mapping the secondary resources in the eu (urban...
TRANSCRIPT

MSP-REFRAMCoordination and Support Actions (Coordinating) (CSA-CA)
Co-funded by the European Commission under theEuratom Research and Training Programme on Nuclear
Energy within the Seventh Framework ProgrammeGrant Agreement Number : 688993
Start date : 2015-12-01 Duration : 19 Months
Mapping the secondary resources in the EU (urban mines)
Authors : Mr. Witold KURYLAK (IMN) Ulla-Maija Mroueh (VTT), Susanna Casanovas (Amphos21); Rocio Barras Garcia andSantiago Cuesta (ICCRAM); Witold Kurylak, Katarzyna Leszczynska-Sejda (IMN)
MSP-REFRAM - D4.1 - Issued on 2016-05-11 16:08:25 by IMN
MSP-REFRAM - D4.1 - Issued on 2016-05-11 16:08:25 by IMN
MSP-REFRAM - Contract Number: 688993Multi-Stakeholder Platform for a Secure Supply of Refractory Metals in EuropeEC Scientific Officer: Stéphane Bourg (CEA)
Document title Mapping the secondary resources in the EU (urban mines)
Author(s)Mr. Witold KURYLAK; Ulla-Maija Mroueh (VTT), Susanna Casanovas (Amphos21); RocioBarras Garcia and Santiago Cuesta (ICCRAM); Witold Kurylak, Katarzyna Leszczynska-Sejda(IMN)
Number of pages 78
Document type Deliverable
Work Package WP4
Document number D4.1
Issued by IMN
Date of completion 2016-05-11 16:08:25
Dissemination level Public
Summary
Mapping the secondary resources in the EU (urban mines)
Approval
Date By
2016-05-11 16:09:29 Mr. Witold KURYLAK (IMN)
2016-05-11 17:26:06 Mr. BOURG STéPHANE (CEA)
MSP-REFRAM - D4.1 - Issued on 2016-05-11 16:08:25 by IMN

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 1
1. CONTENT
1. Content ........................................................................................................................1
1. Introduction .................................................................................................................5
1.1. Scope and objectives ................................................................................................5
1.2. Global Recycling rates of refractory metals...............................................................5
2. Mapping and Collection of Niobium containing end-OF-Life waste and scrap ..............8
2.1. Applications containing niobium ..............................................................................8
2.1.1. Steel products ...................................................................................................8
2.1.2. Superalloys ......................................................................................................10
2.1.3. Niobium-based Alloys ......................................................................................10
2.1.4. Fine Ceramics ..................................................................................................11
2.2. Nb in applications and end-of-life wastes ...............................................................12
2.3. End-of-life volymes of products and Nb in products ...............................................18
2.3.1. Waste electrical and electronic equipment, WEEE ...........................................18
2.3.2. End of life vehicles (EOL) .................................................................................21
2.4. Current fate of End-Of_life produts ........................................................................23
2.5. Methods of collection of the products ....................................................................25
2.6. Incentives for collection of the products.................................................................25
2.7. References .............................................................................................................26
3. Mapping and Collection of tantalum containing end-OF-Life waste and scrap ...........28
3.1. Introduction ...........................................................................................................28
3.2. Applications containing tantalum ...........................................................................28

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 2
3.2.1. Capacitors .......................................................................................................28
3.2.2. Estimated content and Form of Ta in capacitors ..............................................29
3.2.3. Other electronic components ..........................................................................30
3.2.4. Cemented carbides .........................................................................................30
3.2.5. Ta superalloys .................................................................................................30
3.2.6. Process equipment ..........................................................................................31
3.2.7. Medical applications........................................................................................31
3.2.8. Other applications ...........................................................................................31
3.3. Ta and Ta containing components in products And end-of-life waste .....................32
3.3.1. End-of-life volumes of Products and refractory metals in products .................37
3.4. Current fate of end-of-life products And manufacturing scrap ...............................39
3.4.1. WEEE ...............................................................................................................39
3.4.2. End-of-Life Vehicles .........................................................................................40
3.4.3. Other end-of-life applications ..........................................................................40
3.4.4. Recycling of manufacturing scrap ....................................................................41
3.5. Methods for Collection of the products ..................................................................41
3.5.1. ELV and WEEE .................................................................................................42
3.5.2. Other Ta containing End-of-Life products ........................................................42
3.6. Legislative and Economic Incentives .......................................................................43
3.6.1. ELV and WEEE collection .................................................................................43
3.7. References .............................................................................................................43
4. Mapping and collection of molybdenum containing End-of-Life waste and scrap ......46
4.1. Molybdenum containing products ..........................................................................46
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 3
4.1.1. Stainless steel ..................................................................................................47
4.1.2. Molybdenum grade Alloy Steels & Irons ..........................................................47
4.1.3. Molybdenum grade superalloys ......................................................................47
4.1.4. Molybdenum metal & alloys ............................................................................48
4.1.5. Chemical Uses Of Molybdenum .......................................................................48
4.1.6. Consumption of Molybdenum from Waste and scraps ....................................50
4.2. Recycling of Molybdenum from End oF-LIFE products and scraps ...........................51
4.2.1. Steel and alloy scraps ......................................................................................51
4.2.2. Spent Ni-Mo catalyst .......................................................................................57
4.2.3. Other wastes ...................................................................................................57
4.3. Quantities of Mo containing waste and scrap .........................................................57
4.3.1. End-Of-life vehicles .........................................................................................59
4.4. REFERENCES ...........................................................................................................59
5. Mapping and collection of RHENIum containing End-of-Life waste and scrap ............61
5.1. Introduction ...........................................................................................................61
5.2. Applications containing rhenium ............................................................................61
5.2.1. development of the use of rhenium ................................................................61
5.2.2. Current status of Re consumption ...................................................................62
5.3. Recycling of Re .......................................................................................................66
5.4. References .............................................................................................................67
6. Mapping and collection of Tungsten containing End-of-Life waste and scrap .............68
6.1. applications of tungsten .........................................................................................68
6.1.1. Tungsten life-cycle...........................................................................................69

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 4
6.1. tungsten end-of-life products and manufacturing waste ........................................70
6.1.1. Spent Ni-W catalyst. ........................................................................................70
6.1.2. Other W bearing wastes ..................................................................................70
6.2. Collection and recycling of tungsten scrap ..............................................................73
6.3. Rererences .............................................................................................................76
7. SUmmary - Knowledge gaps .......................................................................................77
The deliverable has been prepared by Susanna Casanovas, Amphos21; Rocio Barras Garciaand Santiago Cuesta, ICCRAM; Witold Kurylak, IMN and Ulla-Maija Mroueh, VTT

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 5
MSP-REFRAMD411 MAPPING THE SECONDARYRESOURCES IN THE EUUlla-Maija Mroueh, VTT, Susanna Casanovas, Amphos21; Rocio Barras Garcia and SantiagoCuesta, ICCRAM; Witold Kurylak, IMN
1. INTRODUCTION
1.1.SCOPE AND OBJECTIVES
This report is a part of the European project Multi-Stakeholder Platform for a Secure Supplyof Refractory Metals, MSP-REFRAM. The project aims for providing key information at policy,technical and market level to stakeholders along the refractory metals (molybdenum,niobium, tantalum, tungsten and rhenium) value chain in order to strengthen Europeanmarket as well as establishing a multi-stakeholder platform supporting the refractory metalssector in Europe.
These highly strategic resources are mainly imported to Europe as metals or in products andproduct components because the primary production is very limited. Therefore it would beimportant to map and valorise better the secondary resources which exist in Europe. Theaim of this report is to identify the end-of-life waste products (urban mine) and theircomponents containing refractory metals, estimate their quantities and form in the productsin the limits of the available data, to identify the existing collection infrastructures and theincentives for delivery of waste products to legal operators.
1.2.GLOBAL RECYCLING RATES OF REFRACTORY METALS
Graedel et al. [1] propose various recycling metrics to estimate global end-of life recyclingrates. Figure 1 illustrates a simplified metal and production life cycle.
The different types of recycling are related to the type of scrap and its treatment:
· Home scrap: generated during material production or during fabrication ormanufacturing that can be directly reinserted in the process

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 6
· New scrap: generated during fabrication and manufacturing but it is not recycledwith the same facility but rather is transfer to the scrap market.
· Old scrap: metal in products that has reached their end of life.· Functional recycling: portion of end of life recycling in which the metal in a discarded
product is separated and sorted to obtain recycles that are returned to raw materialproduction process that generate metal or metal alloy.
· Nonfunctional recycling: portion of end of life recycling in which the metal iscollected as old metal scrap and incorporated in an associated large-magnitudematerial stream as a tramp or impurity elements.
· Losses occur when metal is not completely captured through any of the recyclingstream mentioned.
Figure 1. The life cycle of a metal
At end of life, the recycling efficiency of a metal can be measured at three levels [1]:
1. Old scrap collection rate (CR)2. Functional recycling (EOL-RR: End-of life – Recycling Rate)3. Old scrap in the recycling flow (OSR)
A summary of the recycling rates of the refractory metals Mo, W, Ta, Nb and Re is presentedin the Table 1.
Table 1. Recycling rates of refractory metals [1]

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 7
Refractory Metal FunctionalRecycling
Old Scrapcollection rate
Old scrap in therecycling flow
Mo >25-50% >25-50 >25-50Nb >50 >50 >25-50Re >50 >10-25 >25-50W >10-25 >25-50 >50Ta <1 >10-25 >1-10
The study of Graedel et al. provides additionally different ranges of recycling rates usingdifferent methods found in the literature. These results are presented in the table below:
Table 2. Recycling rates of refractory metals using different methodologies
Refractory Metal FunctionalRecycling
Old Scrapcollection rate
Old scrap in therecycling flow
Mo 301 331 332, 671
Nb 503, 562 223 442, 563
Re >50 10-50 50W 10-25,664 464 804
Ta <1, 355 10-25, 215 1-10, 435
1. J. W. Blosson, Molybdenum recycling in the United States in 1998, USGS Circular 119-L.
2. Working group consensus3. L.D. Cunningham, 2004a. Columbium (niobium) recycling in the United States in
1998, USGS Circular 1196-I4. K.B. Shedd. Tungsten recycling in the United States in 2000, USGS Open File Report
IFR-2005-1028 (2005)5. L.D. Cunningham, 2004b. Tantalum recycling in the United States in 1998, USGS
Circular 1196-Z
[1] T. E. Graedel, J. Allwood, J. Birat, M. Buchert, C. Hagelüken, B. K. Reck, S.F... Sibley, G.Sonnenmann. 2011. Journal of Industrial Ecology 15 (3), 355-366.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 8
2. MAPPING AND COLLECTION OF NIOBIUM CONTAINING END-OF-LIFE WASTEAND SCRAP
2.1.APPLICATIONS CONTAINING NIOBIUM
The unique properties of niobium make it a vital component in a diverse range ofapplications and products, e.g.: superconductivity, corrosion-resistance, very high meltingtemperatures, shape memory properties, high coefficient of capacitance and bio-compatibility (BGS, 2011).
The most important application for niobium (89% of total production) is as an alloyingelement to strengthen high-strength-low-alloy steels used to build automobiles and high-pressure gas transmission pipelines. The major niobium engineering alloys produced areFerro niobium, nickel-niobium and niobium metal and oxide. Ferro niobium is usedworldwide as an alloying component in steels for vehicles. High-purity Ferro niobium andnickel niobium are used in nickel-, cobalt-, and iron based superalloys for applications suchas jet engine components, rocket subassemblies, and heat-resistant equipment.
The remaining 11% of total production is utilized in superconducting niobium-titanium alloysused for building and Magnetic Resonance Imagery (MRI) and other minor applications.These include, in oxide form, electronic ceramics and camera lenses because niobiumincreases the refraction index. Electronic components include frequency filters made of theone crystal quality of Nb2O5 and anti-reflex layers in form of sputtering targets (CBMM, HCStarck).
The following sections describe main applications of niobium in its different forms, itsproperties or technical attributes and the final components/products where niobium iscontained. The identification of products containing niobium will enable the identification ofthe corresponding end of life (EOL) products and waste streams where niobium may bepresent (BGS 2011, CBMM, H.C. Starck):
2.1.1. STEEL PRODUCTS
In the steel industry, niobium is added in the form of ferro niobium and finds its principalapplication in microalloyed steel products (steels containing small additions of Nb, Ti or V,usually less than 0.10 wt.-%), and stainless steels.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 9
The easiest way to increase the strength of steel is to increase its carbon content. Thistraditional expedient, however, also deteriorates other desirable properties such asweldability, toughness and formability. Microalloying with niobium, vanadium or titanium inamounts below 0.10 wt. % is an alternative method for enhancing the strength of steel whilestill preserving acceptable secondary properties.
Flat products
Niobium microalloyed high strength steel plates are used in a variety of applications. Largediameter line pipe for the transmission of gas (and oil) is the most important item producedfrom plate. Gas transmission line pipe requires a high level of strength to contain the high-pressure gas as well as acceptable toughness to prevent propagation of a long fracture in theevent that external forces (such as an earthquake) initiate a fracture. This is especiallyimportant where "rich" gas is involved. Good weldability is also needed to allow for easyfabrication of a transmission system.
Long products
Long products are steel products such as bars, sections or wire rod. All these products can beproduced in higher strength grades using niobium. Structural sections (e.g. angles, beams)are widely used in civil construction, railway wagons, transmission towers, etc.
Stainless steels
Ferritic stainless steels with niobium can withstand the higher temperatures that areessential for optimal catalytic efficiency in modern exhaust systems. Temperatures up to 950ºC in the manifold are fundamental for the catalytic system to convert carbon monoxide intocarbon dioxide and to reduce the level of nitrogen oxide and sulphur oxide in the emissions.Niobium helps reduce emissions of vehicle greenhouse gases by making catalytic conversionmore efficient.
Ferritic stainless steels with niobium are also used in a variety of new applications, such asbuilding roofs and facades, solar water heaters and potable water pipes.
Other iron and steel products
Other miscellaneous products using niobium include seamless pipe, tool steel, cast iron andsteel castings. High strength niobium microalloyed grades are used in oil and gas well drillingoperations (drill pipe and well casing).

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 10
A variety of alternative cutting tool materials, such as niobium carbides, have been recentlydeveloped as well. Tool steels are still the most important machining devices, which rely on avariety of alloying elements to develop cutting capability. The addition of niobium to formhard niobium carbides upgrades the performance of tool steels. Some tool steelcompositions are being used to manufacture other items such as rolling mill rolls and hard-facing electrodes.
The use of niobium in cast iron is a relatively new technology. The most significantapplications are in automotive cylinder heads, piston rings and truck brakes. The formationof very hard carbides (good for wear resistance) and the modification of graphite cell size aretwo of niobium's attributes in this application.
Steel castings use niobium as a microalloy, for good combination of strength and toughness.Several new applications have been developed, such as ingot moulds, slag pots, rolling millback-up rolls, nodes for offshore platforms and machinery components.
2.1.2. SUPERALLOYS
The so-called superalloys are materials designed to function for extended periods in highlyoxidizing and corrosive atmospheres at temperature above 650°C. Superalloys represent thesecond largest use of niobium outside the steel industry.
There are scores of different superalloys used in a variety of high temperature or corrosiveenvironments. However, the single most important member of the class is Inconel 718, anickel-based alloy containing 5.3-5.5 wt.-% niobium. This alloy forms the backbone ofcommercial and military jet engine manufacture. The most common jet engine in servicetoday, the CFM56 made by the GE/Snecma joint venture, contains about 300 kilos ofniobium. Other industrially important nickel-based alloys containing niobium are Inconel 706(3 wt.-% Nb) and Inconel 625 (3.5 wt.-% Nb).
Alloy 718 was initially developed as a disk material for aircraft gas turbines even though itsuses have expanded over recent years to include other engine parts such as bolts, fastenersand rotor shafts. Further uses for this remarkable alloy have also been found in otherindustries such as nuclear, cryogenics and petrochemicals. Land based turbines for electricitygeneration are becoming increasingly important as the efficiencies of these machines arebeing increased to acceptable levels (56-58%) by increasing operating temperatures.
2.1.3. NIOBIUM-BASED ALLOYS

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 11
Alloying niobium with other elements such as titanium, zirconium, hafnium, tantalum,tungsten and other metals produces materials with highly desirable engineering properties.
Niobium itself has long being known to exhibit superconductivity (the loss of all electricalresistivity, below a critical temperature near absolute zero). Although pure niobium findsapplication in microwave cavities used in particle accelerators, the most importantsuperconductor materials are niobium-titanium and niobium-tin.
Magnetic Resonance Imaging (MRI) used in medical diagnostics, and Nuclear MagneticResonance used in spectrographic (analytical) applications, are the two commercialapplications for niobium as a superconductor material.
Niobium-based alloys are also used as refractory materials for aerospace applications sincethey have excellent high temperature strength above 1,300°C and readily accept coatings toprotect against oxidation. The most important alloy in this case is called C-103 (a niobium-hafnium-titanium alloy) used mainly in rocket thrusters and rocket nozzles.
Niobium-1% zirconium alloy is used as a precision support member in high-efficiency andhigh-intensity sodium vapour street lamps. These tiny components require a material withhigh hot strength and superior formability which must be resistant to corrosion from sodiumvapour.
Niobium is also used in heavy water nuclear reactors of the CANDU (Canada DeuteriumUranium) type in a Zirconium-2.5% niobium alloy. This alloy's high strength permits the useof thin wall sections, allowing better neutron economy. Another application is in nuclearreactors for submarines.
2.1.4. FINE CERAMICS
High purity niobium oxide is being used in the manufacture of fine ceramics. These specialmaterials are generally classified as being either functional or structural (engineering)materials. The former category includes ceramic capacitors for electronics and optical lenses.The latter group consists of heat resistant and abrasion resistant materials, tools, engineparts and other structural articles. Industrial applications of functional materials haveadvanced far ahead of structural materials.
The world demand for niobium oxide in functional ceramics is mainly for optical lenses andceramic condensers and actuators. The balance is very high purity 99.99% Nb2O5 which isused to produce lithium niobate single crystals for application in surface acoustic wave(SAW) devices for TV receivers.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 12
2.2.NB IN APPLICATIONS AND END-OF-LIFE WASTES
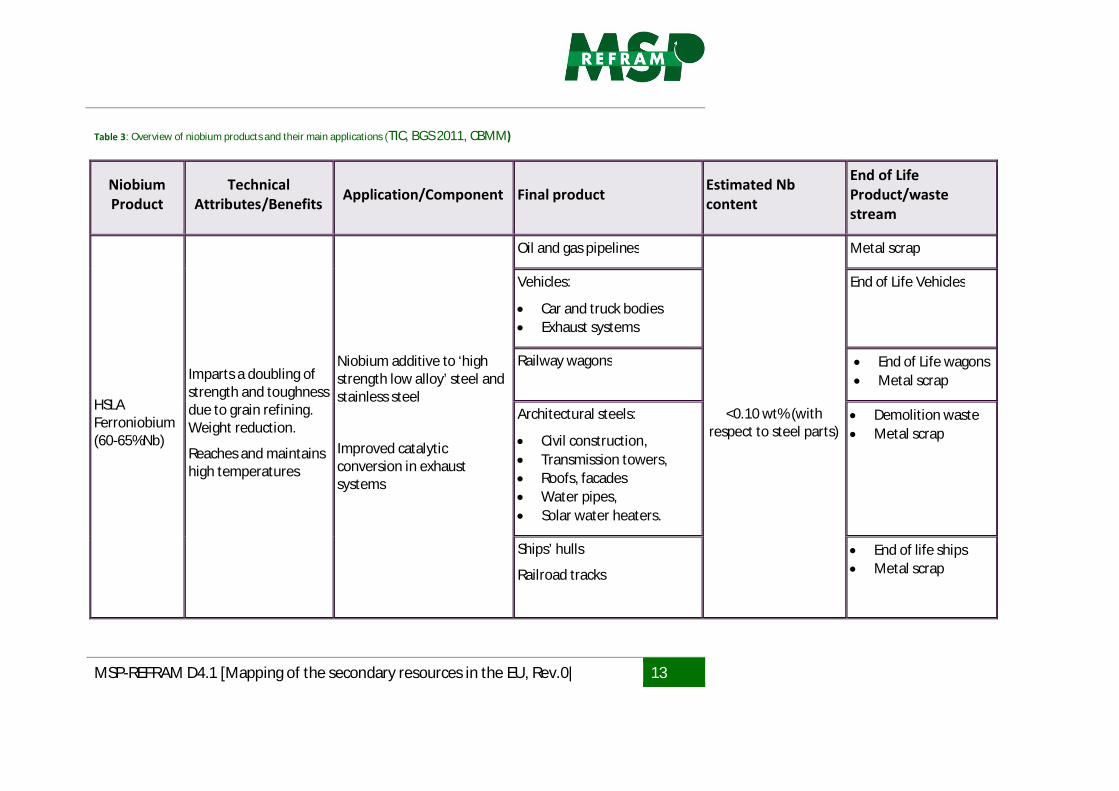
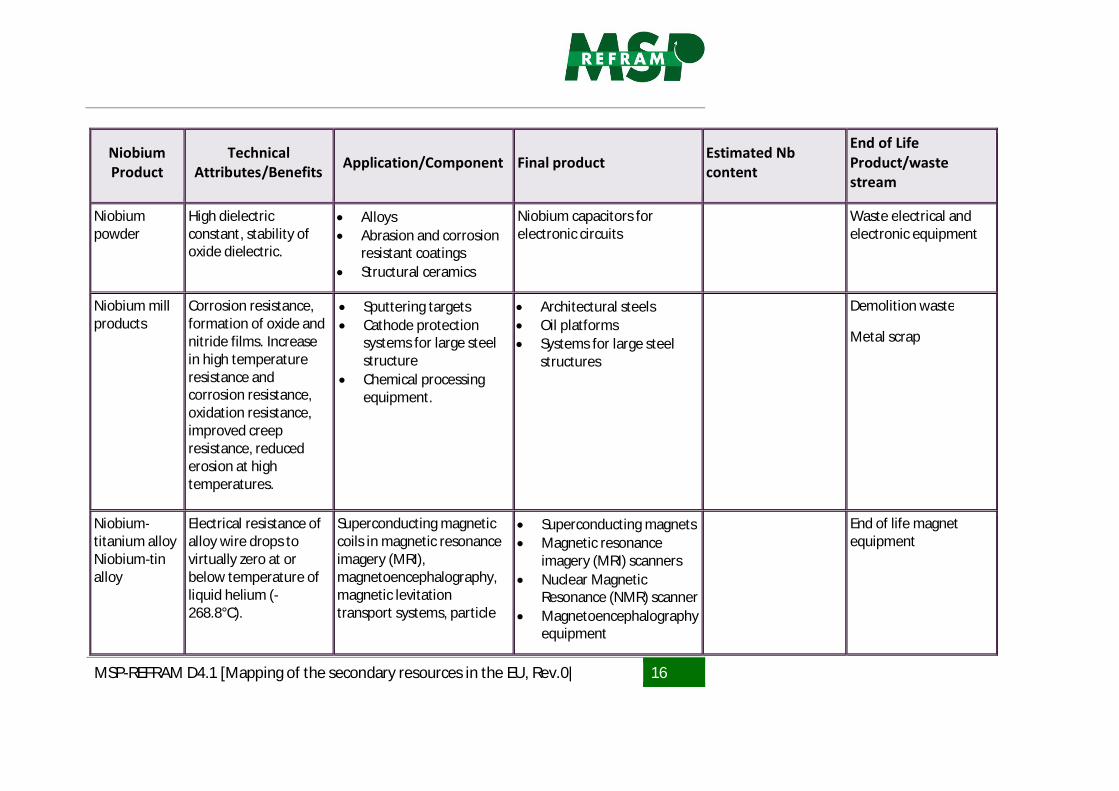
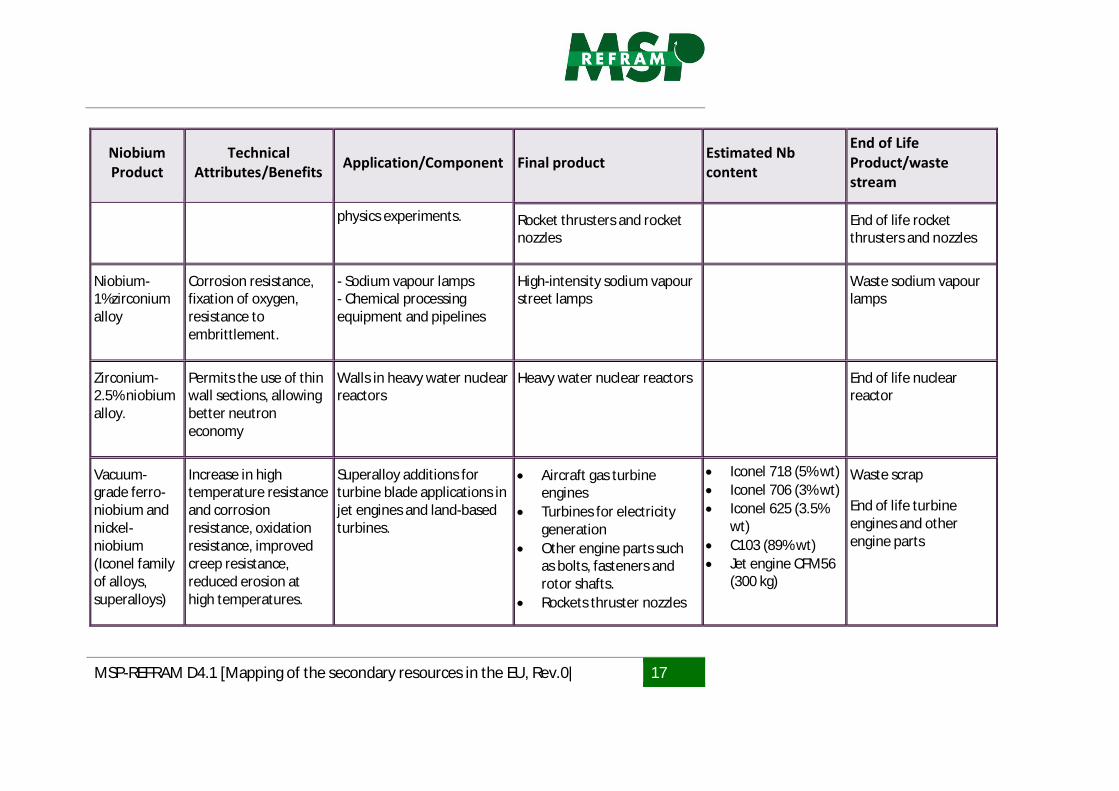
Table 3 summarizes main applications of niobium in its different forms, the finalcomponents/products where niobium is contained, the estimated content (where available)and the corresponding End of Life (EoL) products/waste streams where niobium could betraced.
Few references have been identified regarding the content of niobium in EOL products suchas WEEE or ELV. As described in section Error! Reference source not found., niobium-steelalloys, super alloys magnets and capacitors containing niobium are used in electric andelectronic equipment. According to UNEP, 2013, a computer can contain 0.0002% ofniobium in welding alloy and housing.
The recovery of Au, Ag, Cu and Nb from PCBs (printed circuit boards) of discarded computersusing leaching column technique is described by Montero, 2012 as the PCBs (printed circuitboards) are the components in electronic waste where the precious metals concentrationsare higher. The amount of Au, Ag, Nb and Cu found in used PCBs were: Au 613 g/t, Ag 1,515g/t, Nb 36 g/t and Cu 23.4%.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 13
Table 3: Overview of niobium products and their main applications (TIC, BGS 2011, CBMM)
NiobiumProduct
TechnicalAttributes/Benefits Application/Component Final product Estimated Nb
content
End of LifeProduct/wastestream
HSLAFerroniobium(60-65%Nb)
Imparts a doubling ofstrength and toughnessdue to grain refining.Weight reduction.
Reaches and maintainshigh temperatures
Niobium additive to ‘highstrength low alloy’ steel andstainless steel
Improved catalyticconversion in exhaustsystems
Oil and gas pipelines
<0.10 wt% (withrespect to steel parts)
Metal scrap
Vehicles:
· Car and truck bodies· Exhaust systems
End of Life Vehicles
Railway wagons · End of Life wagons· Metal scrap
Architectural steels:
· Civil construction,· Transmission towers,· Roofs, facades· Water pipes,· Solar water heaters.
· Demolition waste· Metal scrap
Ships’ hulls
Railroad tracks
· End of life ships· Metal scrap

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 14
NiobiumProduct
TechnicalAttributes/Benefits Application/Component Final product Estimated Nb
content
End of LifeProduct/wastestream
Niobium incast iron
Good for wearresistance
Formation of very hardcarbides
Automotive cylinder heads,piston rings and truck brakes
Vehicles End of Life Vehicles
Niobium insteel castings
Good combination ofstrength and toughness
· Ingot moulds· slag pots· rolling mill back-up rolls· nodes for offshore
platforms· machinery components
Metal scrap
Niobiumoxide
· High index ofrefraction
· High dielectricconstant.
· Increase lighttransmittance.
Speciality glasses andstructural ceramics:
· Camera and eyeglasslenses
· Coating on glass forscreens
· Ceramic for capacitorsand high performancebearings.
· Cameras,· Computer screens,· TV receivers
0,0002% in computers(weldingalloy/housing)
Waste electrical andelectronic equipment:
· Cameras,· Computers· TVs· Printed circuit
boards

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 15
NiobiumProduct
TechnicalAttributes/Benefits Application/Component Final product Estimated Nb
content
End of LifeProduct/wastestream
Lithiumniobate
Optical, pyroelectricand piezoelectricproperties
Electronic components:
· Surface acoustic wave(SAW) filters devices.
· Ceramic for capacitors
· Mobile phones· Motion detectors· Laser switching devices· Touch screen
technologies
Waste electrical andelectronic equipment:
· Mobile phones· Touch screens· Laser devices
Niobiumnitride
Superconductivity Components ofsuperconducting magnets
Magnetic resonance imagery(MRI) scanners
End of life MRIscanners
Niobiumcarbide
High temperaturedeformation, controlsgrain growth.
Refractory ceramicsubstances used in highstress, high temperatureapplications.
· Industrial high speedcutting and boring tools.
· Teeth for excavatorbuckets
· Drill bits for the miningindustry
· EoL industrialcutting tools
· EoL teeth ofexcavators
· EoL drill bits
Increases strength andimproves wearresistance, increasingthe life of tool cuttingedged.
Surfaces of tool cuttingedges. Nb is applied usingchemical vapour deposition(CVD) or physical vapourdeposition (PVD).
Industrial cutting tools End of life industrialcutting tools
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 16
NiobiumProduct
TechnicalAttributes/Benefits Application/Component Final product Estimated Nb
content
End of LifeProduct/wastestream
Niobiumpowder
High dielectricconstant, stability ofoxide dielectric.
· Alloys· Abrasion and corrosion
resistant coatings· Structural ceramics
Niobium capacitors forelectronic circuits
Waste electrical andelectronic equipment
Niobium millproducts
Corrosion resistance,formation of oxide andnitride films. Increasein high temperatureresistance andcorrosion resistance,oxidation resistance,improved creepresistance, reducederosion at hightemperatures.
· Sputtering targets· Cathode protection
systems for large steelstructure
· Chemical processingequipment.
· Architectural steels· Oil platforms· Systems for large steel
structures
Demolition waste
Metal scrap
Niobium-titanium alloyNiobium-tinalloy
Electrical resistance ofalloy wire drops tovirtually zero at orbelow temperature ofliquid helium (-268.8°C).
Superconducting magneticcoils in magnetic resonanceimagery (MRI),magnetoencephalography,magnetic levitationtransport systems, particle
· Superconducting magnets· Magnetic resonance
imagery (MRI) scanners· Nuclear Magnetic
Resonance (NMR) scanner· Magnetoencephalography
equipment
End of life magnetequipment
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 17
NiobiumProduct
TechnicalAttributes/Benefits Application/Component Final product Estimated Nb
content
End of LifeProduct/wastestream
physics experiments. Rocket thrusters and rocketnozzles
End of life rocketthrusters and nozzles
Niobium-1%zirconiumalloy
Corrosion resistance,fixation of oxygen,resistance toembrittlement.
- Sodium vapour lamps- Chemical processingequipment and pipelines
High-intensity sodium vapourstreet lamps
Waste sodium vapourlamps
Zirconium-2.5% niobiumalloy.
Permits the use of thinwall sections, allowingbetter neutroneconomy
Walls in heavy water nuclearreactors
Heavy water nuclear reactors End of life nuclearreactor
Vacuum-grade ferro-niobium andnickel-niobium(Iconel familyof alloys,superalloys)
Increase in hightemperature resistanceand corrosionresistance, oxidationresistance, improvedcreep resistance,reduced erosion athigh temperatures.
Superalloy additions forturbine blade applications injet engines and land-basedturbines.
· Aircraft gas turbineengines
· Turbines for electricitygeneration
· Other engine parts suchas bolts, fasteners androtor shafts.
· Rockets thruster nozzles
· Iconel 718 (5% wt)· Iconel 706 (3% wt)· Iconel 625 (3.5%
wt)· C103 (89% wt)· Jet engine CFM56
(300 kg)
Waste scrap
End of life turbineengines and otherengine parts

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 18
2.3.END-OF-LIFE VOLUMES OF PRODUCTS AND NB IN PRODUCTS
Niobium is recycled when niobium-bearing steels and superalloys are recycled at industrial scalebut waste recovery specifically for niobium content is generally negligible. Though the amount ofniobium recycled may be as much as 20% of apparent consumption (BGS, 2011), the amount ofniobium recovered from other sources, e.g. end of life products, is minor.
As described in sections Error! Reference source not found. and Error! Reference source notfound., niobium is used in final products such as electrical and electronic equipment (includinglighting equipment) and vehicles; however, few references have been identified regarding thecontent of niobium in such products.
Niobium is recycled when niobium-bearing steels and superalloys are recycled at industrial scalebut waste recovery specifically for niobium content is generally negligible. Though the amount ofniobium recycled may be as much as 20% of apparent consumption (BGS, 2011), the amount ofniobium recovered from other sources, e.g. end of life products, is minor.
As described in sections Error! Reference source not found. and Error! Reference source notfound., niobium is used in final products such as electrical and electronic equipment (includinglighting equipment) and vehicles; however, few references have been identified regarding thecontent of niobium in such products.
The following sections describe the volumes of WEEE and ELV generated in the EU, which maycontain niobium.
2.3.1. WASTE ELECTRICAL AND ELECTRONIC EQUIPMENT, WEEE
Waste electrical and electronic equipment (WEEE) is currently considered to be one of thefastest growing waste streams in the EU, growing at 3-5 % per year. The recycling of WEEE offerssubstantial opportunities in terms of making secondary raw materials such as refractory metalsavailable on the market. The revised WEEE directive promoting the collection and recycling ofsuch equipment (Directive 2012/19/EU) entered into force on 13 August 2012 and becameeffective on 14 February 2014. The legislation provides for the creation of collection schemeswhere consumers return their used waste equipment free of charge, with the aim to increasethe recycling rates and/or re-use of WEEE.
Although niobium, among other critical metals, is not recovered from such waste streams atpresent, the trends in the amount of EEE put on the market and of WEEE collected and treatedfor the EU in the period from 2007–12 contribute to the estimation of the volume of end-of-lifeproducts potentially containing niobium in the EU.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 19
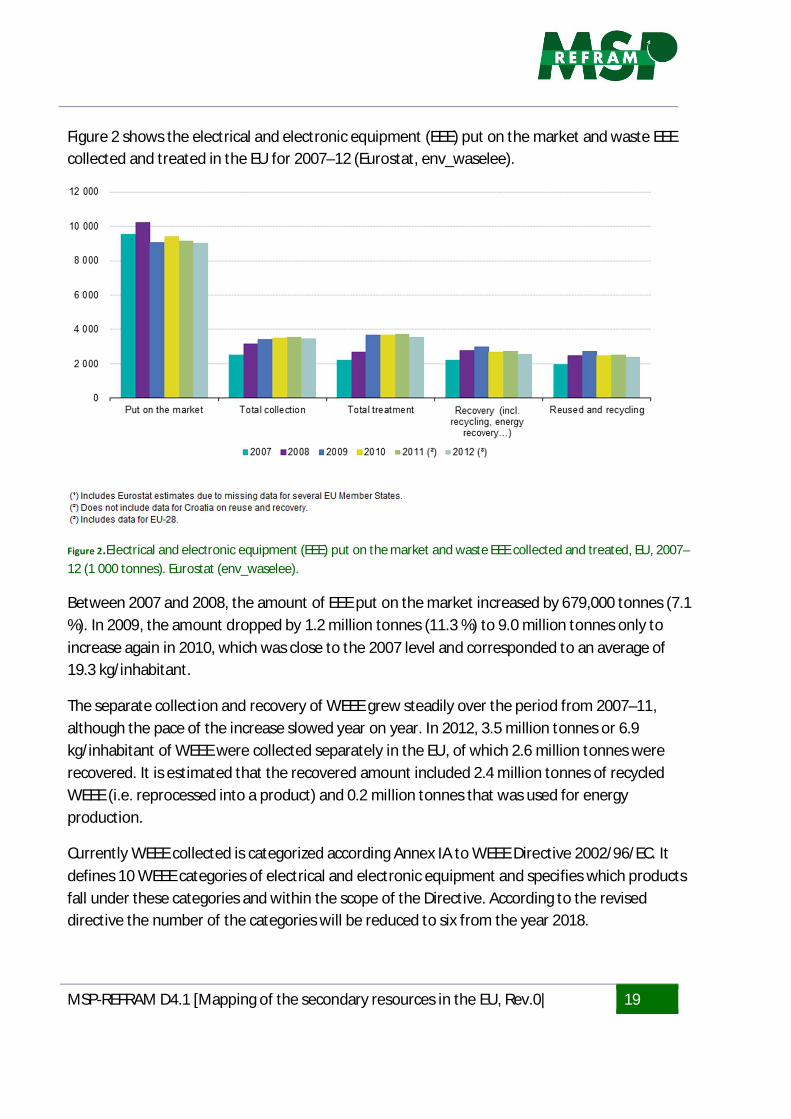
Figure 2 shows the electrical and electronic equipment (EEE) put on the market and waste EEEcollected and treated in the EU for 2007–12 (Eurostat, env_waselee).
Figure 2.Electrical and electronic equipment (EEE) put on the market and waste EEE collected and treated, EU, 2007–12 (1 000 tonnes). Eurostat (env_waselee).
Between 2007 and 2008, the amount of EEE put on the market increased by 679,000 tonnes (7.1%). In 2009, the amount dropped by 1.2 million tonnes (11.3 %) to 9.0 million tonnes only toincrease again in 2010, which was close to the 2007 level and corresponded to an average of19.3 kg/inhabitant.
The separate collection and recovery of WEEE grew steadily over the period from 2007–11,although the pace of the increase slowed year on year. In 2012, 3.5 million tonnes or 6.9kg/inhabitant of WEEE were collected separately in the EU, of which 2.6 million tonnes wererecovered. It is estimated that the recovered amount included 2.4 million tonnes of recycledWEEE (i.e. reprocessed into a product) and 0.2 million tonnes that was used for energyproduction.
Currently WEEE collected is categorized according Annex IA to WEEE Directive 2002/96/EC. Itdefines 10 WEEE categories of electrical and electronic equipment and specifies which productsfall under these categories and within the scope of the Directive. According to the reviseddirective the number of the categories will be reduced to six from the year 2018.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 20
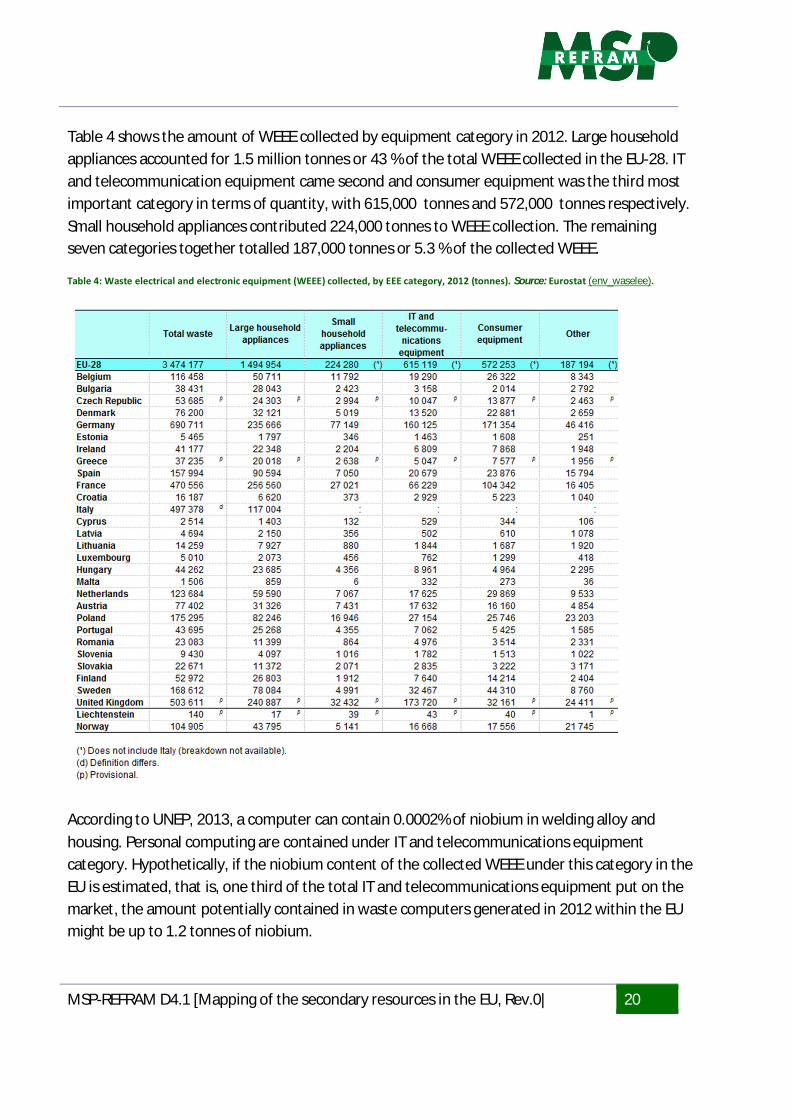
Table 4 shows the amount of WEEE collected by equipment category in 2012. Large householdappliances accounted for 1.5 million tonnes or 43 % of the total WEEE collected in the EU-28. ITand telecommunication equipment came second and consumer equipment was the third mostimportant category in terms of quantity, with 615,000 tonnes and 572,000 tonnes respectively.Small household appliances contributed 224,000 tonnes to WEEE collection. The remainingseven categories together totalled 187,000 tonnes or 5.3 % of the collected WEEE.
Table 4: Waste electrical and electronic equipment (WEEE) collected, by EEE category, 2012 (tonnes). Source: Eurostat (env_waselee).
According to UNEP, 2013, a computer can contain 0.0002% of niobium in welding alloy andhousing. Personal computing are contained under IT and telecommunications equipmentcategory. Hypothetically, if the niobium content of the collected WEEE under this category in theEU is estimated, that is, one third of the total IT and telecommunications equipment put on themarket, the amount potentially contained in waste computers generated in 2012 within the EUmight be up to 1.2 tonnes of niobium.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 21
2.3.2. END OF LIFE VEHICLES (EOL)
No references on content or recyclability rates of niobium in end of life vehicles have beenidentified, however, information gathered annually from EU Member States and other countrieson the total vehicle weight, the total number of end-of-life vehicles and rates for ‘total reuse andrecycling’ since 2006 have been extracted from Eurostat.
Table 5 shows the total number of end-of-life vehicles reported in the EU-27, the major amountof end-of-life vehicles reported is in 2009 - 9.0 million -, however, it is far from the expected totalnumber forecasted by ETC/RWM, up to 14 million end-of-life vehicles (passenger cars) in 2010.
Table 5: Total number of end-of-life vehicles reported in the EU-27 (2006-20112). Source: Eurostat.
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 22
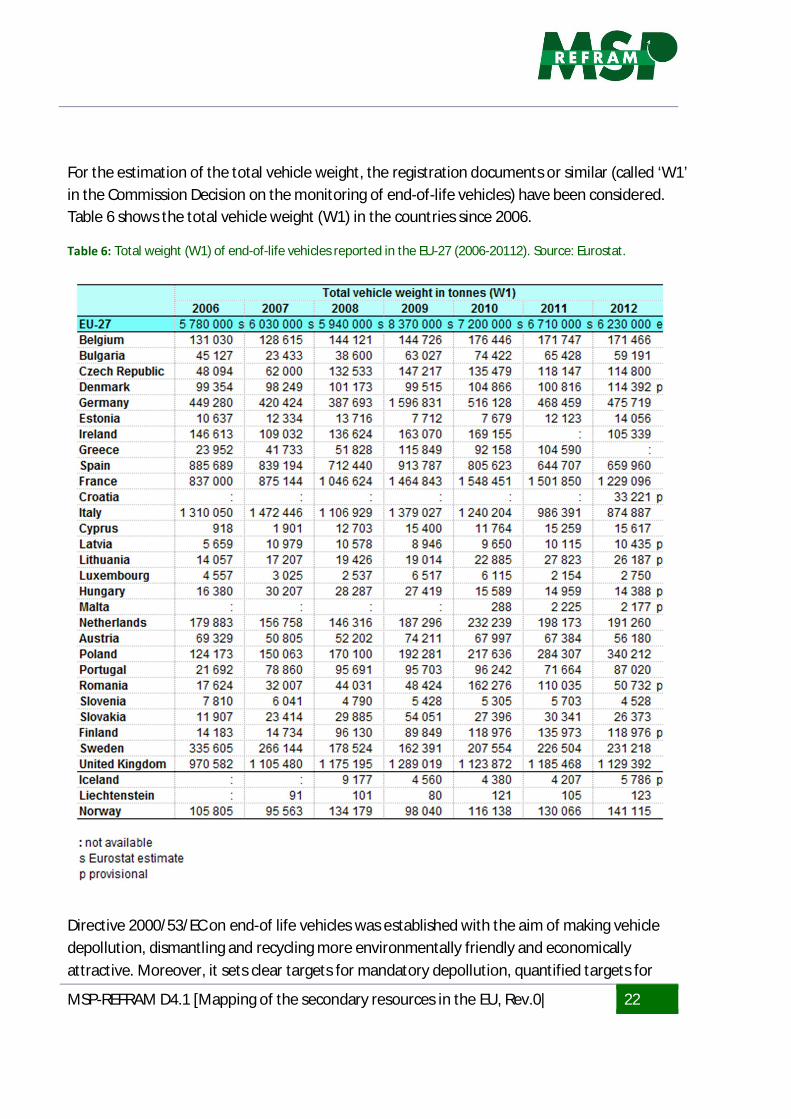
For the estimation of the total vehicle weight, the registration documents or similar (called ‘W1’in the Commission Decision on the monitoring of end-of-life vehicles) have been considered.Table 6 shows the total vehicle weight (W1) in the countries since 2006.
Table 6: Total weight (W1) of end-of-life vehicles reported in the EU-27 (2006-20112). Source: Eurostat.
Directive 2000/53/EC on end-of life vehicles was established with the aim of making vehicledepollution, dismantling and recycling more environmentally friendly and economicallyattractive. Moreover, it sets clear targets for mandatory depollution, quantified targets for

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 23
reuse, recycling and recovery of vehicles and their components, and pushes producers tomanufacture new vehicles with a view to their recyclability. The Directive also provides theopportunity for producers / importers to bear the expenditure of end-of-life treatment when theprocesses necessary to meet the established targets are not economically viable.
No later than 2006, the countries were required to meet rates for reuse + recycling of ≥ 80 % andfor reuse + recovery of ≥ 85 %. The reported rates in Table 7 show that most countries compliedwith the required rates.
Table 7. Total recycling and reuse rate of ELV in percent in the EU-27 (2006-20112). Source: Eurostat.
2.4.CURRENT FATE OF END-OF_LIFE PRODUTS
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 24
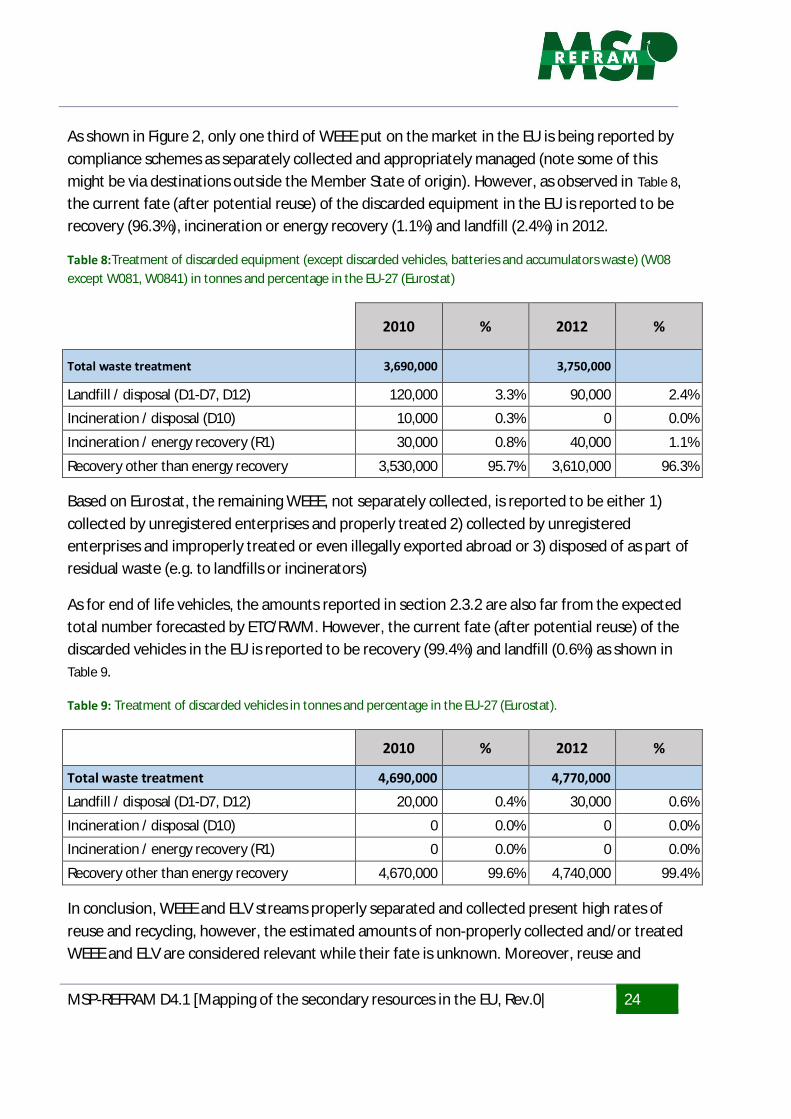
As shown in Figure 2, only one third of WEEE put on the market in the EU is being reported bycompliance schemes as separately collected and appropriately managed (note some of thismight be via destinations outside the Member State of origin). However, as observed in Table 8,the current fate (after potential reuse) of the discarded equipment in the EU is reported to berecovery (96.3%), incineration or energy recovery (1.1%) and landfill (2.4%) in 2012.
Table 8:Treatment of discarded equipment (except discarded vehicles, batteries and accumulators waste) (W08except W081, W0841) in tonnes and percentage in the EU-27 (Eurostat)
2010 % 2012 %
Total waste treatment 3,690,000 3,750,000
Landfill / disposal (D1-D7, D12) 120,000 3.3% 90,000 2.4%
Incineration / disposal (D10) 10,000 0.3% 0 0.0%
Incineration / energy recovery (R1) 30,000 0.8% 40,000 1.1%
Recovery other than energy recovery 3,530,000 95.7% 3,610,000 96.3%
Based on Eurostat, the remaining WEEE, not separately collected, is reported to be either 1)collected by unregistered enterprises and properly treated 2) collected by unregisteredenterprises and improperly treated or even illegally exported abroad or 3) disposed of as part ofresidual waste (e.g. to landfills or incinerators)
As for end of life vehicles, the amounts reported in section 2.3.2 are also far from the expectedtotal number forecasted by ETC/RWM. However, the current fate (after potential reuse) of thediscarded vehicles in the EU is reported to be recovery (99.4%) and landfill (0.6%) as shown inTable 9.
Table 9: Treatment of discarded vehicles in tonnes and percentage in the EU-27 (Eurostat).
2010 % 2012 %
Total waste treatment 4,690,000 4,770,000
Landfill / disposal (D1-D7, D12) 20,000 0.4% 30,000 0.6%
Incineration / disposal (D10) 0 0.0% 0 0.0%
Incineration / energy recovery (R1) 0 0.0% 0 0.0%
Recovery other than energy recovery 4,670,000 99.6% 4,740,000 99.4%
In conclusion, WEEE and ELV streams properly separated and collected present high rates ofreuse and recycling, however, the estimated amounts of non-properly collected and/or treatedWEEE and ELV are considered relevant while their fate is unknown. Moreover, reuse and
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 25
recycling of such waste streams do not involve necessarily the recovery of refractory metals suchas niobium.
2.5.METHODS OF COLLECTION OF THE PRODUCTS
Niobium is recycled when niobium-bearing steels and superalloys are recycled at industrial scalebut waste recovery specifically for niobium content is generally negligible. Though the amount ofniobium recycled may be as much as 20% of apparent consumption (BGS, 2011), the amount ofniobium recovered from other sources, e.g. end of life products, is minor.
As described in section 2.1, niobium-steel alloys, super alloys magnets and capacitors containingniobium are used in electric and electronic equipment; however, the current estimatedrecyclability of niobium in waste electric and electronic equipment (WEEE) is 0%.
Collection schemes for WEEE and end of life vehicles (ELV) are already in place in the EuropeanUnion with the aim to increase the recycling of WEEE and ELV and/or re-use. Several policiesrelate to raw materials and recycling including, among others, the ELV Directive (2000/53/EC)and the WEEE Directive (2012/19/EU). These waste streams are complex mixtures of materialsand components that because of their hazardous content, and if not properly managed, cancause major environmental and health problems. Moreover, the production of modernelectronics requires the use of scarce and expensive resources e.g. niobium and other criticalraw materials. To improve the environmental management of these waste streams and tocontribute to a circular economy and enhance resource efficiency the improvement of collection,treatment and recycling of electronics and vehicles at the end of their life is essential.
Therefore, even though the collection schemes for waste electric and electronic equipment andend of life vehicles are already in place in the European Union, niobium, among other criticalmetals, is not recovered from such waste streams.
2.6.INCENTIVES FOR COLLECTION OF THE PRODUCTS
In general, the low recycling of the critical metals is due to the extremely low overall recyclingefficiencies and to the low collection rates of selected EOL products as well as smallconcentrations in the products. Based on CRI, 2014, main reasons for the low recyclability of thecritical metals are:
· Missing collection of the selected WEEE products groups: only 1/3 is reported ascollected,
· Export of used EEE products or illegal export of WEEE out the EU. At least 12,000 tonnesof old computers are assed to be shipped out of the EU to non-OECD countries,

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 26
· High losses during pre-processing, depending on whether manual or mechanicallydismantling is applied. Manual pre-processing can provide over 90% recycling metal ratefor many of the selected products groups, whereas the mechanical process for mostmetals only give recycling rate between 0 - 60%,
· Although the recycling rate in end-processing (smelting) is very high (90 to 95%) forcertain metals such as silver, cobalt, tellurium, gold, palladium and ruthenium, the rate is0 % (i.e. none of the material is recovered) for 7 of the selected 13 critical metals,
· The recycling rate of WEEE is poor for some of the metals because the whole recyclingprocess (dismantling, pre-processing, end-processing) focuses and is tailored toward theextraction of bulk materials, and satisfactory dismantling,-pre-processing and end-processing technologies are not present,
· There are thermodynamic-limits to the recycling of certain metals if jointly contained incomplex mixes with other elements.
These reasons for the low overall recycling rates indicate that increasing the recycling efficiencywill require more than the further development of technology solutions. Legal initiatives toincrease recycling rates, improve process quality and hinder export out of the EU of WEEE arealso required.
Alternatively, as strategic metals are not generally imported into the EU as minerals: rather, theyenter Europe in the form of components that are then assembled into finished products, reuse isa much more practicable option than recycling. At present, several companies are alreadysuccessfully collecting and reusing their own products and components.
To increase the rate of collection and recovery of WEEE, a review of the Directive is needed inorder to make each manufacturer responsible for the recovery of its own products (individualproducer responsibility); there would be a greater incentive across industry to “design fordisassembly”.
2.7.REFERENCES
British Geological Survey (BGS), 2011. Niobium-Tantalum. www.MineralsUK.com
Copenhagen Resource Institute (CRI), 2014. Present and potential future recycling of criticalmetals in WEEE. November 2014.http://www.cri.dk/sites/cri.dk/files/dokumenter/artikler/weee_recycling_paper_oct14.pdf
The Danish Environmental Protection Agency, 2015. Danish WEEE Market. A study of markets,actors and technologies in treatment of WEEE in Denmark Environmental project No. 1643,2015.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 27
Directive 2000/53/EC on end-of-life vehicles.
Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on wasteelectrical and electronic equipment (WEEE).
Directorate General for Internal Policies, Policy Department A: Economic and scientific policy.Substitutionability of Critical Raw Materials STUDY. October 2012.
H. C. Starck. Environmental, Competent, Unique High Tech Recycling for Refractory Metals.Technology Metals | Advanced Ceramics. http://www.hcstarck.jp/hcs-admin/file/8a8181e225548334012554ccf6e41434.de.0/Tungsten-Tantalum-Niobium-Recycling-HC-Starck.pdf
Labie, R., Willems, G., Nelen, D., Van Acker K., Recuperation of critical metals in Flanders: Scan ofpossible short term opportunities to increase recycling (2015), policy research centre SustainableMaterials Management, research paper 15, Leuven.https://steunpuntsumma.be/nl/publicaties/recuperation-of-critical-metals-in.pdf
Montero, R., Guevara, A., de la Torre, Ernesto, 2012. Recovery of Gold, Silver, Copper andNiobium from Printed Circuit Boards Using Leaching Column Technique. Journal of Earth Scienceand Engineering 2 (2012) 590-595.
Tantalum-Niobium International Study Center. http://tanb.org/niobium
UNEP, 2013. Metal recycling, opportunities, limits, infrastructure, UNEP report 2013.
USGS. National Minerals Information Center. Niobium (Columbium) and Tantalum
Statistics and Information. http://minerals.usgs.gov/minerals/pubs/commodity/niobium/
Web pages:
http://www.commissionoceanindien.org/archives/environment.ioconline.org/solid-waste-management/recycling-of-non-ferrous-metal.html
http://www.cbmm.com/us/p/173/uses-and-end-users-of-niobium.aspx
http://www.grandviewmaterials.com/product/niobium-application
Strategic metals: a priority resource efficiency. https://app.croner.co.uk/feature-articles/strategic-metals-priority-resource-efficiency

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 28
3. MAPPING AND COLLECTION OF TANTALUM CONTAINING END-OF-LIFE WASTEAND SCRAP
3.1.INTRODUCTION
Tantalum (Ta) is a dense, tough and ductile element with very high melting point and highcorrosion resistivity against many organic and inorganic acids below 100ºC. It has good thermaland electrical conducting properties, and it is easy to machine. Biocompatibility makes it usefulfor medical applications (CRM_InnoNet 2013, TIC).
Because of its unique properties Ta is used in many applications. Due to its stability and highvolumetric capacity, the main use of Ta is in the manufacture of capacitors, which are found inapplications requiring high-performance and reliability characteristics, such as portableelectronics, automotive, aerospace and military electronics. End-of-life recycling of tantalum islimited to between 1-9% of total consumption, and focused on applications such as hard metaltools and aero-engines (European Commission, 2010). The recovery of tantalum from EoLelectronic scrap is challenging and therefore does not occur at present.
3.2.APPLICATIONS CONTAINING TANTALUM
3.2.1. CAPACITORS
About 60%, according to some sources about 65% of the yearly Ta consumption is used inelectronics industry (T.I.C, CRM_InnoNet 2013). Most of it (about 40 % of total in 2011) is used inpowder or wire form in manufacture of capacitors (Soto-Viruet et a. 2013; Stratton andHenderson 2012). The estimates about the share of Ta consumed by the capacitor producersvary in different sources. The main reason seems to be that there are different estimates aboutdivision of Ta use between different electronics components.
Capacitors are used for storing electrical charges, for conducting alternating currency orseparating different currency levels of alternating currency (KEMET 2013). They are essentialcomponents of circuit boards.
There are many different types of capacitors manufactured from different materials dependingon the requirements of the application. Competitive solutions, such as ceramic and Nb-oxidecapacitors or solid-polymer Al chips have partly substituted Ta capacitors. However, due to thesuperior performance, robustness and temperature stability Ta capacitors are still used inapplications which require high performance. They can operate over a temperature range from -

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 29
55 to +200 oC (T.I.C 2015). High capacitance coefficient enables smaller components forminiaturized and portable electronics (Bacher, et al. 2013).
It has been estimated that the market share of Ta capacitors is 2-5%, however, in value termstheir market share is over 10% (Stratton & Henderson 2012, EPOW 2013, Salazar & McNutt2013).
Typical end of use-applications include portable electronics, telecom infrastructure, specificcomponents in cars, aerospace and military applications and demanding health applications. Tacapacitors can be found also in instrumentation, some TVs, DVD players, etc. electronics. Usuallythe electronic devices contain different types of capacitors, only a part of them are Ta capacitors(Bacher 2013, Stratton and Henderson 2012). The share of Ta capacitors may also varydepending of the age of the device.
3.2.2. ESTIMATED CONTENT AND FORM OF TA IN CAPACITORS
Tantalum capacitors are produced by sintering tantalum powder around a tantalum wire toform a pore structure (Figure 3). The surface is anodised to form an oxide (Ta2O5) coating. Alayer of MnO2 is deposited to act as cathode. In more recently produced Ta capacitors thecathode material is a conductive polymer (Knott 2011). The capacitor is contained in fireproof(brominated fire retardants) silica epoxy resin (Error! Reference source not found.). Onecapacitor contains 40-50% Ta.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 30
Figure 3 Structure of a Ta capacitor and the electrode in a Ta capacitor.(Mineta & Okabe)
There are several different sizes of standard Ta capacitors. One example are the capacitorsstudied by MIneta with size 6.0 × 3.2 × 2.5 mm and total weight around 0.3 g /each (Mineta andOkabe 2012, Katanoa et al. 2014). There are both smaller and bigger capacitor sizes available.Miniaturisation is one of the main trends in the production of electronic components, and alsocapacitors are getting smaller. There may be tens of capacitors in one equipment, but usuallyonly some of them are Ta containing.
3.2.3. OTHER ELECTRONIC COMPONENTS
Other electronics applications of Ta include semiconductors (EPOW 2011), resistors andcomputer hard drive discs:
· Mixtures containing tantalum oxide (Ta2O5) are used in gate dielectrics of very small MOS(metal oxide- semiconductor) transistors and as dielectrics of other capacitors inintegrated circuits.
· Prevention of Cu migration in semiconductors: Thin film physical barrier (tantalum nitrideor oxide) is sputtered by Physical Vapour Deposition process onto semiconductorsurfaces beneath copper metal to protect copper interconnects (Bacher et al. 2013).
· 6% Ta alloy has been used in computer hard drive discs because of its shape memoryproperties (T.I.C).
3.2.4. CEMENTED CARBIDES
Tungsten carbide (WC) is mostly used as the hard phase in cemented carbides. The basiccemented carbide structure is formed from WC and cobalt (Co) which forms the binder phase ofthe structure. Other metal carbides, including tantalum, niobium and titanium carbide areusually used with WC. Also the Co binder can be alloyed with e.g. Fe, Ni, Mo or Cr.
Tantalum carbide is used, mostly in association with WC and TiC. because it is an extremely hardrefractory ceramic (harder than WC). Ta increases thermal shock resistance and reduces hightemperature oxidation of the tools (Knott 2011. The applications include high-speed cutting andboring tools, and other tools for environments with high levels of stress and temperatures, suchas teeth for excavator buckets, mining drills, high-performance bearings and cutting blades. Hardmetal carbides are also used in refractory parts and coatings for furnaces and nuclear reactors(CRM_InnoNet 2013).). It has been estimated that about 12-14% of yearly consumption of Ta isused in hard metal tools.
3.2.5. TA SUPERALLOYS

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 31
Due to its high melting point and resistance to corrosion Ta used in superalloys which aretypically nickel based. Typically percentage of Ta in alloy is 3-11% (Knott 2011). Some of thealloys can be Ta based. Ta superalloys are used mostly in aerospace (75% of super-alloy demand,including jet engine and rocket engine nozzles) and defence applications (e.g. missile parts)(CRM_InnoNet 2013).They are also suitable for other turbine-type equipment, such as gasturbines. In addition, Ta-Ru alloy is used in the military due to its oxidation resistance and shapememory properties. About 14% of global Ta market (400 tonnes annually) is consumed insuperalloys (Knott 2011). Stratton & Henderson (2012) estimate that superalloys have probablythe highest demand growth expected, about 8%/year.
3.2.6. PROCESS EQUIPMENT
In process industries, such as chemical, pharmaceutical and metallurgical industries Tantalum isused in applications which require high temperature and corrosion resistance. Such applicationsinclude heat exchangers, boilers, condensers, pressure reactors, distillation columns, crucibles,etc. where Ta is used as liner. The most common alloy employed is tantalum-2.5% tungstenwhich is stronger than pure tantalum (Knott 2011). Ta is also used to produce dimensionallystable anodes that can be used in extreme environments, such as in the production of chlorineand soda in systems with ion exchange membranes (CRM_InnoNet 2013).
In electronics production Ta is used for sintering tray assemblies and shielding components forthe anode sintering furnaces.
3.2.7. MEDICAL APPLICATIONS
Owing to the biocompatibility of tantalum, tantalum alloys are used in medical applications,which include pacemakers (coating and capacitors), surgical implants where Ta is used either asmetal or coating e.g. in skull plates, hip joints, stents for blood vessel and hearing aids. Ta foil orwire can be used to connect torn nerves and as a woven gauze it binds abdominal muscle. It isalso used in surgical tools (CRM_InnoNet 2013).
3.2.8. OTHER APPLICATIONS
Tantalum oxide (Ta2O5) is used in lenses for spectacles, digital cameras and mobile phones.Because its high index of refraction it enables thinner and smaller lenses (T.I.C.). Ta is also usedin glass-coatings and in X-ray film/absorbers where yttrium tantalite reduces X-ray exposure andenhances image quality. Lithium Tantalite containing surface acoustic wave filters are applied forelectronic signal wave dampening in cell phones, TV sets, video recorders, etc. (T.I.C).
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 32
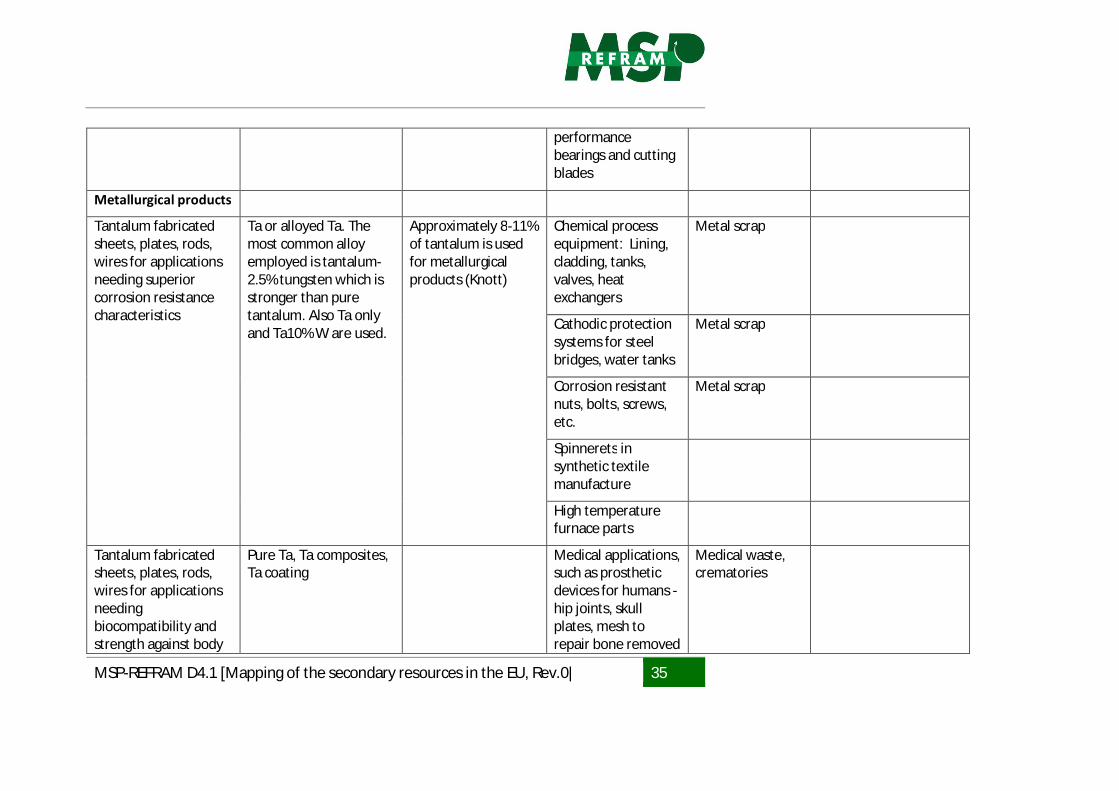
3.3. TA AND TA CONTAINING COMPONENTS IN PRODUCTS AND END-OF-LIFEWASTE
The main basic Ta products used in component or application manufacturing are Ta powder, Taoxide and different Ta alloys in sheet, plate, rod or wire form, Ta ingots and Ta carbide (TaC).Other Ta containing chemicals, such as lithium tantalite, Ta chloride and yttrium tantalatephosphor are also consumed for specific applications. The main applications of Ta in differentforms, the main components where Ta is contained and the corresponding waste streams aresummarized in Overview of tantalum products and their main applicationsTable 10.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 33
Table 10 Overview of tantalum products and their main applications
Applications andcomponents1
Form of tantalum in theproduct
Estimated quantitiesof Ta in products
End-of-Life products End-of-Life Wastestream
Current recycling rates
Electronics
Tantalum capacitorsfor electronic circuitsin applicationsrequiring highperformance and highreliabilitycharacteristics.
Other types ofcapacitors are used inlower-voltageapplications.
Tantalum capacitors areproduced by sinteringtantalum powderaround a tantalum wireto form a porestructure. The surface isanodised to form anoxide (Ta2O5) coating.One Ta capacitorcontains 40-50% Ta (Seealso Figures 1 and 2).
About 40-45% oftotal Ta consumptionis used in capacitors.The quantities mayhave somewhatdecreased due to thealternative capacitorsolutions.
Quantity percapacitor depends onthe requirements ofapplication, age ofapplication, etc.
The trend is towardssmaller capacitorswith higherefficiencies
End-of-Life Vehicles(ELV): components,such as ABS, airbagactivation, enginemanagementmodules, GPS
End-of-LifeVehicles
EU ELV recycling target85%, recycling of Tacapacitors from ELValmost zero, Ta ends inmetallurgical slags andshredding waste
Components inaerospace andmilitary products
Metal scrap,specific scrapping
Recycling of Ta almostzero, Ta ends in slagsand waste
Portable electronics,such as laptops,mobile phones,video and digital stillcameras
Waste electricaland electronicequipment
Recycling of Tacapacitors from WEEEalmost zero, Ta ends inslags and waste
Medical appliances,such as hearing aidsand pacemakers
Hospital waste,crematories
Hospital waste notrecycled, somerecycling of implantsfrom crematories
Telecom and Data-com infrastructure,such as mobile
WEEE, metalscrap

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 34
phone signal masts
Instrumentation WEEE, metalscrap, otherindustrial waste
Sputtering targets Thin film physical barrier(Ta, Ta oxice or nitride)sputtered by PVDprocess ontosemiconductor surfacesto protect the Cuinterconnects (preventCu migration)
About 20 % of Ta isused in other EEapplications than Tacapacitors
Semiconductors inEEE, such as DVDplayers, flat screenTVs, game consoles,battery chargers,power rectifiers
WEEE
Integrated capacitorsin integrated circuits
Tantalum Oxide (Ta2O5) WEEE, ELV
Surface Acoustic Wave(SAW) filters
Lithium tantalate Mobile phones, hi-fistereos andtelevisions
WEEE
Ta alloy Alloy containing 6% Tafor shaping of memoryproperties
Computer hard drivediscs
WEEE
Cemented carbides
Tantalum carbide Tantalum carbide is acomponent used inassociation with WC andTIC in hard metal tools
Consumes globallyabout 12% of Taproduced (Knott)
High-speed cuttingand boring tools,such as teeth forexcavator buckets,mining drills, high-
Hard metal toolwaste
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 35
performancebearings and cuttingblades
Metallurgical products
Tantalum fabricatedsheets, plates, rods,wires for applicationsneeding superiorcorrosion resistancecharacteristics
Ta or alloyed Ta. Themost common alloyemployed is tantalum-2.5% tungsten which isstronger than puretantalum. Also Ta onlyand Ta10% W are used.
Approximately 8-11%of tantalum is usedfor metallurgicalproducts (Knott)
Chemical processequipment: Lining,cladding, tanks,valves, heatexchangers
Metal scrap
Cathodic protectionsystems for steelbridges, water tanks
Metal scrap
Corrosion resistantnuts, bolts, screws,etc.
Metal scrap
Spinnerets insynthetic textilemanufacture
High temperaturefurnace parts
Tantalum fabricatedsheets, plates, rods,wires for applicationsneedingbiocompatibility andstrength against body
Pure Ta, Ta composites,Ta coating
Medical applications,such as prostheticdevices for humans -hip joints, skullplates, mesh torepair bone removed
Medical waste,crematories

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 36
fluids after damage bycancer, suture clips,stents for bloodvessels
High temperaturealloys
3-11 % Ta in alloy,typically NI based, alsoother types
Tantalum insuperalloys accountsfor approximately14% of the globalmarket (Knott
Air and land basedturbines (e.g. jetengine discs, bladesand vanes)Rocket nozzles
Metal scrap
Ta-Ru alloy Military applications Metal scrap
Other applications
Lenses Tantalum Oxide (Ta2O5)provides high index ofrefraction
SpectaclesDigital camerasMobile phones
WEEE
Ink jet printers
X-ray film Yttrium tantalatephosphor reduces X-rayexposure and enhancesimage quality
X-ray film

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 37
3.3.1. END-OF-LIFE VOLUMES OF PRODUCTS AND REFRACTORY METALS INPRODUCTS
As described in Chapter 3.2 and Table 10 tantalum is used in quite a long list of final products.From the recycling perspective, they have quite varying characteristics. Also life-time of theproducts, collection systems and responsibilities and the legislative requirements vary betweenproduct groups. The major applications include electrical and electronic waste, especially (butnot only) IT and telecommunication appliances and infrastructure, vehicles and other transportapplications. The other main applications include Ta containing alloys and hard metals. Theinformation regarding the Ta content in the products is quite scarce. The estimation is difficultbecause for example, the amount and size of Ta containing electronic components variesdepending on the requirements of applications and may be different even in the same type ofapplications.
Waste electrical and electronic equipment (WEEE)
Chapter 2.3.1 on niobium contains background information about WEEE development andlegislation as well as statistical information about WEEE collection and treatment in EU-28countries. This information relates also to tantalum and is not repeated here. A summary of thetotal amounts of WEEE collected in EU-28, Liechtenstein and Norway 2012 is presented in Table11 by WEEE categories (Eurostat). It can be estimated that Ta containing applications will mainlybe found in the WEEE categories: IT and telecommunications equipment and Consumerequipment. However, not all the applications in these categories contain Ta, and some Tacontaining equipment can be found also from other categories.
Table 11. The total quantities of WEEE collected in EU-28, Liechtenstein and Norway in 2012 (Eurostat).
Category Equipment collected, tonsLarge household appliances 1 495 000Small household appliances 224 500IT and telecommunications equipment 615 000Consumer equipment 572 500Other 187 000Total WEEE 3 474 000
Buchert et al. (2012) give a rough estimate about Ta content in notebooks 1 700 mg/notebook,from which capacitors on the motherboard account for 90%, and capacitors on other printedcircuit boards PCBs10%. According to Chanceler et al. the Ta content of notebooks was 100 –

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 38
2000 mg/equipment. Tantalum capacitors may have been partially substituted by othercapacitors, and therefore Ta content of notebooks can vary remarkable between themanufacturing year and device generation (Bacher et al. 2013, Buchert et al. 2012)
There are several estimates about Ta consumption in mobile phones. Chanceler et al., 2015estimate that the quantity of Ta in smartphones sold in Germany in 2012 varied from almostzero to 100 mg/per phone. Other sources present values from 20 mg/phone to 40 mg/phone(Nest, 2011; Veronese xxx). In the study of Müller (2013) it was found that the Ta concentrationsin three cell phones manufacturer 2008-2009 were 300-600 mg/kg. The weights of the phonesexcluding battery were 65-85 g which means that the numbers are well comparable with thevalues from other sources. Based on the information available, the estimate of Müller about theyearly consumption of Ta for the production of mobile phones could be on the right level; about61 tonnes Ta/1.6 billion phones.
Chanceler et al., 2015 also present an estimate about total amount of 4-46 tonnes of Ta in ICTequipment sold in Germany in 2012; the most significant applications being laptops, stationarycomputers and mobile phones. The Ta concentrations of tablets are very low, which may lead toreduced amounts of Ta available in ICT product waste. Based on that the quantities of Taimported to EU countries in WEEE could be 20 -230 tonnes. If extreme values are removed, avery rough estimate could be 100 – 150 tonnes Ta in WEEE annually.
END-OF-LIFE VEHICLES (ELV)
The total number and recycling rates of end-of-life vehicles in EU member states are presentedChapter 2.3.2 on Niobium. However as for WEEE, the officially reported numbers underestimatethe amount of end-of-life vehicles.
The information about the amounts of Ta in cars is quite scarce. The following estimates arebased on the study of Cullbrand and Magnusson (2012) on quantities of CRMs in four differentVolvo car types, three conventional and one hybrid car, which were in production in thebeginning of 2010s.The data was gathered from the International Material Data System (IMDS),which is automobile industry’s material data system (Cullbrand and Magnusson 2012).
It was found that tantalum was mostly used in printed circuit boards in electronic applications,such as engine subsystem, infotainment, security systems and body Electronics. 5.8 – 11 g Ta/carwas consumed. As can be expected the total amount of Ta increased considerably with increasedequipment level. According to the writers the impact of increased electrification on the use of Tawas observed, but it was quite small. Although these values are based on very limited amount ofsamples and only one brand, these are used here as indicative values. In the cars that are

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 39
currently deregistered , less electronics is used than currently but the capacitors may containmore tantalum. If Ta content in registered cars would be 4-6 g/car, it would mean about 80 t Tain EU end-of-life cars annually.
OTHER APPLICATIONS
The recycling rates of cemented carbide tools and Ta alloys are quite significant. Usually Ta isrecovered with main components of the hard metal tools and it remains in the producedtungsten carbide – cobalt powder. However, some recyclers separate tungsten from other rawmaterials. Tantalum containing alloys are also recovered in alloy form. There are a fewcompanies in Europe which recycle refractory metals, see chapter 5.
3.4.CURRENT FATE OF END-OF-LIFE PRODUCTS AND MANUFACTURING SCRAP
In Europe and even globally there are quite few companies recycling tantalum. Most of therecycled Ta originates from manufacturing waste. In addition, a part of end-of-life cementedcarbides and alloys is also recycled. Recycling of Ta from capacitors and other electroniccomponents is difficult and almost negligible in Europe due the small Ta concentrations incomplex waste streams (JRC). However, some literature sources estimate, that a part of Tacapacitors in the ICT equipment that are exported to China and developing countries will berecycled. For example Israel based company IsraSpecMet Oy (http://www.israspecmet.com/)claims to have capability of extracting Ta capacitors from EoL printed circuit boards. Therecovery requires manual separation of the capacitors and is therefore currently feasible onlywhen the salary costs are low.
3.4.1. WEEE
It is estimated that only 35% of the waste produced ends to the officially reported collectionsystems (CWIT 2015). The report further estimates that about 1.5 million tons WEEE is exported,3.15 million tons treated under non-compliant conditions, 0.75 million tons scavenged forvaluable parts and 0.75 million tons mainly small appliances landfilled or incinerated (CWIT2015). Based on this numbers there is a large potential, from which only a part is recoveredunder compliant or non-compliant conditions.
Ta can mainly be found in the categories IT and telecommunications equipment (collectedamount 615 00 tons in 2012) and consumer equipment (572 500 tons collected in 2012). Fromthe officially collected WEEE only 2.4% goes to landfill and 1.1% to energy recovery. However,currently there is almost no recovery of Ta from WEEE and Ta in collected electronics ends to
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 40
metallurgical slags and waste flows from pre-treatment stage. Therefore it can be estimated thatalmost all the Ta from WEEE treated in compliant or non-compliant conditions as well as theelectronics thrown in waste bins end finally to disposal sites or to materials which are reused inlower-grade applications, such as earth construction.
22.5% of WEEE is estimated to be exported from Europe. This percentage can be higher forvaluable equipment such as electronics. As a coarse estimate, 22-45 tons (22-30%) of the Ta inelectronics is exported from Europe.
3.4.2. END-OF-LIFE VEHICLES
The end-of-life vehicles collected end according to Eurostat almost totally to recycling. Therequired recycling rate is minimum 80%. 20% can be either energy recovered or landfilled (max 5w-% to landfill). The residue going to recovery or landfill contains mainly non-metallic materials,but also a part of the metals end to the residue.
As for WEEE it is estimated that a significant part of EU end-of-life vehicles is not treated bycompliant facilities. This number may be as high as 50%.
The Ta in vehicles is included in electronics and is currently not recycled. A part of vehiclescoming to recycling still contains very little electronics but the situation is changing. Currentlyrecycling rate of Ta from ELV in Europe is negligible. As for WEEE, Ta ends in slag and otherresidues.
3.4.3. OTHER END-OF-LIFE APPLICATIONS
According to Gille and Meyer (2012) about 17.5% of Ta powder and ingot based end-of-lifeproducts are recycled. Recycling rates are low due to the non-existent recycling of capacitors andother Ta containing electronics. However, the recycling rates of carbide tools as well as Ta alloysand super alloys are on quite good level.
Based on the report of USGS, about 60% of hard metal scrap (including both end-of-life andproduction scrap) was recycled in USA in 2000. Gille and Meyer (2012) estimate that therecycling rates may be currently higher. Based on the information from German hard metalproducers they calculate, that the recycling rate in Germany was about 65% in 2012. Tantalum isrecycled as a component of the produced W-Co powder or as separate metal.
The following European companies recycling refractory metals, including Ta, could be found:
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 41
· H.C. Starck, Germany recycles tungsten, molybdenum, tantalum and niobium fromdifferent industrial wastes. End-of-life waste (alloys, hard metal, capacitors) is alsoaccepted (H.C. Starck).
· Buss and Buss Spezialmetalle GmBH recycles Rh, Ta, Nb, In and Ge from scrap, dusts,sludge, shavings and dross.
· Tikomet Oy, Finland (acquired by GTP, Global Tungsten Powders in 2015) recycles hardmetal scrap to tungsten carbide-cobalt powder. The powder contains also the othercarbides: TaC, TiC and NbC (Tikomet 2015). According to the environmental permitapplication the company pays preseparated and purified hard metal scrap mainly fromEuropean, but also from global market. Its current yearly production is about 1 200 tons,which may contain x% Ta.
· Ceratizit SA, Luxembourg. In addition, to production facilities the company has recyclingfacilities, where coated and uncoated EoL carbide tools are treated (Ceratizit SA).
3.4.4. RECYCLING OF MANUFACTURING SCRAP
The information about production and recycled amounts of new scrap from differentmanufacturing stages of Ta containing products is scarce. This is due to the scrap that scrap isproduced by private companies which according to European legislation organise the collectionand treatment of the scrap themselves. However, the organisation of collection and recycling ofindustrial scrap is more feasible than e.g. recycling of EoL capacitors due to the homogeneity ofwaste, larger amounts/individual producer, etc. Therefore it can be estimated that the recyclingrates of industrial new scrap are quite high.
A part of the scrap can be recycled internally back to the manufacturing stage. Gille and Meyerestimate (2012) estimate that scrap production in Ta powder and ingot manufacturing is about21% of the input, from which 4% is recycled back in the process and 17% is sent to the recyclingplant. End product (capacitors, super alloys, alloy products) manufacturers produce about 35%scrap from which 17% is recycled internally and 18% sent to external recycling.
Some of them are specialized on hard metal scrap, some more widely on scrap containingrefractory metals.
3.5. METHODS FOR COLLECTION OF THE PRODUCTS
As described in Table 10 tantalum is used in quite a long list of final products. The main end-of-life product groups include Waste electrical and electronic products (WEEE), electronics in ELV

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 42
and other transport applications, hard metal tools, super alloys and Ta containing metallurgicalproducts used by different industrial sectors and medical applications. The knowledge about theamounts of Ta in different end-of-life products is quite limited. Some coarse estimates can bemade on the basis of estimated Ta consumption. About 50-60% Ta is used in electronics, 14 % insuper alloys, 12 % in hard metal tools and about 10% in sheets, rods, etc. However, the lifetimesof the products vary from short lifetimes of WEEE to much longer lifetimes of some industrialapplications, and this may also reflect to waste amounts.
3.5.1. ELV AND WEEE
The legislative framework for the collection and recycling of waste in EU countries is provided byWaste framework directive (2008/98/EC). The ELV Directive 2000/53/EC and the new WEEEDirective 2012/19/EU are based on Extended Produced Responsibility (EPR) principle requiringoriginal equipment manufacturers (OEMs) to take responsibility for their end-of-life goods anddescribing legal criteria. Mostly Producer Responsibility Organisations (PRO) are set up to takecare of practical implementation of the system on behalf of the member companies.
Both the directives define framework and targets for recycling, but there are differences inpractical implementation between member states. According to EU report on producerresponsibility (BioDeloitte 2014), the reported ELV Recycling and reuse rates varied from 64%(MT) to 96% (DE) and WEEE collection rates varied from 1.2 kg/cap (BG) to 17.2 kg/cap (BE); theaverage being 6.6 kg/cap. It is also estimated that a significant part of both EU end-of-lifevehicles and electronics is collected by actors which are not under the EPR framework, and arenot reported in official statistics. It is estimated that the number of vehicles ending to non-compliant treatment may be as high as 50%, and only 35 % of the WEEE produced ends to theofficially reported collection systems (CWIT 2015). There is a large potential, from which only apart is recovered under compliant or non-compliant conditions.
Although the legislation regulates ELV and WEEE collection, there are no specific collection orseparation systems for Ta containing electronic components. Therefore almost all Ta from ELVand WEEE ends to metallurgical slags or to other processes residues. Because the recyclingtargets are defined by mass they do not enhance recycling of raw materials with small quantities.Electronic components contain small amounts of Ta in complex structures, which makesrecycling from end-of-life waste uneconomic. In future, miniaturisation of electronicscomponents can make the situation even worse.
3.5.2. OTHER TA CONTAINING END-OF-LIFE PRODUCTS

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 43
There are no specific legislative or economic incentives for collection of hard metal scrap. It ismainly produced by industries which are obliged to organise the collection of their wastethemselves. Therefore the information about the recycling rates is very limited. It seems,however, that there is functioning European and global market for the hard metal scrap and therecycling rates are quite high. There are several companies treating hard metal scrap in Europe.They buy the scrap both directly from manufacturing companies as well as from scrap collectorsand dealers.
Also other Ta containing metallurgical products, such as alloys and super alloys are collected bycompanies collecting industrial waste and by scrap dealers, and their recycling is functioningquite well. As for hard metal tools, it is difficult to find information about specific collectionsystems, recycling rates and recycled amounts, because recyclers keep this data confidential.
3.6.LEGISLATIVE AND ECONOMIC INCENTIVES
3.6.1. ELV AND WEEE COLLECTION
In the legislative proposal 2015/0272 (COD) included in the Circular economy work package theCommission has paid special attention to the gaps in monitoring and reporting of ELV and WEEEtargets and unlevel practices in the countries. The Commission Staff working document(SWD(2015) 260 final) proposes that common minimum requirements for Extended PolicyResponsibility schemes should be defined (EC 2015a).
According to the legislative proposal the Commission shall lay down both for ELV and WEEE theformat for reporting data in accordance with the legislative requirements. In addition theCommission shall review and assess the data reported in accordance with this Article and publisha report on the results of its review every three years. These amendments will probably reduceunlevel and illegal practices and improve European statistics on WEEE and ELV. This may reduceleaking of critical metals from EU, but there are no incentives that would improve recycling ofminor materials, such as Ta.
In some countries economic incentives such as scrapping premium campaigns have been used toincrease awareness of compliant recycling and to boost recycling.
3.7.REFERENCES
Bachér, J., Punkkinen, H., Mroueh, U-M. & Rietveld (2013). CRM_InnoNet, Internal reportsummarising the results of ICT and electronics sector analysis. CRM_InnoNet/VTT Research

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 44
report: VTT-R-08794-13. VTT. http://www.vtt.fi/inf/julkaisut/muut/2013/VTT-R-08794-13.pdf,http://www.criticalrawmaterials.eu/
BioDeloitte, 2014. Development of Guidance on Extended Producer Responsibility (EPR). EC –DG Environment report.http://ec.europa.eu/environment/waste/pdf/target_review/Guidance%20on%20EPR%20-%20Final%20Report.pdf
Ceratizit SA. Environment and resources. http://www.ceratizit.com/company/sustainability-responsibility/environment-resources/
Chancerel, P., Marwede, M., Nilssen, N. & Lang, K-P- Estimating the quantities of critical metalsembedded in ICT and consumer equipment. Resources, Conservation and Recycling 98 (2015) 92-98.
Cullbrand, C. & Magnusson, O. 2012. The Use of Potentially Critical Materials in Passenger Cars.Chalmers university of technology, Department of Energy and Environment.
CWIT. 2015. Countering WEEE illegal trade. Summary report. http://www.cwitproject.eu
EC 2015a. Commission staff working document. Implementation plan. SWD(2015) 260 final.http://ec.europa.eu/environment/waste/target_review.htm
EC 2015b. Proposal for a Directive of the European Parliament and of the Council amendingDirectives 2000/53/EC on end-of-life vehicles, 2006/66/EC on batteries and accumulators andwaste batteries and accumulators, and 2012/19/EU on waste electrical and electronicequipment. 2015/0272 (COD)
Gille, G & Meier, A. 2011. Recycling of Refraktärmetallen. Erzmetall 64 (2011), Nr. 1, S. 6-15.
H.C. Starck, High Tech Recycling for Refractory Metals. Brochure
JRC, Insitute for Energy and Transport. Materials information system. Tantalum.https://setis.ec.europa.eu/mis/material/tantalum. Last update 22 September 2015.
Katanoa, S.; Wajima, T. & Nakagome, H. 2014. Recovery of Tantalum Sintered Compact fromUsed Tantalum Condenser Using Steam Gasification with Sodium Hydroxide. ABCBEE Procedia10(2014)182 – 186.
Kemet, 2013. Introduction to capacitor technologies. What is a capacitor?http://www.kemet.com/Lists/TechnicalArticles/Attachments/6/What%20is%20a%20Capacitor.pdf

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 45
Knott, B. 2012. A study of the recycling infrastructure for recycling and recovery of materialscritical to the UK.http://www.matuk.co.uk/docs/UK_Critical_Materials_Recycling_Infrastructure.pdf
Mineta, K. & Okabe, T. Development of a recycling process for Tantalum from Capacitor Scraps.http://www.okabe.iis.u-tokyo.ac.jp/japanese/for_students/parts/pdf/030519_poster_v2.3_Final.pdf
Müller, A. 2013. The chemistry of mobile phones Nokia Nuron 5320, Nokia 5130 and SonyEricsson W 595. NGU Report 2013-026.http://www.ngu.no/upload/Publikasjoner/Rapporter/2013/2013_026.pdf
Nest, M. 2011. Coltan. Polity Press. ISBN-13: 978-0-7456-3771-6.
Recycling at H.C. Starck. www.hcstarck.com/en/products/services/recycling.html
Salazar, K & McNutt, M.K. 2013. Mineral Commodity Summaries 2013. U.S. Geological Survey,Reston, Virginia: 2013.
Shigeyuki, K.; Takaaki, W. and Hideki, N. 2014. Recovery of Tantalum Sintered Compact fromUsed Tantalum Condenser Using Steam Gasification with Sodium Hydroxide. ABCBEE Procedia 10( 2014 ) 182 – 186.
Scouras, I. Despite Challenges, Tantalum Capacitors Penetrate High-Performance Markets.http://www.em.avnet.com/en-us/design/technical-articles/Pages/Articles/Despite-Challenges-Tantalum-Capacitors-Penetrate-High-Performance-Markets.aspx
Soto-Viruet; Y.; Menzie; W.D.; Papp, J. & Yager, T. 2013. An Exploration in Mineral Supply ChainMapping Using Tantalum as an Example. USGS. Open-File Report 2013–1239.
Stratton, P. & Henderson, D. Tantalum Market Overview. MMTA, Minor Metals TradeAssociation, http://www.mmta.co.uk/
TIC, Tantalum-Niobium International study center. Tantalum. http://tanb.org/about-tantalum.Viisited 22.2.2016.
Tikomet Oy, 2015. Safety information note.http://www.tikomet.fi/files/8314/4844/9398/Yleistiedote_2015.pdf

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 46
4. MAPPING AND COLLECTION OF MOLYBDENUM CONTAINING END-OF-LIFE WASTEAND SCRAP
4.1.MOLYBDENUM CONTAINING PRODUCTS
According to the International Molybdenum Association [1], Molybdenum produced from “newmolybdenum” (Molybdenum produced from mined ore, not to scrap material recycled bychemical process or remelting) is mainly used for metallurgic applications (approximately 87%)and around 13% is using in chemicals (Figure 4Error! Reference source not found.). Metallurgicapplications include 45% engineering steels, 22% stainless steel, 8% tools and high speed steels,8% cast iron, 5% Mo-metals and 3% alloys and super alloys. There are different types of Moproducts which are used for different applications (Table 12).
Figure 4. The global use of Molybdenum from mine ores. SOURCE: IMOA
Table 12. Meltstock Molybdenum Products
Mo melt stockproducts
Super-Alloys
StainlessSteel
AlloySteel
Tool Steel & High SpeedSteel
CastIron
Mo Oxide X X XFerromolybdenum X X X XMo metal pellets X
The Mo products for chemical applications include ammonium heptamolybdate, ammoniumoctamolybdate, ammonium dimolybdate, MoS2 and sodium molybdate among others.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 47
4.1.1. STAINLESS STEEL
Specifications define a couple hundred stainless steel grades, differing from one another mainlyin chemical composition. Composition is a fundamental characteristic of stainless steel because itdetermines the alloy's corrosion resistance, microstructural phase balance, mechanicalproperties, and physical properties. The most widely used type of stainless steel that containsMo is austenitic Types 316 (2.1 % Mo).
The application of stainless steel is mainly focus on construction including buildings, drainage,infrastructures and water distribution among others.
4.1.2. MOLYBDENUM GRADE ALLOY STEELS & IRONS
Molybdenum is used to increase the steel and iron properties. Table 13 gathers the percentageof Mo in different steel and irons alloys.
Table 13. Percentage of Molybdenum in different alloys. SOURCE: IMOA
Alloy type % of MoHeat Treatable Engineering Steel 0.25 - 0.5Case Hardened Steel 0.15 - 0.5High Temperature Steel 0.3 - 1.2Oil Country Tubular Goods (OCTG) 0.3 - 1.0HSLA Steel 0.15 - 0.25Maraging Steels 4.0 - 5.0Tool & High Speed Steel 0.5 - 9.0Cast Iron 1.0 -3.0
The end users of these materials are:
· Automotive, shipbuilding, aircraft and aerospace· Drilling, mining, processing· Energy generation, including boilers, steam turbines and electricity generators· Vessels, tanks, heat exchangers· Chemical & Petrochemical processing· Offshore; Oil Country Tubular Goods (OCTG)
4.1.3. MOLYBDENUM GRADE SUPERALLOYS
Molybdenum is a very important alloying element in high performance nickel-based alloys. Thesealloys fall into two basic classes:

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 48
· corrosion-resistant alloys (5.5%-28.5% of Mo)· high temperature alloys (2%-25% of Mo)
The corrosion-resistant nickel-based alloys find extensive use in the chemical processing,pharmaceutical, oil & gas, petrochemical and pollution control industries in which highlycorrosive environments are very common.
4.1.4. MOLYBDENUM METAL & ALLOYS
Molybdenum metal is usually produced by powder metallurgy techniques in which Mo powder ishydrostatically compacted and sintered at about 2100°C. Hot working is done in the 870-1260°Crange. Moly alloys have excellent strength and mechanical stability at high temperatures (up to1900°C). Their high ductility and toughness provide a greater tolerance for imperfections andbrittle fracture than ceramics. The unique properties of molybdenum alloys are utilized in manyapplications:
· High temperature heating elements, radiation shields, extrusions, forging dies, etc.;· Rotating X-ray anodes used in clinical diagnostics;· Glass melting furnace electrodes and components that are resistant to molten glass;· Heat sinks with thermal expansivity matching silicon for semiconductor chip mounts;· Sputtered layers, only Ångstroms (10-7 mm) thick, for gates and interconnects on
integrated circuit chips;· Sprayed coatings on automotive piston rings and machine components to reduce
friction and improve wear.
4.1.5. CHEMICAL USES OF MOLYBDENUM
The technical applications of molybdenum compounds are catalysts, lubricants, corrosioninhibitors, paints and surface coatings, smoke suppressors (or suppressants), pigments, ceramics,nanomaterials and agricultural chemicals. A summary of the end uses of Molybdenum (includingrecycling Mo from scrap) is presented in Figure 5 [2]. Table 14 includes the industrial applicationfor molybdenum [3].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 49
Figure 5. End uses of Molybdenum. SOURCE: SMR
Table 14. Molybdenum industrial applications. Source: CPM Group
Category ApplicationsSteel
Full AlloyConstruction & Automotive industries,shipbuilding, heavy machinery, offshorepipelines
Stainless Fuel tanks, chemical and petroleum refineries,desalination plants
Carbon Construction equipment and buildings, andtransportation
Tool Steels that cut other steels, extremely hardpieces of metal
HSLAHigh Strength, Low Alloy, Oil and Gas pipelines,construction and automotive industries,bridges
Other Metallurgical
Superalloys Supercharges, aircraft engines, gas turbines,chemical and petroleum plants
Cast Iron Diesel engine motor blocks and cylinder heads,mining milling and crushing equipment
Mo Metals & Alloys Auto parts, light bulb filaments, glassmanufacturing, head shields
Non-MetallurgicalCatalysts Petroleum hydro-processing and
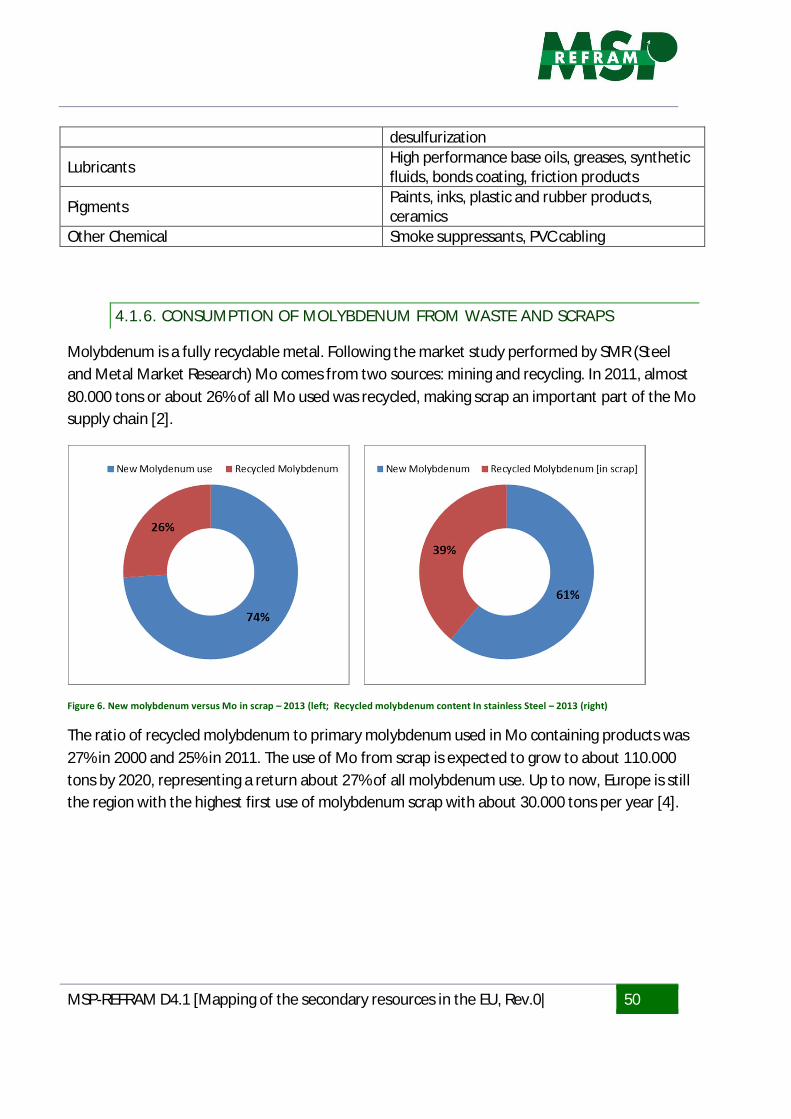
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 50
desulfurization
Lubricants High performance base oils, greases, syntheticfluids, bonds coating, friction products
Pigments Paints, inks, plastic and rubber products,ceramics
Other Chemical Smoke suppressants, PVC cabling
4.1.6. CONSUMPTION OF MOLYBDENUM FROM WASTE AND SCRAPS
Molybdenum is a fully recyclable metal. Following the market study performed by SMR (Steeland Metal Market Research) Mo comes from two sources: mining and recycling. In 2011, almost80.000 tons or about 26% of all Mo used was recycled, making scrap an important part of the Mosupply chain [2].
Figure 6. New molybdenum versus Mo in scrap – 2013 (left; Recycled molybdenum content In stainless Steel – 2013 (right)
The ratio of recycled molybdenum to primary molybdenum used in Mo containing products was27% in 2000 and 25% in 2011. The use of Mo from scrap is expected to grow to about 110.000tons by 2020, representing a return about 27% of all molybdenum use. Up to now, Europe is stillthe region with the highest first use of molybdenum scrap with about 30.000 tons per year [4].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 51
4.2.RECYCLING OF MOLYBDENUM FROM END OF-LIFE PRODUCTS AND SCRAPS
4.2.1. STEEL AND ALLOY SCRAPS
As it is presented in Figure 4, the largest use of Mo is an alloying element in steels. It is thereforemostly recycled in the form of steel scrap. Mo scrap is returned to the furnace and meltedtogether with primary molybdenum and other raw materials to make steel.
Molybdenum scrap and molybdenum alloy scrap are very unique with their position as a hightemperature scrap metal and high temperature alloy scrap. Molybdenum scrap andmolybdenum alloy scrap have a melting point of 2610 ºC. This puts molybdenum scrap andmolybdenum alloy scrap melting at 1000 ºC higher than other scrap metals such as steel.
There are four major categories of scrap (Figure 7) [5]:
· Revert scrap: This kind of scrap refers to remnants manufactured in the steelmakingprocess, such as cut-off ends or edge trimmings. This scrap is usually returned to thefurnace and re-melted quickly after its generation.
· New (or first use) scrap: This scrap is generated by steel mill customers. It is mainlyrecycled by scrap collectors and processors, usually within half a year of itsproduction in the steel mill.
· Old (or end–of-life) scrap: Steel products at the end of their useful life are called oldscrap. This kind of scrap is recycled by scrap dealers. The age of old scrap ranges fromfive years for some consumer goods to over 50 years for some building products.
· Blends: Blends refer to molybdenum units that come from a different scrap sourcethan the product for which they are intended. For example, a blend intended for theproduction of Type 316 stainless steel may contain molybdenum from nickel-basedalloy scrap. Scrap processors use special methods to create scrap blends that aretailored to the specifications of customers.
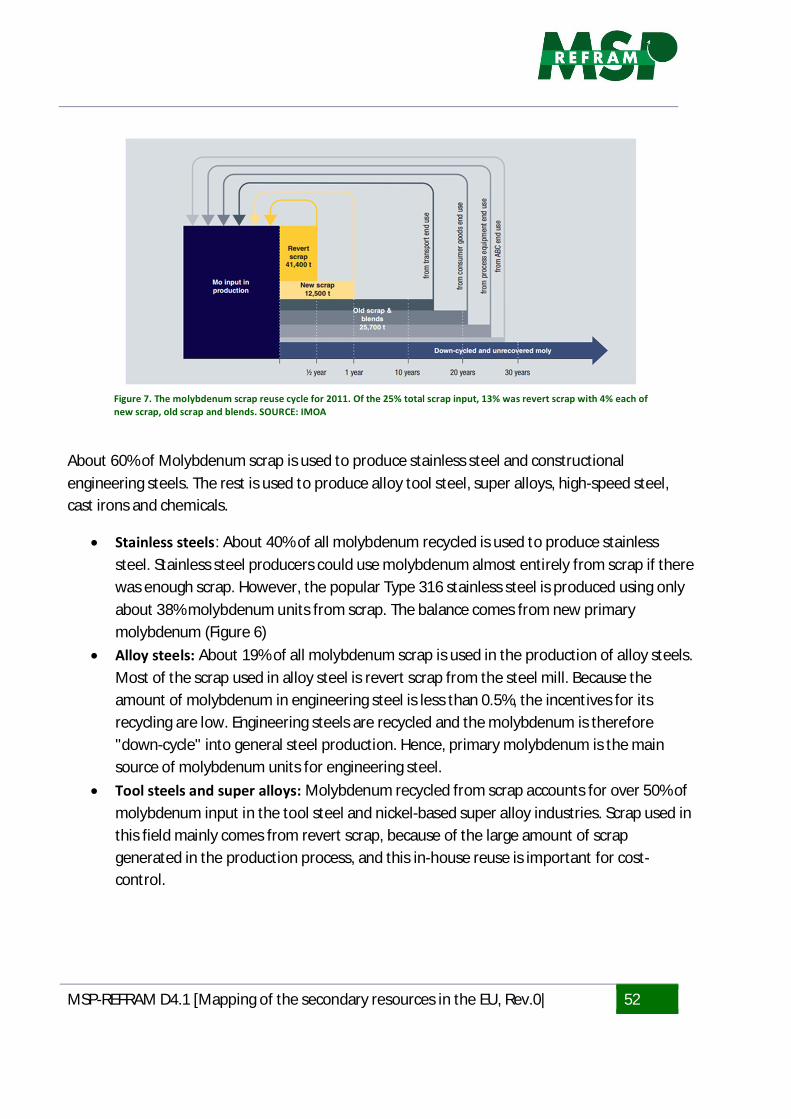
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 52
Figure 7. The molybdenum scrap reuse cycle for 2011. Of the 25% total scrap input, 13% was revert scrap with 4% each ofnew scrap, old scrap and blends. SOURCE: IMOA
About 60% of Molybdenum scrap is used to produce stainless steel and constructionalengineering steels. The rest is used to produce alloy tool steel, super alloys, high-speed steel,cast irons and chemicals.
· Stainless steels: About 40% of all molybdenum recycled is used to produce stainlesssteel. Stainless steel producers could use molybdenum almost entirely from scrap if therewas enough scrap. However, the popular Type 316 stainless steel is produced using onlyabout 38% molybdenum units from scrap. The balance comes from new primarymolybdenum (Figure 6)
· Alloy steels: About 19% of all molybdenum scrap is used in the production of alloy steels.Most of the scrap used in alloy steel is revert scrap from the steel mill. Because theamount of molybdenum in engineering steel is less than 0.5%, the incentives for itsrecycling are low. Engineering steels are recycled and the molybdenum is therefore"down-cycle" into general steel production. Hence, primary molybdenum is the mainsource of molybdenum units for engineering steel.
· Tool steels and super alloys: Molybdenum recycled from scrap accounts for over 50% ofmolybdenum input in the tool steel and nickel-based super alloy industries. Scrap used inthis field mainly comes from revert scrap, because of the large amount of scrapgenerated in the production process, and this in-house reuse is important for cost-control.
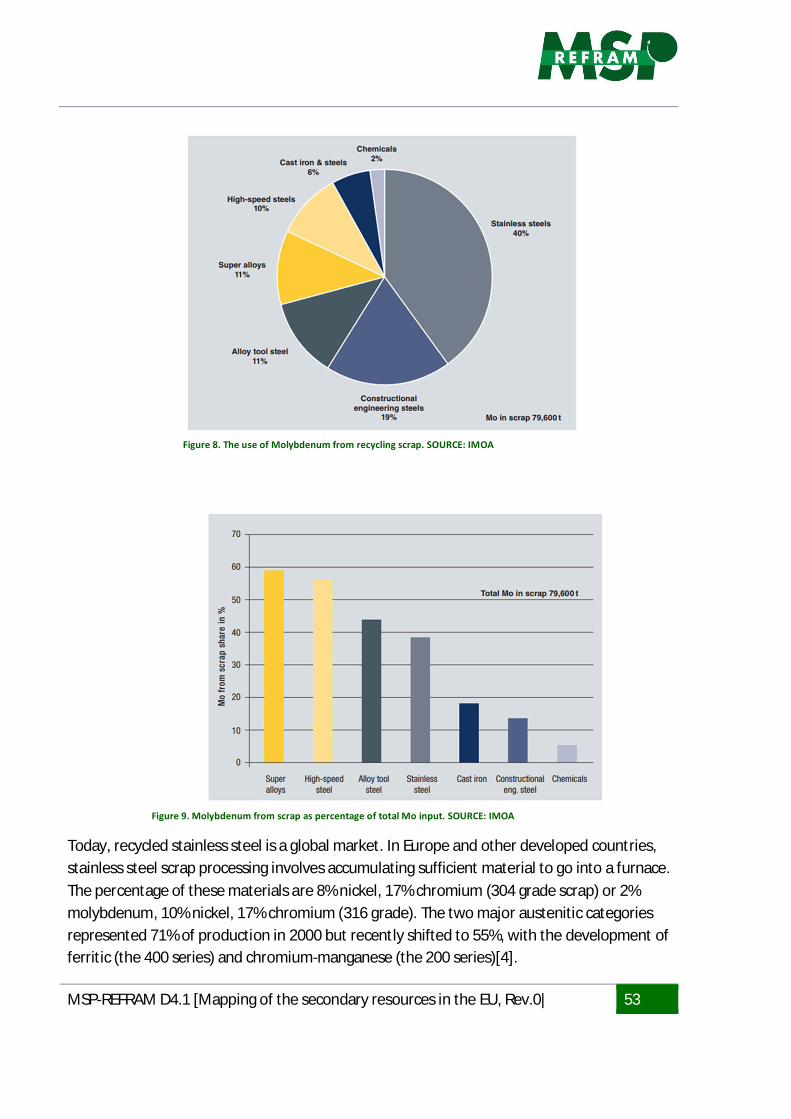
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 53
Figure 8. The use of Molybdenum from recycling scrap. SOURCE: IMOA
Figure 9. Molybdenum from scrap as percentage of total Mo input. SOURCE: IMOA
Today, recycled stainless steel is a global market. In Europe and other developed countries,stainless steel scrap processing involves accumulating sufficient material to go into a furnace.The percentage of these materials are 8% nickel, 17% chromium (304 grade scrap) or 2%molybdenum, 10% nickel, 17% chromium (316 grade). The two major austenitic categoriesrepresented 71% of production in 2000 but recently shifted to 55%, with the development offerritic (the 400 series) and chromium-manganese (the 200 series)[4].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 54
Steel materials, in hard pieces after ending their lives can be 100% recyclable. It is reported that39% if the molybdenum used each year is recycled materials from scrap (Figure 6Figure 6) [6].Although molybdenum in the scrap is recycled, there are no processes for the separate recoveryand refining of molybdenum from the scrap, which means that the molybdenum contents in therecycled scrap is directly reutilized [7]. It should be noted that molybdenum recycling from thescrap is not 100%, this is because, besides some scrap is discarded and corroded in theenvironment, some Mo-containing scrap is in general recycled but not for its Mo content [5].And this happens in the cases of using low Mo content scrap (such as scrap from someengineering steels) or using non-sorted scrap to produce Mo-irrelevant steel products. In thesecases molybdenum is just ‘down-cycled’ into the production but with little or no materials value.Therefore, purpose-oriented application of Mo-containing scrap and sorting scrap are quitecrucial for efficient recycling of Mo from steel scrap [8].
Figure 10. Most important components of stainless steel
Currently, stainless steel counts with 54% of stainless steel scraps [9]. The stainless steel is madeby a percentage of primary and scrap resource for Nickel, Molybdenum, Chrome and Iron (Figure10). According to Goeschi et al., [9] Molybdenum is 0.5% from primary resources and 0.4% fromscraps.
Alloy and Metal and Steel Market Research reported that there is a clear evolution of the scrapconsumption over the time and estimate and average scrap reserve of 168.3 Million of Tons in2010 (Figure 11) [9].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 55
Figure 11. Stainless steel scrap consumption and reserve
Scrap can come back in just a few years, in the case of electronics, to almost a century whenapplied in buildings. Average lifetimes have been estimated to be 50 years for buildings andinfrastructure, 14 years for vehicles, 30 years for other transportation modes (rail, ship, aircraft),25 years for industrial machinery and 15 years for household appliances and metal goods [4].Table 15Error! Reference source not found.. Stainless steel end-of-lifeTable 15 includes theaverage end use sector lifetime for stainless steel scraps and the estimation of percentagerelated with the waste management including landfill and recycling as stainless steel and ascarbon steel [10].
Table 15Error! Reference source not found.. Stainless steel end-of-life

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 56
-
Table 16 and Table 17 gather information about the percentage of different metal in stainlesssteel scraps and high-speed steel scrap according to the portfolio of the company CRONIMET[11].
Table 16. Percentage of metals in stainless steel scrap
Type of Stainless scrapMetal AISI 316 AISI A182 F51
DuplexHigh AlloyedCr Ni Mo
Cr (%) 17 22 20Ni (%) 10.5 7 58Mo (%) 2 3 9
Table 17. Percentage of metals in high speed scrap
Type of High-speed scrapMetal DMo5/M2 EMo5/M35 M42W (%) 6 6 1.5Mo (%) 5 5 9Cr (%) 4 4 8V (%) 1.8 1.8 3.75Co (%) 5 1.1
The JRC Scientific and Technical Report EUR 24397 EN - 2010 [12] includes information about thedifferent steel scraps. The table below gathers information about the specifications of thedifferent scraps generated from steel and the % of Cr, Ni and Mo is included.
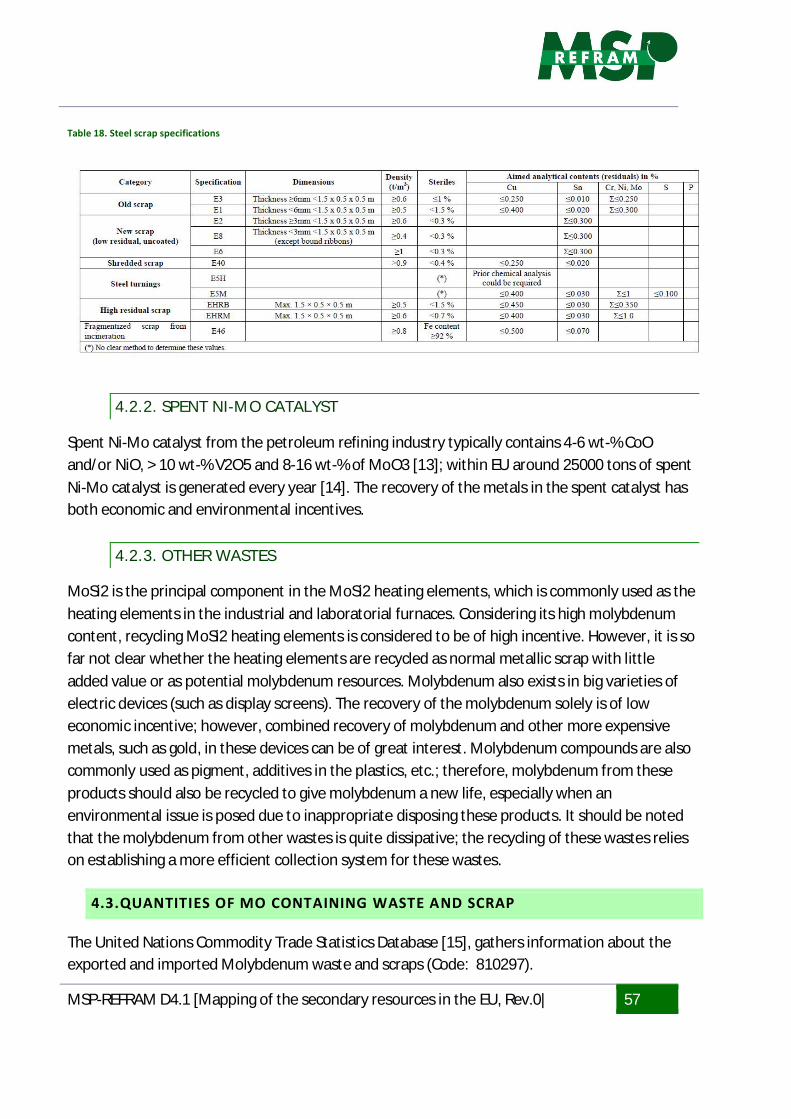
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 57
Table 18. Steel scrap specifications
4.2.2. SPENT NI-MO CATALYST
Spent Ni-Mo catalyst from the petroleum refining industry typically contains 4-6 wt-% CoOand/or NiO, > 10 wt-% V2O5 and 8-16 wt-% of MoO3 [13]; within EU around 25000 tons of spentNi-Mo catalyst is generated every year [14]. The recovery of the metals in the spent catalyst hasboth economic and environmental incentives.
4.2.3. OTHER WASTES
MoSi2 is the principal component in the MoSi2 heating elements, which is commonly used as theheating elements in the industrial and laboratorial furnaces. Considering its high molybdenumcontent, recycling MoSi2 heating elements is considered to be of high incentive. However, it is sofar not clear whether the heating elements are recycled as normal metallic scrap with littleadded value or as potential molybdenum resources. Molybdenum also exists in big varieties ofelectric devices (such as display screens). The recovery of the molybdenum solely is of loweconomic incentive; however, combined recovery of molybdenum and other more expensivemetals, such as gold, in these devices can be of great interest. Molybdenum compounds are alsocommonly used as pigment, additives in the plastics, etc.; therefore, molybdenum from theseproducts should also be recycled to give molybdenum a new life, especially when anenvironmental issue is posed due to inappropriate disposing these products. It should be notedthat the molybdenum from other wastes is quite dissipative; the recycling of these wastes relieson establishing a more efficient collection system for these wastes.
4.3.QUANTITIES OF MO CONTAINING WASTE AND SCRAP
The United Nations Commodity Trade Statistics Database [15], gathers information about theexported and imported Molybdenum waste and scraps (Code: 810297).
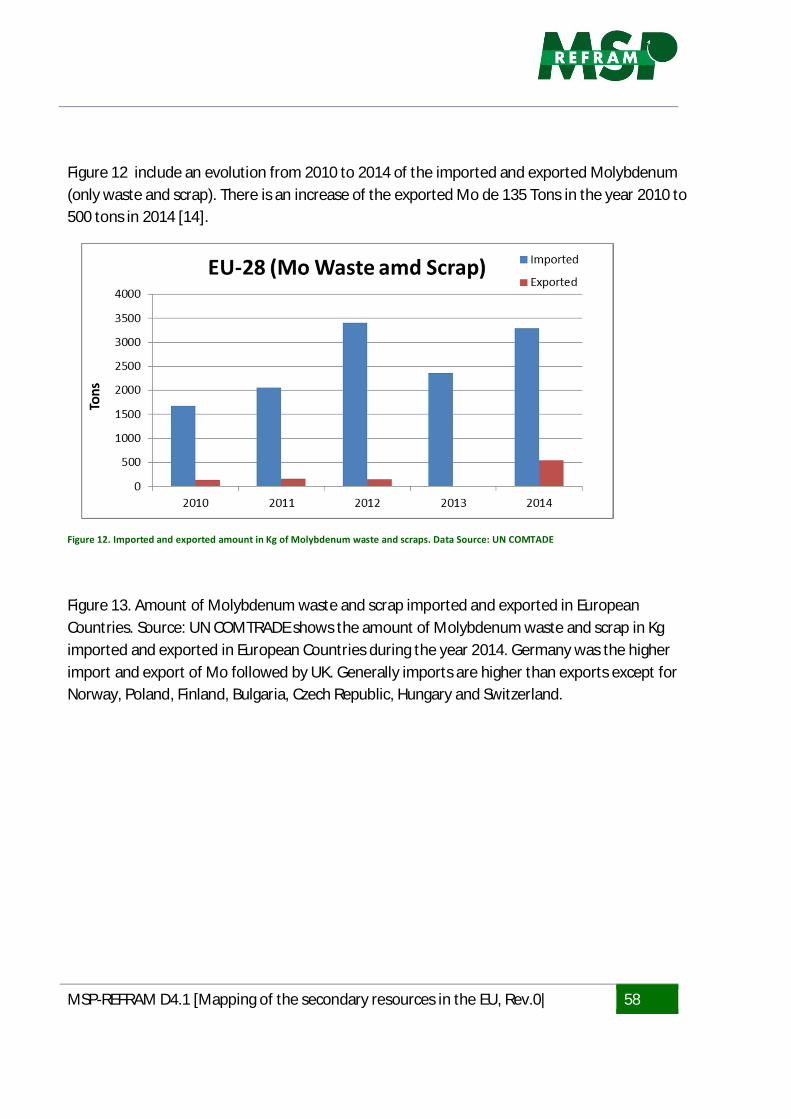
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 58
Figure 12 include an evolution from 2010 to 2014 of the imported and exported Molybdenum(only waste and scrap). There is an increase of the exported Mo de 135 Tons in the year 2010 to500 tons in 2014 [14].
Figure 12. Imported and exported amount in Kg of Molybdenum waste and scraps. Data Source: UN COMTADE
Figure 13. Amount of Molybdenum waste and scrap imported and exported in EuropeanCountries. Source: UN COMTRADE shows the amount of Molybdenum waste and scrap in Kgimported and exported in European Countries during the year 2014. Germany was the higherimport and export of Mo followed by UK. Generally imports are higher than exports except forNorway, Poland, Finland, Bulgaria, Czech Republic, Hungary and Switzerland.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 59
Figure 13. Amount of Molybdenum waste and scrap imported and exported in European Countries. Source: UN COMTRADE
4.3.1. END-OF-LIFE VEHICLES
Recyclability rates of Mo in end-of-life vehicles have not been identified. However, informationgathered annually from EU Member States and other countries on the total vehicle weight, thetotal number of end-of-life vehicles and rates for ‘total reuse and recycling’ since 2006 can beextracted from Eurostat [16]. This information is presented in Chapter 2.3.2 on Niobium.
Every year, between 7 and 8 million tonnes of end-of-life vehicles (ELV) end to complianttreatment in the EU. About 75% of these vehicles, mainly metals, are recyclable in the EuropeanUnion. The rest (25%) is considered waste and generally goes to landfills. Environmentallegislation of the European Union requires the reduction of this waste to a maximum of 5% by2015. According to the American Iron and Steel Institute (AISI), in 2004 over 14.5 million tons ofsteel was recycled and reused from end-of-life vehicles. Based on this it can be expected thatMo, which is mainly contained in steel and alloys ends up to recycling.
4.4.REFERENCES
[1] http://www.imoa.info/molybdenum-uses/molybdenum-uses.php
[2] http://www.smr.at/
[3] http://www.cpmgroup.com/
[4]http://www.worldstainless.org/Files/ISSF/non-image-files/PDF/Team_Stainless_Recycling_Ferritic_Stainless_Steel.pdf

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 60
[5] http://www.imoa.info/download_files/molyreview/IMOA_MolyReview_2-2013.pdf
[6] Stainless steel in Figures 2015. International Stainless Steel Forum.
[7] Désirée E. olyak, “Molybdenum”, US. Geological Survey, Mineral Commodity Summaries,2016.
[8] H. Ohno, K. Matsubae, K. Nakajima, Y. Kondo, S. Nakamura, and T. Nagasaka, “Toward theefficient recycling of alloying elements from end of life vehicle steel scrap,” Resour. Conserv.Recycl., vol. 100, pp. 11–20, 2015.
[9] T. Goeschi, A. Löschel, F. Pothen. 2013. How free are free markets in reality? Strategic tradepolicies and its impact on the stainless steel industry. Centre of Economic European Research.
[10] B. K. Beck, M. Chambon., S. Hashimoto and T.E: Graedel. 2010. Global stainless steel cycleexplifies china’s rise to metal dominance. Environmental Science Technology. 44, 3940-3946.
[11] http://www.cronimet.de/en/products-services/portfolio/
[12] EUR 24397 EN – 2010. End-of-waste criteria for iron and steel scrap: technical proposal. JRCScientific and Technical Report.
[13] I. Gaballah and M. Djona. 1994. “Processing of spent hydrorefining catalysts by selectivechlorination”. Metall. Mater. Trans. B, 25 (4), 481-490.
[14] Layman’s report, 2016. “Recycling used catalyst through a combination of hydro and pyrometallurgical processes: a sustainable development project.
[15] http://comtrade.un.org/db/mr/daCommoditiesResults.aspx?px=H2&cc=810297
[16] http://ec.europa.eu/eurostat/web/products-datasets/-/env_waselv
[17] Some Minor Metals Found in Vehicles. Minor Metals Trade Association.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 61
5. MAPPING AND COLLECTION OF RHENIUM CONTAINING END-OF-LIFE WASTE ANDSCRAP
5.1. INTRODUCTION
Rhenium is an extremely rare element. Its properties make it applicable in a large number offields. Demand for rhenium has been characterised by periods of sharp growth caused by theintroduction of new applications, sharp increases in the unit amounts of rhenium used in thoseapplications and changes in environmental legislation.
5.2.APPLICATIONS CONTAINING RHENIUM
5.2.1. DEVELOPMENT OF THE USE OF RHENIUM
Until the late 1960s, world consumption of rhenium was under 2 tonnes per year and limited tocatalysts, an application that now accounts for around 15% of total demand. The first majorincrease in demand resulted from restrictions on the use of tetraethyl lead (TEL) as an octanebooster in petrol in the USA. This coincided with the introduction of platinum-rhenium reformingcatalysts that were much more efficient than the platinum only catalysts previously used toproduce aromatics by reforming naphthas and paraffins.
Demand for primary rhenium peaked in 1971 and then started to fall as recycled materialbecame available. During this period, Ethyl introduced a new octane booster, MMT (methyl-cyclopentadienyl manganese tricarbonyl), which was ten times more effective than TEL in raisingthe octane number of petrol. The availability of MMT reduced pressure on refineries to increaseoutput of reformate and helped lower demand for rhenium-bearing catalysts. In 1978, the USEnvironmental Protection Agency (EPA) banned the use of MMT as it adversely affected theability of exhaust catalysts to reduce hydrocarbon emissions. This caused a rapid immediateincrease in demand for other products that could raise the overall octane level of the petrolpool, stimulating consumption of rhenium. The US ban on MMT was lifted in the early 1990s butfurther studies are underway and due for completion in 2008 when the situation will bereviewed. MMT is used widely elsewhere in the world, particularly in Canada.
In 1975, Chevron, a major developer of reforming catalysts, announced it was doubling therhenium content of its catalysts. Other manufacturers quickly followed suit. At around the sametime, economic recession started to reduce the rate of growth in demand for petrol and with itthe demand for reformate and, thus, platinum-rhenium catalysts. Demand remained fairly flat
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 62
for several years until 1985/86, when the EPA further reduced the permitted lead content ofpetrol from 1.1g/gallon to 0.5g/gallon and later to 0.1g/gallon. This again put pressure onrefiners to find alternative means to maintain the octane level of the petrol pool.
Around the same time, the use of rhenium in nickel-based superalloys for aerospace applicationsstarted to rise. This was later supplemented by the use of nickel-based superalloys in land-basedturbine applications. Superalloys became the major end use for rhenium in the 1990s.Consumption in superalloys has grown steadily and is now the main factor driving demand forrhenium. In 1998, Cannon Muskegon, a leading superalloy producer and the world’s largestsingle rhenium consumer, announced a new alloy with a rhenium content of 6%, double themore typical Re content of 3%. There are no major new applications for rhenium anticipated atpresent so future demand will be driven by superalloy and reforming catalyst markets. Rapidchanges in demand are likely only in the following circumstances:
· Outright US ban on the use of MMT or MTBE, another octane booster that is comingunder intense scrutiny from the environmental lobby
· Increase in unit consumption of rhenium by reforming catalyst or superalloymanufacturers
· Large increase in consumption in existing main end-use markets (superalloys andcatalysts).
5.2.2. CURRENT STATUS OF RE CONSUMPTION
Demand for rhenium is showing strong growth at the present because of demand for engines inboth commercial and military jets. This is forecast to continue to rise strongly over the nexttwenty-five years. The use of rhenium catalysts in reforming is also growing but at a lower rate[1-4].
Now, it is estimated that superalloys make about 77% of global rhenium demand while catalystsfor petrochemistry only 15 % (Figure 14). The other 8 % is represented by such application areasas: catalysts in hydrogen desulphurization process; production of thermocouples, heatingelements, electrodes, electrical connectors, electromagnets; as well as in organic synthesis andcatalysis and medicine [5].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 63
Figure 14. Global rhenium demand [5]
Rhenium is consumed in several forms (Table 19). The basic form, ammonium perrhenate (APR),is used in the manufacture of reforming catalysts. APR is also the starting material for theproduction of perrhenic acid (also used in catalysts), rhenium powder, pellets and briquettes,which have applications in superalloys and other metallurgical uses. A high proportion of theammonium perrhenate consumed is ultimately re-used, mainly because of a well-developedpetroleum catalyst recycling industry. The opposite is true of metallic rhenium. No commerciallyviable way has yet been found to recover rhenium from turbine blades, the principal applicationfor the metal [1-4].
Table 19. Rhenium products and their typical applications
Product Typical application
Ammonium perrhenate Production of rhenium metal and perrhenic acid, manufactureof Pt-Re reforming catalysts, addition to superalloys
Perrhenic acid Manufacture of Pt-Re reforming catalysts
Rhenium metal powder Addition to superalloys, production of sheet, foil, strip and wireRhenium metal briquettes
Rhenium metal briquettes Addition to superalloys
The small size of the rhenium market, coupled with the fact that there are only two major enduses, means that there are only a few major users. Table 20 shows that the main consumers arelocated in the USA and Europe. However, catalyst and superalloy manufacturers in the formerSoviet Union and Japan are not included in the list. Concentration of Re consumption at
77 %15 %
8 %
alloys and superalloys catalysts other

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 64
company level is even more pronounced when it is considered that one of the world’s major Pt-Re catalyst producers, UOP, is located in the USA, as are two of the three leading aircraft enginemanufacturers, GE and Pratt & Whitney. Leading consumers in 2006 were thought to be GeneralElectric, Cannon Muskegon (which supplies the UK turbine manufacturer Rolls-Royce) and PrattWhitney [1].
Table 20 Leading processors and consumers of rhenium [1,5]
HIGH PERFORMANCE ALLOYS
The term ‘high performance’ alloy is a generic term for special nickel, cobalt and iron base alloysdeveloped to withstand extreme conditions of heat, wear and corrosion. This group of alloysincludes superalloys, corrosion-resistant alloys and wear-resistant alloys. The term superalloys is

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 65
nominally reserved for alloys used at service temperatures of above 800°C though in practice it isalso used for alloys developed for corrosion and wear resistance. There is a considerable degreeof overlap in the properties and uses of superalloys, corrosion-resistant alloys and wear-resistantalloys. Additionally, the use of the term superalloy to cover the wider range of high performancealloys has only added to the confusion. Superalloys were developed for applications where hightensile, thermal, vibratory and shock stresses are encountered and where oxidation resistance isfrequently required, particularly in the aerospace industry. Corrosion-resistant alloys containlarge percentages of molybdenum and chromium and tend to be used in processing plants.Wear-resistant alloys contain tungsten, chromium and more than 1% carbon, in order to formcarbide particles in the matrix, and have good abrasion resistance in the absence of lubrication.
PLATINUM-RHENIUM CATALYSTS
The petroleum refining industry uses bimetallic platinum-rhenium catalysts for catalyticreforming of naphthas. This was the main market for rhenium from the late 1960s, when thecatalysts were introduced, until the late 1980s, when superalloys became the largest application.
The development of platinum-rhenium reforming catalysts was closely linked to emission controllegislation that reduced levels of lead in petrol. Most modern automobile engines have beendesigned to give better performance and operate more efficiently at high compression ratios.However, those ratios require high-octane fuels to prevent premature ignition, known as“knocking”. For many years the most effective and economic antiknock agent was tetraethyl lead(TEL). The introduction of emission control apparatus in the USA, particularly the platinum basedcatalytic converter required in all new cars after 1974, created a growing demand for unleadedpetrol.
The omission of TEL from petrol, itself a positive step towards reducing atmospheric leadpollution, was necessary because lead poisoned the platinum catalyst in the converter. However,omitting lead from petrol meant that the octane rating was lowered, making the fuel unsuitablefor use in conventional engines. The catalytic reforming of naphthas produces aromatics that arehigh-octane components of the petrol pool. The function of the reformer is to take straight-runnaphtha in the boiling range between about 70-90°C and raise its octane number from about 40to the high 90s. This is mainly achieved by the dehydrogenation of naphthelenes to aromaticcompounds, by isomerisation of paraffins and panthenes and dehydrocyclisation of straight-chain paraffins to naphthalene, which can then be dehydrogenated to aromatics. All threereactions produce an increase in octane rating by producing aromatics with much higher octanenumbers than the paraffins and naphthalenes from which they were derived. A fourth reactionthat also takes place, hydrocracking, destroys long-chain paraffins that have low octanenumbers.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 66
Catalytic reforming was first introduced in 1939 and used a molybdenum catalyst on an aluminabase. In 1949, UOP introduced the Platforming process, which used a fixed bed of platinum-containing catalyst. The catalyst did not require frequent regeneration and was highly selective.Reforming using a platinum catalyst represented a significant advance in petroleum productionand is now one of the largest industrial catalytic operations. The original catalysts consisted ofabout 0.3-0.75% platinum supported on a high-purity alumina substrate. Other metals were lateradded to help extend the life of the catalyst under severe operating conditions. Currently, themost commonly used reforming catalysts are monometallic platinum types or bimetallicplatinum-rhenium and platinum variants. The rhenium content of a catalyst can vary between0.25-0.9% by weight typically they contain 0.3% Re and 0.3% Pt. Platinum-rhenium reformingcatalysts were introduced commercially in 1969 after Chevron Research made public nearly twoyears’ research and working experience of platinum-rhenium catalysts in reformer use. Chevrondeveloped the Rhenium forming process, one of a number of reforming processes used for theconversion of low-octane naphtha to high-octane petrol blend stock or petrochemical plantfeedstock.
5.3.RECYCLING OF RE
The anticipated rise in prices may well encourage production of secondary rhenium. Recycling ofplatinum-rhenium reforming catalysts is an established industry based on the desire to recoverplatinum, which is the more valuable of the two metals. Little recycled rhenium enters the openmarket as most is returned to catalyst producers. Some is traded when stocks and demand indifferent sectors of the rhenium market are not in balance. Recovery rates are high, with onlyabout 10% of rhenium lost, though not all catalysts are recycled at plants with rhenium circuits.Consequently the catalyst industry requires perhaps 10,000 kg/a of virgin rhenium. Somemetallic rhenium is recycled from residues and medical targets but the major end use,superalloys for turbine blades, is not a significant source of recycled material. Only Stark ofGermany is reported to recycle superalloy scrap for the recovery of rhenium.
Rhenium production from recycled materials represents around 10 % of the total global rheniumoutput that is estimated on 50-60 Mg/ year. Most of the secondary production takes place inGermany. Based on past experience the main reason of such a little amount of secondarymaterials sold on a free market is that rhenium recovery from spent reforming catalysts remainswithin a closed group of manufacturers, refineries and processors. High potential for rheniumrecovery is represented by waste materials from superalloys production and spent blades. It isestimated that 500 kg of ammonium perrhenate can be produced per annum. Estimates ofrhenium production from recycling is presented in the table below.
Table 21. Estimated rhenium production from recycled materials
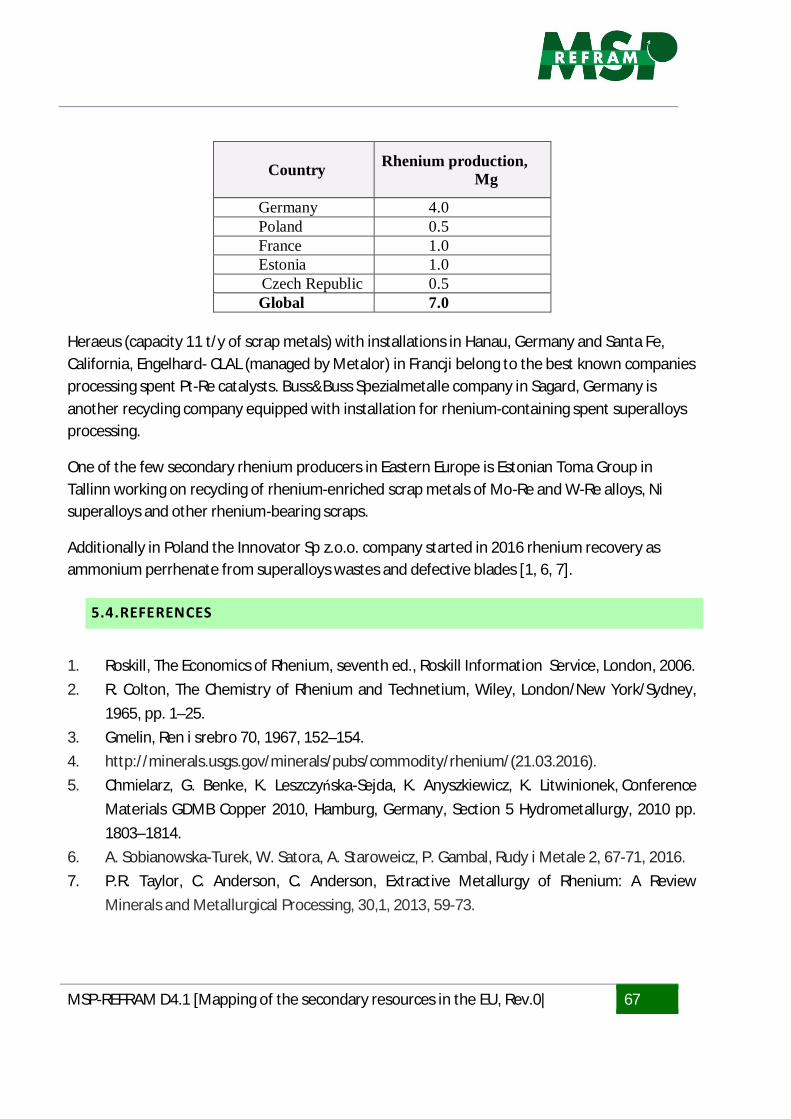
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 67
Heraeus (capacity 11 t/y of scrap metals) with installations in Hanau, Germany and Santa Fe,California, Engelhard- CLAL (managed by Metalor) in Francji belong to the best known companiesprocessing spent Pt-Re catalysts. Buss&Buss Spezialmetalle company in Sagard, Germany isanother recycling company equipped with installation for rhenium-containing spent superalloysprocessing.
One of the few secondary rhenium producers in Eastern Europe is Estonian Toma Group inTallinn working on recycling of rhenium-enriched scrap metals of Mo-Re and W-Re alloys, Nisuperalloys and other rhenium-bearing scraps.
Additionally in Poland the Innovator Sp z.o.o. company started in 2016 rhenium recovery asammonium perrhenate from superalloys wastes and defective blades [1, 6, 7].
5.4.REFERENCES
1. Roskill, The Economics of Rhenium, seventh ed., Roskill Information Service, London, 2006.2. R. Colton, The Chemistry of Rhenium and Technetium, Wiley, London/New York/Sydney,
1965, pp. 1–25.3. Gmelin, Ren i srebro 70, 1967, 152–154.4. http://minerals.usgs.gov/minerals/pubs/commodity/rhenium/(21.03.2016).5. Chmielarz, G. Benke, K. Leszczyńska-Sejda, K. Anyszkiewicz, K. Litwinionek, Conference
Materials GDMB Copper 2010, Hamburg, Germany, Section 5 Hydrometallurgy, 2010 pp.1803–1814.
6. A. Sobianowska-Turek, W. Satora, A. Staroweicz, P. Gambal, Rudy i Metale 2, 67-71, 2016.7. P.R. Taylor, C. Anderson, C. Anderson, Extractive Metallurgy of Rhenium: A Review
Minerals and Metallurgical Processing, 30,1, 2013, 59-73.
Country Rhenium production,Mg
Germany 4.0Poland 0.5France 1.0Estonia 1.0Czech Republic 0.5Global 7.0

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 68
6. MAPPING AND COLLECTION OF TUNGSTEN CONTAINING END-OF-LIFE WASTEAND SCRAP
6.1.APPLICATIONS OF TUNGSTEN
Tungsten (W) is mainly used in carbide form for cutting materials manufacturing, which areeasily wearing elements in such areas as: machining, mining, drilling and others (about 60 % ofthe total W consumption). Metal tungsten powder is used in electric and electronic industry (Wwire in light bulbs and vacuum tubes) and some of its alloys with Cu and Ag for electricalcontacts production (19 % of the total tungsten materials consumption). Tungsten metal is alsoapplied in thermal and radiation shields of space vehicles, electrodes for welding in noble gasatmosphere, X-ray emitting cathodes, heating elements for industrial furnaces, and others. It canfurther be used as an alloy component for production of various steels i.e. high-speed, tool andmatrix as well as corrosion- and thermal-resistant superalloys. W chemical compounds can befound in paints, dyes, enamels, painted glass, catalysts, chemical compounds and others.
In 2013 the total consumption of W in the USA was as follows:
· cutting materials, heavy mining, drilling and construction equipment – 75 %,· superalloys and special purpose steels – 14 %,· electric and electronic devices – 10 %,· chemical compounds (dyes, catalysts, luminophores) – 1 %.
The demand in electric field may be reduced in the near future because of commercialization ofnew zero-tungsten bulbs (tube lights and LED lights) with four times lower energy consumptionand ten times longer life time, with respect to the conventional type. Tungsten demand in otherfields is dependent on substituted materials usage for example metal-ceramic composites,carbides and nitrides for hard cemented tool materials production and low-grade uranium formilitary and aerospace industry. In Europe, tungsten is primarily used as cemented carbides (asshown in Error! Reference source not found..
Figure 15. The primary uses of tungsten within Europe in 2010 [5].

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 69
6.1.1. TUNGSTEN LIFE-CYCLE
Harper and Graedel describes the tungsten cycle as production, fabrication andmanufacturing, use and waste management [11]. The detailed sub processes within the lifecycle are presented in Figure 16. Figure 16. Detailed subprocess within the life cycle stages ofTungsten (Harper and Graedel)
Figure 16. Detailed subprocess within the life cycle stages of Tungsten (Harper and Graedel)

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 70
6.1.TUNGSTEN END-OF-LIFE PRODUCTS AND MANUFACTURING WASTE
Table 22 gathers information about the products for the end-user sector and their associatedlifetime and recycling rates.
W-BEARING SCRAP
As shown in Figure 15, tungsten in scrap accounts for around 1/3 of the tungsten from theprimary and secondary raw materials. The W-bearing scrap can be classified as new scrap andold scrap. The new scrap is generated in-house during producing W-bearing products forintermediate and ultimate consumption; this new scrap normally can be largely collected in-house and be recycled by the processor. However, a part of the manufacturing scrap is in such aform that it cannot be recycled inhouse. It is collected by scrap dealers buying tungsten scrap orprivate waste management companies. The old scrap is generated when the W-bearing productsare out of service or end of life; the extent to which the tungsten in old scrap can be recycleddepends on the availability of the scrap from the collection system. The main obstacle forrecycling old scrap lies in the diverse applications of the tungsten products. W-bearing scrap canalso be classified as hard scrap, which is in the form of solid pieces (such as hard metal pieces),and soft scrap, which is in the form of fines, powder, dust, tailings and sludge (such as heavymetal powder). Obviously, the new scrap and old scrap each contains both hard scrap and softscrap. The prevailing recycled scrap includes cemented carbide scrap, heavy metal steel/alloyscrap and mill products from metal powder scrap, which are basically in accordance with theprimary use of tungsten as shown in Error! Reference source not found..
6.1.1. SPENT NI-W CATALYST.
Similar to Ni-Mo spent catalyst, Ni-W hydrocracking catalyst is also commonly used in thepetroleum industries. Ni-W spent catalyst contains ~ 20.4 wt-% W and ~ 3.3 wt-% Ni [9]; withinEU around 1000 tons of spent Ni-W catalyst is generated every year [10]. Due to the highrestriction for disposal as well high strategic value of the tungsten, recycling Ni-W catalyst hasvery high environmental and economic incentives.
6.1.2. OTHER W BEARING WASTES
Burnt-out lamps, electric contacts/devices, electrodes, bullets, surface coating materials, etc.,are examples of other W-bearing wastes. Recycling these materials is quite problematic, as theyare quite dissipative and so far there is no efficient way to collect them.

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 71
Table 22. Details regarding the products, including lifetimes and recycling rates.
End-use sector Product Estimated lifetime in both time-residence models (years)
Recycling rates (% ofdiscards from use and
recycled)
Metal working machinery andequipment
Cutting tools and diesBroachesReamersDrawing and extruding dies and pressing, stamping,and punching tools (for metal cutting; e.g.,stamping dies)Cutting tool insertsEnd milling cuttersOther milling cuttersThreading taps, dies and chasers Band saw bladesCircular saw bladesHacksaw bladesDrills
Less than 1
50505075505050505050505050
Mining and constructionmachinery and equipment
Assumed to be blanks, tips, sticks, and plates usedas inserts in tools Less than 1 15
Lamps and lighting Photographic, large, and miniature incandescentbulbs, and electrical discharge bulbs
The lifetimes used in the analysiswere 0.5 years for incandescentlamps, 3.7 years for fluorescent
lamps, 1.4 years for compactfluorescent lamps (this category isonly present in the end-use sector
model), and 2.5 for other
Negligible
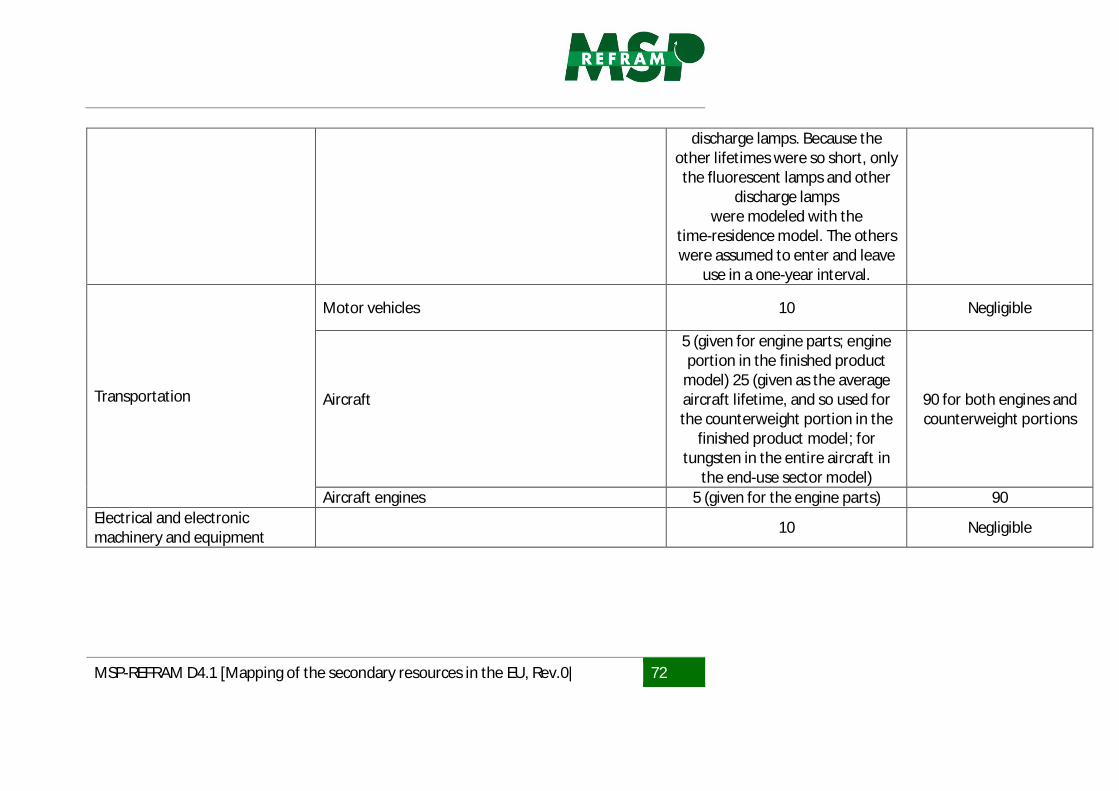
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 72
discharge lamps. Because theother lifetimes were so short, only
the fluorescent lamps and otherdischarge lamps
were modeled with thetime-residence model. The otherswere assumed to enter and leave
use in a one-year interval.
Transportation
Motor vehicles 10 Negligible
Aircraft
5 (given for engine parts; engineportion in the finished product
model) 25 (given as the averageaircraft lifetime, and so used forthe counterweight portion in the
finished product model; fortungsten in the entire aircraft in
the end-use sector model)
90 for both engines andcounterweight portions
Aircraft engines 5 (given for the engine parts) 90Electrical and electronicmachinery and equipment 10 Negligible

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 73
6.2.COLLECTION AND RECYCLING OF TUNGSTEN SCRAP
It is believed that W-bearing materials can be reclaimed and recycled after ending their lives.However, only a part of tungsten can be practically and/or economically recycled, as shown inError! Reference source not found.; while a non-negligible amount of tungsten is lost due to[6][7]:
(a) dissipation of tungsten, for example, W loss from wear of tungsten tool steels, W loss fromarc erosion of electric contacts and W loss from oxidation of alloys under high temperatures;
(b) discard, for example, burnt out lamps, lighting fixtures, landfilled catalyst and non-collectable tungsten carbide parts;
(c) dilution, for example, W dissolution in the steel product without using its materialsproperties.
Within EU, only 40% tungsten is recycled [8]. Recycling tungsten has very high economicincentives, as the tungsten concentrate in the recycled materials is normally much higher thanthat from the ore, which is less than 1%. A list of potential W-bearing urban mines is shown asfollows.
Figure 17. Tungsten flow chart for primary and secondary raw materials in the world [6]
Table 23 and

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 74
Table 24 include the exported and imported amount in Kg of Tungsten waste and scrap (UNCOMTRADE CODE: 810197) for different European countries [12]. The total imported amount ishigher for the three years evaluated with a difference between imported and exported of 120tons of W.
Table 23. Exported waste and scrap of Tungsten (Kg)
Exported Tungsten waste and scrap (Kg)
Country 2012 2013 2014AustriaBelgium 18108 14091 14098Bulgaria 8048 6039 6042Czech Rep. 14084 14091 14098Denmark 6036 4026 4028Finland 8048 8052 6042France 28168 20130 22154Germany 50300 58377 54378Hungary 10060 6039 14098Ireland 4024 6039 6042Italy 14084 14091 10070Netherlands 20120 20130 16112Norway 4028Poland 8048 6039 6042Portugal 6036 6039 8056Romania 6036 6039 8056Slovenia 6036Spain 18108 16104 16112Sweden 6036 14091 12084Switzerland 14084 16104 12084United Kingdom 28168 42273 38266Total 273632 277794 271890
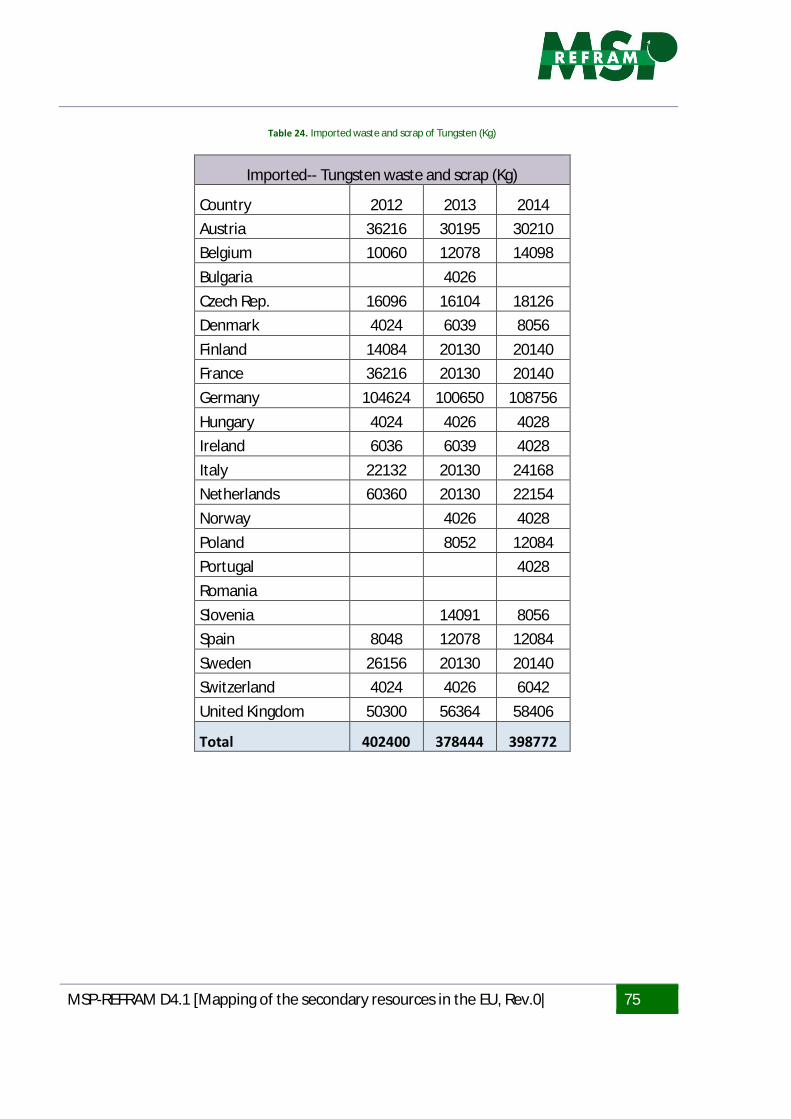
MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 75
Table 24. Imported waste and scrap of Tungsten (Kg)
Imported-- Tungsten waste and scrap (Kg)
Country 2012 2013 2014Austria 36216 30195 30210Belgium 10060 12078 14098Bulgaria 4026Czech Rep. 16096 16104 18126Denmark 4024 6039 8056Finland 14084 20130 20140France 36216 20130 20140Germany 104624 100650 108756Hungary 4024 4026 4028Ireland 6036 6039 4028Italy 22132 20130 24168Netherlands 60360 20130 22154Norway 4026 4028Poland 8052 12084Portugal 4028RomaniaSlovenia 14091 8056Spain 8048 12078 12084Sweden 26156 20130 20140Switzerland 4024 4026 6042United Kingdom 50300 56364 58406
Total 402400 378444 398772

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 76
6.3. RERERENCES
[1] A. Burkowicz, K. Galos, K. Guzik, J. Kamyk, A. Kot-Niewiadomska, E. Lewicka, T. Smakowski, J.Szluga, Minerals Yearbook of Poland and World 2013 (Balance of Mineral Economy and thePolish World 2013), MINERAL AND ENERGY ECONOMY RESERCH INSTITUTE OF THE POLISHACADEMY OF SCIENCES, POLISH GEOLOGICAL INSTITUTE, NATIONAL RESERCH INSTITUTE,, ISBN978-83-7863-467-6, Warszawa 2015.
[2] A. Burkowicz, K. Galos, K. Guzik, J. Kamyk, A. Kot-Niewiadomska, E. Lewicka, T. Smakowski, J.Szluga, Minerals Yearbook of Poland 2013, MINERAL AND ENERGY ECONOMY RESERCHINSTITUTE OF THE POLISH ACADEMY OF SCIENCES, POLISH GEOLOGICAL INSTITUTE, NATIONALRESERCH INSTITUTE, ISBN 978-83-7863-378-5, Warsaw 2014.
[3] S. Wurster B. Gludovatz, International Journal of Refractory Metals and Hard Materials, 28(6), 2010, 692.
[4] S. Rajagopal, V.L. Bekenev, D. Nataraj, D. Mangalaraj, O.Y. Khyzhun, Journal of Alloys andCompounds, 496 (1-2), 2010, 61.
[5] International Tungsten Industry Association, “Primary Uses of Tungsten”, available:http://www.itia.info/tungsten-primary-uses.html
[6] E. Lassner and W.-D. Schubert, “Tungsten: Properties, Chemistry, Technology of the Element,Alloys, and Chemical Compounds,” Boston, MA: Springer US, 1999, pp. 377–385.
[7] K. Shedd, “Tungsten Recycling in the United States in 2000,” U.S. Geological Survey, pp. 1–23,2005.
[8] “Sumitomo Electric to Start Tungsten Refining and Scrap Recycling Operations in the UnitedStates from March 2014”, available: http://global-sei.com/sn/2013/435/3a.html.
[9] A. Dehghani, Kh. Forsat, Kh. Mohammadbeigy, and S.H. Boroojerdi, “Experimental Study onRecovery of Spent Hydrocracking Catalyst,” Petroleum & coal, vol. 51, no. 3, pp. 176-180, 2009.
[10] Layman’s report, “Recycling used catalysts through a combination of hydro and pyro-metallurgical processes: a sustainable development project”, 2006.
[11] E.M. Harper and T.E. Graedel. 2008. Illuminating tungsten’s Life Cycle in the United States:1975-2000. Environmental Science Technology 42, 2835-3842.
[12] http://comtrade.un.org/db/mr/rfCommoditiesList.aspx?px=ST&cc=810197

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 77
7. SUMMARY - KNOWLEDGE GAPS
This report aims for identifying of the applications and corresponding end-of-life waste products(urban mine) containing refractory metals, estimating the quantities and form of refractorymetals in the end-of-life products, as well as for identification of the existing collectioninfrastructures and the economic incentives for delivery of waste products to legal operators.The study focuses on the following metals: Molybdenum, niobium, rhenium, tantalum andtungsten.
It was found that there are still significant gaps in the knowledge on the reserves of refractorymetals in end-of-life waste. It is possible to find information on different applications and at leastcoarse level information on distribution of the use of refractory metals between applications.However, in many cases it is difficult to find public data even for coarse assessment of thequantities of refractory metals in end-of-life and manufacturing waste:
· The waste and product statistics are poorly suitable for estimation, because theindividual statistical categories usually include both products containing and notcontaining refractory metals. In many cases the percentages of refractory metals mayvary even in same kind of products. For example only a small part of capacitors used inportable electronics and vehicles are tantalum capacitors, and their amount may changefrom zero to several pieces per product. There are also still gabs in waste statistics, e.g.WEEE and ELV statistics covers only the waste ending to compliant treatment.
· The product development may cause relatively rapid changes in the use of componentsand metals, for example use of electronics in cars has developed quite rapidly. There arealso applications with long life-time and less subject to rapid changes, such as forexample materials and equipment used in industrial plants.
· For several applications, there are very few studies or other publications which includereliable data on concentrations of refractory metals in end-of-life products.
· Recycling of manufacturing waste is in many cases less complicated than that of post-consumer waste. However the recycling is organised by private companies, and usuallythere are no requirements to publish detailed information on the quality andcomposition recycled materials.
The report contains some ideas about future development of the quantities and qualities of end-of-life products. However, the task has focused on current situation and therefore this data islimited.
Although the European waste legislation is same for all the EU countries, the practical

MSP-REFRAM D4.1 [Mapping of the secondary resources in the EU, Rev.0| 78
implementation of e.g. collection systems varies from country to country. The report containsonly general information about collection of refractory metals, because there were no resourcesfor more detailed evaluation of the collection systems.
The economic feasibility of collection and recycling of refractory metals varies significantlydepending on the waste type. One example of quite well functioning market is recycling of hardmetal tools, and also different steels and allows are already collected for recycling. However,there are still a lot of challenges in recycling of minor metals from consumer applications, andthe recycling rates are near zero.
One aim of the work was to identify economic incentives for better management and recovery ofrefractory metals from EoL and manufacturing waste. The information found on that topic wasvery limited. This is one of the topics that could be further discussed in the stakeholderworkshops.