of putting parts together. • Lean Production is a way of putting the assembly line
itself together. So the work is a easy and efficient as possible.”
The production system as science, as something to improve, just like an individual job.

Manufacturing’s Next Chapter The production system as science, as something to improve, just
like an individual job.
Macro enterprise system level
Value stream level
Factory level
Level of each individual job

GE Appliances Design of Lean Production and People Systems
Rich Calvaruso – Operations Bill McDonough – Human Resources
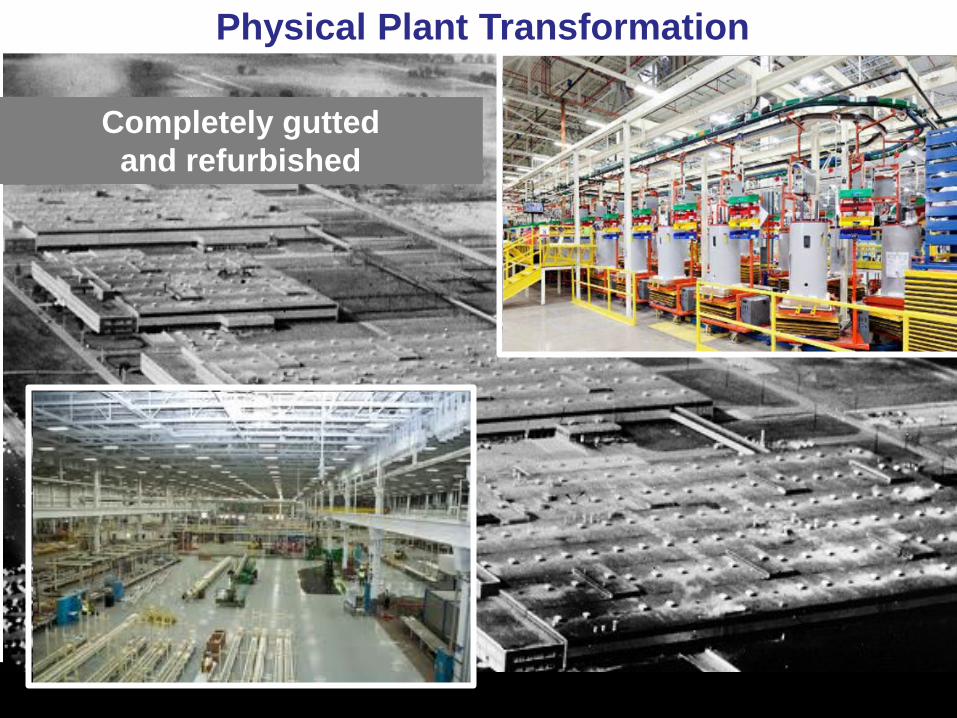
Physical Plant Transformation
Completely gutted and refurbished

Social Plant Transformation…
Winter 2011 – Little Big Room Begins
?
Which way? Study and Design by Cross Functional Team
Autoliv Herman Miller NUMMI

Social Plant Transformation
Team Leader
Team Leader
Team Leader
Area Business Leader
Business Leader
AME Design KPO Maintenance Stewards Materials EHS Quality PMQE Production Eng. HR CI Team
New Leadership Practices • Coach • Support • Motivate • Build trust • Problem Solvers • Communicate Business Objectives & Results • Collaborate across functions • Sets improvement targets for team • Involve and challenge employees

Improved Jobs, Designed for Improvement
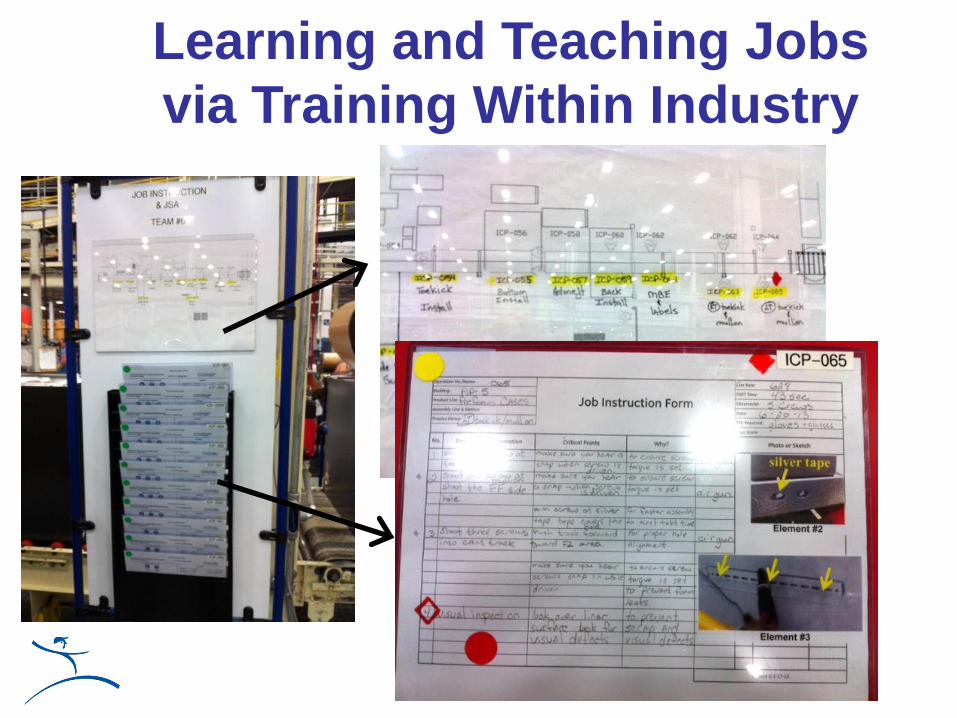
Learning and Teaching Jobs via Training Within Industry

Doing and Improving Jobs via TWI

Great
care for the
design of each
job
Simple Easy to do right Hard to do wrong Easy to spot problems

Easy to do right, hard to do wrong Easy to spot problems Easy to do pdca Then…
Support to solve problems Skill building for continuous improvement Structured support for pdca

Errors Happen

Problems Happen… what do we do with them?
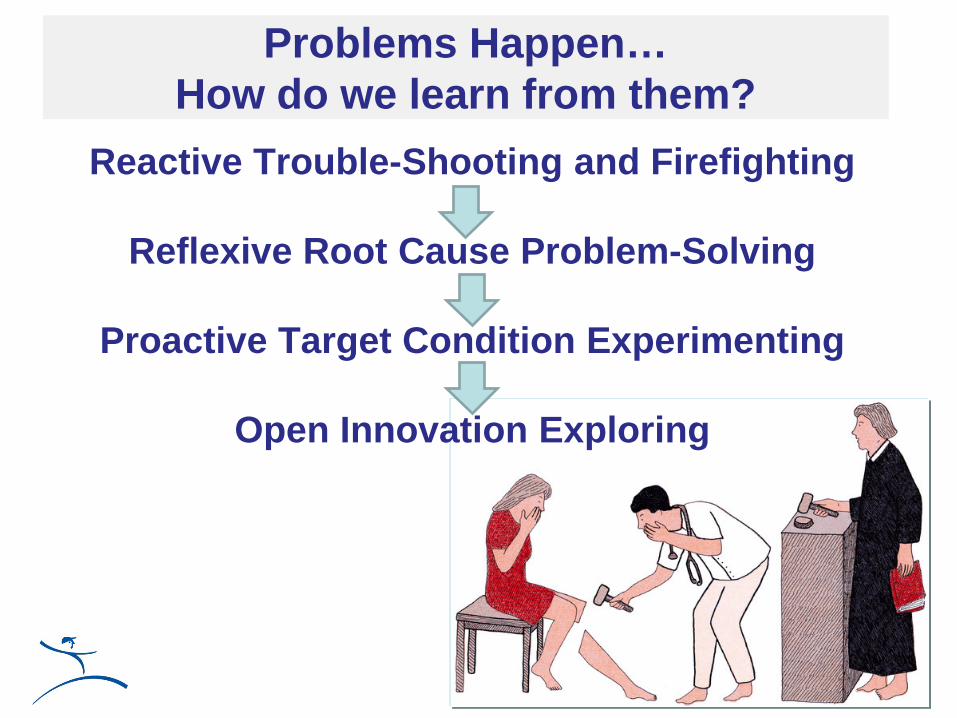
Reactive Trouble-Shooting and Firefighting
Reflexive Root Cause Problem-Solving
Proactive Target Condition Experimenting
Open Innovation Exploring
Problems Happen… How do we learn from them?

Plan-Do-Check-Act Cycle

Foster the Art & Craft of Science from “scientific management” to “management by science”
Always asking •What is the real problem? “What?” “Why?” “What if?” “Why not?”
•PDCA, DMAIC, Kaizen, Continuous Improvement – call it what you will, as long as it is an approach to scientific thinking: the art & craft of science.
john shook 52

LEAN – and Six Sigma and “Process Improvement”
Whether or not it’s all a waste of time is a question of “purpose”…

Manufacturing’s Next Chapter The production system as science, as something to improve, just
like an individual job.
Macro enterprise system level
Value stream level
Factory level
Level of each individual job

GM Fremont What aligned business purpose?

Lean Transformation Model
PROCESS IMPROVEMENT
Continuous,
real, practical changes to
improve the way the work is done
CAPABILITY DEVELOPMENT
Sustainable
improvement capability
in all people at all levels
SITUATIONAL APPROACH - Value-Driven Purpose -
“WHAT PROBLEM ARE WE TRYING TO SOLVE?”
Basic Thinking, Mindset, Assumptions That underlies the transformation
Clear Roles and Responsibilities
LEADERSHIP MANAGEMENT
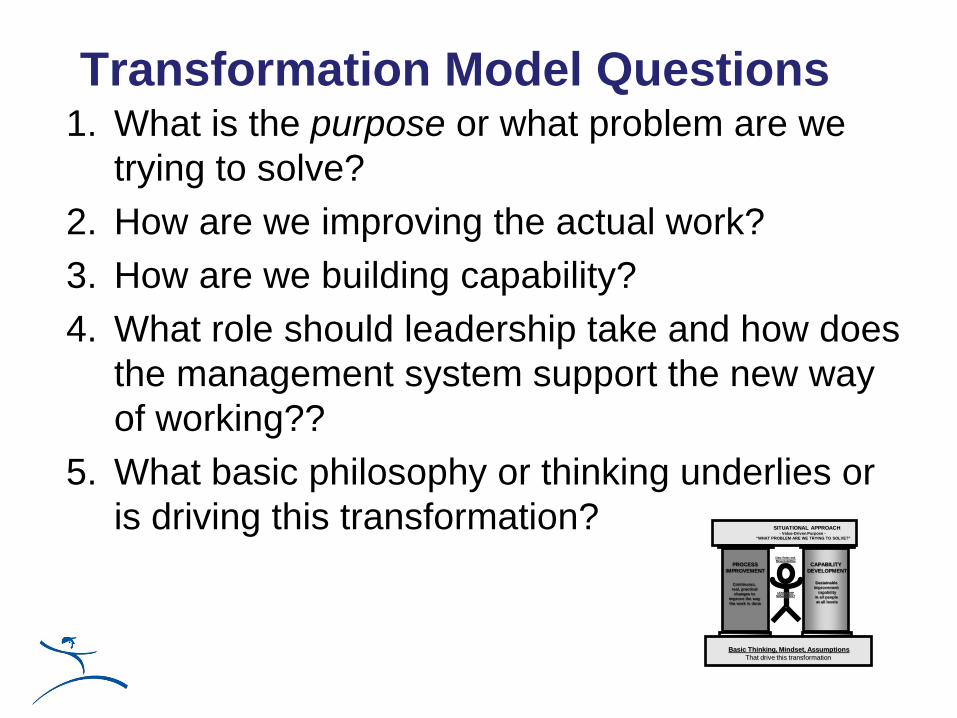
Transformation Model Questions 1. What is the purpose or what problem are we
trying to solve? 2. How are we improving the actual work? 3. How are we building capability? 4. What role should leadership take and how does
the management system support the new way of working??
5. What basic philosophy or thinking underlies or is driving this transformation?
PROCESS IMPROVEMENT
Continuous, real, practical
changes to improve the way the work is done
CAPABILITY DEVELOPMENT
Sustainable
improvement capability
in all people at all levels
SITUATIONAL APPROACH - Value-Driven Purpose -
“WHAT PROBLEM ARE WE TRYING TO SOLVE?”
Basic Thinking, Mindset, Assumptions That drive this transformation
Clear Roles and Responsibilities
LEADERSHIP MANAGEMENT

“GEMBA” is not just a Japanese concept…
“If you want to know about something you ask the people who know; the
collier, the countryman, you ask the fellows who cut
the hay.”
- George Ewart Evans
So, here we are, October 22, 2013
How we got here…
Four Lean Books

And Four More…


62
What is the Lean Enterprise Institute?
• Non-profit education and research institute, based in Cambridge, MA, with 16 global affiliates
• CEO John Shook, 15 full time employees, extensive list of faculty and associates
• Founded in 1997 by Dr. James Womack, principle scientist of the MIT IMVP study that resulted in “The Machine That Changed the World”
• Over 250,000 members from all industries • Mission: Advance Lean thinking and practice in all
things, everywhere

LEI Mission and Vision
Mission: “Make Things Better Through Lean Thinking & Practice” Vision: A mission-driven institute that bridges academic knowledge with practical, real-world application to help society improve through lean thinking & practice

High-Level Transformation Model • Basic Approach: PDCA – The art and craft of science • TWO Pillars: Process Improvement and Capability Development
– Process Improvement • Start with the work
– Individual level, system level – Capability Development
• At all levels • Problem-solving, improvement capability
• Specific Approach in each case: Situational, determined by asking – “What problem are we trying to solve?”
PROCESS IMPROVEMENT
Continuous, real, practical
changes to improve the way the work is done
CAPABILITY DEVELOPMENT
Sustainable
improvement capability
in all people at all levels
SITUATIONAL APPROACH - Value-Driven Purpose -
“WHAT PROBLEM ARE WE TRYING TO SOLVE?”
Basic Thinking, Mindset, Assumptions That drive this transformation
Clear Roles and Responsibilities
LEADERSHIP MANAGEMENT

Lean Enterprise Institute
Industry Networking and events
Education: public and in-house workshops
Digital books, courses, social
networking
www.lean.org community with
over 230,000 members
Publications
Coaching and Co-Learning

LEI Partnerships
• LEI establishes a limited number of collaborative learning partnerships with organizations committed lean transformation.

LEI Co-Learning Partnerships • LEI establishes a limited number of collaborative
learning partnerships with organizations committed to lean transformation.
• We want to see the creation of at least one exemplary “reference model” in each sector, each level and each type of work.
• Co-learning projects are defined by determining (together with the partner) the questions to be addressed and the means of addressing them.
• For each specific project, define current, ideal and target conditions. Then LEI will provide support:
As little as possible As much as necessary

Lean Global Network

Lean Transformation
Technical
69

Lean Transformation
Social
70

People & Process – aligned by leaders to achieve purpose
