master thesis lina rambausek -...
TRANSCRIPT

Association
of
Universities for Textiles
E-TEAM
European Masters in Advanced Textile Engineering
"Analysis of Assembly Line Balancing in
Garment Production by Simulation”
In the context of Lean Manufacturing and the TPS
Lina Katharina Rambausek
Promoter:
Prof. Dr. Fatma Kalaoğlu,
Technical University Istanbul, Istanbul, Turkey
Prof. Dr. Mario Araújo,
University of Minho, De Minho, Portugal
Academic year: 2007-2008

Abstract i
Abstract
Subject of this dissertation is the analysis of assembly line balancing in garment production by simulation. Aspects of Lean Manufacturing (LM) and the Toyota Production System (TPS) will be discussed in reference to the simulation experi-ments. The analysis is accomplished with help of a simulation program, “Enter-prise Dynamics”. The thesis is developed in connection to the master study pro-gram “European Masters in Advanced Textile Engineering” which is organised by the “Association of Universities for Textiles” (AUTEX).
The results are based on primary research and knowledge that was gained mainly during the stay at the Technical University Istanbul, Turkey, as well as on field trips to companies in the sector of garment production. The dissertation highlights weaknesses and constraints in the application of simulation programs concerning garment production. It further explores the opportunities a simulation program could offer European manufacturers in order to stay competitive.
Also in the textile sector, best practices as they are applied at other producing companies should be considered, and seen as benchmark. According to Jeffrey K. Liker (2004)1 the Japanese car manufacturer Toyota had it’s origin in the textile sector, the weaving industry. It stands to reason that the ideas of the car manufac-turing system today could be applied by the way of knowledge transfer to fields of textile production. This thesis will focus on the idea of LM (Lean Manufacturing) as well as on the strongly connected TPS (Toyota Production System).
The outcomes of this dissertation is intended to give applicants of simulation pro-grams in the textile field an overview about the options to improve their business with simulation. It will focus on opportunities and constraints of using a simulation program within the application of production line balancing.
Keywords: Line Balancing, Garment Manufacturing, Simulation Software, Enter-prise Dynamics, Lean Manufacturing, Toyota Production System

Table of Content ii
Table of Content
ABSTRACT .............................................................................................................I
TABLE OF CONTENT............................................................................................II
LIST OF ILLUSTRATIONS................................................................................... VI
LIST OF TABLES ............................................................................................... VIII
LIST OF EQUATIONS ........................................................................................... X
LIST OF ABBREVIATIONS.................................................................................. XI
PREFACE............................................................................................................ XII
DECLARATION.................................................................................................. XIII
SUMMARY..........................................................................................................XIV
1 INTRODUCTION .............................................................................................1
2 OBJECTIVES ..................................................................................................6
3 APPROACH ....................................................................................................7
4 THE MANUFACTURING CONCEPTS ............................................................9
4.1 Progressive Bundle System (PBS).................................................................................... 9 4.1.1 Concept........................................................................................................................ 9 4.1.2 Advantages of PBS...................................................................................................... 9 4.1.3 Disadvantages of PBS................................................................................................. 9
4.2 Modular Manufacturing (MM) ........................................................................................... 10 4.2.1 Concept...................................................................................................................... 10 4.2.2 Advantages of MM..................................................................................................... 11 4.2.3 Disadvantages of MM ................................................................................................ 12
4.3 Lean Manufacturing (LM),................................................................................................. 12
4.3.1 Concept...................................................................................................................... 13 4.3.1.1 Pull system........................................................................................................ 13 4.3.1.2 One-piece flow .................................................................................................. 14 4.3.1.3 Value-added ratio .............................................................................................. 14 4.3.1.4 Handling reduction ............................................................................................ 16 4.3.1.5 Single minute exchange of die (SMED) ............................................................ 16

Table of Content iii
4.3.1.6 Standard work ................................................................................................... 16 4.3.1.7 Takt time............................................................................................................ 16 4.3.1.8 Line balancing ................................................................................................... 16 4.3.1.9 Productivity........................................................................................................ 17 4.3.1.10 Flow velocity ................................................................................................. 17
4.3.2 Advantages of LM: ..................................................................................................... 17 4.3.3 Disadvantages of LM ................................................................................................. 18 4.3.4 Toyota Production System, ........................................................................................ 18
4.4 Mixed Manufacturing Module Design - Hybrid Version................................................. 21
5 ISTCOMP.......................................................................................................22
5.1 Data base ........................................................................................................................... 22 5.2 Product............................................................................................................................... 22 5.3 Layout................................................................................................................................. 23
5.3.1 Section I & II. in detail ................................................................................................ 29 5.3.2 I. Body - Subassembly............................................................................................... 30 5.3.3 II. Collar and Lining Subassembly ............................................................................. 34 5.3.4 Section III.& IV in detail.............................................................................................. 38 5.3.5 III. Sleeve Subassembly ............................................................................................ 39 5.3.6 IV Final Assembly ...................................................................................................... 41 5.3.7 Workforce................................................................................................................... 45
5.4 The work flow .................................................................................................................... 49 5.5 Time Studies ...................................................................................................................... 55
6 LINE BALANCING ........................................................................................59
6.1 Line Balancing in general,................................................................................................ 59
6.2 Line balancing at HUGO BOSS........................................................................................ 66 6.2.1 Introduction ................................................................................................................ 66 6.2.2 Production site ........................................................................................................... 66 6.2.3 Workforce................................................................................................................... 67 6.2.4 General system of planning: ...................................................................................... 67 6.2.5 Efficiency.................................................................................................................... 69 6.2.6 Special conditions in Dynamic lines........................................................................... 73
6.3 Simulation .......................................................................................................................... 74 6.4 Line Balancing in garment production ........................................................................... 75
7 SOFTWARE ENTERPRISE DYNAMICS, ......................................................77
7.1 Application,,,
....................................................................................................................... 77 7.1.1 Model ......................................................................................................................... 77 7.1.2 Simulate ..................................................................................................................... 78 7.1.3 Visualize..................................................................................................................... 78 7.1.4 Control ....................................................................................................................... 78
7.2 User .................................................................................................................................... 79 7.3 Data..................................................................................................................................... 82
8 SIMULATION MODEL...................................................................................83
8.1 Simplifications................................................................................................................... 83 8.2 Aspects of Lean Manufacturing....................................................................................... 84 8.3 Setup process.................................................................................................................... 85
9 EXPERIMENTS .............................................................................................93
9.1 Experiment A0 ................................................................................................................... 97 9.1.1 Results of experiment A0........................................................................................... 97
9.2 Experiment A1 ................................................................................................................... 99 9.2.1 Improvement strategy - Experiment A1 ..................................................................... 99

Table of Content iv
9.2.2 A1 Changes ............................................................................................................. 101 9.2.3 Results of experiment A1......................................................................................... 103
9.3 Experiment A2 ................................................................................................................. 103 9.3.1 Improvement strategy - Experiment A2 ................................................................... 103 9.3.2 A2 Changes ............................................................................................................. 103 9.3.3 Results of Experiment A2: ....................................................................................... 106
9.4 Experiment A3 ................................................................................................................. 106 9.4.1 Improvement strategy - Experiment A3 ................................................................... 106 9.4.2 A3 Changes ............................................................................................................. 106 9.4.3 Results of experiment A3......................................................................................... 107
9.5 Experiment A4 ................................................................................................................. 107 9.5.1 Improvement strategy - Experiment A4 ................................................................... 108 9.5.2 A4 Changes ............................................................................................................. 108 9.5.3 Results of experiment A4......................................................................................... 108
9.6 Overview experiment A .................................................................................................. 109 9.6.1 Output ...................................................................................................................... 110 9.6.2 Takt time .................................................................................................................. 111 9.6.3 Number of operators ................................................................................................ 112 9.6.4 Productivity per operator.......................................................................................... 113 9.6.5 Average content in subassembly queues ................................................................ 114 9.6.6 Average stay time of the product in the queue ........................................................ 116 9.6.7 WIP values............................................................................................................... 119 9.6.8 Throughput time....................................................................................................... 120
9.7 Experiment B ................................................................................................................... 121 9.8 Experiment B1 ................................................................................................................. 121
9.8.1 Improvement strategy - Experiment B1 ................................................................... 121 9.8.2 B1 Changes ............................................................................................................. 121 9.8.3 Results of experiment B1......................................................................................... 124
9.9 Experiment B2 ................................................................................................................. 124 9.9.1 Improvement strategy - Experiment B2 ................................................................... 125 9.9.2 B2 Changes ............................................................................................................. 125 9.9.3 Results of experiment B2......................................................................................... 126
9.10 Overview experiment B .................................................................................................. 127 9.10.1 Output ...................................................................................................................... 127 9.10.2 Number of Operators ............................................................................................... 128 9.10.3 Productivity per operator.......................................................................................... 130
10 CONCLUSION .........................................................................................133
10.1 Strengths.......................................................................................................................... 133 10.2 Weaknesses..................................................................................................................... 134 10.3 Opportunities................................................................................................................... 135 10.4 Threats ............................................................................................................................. 135 10.5 Personal problems of the author................................................................................... 136 10.6 Future outlook ................................................................................................................. 137
A. APPENDIX A ...........................................................................................139
A.1 List of minimum wages by country ..................................................................................... 139
B. APPENDIX B ...........................................................................................141
B.1 Data Basis – Machinery ........................................................................................................ 141
C. APPENDIX C ...........................................................................................147
C1. ED System requirements: .............................................................................................. 147
D. APPENDIX D ...........................................................................................148

Table of Content v
D1. Simulation Model Layout................................................................................................ 148
E. APPENDIX E ...............................................................................................149
Overview experiment A ............................................................................................................... 149 E1. Output of the sections individually ............................................................................... 149 E2. Number of operators per section .................................................................................. 150 E3. Number of operators per section .................................................................................. 152
F. APPENDIX F ...............................................................................................154
Overview experiment B ............................................................................................................... 154 F1. List of operators and their assignments to servers according to Layout of ISTCOMP 154
BIBLIOGRAPHICAL REFERENCES .................................................................156

List of Illustrations vi
List of Illustrations Fig. 3-1 Procedural method........................................................................................................... 8 Fig. 4-1 Value added vs. Non-value-added activities.................................................................. 15 Fig. 4-2 Potential effect on Lead time after reducing non-value-added activities by 50%.......... 15 Fig. 4-3 Decision tree for evaluation of processes...................................................................... 20 Fig. 5-1 Ladies’ jacket basic model ............................................................................................. 23 Fig. 5-2 Drawing of ladies’ jacket production line (sections I & II) .............................................. 24 Fig. 5-3 Advanced sketch of the production line (all sections).................................................... 24 Fig. 5-4 Layout ladies’ jacket production line, work flow at 22.02.2008...................................... 27 Fig. 5-5 Layout ladies’ jacket production line, work flow at 22.02.2008 (part1/2) ....................... 29 Fig. 5-6 Area which is worked-on in section I. Body ................................................................... 30 Fig. 5-7 Parts which are worked on in section II.C&L ................................................................. 34 Fig. 5-8 Layout Ladies’ jacket production line, work flow at 22.02.2008 (part2/2) ...................... 38 Fig. 5-9 Parts which are sub-assembled in section III ................................................................ 39 Fig. 5-10 Parts which are assembled in section IV: .................................................................... 41 Fig. 5-11 Number of workers I .................................................................................................... 46 Fig. 5-12 Number. of workers II .................................................................................................. 46 Fig. 5-13 Average age of the workers ......................................................................................... 47 Fig. 5-14 Average experience in this job..................................................................................... 47 Fig. 5-15 Number of operations the operators are trained-in...................................................... 48 Fig. 5-16 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 .................... 50 Fig. 5-17 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part1/4) ..... 51 Fig. 5-18 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part2/4) ..... 52 Fig. 5-19 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part3/4) ..... 53 Fig. 5-20 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part4/4) ..... 54 Fig. 5-21 REFA standard form for time studies........................................................................... 56 Fig. 5-22 REFA standard form for time studies additional side................................................... 57 Fig. 6-1 Work element sharing .................................................................................................... 63 Fig. 6-2 Division of work element ................................................................................................ 64 Fig. 6-3 Assembly sequence....................................................................................................... 65 Fig. 6-4 Hierarchies at HB........................................................................................................... 67 Fig. 7-1 Logo of the simulation software Enterprise Dynamics................................................... 77 Fig. 7-2 VR-simulation of a warehouse system & a production line with the ED Logistic Suite . 80 Fig. 8-1 The layout of the simulation model ................................................................................ 85 Fig. 8-2 The atoms source, queue, server and assembler ......................................................... 86 Fig. 8-3 Simulation model after the channels are connected...................................................... 86 Fig. 8-4 Simulation model after the channels are connected (more detailed) ............................ 87 Fig. 8-5 Application of the values of operation 7 in “Stat:Fit” ...................................................... 88 Fig. 8-6 Changing the atoms properties...................................................................................... 90 Fig. 8-7 After a test run of 90 hours the output volume is 7582 units. ........................................ 91 Fig. 8-8 3D Model View after inserting the atom “VR building” ................................................... 92 Fig. 9-1 Experimentation Wizard................................................................................................. 95 Fig. 9-2 Experimentation Wizard, Performance Measures PFM ................................................ 96 Fig. 9-3 Library Tree ED............................................................................................................ 100 Fig. 9-4 Status Monitor .............................................................................................................. 100 Fig. 9-5 Monitor ......................................................................................................................... 101 Fig. 9-6 Output per shift of entire production line...................................................................... 110 Fig. 9-7 Takt time of the entire production line.......................................................................... 111 Fig. 9-8 Total number of operators of the production line ......................................................... 112 Fig. 9-9 Productivity per operator [units/operator]..................................................................... 113 Fig. 9-10 Average content in the section’s queues ................................................................... 115 Fig. 9-11 Average content in the section queue IIIb. Sleeve Prep............................................ 116 Fig. 9-12 Average stay time in the section’s queues ................................................................ 118 Fig. 9-13 Average stay time in the section IIIb. Sleeve Preparation Queue ............................. 118 Fig. 9-14 WIP values of the entire production line according to values of A0 to A4 ................. 119 Fig. 9-15 Throughput time of the entire production line according to values of A0 to A4 ......... 120

List of Illustrations vii
Fig. 9-16 Total output of the entire production line ................................................................... 127 Fig. 9-17 Number of operators entire production line ............................................................... 128 Fig. 9-18 Number of operators per section ............................................................................... 130 Fig. 9-19 Prodctivity per worker ................................................................................................ 131 Fig. 9-20 Overview B - Productivity of operators per section.................................................... 132 Fig. B-1 Machinery at ISTCOMP within the sections I. Body and II. C&L................................. 145 Fig. B-2 Machinery at ISTCOMP within the sections III. Sleeve and IV. Assembly.................. 146 Fig. D-1 “Enterprise Dynamics” simulation model layout .......................................................... 148 Fig. D-2“Enterprise Dynamics” simulation model layout with connections ............................... 148

List of Tables viii
List of Tables Table 4-1 Areas in which waste can be avoided......................................................................... 19 Table 5-1 Example: Code in section II. Collar & Lining............................................................... 25 Table 5-2 Example: Code in section II. Collar & Lining............................................................... 26 Table 5-3 Number of operations per section............................................................................... 28 Table 5-4 Operations of section I. Body - Subassembly (part 1/4) ............................................. 30 Table 5-5 Operations of section I. Body - Subassembly (part 2/4) ............................................. 31 Table 5-6 Operations of section I. Body - Subassembly (part 3/4) ............................................. 32 Table 5-7 Operations of section I. Body - Subassembly (part 4/4) ............................................. 33 Table 5-8 Operations of section II. Collar and Lining - Subassembly (part 1/4) ......................... 34 Table 5-9 Operations of section II. Collar and Lining - Subassembly (part 2/4) ......................... 35 Table 5-10 Operations of section II. Collar and Lining - Subassembly (part 3/4) ....................... 36 Table 5-11 Operations of section II. Collar and Lining - Subassembly (part 4/4) ....................... 37 Table 5-12 Operations section III. Sleeve Subassembly (part 1/2.............................................. 39 Table 5-13 Operations section III. Sleeve Subassembly (part 2/2) ............................................ 40 Table 5-14 Operations of section IV Final Assembly (part 1/4) .................................................. 41 Table 5-15 Operations of section IV Final Assembly (part 2/4) .................................................. 42 Table 5-16 Operations of section IV Final Assembly (part 3/4) .................................................. 43 Table 5-17 Operations of section IV Final Assembly (part 4/4) .................................................. 44 Table 5-18 Number of workers per section................................................................................. 45 Table 5-19 Standard symbols determined by The American Society of Mechanical Engineers 49 Table 6-1 Example calculation 1 ................................................................................................. 60 Table 6-2 Example calculation 2 ................................................................................................. 62 Table 6-3 Example calculation 3 ................................................................................................. 62 Table 6-4 Example: Operator A fulfils 4 different operations ...................................................... 71 Table 6-5 Line balancing sheet at HB......................................................................................... 72 Table 7-1 Overview Application fields and clients....................................................................... 79 Table 8-1 Operations and their distributions (part 1/3) ............................................................... 88 Table 8-2 Operations and their distributions (part 2/3) .............................................................. 89 Table 8-3 Operations and their distributions (part 3/3) .............................................................. 90 Table 9-1 Output values experiment A0...................................................................................... 98 Table 9-2 Input values experiment A0 ........................................................................................ 98 Table 9-3 A1 - 1st Change - results gained through simulation................................................ 101 Table 9-4 A1 2nd Change - results gained through simulation................................................. 102 Table 9-5 Effect of the changes in experiment A1 .................................................................... 102 Table 9-6 A2 1st Change - results gained through simulation................................................... 104 Table 9-7 A2 2nd Change - results gained through simulation .................................................. 104 Table 9-8 A2 3rd Change - results gained through simulation................................................... 105 Table 9-9 A2 4th Change - results gained through simulation................................................... 105 Table 9-10 Effect of the changes in experiment A2 .................................................................. 105 Table 9-11 A3 Changes- results gained through simulation ..................................................... 107 Table 9-12 A4 changes – Reduction in queue size .................................................................. 108 Table 9-13 A4 Change in WIP value......................................................................................... 109 Table 9-14 A4 Change in Throughput time............................................................................... 109 Table 9-15 Overview experiment A – Output volume of the entire manufacturing line (1/2) .... 110 Table 9-16 Overview experiment A – Output volume of the entire manufacturing line (2/2) .... 110 Table 9-17 Overview experiment A – Takt time of the entire production line ........................... 111 Table 9-18 Overview experiment A – Number of operators of the entire production line......... 112 Table 9-19 Overview experiment A – Productivity of operators (output/no. of operator).......... 113 Table 9-20 Overview experiment A – Average content in queue of section I. Body................. 114 Table 9-21 Overview experiment A – Average content in queue of section II. Collar & Lining 114 Table 9-22 Overview experiment A – Average content in queue of section III. Sleeve............ 114 Table 9-23 Overview experiment A – Average content in queue of section IIIb. Sleeve Prep. 115 Table 9-24 Overview experiment A – Average stay time in queue of section I Body ............... 116 Table 9-25 Overview experiment A – Average stay time in queue of section II Collar & Lining116 Table 9-26 Overview experiment A – Average stay time in queue of section III Sleeve .......... 117

List of Tables ix
Table 9-27 Overview experiment A – Average stay time in queue of section IIIb. Sleeve Prep.117 Table 9-28 Overview experiment A – WIP values .................................................................... 119 Table 9-29 Overview experiment A – Throughput time of the production line.......................... 120 Table 9-30 Number of operators entire line .............................................................................. 124 Table 9-31 Output entire line..................................................................................................... 124 Table 9-32 Number of operators of the entire production line. ................................................. 126 Table 9-33 Output volume of the total production line .............................................................. 126 Table 9-34 Overview B - Output of the entire production line................................................... 127 Table 9-35 overview B – Total number of Operators ................................................................ 128 Table 9-36 overview B – Total number of Operators comparison A0 to B2 ............................. 128 Table 9-37 Overview B - Operator number within section I. Body............................................ 129 Table 9-38 Overview B - Operator number within section IV. Assembly .................................. 129 Table 9-39 Overview B – Productivity per operator entire production line................................ 130 Table 9-40 Overview B – Productivity per operator entire production line, A0 vs. B2 .............. 130 Table 9-41 Overview B - Productivity of operators in section I. Body....................................... 131 Table 9-42 Overview B - Productivity of operators in section II. C&L ....................................... 131 Table 9-43 Overview B - Productivity of operators in section III. Sleeve .................................. 132 Table 9-44 Overview B - Productivity of operators in section IV. Assembly ............................. 132 Table A-1 Monthly gross minimum wage rates of an full-time adult employees. aged 23+ [1] 139 Table B-1 Machinery at ISTCOMP............................................................................................ 141 Table C-1 Hardware configurations .......................................................................................... 147 Table E-1 Overview experiment A – Output volume per shift section I. Body .......................... 149 Table E-2 Overview experiment A – Output volume per shift section II. Collar & Lining.......... 149 Table E-3 Overview experiment A – Output volume Section III. Sleeve................................... 149 Table E-4 Overview experiment A – Output volume section IIIb. Sleeve Preparation ............. 150 Table E-5 Overview experiment A – Number of operators in section I. Body and II. C&L ....... 150 Table E-6 Overview experiment A – Number of operators in section II. C&L........................... 150 Table E-7 Overview experiment A – Number of operators in section III. Sleeve...................... 151 Table E-8 Overview experiment A – Number of operators in section IIIb. Sleeve Prep. .......... 151 Table E-9 Overview experiment A – number of operators in section IV. Assembly ................. 151 Table E-10 Overview experiment A – Productivity of operators per output value in section I. . 152 Table E-11 Overview experiment A – Productivity of operators per output value in section II. 152 Table E-12 Overview experiment A – Productivity of operators per output value in section III.152 Table E-13 Overview experiment A – Productivity of operators per output value in section IIIb.153 Table E-14 Overview experiment A – Productivity of operators per output value in section IV.153 Table F-1 Assignment of operators to operations at ISTCOMP (part 1/2)................................ 154 Table F-2 Assignment of operators to operations at ISTCOMP (part 22)................................. 155

List of Equations x
List of Equations
Equation 1-1 Productivity .............................................................................................................. 3 Equation 1-2 Labour productivity .................................................................................................. 3 Equation 1-3 Takt time .................................................................................................................. 4 Equation 4-1 Lead time ............................................................................................................... 14 Equation 4-2 Value added ratio................................................................................................... 14 Equation 4-3 Takt time ................................................................................................................ 16 Equation 5-1 Average level of effort............................................................................................ 57 Equation 5-2 Average of measure times..................................................................................... 57 Equation 5-3 Standard time ........................................................................................................ 57 Equation 6-1 Efficiency in line balancing .................................................................................... 60 Equation 6-2 Idle time in line balancing ...................................................................................... 60 Equation 6-3 Demand for manpower .......................................................................................... 61 Equation 6-4 Group efficiency..................................................................................................... 69 Equation 6-5 Group performance................................................................................................ 70 Equation 6-6 Personal efficiency................................................................................................. 70 Equation 6-7 Personal performance ........................................................................................... 71 Equation 6-8 Output volume according to HB............................................................................. 72

List of Abbreviations xi
List of Abbreviations
ADO ActiveX for Data Objects
AUTEX Association of Universities for Textiles
CAD Computer Added Design
DCT Data Collection Terminal
DDE Dynamic Data Exchange
FedEE Federation of European Employers
FGI Finished Goods inventory
GSD General Sewing Standards
HB Hugo Boss
HV Hybrid Version
LM Lean Manufacturing
MM Modular Manufacturing
MTM Motion Time Measurement
ODBC Open Database Connectivity
OEE Overall equipment effectiveness
OPEX Operational Excellence
PBS Progressive Bundle System
PFM Performance Measures
RFT Right-First-Time
SMED Single minute exchange of die
SQL Structured Query Language
SWOT Strengths, Weaknesses, Opportunities & Threats
TEM Total production maintenance program
TPM Total productivity maintenance
TQM Total Quality management
TPS Toyota Production System
TSS Toyota Sewn System Manufacturing Module Design
VR Virtual Reality
VSM Value Stream Mapping
WIP Work-in-process / Work-in-progress

Preface xii
Preface
The dissertation is part of the two year postgraduate study program “European Masters in Advanced Textile Engineering” which is organised by the Association of Universities for Textiles. The thesis was written in the final semester at the Techni-cal University Istanbul, Turkey.
As of now, the use of simulation programs in production processes in the textile industry is rare. Production planning is practical oriented, rather based on state of the art production planning techniques than on experience. The advantages a simulation program could offer the user, are not widely known, so the interest in investing in new techniques, with an eye on time and money, is low. The necessity to improve the companies’ ways in production planning is often neglected. An im-portant planning tool in production is line balancing. In this paper, the technique of line balancing is combined with the use of a simulation program to show the pos-sibilities and constraints of simulation in production line balancing.
The supervisors for this thesis are Prof. Dr. Fatma Kalaoğlu, Technical University Istanbul, Turkey, and Prof. Mario de Araújo, University of Minho, Portugal.
Specially mentioned should be besides several other companies I visited, the company Altınyıldız Mensucat ve Konfesiyon Fabrikaları. A.Ş., Istanbul, where I was allowed to spend some weeks for time studies and research at the production site and HUGO BOSS AG, Izmir, where I had the chance to spend one week for research in state of the art production planning techniques at their plant in Izmir. I would like to thank both companies for the cooperation and support during my stay.
Special thanks to Mr. C. Enginar, who supported me during the work on my thesis, especially when it came to Turkish language skills.
I would appreciate receiving the criticisms, corrections, and frank opinions of my readers

Declaration xiii
Declaration
Herewith I declare that I have completed the present thesis by myself and without the use of any aids other than those listed. All passages that were taken either directly or mutatis mutandis from published and non-published sources have been marked as such. The thesis has not been submitted to a different examination au-thority in the same or similar form.
Copyright: The author∗ gives admission to make this Master’s thesis available for consultation and to copy parts of the Master’s thesis for personal use. Any other use falls under the limitations of the copyright, especially with regard to the obliga-tion of mentioning the source explicitly on quoting the results of this Master’s the-sis.
The use of this paper regarding non-profit matters is without charge, a commercial use in opposite needs agreement with the author. In addition, the author does not take any responsibility for the correctness of the information in this paper.
Istanbul, 19th August 2008
Place, Date Signature
∗Author: Lina Rambausek, Email: [email protected]. Contact also through: Universiteit
Gent / Ghent University, Department of Textiles, Technologiepark-Zwijnaarde 907, 9052 Gent (Zwi-
jnaarde), Belgium

Summary xiv
Summary
The dissertation has been written in the fourth semester of the study program “European Masters in Advanced Textile Engineering”, organised by the Associa-tion of Textile Universities (AUTEX). It will evaluate the use of simulation software application in garment manufacturing industry with special reference to the use in production line balancing. The usefulness of simulation software application in the context of line balancing in garment manufacturing industry is considered. Addi-tionally, I shall ascertain whether or not this technique might be successfully ap-plied in garment manufacturing by conducting and observing a range of experi-ments.
Chapter 1 will give an overview of the topic and establish why using simulation might be advantageous for textile companies. Further on, chapter 2 will outline the aims and objectives of this dissertation and the 3rd chapter will address methodo-logical issues.
In addition to simulation aspects, this paper will also examine issues concerning Lean Manufacturing and the Toyota Production System (TPS). A comparison be-tween manufacturing concepts is made in chapter 4. Here, the concepts of Pro-gressive Bundle System (PBS), Modular Manufacturing (MM), Lean Manufacturing (LM) and Mixed Manufacturing Module Design are discussed. A detailed descrip-tion of the data base used for the experiments in further sections of this paper fol-lows in chapter 5. The data collection was undertaken on the shop floor of a ladies’ jacket production line in Istanbul. The layout and the workflow of this particular line was analysed and time studies are made.
Line balancing techniques are the topic of chapter 6. Here, information from state of the art techniques in use is shown. How the production lines at the company Hugo Boss in Izmir are balanced and general techniques for line balancing are described in detail. Chapter 7 gives a presentation of the software “Enterprise Dy-namics” which is used for the construction of the simulation model in chapter 8. The chapter introduces us to current application fields of the software. The con-struction method of the simulation model is explained in chapter 8. In addition to the setup process, this part deals with aspects of LM and degree of simplification regarding the simulation model.
The experiments and its’ results are described closer in chapter 9. Six different experiments with each a different line balancing strategy are conducted. The sec-tions 9.6 and 9.8 summarize the result of the experiments and the outcomes of the experiments are compared.

Summary xv
The conclusion in chapter 10 contains a SWOT analysis which describes strengths, weaknesses, opportunities and threats of the application of simulation software in garment production and line balancing. Also future perspectives of the application are discussed.

Introduction 1
1 Introduction
Worldwide competition as part of the process of globalisation challenges garment manufacturers in Europe. The considerable pressure to outsource production be-yond the boarders of Europe increased with time. To remain competitive, hence to sustain the option to produce in the western world, companies have to find their competitive advantages in production processes.2
The potential yield of a strategic business unit, consequently, can be determined by the difference between price and unit costs which are based on value-adding and non-value-adding activities. Therefore the value of the product is defined by all activities of the business unit.
This paper focuses on the ratio between value-adding and non-value-adding ac-tivities. Those either accomplish to cost advantage by influencing the situation of costs of the business unit, or provide a basis for achievement in differentiation to the competitor.
According to Kutz, Zerres and Zerres, value-adding activities are those activities, which generate added value for the final customer and for which the customer is willing to pay. Also, value-adding activities become comparative advantages in competition in terms of differentiation on the basis of costs3
Customers are not longer willing to pay for non-value-adding production proc-esses. Higher standards in quality and at the same time faster supply of products are demanded.
In modern markets, customers demand: 4
• The right product and its variations
Fashion trends are changing rapidly. The producer has to deal with a high vari-ability in quantity, that means decreasing contract size, as well as with high model diversity.
• the best quality
As high-quality level and the best service are demanded, a need for more con-trol emerged.
• at the time needed
The manufacturer should be able to handle quick delivery, thus ensures a short throughput-time at high productivity rates.
• at a reasonable price.

Introduction 2
The customer does not want to pay for things which do not add value to the product, e.g. unnecessary transports.
To not reduce costs of production on account of the quality, to meet the pressure on productivity and the shifted customer demands, companies need to find ways to increase efficiency in production by other means. Time is a critical factor con-cerning labour-intensive manufacturing, as in garment production.5 So, how to save money and time in the production procedure is a key issue which is tackled by various companies in a number of ways. Some focus on radically changing the production system to cut costs, others on increasing productivity and enhancing quality, hence improving the existing system. 6
Clothing and textile production can be situated in less-developed countries. La-bour-intensive but low-tech production methods contribute to the advantage in production costs. In comparison, the necessity to decrease labour costs with high-tech like information technologies and automation becomes more apparent in de-veloped countries.7
As mentioned, low labour costs, are besides other cost factors, a major reason why companies outsource production beyond the boarders of Europe. Even if high labour costs in Europe are reasonable, to produce in a European country is an expensive business. A list of gross minimum wage rates of countries textiles are also produced in is shown in Appendix A.
Nevertheless, staying competitive, when producing garments in Europe, is of great importance. Therefore the aim is to reduce the costs of labour per produced piece. From history, it can be recognized that some companies tried to decrease these costs by reducing the number of employees but this is, on the long run, the wrong approach to the problem. The past of developed countries as well as today’s de-velopment in China show that as manufacturing productivity accelerates, indus-tries loose jobs in manufacturing. The rise in productivity comes from improved technologies and reallocation of resources.8 Nowadays rationalising the labour force without labour replacement by technology attracts more and more notice
The better method to improve productivity is to use the available assets and work-force more efficiently. “Increasing productivity”, is the new mantra and no stone is left unturned to improve processes in production and other business units.
The term productivity has a number of different definitions. In industry, it is most commonly used with labour efficiency. In general productivity is the ratio of output and input.

Introduction 3
inputoutput
tyProductivi =
Equation 1-1 Productivity9
Regarding labour, productivity may be defined as output per unit of time or output per labour hour; it directly contributes to the productivity of the firm as the author Mosser Barnes (1980) indicates.10
timeoutput
typroductivi Labour =
Equation 1-2 Labour productivity11
Of course besides effectiveness of labour, other factors like the efficient operation of machines, equipment, facilities and the economical use of materials affect pro-ductivity of the company and finally the production costs of the product.
As noted above, besides increasing labour productivity, also technological innova-tion can be considered to improve overall productivity. High tech-machines, auto-mated production, or transport systems can be introduced into the production process. Introduction of high-tech machinery costs time and is a capital invest-ment, which in many cases the companies can ill afford.
The key is to start simple and investigate first the own production processes, to finally find the scope where easy and quick changes can save money, time or in-crease quality. Many simple changes can sometimes exceed the success of a sin-gle complex one. This issue directs us to the practices of the car manufacture Toyota and its production system TPS. It should be mentioned that Toyota derived from a weaving company, hence the textile sector. One important issue in the con-text of the TPS is the avoidance of waste in all production process steps. The TPS is a well-known and highly successive production system; it should be possible to apply the ideas within the system in garment and textile industry also. To improve garment production the companies should investigate manufacturing processes from other fields and apply best practices from other industries, like car manufac-turing.
Another approach to increase productivity is line balancing. Line balancing loss is waiting time, which is caused by unbalanced or inadequate balanced production line, expressed in no. of operators. That means, periods when the operator waits for further work which is coming from workstations in the production line which works in sequential steps. If the line is balanced well, the line balancing loss should be at a minimum. Perfectly balanced lines with a line balancing loss of zero operators are unusual. The calculation of Takt time helps the planner to schedule the work stations.

Introduction 4
units Time
Time Takt =
Equation 1-3 Takt time12
If all workstations work with the same Takt time and there are no interruptions in production, then exactly one output unit is produced in the rhythm of Takt time.
For example, a company should produce 500 units per shift of 8 hours.
unit minutes 0,96
units 500
minutes 480time Takt ==
The Takt time is 0.96 minutes. Every 0.96 minutes one output unit has to be pro-duced to meet production schedule.
To find the optimum or an appropriate line balancing loss is certainly an issue companies are focussing on. Planning tools in production line balancing attract notice of an increasing number of companies. To keep the production labour costs per produced piece as low as possible, companies try to increase efficiency in workers assignment.
From my experience and knowledge that I gained during my studies, it appears to be likely that:
• If labour can be planned efficiently, production of garments is likely to be cost effective even in countries with high labour costs.
• Sewing is a labour intensive process hence reducing labour costs on the ba-sis of carefully planning is likely to result in competitive advantage.
• So far, companies in the textile sector do not use simulation as a tool for im-proving their production.
• Garment production is one of the industrial branches, which does not seem to attach a great deal of weight to production planning tools or other methods of industrial engineering to increase productivity.
• In production, trial and error methods are still common which seems to lessen the degree of productivity which might be possible to achieve.
• Companies remaining focussed on experience based knowledge which is hard to transfer to other employees for example in if employees need to be replaced.

Introduction 5
More or less, still the system based on “experience based knowledge” works. In case experience values get lost or can’t be developed further, production proc-esses in real life situations could be complicated to deal with. In the textile sector as in other producing industries, production planning tools are necessary to main-tain and to improve productivity which arguably is a competitive advantage.
In other manufacturing industries, simulation of production processes is well estab-lished. Simulation is recognized as a powerful problem-solving tool which has its roots in hard systems engineering like car manufacturing. In garment and clothing manufacturing the application needs to be more extensive as modelling human systems is more demanding and complex. Consequently a range of simplifications have to be made to achieve a decrease in the complexity of human behaviour.13
The rationale for this paper lies in the observations and experiences within gar-ment manufacturing processes cited above.
Chapter 2 and 3 describe the objectives of this thesis as well as show the method completed in this thesis. A literature review regarding manufacturing concept is given in chapter 4. The data base for construction the simulation in further chap-ters is discussed in chapter 5. Chapter 6 deals with the literature review concern-ing line balancing techniques. The software used for the experiments in chapter 9 is described in chapter 7. Chapter 8 contains a case study which is built upon data gained during the research phase in this project. The content of this paper deals with the topic production process, touches the matter of line balancing and the theme simulation. Results of the empirical part of this work will be given in chapter 9. An overall evaluation of the application in line balancing in garment manufactur-ing will be discussed in chapter 10.

Objectives 6
2 Objectives
Aim of this dissertation is to evaluate the use of simulation software in the process of line balancing in garment manufacturing. The information is intended to give users or future users of simulation software an overview of strengths and weak-nesses in this special case of application.
Furthermore, this aims to make suggestions concerning possible problem resolu-tions during the first use of simulation software in line balancing. The experimental approach in chapter 9, deals with several line balancing strategies.
The main subject of this dissertation focuses on line balancing in the context of Lean Manufacturing, avoidance of non-adding value activities and constrains in the usage of simulation software in line balancing in garment production.
Finally this paper is using SWOT analysis for the application of simulation software in garment manufacturing in chapter 10. Advantages and Disadvantages of the application of simulation software in production line balancing will be addressed.
Users of the information offered in this thesis should be aware that circumstances of different production sites, of course, change the requirements of the application of the software. The improvements within the experiments discussed are not the only solutions valid for all production environments. Analysing a production proc-ess and building a simulation model go hand-in-hand with close investigation of the conditions at the manufacturing site. Also, in order to avoid exceeding the scope of this dissertation, the model in this paper is based on a number of simplifi-cations, which will be explored later on. The dissertation is written within confines of the subject of textile technology and therefore is not intended to challenge mat-ters of industrial engineering and programming.

Approach 7
3 Approach
The aim of this paper is to evaluate application of simulation software when com-bined with the techniques of production line balancing. The SWOT analysis is based on data collection on the production floor and through experimentation with the simulation model derived from the data. Opportunities and constraints of the use of simulation software in the context of line balancing are highlighted. Also problems in setting up simulation models in the mentioned context are presented.
Following aspects will be investigated during the use of the simulation model.
• output units and productivity,
• status of the operator e.g. busy or idle,
• number of units in inventory,
• utility values of the single operations.
Of course, issues such as bottlenecks will be detected and analysed
The research plan is as follows:
1. Literature review and on-site research
2. Time studies
3. Work flow analysis
4. Simulation model set up
5. Simulation experiments with various techniques of line balancing
6. Evaluation of the usage of simulation software for the application in produc-tion line balancing
The actual procedural method to the final results in chapter 10, is shown in Fig. 3-1

Approach 8
Fig. 3-1 Procedural method14

The Manufacturing Concepts 9
4 The Manufacturing Concepts
Due to the tremendous increase in speed of fashion changes during the last dec-ades, garment production is challenged by many influencing factors. Besides variations in product style, in material and accessories, variations in order quanti-ties and quality aspects; the time to respond to the market can be the decisive fac-tor to the success as garment manufacturer in Europe. Apparel manufacturers have to experiment with new manufacturing concepts to meet the demand of the market and hence, staying competitive. Three important manufacturing methods are explained in the following sections. They are developed consecutively in time and always build upon the previous manufacturing system. According to this ap-proach, the mentioned advantages and disadvantages always refer to the previous concept.
4.1 Progressive Bundle System (PBS)15
4.1.1 Concept
Each operator is assigned to only one machine, performing a single operation re-petitively. Through the production line, the parts are passed on in bundles of for example 25 pieces per bundle.
4.1.2 Advantages of PBS
• If rework needs to be done the responsibilities are clear. Each worker is re-sponsible for the operation fulfilled.
• The operator’s work is easy controllable in means of payment terms e.g. piece rate.
• Large order quantities or mass production is realizable with this system.
4.1.3 Disadvantages of PBS
• The higher the number of pieces within the bundle the higher is the value of WIP, the longer is the throughput time with regard to the time the products wait in the inventory section.
• Quality inspections are generally made at the end of the line. At this point of the line, the repair can get more complex due to the whole garment needs to be unpicked to rectify a fault made early in the production stage. Hence, more time is needed for rework.

The Manufacturing Concepts 10
• Payment on production or piece rate means that intensive quality control is necessary. The worker is incentives to speed up the production to generate a higher output, on account of the product quality.
• The level of flexibility is low. It is not recommended producing small quanti-ties.
• Generally large stock between the stations is built up. The operational time at different workstation varies; so either inventory is kept or operators might need to wait for pieces from previous slower work steps due to the bundle system.
4.2 Modular Manufacturing (MM)
MM is one of the most popular concepts in garment production.∗ The MM concept is similar to the Toyota Sewn System Manufacturing Module Design (TSS) of To-yoda, today car manufacturer Toyota.
4.2.1 Concept16
All operators are cross-trained and handle several machines. The operator works in a predetermined section or zones of the production line, for example in a cell-like arrangement. The bundle size is one. The worker is standing during fulfilling his task. Due to the fact that in garment manufacturing most of the operations are fulfilled seated, this concept cannot be transferred one-to-one to apparel produc-tion systems.
The movement rules of the workers are as follows:
• Operator A works in a U-shaped manufacturing cell. He moves with the product counter clock-wise and along with the production flow.
• Operator A moves with the product within his cell as long as he does not reach the successive operator. If operator A meets the operator B, B is tak-ing over the product moving with it in production flow direction.
• Operator A, now without a product to work-on, moves against the produc-tion flow in clockwise direction, till he reaches another product. This product can be either waiting in a storage area or another operator (C) is working-on it.
∗ The American Apparel manufacturing Association (AAMA) has defined modular manufacturing as: “a contained, manageable work unit of 5-17 people performing a measurable task. The operators are interchangeable among tasks within the group to the extent practical, and incentive compen-sation is based on the team’s output of first quality products.” (Gilbert 1989)

The Manufacturing Concepts 11
• Operator A interrupts operator C and takes over the product at the work-station and again moves with it to the succeeding work step in production flow direction.
• The movement is continued according to the rules described.
Other worker movement rules are based on current WIP status in the production, on push-and-pull aspects or the rabbit chase method. In this context the regula-tions mentioned will not be explained more detailed.∗
4.2.2 Advantages of MM
• The operator is involved in the production of complete garments. The rela-tion between operator and product is emphasized; therefore the quality of each single product attracts more attention of the operator then in PBS. In PBS the operator fulfils only a single operation in the production line.
• Variations in the working process enrich the job of the operator. The opera-tors are cross-trained and perform several sewing tasks.
• Quality inspection and rework can be assigned to a group of operators. For example to a group which works in the same cell, team work is empha-sized; quality defects can be recognized earlier.
• The interface with the management can be intensified through e.g. group meetings. Time for supervising and inspections can be reduced if done on a team basis.
• Concerning payment terms, fixed salaries in combination with production bonuses can keep quality and production rates stable.
• Throughput time and WIP are reduced which consequently reduces costs in production. 17
• Through the bundle size of one piece, time for handing is reduced signifi-cantly.
• Time the operator normally spends for waiting is decreased. The worker can move against the direction of production flow to find parts to work on, an increase in plant and worker productivity can be achieved.
∗ Further details on operator movement with WIP, Rabbit chase and Push/Pull methods can be found in “A generic simulator for modeling manufacturing modules”, B.J. Schroer, P.A. Farrigton, J.J.Swain, D.R. Utley, Proceedings of the 1996 winter Simulation Conference, p. 1156 - 1158

The Manufacturing Concepts 12
4.2.3 Disadvantages of MM
• When an operator reaches another and takes over an unfinished product the work process is interrupted this can affect quality negatively.
• The payment terms mentioned earlier could cause absenteeism of opera-tors. According to that the turnover rate per employee can shrink. The op-erators could also lose sight of the zero-defect strategy if the fixed wage satisfies the operator’s needs.
• Ergonomic aspects are neglected; the workplaces within one zone should fit to all operators within the area which is practically impossible. The organi-sation at the workstation can be deficient. Also the conditions at the work-place can be inadequate, because responsibilities for maintenance of ma-chines are not clearly assigned to the operators.
• Due to increased speed in production the number of defects could rise.
• Movement rules and time pressure; could cause the operator to feel pres-surised; hence the operator is exposed to increased stress levels. The product’s quality could fall.
• To prevent bottlenecks an increased number of machinery is needed. Thus, the floor space has to be enlarged, too.
• The training of the operators is more time intensive using MM in compari-son with PBS, especially when it comes to new operators. All operators of a cell team need to be able to fulfil all operations within the cell.
• When making changes in the production line, considerable supervisory planning is needed.
4.3 Lean Manufacturing (LM)18,19
Lean manufacturing was introduced to reduce the time to the market even more. LM derived from TPS (Toyota Production System) which was developed by To-yoda Motor Car Company, today known as Toyota Motor Corporation.
Definition:
“a manufacturing system with extraordinary capability to meet the rapidly changing needs of the market place; a system that can shift rapidly among product model or between product lines, ideally in real-time response to customer’s demands” (Youssef, 1994)20
Here, the concept is explained in key words, further details on the most important aspects will be following in successive chapters.

The Manufacturing Concepts 13
4.3.1 Concept
• One-piece flow with pull system, instead of batch production with push system.
• No inventory, KanBan (Inven-tory control via card system), to synchronize production to the market demand
• Value-added ratio
• Recognition and elimination of waste
• No over-processing means no unnecessary work
• Handling and transport reduc-tion
• Single minute exchange of die (SMED)
• Standard work
• Takt time
• Line optimization, Line balanc-ing to prevent waiting operators and overproduction
• Productivity and Total productiv-ity maintenance (TPM)
• Poka Yoke (Mistake proofing), Zero defect strategy
• Application of Kaizen, (con-tinuous improvement) and Total Quality Management (TQM)
• Flow velocity
• Machine reliability
• Overall equipment effective-ness (OEE)
• Right-sized equipment
• Jidoka (autonomation = Em-powerment of workers), Teamwork
• Value stream mapping, visual management
• Facility and Layout, prevent interruptions in production stream
• Customer driven, value should be rethought from the view point of the ultimate cus-tomer.
• Perfection is focused not benchmarking with the com-petitors
4.3.1.1 Pull system
The pull system describes the relationship between single workstations in the pro-duction line. Successive workstations are treated like customers with demands. Only if the consecutive station demands a part from the previous station for further processing, the part is delivered. If there is no demand, the workstation stops pro-duction. Hence, the building of stocks within the production line is prevented and waiting time is reduced to a minimum. The procedure described is similar to the Kanban system in the TPS.

The Manufacturing Concepts 14
4.3.1.2 One-piece flow
Each operator works only on one piece, bundles do not exist. Handling time and WIP are reduces, plus costly stocks are not build up.
4.3.1.3 Value-added ratio
Comparing value adding and non-value-adding operations in production proc-esses, the value-added ratio can be determined. The more value adding and the less non-value adding activities exist, the lower is the ratio, the better is the pro-ductivity per operator.
Through Value-Stream-Mapping the value-adding activities can be easily detected. By subtracting the time value of those from lead time in production, the time which is spend on non-value-adding activities can be calculated.21
activities adding value - non activities adding value - time Lead =
Equation 4-1 Lead time22
activities adding-value activities adding value-non
ratio-added-value =
Equation 4-2 Value added ratio23
Example:
The value-added ratio of a production process is 32/1. That means that each min-ute, value is added to the product, 32 minutes of non-value-added activities are accumulated.
Calculation: Lead time = 6480 minutes,
Value-added activities = 195 minutes
These values result in 6285 minutes of non-value-added activities.
The value added ratio is 32/1.
From this ratio it can be easily recognized that the production consists of 3,01% value-adding and 96,99% non-value-adding activities.
The following example shall show the effect of a reduction in the value of non-value-added activities. In this case the ratio between value-added and non-value-added is 19/1. The non-value-adding activities sum up to 95% in comparison to 5% value-adding activities. See figure Fig. 4-1

The Manufacturing Concepts 15
Value-added vs. Non-value-added activities
5%
95%
Value-added activities
Non-value-added activities
Fig. 4-1 Value added vs. Non-value-added activities24
The effects on lead time after reducing the non-value-added activities by 50% are visualized in Fig. 4-2. As a result, the percentage of value adding activities would increase; the lead time would be about 48% shorter.
Potential effect on Lead Time after reducting non-
value-adding activities by 50 %
5%
47%
48%Value-added activities
Non-value-added activities
Lead Time Improvement
Fig. 4-2 Potential effect on Lead time after reducing non-value-added activities by 50%25

The Manufacturing Concepts 16
4.3.1.4 Handling reduction
Often, handling and transport of material are non-value-adding activities. By reduc-ing the handling and transport time to a minimum, the productivity per operator and so the value-added ratio can be improved significantly. A reduction in trans-port time can be easily achieved through clever layout planning.
4.3.1.5 Single minute exchange of die (SMED)
Another important factor for keeping flexibility in production and reducing handling time is the time for setting up machines. Small order sizes and numerous varia-tions in styles cause the operator to set up a machine several times a day. To keep the time for the setup operation – a non-value-adding activity - at a minimum, SMED systems have to be developed.
4.3.1.6 Standard work
Through applying standard work in the production line, the quality of the product and speed within the production line can be increased. The speed rises because the optimal and fastest method to operate is determined by e.g. method studies. Also the quality is improved due to that all operator use the same method. Both, quality and speed can be kept more constant during the production; planning and controlling the line are alleviated. Defects and rework can be avoided.
4.3.1.7 Takt time
The calculation of Takt time is based on the target production quantity per day and on the standard time per operation.
[ ]units
min timeTime Takt =
Equation 4-3 Takt time26
An example:
The output volume per day is 117; the shift has a duration of 9 hours. Therefore the production is 13 units per hour; accordingly Takt time is 4.6 minutes. That means every 4.6 minutes one unit needs to be produced. The Takt time needs to be adapted to the output targets per time. If the cycle times of the operations are equal Takt time, the production runs smoothly, if not the line needs to be balanced. Line balancing is explained explicit in chapter 6.
4.3.1.8 Line balancing
Line balancing is a tool for planning the amount of personnel needed for a certain production quantity. The various methods for planning are explained in Chapter 6.

The Manufacturing Concepts 17
4.3.1.9 Productivity
The price per output unit is amongst other things determined by the productivity. Particularly, in countries like Europe where high labour costs affect the overall production costs highly, the productivity of each single operator is significant. Through good planning and application of high technology equipment productivity per operator can be improved easily.
4.3.1.10 Flow velocity
The higher the speed within the production line, the shorter is the resulting throughput time. This causes fast inventory turns; the final turnover is generated much quicker.
4.3.2 Advantages of LM:
• Due to the bundle size of one, the WIP is kept at a minimum. Waiting time between the workstations is reduced to zero; stocks within the production line are not built up.
• Assuming stock is not kept within the line, the requirements for floor space is less than in MM. Also to reduce transport time within the production line the floor size of the layout should be minimized in.
• The throughput time is reduced due to a low WIP.
• Clear responsibilities ensure enhanced quality of the product. According to that the operators are dealing only with few different operations, the training level of each operator is high. The operator can fulfil his task optimally re-garding pace and quality. Additionally, the regularity in maintenance of the equipment can be optimized when operators are assigned only to some machines.
• The line can be balanced through the use of Takt time. Each operator is as-signed to a certain number of operations. When the durations of those op-erations are summed up, the value should equal the predetermined Takt time.
For example, the operator is handling 3 operations which have a duration of 1, 0.6 and 0.4 minutes. If the Takt time is 2 minutes this operator is not causing a bottleneck situation within the process. The sum of the durations of his operations exceeds the Takt time the operator is too slow, preceding work stations have to wait. If the operational time under-runs the Takt time, inventory could be built up, LM prevents inventory so the operator has to be occupied with another task to keep production flow as smooth as possible.
• Through time and motion studies the production can be planned even more efficiently.

The Manufacturing Concepts 18
4.3.3 Disadvantages of LM
• To meet Takt time specifications, more time for planning and control is needed. Sometimes it is necessary to employ specialists to fulfil these tasks. Also, it takes longer to train operators at several work stations and in distinct operations.
• Once a layout for a production with respect to lean manufacturing aspects is set up, the structure is more rigid than others. This could cause problems when it comes to the flexibility of the system. Rapidly changing styles or small order sizes can affect the efficiency of the layout. For low volume and prototype production, or one-of-a-kind products, lean manufacturing produc-tion line setup is not suitable. Best results with the lean manufacturing con-cept can be achieved in inflexible production processes like routine work.
4.3.4 Toyota Production System27,28
A main issue in the TPS, besides the approach of LM, is the elimination of “Muda”, which translated from Japanese, means waste. In this particular context manufac-turing Muda is concerned, or better the non-value-adding activities within the pro-duction process.
There are 7 types of waste:
1. Waste from overproduction
2. Waste from waiting
3. Transportation waste
4. Processing waste (work steps which are not needed necessarily)
5. Inventory waste (also products that no-one wants)
6. Waste of motion, and
7. Waste from product defects (mistakes which require rework)
Waste most often concerns the waste of time in the production process. Time is an unrecoverable resource, once spend it is not possible to recover it. As with all re-sources the efficient use of time should be focussed.
In the book “Lean Manufacturing for the Small Shop”, G. Conner mentions that companies do not pay much attention to the prevention of waste. He also gives the reason for this insensitivity in following quotation.
“If wasting time would stink as garbage,
people would certainly pay more attention to it.”

The Manufacturing Concepts 19
The guideline to avoidance or reduction of waste concerns: activities, behaviours and conditions. Some ways to prevent waste are shown in
Table 4-1 Areas in which waste can be avoided29
Areas in which waste
can be avoided : A solution concept could be:
Facility layout Considerable planning of the production line layout mini-mizes transport ways and floor space.
Excessive set-up time SMED and quick release tooling can save time in the pro-duction process. The cycle time can be reduced.
Incapable process Method and time studies can help to find the optimum standard methods.
Poor prevention main-
tenance
Assignment of operators to machines set clear responsibili-ties; hence, prevention maintenance can be accomplished more regularly. Wasting time through breakdowns of ma-chines can be avoided.
Uncontrolled work
method
To sustain quality, standards in work methods should be set up. This could be done for example with Motion Time Measurement (MTM).
Lack of training Through regular training quality can be improved and the defect rate is decreased.
Lack of work place
organisation
Ergonomic and organisational aspects should be ad-dressed when planning the workplace. For example, the supply of trimmings should be continuous without waiting.
Lack of supplier qual-
ity & reliability
Evaluation of suppliers should be a continuous process. A classification of suppliers according to their evaluation can avoid quality defect or shortages in production material.
Lack of concern (ac-
countability)
The assignment of operators to machines generates a re-sponsibility for the equipment. Also if operations are clearly assigned operators are more concerned with the quality of their work.
Passing of defect parts Continuous control during the operation can prevent de-fects. Rework can be minimized.
Lack of communica-
tion
Regular team meetings are a tool to support communica-tion within the team. Problems can be solved more effi-ciently through team work.
A way to detect waste within processes is Value Stream Mapping (VSM). VSM is a visual tool for identifying all activities in planning and production processes. All business activities are shown in a detailed schema. Through mapping of proc-

The Manufacturing Concepts 20
esses, value adding or more important non-value-adding processes can be deter-mined. If the non-value-adding activity is arbitrary it should be eliminated to finally avoid waste. Fig. 4-3 shows a method to determine action if a non-value adding activity is detected.
Fig. 4-3 Decision tree for evaluation of processes30
VSM also offers the user better process control and visibility, with the possibility to reduce lead times and costs, and to improve skills and technology which are all linked to the company’s competitive advantage.31 The TPS enabled Toyota to syn-chronize their production volume with their sales and hence, the demand in the market.32
LM derived from the TPS, so many aspects are at least similar and will not be dis-cussed here in detail.
Is the operation of value for the ultimate customer?
Yes No
Can the operation be eliminated completely?
Yes No
Eliminate process, rear-
range the production proc-
ess.
Is the process (still) improv-
able?
Yes No
Keep
process
as it is.
Change process, improve
the production process.

The Manufacturing Concepts 21
4.4 Mixed Manufacturing Module Design - Hybrid Version
Of course, it is not always possible to clearly determine the production concept in use. To meet order specifications and to optimise the production, a combination of manufacturing concepts might be necessary. Order specifications change in time and from customer to customer; also, varying order volumes and variations in product styles are challenges the production line set-up needs to face.
The main reason to develop a hybrid manufacturing concept is the flexibility in production. More customers with varying specification can be served at once, si-multaneously or consecutively.
An example:
The combination of LM and MM in one and the same production line can be fruit-ful. Lean Manufacturing could be applied in the critical path of the production line, PBS or Modular Manufacturing in the supplying branches of the same. This hybrid version guarantees the continuous supply of sub-assembled pieces through MM/PBS and perfectly balanced operations within the critical path according to LM. The critical path operations determine the throughput or output per day. As long as these operations are fulfilled at optimum level, the maximum output per day can be achieved.
To set-up a hybrid version of the manufacturing structure with different single lines, a possible and common approach is to define the shares of the combination on basis of the sales volume.
For example:
• Special cells: 15% of sales volume – prototype production, no concept de-termined because the line is too flexible
• Standard cells: 25% of sales volume – e.g. LM
• Just-in-time (JIT) Cells: 60% of sales volume – e.g. MM or LM
Another possible scenario are the 80/20 rule, 80% of production is adapted to the “bread-and-butter” business the rest is adapted to just-in-case scenarios.33
Other hybrid versions are determined on basis of push- or pull strategy, where batch and lot size one can vary within the production line. Also the assignment of workers to single or multiple operations can be an aspect, hybrids are set-up on.
Both, mass production customers, as well as customers for special manufacturing concerns can be served with hybrid systems. Through the combination of manu-facturing concepts, the producer is not forced to an “either-or” decision which im-proves his competitive ability.

ISTCOMP 22
5 ISTCOMP
5.1 Data base
Further analysis is based on data gained in at a production site. Due to reasons of privacy this company will further be called “ISTCOMP”. Also time studies were car-ried out at this company in February and March 2008.
ISTCOMP is situated on the European side of Istanbul close to the airport. Over 1000 employees are working at this production site. Besides the production of fab-rics, ready-made clothing like suits, jackets and trousers are manufactured, either for own brands or order-based for various retailer brands.
The production floor consists of four production lines and a prototype production area. The four lines are divided according to the garment produced in: Men’s jacket, Men’s trousers, Ladies’ jacket, and Ladies’ skirts and trousers. I had the chance to analyse and to carry out time studies in the production line for Ladies’ jackets.
The line for ladies’ jackets is divided into four sections: I. Body II. Collar & Lining III. Sleeve IV. Assembly
In section I-III. the subassembly of different parts of the ladies’ jackets takes place simultaneously. In section IV, these parts are combined in the final assembly. Fur-ther description of mentioned sections will follow in chapter 5.3.
5.2 Product
To analyse the production line of the ladies’ jacket, a particular jacket model was chosen. To keep the complexity for simulation as low as possible, the analysis is based on a simple basic model lady jacket. See (Fig. 5-1).

ISTCOMP 23
Fig. 5-1 Ladies’ jacket basic model∗∗∗∗34
For the production of one of the chosen jacket model 85 individual manufacturing steps are needed. When analysing the line, 96 operators were working in the pro-duction line production. The analysis only focuses on the manufacturing steps; final ironing, buttoning of fronts, quality control, and of course packaging and shipment are not considered.
5.3 Layout
To analyse the production line and to set up a workflow chart, the analysis was started from scratch. Information was not or insufficiently available, only names of operations used within the line and old standard times were known. As well, the list of operations had to be translated from Turkish to English first, so that at least the name of the operation was clear. Later it was found out that even the men-tioned list of operations was not updated, so coming across operations which were changed or even new in this particular list was usual. Of course, the sequence of operation within the production flow needed to be changed as well.
At first, it was essentially to set up a layout plan to get to know the product better, to see how the production is running through the line and to check against the list of operations supplied by ISTCOMP.
As mentioned, starting point was a drawing of the production line from scratch. This drawing contained ways of transport and at first resulted into a “spaghetti dia-gram” which showed all movements of the material. The diagram is shown in Fig. 5-2 and Fig. 5-3.
∗ Remark: Unlike to Fig. 5-1, the model analysed is equipped with one flap pocket on the front sides
instead of a simple welt pocket. In the picture not visible are the three buttons on the backside of each sleeve. The picture was supplied by ISTCOMP, February 2008.

ISTCOMP 24
Fig. 5-2 Drawing of ladies’ jacket production line (sections I & II)35
Fig. 5-3 Advanced sketch of the production line (all sections) 36

ISTCOMP 25
To improve outlook and comprehensibility the drawing was converted into a Micro-soft Visio file. Measurements are not taken into account. Also only the movement of the main parts like fabric or lining is analysed; movement of accessories and trimmings are not examined.
To structure the operations regarding sections and numeration within the produc-tion line, colours and codes were used. The codes give an insight about the mate-rial or parts used within the operation and the manufacturing step the material is involved in. The letters determine the fabric pieces involved in the operation; the number sequentially determines the step number of the involved pieces.
Example: Collar & Lining, section II:
Table 5-1 Example: Code in section II. Collar & Lining
Step no Code
A= collar piece,
B= lining front body piece,
C= lining back body piece,
D=facing piece
within
the line
within
the sec-
tion
within
the sec-
tion
Operation
41 20 DCBA1 sew lining to collar
An example:
In operation no. 41 of the whole production line, or alternative in operation no. 20 within the section of collar & Lining, the code for the operation is DCBA1. That means in this operation are 4 parts involved: A, B, C and D. Also this is the first step (DCBA1) were an additional part is joined. From the list, it is recognizable that the new part is the collar piece (A). The previous code is DCB1, so there this part was not involved.

ISTCOMP 26
Table 5-2 Example: Code in section II. Collar & Lining
Step no Code
A= collar piece,
B= lining front body piece,
C= lining back body piece,
D=facing piece
within
the line
within
the sec-
tion
within
the sec-
tion
Operation
40 19 DBC1 sew facing to lining
The codes make clear at which operations the various parts enter the line and how many operations are carried till out till the next piece is added.
Fig. 5-4 shows the number of operators and their position in the line. The various tables are carrying a symbol, which gives a hint about the operation fulfilled at this work station, e.g. sewing or ironing (see also Fig. 5-5). A list of the machinery in use is shown in Appendix B.

ISTCOMP 27
Fig. 5-4 Layout ladies’ jacket production line, work flow at 22.02.200837

ISTCOMP 28
Table 5-3 shows the number of production steps within each line, these steps are explained more detailed within the following chapters.
Table 5-3 Number of operations per section
Section of production line Single production steps
I. Body 21
II. Collar & Lining 22
III. Sleeve 14
IV. Assembly 28
Overall no. of production steps 85
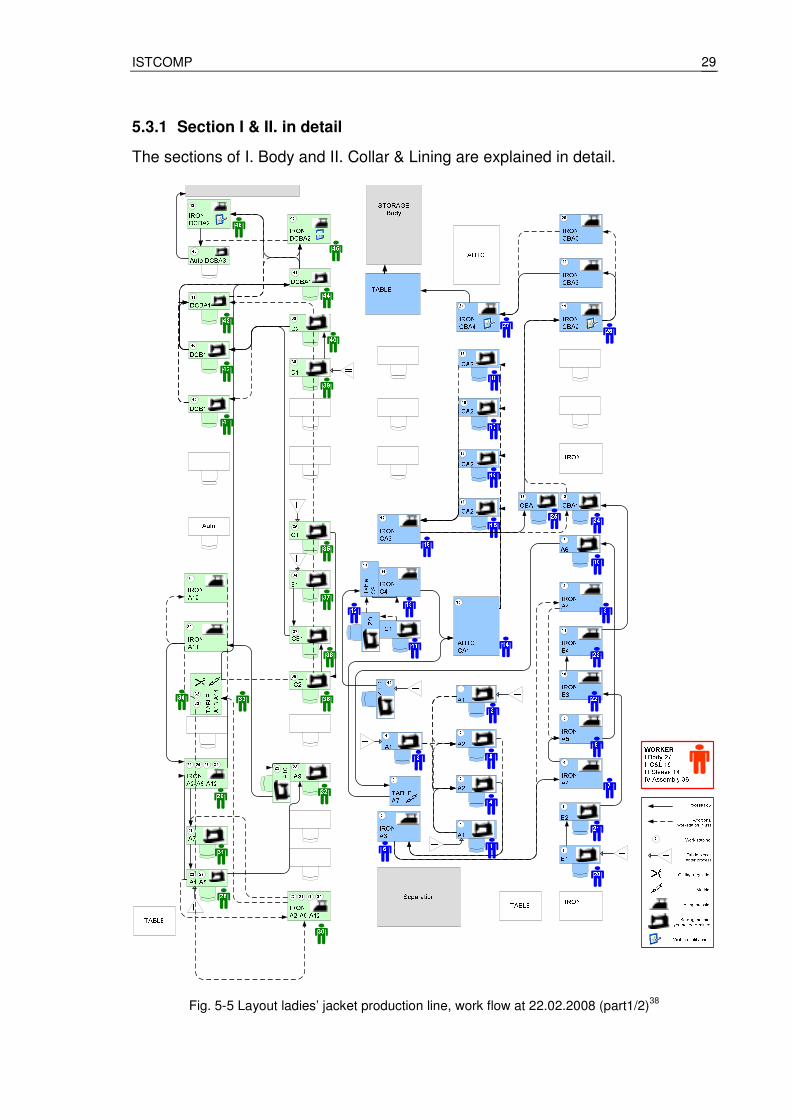
ISTCOMP 29
5.3.1 Section I & II. in detail
The sections of I. Body and II. Collar & Lining are explained in detail.
Fig. 5-5 Layout ladies’ jacket production line, work flow at 22.02.2008 (part1/2)38

ISTCOMP 30
5.3.2 I. Body - Subassembly
In the section I. Body the parts shown in the figure below are sub-assembled. The outer shell of the body of the jacket is assembled; means the fabric part of the garment; collar & lining are produced in section II. simultaneously.
It should be mentioned that some of the operations need to be carried out more than one time to complete a full ladies’ jacket.
Fig. 5-6 Area which is worked-on in section I. Body39
The following tables contain detailed information about each operation within sec-tion I. Body; numeration, name of operation and a description of it is shown.
Table 5-4 Operations of section I. Body - Subassembly (part 1/4)
Step no. within
the Code
A=front body piece
B=back body piece
C=pocket
I. Body
line section
within
the
section
Operation Description of operation
1 1 A1 sew darts
take up front piece, position, sew app. 20 cm, mark dart end, sew app. 5 cm, take up position, sew app. 25 cm, take up & release at trolley
2 2 A2 sew front-side seam take up other front piece, position it on front side piece, sew app. 40 cm, take up & release at trolley

ISTCOMP 31
Table 5-5 Operations of section I. Body - Subassembly (part 2/4)
Step
no.
within
the
Code
A=front body piece
B=back body piece
C=pocket
I. Body
line sec-
tion
within
the
sec-
tion
Operation Description of operation
3 3 A3 press darts & front-side seam, fuse interlining
take up & position front piece, iron dart, take up lining material, posi-tion, fuse, press darts, take up & release at trolley
4 4 A4 fuse interlining tape to front body piece
take up two front body pieces, 2x (position, fusing of interlining, and press), take up & release at trolley
5 5 A5 fuse interlining tape to front arm hole of front piece
take up body piece, position, fuse interlining, take up & release at trol-ley
6 6 A6 clean armhole at front with knife machine
take up front part, position, sew around armhole app. 30 cm, cut at the same time, take up and release at trolley
7 7 A7 mark pocket on front piece
take up front piece, position on ta-ble, take up pocket flap, position on front piece, mark position, take up & release at trolley
8 8 B1 sew back centre seam take up two back pieces, position, sew app. 60 cm, take up & release at trolley
9 9 B2 sew back side seam
take up two back pieces, position, sew app. 60 cm,, take up third piece, reposition, sew app. 60 cm, take up & release at trolley
10 10 B3 press back centre & side seam take up back piece, position, iron, reposition twice & iron, take up & release at trolley
11 11 B4 fuse interlining tape to back armhole & collar
take up back piece, position on iron-ing table, take up interlining tape,3x(position & fuse - at arm-holes & collar), take up and release at trolley

ISTCOMP 32
Table 5-6 Operations of section I. Body - Subassembly (part 3/4)
Step
no.
within
the
Code
A=front body piece
B=back body piece
C=pocket
I. Body
line sec-
tion
within
the
sec-
tion
Operation Description of operation
12 12 C1-2 sew & trim pocket flap with automate
Automate: take up & position two pocket pieces single by single in the template (loading), position this marker in automate, process time, take up & release at trolley
13 13 C3 turn pocket flap take piece, turn & release at trolley
14 14 C4 press pocket flap take up piece & position on ironing table, press, turn around, press again, take up & release on trolley
15 15 CA1 sew welt pocket on front body piece
take up front piece & position in automate, take up and position two pocket parts, take up pocket flap & position in automate, process time, take up & release at trolley
16 16 CA2 attach pocket bag & close bag
take up front piece, complex sewing operation, includes attaching the pocket bag, closing it & finish the pocket, take up & release at trolley
17 17 CA3 press pocket front & sort front sides in pairs
take up and position front piece on ironing table, press pocket flap from both sides, take up & release at trolley
18 18 CBA1 insert shoulder seams & side seams
take up back & two front piece, sew side seam app. 60 cm, sew twice the shoulder seam each app. 15 cm, sew other side seam, take up & release at trolley
19 19 CBA2 press shoulder seams take up & position on ironing table, press both shoulder seams open, take up & release at trolley

ISTCOMP 33
Table 5-7 Operations of section I. Body - Subassembly (part 4/4)
Step
no.
within
the
Code
A=front body piece
B=back body piece
C=pocket
I. Body
line sec-
tion
within
the
sec-
tion
Operation Description of operation
20 20 CBA3 press side seams take up & position on ironing table, press both side seams open, take up & release at trolley
21 21 CBA4 fold hem & press take up & position on ironing table, fold & press hem app. 100 cm, check, take up & release at trolley
STORAGE BODY

ISTCOMP 34
5.3.3 II. Collar and Lining Subassembly
In this section, the inner part of the jacket is assembled; the collar and the lining are joined to the body part in section IV, later in the manufacturing process. The areas of the jacket, it is worked on in this section are marked in Fig. 5-7.
Fig. 5-7 Parts which are worked on in section II.C&L40
Again, detailed information about each operation within section II. Collar & Lining; numeration, name of operation and a description of it is shown in the following ta-bles.
Table 5-8 Operations of section II. Collar and Lining - Subassembly (part 1/4)
Step no. within the Code
A= collar piece,
B= lining front body piece,
C= lining back body piece
D=facing piece
II. Collar & Lining
line section
within
the sec-
tion
Operation Description of operation
22 1 A1 sew collar center take up two pieces, position & sew app. 5-10 cm, take up & release at trolley
A2 distribute collars on ironing table
take up batch of collars, dis-tribute a certain number of those on the ironing table, release rest of batch on the table 23 2
A3 press collar centre seam take up iron, iron all collar cen-tres distributed before, release the iron at it's origin

ISTCOMP 35
Table 5-9 Operations of section II. Collar and Lining - Subassembly (part 2/4)
Step no. within the Code
A= collar piece,
B= lining front body piece,
C= lining back body piece
D=facing piece
II. Collar & Lining
Line section
within
the sec-
tion
Operation Description of operation
A4 Fuse interlining
take up interlining pieces (cut before), distribute four on each collar, release left-over pieces at the table, iron the interlining, release iron at its origin
24 3 A5 mark collar
take up template & pen, posi-tion and mark twice per collar piece, release pen & tablet on table
25 4 A6 collect collars take up pieces one by one, release as a staple at the table
26
5 A7 sew comma seam
take up two pieces, position & sew app. 25 cm, take up & release at trolley
27 6 A8 Sew/topstich comma seam take up piece, position and topstitch app.25 cm, take up & release at trolley
28 7 A9 sew front & back collar (join)
take up two pieces, position, sew app. 35 cm (around cor-ners), take up & release at trolley
29 8 A10 regulate edges (cutting) before turning collar
take up piece, position scissor, cut according to requirements the edges & sides of this piece with repositioning, release at trolley
30 9 A11 press collar edge & side seam of collar & turn
take up one piece, position on ironing device, press collar edges and sides, take up col-lar, turn & release at trolley
31 10 A12 press collar
take up one piece, position on ironing table, press one side, turn around, press other side, take up & release at trolley

ISTCOMP 36
Table 5-10 Operations of section II. Collar and Lining - Subassembly (part 3/4)
Step no. within the Code
A= collar piece,
B= lining front body piece
C= lining back body piece
D=facing piece
II. Collar & Lining
line section
within
the sec-
tion
Operation Description of operation
32 11 A13 mark collar & regulation take up collar, mark with tablet, take up & release at trolley
33 12 A14 regulate (cutting) of collar side & edge
take up collar, cut according to marks, check, cut again if nec-essary, release at staple
34 13 B1 sew front-side seam take up two pieces, position, sew app. 50 cm, take up & release at trolley
35 14 C1 sew back centre seam take up two pieces, position, sew app. 60 cm, take up & release at trolley
36 15 C2 sew back side seam
take up two pieces, position, sew app. 60 cm, take up an-other pieces, position, sew app. 60 cm, take up & release at trolley
37 16 CB1 sew side seam (material com-position label included)
take up two pieces, position, sew app. 40 cm, position com-position label, sew app. 20 cm, take up & release at trolley
38 17 D1 sew facing (preparation)
take up two parts, position, sew app. 10 cm, take up a third part, position, sew app. 10 cm, take up & release at trolley
39 18 D2 sew brand label on facing
take up complete facing, posi-tion label on it, sew around label (app. 10 cm), take up & release at trolley
40 19 DBC1 sew facing to lining take up facing & lining, posi-tion, sew app. 140 cm, take up & release at trolley
41 20 DCBA1 sew lining to collar take up collar & lining, position, sew app. 30 cm, take up & release at trolley

ISTCOMP 37
Table 5-11 Operations of section II. Collar and Lining - Subassembly (part 4/4)
Step no. within the Code
A= collar piece,
B= lining front body piece
C= lining back body piece
D=facing piece
II. Collar & Lining
line section
within
the sec-
tion
Operation Description of operation
42 21 DCBA2 iron full body
take up C&L piece, position, remove sticker on whole gar-ment, repeated positioning & ironing, take up & release at trolley
43 22 DCBA3 fuse strobel interlining
take up lining piece, position & sew app. 70 cm, reposition, sew app. 70 cm, take up & release at trolley
STORAGE Collar & Lining

ISTCOMP 38
5.3.4 Section III.& IV in detail
In this chapter the sections III. Sleeve subassembly and IV final assembly are ex-plained in detail.
Fig. 5-8 Layout Ladies’ jacket production line, work flow at 22.02.2008 (part2/2)41

ISTCOMP 39
5.3.5 III. Sleeve Subassembly
As seen in Fig. 5-9, in section III. the subassembly of the sleeve takes place. Fur-ther on in the production process, in section IV it will be joined to Body, Collar & Lining.
..
Fig. 5-9 Parts which are sub-assembled in section III42
The following table gives detailed information about each operation within section III. Sleeve; numeration, name of operation and a description is shown.
Table 5-12 Operations section III. Sleeve Subassembly (part 1/2
Step no. within
the Code
A= sleeve lining
B= sleeve fabric III. Sleeve
line section
within
the
section
Operation Description of operation
44 1 A1 sew sleeve lining
take up two different pieces, position, sew app. 45 cm, posi-tion, sew two times app. 15 cm. Take up & release at trolley
45 2 A2 press lining take up, position, iron app. 45 cm, fold hem, iron app. 25 cm, take up & release at trolley
46 3 B1 insert buttonholes in fabric take up, position, process time (7 hsec.), take up & release at trolley
47 4 B2 sew elbow stitch take up of two pieces, position, sew app. 45 cm, take up & re-lease at trolley
48 5 B3 mark & sew sleeve miter
take up, position, sew, turn first corner , position, sew & turn second corner, take up & re-lease at trolley

ISTCOMP 40
Table 5-13 Operations section III. Sleeve Subassembly (part 2/2)
Step no. within
the Code
A= sleeve lining
B= sleeve fabric III. Sleeve
line section
within
the
section
Operation Description of operation
49 6 B4 press sleeve miter & press el-bow stitch
(stickers are removed in ad-vance) take up, position, iron app. 45 cm, sometimes corner shaping with device, take up & release at trolley
50 7 B5 Corner letter stitch Take up, position, sew 2-3 cm, reposition, sew 2-3 cm, take up and release at trolley
51 8 B6 press vent / cuff take up, position, iron cuff, take up & release at trolley
52 9 B7 close vent take up, position, sew app. 3 cm, take up and release at trol-ley
53 10 B8 attach buttons
take-up sleeve, position in automate, 3 buttons filling in automate plus process time (single by single), take up & release at trolley
54 11 B9 close sleeve take up one piece, position, sew app. 45 cm, pick up & release at trolley
55 12 BA1 insert sleeve lining to sleeve take up two pieces, position, sew app. 25 cm. (add fusing) Take up & release at trolley
56 13 BA2 fix lining to sleeve (to prevent slippage)
take up one piece, handling, 4 times: position & sew app. 2 cm, take up & release at trolley
57 14 BA3 turn back sleeve & match & press cuff
take up piece, turn outside-inside, position, press once, take up & release at trolley
STORAGE Sleeve

ISTCOMP 41
5.3.6 IV Final Assembly
In the final section IV Final Assembly, all preassembled parts are joined together. First Body and Collar & Lining are joined then further on the sleeves are added. Finally all superfluous threads are removed and the garment is stored and trans-ported further to a quality control section. The picture below shows which parts are involved in the assembly process.
Fig. 5-10 Parts which are assembled in section IV: 43
The following tables give a detailed description of the operations, codes and nu-meration of the work steps within section IV. Assembly.
Table 5-14 Operations of section IV Final Assembly (part 1/4)
Step no. within the Code
A= all three components of
subassemblies
B= Sleeve head
IV. Assembly
line section
within
the sec-
tion
operation description of operation
58 1 A1 mark collar, mark hem edge & match
take up & position one body pieces, mark piece on two sides, take up right size of interlining, take up both pieces & release at trolley
59 2 A2 sew corners at collar
take up two pieces, position, sew app. 10cm, at each cor-ner of the collar, take up & release at trolley
60 3 A3 join collar to body (closing) take up piece, position & sew app. 25 cm, take up & release at trolley

ISTCOMP 42
Table 5-15 Operations of section IV Final Assembly (part 2/4)
Step no. within the Code
A= all three components of
subassemblies
B= Sleeve head
IV. Assembly
line section
within
the sec-
tion
Operation Description of operation
61 4 A4 press collar seam take up piece & position on ironing table, press seams, take up & release at trolley
62 5 A5 sew facing to body
take up, position, sew app. 60 cm repositioning, sew app. 60 cm, take up & release at trol-ley
63 6 A6 press seam at facing
take up one piece, position on ironing table, iron app. 60 cm, reposition, iron app. 60 cm, take up & release at trolley
64 7 A7 regulation of collar & hem edge
take up, cut corner & hem edges (4 positions per piece), release at trolley
65 8 A8 remove stickers
take up piece, remove all stickers, take up stapler, fix last sticker at collar, release stapler on table, take up & release piece at trolley
66 9 A9 close hem & fix
take up one part, position, sew app. 100 cm at hem, repositioning & sew app.2 cm to fix the hem, take up & re-lease at trolley
67 10 A10 turn body take up one piece, turn in-side-out, release at trolley
68 11 A11 iron front facing (upper part)
take up one piece, position, iron front upper part on both sides, take up & release at trolley
69 12 A12 iron front facing (lower part)
take up one piece, position, iron front lower part on both sides, take up & release at trolley
70 13 A13 match arms & body includes sorting right size sleeves to the body piece – (very flexible in time)

ISTCOMP 43
Table 5-16 Operations of section IV Final Assembly (part 3/4)
Step no. within the Code
A= all three components of
subassemblies
B= Sleeve head
IV. Assembly
line section
within
the sec-
tion
Operation Description of operation
71 14 A14 insert sleeves to body
take up & position body and one sleeve, sew app. 30 cm, take up the second sleeve, position, sew app. 30 cm, take up & release at trolley
72 15 A15 iron - shape arms
take up & position garment on ironing table, iron the armhole seams (shaping), take up & release at trolley
73 16 A16 mark & iron shoulder seam take up & position, mark & iron shoulder seams, take up & release at trolley
74 17 B1 preparation of sleeve head
take up two pieces, position, sew app. 7 cm, take up third piece, position, sew app. 7 cm, take up & release at trol-ley
75 18 BA1 insert sleeve head
take up two pieces, position, sew app. 25 cm, take up third pieces, position, sew app. 25 cm, take up & release at trol-ley
76 19 BA2 insert shoulder pad
take up two pieces, position, sew app. 10 cm, take up third pieces, position, sew app. 10 cm, take up & release at trol-ley
77 20 BA3 fix sleeve pad & turn
take up garment piece, posi-tion, sew app. 3 cm, reposi-tion, sew app. 3 cm, take up & release at trolley
78 21 BA4 insert armhole head & fix
take up piece, position, sew app. 40 cm, , reposition, sew app. 40 cm, reposition, sew app. 2 cm to fix, reposition, sew app. 2 cm to fix, take up & release at trolley

ISTCOMP 44
Table 5-17 Operations of section IV Final Assembly (part 4/4)
Step no. within the Code
A= all three components of
subassemblies
B= Sleeve head
IV. Assembly
line section
within
the sec-
tion
Operation Description of operation
79 22 BA5 fixate lining at bottom of sleeve
take up piece, position, sew app. 3 cm, reposition, sew app. 3 cm, take up & release at trolley
80 23 BA6 turn back body take up piece, turn back body completely through sleeve, release at trolley
81 24 BA7 close sleeve take up, position, sew app 25 cm to close the sleeve, take up & release at trolley
82 25 BA8 mark button holes at front
take up garment, position, take up pen & template, mark two button holes positions, take up & release at trolley
83 26 BA9 insert button holes at front
take up garment, position in automate, process time, re-positioning, process time, take up & release at trolley
84 27 BA10 bartack button holes at front
take up garment, position in automate, process time, re-positioning, process time, take up & release at trolley
85 28 BA11 clean threads & turn sleeve take up, clean threads, (in-tensive handling), release at trolley
STORAGE GARMENT

ISTCOMP 45
5.3.7 Workforce
To gain more detailed information about the workforce available at ISTCOMP a questionnaire was filled out by the supervisors of each section.
Table 5-18 Number of workers per section
No. of operators
Section of production
line Male Female Overall
I. Body 13 14 27
II. Collar & Lining 5 14 19
III. Sleeve 8 6 14
IV. Assembly 14 22 36
Overall no. of workers 40 56 96
It can be seen from Table 5-18 that the operations in section IV, the final assem-bly, are most labour intensive. Also it is visible that more female operators are em-ployed in this manufacturing line than male. From my experience at the production site, operations were not separated according to their hardness. For operations like ironing, a high level of muscular strength is necessary and the temperature conditions are unpleasant; in former times these operations were exclusively done by men. At ISTCOMP also women were fulfilling this task. Of course the opera-tions were improved in time so that they are not as hard to fulfil as in former times. Fig. 5-11 and Fig. 5-12 show the overall number of operators according to the gender in absolute values and in percentage.

ISTCOMP 46
Number of workers I
Women; 56,00
Men; 40
0,00
20,00
40,00
60,00
80,00
100,00
120,00
Women Men
Fig. 5-11 Number of workers I 44
Number of workers II
41,67%
58,33%
Men Women
Fig. 5-12 Number. of workers II 45
Another aspect in the questionnaire filled out by the supervisors was the age of the operators within the line. From Fig. 5-13 it can be seen that the average age is 34 years. The operators have an average experience in their job of 6 years which is shown in Fig. 5-14.

ISTCOMP 47
Average age of the workers
30
3835 33 34
05
10
15
20
25
30
35
40
I Body II Collar & Lining III Sleeve IV Assembly Average
Fig. 5-13 Average age of the workers46
Worker's average experience
in this job
67
56 6
0
2
4
6
8
I Body II Collar & Lining III Sleeve IV Assembly Average
Fig. 5-14 Average experience in this job47
In the questionnaire it was also asked about the skills of the operators. Fig. 5-15 shows that an operator is able to fulfil in average 4 different tasks.

ISTCOMP 48
No. of operations the workers
are trained-in
3
2
5 54
0
1
2
3
4
5
6
I Body II Collar & Lining III Sleeve IV Assembly Average
Fig. 5-15 Number of operations the operators are trained-in48
Besides information about the workforce in each section the supervisors were also asked to mention problems which they recognize in the sections. Most often was referred to following aspects:
• Absence of employees • Machine breakdowns
• Model diversity
• Level of difficulty regarding models and styles

ISTCOMP 49
5.4 The work flow49
In this chapter, all operations of the entire manufacturing line for Ladies’ jackets at ISTCOMP are shown in a chronological manner, in the process chart (See also Fig. 5-16). The workstations where material enters and exits the process are de-termined, from arrival of raw material to the finished garment. The process chart shows the work flow which is equal to the material flow.
In the chart only two kinds of symbols are used to determine the work process. A numbered circle determines the step number of the operation within the work process according to the already known numeration (see chapter 5.3). The triangle normally is used as a symbol for storage, here it is used equally to show at which work station material enters the process.50
Table 5-19 Standard symbols determined by The American Society of Mechanical Engineers
Operation
Transport
Storage
Delay
Combinations possible
Inspection
In the following figures the work process is mapped. First the entire production line, then each section in a close-up view.

ISTCOMP 50
Fig. 5-16 Work flow chart Ladies’ jacket production line, work flow at 22.02.200851

ISTCOMP 51
A1 sew darts
C1-2sew & trim pocket flap with
automate
B1 sew back centre seam
I BODY
A2sew front-side seam
A3press darts & front-side seam, fuse interlining
A4fuse interlining tape to front
body piece
A5fuse interlining tape to front
armhole of front piece
A6 clean armhole at front with
knife machine
B2sew back side seam
B3press back centre & side
seam
B4fuse interlining tape to back
armhole & collar
A7mark pocket on front
CA3press pocket front & sort
front sides in pairs
C1sew pocket flap
C3 turn pocket flap
C4press pocket flap
CA1sew welt pocket on front body piece (automate)
CA2attach pocket bag & close
bag
C2 trim pocket flap
CBA1insert shoulder seams &
side seams
CBA2press shoulder seams
CBA3press side seams
CBA4fold hem & press
BODY STORAGE
alternative
A= front body pieceB= back body pieceC= pocketsCritical path according to standard times
BackFabric
FrontFabric
8
9
10
4
20
19
18
17
16
3
2
1
6
15
12
13
14
5
11
21
7
Fig. 5-17 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part1/4) 52

ISTCOMP 52
Fig. 5-18 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part2/4) 53

ISTCOMP 53
Fig. 5-19 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part3/4) 54

ISTCOMP 54
Fig. 5-20 Work flow chart Ladies’ jacket production line, work flow at 22.02.2008 (part4/4) 55
For the set-up of the simulation with Enterprise Dynamics in chapter 9 the previous work flow charts were taken as a basis to build-on and to modify according to the aspects of LM and the TPS.

ISTCOMP 55
5.5 Time Studies
In all branches of producing industries, time studies have always been an impor-tant tool to analyse production techniques and to detect methods to increase pro-ductivity. Also, a very successful method is Motion and Time Study which should be mentioned but not explained here in detail.∗56
At ISTCOMP time studies were taken by the production planning manager ap-proximately during the last 20 years. The standards times which were derived from those time studies are not up to date, so time studies needed to be accomplished again.
It was chosen to carry out the time studies in the same way ISTCOMP accom-plished them. The REFA system and the stopwatch technique are the tools used. The bundle size during the time studies varied between 20 and 25 pieces per bun-dle. It needs to mentioned, that the bundle size is not taken into account in the simulation model in chapter 8.
According to the REFA system, the time of each operation (t) is taken several times, in this case 15 times (n=15). In former time studies at the companies, only 10 measurements were taken. To be sure of the quality of the measurements it was decided to increase the number of measurements by 5. During this measure-ment as well the effort level (L) of the worker was evaluated, which is also called rating factor. To evaluate the level it was necessary to observe the operator for quite a time to be able to estimate the level of pace he is working with. So as well 15 measurements of the mentioned rating factor were taken. All data was col-lected in a REFA data sheet and then for better handling transferred to an Excel-sheet.
It is important to understand, that the standard times are established by a particu-lar operator also, times are taken by a particular work measurement analyst. Therefore the operational time can change if the operator, fulfilling the task, changes. This issue can be minimized if the effort of the operator is evaluated as well. Of course evaluation is again depending on the analyst’s subjective impres-sion, but with an experienced analyst there should not be a problem.
Even with regards to these variations, the determined standard time should stay constant when another operator is assigned to the task. Motion and time study can be used to determine the standard number of minutes that a qualified, properly
∗ Motion and time study has as its objective the elimination of unnecessary work, the design of methods which are most effective, which require the least effort, and which are suited to the per-son who uses them. Moreover, it provides methods of measuring work for determining a perform-ance index or productivity index for an individual or a Group of workers, a department, or for an entire plant.

ISTCOMP 56
trained, and experienced person needs to perform a specific task or operation when working at a normal pace. This time standard may be used for planning and scheduling work, for cost estimating, or for labour cost control. It also may serve as the basis for a wage incentive plan. Another important function is to investigate all operations in the manufacturing line. If necessary time studies can give an idea about issues like the elimination of steps, the combination of operations with oth-ers, a better sequence in the line or more economical machines.
Fig. 5-21 REFA standard form for time studies57

ISTCOMP 57
Fig. 5-22 REFA standard form for time studies additional side58
To find the right standard time t, the average level of effort iL is calculated, divided
by 100 and multiplied by the average of the measured times it . See Equation 5-3)
n
L
L
n
i
i
i
∑== 1
Equation 5-1 Average level of effort
n
t
t
n
i
i
i
∑== 1
Equation 5-2 Average of measure times59
i
i
tL
t ×=100
Equation 5-3 Standard time60

ISTCOMP 58
Where: n= overall number of measurements
ti= time taken at measurement i
Li= effort level at measurement i
i= number of measurement
To this actual time, also called normal time, an allowance compensation for han-dling is added, at ISTCOMP it is 5% for work with automates and 10% for manual work. It needs to be recognized that many other factors influence operational time, too. This concerns the method, the operator, the properties of the fabric, trimmings and accessories, the working environment, the quality level of the product, et cet-era.61
However, it is not expected that a person will work all day without some interrup-tions. The operator may take time out for personal needs, for rest, and reasons beyond his or her control.
Allowance for such interruptions to production may be classified as follows:
(1) Personal allowance
(2) Fatigue allowance
(3) Delay allowance
These allowances are applied separate from the rating factor. The resulting value is the standard time for the particular operation.
The simulation model in Chapter 8 is based on time studies at ISTCOMP. To set up the simulation model the standard times were not taken into account, but the distribution based on the single measurements. This arrangement was made be-cause variations in the operational times should be displayed; sticking to prede-termined standard times would, due to their rigidity, decrease the models authen-ticity for realistic applications.

Line Balancing 59
6 Line Balancing
Besides other aspects, output is affected negatively by:
• Poor training and absenteeism of operators
• Inadequate work study
• Low standards in machine reliability
• Low labour turnover
• Poor line balancing
According to the scope of this paper, chapter 6 deals with the aspect of line bal-ancing in garment production only.
6.1 Line Balancing in general62,63
For keeping the production of garments uninterrupted as long as possible, prereq-uisites are continuous supply of materials, cut-work and trimmings. Shortages of specialized machinery or labour force with special skills should also be anticipated. Minimizing changes within the manufacturing line, improves performance of su-pervisors and operators which on the other hand results in higher output volume and more consistent quality results.
To gain more control over the processes in production and to co-ordinate the available workforce and equipment, it is necessary to schedule each workstation of the line. Indeed, buffers between the operations, which also effect Work-in-Process (WIP), help to overcome short-term problems, but good balancing and small stocks are imperative for effective factory routine and successive manufac-turer.
To determine the ideal number of workers, which should be assigned to the pro-duction line, is analogous to the process of assigning the number of workers to a workstation. Of course, there are other techniques determining the amount of manpower needed; the Gantt chart for example can give an idea concerning the number of employees involved in the process. The most adequate method to de-termine the number of operators is to calculate it.
In the following example, calculation is made with assumed data.
The target is, to balance a production line with eight operators. The specific work assignment might be as follows:

Line Balancing 60
Table 6-1 Example calculation 1
i SMi Waiting time based on slowest operator
AM
1 0.88 1.13 2.01
2 1.34 0.67 2.01
3 1.12 0.89 2.01
4 2.01 - 2.01
5 0.95 1.06 2.01
6 1.66 0.35 2.01
7 1.84 0.17 2.01
8 0.70 1.31 2.01
Total 10.5 16.08
Where: i = operator number
SMi = Standard Minutes to perform operation of Operator i [min]
AM = Allowed standard minutes per operation [min]
If several operators, each performing consecutive operations and working as a unit then the rate of production is dependent on the slowest operator. Here, operator 4 establishes the pace with a standard time of 2.01 minutes per operation.
The efficiency (E) of this line can be determined as the ratio of the total to the ac-tual standard minutes, or:
100AM
SME ×=
∑∑
Equation 6-1 Efficiency in line balancing64
Concerning the example, the efficiency is about 65%.
3.6510016.0810,5
E =×=
The idle time in % is calculated by
E -100time %idle =
Equation 6-2 Idle time in line balancing65

Line Balancing 61
Regarding the example calculation, the idle time is about 35%.
Significant savings can be made, if the operator 4 could increase his/her pace by e.g. 0.15. Then the total savings are 1.2 (=8 x 0.15) minutes.
Perfect balanced production lines are most unusual, only if the standard minutes (SM) of each operation would be identical for each team member within the line and without variations, the line could be perfectly balanced.
Normally, operators who would be idle because they are waiting for the slowest operator will adjust their work pace or engage themselves in other tasks as not to appear under occupied. Number of workers needed to produce the predetermined output volume is equal to:
∑∑
×=×=E
SMRAMRN
Equation 6-3 Demand for manpower66
Where: N= Number of Operators needed
R= Desired rate of production (output)
In the example the desired rate of production is 700 units.
The production time is 540 minutes per shift. Per minute about 1.3 units can be produced. As we do not want to keep stock within the line we calculate the de-mand for manpower as follows:
The efficiency level is assumed to be 100%. Now, we have to estimate the number of workers:
10.7 1.84 1.66 0.95 2.01 1.12 1.34 0.88
3.1N+++++++
×= = 13.65
To adapt to a more realistic efficiency, we change the value to 90%.
13.65/0.9=15.2
The number of operators the line would need to run efficiently is approximately 16.
Decimals are always rounded up to integers. In this example, the value of 15.2 operators would be rounded up to 16. In practise, you could employ for example 15 operators plus one working part-time or on a hourly basis alternatively.
To estimate the numbers of operators needed per workstation, following calcula-tion is applied.

Line Balancing 62
To fulfil the predetermined output volume of 700, the operational time at each work station for the production of one unit shall be equal to Takt time.
unitmin
0.77units 700min 540
time Takt ==
In this example the Takt time is 0.77 min/unit.
Table 6-2 Example calculation 2
i SMi SMi/Takt time No. of operators
1 0,88 1,14 2
2 1,34 1,74 2
3 1,12 1,45 2
4* 1,86 2,41 3
5 0,95 1,23 2
6 1,66 2,15 3
7 1,84 2,39 3
8 0,70 0,90 1
Total 10,35 18
*(reduced by 0.15)
To identify the slowest operation we divide the estimated number of operators by the SMi.
Table 6-3 Example calculation 3
i SMi/no. of operatorsi Time per operation
1 0.88/2 0.44
2 1.34/2 0.67
3 1.12/2 0.56
4 1.86/3 0.62
5 0.95/2 0.48
6 1.66/3 0.55
7 1.84/3 0.61
8 0.7/1 0.7
From this table we can see that with the calculated amount of workers per opera-tion, operator 8 determines the output per production time.

Line Balancing 63
According to the calculation, the output of the line after the warming up period would be equal to:
shift per pieces 765minutes standard 0,7minutes 540 worker1
=×
The output per hour is 85 units.
In case, it is necessary to increase the production volume or to increase the rate of production of worker 8, following options could resolve the problem:
1. The operator at workstation 8 works overtime, thus accumulating a small stock at this point of the line.
2. A part-time worker could be added to increase the output at operation num-ber 8.
3. A part of the workload of operator 8 could be reassigning to operator 1 or operator 5.
4. The technique of operator 8 could be improved to reduce standard cycle time of this operation.
Other important strategies for improving balance in the production line are
1. work element sharing (one operation at two or more workstations)
Two or more operators whose operation includes some idle time-sharing the work of another operation.
Fig. 6-1 Work element sharing67
Operation 1
Operation 2 33% of Operation 4
Workstation B
Workstation A
Idle time
Operation 3 33% of Operation 4
Workstation C
33% of Operation 4

Line Balancing 64
Disadvantages:
• Additional handling and transport time because material needs to be delivered to various stations, not only to a single one.
• Added costs for duplicate tooling, e.g. folding devices.
2. Divide work element (one operation at one workstation)
Two or more operators whose operations includes some idle time share the work at another workstation.
Fig. 6-2 Division of work element68
From an economic point of view, it makes not always sense to divide an element. If the workplace needs to be ergonomically installed every time another operator uses it, the time for installing the workstation is higher then the savings which can be made by dividing the work element. Also if those operators are idle at the same time the division of work elements is not of great use.
3. Assembly sequence
Normally, product design determinates the sequence of operations within the as-sembly line. Some work steps can only start after the previous step has been completed, e.g. the attachment of the flap pocket before closing the pocket bag. Others do not necessarily need to be done in a particular sequence, e.g. sewing first the back-side seams and the combining two of those parts, by sewing the back middle or vice versa.
Operation 1
Operation 2
Workstation B
Workstation A
Idle time
Operation 3
Workstation C
Workstation D
Operation 4

Line Balancing 65
Fig. 6-3 Assembly sequence69
Reconsidering available production methods, floor space or the functional design of the product, can save operational time in production.
Sew middle
back
Close back-side
seams
Close back-side
seams
Sew middle
back
OR

Line Balancing 66
6.2 Line balancing at HUGO BOSS
6.2.1 Introduction
During the research phase for this dissertation it was of great importance to find out about state of the art applications regarding line balance planning techniques in the content of Lean Manufacturing. The supervising Professor, Dr. Fatma Kalaoğlu from the Technical University Istanbul, Turkey, initiated a field trip to Hugo Boss production Plant in Izmir, Turkey. The aim of the visit at the Hugo Boss production site, which is one the leaders in garment manufacturing in Europe, was to find out about their system in production line balancing. Also, to find out more regarding line balancing in LM was a particular aim of the site visit.
6.2.2 Production site
Today, the production plant in Izmir produces about 50 % of all Hugo Boss prod-ucts. Suits, Men’s shirts, Women’s wear as well as sportswear are manufactured in Izmir.
The plant is set up as three single plants which are inter-connected and work to-gether. The suits factory is the oldest and biggest factory of all three. Besides the suits plant there are the shirts factory, the women’s wear (trousers, jackets, skirts, dresses and blouses) and sportswear plant.
In the suits plant and in the shirt factory the products are more standardized then in the third factory. More interesting for achieving the research objective, was the women’s and sportswear factory of the Hugo Boss, due to its flexibility. In this fac-tory, the products are manufactured with great variation regarding models and styles. Only the production lines in sportswear, women’s jackets and trousers are almost standardized.
The production standard time for a jacket which is about 112 minutes with a line of 22 workers should be mentioned. Ladies’ jackets are produced in two lines.
For dresses, skirts and blouses exists a variable concept, named Dynamic groups. The section for manufacturing of above mentioned products can change in the number of lines (up to three). Thus, layout and number of workers are variable within the line. Also the combination of operators is modifiable; from one line with 22 to two lines of 15 and 20 or three lines with 8, 10 and 15 operators, all varia-tions are possible. The Dynamic lines are set up to meet customer’s demand in small orders, high variations in models and styles. These lines are planned and changed according to the requirements of each order throughout all seasons.

Line Balancing 67
6.2.3 Workforce
The hierarchies within the workforce of the line are organised as shown in the fig-ure below. One hierarchy level always reports to the next higher level.
Fig. 6-4 Hierarchies at HB70
Hugo Boss plans to reduce the number of hierarchy levels in future.
The operators are trained in various operations. Their work wear is coded with a specific number of stripes, signifying their level of training and how many opera-tions they are able to undertake. Also, the operator’s efficiency, performance and skill level determines when he is able to take the next higher career step. A “Stan-dard” operator carries one stripe and has the capacity to execute about four opera-tions; a “Flexi” operator can deal with about 10 operations and carries two stripes. The next higher positions are Libero and Master. This ranking affects the salary of the operator as well as the range of tasks s/he is assigned to. As a result, to be trained well and to be able to execute several operations is not only the interest of the company but also the interest of each single operator.
In each line a disabled operator is working, the so-called indirect worker; the other workers are direct worker.
6.2.4 General system of planning:
First step of production planning is happening in the department TPC (Technical Preparation Centre), here the new model design arrives from the headquarter in Metzingen, Germany. The workflow, that means the technique the product needs to be sewn, is tested and determined in this department, which is situated close to the production line. The time to sew a production is determined by the GSD data
Operator
Team Manager / Team Leader
Group Manager / Group Leader
Product Manager

Line Balancing 68
on base of the predetermined workflow. Detailed method studies like MTM are not made, because it would be too complicated thus it would take too much time.
Nowadays, HB focuses on setting up its’ own GSD data (General Sewing Stan-dards). The common general sewing standards do not match the production condi-tions of the company. Most of the data is outdated, in many cases operators need less time then the common GSD data suggests, that might be due to factors like state of the art machinery or well trained workers and a clever layout. To deter-mine own GSD, the sewing operation is recorded on video then analysed by the system for Motion Time Measurement (MTM). Of course, the standard time deter-mined is double checked through time studies with REFA stopwatch technique. To the standard times determined an allowance value is added. The value concerns machine efficiency, fabric criteria, technique training issues and layout aspects.
After standard times for sewing the product are established, the information is transferred to the production and industrial engineers. They plan the production line facilities, i.e. workforce, machinery, layout and production output per day.
In relation to seasonal planning, weekly planning is undertaken by employees from the logistic and production engineering of the production line. The outcome of their deliberations determines which orders are produced in the following weeks. Simi-lar products are produced in sequence to keep the layout constant. That means the number of changes from one model to the next should be kept low, in order to run the production smoothly without interruption.
Secondly the order size is important, completion of big orders are prioritised, be-cause this minimizes the number of changes in the line and eliminates non-value adding effort, which would be required to re-plan the line, too. Of course, an impor-tant factor is the delivery date, but this is, on the whole, more flexible and based on the contracts with the final customers.
When setting up weekly planning, logistics has to arrange the material according to the production order. If the material, cloth as well as accessories, has not ar-rived in the warehouse in advance the order is moved to a later point in the pro-duction.
As mentioned, after weekly planning the definition of the number of operators is the next step in planning. Again this is done on the basis of TPC data. In opposite to common planning techniques, at HB planning is not based on the target output per day, but on the number of operators available in the line. Producing with a high productivity and so the line balancing lost is of more importance
According to the number of workers, the total available time to produce can be calculated. The production line works in two shifts. The time used for production in the early shift is 450 minutes, in the late shift 540 minutes. The early shift has to work 6 days per week, the late shift 5 days per week. So each operator, inde-

Line Balancing 69
pendent from which shift he is working in, works the same length of time per week. Each shift is planned separately.
For a quick access to production data Hugo Boss has set up a kind of library for own GSD standard times. The name and code of the operation, the segment or cell in which this operation is fulfilled, and the standard time for the operation are shown in this library.
Also through DCT (Data Collection Terminal) which are installed at each machine, the operator him/herself adds data to the system. With terminal data like RFT (Right-First-Time), quality and efficiency, the performance of each single operator can be measured and possibly used to rate him/her according to his/her perform-ance. Up to now this terminal is only used on a group basis within lines.
Following information is taken into account during planning of workforce:
1. Number of available operators
2. Machines and other equipment required e.g. presser foot
3. The method and segments used to produce the product
4. The work flow or sequence of work steps (at HB called workmanship)
5. Operation number and standard times (from GSD)
6. Date of production start (determined by weekly planning)
Information 2, 3 and 4 are determined by the TPC department.
6.2.5 Efficiency
The total efficiency is determined from 100% by subtracting machinery efficiency for example due to automated processes (e.g. 95%), the fabric criteria (e.g. 85%) the method training (e.g. 2.4%) and the layout (e.g. 0.91 %). All these factors af-fect the total efficiency of the various operations.
Group efficiency is calculated by
shifts two of time workingtotal workersof no.ironing) and sewing from piece per (SM produced pieces of no.
efficiency Group×
×=
Equation 6-4 Group efficiency71

Line Balancing 70
Group performance is calculated by:
eperformanc Group
time) extra - shifts) (two time working(total workersof no. ironing) and sewing from piece per (SM produced pieces of no.
×
×=
Equation 6-5 Group performance72
In the Group performance extra time, i.e. time for maintenance of machines, wait-ing time etc., is subtracted from the available total time. Group values should al-ways be lower then personal values.
An example:
The line has 25 operators which are working in two shifts with a duration of 450 and 540 minutes. It takes 132.4 minutes to sew the product, ironing takes 15.01 minutes. The group produces 152 units. The extra time for waiting is 40 minutes.
905.0909 25
15.01)(132,4 152efficiency Group =
×
+×=
The group efficiency is 90.5%.
943,040*25990*25
15.01)(132.4 152eperformanc Group =
−
+×=
The group performance is 94.3
Personal efficiency:
Also data is gained each operation the worker fulfils.
Personal efficiency
shift the of time workingtotal
piece per operation of SM operation in produced pieces of no.n
1iii∑
=
×
=
Equation 6-6 Personal efficiency73
Each standard minute value per operation is multiplied with the no. of pieces pro-duced by the particular operation, then the values are added up. Finally, the total value is divided by the working time of one worker i.e. according to the shift s/he has worked, by the value 540 (late shift) or 450 (early shift).

Line Balancing 71
Personal Performance:
time extra - shift the of time workingtotal
piece per operation of SM operation in produced pieces of no.
eperformanc Personaln
1iii∑
=
×
=
Equation 6-7 Personal performance74
Again, the time not depending on the operator, like machine shutdown or waiting time, is subtracted from the total working time.
Personal values should always be higher than group values.
An example: Operator A fulfils 4 different operations.
Table 6-4 Example: Operator A fulfils 4 different operations
Operation (i) SM per operation meas-
ured No. of pieces
1 2.45 75
2 1.12 90
3 0.68 75
4 1.01 120
Additional time: Machine breakdown: 40 minutes, waiting time: 15 minutes.
846.0540
120*01.175*68.090*12.175*45.2efficiency Personal =
+++=
The personal efficiency of the operator is 84.6%.
942.015-40-540
120*01.175*68.090*12.175*45.2eperformanc Personal =
+++=
The Personal performance of the operator is 94.2%
At HB the method of line balancing is based on the number of operators available in the particular line. Planning is done with an Excel sheet set up in advance. The line balancing sheet also shows the efficiency according to the operator’s perform-ance. An example shall give Table 6-5.

Line Balancing 72
Table 6-5 Line balancing sheet at HB
Operation Operator N
o.
Nam
e
Seg
men
t
Sta
nd
ard
tim
e (
SM
)
Eff
icie
nc
y (
EF
F)
SM
*EF
F
Uti
lity
No
.
Nam
e
To
tal U
tility
Mach
ine
1267
Front skirt blind stitch
Front prepa-ration
0,33 100 0,33 0,1 1 A 0,1
Blind stitch
sewing machine
4356
Join front & back of lining
Lining
preparation 1,88 100 1,88 0,4 2 B 0,8
3Thread overlok
4321
Join back
middle
Lining
preparation 1,62 100 1,62 0,4 2 B 0,8
Sewing machine
The utility is either calculated as a percentage of the predetermined Takt time which was in this case 4.4 min/unit or by the output multiplied with TE-EFF, di-vided by the shift duration of 540 minutes.
The Takt time results from the division of the time per shift through the number of units produced. Here, in a shift of 540 minutes a production of 124 units was tar-geted.
In turn, the output volume can be calculated by multiplying the planned number of operators with the time per available operator, divided by the production time per model. To consider the line balancing lost, the total has to be multiplied with the value the line balancing lost which previously was deducted from 1. The produc-tion time per model is predetermined by the TPC, as mentioned.
Lost Balancing Line-1*)ironig and sewing from model per time productionavailable operator per time*operators of number planned
(
volume Output
=
Equation 6-8 Output volume according to HB75
The line balancing lost is calculated by subtraction of the no. of planned operators from the no. operators which are actually used in this planning sheet. The number

Line Balancing 73
of the operators assigned, is the sum of the total utility of all operators used during planning. The planned number of operators is the sum of all single utilities of the operators.
As an example, the total utility of 0.8 tells that if 124 units shall be produced in 540 minutes the operator is 80% busy and 20% idle.
Assigning the operators to the various operations in the line is done by the indus-trial engineer. By trying to add up the total utility of each worker to the value one the line balancing lost can be reduced to a minimum. During planning, s/he also has to consider the line layout and the sequence of the operations in the produc-tion and the availability of the machine in the machine pool. After planning the lay-out is constructed with Microsoft Office Visio.
6.2.6 Special conditions in Dynamic lines
For more flexibility in the production lines, a higher value for the line balancing lost is assumed in the “Dynamic Lines”.
Applied values for the various lines:
• Dynamic lines: < 10 %
• Blazer: < 5 %
• Trousers: 5-7%
Time for producing one product is defined by the critical path in the production line and on basis of the predetermined standard minutes. This means the operations, which determine the time to produce one unit output. The work flow of the line needs to be known as well, to have an overview which operations are more and which are less dependent on preceding one. During the visit at the plant, the cell of front panel preparation and the assembly cell of a dress were determining the time to finish one product. This critical path also defines the areas were the bundle size in use is reduced to one according to lean manufacturing practices. With this lot size the accumulation of stock and a high WIP are prevented. In the sections which serve the critical path the bundle size is not of great importance, in the Dy-namic line it is reduced to 4-5 pieces. Also it was found out that lot size one in these section lead to a decrease in productivity. Thus, inventory is only kept in the non-critical paths of the line.
Because of that the flexibility in the Dynamic lines is high, means conditions within these lines are different from normal standardized lines. Due to daily changes in the setup of production, some differences are as follows
• The operators need to be trained in several operations. They need to be em-ployable at various workstations and have the capacity to execute different

Line Balancing 74
operations. It is essential that they must also be flexible in order to adapt quickly to new line arrangements and duties.
• Machinery needs to be available. The definition of a machinery pool, the lines can deal with is significant when planning the equipment needed during pro-duction.
• The operators have to work as a team to achieve the production target as best as they can. If bottlenecks appear the whole team is responsible and should solve the problem together. Also, when it comes to rework and quality defects the whole team is accountable.
6.3 Simulation
When discussing the application of simulation in garment production with the em-ployees at HB, following weaknesses in simulation software application were men-tioned:
• Too many variables need to be determined and considered to generate reli-able simulation models. An important issue is the behaviour of the simulation model during changing of product styles in production time.
• Setting up the simulation model requires too much time. The time from plan-ning to implementation is regarded as too long, when quick solutions are needed.
• To apply the simulation software also the connected skills to be able to work with the program are required. Thus, the planning could only be done by trained employees.
• Also, changing and revising the model is very time intensive. Even making little changes in the model and transferring those to the layout on the shop floor is too slow.
HB is planning to set up an own simulation tool based on their information system, which is called OPEX System (Operational Excellence System).
For each operation, the OPEX System supplies information to the workplace, the quality and the method, also it offers the user a defect catalogue and records the history of changes which were made to this operation.
With the data collected at the terminals of each workstation a data base can be constructed which then can be used in the simulation tool. The company would like to collect all required data for the application in simulation first and then to concentrate on the simulation software. Software programs which were already tested are: FLEXIM, Arena, ProSim, WITNESS, ProModel and Goldratt.

Line Balancing 75
6.4 Line Balancing in garment production
Line balancing in garment production is not as simple as it seams to be. Especially in balancing apparel manufacturing lines, the responsible industrial and production engineers are challenged by various factors.
The main issues which make line balancing such a tough business are based on uncertainties of various kinds. 76
Garment manufacturing is a labour-intensive industry. The level of automation is limited because the production of garments still involves operators. The complexity of human behaviour is the most important factor influencing the production. For example, the production rate per workstation is mainly influenced by the operator assigned to it. 77 In the human centric and dynamic apparel assembly process, the optimal operator allocation should be achieved which results in highest production line efficiency. 78
During planning of the production the operators’ skills within the line is another determinant for flexibility within the line. The more operations the operator is able to complete, the more flexible can the planning of the line be. To determine the optimal number of operations the worker should be trained-in, the so-called skill-inventory of the line is an issue is garment production planning.79 The operator best fitting to the operation needs to be found,80
Traditionally garment production is based on mass or large-scale series produc-
tion.81 Today the production lines need to be more flexible then ever. Uncertainties
of the marketplace and fast changing requirements in the production make it diffi-
cult to balance the lines.82 Fashion trends are changing more rapidly. Order sizes
shrink and at the same time are more customized according to issue like body
measurements, style and replacement cycle. 83 Thus, the number of different mod-
els produced in a certain period increased. To achieve optimal order scheduling
solutions, also processing time and order arrival time have to be considered84.
Also product cycle uncertainty, when predicting the complexity of production or-
ders and the degree of difficulty in handling an order is an issue85 The material
flow is a critical factor,86
To cope with the new requirements, producer introduced new manufacturing con-
cepts (see also chapter 4). PBS is not fashionable anymore. Instead of PBS cell-
like arrangements within the line seem to be more useful to ensure production tar-
gets. To response to the demand in the market the production line should be able
to handle multi-model or even mixed model production series, which is difficult to
plan. Through lower order volumes of course time savings during introduction of
changes in the production is spotlighted, too. Changes in the production arrange-
ment are time intensive, i.e. expensive. Set-up times play an important role to save

Line Balancing 76
time in production especially when a re-assignment of operators to the work sta-
tions was made. 87 The production within the line should flow to avoid costly inter-
ruption. 88 Also the customer wants the products just-in-time (JIT), thus time pres-
sure is also affecting line balancing.
More challenging then to balance a production line the first time is the configura-
tion or redesign89 of those. To distribute the workload evenly in time, even if mod-
els, its’ operations and the number of workstations change in time, is a complex
task. Re-balancing existing lines is more challenging according to product charac-
teristics and changes in cycle time. The best result can be achieved if a high de-
gree ob similarity between the production layouts can be achieved. Consequently,
avoiding costs which are normally caused by changing the line like training of op-
erators, product quality assurance, equipment installation and time loss due to the
movement of operators an machines90
How to plan multi-manned, work sharing and work revisiting91 elements, when to
start production concerning earliness and tardiness, and how to assign machines
to operators in mixed and multi product assembly line are questions engineers try
to answer.92,93 Through reducing line length, throughput time, costs of tools and
time for material handling it is possible to achieve the main target – making the
production line more efficient.94
Line balancing should be handled individually regarding enterprise sectors and
size.95 A production line with standardized products needs another line balancing
approach then a highly flexible production line.
Another issue is that production line balancing also depends on the supervisors’ interpretation and prediction of line performance. The skills and experience of the supervisor are of great importance if the available line balancing techniques should be used effectively. The supervisor should be able to manage balance con-trol planning in a short time. 96 If the chosen line balancing techniques do not fit to the real life configuration in the line the plan is of no use.97

Software Enterprise Dynamics 77
7 Software Enterprise Dynamics98,99
In this chapter the software program which was used in balancing the production line is presented.
Fig. 7-1 Logo of the simulation software Enterprise Dynamics100
7.1 Application101,102,103,104
Enterprise Dynamics is an object-oriented dynamic analysis and control software application used to
• model,
• simulate,
• visualize
• monitor
business processes to meet today's standards for dynamic engineering.
7.1.1 Model
Besides the so-called ED-Engine, the system is built on building blocks which are grouped into ED-Suites. They are configured for a specific field of expertise, to assist modelling of a specific problem or in a particular branch.
With the atom editor and the programming language “4DScript” the user can cre-ate, modify and fully customized own smart objects, called atoms and model build-ing resources. Building up an own atom library is thus easy to manage and makes modelling of other simulation processes with the same atoms much easier and first and foremost much faster. ED already provides in its software the source codes to over 130 objects.

Software Enterprise Dynamics, 78
The database interface of ED (ODBC, Open Database Connectivity) can dynami-cally store and extract simulation data through the integrated Microsoft DDE link (Dynamic Data Exchange), and the even faster ADO (ActiveX for Data Objects) link with Word and Excel. Also SQL (Structured Query Language) calls from within the simulation system can be used. Communication with remote simulation models or software applications over the Internet as well as locally is assured. This means plant floor devices like barcode scanners can be linked to the data base easily. In addition, it is possible to connect the own dynamic link libraries (DLLs) to ED, which makes it possible to use codes which are written in other programming lan-guages.
The creation or customization of ED-Suites has no technical limitations. Advancing or increasing the functionality of the ED software system is possible. Thus, even simulation experts are provided with a platform on which a creation of new simula-tion software programs for specific industries or for specific applications can be realized.
7.1.2 Simulate
ED can be used to simulate business processes as dynamic-flow process activi-ties and systems, not only for industrial applications. When building up a simula-tion the entire production process needs to be investigated, all influencing factors need to be detected. Even just by mapping of the process possibilities for im-provement can be found. Through the detailed display of all operations the opera-tors are more aware of the processes and their functions within the line.
7.1.3 Visualize
Setting-up and simulate business processes in a full virtual reality environment is possible with ED. Animation of processes can be visualized in both, 2D to 3D envi-ronments, which supports imagination and creativity.
Visualization and visual management improves communication. For example in manufacturing, bottlenecks can be detected easily. Even employees which are not involved in the simulated process get an insight into it and can support implemen-tation or other changes. Another asset of visual simulation is the interactivity which enables the user to interactively change the settings and processes in the simula-tion even during the simulation is running.
7.1.4 Control
Flow processes can be controlled and monitored in real-time. Comparisons be-tween actual production and data form simulation can be compared to check if the production runs as scheduled.

Software Enterprise Dynamics, 79
Also ED can help to analyze and predict the impact of business changes in terms of performance, people and profits. A comprehensive analysis can be generated quickly and almost effortless. To avoid unnecessary risks, ED is also used as de-cision supporting tool. The future performance of any business process can be predicted.
7.2 User
ED uses open architecture and supports major industry standards. The integration or connection of ED with other software systems and components that are already in use is easy e.g. Microsoft Office Applications.
The original application field of ED has been modelling manufacturing, warehous-ing, and material handling processes. Nowadays, the software is also used to model, simulate, and visualize service and data flow processes.
To get a general idea, Table 7-1 gives a review of ED’s clients and application fields in the past.
Table 7-1 Overview Application fields and clients105
Application field: Client:
• Manufacturing • LG. Philips
• Railway timetables • Prorail
• Material handling • Knapp
• Airport & Airlines • Amsterdam Airport Schiphol
• Harbor & Shipping • STAA
Enterprise Dynamics simulation solutions are available for the following product-market combinations:
• Airports & Airlines
• Business Process Management
• Contact Centres
• Hospitals & Healthcare
• Manufacturing & Logistics

Software Enterprise Dynamics, 80
As already mentioned, for various application fields Incontrol offers various ED-Suites. The Suite used in the context of this paper is presented here shortly:
ED Logistic Suite
The ED Logistics Suite offers a solution for optimizing warehousing, manufacturing and material handling systems. Resource objects which are available in this suite are:
• operators
• assemblers
• splitters
• conveyors
• turntables
• cranes
• elevators
• racks
• etc.
A wide range of ready-to-use modelling objects allows swiftly modelling processes that are common in most manufacturing and warehouses processes.
It is even possible to build own equipment completely from scratch. Data can be inserted through linking the atoms e.g. with CAD or Microsoft office applications. The suite includes experimentation tools and VR animation.
Fig. 7-2 VR-simulation of a warehouse system & a production line with the ED Logistic Suite106

Software Enterprise Dynamics, 81
ED can be used as a system within a network in intra- and internet environment or as a standing-alone system.
There are 3 versions of ED available:
• Economy edition
• Studio edition
• Falcon edition
The features of the three versions vary, so every user can find the best fitting state of the art simulation tool with regards to application and budget.
The following, feature overview helps the client to select the right Enterprise Dy-namics product meeting his or her needs:107
In modelling:
• Application development
• Curve Fitting
• Drag & drop modelling
• Object customization
• Object parameterization
In simulation:
• Batch processing
• Experiment Wizard
• Optimization
• Report customization
• Scenario Management
In visualisation:
• 2D visualization
• 3D visualization
• AVI production
• Stereoscopy
• VRML/3DS support
In control:
• ActiveX client/server
• Internet Protocol (IP)
• Office Technology
• OLE for Process Control (OPC)
• Open Database Connectivity (ODB)

Software Enterprise Dynamics 82
On the homepage of Incontrol Enterprise Dynamics, a demo and a student version are available as downloads.108 The student version is limited in numbers of atoms and of course in its application options which makes it impossible to map out a real production process. Complexity of processes which can be displayed with this ver-sion is restricted.
For the analysis in this paper, a full version of the program was used. The com-pany Incontrol, Enterprise Dynamics supported the work on the dissertation’ sub-ject. Also, a three-day training course in basic applications of the program was offered. For those users which are already familiar with simulation tools it will not be difficult to work with the software, it is constructed very user-friendly.
So far, the company Incontrol Enterprise Dynamics has no customers in the gar-ment production industry yet. A questionnaire was sent to various garment manu-facturing companies. It showed that only a low percentage of the company knew about the program. Unfortunately, only few of these questionnaires were returned. The results will not be published in this paper because lack of response means no reliable inferences can be made from the data.
Hence, to find out if the application of the software is useful for line balancing in garment production is another aim of this paper.
To apply the software, low system requirements are necessary. A simple personal computer which operates with Microsoft Windows System (2000) was utilized to carry out the analysis. More details about the system requirements are noticed in Appendix C.
7.3 Data
The variety of data which can be gained with the ED is far too broad to examine in detail in this context. For the scope of this paper it is focussed on
• output values
• status of the operator e.g. busy or idle
• number of units in queues
• and utility values of single operations
Of course, bottlenecks detected will be analysed to set up the production as smooth as possible. Further details are mentioned in the following chapters, more precisely in the experimental section in chapter 9.

Simulation Model 83
8 Simulation Model
In this chapter the construction of the simulation model is described in detail.
8.1 Simplifications
To decrease complexity of the model construction, some simplifications to the original data base from ISTCOMP were made. For the purpose of this paper we assume that no time is allocated for following operational processes which are likely to vary according to production site and context:
• machine breakdowns
E.g. threads are not breaking, the operations occur are never interrupted due to machinery issues, etc..
• transport
The material goes directly from one operation to the succeeding. Time the transport actually needs is omitted.
• Single-piece-flow
The bundle size is equal to one.
• No stocks within the production line
Inventory can only be accumulated after each subassembly process, not within the section.
• Continuous supply of material.
Fabric losses are not accounted.
• Machines and energy are available at all times.
• The process time is based on time studies at ISTCOMP and the resulting distribution.
Influencing factors on the operational time like the operator, the practise level, the material criteria, and other factors due to complexity of human be-haviour are omitted. Also demographic, social, or health phenomena are not taken into account.109
• The work flow for rework is not considered.
It is made the assumption that the line produces garments with zero de-fects.
• A working shift has a duration of 540 minutes.

Simulation Model 84
• No change in the product model and style.
The product stays exactly the same during the whole production process. Also material and trimmings as well as accessories do not change.
• Time allowances are omitted.
The operator’s performance stays constant throughout the entire process time. Breaks due to fatigue or personal issues are omitted.
• The operators work without interruption.
Absenteeism and off-days are not important to the models application.
• In all versions of Experiment A, the operators fulfil only one task they can not move to other workstations. Hence, the number of machines equals the number of operators as well as the number of operations. In experiment B we assume that operators can be assigned to more that one operation or machine.
Given that the purpose of constructing models is to enable comparison between operating systems, the number of operational variables which are specific to a production site and context, have been reduced to a minimum.
8.2 Aspects of Lean Manufacturing
During the construction of the simulation model, also aspects of LM and the TPS were considered.
The one-piece-flow system prevents the accumulation of inventory within the pro-duction, which on the other hand decreases the WIP value and the throughput time. A short throughput time generates a fast turnover and so a quick conversion of output into money.
As in the TPS and in LM, to prevent stocks the pull-system is applied within the line. Each succeeding workstation is the customer of the preceding, so only when the customer workstation asks for material to produce the material is delivered. Piling up of material at workstations is in this way controllable, inventory can al-most be omitted. Only queues after the preassembly section are inserted into the simulation model.
Transport which is not adding value to the product should be avoided. In the TPS needless transports or handling of material or output units is seen as waste and should be eliminated. An improvement of the value-added-ratio is also a concern of Lean Manufacturing. In the model transport time is not concerned so we as-sume that the non-value-adding transport operation is eliminated.
Interruptions of the production flow are not taken into consideration. The material in Lean Manufacturing flows through the process without interruptions.

Simulation Model 85
Another aspect of Lean manufacturing is the application of standard work. The operation methods applied within the production line are predetermined by Time and Motion Studies. Standard work ensures that the operation can be fulfilled re-petitively in the same way and even more important within the same time duration. Additionally, Takt time offers the planner the opportunity to recognize bottleneck operations, thus enable the planner to identify at which point of the line improving the process is reasonable.
Value stream mapping is essential for LM. Close investigation of the entire produc-tion process is a prerequisite for suggesting improvements.
8.3 Setup process110
After the setup of the work flow chart in chapter 5, all 85 listed operations were added into the simulation model as so-called “server”. To enable better recognition of the colour coding of sections which were previously allocated in the work flow chart (see chapter 5) were kept in the simulation model as well. The position of the various servers does not have an influence on the simulation.
Fig. 8-1 The layout of the simulation model111
In this context, servers are atoms which symbolize an operation in the process which is handled each by one operator. All servers in this simulation model sym-bolize an operation with the name, coding and numeration from the work flow chart of the production of ISTCOMP (See also chapter 5).

Simulation Model 86
Fig. 8-2 The atoms source, queue, server and assembler112
Then, simple servers were changed to assembler atoms. Assembler atoms are used when the operation is concerned with assembling of several (pre-assembled) parts. For example the operation of joining two sleeves to the main body part. Here two sleeves are added to one body part. According to the production line layout from ISTCOMP some of the servers had to be duplicated to display the number of workstations in realistic conditions. After these changes in the model, the input and output channels of all atoms were connected according to the se-quence in the work flow chart.
Fig. 8-3 Simulation model after the channels are connected113

Simulation Model 87
Fig. 8-4 Simulation model after the channels are connected (more detailed) 114
Also, inside the properties of the atoms the “send to” strategies were changed in some servers. The strategy “1. Specific channel: always send to channel 1.” was changed to “17. Round robin if available: all output channels are used in rotation if
channel is available. If channel is closed, then next available channel is chosen.”. This was done to ensure that the preceding work station is not only sending the workload to the first of the directly succeeding work stations (see Fig. 8-4). Conse-quently the cycle time of each of the 85 operations must be established. To gain a particular distribution for each of the operations, the time measurements from ISTCOMP were considered. Because the times at ISTCOMP were taken in hun-dredth of a second [hsec] they needed to be transferred to seconds first to facili-tate easy application in the simulation program, then the statistical software pro-gram Stat:Fit was applied.115

Simulation Model 88
Fig. 8-5 Application of the values of operation 7 in “Stat:Fit”116
For the application in the model, not the calculated standard times were taken into account but the distributions of the measurements per operation. The reason to do so is because process time of operations is variable and so a distribution is the best way to represent real life characteristics. In Table 8-2 the operations and their distributions are shown.
Table 8-1 Operations and their distributions (part 1/3)117
Operation
no.
Distribution process
time [sec]
Operation
no.
Distribution process
time [sec]
1 Uniform(24,42) 44 Lognormal(20, 0.795, 0.488)
2 Uniform(26,38) 45 Lognormal(14, 1.06, 0.524)
3 Uniform(31,60) 46 Uniform(7,17)
4 Lognormal(32, 1.78, 0.757) 47 Lognormal(19, 1.75, 0.425)
5 Uniform(10,15) 48 Lognormal(17, 1.49, 0.649)
6 Uniform(4,8) 49 Negexp(16, 4.67)
7 Lognormal(35, 1.65, 0.617) 50 Negexp(16,1.73)
8 Lognormal(19, 1.6, 0.618) 51 Lognormal(9, 0.78, 0.55)
9 Lognormal(37, 1.44, 0.642) 52 Lognormal(11, 1.25, 0.722)
10 Lognormal(23, 1.8, 0.394) 53 Lognormal(11, 1.14, 0.516)
11 Negexp(31, 4.8) 54 Negexp(16, 1.6)

Simulation Model 89
Table 8-2 Operations and their distributions (part 2/3) 118
Operation
no.
Distribution process
time [sec]
Operation
no.
Distribution process
time [sec]
12 Lognormal(10, 0.999, 0.525) 55 Lognormal(19, 1.69, 0.708)
13 Uniform(2,5) 56 Lognormal(19, 1.41, 0.452)
14 Lognormal(11,0.827, 0.308 57 Lognormal(9, 0.78, 0.55)
15 Lognormal(22, 1.62, 0.644) 58 Lognormal(19, 2.67, 0.378)
16 Lognormal(67, 2.4, 0.953) 59 Uniform(54,68)
17 Uniform(12, 26) 60 Lognormal(23, 1.7, 0.3)
18 Lognormal(53, 2.5, 0.306) 61 Lognormal(17, 1.49, 0.415)
19 Lognormal(16, 2.13, 0.347) 62 Lognormal(35, 1.25, 0.695)
20 Uniform(14,36) 63 Lognormal(35, 1.25, 0.695)
21 Lognormal(25, 1.77, 0.73) 64 Uniform(14,19)
22 Lognormal(5, 0.754, 0.515) 65 Uniform(14,24)
23 15 66 Lognormal(40, 1.98, 0.715)
24* Lognormal(63, 3.07, 0,899) 67 Uniform(16,20)
25 Lognormal(5, 1.34, 0.319) 68 Negexp(17, 6.4)
26 NegExp(7, 1.8) 69 Lognormal(20, 1.34, 0.617)
27 Uniform(7,11) 70 0
28 Negexp(16, 3.53) 71 Lognormal(104, 2.88, 0.586)
29 Negexp(7, 3.33) 72 Lognormal(29, 2.56, 0.269)
30 Lognormal(20, 1.79, 0.613) 73 Uniform(38,47)
31 Lognormal(8, 1.55, 0.666) 74 Lognormal(10, 0.84, 0.449)
32 Lognormal(7, 1.33, 0.48) 75 Lognormal(30, 2.16, 0.47)
33 Lognormal(33, 2.58, 0.596) 76 Lognormal(19, 2.42, 0.471)
34 Lognormal(10, 0.903, 0.706) 77 Uniform(22,35)
35 Lognormal(14, 1.08, 0.731) 78 Uniform(65, 114)
36 Lognormal(19, 1.76, 0.486) 79 Lognormal(20, 1.48, 0.497)
37 Lognormal(30, 0.689, 0.622) 80 Lognormal(16, 2.48, 0.596)
38 Lognormal(18, 1.5, 0.645) 81 Lognormal(13, 1.96, 0.373)

Simulation Model 90
Table 8-3 Operations and their distributions (part 3/3) 119
Operation
no.
Distribution process
time [sec]
Operation
no.
Distribution process
time [sec]
39 Lognormal(30, 2.03, 0.713) 82 Lognormal(9, 0.895, 0.475)
40 Lognormal(54, 2.64, 0.481) 83 Uniform(11, 14)
41 Lognormal(57, 2.04, 0.575) 84 Uniform(3,6)
42 Uniform(50,76) 85 Negexp(42, 33.8)
43 Lognormal(11, 1.31, 0.686)
The source atoms at the beginning of the production line in the simulation model has been given a negexp(10) distribution according to literature.
Fig. 8-6 Changing the atoms properties120
It is also assumed that the setup time for all operations is zero.
To verify the model’s reliability, a test run of 90 hours was made and the output value was checked. According to data from ISTCOMP the output per 9 hours, that

Simulation Model 91
means one shift, should be about 700 units. The test run showed an output value of 7076 units per 90 hours. Thus the output volume according to the model is 707.6 per 9 hours which a realistic value. The average output per hour is 79 units (see also Fig. 8-7). The test run was operating without problems; hence, the pro-duction line in the model ran smoothly without interruptions. The assumption was made that the model is a realistic approach to the data basis of ISTCOMP. The decision was made, to use the model as basis for further experiments. In the fol-lowing chapters, the term A0 refers to the basic model, as discussed above.
Fig. 8-7 After a test run of 90 hours the output volume is 7582 units. 121
Another interesting view of the model is the 3D Model View. Through the addition of the atom “VR Building”, the model can be enriched in its visualization with a building and a 3D display of the processes. As mentioned, ED is not applied com-monly in garment manufacturing, the 3D version shows unfortunately other types of machines rather then the atoms which are indicating machines used in garment production, e.g. sewing machines. Through insertion of CAD data (Computer Added Design) into the simulation model it is possible to display realistic proc-esses. Anyway, the atom “VR Building” makes the simulation livelier and gives the user a realistic insight to the situation in the production line.

Simulation Model 92
Fig. 8-8 3D Model View after inserting the atom “VR building”122

Experiments 93
9 Experiments
In this section, two approaches to line balancing are investigated in various ex-periments. These are:
Experiment A:
Four different strategies in line balancing are examined. Five experiments were completed.
A0: The basic model’s data was generated to compare the results of the follow-ing experiments.
A1: By addition of parallel operations, that means the addition of operators to increase the output of the entire production line
A2: Changes in circulation times of bottleneck operations to increase output volume
A3: elimination of operators with low utility value to increase the productivity of the entire production line.
A4: Changing queue sizes between the sections to decrease WIP values as well as throughput-time.
As mentioned above, as part of experiment A operators are assigned to only one operation, which means the number of operators determines the number of server or work stations in the model. The operators can not switch to other operations. The experiments are sequential, one follows the preceding one, starting with the basic model A0.
Other line balancing strategies like changing sequence of processes to decrease throughput time or changing the layout to reduce transportation ways can be omit-ted. Because the sequence of the workstations is already ideal and transport means are not considered. Also the bundle size is not important in the context of Lean manufacturing with single-piece flow.
In experiment B, the operators may be assigned to various machines. That means the number of servers determinants does not necessarily equal the number of op-erators. To each section a team of operators is assigned. Operators of the same team are assumed to be able to fulfil also all operations within the team’s section.
As in experiment A, starting point is the data base gained in Experiment A0. Two experiments are completed successively.

Experiments 94
B1: Operators are added into the simulation model. According to the layout and workforce information of ISTCOMP, the operators are assigned to one or more operations. In comparison to A0 the number of operators should be reduced.
B2: Improvements on basis of B1 are completed. Through changes in the as-signment of the operators and at the same time reduction in workforce, the individual utility of the operators shall be increased and the output vol-ume of the production line maintained stability.
The results of experiment B will be discussed in section 9.10.
Two methods to gain results of the simulation model were used.
First, the easier and faster method “Simulation” was used to detect points in the process where improvements could potentially be made.
With this method, a certain time period is set and the model runs till this time. After completing the time set, it produces values in form of a small report or you can observe results in the model. There are only few values which can be gained with this technique so the utility of this technique is limited. The simulation process does not separate warming-up period and actual process time, so values com-pared to the experiment method, which is explained below, might be different due to that for the calculation of the values with the simulation mode the starting period is taken into account, too.
In this context the simulation mode was used to get a quick overview of the proc-ess, to decide whether or not improvements have an effect on e.g. the output value. After the simulation mode showed the intended effects, the model was run in the experiment mode.
It is also, possible to measure the throughput time by simulation technique.
The better method to gain more reliable values from the model is using the ex-perimentation wizard. In the experimentation wizard, settings for the experiment can be installed and values to be measured can be defined.

Experiments 95
Fig. 9-1 Experimentation Wizard123
The installed values can be seen from Fig. 9-1. For the experiment, data from 600 shifts were analysed. That means 600 separate runs (=Number of observations) of the model were achieved with a running time of each 9 hours runtime (=observation period) plus a warm-up period of 12 hours. In the experiments the value of the warming up period will change according to the application require-ments.
For observation, all servers where material enters and leaves the process, all queues within the production line, as well as some server or assembler at impor-tant points of intersections were specified.
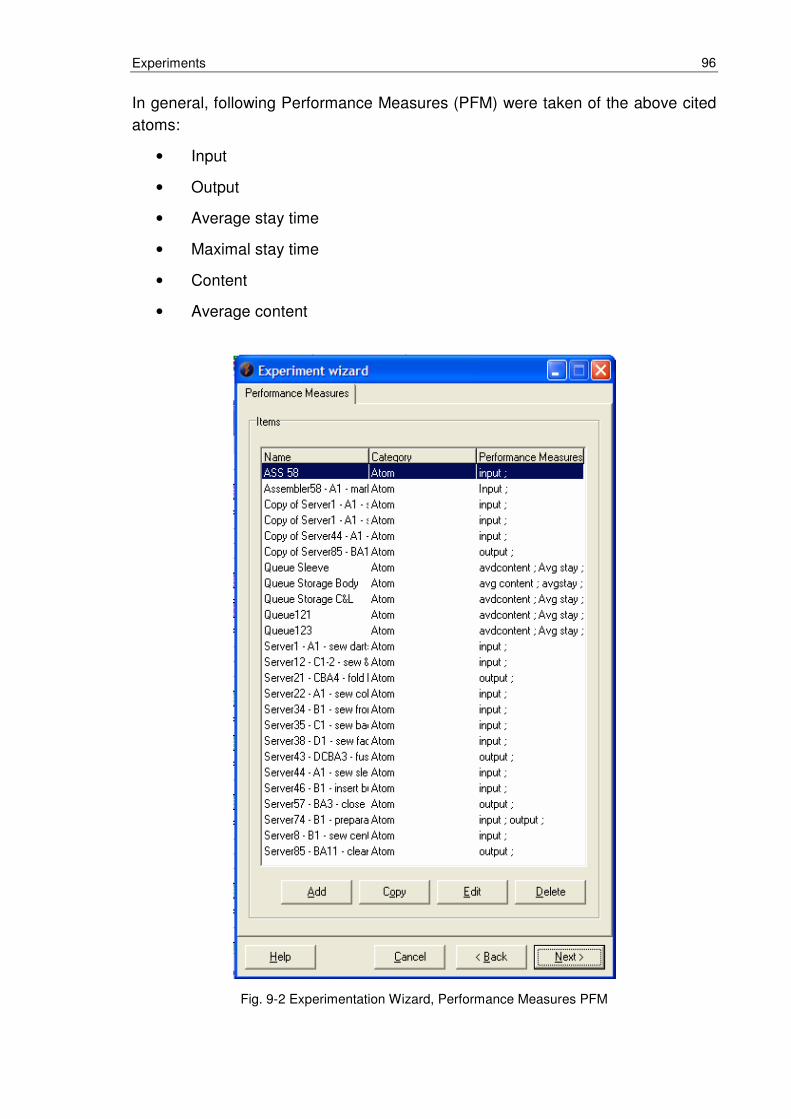
Experiments 96
In general, following Performance Measures (PFM) were taken of the above cited atoms:
• Input
• Output
• Average stay time
• Maximal stay time
• Content
• Average content
Fig. 9-2 Experimentation Wizard, Performance Measures PFM

Experiments 97
From the information gained, improvement options were identified. Bottlenecks were detected.
The combined use of the simulation mode and the experiment method offered the chance to find points for improvements quickly though simulation and to gain reli-able data by utilising the experiment method.
It is not recommended to try to get ideas for improvements through the experiment method. With the setting, mentioned above, one experiment took about 6-12 hours, which was not only due to the properties of the hardware in use. Hence, the application of the experiment method is very time intensive.
The results from experimentation are gathered in a report which can automatically be transferred into an Excel file. The confidence interval defined for the values is set to 95%.
The experiments will show the results of possible scenarios, also called “What-if” Analysis.
9.1 Experiment A0
The experiment A0 is the analysis of the reference layout based on simplified data from ISTCOMP.
In this experiment it is assumed, that in contrast to field data from ISTCOMP the operators are assigned to only one operation, Hence the line has as many work-stations as operations shown. That means 85 single work steps plus additional workstation for work in parallel. The total number of 125 workstations equals the number of operators assigned to these operations. At ISTCOMP the complete la-dies’ jacket line had 96 operators; some were assigned to more than one opera-tion. The assignment of operators to various operations on data basis of A0 will be considered in experiment B.
9.1.1 Results of experiment A0
The reference model was analysed with the experimentation wizard cited above. First of all the output per section was defined. The experiment gave following re-sults.

Experiments 98
Table 9-1 Output values experiment A0
Output:
Section:
Avera
ge
St.
Dev
iati
on
Lo
wer
bo
un
d
(95%
)
Up
per
bo
un
d
(95%
)
Min
imu
m
Maxim
um
I. Body 712,16 5,11 711,75 712,57 697,00 726,00
II. C&L 712,15 5,11 711,74 712,56 697,00 726,00
III. Sleeve 1424,32 10,21 1423,50 1425,13 1396,00 1456,00
IIIb. Sleeve prepara-
tion 712,12 5,15 711,71 712,53 695,00 726,00
IV. Assembly 712,15 5,17 711,74 712,56 697,00 727,00
The output values seemed to be similar for all section, it follows that the input val-ues needed to be investigated. It should be mentioned that the output unit, the jacket consists of one body part, one Collar and Lining part, two sleeves and one part from sleeve preparation. Table 9-2 shows the input values for all sections
Table 9-2 Input values experiment A0
Input:
Section:
Avera
ge
St.
De
via
tio
n
Lo
wer
bo
un
d
(95%
)
Up
per
bo
un
d
(95%
)
Min
imu
m
Maxim
um
I. Body 712,16 5,11 711,75 712,57 697,00 726,00
II. C&L 809,96 0,92 809,89 810,04 808,00 812,00
III. Sleeve 1436,08 18,27 1434,62 1437,54 1381,00 1497,00
IIIb. Sleeve prepara-
tion 712,12 5,15 711,71 712,53 695,00 726,00
IV. Assembly 712,15 5,17 711,74 712,56 697,00 727,00

Experiments 99
Comparing the output values with the input values of the queues, which are the last step within each sub assembly section, the section where the bottleneck might be situated was identified
Here, it was observed that the output might be limited due to a bottleneck in one of the subassembly section. The input values showed that the Body section was likely to contain a critical operation. The Sleeve Preparation part regarding the work step concerned was too short to be considered an issue in planning. Also, it was already established from the analysis of standard times of ISTCOMP that the body section plus the assembly section were determining the critical path in the work flow. (See also chapter 5), so the likelihood of the body section containing a bottleneck operation was considerable.
Furthermore, the subassembly sections of Sleeve and Collar and Lining (C&L) showed, by comparison of input and output value an inventory in the section’ final queues. The starting point for the following improvements was identified.
9.2 Experiment A1
The data basis of A0 was taken to make the first improvements.
9.2.1 Improvement strategy - Experiment A1
The addition of operators at bottleneck operations should increase the output vol-ume of the section and consequently the output of the entire production line.
From the data of experiment A0 the section of the assembly of the body part was seen as critical. To find the bottleneck operation, various tools from the library tree of ED were added to the simulation model. (See Fig. 9-3)

Experiments 100
Fig. 9-3 Library Tree ED124
The tool Status Monitor, for example, shows the status of the operation interac-tively during the running time of the simulation. The Status Monitor shows the dis-tribution of the time, in which the operation is busy and idle. Due to that the model works with a one-piece-flow the server can also be blocked if it can not give the product further to the next work station.
Fig. 9-4 Status Monitor125

Experiments 101
In addition the tool Monitor which was set to show the average output per hour was often used.
Fig. 9-5 Monitor126
Most often bottlenecks are found in operations with a long cycle time; these opera-tions should be seen as critical and so are clearly candidates for improvement.
For the detailed analysis of the outcomes of the experiments see in section 9.6 below.
9.2.2 A1 Changes
After the use of the simulation mode, it was decided to make two changes in the body section.
1st change: In the Body section one operator was added to support the operation at server 3, which means a parallel operation is added and connected to the pre-ceding and succeeding work station. In the model all operations of the same kind and working in parallel have equal properties. By utilising simulation following val-ues were gained:
Table 9-3 A1 - 1st Change - results gained through simulation
1st Change:
Add Server3 A0 values After change
Change in
value Change in %
Input queue
Body
[units/hour]
77 89 +12 +15,5%
Output IV As-
sembly
[units/hour]
77 78 +1 +1,2%

Experiments 102
The body section showed an increase in input in the final section queue from 77 to 89 units per hour. The assembly line output also increased from 77 to 78 units per hour.
After the 1st change another bottleneck in the sleeve section was identified. The sleeve section was not producing enough sleeves to adapt to the increased avail-ability of preassembled Body and C&L parts. Next, the aim was to increase the supply of sleeves in the section’s queue.
The 2nd change of experiment A1 was the addition of another operator to the op-erator at server 50 in the sleeve section. From simple simulation following values were gained.
Table 9-4 A1 2nd Change - results gained through simulation
2nd Change:
Add Server50 A0 values
After
change
Change in
value
Change in
%
Input queue
sleeve [units/hour] 161 178 +17 +10,5%
Output IV Assem-
bly [units/hour] 78 83 +5 +6,4%
The hourly input of the sleeve queue increased from 161 to 178 units, whereas the output per hour of the final assembly section increased from 78 to 83 units.
Through the above mentioned improvements the output of the line could be in-creased by 7.8 %. Once more the values gained by quick simulation can be seen in the table below.
Table 9-5 Effect of the changes in experiment A1
Changes 1&2 :
Add Server3
Add Server50
A0 / 1st
change
values
After
change
Change in
value
Change in
%
Output IV Assem-
bly [units/hour] 77 83 +6 +7.8%
After the changes in the model were made the experiment A1 was run with help of the experiment wizard. The warming-up period in this experiment had to be in-creased from 10 to 12 hours, due to an increase in the WIP value. The outcomes will be discussed in greater detail in section 9.6.

Experiments 103
9.2.3 Results of experiment A1
After the addition of two operators in A1, other bottlenecks were identified. The sleeve section was identified to be critical, because the comparison of input and output values of the sections’ queues.
9.3 Experiment A2
The data basis of experiment A1 was used to make the next improvements.
9.3.1 Improvement strategy - Experiment A2
In addition the focus of experiment A2 was based on the increase of output vol-ume of the entire production line. The production gain is achieved in contrast to experiment A1 not by additional operators, but by the changes achieved in opera-tion cycle time. Changes in production cycle times can be achieved by improving the working method or machinery. In the operation of joining the facing to the lining for example, to add at the same time the piping, the use of a folding device can significantly reduce the production cycle time.
9.3.2 A2 Changes
Following changes were made, before running A2 in the experiment mode.
As mentioned above, with the aid of the monitor tool it is possible to determine if a server is blocked by succeeding operations. If one server shows a high percent-age of the status “blocked” the subsequent server needs to be improved. The pro-duction cycle time will be changed and adapted to the blocked server’s production cycle time. According to the properties of the preceding server, the production cy-cle time distribution was adjusted to the same distribution as subsequent server’s production cycle time distribution.
The results of experiment A1 showed that the subassembly section III Sleeve is critical.
1st change: First, in the sleeve section the cycle time of server 54 needed to be adjusted to the preceding operation 53, hence, the operational time of server 54 was reduced.

Experiments 104
Table 9-6 A2 1st Change - results gained through simulation
1st Change:
Cycle time Server
54
From A1 After
change
Change in
value
Change in
%
Input queue Sleeve
[units/hour] 178 185 +7 +3,9%
Output IV Assem-
bly [units/hour] 83 84 +1 +1,2%
As shown in Table 9-6, the hourly output of the sleeve section increased from 178 to 185, the output of the assembly section increased from 83 to 84 units per hour.
After the first change, a shortage in the C&L section was recognized.
2nd change: The production cycle time of the assembler 37 was adjusted to the production cycle time of server 36, this resulted in an increase of hourly output.
Table 9-7 A2 2nd Change - results gained through simulation
2nd Change:
Cycle time Assembler
37
From
A1/A2
After
change
Change in
value
Change in
%
Input queue C&L
[units/hour] 89 102 +13 +14,6%
Output IV Assembly
[units/hour] 84 84 +0 +0%
The C&L section’s output increased from 89 to 102 units per hour, the assembly’s output was kept constant. Because the increase in the output volume of the entire production line was the aim of this strategy, further changes needed to be made.
3rd change: Once more, in the sleeve section the production cycle time of an op-eration should be changed. The operational time of Server 47 was adapted to the production cycle time distribution of Server 46, which led to an increase in the out-put of the sleeve section from 185 to 205 units per hour, as shown in Table 9-8.

Experiments 105
Table 9-8 A2 3rd Change - results gained through simulation
3rd Change:
Change Server47 From A1/A2
After
change
Change in
value
Change in
%
Input queue Sleeve
[units/hour] 185 205 +20 +10,8%
Output IV Assem-
bly [units/hour] 84 84 +0 +0%
Unfortunately the output of the assembly section was not improved, so again other changes were necessary.
4th change: The last change to increase the output value was made in the Assem-bly section at Assembler 73. This operation got the same production cycle time as Server 72 which resulted in an increase in the output of the assembly line form 84 to 104 units per hour.
Table 9-9 A2 4th Change - results gained through simulation
4th Change:
Change Assembler73 From A2
After
change
Change in
value
Change in
%
Output IV Assembly
[units/hour] 84 101 +17 +20,2%
Table 9-10 shows the effects of the four changes made as discussed above. Again it needs to be emphasized that the results were gained by simple simulation, more reliable values will be discussed in section 9.6.
Table 9-10 Effect of the changes in experiment A2
Changes 1-4:
Change Server54
From A1
REF
After
change
Change in
value
Change in
%
Input queue C&L
[units/hour] 89 102 +13 +14,6%
Input queue
Sleeve [units/hour] 178 205 +27 +15,2%
Output IV Assem-
bly [units/hour] 83 101 +18 +21,7%
After the changes the experiment A2 were made to check if the improvements made have the effect identified by the simulation method.

Experiments 106
9.3.3 Results of Experiment A2:
The same effects resulting from the changes in A2 in the simulation mode could be identified using the experiment method.
9.4 Experiment A3
The next improvements were base on the data analysis of experiment A2.
9.4.1 Improvement strategy - Experiment A3
To keep the same output values as in A2 and at the same time reduce the number of operators in the line is the objective of experiment A3.
To detect the server which might be disconnected from the production line, it was necessary to change the “send to” strategy of the properties of those atoms which had more than one output channel. The strategy was changed from “1” to the strategy“2. An open channel (First channel first): search, starting from the first channel, and send to the first open channel found.“. With the new strategy the server leads the products preferably through the first output channel to the next work station. Following the utility value was check was made during simulation. Some work stations which were working in parallel to each other were either not busy at all or had a low utility rate. Assuming that the first operator could also take on the work load of the parallel operator, the parallel workstation was discon-nected. After disconnection the output volume of the production line was checked. If it was kept constant, the next operator was disconnected.
9.4.2 A3 Changes
First, two additional servers for operations 1, each one additional server for opera-tion 2, 4 and 16 were disconnected and thus eliminated in the Body section. The number of workers in this section was reduced by 5.
The hourly output of the body section’s queue stayed at the value 102.
Secondly, the two additional servers for the operation 31, as well as each one ad-ditional server of operation 23 and 25 were disconnected in the C&L section. The number of workers in this section was reduced by 4
The hourly output of the C&L section remained at the value 102.
Next, the additional server for the operation 51 was disconnected in the Sleeve section. The number of workers in this section was reduced by 1.
The hourly output of the sleeve section remained at the value 204.

Experiments 107
Furthermore, the two additional servers for the operation 62, and each one addi-tional server of the operations 61, 66, 83 and 85 were disconnected in the Assem-bly section. The number of workers in the section was reduced by 6.
The hourly output of the Assembly section remained at the value 101.
9.4.3 Results of experiment A3
Summing up: The number of operators within the line was reduced by 16, as seen in Table 9-11.
Table 9-11 A3 Changes- results gained through simulation
No. of operators Change in
Section before reduc-
tion (A0) after reduction value %
I. Body 32 27 -5 -15,6%
II. C&L 30 26 -4 -13,3%
III. Sleeve 20 19 -1 -5,0%
IIIb. Sleeve
Preparation 1 1 0 0%
IV. As-
sembly 42 36 -6 -14,3%
Total 125 109 -16 -12,8%
To verify that the output was kept constant or was changing only slightly, the im-provements were run as experiment A3. Unfortunately the warming-up period in this experiment had to be increased from 12 to 15 hours, due to increased WIP value. The experiment had a duration of app. 12 hours. Results will be discussed in the overview of experiment A.
9.5 Experiment A4
The results of Experiment A3 demonstrate that the output of the different sections only changed slightly, the previously calculated values were rational.

Experiments 108
9.5.1 Improvement strategy - Experiment A4
To reduce the WIP value by decreasing the content of the queues is the objective of experiment A4. The throughput time was measured too.
In this case throughput time can also be achieved by using the simulation mode to get reliable values. For that reason a code was inserted into the “trigger on entry” field of the properties of the queue after the final assembly line.
The code forced the program to stop the simulation when the first product reached the output queue. The code was structured as follows:
Do(
stop,
0
)
For the experiment 15 simulation runs were taken, to calculate an average throughput time value. To compare it with the preceding experiments of course the same method was applied to experiment A1, A2 and A3.
9.5.2 A4 Changes
The queue sizes are reduced as shown in
Table 9-12 A4 changes – Reduction in queue size
Queue size [units]
Section before change after change
I. Body 700 50
II. C&L 1500 50
III. Sleeve 1500 50
IIIb. Sleeve Preparation 1500 50
9.5.3 Results of experiment A4
Experiment A4 showed that the WIP in A4 compared to A3 decreased by 9.28 percent.

Experiments 109
Table 9-13 A4 Change in WIP value
Experiment Change in
A3 A4 value %
Line WIP 11682,52 10598,28 -1084,24 -9,3
A side effect of reducing in the length of the queue was that an increase in the throughput time was achieved, as shown in Table 9-14.
Table 9-14 A4 Change in Throughput time
Experiment Change in
A3 A4 value %
Average
throughput time
[min]
19,90 20,07 0,17 0,85
Furthermore, the average stay time of the products within the section’s queues was affected. Two significant changes were observed; in the queue of the subas-sembly section C&L the average stay time was decreased by 59,29 %,and the stay time in the queues of the sleeve preparation section decreased by 96,38 %.
9.6 Overview experiment A
This section compares the data of the experiments A0 to A4.
Following factors were investigated:
1. Output
2. Takt time
3. Number of operators
4. Productivity per operators
5. Average content in subassembly queues
6. Average stay time of the product in the queue
7. WIP values
8. Throughput time
It should be mentioned that value changes indicated in the tables always refer to the preceding experiment.

Experiments 110
9.6.1 Output
The following table shows the development of the output values during the changes made in the experiments A1 to A4. According to the objectives, in the experiments A1 and A2 the output value was increased. In the experiments A3 and A4 the output level was kept constant.
Table 9-15 Overview experiment A – Output volume of the entire manufacturing line (1/2)
Output entire
line [units] Change in value Change in %
A0 712.15
A1 762.37 50.22 7.05
A2 925.34 162.97 21.38
A3 921.91 -3.43 -0.37
A4 921.85 -0.06 -0.01
The output volume of the entire production line increased after the experiments by a total of 28.28%, as shown in Table 9-15. Changes within the single section are shown in Appendix E.
Table 9-16 Overview experiment A – Output volume of the entire manufacturing line (2/2)
Output [units] Change in value Change in %
A0 712.15
A4 921.85 +200.7 +28.18
Fig. 9-6 shows the development in Table 9-15.
Output per shift of entire production line [units]
712,15
762,37
925,34 921,91 921,85
700,00
750,00
800,00
850,00
900,00
950,00
A0 A1 A2 A3 A4
Output per shift
Fig. 9-6 Output per shift of entire production line

Experiments 111
9.6.2 Takt time
Table 9-17 shows the change in Takt time according to the experiments made.
A significant drop in Takt time has been observed, the time decreased from 0.76 minutes in A0 to 0.59 minutes in A4, according to that the value dropped by a total of 22.37 %.
Table 9-17 Overview experiment A – Takt time of the entire production line
Output [units] Takt time
[min/unit]
Change in
value Change in %
A0 712.15 0.76
A1 762.37 0.71 -0.05 -6.59
A2 925.34 0.58 -0.13 -18.31
A3 921.91 0.59 +0.01 1.72
A4 921.85 0.59 0.00 0.00
Fig. 9-7 visualizes the development in Table 9-17.
Takt time of the entire production line
712,15
762,37
925,34 921,91 921,85
700,00
750,00
800,00
850,00
900,00
950,00
A0 A1 A2 A3 A4
Takt time
Fig. 9-7 Takt time of the entire production line
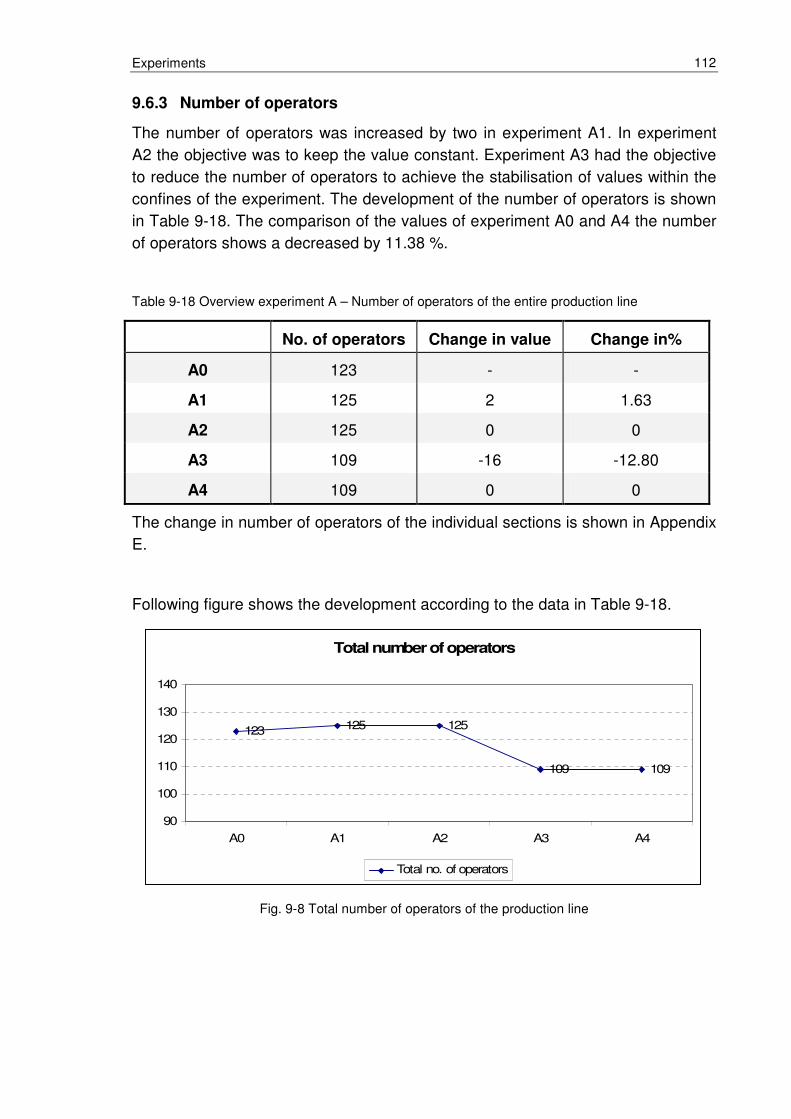
Experiments 112
9.6.3 Number of operators
The number of operators was increased by two in experiment A1. In experiment A2 the objective was to keep the value constant. Experiment A3 had the objective to reduce the number of operators to achieve the stabilisation of values within the confines of the experiment. The development of the number of operators is shown in Table 9-18. The comparison of the values of experiment A0 and A4 the number of operators shows a decreased by 11.38 %.
Table 9-18 Overview experiment A – Number of operators of the entire production line
No. of operators Change in value Change in%
A0 123 - -
A1 125 2 1.63
A2 125 0 0
A3 109 -16 -12.80
A4 109 0 0
The change in number of operators of the individual sections is shown in Appendix E.
Following figure shows the development according to the data in Table 9-18.
Total number of operators
123 125 125
109 109
90
100
110
120
130
140
A0 A1 A2 A3 A4
Total no. of operators
Fig. 9-8 Total number of operators of the production line

Experiments 113
9.6.4 Productivity per operator
According to Table 9-19 the productivity per operator increased from 5.79 to 8.46 units per operator, which means a rise in productivity of 46.11 %. The output vol-ume of one shift was considered. A shift had a duration of 9 hours.
Table 9-19 Overview experiment A – Productivity of operators (output/no. of operator)
Output per Change in
No. of op-
erators Total line
[units] Operator
[units] value %
A0 123 712.15 5.79 - -
A1 125 762.37 6.10 0.31 5.35
A2 125 925.34 7.40 1.30 21.31
A3 109 921.91 8.46 1.06 -14.32
A4 109 921.85 8.46 0.00 0.00
Productivity values regarding the individual sections are shown in Appendix E.
Fig. 9-9 shows the development of the operators’ productivity according to the val-ues in Table 9-19.
Productivity per operator [units/operator]
5,796,10
7,40
8,46 8,46
5,00
5,506,00
6,507,00
7,50
8,008,50
9,00
A0 A1 A2 A3 A4
Productivity per operator
Fig. 9-9 Productivity per operator [units/operator]

Experiments 114
9.6.5 Average content in subassembly queues
Table 9-20 to Table 9-23 show the developments of the queue content per section.
Table 9-20 Overview experiment A – Average content in queue of section I. Body
Average content
[units] Change in value Change in %
A 1.00 - -
A1 262.83 261.83 26183.00
A2 1.00 -261.83 -99.62
A3 1.00 0.00 0
A4 1.00 0.00 0
In section I. Body especially in experiment A1, after the addition of two operators the content size of the section’s queue increased. This lead to the change in the sleeve section in experiment A2 as highlighted (see section 0 above).
Table 9-21 Overview experiment A – Average content in queue of section II. Collar & Lining
experiment Average content
[units] change in value change in %
A 231.58 -
A1 1.00 -230.58 -99.57
A2 132.23 131.23 13123.00
A3 160.26 28.03 21.20
A4 49.97 -110.29 -68.82
In addition Table 9-21 shows the change made in experiment A4; the size of the queues’ content was decreased to 50 units to obtain a decrease of the WIP value. (See section 9.5)
Table 9-22 Overview experiment A – Average content in queue of section III. Sleeve
Average content
[units] Change in value Change in %
A0 52.74 -
A1 0.03 -52.71 -99.94
A2 20.32 20.29 67633.33
A3 39.93 19.61 96.51
A4 37.54 -2.39 -5.99

Experiments 115
As already mentioned, the sleeve section did not produce sufficient units to adapt to the increased production volume. According to that fact a changes in experi-ment A2 was made as Table 9-22 shows. The sleeve subassembly contained an operation which caused the bottleneck and had to be improved in experiment A2. From the following table, the reduction of queues size in experiment A4 can be easily identified in section IIIb. Sleeve preparation.
Table 9-23 Overview experiment A – Average content in queue of section IIIb. Sleeve Prep.
Average content
[units] Change in value Change in %
A0 1500.00 -
A1 1500.00 0.00 0
A2 1500.00 0.00 0
A3 1500.00 0.00 0
A4 50.00 -1450.00 -96.67
Fig. 3-1shows the development of the queue content per section according to the values from Table 9-20 to Table 9-23.
Average content in the section's queues [units]
1,00
262,83
1,00 1,00 1,00
231,58
1,00
132,23160,26
49,9752,74
0,0320,32
39,93 37,54
0,00
50,00
100,00
150,00
200,00
250,00
300,00
A0 A1 A2 A3 A4
I Body II C&L III Sleeve
Fig. 9-10 Average content in the section’s queues
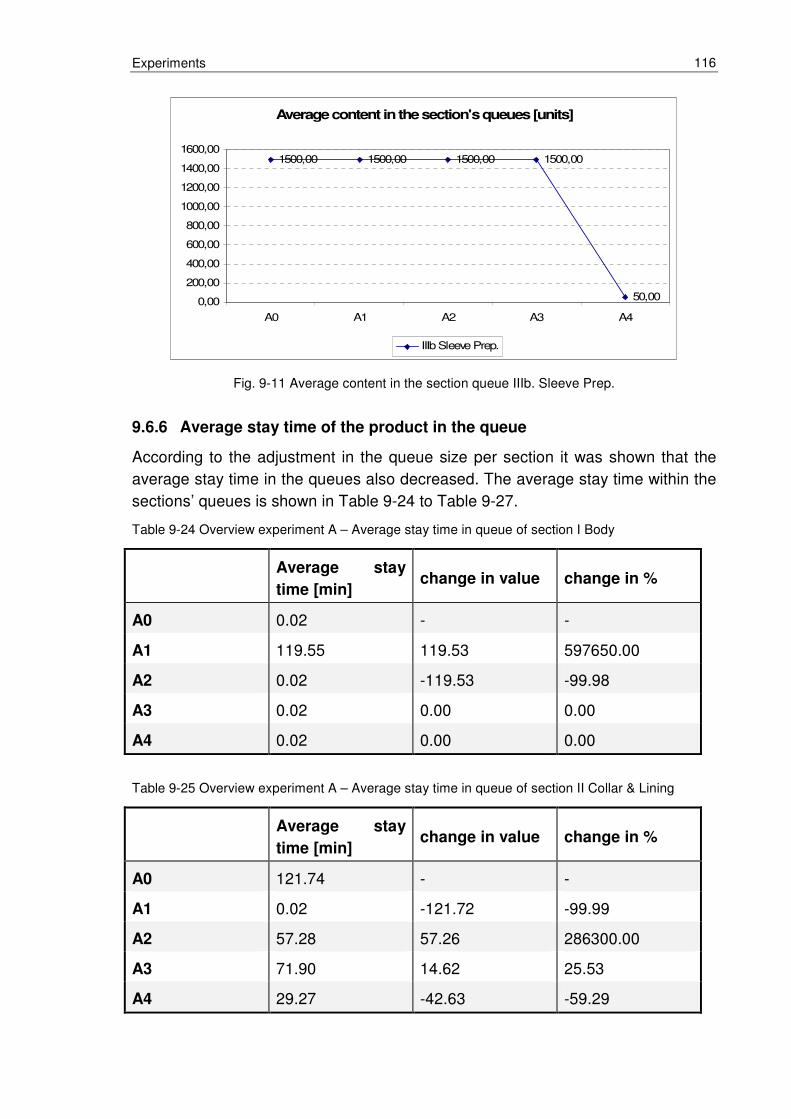
Experiments 116
Average content in the section's queues [units]
1500,00 1500,00 1500,00 1500,00
50,000,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1600,00
A0 A1 A2 A3 A4
IIIb Sleeve Prep.
Fig. 9-11 Average content in the section queue IIIb. Sleeve Prep.
9.6.6 Average stay time of the product in the queue
According to the adjustment in the queue size per section it was shown that the average stay time in the queues also decreased. The average stay time within the sections’ queues is shown in Table 9-24 to Table 9-27.
Table 9-24 Overview experiment A – Average stay time in queue of section I Body
Average stay
time [min] change in value change in %
A0 0.02 - -
A1 119.55 119.53 597650.00
A2 0.02 -119.53 -99.98
A3 0.02 0.00 0.00
A4 0.02 0.00 0.00
Table 9-25 Overview experiment A – Average stay time in queue of section II Collar & Lining
Average stay
time [min] change in value change in %
A0 121.74 - -
A1 0.02 -121.72 -99.99
A2 57.28 57.26 286300.00
A3 71.90 14.62 25.53
A4 29.27 -42.63 -59.29

Experiments 117
Table 9-26 Overview experiment A – Average stay time in queue of section III Sleeve
Average stay
time [min] change in value change in %
A0 17.66 - -
A1 0.10 -17.56 -99.42
A2 6.82 6.72 451.58
A3 11.57 4.75 69.65
A4 11.27 -0.3 -2.59
Table 9-27 Overview experiment A – Average stay time in queue of section IIIb. Sleeve Prep.
Average stay
time [min] change in value change in %
A0 775.52 - -
A1 760.23 -15.29 -1.97
A2 710.51 -49.72 -6.54
A3 810.03 99.53 14.01
A4 29.29 -780.74 -96.38
Fig. 9-12 and Fig. 9-13 shows the development of the average stay time in the queues per section according to the values from Table 9-20 to Table 9-23.

Experiments 118
Average stay time in the section's queues
0,02 1,99 0,02 0,02 0,02
121,74
0,02
57,28
71,90
29,27
17,66
0,106,82
11,57 11,27
0,00
20,00
40,00
60,00
80,00
100,00
120,00
A A1 A2 A3 A4
I Body II C&L III Sleeve
Fig. 9-12 Average stay time in the section’s queues
Average stay time in the section's queues
775,52 760,23710,51
810,03
29,2925,00
125,00
225,00
325,00
425,00
525,00
625,00
725,00
A0 A1 A2 A3 A4
IIIb Sleeve Prep.
Fig. 9-13 Average stay time in the section IIIb. Sleeve Preparation Queue

Experiments 119
9.6.7 WIP values
The WIP value was increased in experiment A1 to A3. Through a reduction in queue content size the WIP could be reduced by 9.28 % in experiment A4. See also Table 9-28.
Table 9-28 Overview experiment A – WIP values
Line WIP Change in value Change in %
A0 9255,54 - -
A1 9983,72 728,18 7,87
A2 11691,66 1707,94 17,11
A3 11682,52 -9,14 -0,08
A4 10598,28 -1084,24 -9,28
The development of the WIP value during the experiments is shown in Fig. ABC.
WIP entire production line
9255,54
9983,72
11691,66 11682,52
10598,28
9000,00
9500,00
10000,00
10500,00
11000,00
11500,00
12000,00
A0 A1 A2 A3 A4
WIP
Fig. 9-14 WIP values of the entire production line according to values of A0 to A4

Experiments 120
9.6.8 Throughput time
From the data in Table 9-29, a drop in throughput time of the entire production line during the experiment A1 to A3 can be observed. By the changing the length/ du-ration of the queue in the production process of experiment A4 the throughput time decreased slightly.
Table 9-29 Overview experiment A – Throughput time of the production line
Average [min] Change in value Change in %
A0 21.17 - -
A1 20.76 -0.41 -1.93
A2 20.52 -0.24 -1.16
A3 19.90 -0.62 -3.02
A4 20.07 0.18 0.90
According to the values in Table 9-29, the production line’s development in through-put time is shown in the following figure.
Throughput time [min]
21,17
20,76
20,52
19,9020,07
19,5019,7019,9020,1020,3020,5020,7020,9021,1021,30
A0 A1 A2 A3 A4
Average
Fig. 9-15 Throughput time of the entire production line according to values of A0 to A4

Experiments 121
9.7 Experiment B
The collection of data as part of experiment A0 serves as basis for the improve-ment strategies in the experimental series B. The model in experiment A0 includes 123 operators; each was assigned to one machine only. The output volume of the entire production line was 712.15 units per shift. (See also section 9.1)
the installations in the experimentation wizard were changed in experiment B. The number of observations is reduced to 300. Because of that and also, because data from all 96 operators needed to be collected in this experiment, the process was slowed down considerably. To reduce the real time duration of the experiment from approximately 20 hours to finally 12 hours, the above mentioned arrange-ment was made.
The following sections show the improvement strategies considered, the changes made and the results obtained from the experiments B1 and B2. The results will be discussed in the overview of experiment B in section 9.10.
9.8 Experiment B1
The data basis of experiment A= was used to make the next improvements.
9.8.1 Improvement strategy - Experiment B1
For each section of this experiment, a group of operators is assigned. Some op-erators are now undertaking more than one task; others continued to work at only one workstation. The assignment of the workers to the various work stations is based on data of ISTCOMP. The objective of this experiment was to reduce the number of operators staffing the total line.
9.8.2 B1 Changes
At ISTCOMP 96 operators were working in the entire production line for Ladies’ jackets; the staffing level breakdown for each section was as follows:
• section I: Body 27,
• section II: C&L 19,
• section III: Sleeve 14
• section IV: Final Assembly 36
• Small section IIIb. Sleeve Preparation operation undertaken by an operator from section IV. This means that section IIIb. won’t be investigated indi-vidually.

Experiments 122
(The positions and the assignment of the workers is shown in the layout of IST-COMP in chapter 5. above)
To introduce operators into the simulation model, some new measures needed to be introduced. As in experiment A3 the “send to” strategy in the properties of all operations had to be changed. (See also section 9.4) To lead the products with a preference to a certain output channel through the workstations within the produc-tion line, this arrangement was taken. As a result, parallel workstations of low util-ity could be easily identified.
The operator atoms were entered into the model according to the data of IST-COMP. An icon was made up for each of the 96 operators to differentiate all of then operators during the simulation process. After uploading those icons into the model library, they were assigned to the operators. To ensure that the icons, even after restarting the program, remained inside the library, a code had to be inserted into the “Startup Script editor” of the program.
Do(
RegisterIcon([H:\desktop files\MA-THESIS\ED-Simulation\operators_symbols],[I-1.bmp]),
RegisterIcon([H:\desktop files\MA-THESIS\ED-Simulation\operators_symbols],[IV-36-
96.bmp]),
0
);
The operators were assigned the same code as the icon which represents a spe-cific operator, for example the operator IV-26-86.
The 1st number determines the section, the 2nd number the operator’s number within the section and the 3rd number determines the operator’s number within the whole production line.
After the operator atoms were added to the model, a team atom which serves as connector between the workstation and the operator must be inserted, too. In this model for each section a team atom was inserted. Then all server or assembler atoms which should be served by an operator must to be connected to the team. This connection was established by adding an input channel at each server or as-sembler and connecting it to the central channel of the team atom. Of course also each operator needed to be connected to the team atom, which can be done in the operator’s properties in the field “connect to team”.
To assign operators to workstations, or better to server or assembler atoms it is necessary to make changes in the properties of each the workstations. In the “Trigger on entry” field you are able to determine which action should be taken at the moment a product enters the server, in the “trigger on exit” field verse visa an action can be identified which should be achieved when the product leaves the server. According to this assumption the operators can be called when a product

Experiments 123
needs to be processed and freed when the cycle time is over, to proceed to other assignments.
A typical 4DScript programming code to call an operator is:
CallOperators(in(2,c),1,1,[IV-36-96])
In this case it was placed into the “trigger on entry” field of a server.
The code is translated into following action:
When a product enters the server, it causes a call to the team connected to input channel 2 of the server. The team calls one operator. With the priority of one it calls the 96th operator of the entire production line.
To free this operator after the cycle time, the following code can be used in the “trigger on exit” field of the same or a succeeding server or assembler:
FreeOperators(in(2,c),i)
The code is translated into following action:
When a product leaves the server a command leads to the team which is con-nected to the server’s second input channel. In this case the letter i stands for any operator who was called before.
In the assembler atoms two or more commands can be entered according to their number of input channels. The following command was inserted into both “trigger on entry” fields of an assembler atom in the model.
If(
content(c)=2,
CallOperators(in(3,c),1,1,[ II-14-41])
)
If the content is equal to 2, the Server calls an operator though the team con-nected to input channel number 3. That means the operator is free as long as both products did not arrive at the workstation for further assembly.
Another option to identify of the operator which is called from a particular server is shown below.
CallOperators(in(2,c),1,1,[IV-36-96], [IV-33-93])
In this case two operators can be called. the first choice operator IV-36-96, the priority operator, is called, if s/he is busy the second operator IV-33-93 is called. This arrangement makes the sharing of one workstation possible. The first opera-tor is the main operator working at that station, the second with the lower priority helps at the station if the first is busy.

Experiments 124
To make the movement of the operators more obvious, in the filed “Action when freed“ the command yloc(c):=yloc(c)-20 was entered in their properties. This means, the operator once freed by the server, is stepping back 20 meters from the workstation in y direction. It should be noted that the simulation software con-structs the model in a model plane based on coordinates.
9.8.3 Results of experiment B1
The number of operators could be reduced according to the data of ISTCOMP, in only a few cases. It was not possible to assign the operators to the same ma-chines as in the layout. This was due to the Lean Manufacturing approach, which considers no transport time as well as lot size one. In contrast to the simulation model, ISTCOMP worked with a batch production system so inventory was kept even within the sections.
As intended, the number of operators was reduced from 123 in Experiment A0 to 96 in experiment B1. The workforce was reduced by 27 operators; this means a reduction of 21.95 %.
Table 9-30 Number of operators entire line
No. of operators Change in value Change in %
A0 123 - -
B1 96 -27 -21,95
Unfortunately, the output volume was decrease by 1/3 in comparison to A0. Table ABC shows the change in output of experiment B1
Table 9-31 Output entire line
Output of total
line [units] Change in value Change in %
A0 712.15 - -
B1 446,64 -265.81 -37,33
9.9 Experiment B2
The improvement strategy of B2 is based on the results gained from experiment B1.

Experiments 125
9.9.1 Improvement strategy - Experiment B2
The aim of the following experiment is again a reduction in the number of opera-tors, while keeping the output volume constant at the same time. Furthermore the line should be balanced through reassigning operators to operations. Work should be distributed more equal regarding the operators’ work load. For this reason the status of each worker was measured in experiment B1 to be comparable to the results from the changes made in B2.
9.9.2 B2 Changes
A worker has two statuses: busy and idle. The work should be distributed more equally to increase the efficiency of .the workforce
The changes in this experiment were completed in all four sections.
First of all the operators with a status of higher than 50% idle, were assigned to more or other operations. This was done either by changing priorities in the “Cal-lOperators” code in the “trigger on entry” field of the server or by reassigning them to the tasks other operators were assigned to before. Additionally, the number of operators was reduced by those operators whose status was 100% idle.
Some examples:
In section I. Body:
• Operator 25 was assigned to workstation 19.
• The assignment of operator 26 was changed to the same as operator 27. Now, both of them are assigned to the workstations 20 and 21.
In section II. C&L:
• It made use of the priority option at workstation 30. In case II-3-30 is busy, operator II-6-33 is called, too.
In section III. Sleeve:
• The 55th operator of the production line takes over workstation number 53, which was handled by operator 50 before.
In section IV. Assembly:
• Operator 71, 72, 73 are assigned to workstation 67. Operator 74 which was assigned to the station before is now responsible for workstations 68 and 69.
• Operator 73 takes over the workstations 61 and 63.
• Operator 96 takes over workstation number 73.
• Operators 81 and 94 are disconnected from the process.

Experiments 126
9.9.3 Results of experiment B2
Through the improvements made in experiment B2 the total number of operators could be reduced by 4.17 %. (See Table 9-32) A reduction of each 2 operators was achieved in sections I. Body and IV. Assembly.
Table 9-32 Number of operators of the entire production line.
Total no. of operators Change in value Change in %
B1 96 27 24,77
B2 92 4 4,17
Table 9-33 shows, that the output value of the entire line was reduced from 446.64 units in experiment B1 to 410.52 units in experiment B2. Thus, the output per shift was reduced by 8.09 %.
Table 9-33 Output volume of the total production line
Input queue/shift Change in value Change in %
B1 446,64 -265,51 -37,28
B2 410,52 -36,12 -8,09
It shall be noted that through the reassignment of the operators to more or other workstations the work load was distributed more evenly between the workers.

Experiments 127
9.10 Overview experiment B
The following sections compare the data of the experiments A0, B1 and B2.
Following factors were investigated:
1. Output
2. Number of operators
3. Productivity per operators
Here, too, it should be noted that those value changes indicated in Table 9-34 to Table 9-44 always refer to the preceding experiment.
9.10.1 Output
As Table 9-33 shows, the output of the entire production line is decreased from 712.25 units in experiment A0 to 410.52 units per section in experiment B2. The output volume was slightly decreased through the changes made in experiment B2.
Table 9-34 Overview B - Output of the entire production line
Input queue/shift Change in value Change in %
A0 712,15 - -
B1 446,64 -265,51 -37,28
B2 410,52 -36,12 -8,09
The following figure shows the output value development according to the experi-ments completed.
Total output of the entire production line
712,15
446,64410,52400,00
450,00
500,00
550,00
600,00
650,00
700,00
750,00
A B1 B2
Output per shift
Fig. 9-16 Total output of the entire production line

Experiments 128
9.10.2 Number of Operators
As shown in Table 9-35 the number of operators could be decreased drastically. In comparison to experiment A0 the number of operators was reduced by 25.2 % in experiment B2. (see Table 9-36)
Table 9-35 overview B – Total number of Operators
Total no. of op-
erators Change in value Change in %
A0 123 - -
B1 96 27 24,77
B2 92 4 4,17
Table 9-36 overview B – Total number of Operators comparison A0 to B2
Total no. of op-
erators Change in value Change in %
A0 123 - -
B2 92 31 25,2
The following figure shows the increase of the total number of operators in the ex-periments A0, B1 and B2 according to the value of Table 9-35.
Number of operators entire production line
123
9692
90
95
100
105
110
115
120
125
A0 B1 B2
Total no. of operators
Fig. 9-17 Number of operators entire production line
In Fig. 9-18 the values of the following tables are shown

Experiments 129
Table 9-37 Overview B - Operator number within section I. Body
I. Body No. of operators Change in value Change in %
A0 31 - -
B1 27 -4 -14,81
B2 25 -6 -22,22
Fig. 9-38 Overview B - Operator number within section II. C&L
II. C&L No. of operators Change in value Change in %
A0 30 - -
B1 19 -11 -42,31
B2 19,00 0 0,00
Table 9-39 Overview B - Operator number within section II. Sleeve
III. Sleeve No. of operators Change in value Change in %
A0 19 - -
B1 14 -5 -26,32
B2 14 0 0,00
Table 9-38 Overview B - Operator number within section IV. Assembly
IV. Assembly No. of operators Change in value Change in %
A0 42 - -
B1 36 -6 -16,67
B2 34 -2 -5,56
In figure Fig. 9-18 Number of operators per section the number of operators per section is shown per section and experiment

Experiments 130
Number of operator per section
3127
25
30
19 1919
14 14
42
3634
12
17
22
27
32
37
42
47
A0 B1 B2
I. Body II. C&L III. Sleeve IV. Assembly
Fig. 9-18 Number of operators per section
9.10.3 Productivity per operator
The following table shows the change in productivity per operator within the ex-perimental series B. As Table 9-39 indicates, the productivity was reduced by 28.82 % regarding the values from experiment A0 and B2,
Table 9-39 Overview B – Productivity per operator entire production line
Productiv-
ity per
worker
No. of
workers
Input
queue
Out-
put/worker
Change in
value
Change
in%
A0 42 712,15 16,96 - -
B1 36 446,64 12,41 -4,55 -17,77
B2 34 410,52 12,07 -0,33 -2,68
Table 9-40 Overview B – Productivity per operator entire production line, A0 vs. B2
Productiv-
ity per
worker
No. of
workers
Input
queue
Out-
put/worker
Change in
value
Change
in%
A0 42 712.15 16.96 - -
B2 34 410.52 12.07 -4.89 -28.82

Experiments 131
Productivity per worker
5,79
4,654,46
4,00
4,50
5,00
5,50
6,00
A0 B1 B2
Productivity per worker
Fig. 9-19 Prodctivity per worker
Table 9-41 to Table 9-44 give an overview about the development in productivity per operator within each section.
Table 9-41 Overview B - Productivity of operators in section I. Body
Productivity
per worker
No. of
workers
Input
queue Output/worker
Change in
value
Change in
%
A0 31 712.16 22.97 - -
B1 27 568.40 21.05 -1.92 -5.63
B2 25 568.36 22.73 1.68 7.99
Table 9-42 Overview B - Productivity of operators in section II. C&L
Productivity
per worker
No. of
workers
Input
queue Output/worker
Change in
value
Change in
%
A0 30 809.96 27.00 - -
B1 19 810.05 42.63 15.64 44.10
B2 19 810.06 42.63 0.00 0.00

Experiments 132
Table 9-43 Overview B - Productivity of operators in section III. Sleeve
Productivi
ty per
worker
No. of
workers
Input
queue
Output/wo
rker
Change in
value
Change in
%
A0 19 1436.08 75.58 - -
B1 14 933.19 66.66 -8.93 -9.21
B2 14 820.34 58.60 -8.06 -12.09
Table 9-44 Overview B - Productivity of operators in section IV. Assembly
Productivi
ty per
worker
No. of
workers
Input
queue
Output/wo
rker
Change in
value
Change in
%
A0 42 712.15 16.96 - -
B1 36 446.64 12.41 -4.55 -17.77
B2 34 410.52 12.07 -0.33 -2.68
The following figure shows the productivities per section.
Productivity of operators per section
22,97 21,05 22,7327,00
42,63 42,63
75,58
66,66
58,60
16,9612,41 12,0712,00
22,00
32,00
42,00
52,00
62,00
72,00
A0 B1 B2
I. Body II. C&L III. Sleeve IV. Assembly
Fig. 9-20 Overview B - Productivity of operators per section
Conclusion 133
10 Conclusion
To evaluate the use of the simulation program “Enterprise Dynamics” in the field of garment production with focus on the application in line balancing, a SWOT analy-sis was made.
Following sections will consider strengths, weaknesses, opportunities and threats of simulation software application in garment manufacturing. 127 In section 10.5 the writer’s experience during the work on this dissertation is described. A future out-look follows in section 10.6.
10.1 Strengths
• Construction and display of different versions of the model are possible so various scenarios can be tested. Thus, analysis of what-if scenarios can be undertaken, at the pre-production stage enabling the detection of mistakes during planning and before realisation. The different versions can be com-pared to achieve the optimal design of the process.
• Designing processes with a high degree of perfection is possible; this enables the user to determine relevant values before the process is constructed in re-ality. Costs caused through realisation of less efficient constructions can be prevented. Factors to monitor the production line can be predetermined. If in the application process the values do not fit to the simulation’s data, the pro-duction line should be monitored to detect where the mistake is located. Ac-cording to the factors predetermined monitoring and controlling of processes is possible.
• Simulation enables a real time observation of the dynamic behaviour of the model and the relationships between the atoms within it.
• First-hand information is available directly after simulation, thus direct feed-back during designing the real world system is possible.
• Visualization of processes makes it easier to communicate with other de-partments. To study processes at several abstraction levels, leads to better understanding of those. Already the set up process of the model gives the analyst a close insight into and understanding of the process.
• Important for training and education in the company as well at educational institutes like universities is that theoretical knowledge can be communicated effectively to the recipient by visualisation. Teaching and demonstration of process concepts is more powerful. Simulation is an excellent medium for educational purposes.

Conclusion 134
• Through the linkages with Excel, data can be transferred directly into a file and so is easily processable. It means that it is more accessible for further usage. The data does not need to be transferred manually into another pro-gram, significant time savings can be achieved.
• The application of the simulation program is easy. Drag and drop construc-tions make the application highly user-friendly. To construct the model no highly sophisticated mathematical formulas are needed. The validity of the simulation model can be easily verified by comparing values of the real pro-duction process with simulation data.
• During construction of the model the analyst does not need to be at the pro-duction site. Especially with long term production planning, like the construc-tion of a new production site the simulation model can be designed from a distance by a specialist.
10.2 Weaknesses
• A huge data base is needed. Data from all factors influencing the process need to be collected and inputted. Building up such a data warehouse is time consuming and expensive. Especially, when human behaviour enters the equation, the construction of a reality-like simulation model is difficult to achieve. Too many factors influence human behaviour so that the data basis is gigantic. Some values need to be collected over time such as values for time taken off due to illness per year.
• The model is based on many simplifications even though collected data is introduced into the model. The decision to which degree of simplification should to be chosen should be made according to the results the simulation is aiming to achieve. Also the decision of which simplifications can be made, and which lead to a wrong model, is a task which only can be undertaken by an experienced simulation model analyst in cooperation with an experienced process planner from the particular industry.
• The results gained through the simulation are only as good as the model. If there are faults in the model’s construction or installations, the results are wrong and of no value for the company. To determine when the model is op-timal is another issue.
• To run the simulation in the experimentation mode of the program is not suit-able for making quick decisions. This method is too slow and most often needs to be run over night to get the results in the morning. So the applica-tion of the program is better suitable for long term planning than to gain quick but not reliable results.

Conclusion 135
• Introducing a new software application like simulation is expensive. Not the price of the program determines the costs, but the set up process which in many cases can only be done with the help of the software producer’s con-sultants. Also training and consulting of employees using the program in daily planning is an investment which needs to be seen as long term payment. It is possible to use the software without any training but to build up complex and reliable systems trained and experienced staff is definitely preferable.
• Knowledge and experience in programming is a prerequisite for application of the software and the creation of realistic models. In general, common em-ployees lack the capacity to write programmes. Addition costs for training will need to be taken into consideration.
• For application in garment manufacturing, so far no visualization data is available. The 3D function is not very useful for the application in garment manufacturing; it does not display a realistic view of the manufacturing site.
10.3 Opportunities
• If in future an ED-Suite for garment manufacturing is developed, the applica-tion and construction of models as well as the 3D view can be improved.
• If the atom library in the program would also contain atoms built for the use in garment manufacturing, the design or construction of the models becomes much easier and most importantly, quicker. Even those employees which are not familiar with simulation and programming are able to use the library tool effectively.
• If the CAD data of machines and equipment is inserted into the program, lay-out planning can be done in combination with line balancing. Optimum proc-esses and layout can be developed simultaneously.
• Simulation can be a powerful tool in training and studying of processes, which make theoretical information easier to understand and represent theoretical matters very effectively, indeed. Research work can be supported by the use of simulation application.
• High speed computer processors make experiments quicker, thus results can be obtained in a shorter time. Time savings can be achieved. The tool would be more suitable for short term application.
10.4 Threats
• The relationship between reality and virtual reality can get lost if planning procedures are only based on data gained trough simulation, experience in

Conclusion 136
the particular field of industry is still essential. Also if planning is done not at the site but at distance, simulation models can be faulty and so the results will replicate the error. In addition, if planning relies only on data gained through simulation, practical knowledge and experience can get lost.
• Some production planners might want to use simulation for all and every change in the line. Quick changes are not made, because the change should be justified by simulation. Flexibility in planning might be reduced.
• Another threat lies in the possibility to get lost in the simulation application. The planner might be prone for being carried away with the possibilities the simulation is offering. The original aim might be forgotten, perfection of the model might be highlighted instead of the real target in planning by using simulation. Model design might be more time consuming.
• Building up a data basis for the usage in the simulation program is time inten-sive. The threat that too much data, which is actually not needed for the ap-plication purpose, is gathered. According to the idea of Lean Manufacturing this causes the production of another type of waste which actually should be prevented.
• To omit important production influencing factors during designing the system is an additional threat. Through oversimplification, results will not display real-ity and so the simulation model is of no use for the application.
• Also if too few simplifications are made, under-simplification occurs and the simulation’s result are not applicable in reality. If the program has to deal with too much data, the time for experimentation increases significantly. The com-plexity of the model increases. Individuals, who are not familiar with the proc-ess, might not understand the model any longer and the communication pos-sibilities the software offers are getting lost.
• If the simulation software application is not used constantly, thus only used on a project basis to solve short term problems, the model needs to be re-vised greatly or even be built up from scratched again. The old model was not adapted to the changes made in between the versions of the models. And so is of no use for further simulation applications.128
10.5 Personal problems of the author
Two aspects should be mentioned here.
Building up a simulation model on the data basis of the company ISTCOMP (see chapter 5) was difficult as many measures, and information needed for the con-struction of the model, were not available at the company. It was a time consuming and difficult process to gain all necessary information.

Conclusion 137
Also, the use of programming language was challenging because this was never a subject in the context of the study program the dissertation was written in.
10.6 Future outlook
The section will sum up the issues discussed above and display evaluation of the author regarding the application of simulation programs in garment manufacturing and in the context of line balancing
Simulation is a powerful tool in planning of production processes. Unfortunately it is not used in garment manufacturing at present; consequently application of the tool is still not adapted to the requirements of this particular industry.
Garment manufacturing is still and will be in future influenced by human behaviour, because it is very handling intensive. Complete automation of the processes are still quite a way off. Human behaviour is complex and has many influencing factor. To consider these influences in simulation, a huge data basis is necessary to con-struct reality like simulation models. Although simulation application offers a wide rage of application fields, in addition to balancing of manufacturing lines, the de-termination of plant capacity, managing of bottlenecks, observation of inventory capacities and work-in-process problems can be considered. Also it is possible to test new practices, to justify capital expenditures, and to optimize production rates. 129
If the companies are willing to introduce the work with a simulation program, only the big companies would be able to cope with the effort of setting up the neces-sary data base. It is unlikely that smaller companies will have the required skilled workforce to handle the program. The construction of a simulation model is time intensive. Besides the costs for training of employees, to be able to design the right model for the purpose, it is more often necessary to take notice of the costs of consultancy by the software program’s producer.
Of course, the tool has great utility for education and staff training purposes The visualization of theoretical concepts leads to a better understanding of the proc-esses displayed. This is also very helpful, for example, when it comes to the im-plementation of changes in the layout. To communicate the reasons for a change is often problematic if based only on theory, the acceptance of the change may be difficult to achieve. By simulation it is possible to show a sceptic the results dy-namically, i.e. a change in the production line set up. It is likely that the rate of ac-ceptance is higher, which makes implementation of changes easier.
If the company, Incontrol Enterprise Dynamics would develop a suite for the appli-cation in garment manufacturing for example on basis of the Logistic Suite and in cooperation with a company from clothing production, it could prove to be a very

Conclusion 138
useful tool, which would make the application of line balancing, as well as layout planning easier.
Due to worldwide competition issues, industrial engineering is getting more and more important in garment manufacturing. To be able to produce garments effi-ciently in the western world, companies need to adapt to best practices and tooling which help to improve productivity. The combination of industrial engineering knowledge and practices in production management is significant in order to be competitive in the global market. Simulation of production processes will definitely be an issue in developments of garment manufacturing in future.

Appendix A 139
A. Appendix A
A.1 List of minimum wages by country130
In Table A-1, a FedEE review of minimum wage rates is shown. The values of im-portant countries regarding garment production and their gross minimum wage rate per month are first shown.
Table A-1 Monthly gross minimum wage rates of an full-time adult employees. aged 23+ [1]
Country Local currency Euro Date effective
Albania 16,000 lek 131.46 28.02.2008 Bulgaria 220 leva 112.48 01.01.2008 Croatia [2] 2,747 kunas 380.97 01.07.2008 Czech Republic [3] 8,000 koruny 318.78 01.01.2007 Estonia 4,350 kroons 278.02 01.01.2008 Hungary [4] 69,000 forints 273.60 01.01.2008
Latvia 160 lats 180 lats
227.66 256.12
01.01.2008 01.01.2009
Lithuania 800 litai 231.70 01.01.2008 Moldova 766.1 lei 46.63 01.01.2007 Montenegro 55.00 01.07.2007 Poland 1,126 zlotys 329.49 01.01.2008 Portugal [5] 426.00 01.01.2008 Romania [6] 500.00 new lei 140.28 01.01.2008 Russian
Federation
2,300 roubles 4,330 roubles
61.76 116.86
01.09.2007 01.01.2009
Serbia 11,094 new dinars 138.41 01.08.2007 Slovakia 8,100 koruny 250.50 01.10.2007 Slovenia 566.53 01.03.2008 Turkey 608.40 new lira 290.42 01.01.2008 Ukraine 525 hryvnias 67.04 01.04.2008
NOTES:
[1] Where official rates are expressed by the hour or week, they have been converted to monthly rates on the basis of a 40-hour week and 52-week year. Minimum wage figures are gross (pre-tax) rates and exclude any 13th or 14th month payments that may be due under national legislation, collective agreements, custom or practice. [2] Croatia: there has been no statutory minimum wage since 1996, but there is a 'lowest wage' for full-time work. [3] Czech Republic: Rates may not include travel allowances, on-call payments and severance compensation. [4] Hungary: the minimum wage is 20% higher than the basic national minimum for those with sec-ondary or vocational education but under two years' experience, and 25% higher for those with at

Appendix A 140
least two years' experience or older than 50 years of age. Employees with university-level educa-tion are entitled to a minimum wage that is 60% higher than the basic national minimum. [5] Greece, Portugal, Spain: white-collar workers only. Workers normally entitled to 14 monthly payments per year. [6] Romania: based on 170 hours per month.

Appendix B 141
B. Appendix B
B.1 Data Basis – Machinery
Following Table lists the available machinery in the Ladies’ jacket production line at ISTCOMP.
Table B-1 Machinery at ISTCOMP131
Mach
ine
ry
no
.
Machinery Type/Name operation the machinery is used in
1 sewing machine,JUKI,type 39376 edge stitch on the collar 2 sewing machine,JUKI,type JMNS sew comma seam 3 ironing machine, ALBA mark the collar, fuse interliningto under collar 4 sewing machine,JUKI,type MP200N point stitch
5 sewing machine,Union Special Colum-bia
point stitch
6 ironing machine, Malkan press collar center seam 7 ironing machine, Malkan press collar 8 sewing machine,Brother, type BF40 preparing hanger loop 9 sewing machine,Brother, type BF40 back center vent 10 sewing machine,JUKI,type CP160 fix lining to shoulder side 11 sewing machine, Brother,type BF40 join lining to facing 12 sewing machine,JUKI,type CP160 join lining to facing and fringe 13 sewing machine, JUKI, type CP160 insert collar 14 ironing machine, ALBA press lining 15 ironing machine, ALBA fuse interlining to front body 16 overlock sewing mach.,JUKI,MD3616 overlock seam 17 sewing machine,JUKI, DMN-5420N-7 plain seam 18 table mark collar & regulation of collar 19 sewing machine, JUKI, DDL-5550N-3 join front and back collar 20 sewing machine,JUKI,type CP170 prepare labels 21 sewing machine, Brother,type BF40 sew side seam 22 sewing machine,JUKI, type CP160 sew back center of lining and fringe 23 sewing machine, JUKI, DLN-5410N-7 plain seam 24 sewing machine,JUKI,CP160 sew back side seam of lining 25 sewing machine,JUKI,DMN-5420N-7 sew shoulder side seam 26 sewing machine,JUKI,type CP160 sew shoulder side seam 27 sewing machine, Pfaff, type 1183 sew mark label 28 sewing machine, JUKI, type CP160 join lining to collar 29 ironing machine, ALBA final press of lining 30 Table separation of parts coming from cutting room 31 ironing machine, ALBA fuse interlining to front body 32 table mark and prepare pocket flap

Appendix B 142
33 sewing machine, JUKI, DLN-5410N-7 sew front side and dart 34 sewing machine, JUKI, type CP160 sew front side and dart 35 sewing machine, Brother,type BF40 sew front side and dart 36 ironing machine, ALBA press pocket flap 37 table regulate pocket flap and turn back 38 sewing machine, JUKI, type CP160 sew pocket flap 39 sewing machine, JUKI,DDL-9000S join pocket flap 40 sewing machine, JUKI, type CP170 close the pocket bag 41 sewing machine, Brother,type BF40 close the pocket bag 42 fileto makinesi,Robotech,auto mark welt pocket and attach pocket bag 43 strobel machine, Maier DC1500 fuse strobel interlining to facing 44 table match lining to body 45 ironing machine, Ayvaz fuse chest interlining and press pocket 46 sewing machine, JUKI, type CP560 sew back center seam 47 sewing machine, JUKI, type CP160 sew back side seam 48 sewing machine, Brother,type BF40 sew front side seam 49 sewing machine, Brother,type BF40 sew front side seam 50 sewing machine, Auto Beisler press welt pocket & join to front and back 51 sewing machine, Auto Beisler press welt pocket & join to front and back
52 sewing machine,JUKI,type DDL-5550N-3
close the pocket bag
53 sewing machine, JUKI, type CP160 close the pocket bag 54 sewing machine, JUKI, type CP170 close the pocket bag 55 sewing machine, JUKI, type CP160 close the pocket bag 56 sewing machine, JUKI, DLN-5410N-7 preparing pocket facing 57 ironing machine, ALBA open press back seam 58 ironing machine, ALBA fuse interlining to front and press front seam 59 ironing machine, ALBA fuse interlining to front and press front seam 60 ironing machine, ALBA fuse interlining to front and press front seam 61 ironing machine, ALBA fuse interlining to front armhole 62 ironing machine, ALBA fuse interlining to front armhole 63 sewing machine, JUKI, type CP160 preparing chest pocket 64 sewing machine, Pfaff, type 1183 join chest pocket 65 ironing machine, ALBA fuse interlining to front armhole and collar 66 sewing machine, JUKI, type CP160 close the pocket bag 67 buttonhole machine, JUKI open buttonhole on sleeve 68 sewing machine, Dürkopp Adler join collar edge
69 sewing machine with side knife, Pfaff match front body with lining& insert facing to body with side knife mach.
70 sewing machine with side knife, Pfaff match front body with lining& insert facing to body with side knife mach.
71 sewing machine, JUKI, type CP 230 join lining to hem 72 sewing machine, JUKI, type CP 160 join lining to hem 73 sewing machine, JUKI, type CP 160 join lining to hem 74 ironing machine, Malkan final press 75 ironing machine, Malkan final press 76 ironing machine, Malkan final press 77 sewing machine, JUKI, type CP160 insert collar 78 sewing machine, JUKI, type CP160 insert collar 79 sewing machine, JUKI, type CP160 close collar back

Appendix B 143
80 ironing machine, Malkan press lapel and collar seam 81 ironing machine, Malkan press lapel and collar seam 82 table clean tread ends and regulation of lapel 83 sewing machine, JUKI, type CP160 edge stitch on the lapel 84 sewing machine, JUKI, type CP160 edge stitch on the lapel 85 bartack machine, JUKI, type LP1900 bartack buttonhole 86 buttonhole machine, JUKI open buttonhole 87 sewing machine, Brother,type BF40 prepare chest interlining 88 ironing machine, malkan fold hem 89 ironing machine, Rotondi press shoulder seam 90 ironing machine, ALBA open press side seam 91 ironing machine, Rotondi open press side seam 92 table clean thread ends 93 table clean thread ends 94 bartack machine, JUKI, type LP1900 bartack buttonhole 95 buttonhole machine, JUKI open buttonhole
96 sewing mach. With side knife,Pfaff,37138
regulate chest interlining
97 sewing machine, JUKI, type CP160 insert shoulder & side seam 98 sewing machine, JUKI, type CP160 insert shoulder & side seam 99 table match arms 100 table match arms 101 sewing machine, JUKI, DLN-5410N-7 turn back body & edge stitch on the arm 102 sewing machine, JUKI, DLN-5410N-7 turn back body & edge stitch on the arm 103 table mark buttonholes 104 sewing machine, JUKI, type CP160 insert armhole lining 105 sewing machine, JUKI, type CP160 insert armhole lining 106 sewing machine, JUKI, type CP160 insert armhole lining 107 sewing machine, Dürkopp Adler insert elbow stitch
108 sewing machine,JUKI,type DDL-5550N-3
preparation of the sleeve lining
109 sewing machine, JUKI, type CP160 sew sleeve miter 110 sewing machine, JUKI, type CP160 sew back sleeve miter 111 sewing machine, JUKI, type CP160 insert elbow stitch 112 button sewing machine, JUKI, sew buttons 113 sewing machine, JUKI, DDL-5550N-3 insert under sleeve 114 sewing machine, JUKI, type CP160 insert sleeve lining to sleeve 115 sewing machine, JUKI, DLN-5410N-7 join lining bottom of sleeve 116 sewing machine, Pfaff,type 33756 insert arm to body 117 sewing machine, Pfaff,type 33756 insert arm to body 118 sewing machine, Pfaff,type 33756 insert arm to body 119 sewing machine, Pfaff,type 33756 insert arm to body 120 sewing machine, JUKI, type CP160 preparation of the sleeve lining 121 sewing machine, JUKI,DLN-5410N-7 sew sleeve miter 122 ironing machine, Special press elbow stitch 123 ironing machine, Special press elbow stitch 124 ironing machine, Special press under sleeve 125 sewing machine, JUKI, type CP160 insert sleeve lining to sleeve 126 ironing machine, Malkan turn back sleeve and press 127 sewing machine, Pfaff, type 33756 insert sleeve head

Appendix B 144
128 sewing machine,JUKI,type CP160 shape arm 129 sewing machine, JUKI, DDL-5550N-3 prepare sleeve head 130 ironing machine, ALBA press shoulder seam 131 sewing machine, Dürkopp Adler, VD374 insert sleeve pad 132 sewing machine, Dürkopp Adler, VD375 insert sleeve pad
133 sewing machine, JUKI, DDL-5550N-3 insert sleeve pad and turn back
Fig. B-1 and Fig. B-2 show the position of the equipment within the layout plan.

Appendix B 145
Fig. B-1 Machinery at ISTCOMP within the sections I. Body and II. C&L.132

Appendix B 146
Fig. B-2 Machinery at ISTCOMP within the sections III. Sleeve and IV. Assembly133

Appendix C 147
C. Appendix C
C1. ED System requirements:134
ED System requirements
The following data shall give an insight about the requirements for using Enter-prise Dynamics. Of course the mentioned values and recommendations should be adapted to the circumstances the software should be used in.
Requirements:
• Microsoft Windows operating system, compatible with Microsoft Windows 98 (Se), 2000 (Service Pack 3), XP (Service Pack 2) and NT4 (Service Pack 6).
• Configuration depends on the application of the
The following table is showing a list for three different hardware configurations, minimum, recommended and advanced.
Table C-1 Hardware configurations135
Minimum Recommended Advanced
Processor: 200 MHz 1500 MHz 3000 MHz
Memory: 64 Mb 512 Mb 1 Gb
Harddisk space: 400 Mb 1 Gb 8 Gb
Operating sys-
tem: Windows 98 Windows 2000/XP Windows 2000/XP
Videocard: OpenGL
compatible
Consumer OpenGL
Professional OpenGL
To be able to use ED at full extent, it is recommended to apply the software in a system which is equipped with a 3D graphics card with at least 32 Mb RAM.

Appendix D 148
D. Appendix D
D1. Simulation Model Layout
Fig. D-1 and Fig. D-2 show the layout of the simulation model generated with the Logistics Suite of Enterprise Dynamics.
Fig. D-1 “Enterprise Dynamics” simulation model layout136
Fig. D-2“Enterprise Dynamics” simulation model layout with connections137

Appendix E 149
E. Appendix E
Overview experiment A
E1. Output of the sections individually
The output of the section is shown of each section individually, and then the change in output volume Table E-1 to Table E-9.
Table E-1 Overview experiment A – Output volume per shift section I. Body
I. Body Input queue Change in value Change in %
A 712,16
A1 925,81 213,65 30,00
A2 925,62 -0,19 -0,02
A3 921,82 -3,80 -0,41
A4 921,92 0,10 0,01
Table E-2 Overview experiment A – Output volume per shift section II. Collar & Lining
II. C&L Input queue Change in value Change in %
A 809,96
A1 810,02 0,06 0,01
A2 981,81 171,79 21,21
A3 981,02 -0,79 -0,08
A4 921,92 -59,10 -6,02
Table E-3 Overview experiment A – Output volume Section III. Sleeve
III. Sleeve Input queue Change in value Change in %
A 1436,08
A1 1587,12 151,04 10,52
A2 1844,54 257,42 16,22
A3 1844,38 -0,16 -0,01
A4 1842,05 -2,33 -0,13

Appendix E 150
Table E-4 Overview experiment A – Output volume section IIIb. Sleeve Preparation
IIIb. Sleeve Prep. Input queue Change in value Change in %
A 712,12
A1 762,43 50,31 7,06
A2 925,34 162,91 21,37
A3 921,94 -3,40 -0,37
A4 921,84 -0,10 -0,01
E2. Number of operators per section
Table E-5 Overview experiment A – Number of operators in section I. Body and II. C&L
I. Body No. of operators change in value change in %
A0 31 - -
A1 32 1 0,03
A2 32 0 0,00
A3 27 -5 -0,16
A4 27 0 0,00
Table E-6 Overview experiment A – Number of operators in section II. C&L
II. C&L No. of operators change in value change in %
A0 30 - -
A1 30 0 0,00
A2 30 0 0,00
A3 26 -4 -0,13
A4 26 0,00 0,00

Appendix E 151
Table E-7 Overview experiment A – Number of operators in section III. Sleeve.
III. Sleeve No. of operators change in value change in %
A0 19 - -
A1 20 1 0,05
A2 20 0 0,00
A3 19 -1 -0,05
A4 19 0 0,00
Table E-8 Overview experiment A – Number of operators in section IIIb. Sleeve Prep.
IIIb. Sleeve Prep. No. of operators change in value change in %
A0 1 - -
A1 1 0 0,00
A2 1 0 0,00
A3 1 0 0,00
A4 1 0 0,00
Table E-9 Overview experiment A – number of operators in section IV. Assembly
No. of operators change in value change in%
A0 42 - -
A1 42 0 0,00
A2 42 0 0,00
A3 36 -6 -0,14
A4 36 0 0,00

Appendix E 152
E3. Number of operators per section
Table E-10 Overview experiment A – Productivity of operators per output value in section I.
Productiv-
ity per
worker
no. Of
workers
input
queue
Out-
put/worker
change in
value
change in
%
A0 31 712,16 22,97 - -
A1 32 925,81 28,93 5,96 0,26
A2 32 925,62 28,93 -0,01 0,00
A3 27 921,82 34,14 5,22 0,18
A4 27 921,92 34,15 0,00 0,00
Table E-11 Overview experiment A – Productivity of operators per output value in section II.
Productiv-
ity per
worker
No. Of
workers
Input
queue
Out-
put/worker
Change in
value
Change in
%
A0 30 809,96 27,00 - -
A1 30 810,02 27,00 0,00 0,00
A2 30 981,81 32,73 5,73 0,21
A3 26 981,02 37,73 5,00 0,15
A4 26 921,92 35,46 -2,27 -0,06
Table E-12 Overview experiment A – Productivity of operators per output value in section III.
Productiv-
ity /
worker
No. Of
workers
Input
queue
Out-
put/worker
Change in
value
Change in
%
A0 19 1436,08 75,58 - -
A1 20 1587,12 79,36 3,77 0,05
A2 20 1844,54 92,23 12,87 0,16
A3 19 1844,38 97,07 4,85 0,05
A4 19 1842,05 96,95 -0,12 0,00

Appendix E 153
Table E-13 Overview experiment A – Productivity of operators per output value in section IIIb.
Productivi
ty / worker
No. of
workers
Input
queue
Output/wo
rker
change in
value
change in
%
A0 1 712,12 712,12 - -
A1 1 762,43 762,43 50,31 0,07
A2 1 925,34 925,34 162,91 0,21
A3 1 921,94 921,94 -3,40 0,00
A4 1 921,84 921,84 -0,10 0,00
Table E-14 Overview experiment A – Productivity of operators per output value in section IV.
Productiv-
ity /
worker
No. of
workers
Input
queue
Out-
put/worker
Change in
value
Change in
%
A0 42 712,15 16,96 - -
A1 42 762,37 18,15 1,20 0,07
A2 42 925,34 22,03 3,88 0,21
A3 36 921,91 25,61 3,58 0,16
A4 36 921,85 25,61 0,00 0,00

Appendix F 154
F. Appendix F
Overview experiment B
F1. List of operators and their assignments to servers
according to Layout of ISTCOMP
Table F-1 Assignment of operators to operations at ISTCOMP (part 1/2)
Number of Number of Number of Number of
Op
era
tor
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
I-1 1 I-25 18 III-3-49 45, 49, 51
IV-13-73 66
I-2 1 I-26 19, 20
III-4-50 46, 53
IV-14-74 67, 68, 69
I-3 1 I-27 20, 21
III-5-51 47 IV-15-75 71
I-4 2 II-1-28 22, 27
III-6-52 48 IV-16-76 71
I-5 2 II-2-29
23, 24, 25, 31
III-7-53 49 IV-17-77 71
I-6 3 II-3-30 30, 31
III-8-54 50, 52
IV-18-78 72, 73
I-7 4 II-4-31 26 III-9-55 54 IV-19-79 74
I-8 4 II-5-32 28, 29
III-10-56 55 IV-20-80 75
I-9 5 II-6-33 32 III-11-57 56, 51
IV-21-81 75
I-10 6 II-7-34 33 III-12-58 56 IV-22-82 76
I-11 12 II-8-35 35 III-13-59 55 IV-23-83 77
I-12 13 II-9-36 36 III-14-60 57 IV-24-84 78

Appendix F 155
Table F-2 Assignment of operators to operations at ISTCOMP (part 22)
Number of Number of Number of Number of O
pera
tor
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
Ope
rato
r
Ope
ratio
n
I-13 14 II-10-37 34 IV-1-61 58 IV-25-85 78
I-14 7, 15 II-11-38 37 IV-2-62 59 IV-26-86 78
I-15 16 II-12-39 38 IV-3-63 59 IV-27-87 79
I-16 16 II-13-40 39 IV-4-64 60 IV-28-88 80, 81
I-17 16 II-14-41 40 IV-5-65 61, 63
IV-29-89 82
I-18 16 II-15-42 40 IV-6-66 62 IV-30-90 83
I-19 17 II-16-43 41 IV-7-67 62 IV-31-91 84
I-20 8 II-17-44 41 IV-8-68 62 IV-32-92 83
I-21 9 II-18-45 42 IV-9-69 62 IV-33-93 85
I-22 10 II-19-46 42, 43
IV-10-70 64, 65
IV-34-94 85
I-23 11 III-1-47 44 IV-11-71 66 IV-35-95 85
I-24 18 III-2-48 44 IV-12-72 66 IV-36-96 85

Bibliographical references 156
Bibliographical references
[1] J. K. LIKER (c2004): The Toyota way: 14 management principles from the world’s greatest
manufacturer, New York, McGrawhill.
[2] G.FOZZARD / J.SPRAGG / D.TYLER (1995): Simulation of flow lines in clothing manufacture, International Journal of Clothing , Science and Technology, MCB University Press., Vol.8 No.4, pp.17-27.
[3] O. KUTZ / C. ZERRES / M. ZERRES, „Wertkettenanalyse“, date of publication: unknown, URL: http://www.studentensupport.de (10.03.2008, 16:41).
[4] A. C. CAPUTO / M. PALUMBO (2005): Manufacturing re-insourcing in the textile industry, Emerald group publishing Ltd., Industrial Management & Data Systems, Vol. 105, No.2.
[5] S. KURSUN / M. DINCMEN / F. KALAOGLU (2007): Production Line Modelling in Textile In-dustry by Simulation and Determination of suitable job flow, Technical University Istanbul.
[6] G.FOZZARD / J.SPRAGG / D.TYLER (1995): Simulation of flow lines in clothing manufacture, International Journal of Clothing , Science and Technology, MCB University Press., Vol.8. No.4, pp.17-27
[7] A. C. CAPUTO / M. PALUMBO (2005): Manufacturing Re-insourcing in the Textile Industry, Emerald group publishing Ltd., Industrial Management & Data Systems, Vol. 105, No.2.
[8] SOCIETY OF MANUFACTURING ENGINEERS (2004): China is loosing more manufacturing jobs in U.S., New York 2004, URL: http://www.sme.org/cgi-bin/get-press.pl?&&20041170&ND&&SME& (26.03.2008, 5:00).
[9] R. MOSSER BARNES (1980): Equation “Productivity”.
[10] R. MOSSER BARNES (1980): “Motion and Time Study - Design and Measurement of work”, 7th edition, John Wiley & Sons Editorial, New York.
[11] R. MOSSER BARNES (1980): Equation “Labour productivity”.
[12] R. MOSSER BARNES (1980): Equation “Takt Time”.
[13] G.FOZZARD / J.SPRAGG / D.TYLER (1995): Simulation of flow lines in clothing manufacture, International Journal of Clothing , Science and Technology, MCB University Press., Vol.8 No.4, pp.17-27.
[14] L. RAMBAUSEK (2008): Figure “Procedural method”.
[15] P.A. FERRINGTON / B.J. SCHROER / J.J. SWAIN, Y. FENG (1994): “Simulators as a tool for rapid manufacturing simulation”, Proceedings of the 1994 winter Simulation Conference.
[16] J. WANG / B.J. SCHROER / M.C. ZIEMKE (1991): “Understanding modular manufacturing in the apparel industry using simulation”, Proceedings of the 1991 Winter Simulation Conference.
[17] F. KALAOĞLU / C. SARICAN (2007): “Analysis of modular Manufacturing System in Clothing Industry by USING Simulation“, Fibres and Textiles in eastern Europe, Vol. 15, No.3 (62).
[18] 1996 - 2006 PROCESS QUALITY ASSOCIATES INC. (2008): Lean manufacturing, http://www.pqa.net/ProdServices/leanmfg/lean.html (14.6.2008, 15:32).

Bibliographical references 157
[19] JAMES P. WOMACK / DANIEL T. JONES (C1996): Lean Thinking: Banish Waste and Create Wealth in your Corporation [electronic resource], Simon & Schuster, New York.
[20] M.A. YOUSSEF (1994): Agile manufacturing: the battleground for competition in the 1990s and beyond”, International Journal of Operations & Production Management, Vol. 14, No.11, pp.4-6.
[21] G. CONNER (2001): Lean Manufacturing for the Small Shop, Society of Manufacturing Engi-neers, Dearborn, Michigan.
[22] G. CONNER (2001): Equation “Lead time”.
[23] G. CONNER (2001): Equation “Value added ratio”.
[24] G. CONNER (2001): Lean Manufacturing for the Small Shop, Society of Manufacturing Engi-neers, Dearborn, Michigan.
[25] G. CONNER (2001): Lean Manufacturing for the Small Shop, Society of Manufacturing Engi-neers, Dearborn, Michigan.
[26] R. MOSSER BARNES (1980): Equation “Takt time”.
[27] G. CONNER (2001): Lean Manufacturing for the Small Shop, Society of Manufacturing Engi-neers, Dearborn, Michigan.
[28] JAMES P. WOMACK / DANIEL T. JONES (c1996): Lean Thinking: Banish Waste and Create Wealth in your Corporation [electronic resource], Simon & Schuster, New York.
[29] L. RAMBAUSEK (2008): Table “Areas in which waste can be avoided”.
[30] L. RAMBAUSEK (2008): Figure “Decision Tree for the Evaluation of Processes”.
[31] A. C. CAPUTO / M. PALUMBO (2005): Manufacturing Re-insourcing in the textile industry, Emerald group publishing Ltd., Industrial Management & Data Systems, Vol. 105, No.2.
[32] T. PARDI (2007): Redefining the Toyota Production System: The European side of the story, New Technology, Work and Employment, journal compilation, Blackwell publishing Ltd., Ox-ford.
[33] G. CONNER (2001): Lean Manufacturing for the Small Shop, Society of Manufacturing Engi-neers, Dearborn, Michigan.
[34] ISTCOMP (2008): Figure “Ladies’ jacket basic model”.
[35] L. RAMBAUSEK (2008): Figure “Drawing of ladies’ jacket production line (sections I & II)”.
[36] L. RAMBAUSEK (2008): Figure “Advanced sketch of the production line (all sections)”.
[37] L. RAMBAUSEK (2008): Figure “Layout ladies’ jacket production line, work flow at 22.02.2008”.
[38] L. RAMBAUSEK (2008): Figure “Layout ladies’ jacket production line, work flow at 22.02.2008 (part1/2)”.
[39] L. RAMBAUSEK (2008): Figure “Area which is worked-on in section I. Body”.
[40] L. RAMBAUSEK (2008): Figure “Parts which are worked on in section II.C&L”.
[41] L. RAMBAUSEK (2008): Figure “Layout Ladies’ jacket production line, work flow at 22.02.2008
(part2/2)”.

Bibliographical references 158
[42] L. RAMBAUSEK (2008): Figure “Parts which are sub-assembled in section III”.
[43] L. RAMBAUSEK (2008): Figure “Parts which are assembled in section IV”.
[44] L. RAMBAUSEK (2008): Figure “Number of workers I”.
[45] L. RAMBAUSEK (2008): Figure “Number of workers II”.
[46] L. RAMBAUSEK (2008): Figure “Average age of the workers”.
[47] L. RAMBAUSEK (2008): Figure “Average experience in this job”.
[48] L. RAMBAUSEK (2008): Figure “Number of operations the operators are trained-in”.
[49] R. MOSSER BARNES, “Motion and Time Study - Design and Measurement of work”, 7th edi-tion, John Wiley & Sons Editorial, New York, 1980.
[50] 5 standard symbols determined by “The American Society of Mechanical Engineers”.
[51] L. RAMBAUSEK (2008): Figure “Work flow chart Ladies’ jacket production line, work flow at
22.02.2008”.
[52] L. RAMBAUSEK (2008): Figure “Work flow chart Ladies’ jacket production line, work flow at
22.02.2008 (part1/4)”.
[53] L. RAMBAUSEK (2008): Figure “Work flow chart Ladies’ jacket production line, work flow at
22.02.2008 (part2/4)”.
[54] L. RAMBAUSEK (2008): Figure “Work flow chart Ladies’ jacket production line, work flow at
22.02.2008 (part3/4)”.
[55] L. RAMBAUSEK (2008): Figure “Work flow chart Ladies’ jacket production line, work flow at
22.02.2008 (part4/4)”.
[56] R. MOSSER BARNES (1980): Motion and Time Study - Design and Measurement of work, 7th edition, John Wiley & Sons Editorial, New York.
[57]REFA – Verband für Arbeitsstudien und Betriebsorganisation E.V., Darmstadt. “REFA-
Zeitaufnahmebogen Z2 für Abläufe mit Wiederholungen” , Beuth Verlag GmbH, Berlin und
Köln.
[58]REFA – Verband für Arbeitsstudien und Betriebsorganisation E.V., Darmstadt.
“Ergänzungsbogen zu REFA-Zeitaufnahmebogen Z2” , Beuth Verlag GmbH, Berlin und Köln.
[59]REFA – Verband für Arbeitsstudien und Betriebsorganisation E.V., Darmstadt: Equation
“Average of measured times”.
[60]REFA – Verband für Arbeitsstudien und Betriebsorganisation E.V., Darmstadt: Equation
“Standard time”.
[61] S. KURSUN / M. DINCMEN / F. KALAOGLU (2007): Production Line Modelling in Textile In-dustry by Simulation and Determination of suitable job flow, Technical University Istanbul.
[62] A.J. CHUTER (1998): Introduction to clothing production management, Wrenbury Associates, Leeds.
[63] B. NIEBEL / A. FREIVALS (2003): International Edition Methods, Standards, and work design”, 11th edition, McGraw-Hill.

Bibliographical references 159
[64] B. NIEBEL / A. FREIVALS (2003): International Edition Methods, Standards, and work design”, 11th edition, McGraw-Hill.
[65] B. NIEBEL / A. FREIVALS (2003): International Edition Methods, Standards, and work design”, 11th edition, McGraw-Hill.
[66] B. NIEBEL / A. FREIVALS (2003): International Edition Methods, Standards, and work design”, 11th edition, McGraw-Hill.
[67] L. RAMBAUSEK (2008): Figure “Work element sharing”.
[68] L. RAMBAUSEK (2008): Figure “Division of work element”.
[69] L. RAMBAUSEK (2008): Figure “Assembly sequence”.
[70] L. RAMBAUSEK (2008): Figure “Hierarchies at HB”.
[71] HUGO BOSS, Izmir (2008): Equation “Group efficiency”.
[72] HUGO BOSS, Izmir (2008): Equation “Group performance”.
[73] HUGO BOSS, Izmir (2008): Equation “Personal efficiency”.
[74] HUGO BOSS, Izmir (2008): Equation “Personal performance”.
[75] HUGO BOSS, Izmir (2008): Equation “Output volume according to HB.
76 Z.X. GUO, W.K. WONG, S.Y.S. LEUNG, J.T. FAN, J.T., S.F. CHAN (2007): Genetic
optimization of order scheduling with multiple uncertainties, Expert Systems
with Applications, published online doi:10.1016/j.eswa.2007.08.058.
77 W.K. WONG, S.Y.S. LEUNG, P.Y. MOK (2006): Developing a genetic optimisation approach to
balancing an apparel assembly line, International Journal of Advanced
Manufacturing Technology, Vol.28, pp.387-394.
78 B.L. SONG / W.K. WONG / J.T. FAN / S.F. CHAN (2006): A recursive operator allocation ap-
proach for assembly line-balancing optimization problem with the consideration of operator ef-
ficiency, Computers & Industrial Engineering, 51, p. 585-608.
79 W.K. WONG, S.Y.S. LEUNG, P.Y. MOK (2006): Developing a genetic optimisation approach to
balancing an apparel assembly line, International Journal of Advanced
Manufacturing Technology, Vol.28, pp.387-394.
80 K.C.C. CHAN / P.C.L. HUI / K.W: YEUNG / F.S.F. NG (1998): Handling the assembly line bal-
ancing problem in clothing industry using a generic algorithm, International Journal of Clothing
Science and Technology, Vol. 10 No. 1, p.21-37.
81 C. BECKER / A. SCHOLL (2006): A SURVEY ON PROBLEMS AND METHODS IN GENERAL-
IZED Assembly Line Balancing, European Journal of Operational Research 168(3)
694-715.
[82] P.C.L. HUI / K.C.K. CHAN / K.W. YEUNG (1996): Modelling job complexity in garment manu-
facture by inductive learning, International Journal of Clothing Science and Technology, Vol. 9.
No. 1, p.34-44.

Bibliographical references 160
[83] Z.X. GUO, W.K. WONG, S.Y.S. LEUNG, J.T. FAN, J.T., S.F. CHAN (2007): Genetic
optimization of order scheduling with multiple uncertainties, Expert Systems
with Applications, published online doi:10.1016/j.eswa.2007.08.058.
[84] Z.X. GUO, W.K. WONG, S.Y.S. LEUNG, J.T. FAN, J.T., S.F. CHAN (2007),: Genetic
optimization of order scheduling with multiple uncertainties, Expert Systems
with Applications published online doi:10.1016/j.eswa.2007.08.058.
[85] P.C.L. HUI / K.C.K. CHAN / K.W. YEUNG (1996): Modelling job complexity in garment manu-
facture by inductive learning, International Journal of Clothing Science and Technology, Vol. 9.
No. 1, p.34-44.
[86] R.MANZINI / E. FERRARI / M. GAMBERI (2005): Simulation performance in the optimisation
of the supply chain, Journal of Manufacturing Technology, Vol. 16, No. 2, p.127-144.
[87] C. ANDRÉS / C. MIRALLES / R. PASTOR (2008): Balancing and scheduling tasks in assem-
bly lines with sequence-dependent setup times, European Journal of Operational Research,
187, p.1212-1223.
[88] N. BOYSEN / M. FLIEDNER / A. SCHOLL (2008): Assembly line balancing: Which model to
use when?, International Journal of production Economics, 111, 509-528.
[89] A. SCHOLL / C. BECKER (2006): State-of-the-art Exact and Heuristic Solution Procedures
for Simple Assembly Line Balancing, European Journal of Operational Research
168(3) p. 666-693.
[90] R. GAMBERINI / A. GRASSI / B. RIMINI (2006): A New Multi-objective Heuristic
Algorithm for Solving the Stochastic Assembly Line Re-balancing Problem,
International Journal of Production Economics 102(2) 226-243.
91 W.K. WONG /C.K. KWONG / P.Y MOK, / W.H. IP (2006): Genetic Optimization of JIT
Operation Schedules for Fabric-cutting Process in Apparel Manufacture, Journal
of Intelligent Manufacturing 17(3), 341-354.
92 Z.X. GUO / W.K. WONG / S.Y. S. LEUNG / J.T. FAN / S.F. CHAN (2006): Mathematical Model
and Genetic optimization for the job shop scheduling problem in a mixed- and multi-product
assembly environment: A case study based on apparel industry, Computers & Industrial Engi-
neering, 50, p. 202-219.
93 S. G. DIMITRIADIS (2006): Assembly line balancing and group working: a heuristic procedure
for workers’ groups operating on the same product and workstation, Computers & Operations
Research, 33, p. 2757-2774.
94 Y.K.KIM / W.S. SONG / J. H. KIM (2007): A mathematical model and a generic algorithm for
two-sided assembly line balancing, Computers & Operations Research.
95 J. F. O’KANE (2003): Simulation as enabler for organisational excellence, Measuring Business
Excellence, Vol. 7, No. 4, p. 12-19.
96 K.C.C. CHAN / P.C.L. HUI / K.W: YEUNG / F.S.F. NG (1998): Handling the assembly line bal-
ancing problem in clothing industry using a generic algorithm, International Journal of Clothing
Science and Technology, Vol. 10 No. 1, p.21-37.

Bibliographical references 161
97 N.BOYSEN / M. FLIEDNER / A. SCHOLL (2007): A classification of assembly line balancing
problems, European Journal of Operational Research, 183, p. 674-693.
[98] Incontrol Enterprise Dynamics (2008), URL: http://www.incontrol.nl/?to=products (28.04.2008, 17:43).
[99] Enterprise Dynamics®7, Tutorial ED7, Educational Single-User Licence, Incontrol simulation software B.V., The Netherlands Training Basics.
[100] Incontrol Enterprise Dynamics (2008): Figure “Logo of the simulation software Enterprise Dynamics”.
[101] A. E. RIZZOLI (2007): A Collection of Modelling and Simulation Resources on the Internet, URL: http://www.idsia.ch/~andrea/simtools.html (28.04.2008, 18:17)
[102] SIMARON (2008): URL: http://www.simaron.com/ED.htm?to=references_harbor (26.07.2008 11:58).
[103] W. B. NORDGREN (2001): Taylor enterprise dynamics, Winter Simulation Conference, Pro-ceedings of the 33rd conference on Winter simulation, Arlington, Virginia, p.69 – 271.
[104] L. GOULD (unknown): Simulation: The Real Story, Gardner Publications Inc., URL: http://www.autofieldguide.com/articles/010202.html (14.6.2008, 15:45).
[105] Incontrol Enterprise Dynamics (2008), URL: http://www.incontrol.nl (28.04.2008, 17:33).
[106] Incontrol Enterprise Dynamics (2008): Figure “VR-simulation of a warehouse system and a production line with the ED Logistic Suite”.
[107] Incontrol Enterprise Dynamics (2008), URL: http://www.incontrol.nl/?to=features (28.04.2008, 17:50).
[108] Incontrol Enterprise Dynamics (2008), URL: http://www.enterprisedynamics.com/?to=downloads (28.04.2008, 18:02).
[109] G.FOZZARD / J.SPRAGG / D.TYLER, 1995, Simulation of flow lines in clothing manufacture, International Journal of Clothing , Science and Technology, Vol.8 No.4, pp.17-27, MCB Uni-versity Press.
[110] L. GOULD (unknown): Simulation: The Real Story, Gardner Publications Inc., URL: http://www.autofieldguide.com/articles/010202.html (14.6.2008, 15:45).
[111] L. RAMBAUSEK (2008): Figure “The layout of the simulation model”.
[112] L. RAMBAUSEK (2008): Figure “The atoms source, queue, server and assembler”.
[113] L. RAMBAUSEK (2008): Figure “Simulation model after the channels are connected”.
[114] L. RAMBAUSEK (2008): Figure “Simulation model after the channels are connected (more detailed)”.
[115] Stat:Fit, Stat:Fit Version 2 tutorials, Statistically Fit Program, Geer Mountain Software Corp., South Kent, 2001.
[116] Stat:Fit, Stat:Fit Version 2 tutorials, Statistically Fit Program, Geer Mountain Software Corp.,
South Kent, 2001.
[117] L. RAMBAUSEK (2008): Table “Operations and their distributions (part 1/3)”.
[118] L. RAMBAUSEK (2008): Table “Operations and their distributions (part 2/3)”.

Bibliographical references 162
[119] L. RAMBAUSEK (2008): Table “Operations and their distributions (part 3/3)”.
[120] L. RAMBAUSEK (2008): Figure “Changing the atoms properties”.
[121] L. RAMBAUSEK (2008): Figure “After a test run of 90 hours the output volume is 7582 units”.
[122] L. RAMBAUSEK (2008): Figure “3D Model View after inserting the atom “VR building”.
[123] Incontrol Enterprise Dynamics (2008): Figure “Experimentation Wizard”.
[124] Incontrol Enterprise Dynamics (2008): Figure “Library Tree ED”.
[125] Incontrol Enterprise Dynamics (2008): Figure “Status Monitor”.
[126] Incontrol Enterprise Dynamics (2008): Figure “Monitor”.
[127] Donald Craig (1996): Advantages of Simulation, http://www.cs.mun.ca/~donald/msc/node6.html, Disadvantages of Simulation, http://www.cs.mun.ca/~donald/msc/node7.html (20:53).
[128] L. GOULD (unknown): Simulation: The Real Story, Gardner Publications Inc., URL: http://www.autofieldguide.com/articles/010202.html (14.6.2008, 15:45).
[129] L. GOULD (unknown): Simulation: The Real Story, Gardner Publications Inc., URL: http://www.autofieldguide.com/articles/010202.html (14.6.2008, 15:45).
[130] THE FEDERATION OF EUROPEAN EMPLOYERS (2008): List of gross minimum wages, FedEE Services Ltd 2008, UK, http://www.fedee.com/minwage.html, Last updated: 23.07.2008, (31.07.2008, 16:49).
[131] ISTCOMP (2008): Table “Machinery at ISTCOMP”.
[132] L. RAMBAUSEK (2008): Figure “Machinery at ISTCOMP within the sections I. Body and II.
C&L”.
[133] L. RAMBAUSEK (2008): Figure “Machinery at ISTCOMP within the sections III. Sleeve and
IV. Assembly”.
[134] Incontrol Enterprise Dynamics (2008), URL: http://www.incontrol.nl/?to=requirements (28.04.2008, 18:25).
[135] Incontrol Enterprise Dynamics (2008), URL: http://www.incontrol.nl/?to=requirements,
28.04.2008, 18:25).
[136] L. RAMBAUSEK (2008): Figure ““Enterprise Dynamics” simulation model layout”.
[137] L. RAMBAUSEK (2008): Figure “”Enterprise Dynamics” simulation model layout with connec-tions”.