marts conference 2012: getting to the root cause of your maintenance issues
TRANSCRIPT
© Profero, Inc. 2012
Getting to the Real Root Cause of Your Maintenance Issues
Presented byAnthony Manos
© Profero, Inc. 2012
Learning Outcomes• This session will help guide you how to get to the root cause of your
maintenance issues and breakdowns using real world examples and practical steps.
• Case studies will be shared on how teams went about finding the root cause of a problem and what happens when they didn’t.
• Find out how to apply the “5 Whys” and other tools effectively.• See how to include scientific thinking in your maintenance
applications in a simple way.• Develop better teamwork between maintenance personnel,
operators and management.• Learn the six principles that will give you better maintenance results. • We all know we need to take better care of our equipment and
machines; this session will help show you how and why.
© Profero, Inc. 2012
Agenda
• Case Study #1 – Fabricating a solution• 6 Principles for Better Maintenance• Case Study #2 – Vibration nation• Cool Tools for Better Maintenance• Case Study #3 – Feed me

© Profero, Inc. 2012
Case Study #1
Fabricating a solution

© Profero, Inc. 2012
Background Information
• An excessive amount of parts coming out of an oven were being sent to a over-temp (scrap) bin
• The operators lived with this condition for a while, but it was reducing their productivity rates. They mentioned it to a maintenance person. That maintenance person told the supervisor. The supervisor told the manager.
• They thought that light coming in from the window was interfering with the sensor unit reading so they decided to fabricate a shield to go over the temperature probe.
• It took 24 man-hours (three days for a third shift maintenance person) to fabricate the shield and install it.
© Profero, Inc. 2012
Current State
Oven
Scrap
Cover
© Profero, Inc. 2012
Lessons Learned
• The operators reported that they still have some issues with over-temp conditions
• They should of had the people involved (including the operators) perform 5 Whys to get to the real root cause
• Spending 24 man-hours working on a solution that doesn’t actually solve the problem is not a good solution
• They should have use that time to get to the real root cause and implement the correct, permanent solution.
© Profero, Inc. 2012
Principles for Better Maintenance
The Big 6(Principles)
© Profero, Inc. 2012
6 Principles forBetter Maintenance Results
1. Know thy equipment2. Take the time to get to the root cause3. Don’t assume you already know the answer
(Don’t stop at your first solution)4. Verify your solution5. Monitor your equipment6. Improve your system

© Profero, Inc. 2012
Know Thy Equipment
• Spend time to really learn the equipment – inside & out
• Develop a Total Productive Maintenance System and Autonomous Maintenance (TPM & AM)
• Consider performing TPM Events focused on specific equipment or machines
• Include operators and maintenance personnel• Have the correct manuals & repair parts

© Profero, Inc. 2012
Take the Time to Get to the Root Cause
• Find the real root cause• It may take a little work,
it might not be easy, you probably don’t have time – roll up your sleeves and get to work
• Know when to say when – Will the problem reoccur?
© Profero, Inc. 2012
Don’t Assume You Already Know the Answer
• Your first solution is wrong• Don’t stop at your first solution• Get to the real root cause – don’t just assume!• Test your theories out – use the scientific
method• Listen to others’ points of view
© Profero, Inc. 2012
Monitor Your Equipment
• Find a way to track the effectiveness of your equipment – OEE
• Make sure that the PMs are being done correctly and on-time
• Use your operators as a key source of information
• Make it visual!

© Profero, Inc. 2012
Improve Your System
• Even if your equipment is performing adequately think of ways to make it better
• Include training into your maintenance system for operators, maintenance personnel, engineers and management
• Get suggestions from workers on how to improve your maintenance system
© Profero, Inc. 2012
Great Tools
Need to know how &when to use them

© Profero, Inc. 2012
5 Whys
• Ask “Why” five times to help get to a root cause
• Doesn’t always have to be five; could be more, could be less
• Good for simple issues (not complex ones)• Verify solution before proceeding to next
“Why?”
© Profero, Inc. 2012
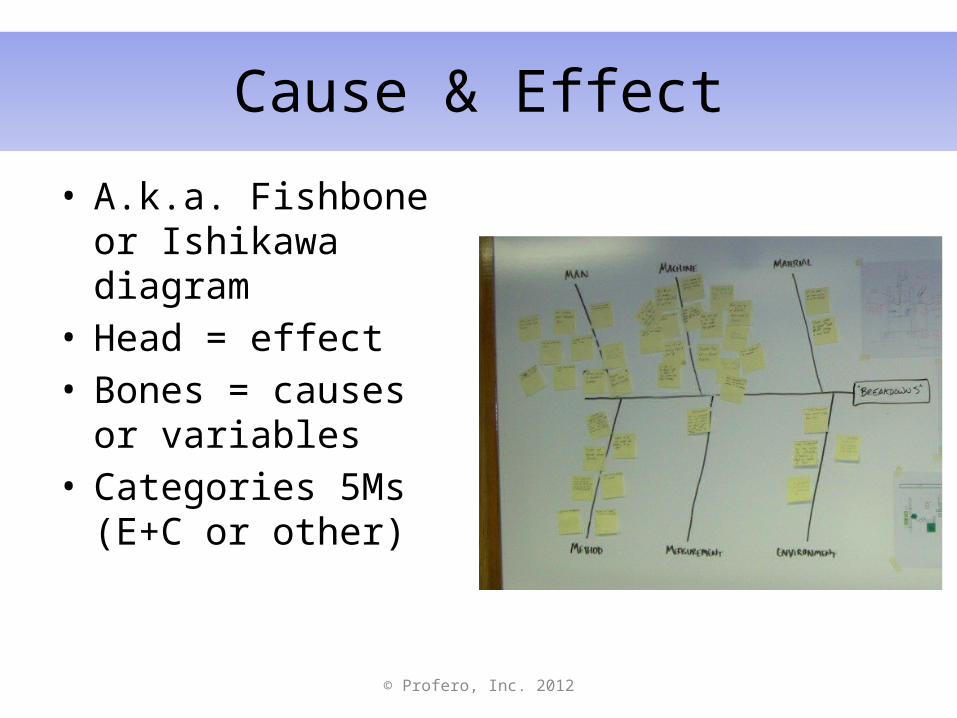
Cause & Effect
• A.k.a. Fishbone or Ishikawa diagram
• Head = effect• Bones = causes or
variables• Categories 5Ms (E+C or
other)
© Profero, Inc. 2012
Scientific Thinking
• Change one thing at a time and see what happens
• Easy to teach, easy to learn
• Gain valuable insights – including what worked and what didn’t
© Profero, Inc. 2012
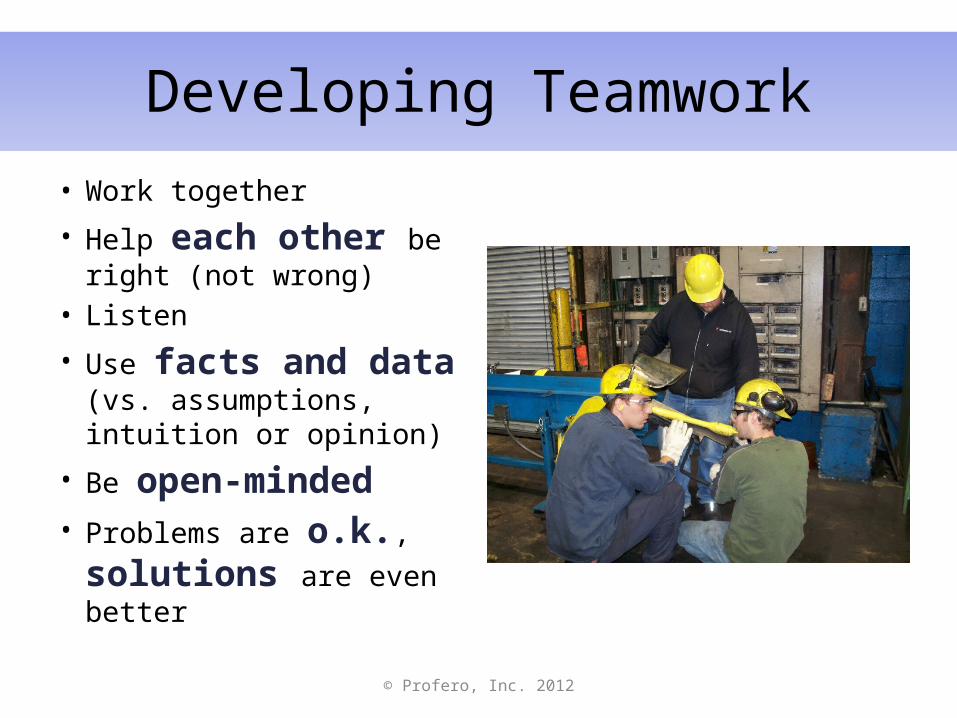
Developing Teamwork
• Work together
• Help each other be right (not wrong)
• Listen
• Use facts and data (vs. assumptions, intuition or opinion)
• Be open-minded• Problems are o.k.,
solutions are even better
© Profero, Inc. 2012
Case Study #2
Vibration nation

© Profero, Inc. 2012
Background Information
• The vibrating bowl would shake violently on start-up and shut-down. There was a comment that “you wouldn’t want to be near it when it started or stopped.”
• This caused the parts to “jump” on top of each other or lie next to each other. This could cause a jam in two different areas of the delivery feed system. If the parts jammed the operator would not know until no more parts where delivered to the machine. This would cause downtime and other quality problems.
© Profero, Inc. 2012
5 Whys
5 Whys Gone Wrong1. Why are there no more parts?Because the parts got jammed.2. Why did the parts get jammed?Because they were on top of each other and wouldn’t fit.Ah-ha! Add a piece that only allows one part to go through at a time!
© Profero, Inc. 2012
5 Whys
Good idea, it just doesn’t get to the root cause and the violent shaking will eventually cause other problems.Let’s try 5 Whys again1. Why are there no more parts?Because the parts got jammed.2. Why did the parts get jammed?Because they were on top of each other and couldn’t fit.
3. Why are they on top of each other?Because the motors shake violently on start and stop.Ah-ha! Adjust the counter-weights on the motors of the bowl feeder!

© Profero, Inc. 2012
5 Whys
THIS IS NOT THE ONLY REASON – be careful of going down the wrong road. Look for simple solutions whenever possibleOne more try1. Why are there no more parts?Because the parts got jammed.2. Why did the parts get jammed?Because they were on top of each other and couldn’t fit.3. Why are they on top of each other?Because the motors shake violently on start and stop.
4. Why do the motors shake violently on start and stop?Because the feedback circuit isn’t adjusted correctly.Ah-ha! Adjust the feedback circuit!
© Profero, Inc. 2012
5 WhysThis actual fixes the problem, but it doesn’t prevent it.
Finally!1. Why are there no more parts?Because the parts got jammed.2. Why did the parts get jammed?Because they were on top of each other and couldn’t fit.3. Why are they on top of each other?Because the motors shake violently on start and stop.4. Why do the motors shake violently on start and stop?Because the feedback circuit isn’t adjusted correctly.
5. Why was the feedback circuit out of adjustment?It wasn’t labeled and it was changed by mistake.Ah-ha! Label the circuits and mark the correct settings!

© Profero, Inc. 2012
5 Whys
Other Lessons Learned• When the operator took the initiative and asked if there was
anything that could be done, he was told that there weren’t any ways to make the adjustment.
• When the operator asked another person, they said it would take a lot of effort to change the counter-weights.
• Then the operator asked another person, and they said “Sure, it’s easy to adjust the circuit.”
• It took longer to get the panel off of the control box than it did to make the adjustment.
• When the machine ran on second shift that night, there were no jams at all.
© Profero, Inc. 2012
Case Study #3
Feed me
© Profero, Inc. 2012
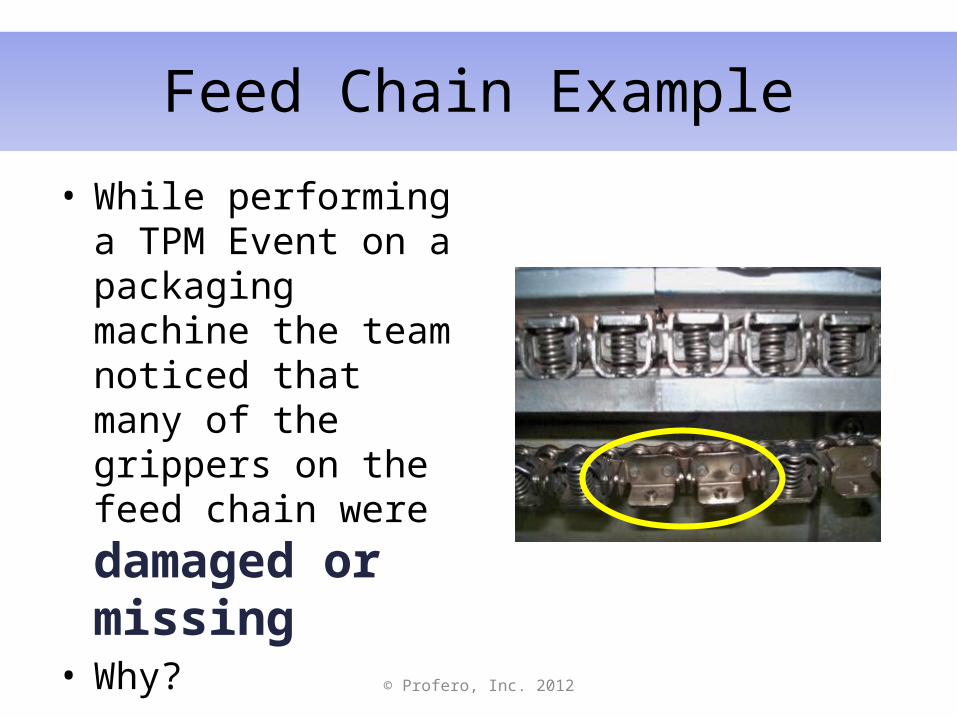
Feed Chain Example
• While performing a TPM Event on a packaging machine the team noticed that many of the grippers on the feed chain were damaged or missing
• Why?
© Profero, Inc. 2012
Easy Fix!
• The quick and easy solution would be to repair or replace the damaged grippers
• Would that really solve the problem?
TPM Event - Drive Chain
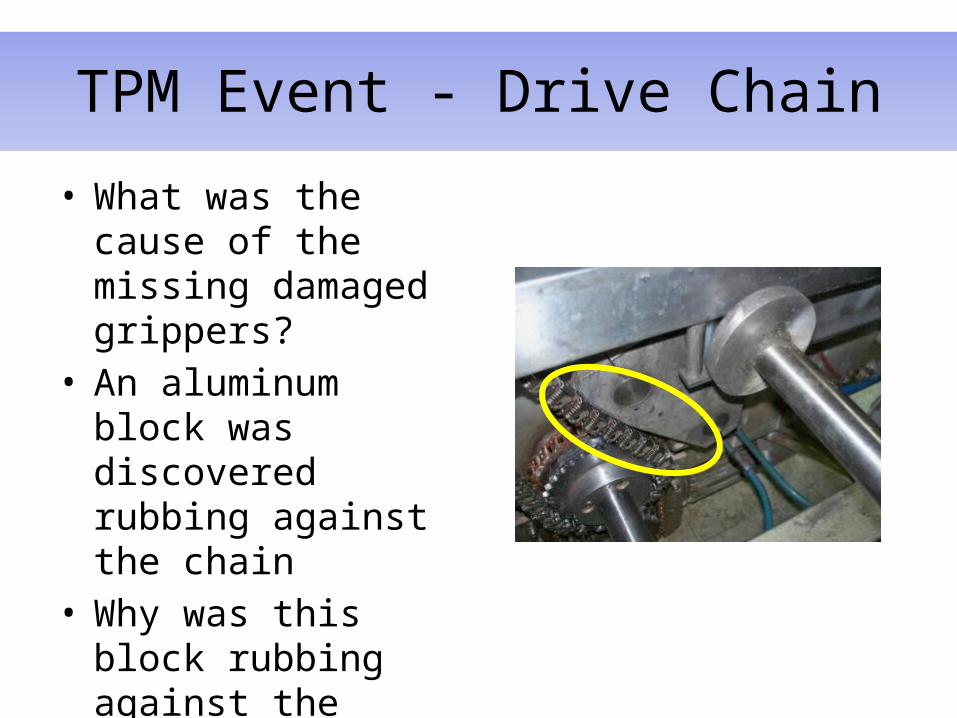
• What was the cause of the missing damaged grippers?
• An aluminum block was discovered rubbing against the chain
• Why was this block rubbing against the chain?

© Profero, Inc. 2012
Find the Cause
• The chain was rubbing against the aluminum block for so long that it created a deep groove
• The operator thought he heard strange sounds when the machine was running
• The maintenance expert didn’t even know why the block was rubbing against the chain
© Profero, Inc. 2012
Finding the Root Cause
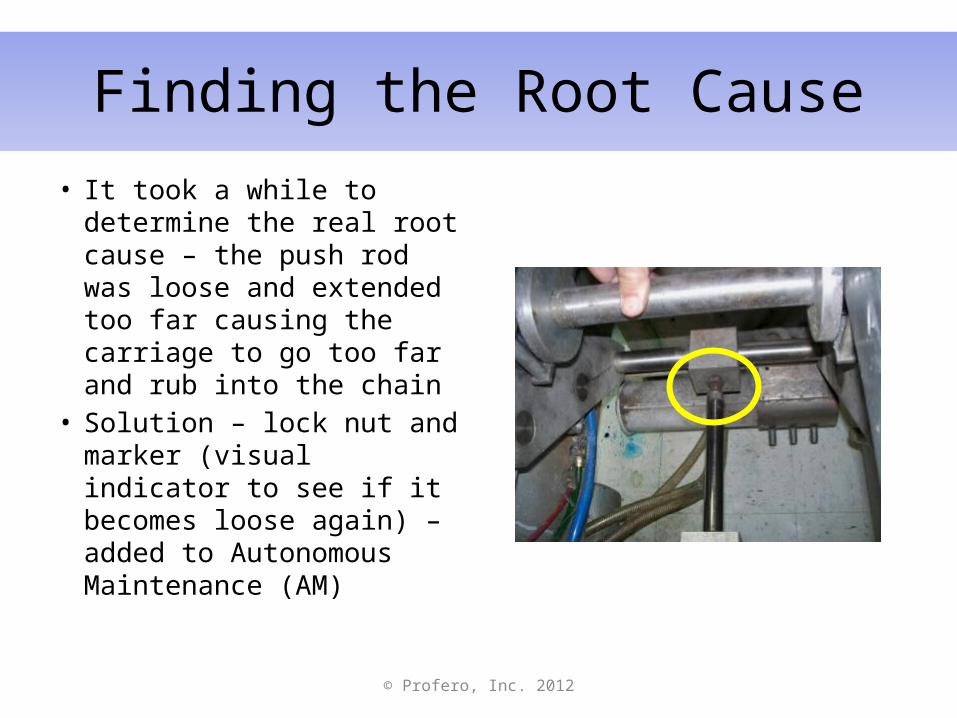
• It took a while to determine the real root cause – the push rod was loose and extended too far causing the carriage to go too far and rub into the chain
• Solution – lock nut and marker (visual indicator to see if it becomes loose again) – added to Autonomous Maintenance (AM)
© Profero, Inc. 2012
Teamwork
• The team worked together and used other tools like Fishbone, brainstorming, etc.
• The manager decided to spend more time training the operators and technicians

© Profero, Inc. 2012
Success!
© Profero, Inc. 2012
Conclusion
Wrap-up and Q&A

© Profero, Inc. 2011
ResourcesTPM Blitz DVD by SME & AME
Maintenance Stations and Maintenance Tags
Available at www.5Ssupply.com
“Implementing TPM: The North American Experience” by Charles J. Robinson and Andrew P. Ginder
Gauge Range
Motor Fan Filters
© Profero, Inc. 2012
Wrap-up• This session will help guide you how to get to the root cause of your
maintenance issues and breakdowns using real world examples and practical steps.
• Case studies will be shared on how teams went about finding the root cause of a problem and what happens when they didn’t.
• Find out how to apply the “5 Whys” and other tools effectively.• See how to include scientific thinking in your maintenance
applications in a simple way.• Develop better teamwork between maintenance personnel,
operators and management.• Learn the six principles that will give you better maintenance results. • We all know we need to take better care of our equipment and
machines; this session will help show you how and why.

Additional Resources
Group 5S Supply
© Profero, Inc. 2011
Slideshare
© Profero, Inc. 2010
Q&A
• Questions• Comments• Evaluations
© Profero, Inc. 2010
DeveloperAnthony ManosTony Manos is a Catalyst with Profero, Inc., “Leaders in Lean”, where he provides professional consulting services to organizations focusing on implementing Lean Enterprise. Mr. Manos has extensive knowledge of Lean and quality in a wide range of work environments. Tony is trained and certified by the National Institute for Standards and Technology (NIST) U.S. Department of Commerce in all elements of Lean manufacturing.
As a member of American Society for Quality’s (ASQ) faculty, he teaches a two-day course in Lean Enterprise and a one-day course on Kaizen. Tony is the past Chair of the Lean Enterprise Forum of ASQ. He is a senior member of the Society of Manufacturing Engineers (SME) and a member of the Association for Manufacturing Excellence (AME). He is part of the team that developed the Lean Certification for AME, SME and the Shingo Prize.
Mr. Manos served in the United States Navy nuclear propulsion program and holds and MBA from the University of Illinois at Chicago.
Contact information:Anthony ManosCatalystProfero, Inc.9270 Corsair Road Street, Suite 18Frankfort, IL 60423C 312.718.0078F 815.469.5678E: [email protected]

Thank you
for your time and attention
© Profero, Inc. 2012
© Profero, Inc. 2012