mes explained: a high level visioncimlab.ie.nthu.edu.tw/course/auto/text/mes6.pdf · systems,...
TRANSCRIPT

MES Explained: A High Level Vision 1
MESA International
M E S A I N T E R N A T I O N A L – W H I T E P A P E R N U M B E R 6
Executive SummaryManufacturing Execution Systems (MES) deliverinformation that enables the optimization of productionactivities from order launch to finished goods. Usingcurrent and accurate data, MES guides, initiates,responds to, and reports on plant activities as they occur.The resulting rapid response to changing conditions,coupled with a focus on reducing non value-addedactivities, drives effective plant operations and processes.MES improves the return on operational assets as well ason-time delivery, inventory turns, gross margin, and cashflow performance. MES provides mission-criticalinformation about production activities across theenterprise and supply chain via bi-directional communi-cations.
This MESA International definition of ManufacturingExecution Systems (MES) bears deeper understanding.Why? Because of the benefits available through imple-menting this type of system. MES software has shortedmanufacturing cycle times by an average of 45%, and hasmade major gains in decreasing in-progress inventory,defects, and reducing non-value adding paperwork.These substantial benefits are coming to companies thathave already automated production lines, implementedenterprise-level software, and streamlined manufacturingprocesses as well as others.
The forces driving manufacturers to implement MESmap directly to corporate business objectives andmaintaining or gaining competitive advantage. ThisWhite Paper provides background and graphical models
depicting the context, role, functions, software options,benefits, and technology trends for MES.
MES can be the core mission-critical system for plantmanagers and their staff. Financial, Materials planning,and Logistics personnel have long used computerapplications to improve the accuracy and timeliness oftheir work; MES provides the same benefits to Opera-tions. MES focuses on plant activities, and provides theminute-to-minute information needed to respond toevents as they occur. Adding the power of computing tothe core value-adding production process can pay foritself very rapidly.
MES is also an integrating set of functions—providinglinks between Planning and Control systems, designconcept and product execution, sales force and deliverymechanisms, and customers and supply capabilities.MES combines both global and local rules into a plant-wide view of not only what is happening, but whatshould be happening to meet objectives. No other systemcontains equivalent functionality, or can deliver the samebenefits. MES is essential not only to complete amanufacturing information system, but also to bring amanufacturer global competitiveness.
Published September 1997
MES Explained:A High Level Vision

2 MES Explained: A High Level Vision
MESA International
Contents
Executive Summary ___________________________ 1
I. MES In Context __________________________ 3
II. Functionality to Run Plants Effectively _________ 5
III. Software Options for MES __________________ 7
IV. Benefits of MES __________________________ 8
V. MES Technology Trends ____________________ 9
VI. Drivers for MES & Future Considerations _____ 11
Appendix A: Eleven Functions of MES ___________ 12
Appendix B: Models _________________________ 13
Appendix C: Glossary of Terms _________________ 22
Participants ________________________________ 22
List of Models
Figure 1, Plant Information Model ______________ 13
Figure 2, MES Context Model __________________ 14
Figure 3, MES Functional Model ________________ 15
Figure 4, MES Producer/Consumer Model ________ 16
Figure 5, MES Software Types __________________ 17
Figure 6, MES Operational Benefits Model ________ 18
Figure 7, MES Corporate Benefits Model _________ 19
Figure 8, Current Technology Model _____________ 20
Figure 9, Future Technology Model ______________ 21
© 1997 Manufacturing Execution Systems Association

MES Explained: A High Level Vision 3
MESA International
Key To Reading
This document is designed to address the general needsof the manufacturing community. It is intended to beunderstandable and useful to everyone within a produc-tion organization. However, particular segments may beof keenest interest to certain audiences.
• Corporate Executives should read the ExecutiveSummary, and will also find Section IV on Benefits ofparticular interest, since it ties MES into corporateperformance measures. Section VI presents a vision ofthe drivers and future for manufacturers, and how MESplays into competitive success.
• Financial management will be most interested inSection IV on Benefits, which outlines what to expectfrom MES implementations, and assists with projectcost justification. Section I also provides a view of howMES adds to and leverages other information systeminvestments.
• Information Systems professionals will find ofparticular interest Section I that puts MES into contextin the overall Manufacturing Software Architecture. Inaddition, Section V on Technology is directly aimed atthe IS community.
• Operations and Manufacturing executives will findbenefit from reading the entire document, since MES isthe core information system that guides, initiates,responds to, and reports on plant activities as theyoccur. This White Paper provides an understanding ofthe context, functions, buying and configuring options,technologies, and justifications of systems that supportthe manufacturing functions.
• Those involved with Materials Management, Pur-chasing, Accounting, Logistics, Supply Chain,Engineering, and Documentation may be mostinterested in Sections I and II, which describe howMES relates to the systems they use, and what func-tions it offers that could complement or improve theirsystems.
I. MES in ContextFor more than 25 years, manufacturing companies havebeen investing in computer systems to help run theiroperations. Early systems were custom built, with specificsoftware developed for a particular manufacturer’soperating style. However, in the past 10 years, commer-cial software products have garnered increasing marketshare. Some applications have gained major commercialmarket status, and are implemented widely. MRPII/ERP
systems, CAD/CAM systems, and industrial Controls areprime examples of well-recognized manufacturinginformation systems.
Manufacturing Execution Systems (MES) is a term thatrepresents a collection of functions that is different fromany of these other areas, provides unique benefits whenadded to these other systems, and focuses on executingproduction activities – the core value-adding operationsof a manufacturing company.
MES Defined
The MESA International definition is:
“Manufacturing Execution Systems (MES) deliverinformation that enables the optimization of produc-tion activities from order launch to finished goods.Using current and accurate data, MES guides,initiates, responds to, and reports on plant activities asthey occur. The resulting rapid response to changingconditions, coupled with a focus on reducing nonvalue-added activities, drives effective plant operationsand processes. MES improves the return on opera-tional assets as well as on-time delivery, inventoryturns, gross margin, and cash flow performance. MESprovides mission-critical information about produc-tion activities across the enterprise and supply chainvia bi-directional communications.”
Fortunately, MES is available and already field-proven.MES can provide facility-wide views of critical produc-tion process and product data in a format that is usableby supervisors, operators, management, and others in theenterprise and supply chain. It provides “actuals” datafrom the facilities to feed financial system cost andperformance roll-ups. It is a plant-wide system to guideactivities on production lines so they meet global goals,not just local targets. The MES provides a current viewof what is possible in production, providing a key pieceinformation for quoting on real capabilities in supplychain management and sales activities, as well.
In many segments of industry, plant-wide functions arestill handled by paper and manual systems (see Figure 1,Plant Information Model). Experienced personnel oftencarry the keys to production effectiveness in thesefactories. Manual systems and the judgment of experi-enced operations people will always play a role in mostoperations. However, just as accounting, materialsmanagement, engineering, and sales people have

4 MES Explained: A High Level Vision
MESA International
benefitted from using more sophisticated computersoftware, so can plant managers, supervisors, andoperators.
More and more manufacturers are feeling the pressuresthat MES can address. Many production plants arestruggling to cope with a proliferation of productvariations, which can render even the best human andpaper systems ineffective and inefficient. Further, manualsystems cannot keep pace with the increased speed ofchange in products, processes, technologies, and cus-tomer demands. Since operations change so rapidly, thetimeliness of MES information is a key benefit, allowingresponse in seconds or minutes.
Delivery, quality, price and speed to market—these arethe driving factors for manufacturers’ excellence.Coupled with the pressures to meet external regulations,such as quality and customer certifications—a manufac-turer must find ways to quickly and cost-effectivelyimprove their yields within their manufacturing pro-cesses.
Supply chain pressures demand that many manufacturershave an accurate view of where products and materialsare at all times, to effectively supply customers withproduct “Just In Time.” The plant’s status and capabilityto handle changes in production orders are further keypieces of information for supply in today’s markets. As aresult, many manufacturing companies are now makingthe transition from paper and manual systems tocomputerized MES (see Figure 1, Plant InformationModel, bottom right).
MES In the Information Systems Architecture
MES is one of several major information system typesaimed at manufacturing companies. Each of these systemcategories include various functions and product types.Major manufacturing software systems categories todayare:
• Enterprise Resources Planning (ERP) – consists ofthose systems that provide financials, order manage-ment, production and materials planning, and relatedfunctions.
• Supply Chain Management (SCM) – includesfunctions such as forecasting, distribution and logistics,transportation management, electronic commerce, andadvanced planning systems.
• Sales and Service Management (SSM) – comprises
software for sales force automation, product config-urators, service quoting, product returns, and so forth.
• Product and Process Engineering (P&PE) – includescomputer aided design and manufacturing (CAD/CAM), process modeling, and product data manage-ment (PDM).
• Controls – are usually hybrid hardware/softwaresystems such as distributed control systems (DCS),programmable logic controllers (PLC), distributednumerical control (DNC), supervisory control and dataacquisition (SCADA) systems, and other computerizedprocess control designed to control the way in whichproduct is being manufactured.
• Manufacturing Execution Systems (MES) – consistof plant-wide information systems providing informa-tion on which to effectively execute operations to meetbusiness goals. MES functions are described in moredepth in Section II and the Appendix, and producttypes appear in Section III.
Most companies need some functionality from each ofthese six categories to succeed in their markets. The scopeand detailed functionality needed from each applicationcategory may vary widely based on process mode(continuous, batch, discrete, assembly, or mixed mode)and business offering style (make-to-stock, repetitive,make-to-order, assemble-to-order, engineer-to-order).MES functionality and products are often—but notalways—highly differentiated by process and offeringstyle.
MES touches all of the other categories of informationsystems (see Figure 2, MES Context Model). This makesit both more important to the overall informationinfrastructure and also more challenging in some ways.Integration between MES and the other five major typesof systems is a key to gaining full benefits not only ofMES but also of these other information systems.
As the context model illustrates, MES provides a linkbetween the various major types of systems. Some ofthese systems interface directly as well, but the MESinterface generally links them to actual production statusand capabilities. The context for MES is one of informa-tion flow from, to, and through the system. (For moredetail refer to MESA White Paper No. 2 “MES Func-tionalities and MRP to MES Data Flow Possibilities” andNo. 3 “The Controls Layer: Controls Definition and MESto Controls Data Flow Possibilities”.)

MES Explained: A High Level Vision 5
MESA International
From MES to Other Systems
As the core production execution system, MES feedsinformation to all of the other major types of systems:
• ERP relies on MES for “actuals” such as: costs, cycletimes, throughput, and other production performancedata.
• Supply Chain Management pulls data about actualorder status, production capacities and capabilities, andshift-to-shift constraints from the MES;
• Sales and Service Management applications must alsolink in to MES, since their success in quoting anddelivering depends on what is happening in thefacilities at a given moment;
• Product and Process Engineering is fine-tuned based onthe product yield and quality measured by the MES;
• Controls can get recipes and instructions downloadedthat reflect the facility-wide optimum way to run at agiven moment.
From Other Systems to MES
MES also takes in data from these other systems,ensuring that their information is acted on intelligentlyin the plant. For example, ERP’s plans feed the MESwork dispatch, and Supply Chain’s master plans andschedules drive the timing of activities in the plant. Salesand Service configurations and quotes provide thebaseline of order information for production, whileproduct and process engineering drive work instructions,recipes, and operational parameters. Data from Controlsis used to measure actual performance and operatingconditions as they change in automated processes.
Overlaps But Unique Value
MES overlaps with these other systems, too. For example,either ERP or MES can dispatch work to the floor; bothsupply chain and MES include finite scheduling; processplans and documents can come from either product andprocess engineering or from the MES; both Controls andMES may include data collection functions. However, noother system contains equivalent functionality to MES.
While some similar-sounding functionality exists in ERPsystems and control systems, the MES approach usuallyresults in more focus on plant-wide production perfor-mance, and has deeper functionality for operationsoptimization. The MES functions are designed for directaccess primarily by Operations personnel, from the plantmanager to materials, maintenance, quality, and schedul-
ing managers, to operators and technicians. These are thepeople that focus on manufacturing productivity.
Each of the other systems has its own core user group, aswell. For example, an ERP system’s shop floor controlsystem is designed primarily to gather plant data thatfeeds the accounting and materials control system. MES’sdata acquisition can provide that same data, but alsoallows analysis against plant-level performance measures.Data acquisition and collection functions in ControlSystems generally aim at improving the individualprocess or line under control, while in MES, thisfunction aims more to analyze how effectively a givenprocess is contributing to overall plant performance.MES can leverage the investments in all of the othermanufacturing information systems, as well as enablingimprovements in plant operations.
The role of MES, then, is to both oversee and recordresults of activities in a production facility. It gives aplant-wide view of the status and operation of processes,materials, human resources, machines, and tooling. Inessence, the production knowledge – both of what isactually happening, and of what should happen – iscaptured in the MES. It is here that the overall effective-ness of a plant is both guided and measured.
MES gathers performance data to help run the plant andindividual operations – as well as feed corporate datastreams on costs, materials, and progress to plan. Theunique plant-wide functionality of MES can leverageplant, capital, material, and human resource investments.
II. Functionality to Run PlantsEffectivelyMuch like the other categories of systems, MES is not asingle function. Think of all of the varied activities in theplant, and the grouping of measurements that indicatethe success of a given plant. MES has functions thatsupport, guide, and track each of the primary productionactivities (see Figure 3, MES Functional Model). MESAInternational has identified eleven principal functions ofMES:
• Operations/Detail Scheduling - sequencing andtiming activities for optimized plant performance basedon finite capacities of the resources;
• Resource Allocation and Status - guiding whatpeople, machines, tools, and materials should do, and

6 MES Explained: A High Level Vision
MESA International
tracking what they are currently doing or have justdone;
• Dispatching Production Units - giving the commandto send materials or orders to certain parts of the plantto begin a process or step;
• Document Control - managing and distributinginformation on products, processes, designs, or orders,as well as gathering certification statements of work andconditions;
• Product Tracking and Genealogy - monitoring theprogress of units, batches, or lots of output to create afull history of the product;
• Performance Analysis - comparing measured results inthe plant to goals and metrics set by the corporation,customers, or regulatory bodies;
• Labor Management - tracking and directing the use ofoperations personnel during a shift based on qualifica-tions, work patterns, and business needs;
• Maintenance Management - planning and executingappropriate activities to keep equipment and othercapital assets in the plant performing to goal;
• Process Management - directing the flow of work inthe plant based on planned and actual productionactivities;
• Quality Management - recording, tracking, andanalyzing product and process characteristics againstengineering ideals;
• Data Collection/Acquisition - monitoring, gathering,and organizing data about the processes, materials, andoperations from people, machines, or Controls.
These eleven MES functions provide the core informa-tion base to run almost any type of plant (see Figure 3,MES Function Model). Plant managers, quality, mainte-nance, documentation, and scheduling managers all havetools in the MES arena. Most of what is tracked,managed, and analyzed to keep production at peakperformance and profitability is available in MESfunctionality via computer. (See Appendix A for moredetailed descriptions of the eleven MES functions.)
Many of these functions logically contribute to eachother. For example, data collection and acquisition canautomatically feed product genealogy, maintenance andlabor tracking. Quality management feeds performanceanalysis as well as possibly sending trend data to mainte-nance management. Detailed scheduling often drivesdispatching and resource allocation.
MES functions are critical to most manufacturers todaybecause of business pressures that demand new and morestringent processes to succeed with both customers andshareholders. For example, correct allocation of resourcescan mean the difference not only between healthy andminimal profits, but also timeliness of production neededto fulfill customer expectations. Plant performanceanalysis is a key factor not only in deciding what andhow much to produce in which plant, but also in capitalplanning for the future.
One of the most powerful aspects of MES is that itcombines both global business rules and local operationsbest-practices into a plant-wide view of not only what ishappening, but what should be happening to meetobjectives. Users can configure this set of functionality tomeet their corporate and plant objectives.
To define MES in the context of any given company, themanufacturer must identify core business drivers affectedby how production is executed in the plant. While thecore set of MES functions is relatively constant, theconfiguration and priorities may vary widely. Forexample, in some industries higher quality commandspremium prices; in others, there is an accepted baselineof quality that is expected, and customers will not payextra for a higher level. In another example, productgenealogy is key to electronics and complex equipmentcompanies’ ability to satisfy customer demands forproduct information, reduce legal liability, keep improv-ing product design, and provide ongoing maintenanceand service. Repetitive and mass-market producers, onthe other hand, usually do not need such detailedtracking, but may be heavily affected by schedulingsequence.
It’s also interesting to note that achieving the same basicobjectives may involve using different functionality. Forexample, many companies must keep yield and through-put high. Critical MES functions to achieve that goalcould be any one of the following:
• process management – in plants with complex flow andhigh variability,
• maintenance – in highly automated, sensitive processes,• labor management – for largely manual operations, or
plants where employees have highly specialized skillsets,
• document control – in complex assembly or re-manufacturing operations,


8 MES Explained: A High Level Vision
MESA International
for many industries. And the type of document manage-ment needed can vary from CAD drawing displays withdetailed work instructions for complex assembly andrepair operations to simple forms-fill-out for customercertification documents.
Once the providers of MES software that match the basicproduction and business processes of the plant areidentified, the issue of modeling the operations andconfiguring functions to match them becomes impor-tant. During the MES selection process, includingOperations experts from the plant is advisable, since theyknow the details of how the processes run. Operationspersonnel need to advise both on the problems and thebest solutions, to ensure the MES can support knownbest practices, or provide an equal level of performance.
Software Offerings
Because of the variation in product functionality andscope, there are literally hundreds of products thatprovide MES functionality. In fact, MES may comeunder any number of names (see Figure 5, MES SoftwareTypes). Some of them reflect one or a few of the elevenfunctions very directly; others provide some of thosefunctions tightly integrated and sometimes with otherfunctions included. So while most providers of mainte-nance management software don’t think of themselves asMES vendors, they do provide a key set of functions thatcan benefit from integration with the other ten func-tions. Similarly, many quality management, advancedscheduling, and document management companies wrapthe core MES functions in with non-plant-focusedcapabilities.
Given this variation in product offerings, buying MESrequires preparation and diligence—and often theassistance of consultants or systems integrators. Plantsmust first identify the vendors who have experience notonly in their industry, but also have written the code tofit the process mode and offering style profile of thefacility. Buyers may also seek out a range of vendorsoffering the particular functions that are most importantto competitiveness in that location. Once the software iscarefully selected and the implementation is undertakenwell, the benefits of operating a plant using MES can beenormous.
IV. Benefits of MESMES has provided its users some of the most impressive
benefits of any manufacturing software. MESAInternational’s White Paper No. 1, “The Benefits of MES:A Report from the Field” outlines many of these issuesbased on actual MES user experiences. This researchshows that the benefits users experience are significant.To quote a few statistics, MES:
• reduced manufacturing cycle time by an average of45%;
• reduced data entry time, usually by 75% or more;• reduced Work in Progress (WIP) an average of 24%;• reduced paperwork between shifts an average of 61%;• reduced lead time by an average of 27%• reduced paperwork and blueprint losses an average of
56%• reduced product defects an average of 18%.
The benefits listed are those that current MESA Interna-tional research has validated. Note also that these usersreport gaining significantly more benefits over time. Sothis time sample represents some companies early inimplementation and others much further along. Addi-tional areas of benefit MESA can report on anecdotally(based on individual customer reports) include reducedovertime, faster production throughput, increasedflexibility and agility, and cost avoidance in areasincluding compliance, WIP storage, and reduced scrap,rework, returns, and off-grade product.
MES provides dramatic benefits for a wide range ofmanufacturers, even with extensive software of othertypes installed. This is partly because MES functionsfocus on the core value-adding processes of a productioncompany – the execution of the manufacturing process.So while most systems have focused on planning out howthings should operate, MES focuses on improving howthings actually are operating. MES applications improvethe effectiveness of operations within a plant, and helpplant personnel make sound decisions. The survey alsoindicates significant benefits from employee empower-ment. By gaining immediate access to data, thesecompanies have improved productivity, gained higherquality work, and been able to reduce supervisionoverhead.
On the operational front, MES provides significant gainstoward the goals of plant managers, operations andproduction executives, and plant floor technicians andoperators (see Figure 6, MES Operational Benefits).Notice that benefits go on a steeper curve with invest-

MES Explained: A High Level Vision 9
MESA International
ments. These investments can be in additional MESfunctionality or products, enhancements of currentfunctionality, investments in integration to other systemsthat pass data to and from the plant floor, or investmentsin training and innovating on systems.
These operational benefits contribute directly to corpo-rate objectives. For example, improving the productivityof personnel by reducing data entry, paperwork and thetime and error associated those activities can reduceliability, ease the path to regulatory compliance, reduceoperating costs, improve customer service, and increasethe return on human – and often other – assets. Rapidprocess upgrades can have a direct effect on the return onautomation investments, operating expenses, deliveryreliability, and overall profitability of operations. Thecorporate benefits of MES can be quite significant as well(see Figure 7, MES Corporate Benefits Model).
Building a Case for MES
Since MES applications are often not directly used bycorporate-level personnel, the benefits may not beevident to these “financial buyers.” Further, the MEScore users are often not adept at extrapolating whybenefits to them are also benefits to the corporation. Thespecialized terminology of not only financial andcorporate management, but also of production opera-tions, can deter communications of real and potentialbenefits to those who must make investment decisions.Thus a cross-functional team effort is often best toidentify areas of desired improvement and build a cost-justification case.
A few common ways that different industries build thecase for MES may help to illustrate the benefits case agiven plant will build. It’s common in many manufactur-ing industries for customer service to be a major corpo-rate goal. MES contributes by shortening productioncycle times, providing accurate information on the statusof orders in production, and reducing errors in produc-tion that could cause delivery delays. Some industry-specific examples show greater differences:
• In electronics, MES is often justified on its ability toeasily create an accurate product history and keep upwith frequent changes in products and technologydesigns.
• Pharmaceutical companies can usually justify MES onthe basis of accurate and easy-to-manage batch recordsfor regulatory compliance and Good Manufacturing
Practice (GMP).• Aerospace & defense companies need on-line work
instructions and product histories to meet regulationsand customer certifications, keep errors in processing toalmost zero, and track progress on very large projects.
• Textiles, food, and many batch process companies useMES functions to improve equipment utilization, assistin batch record-keeping, recipe management, and speedthe process.
• Semiconductor companies simply cannot achieve theaccuracy, cleanliness, and yield they need without MES;this industry would not consider building a new fabwithout an integrated MES.
Actual level of benefits gained—and benefits a givenplant should expect—vary widely. This has to do withseveral factors, among them:
1. Whether the particular factor has been an issue for theplant already – in which case, changes in procedures,automation, and total quality techniques may havealready gained improvements.
2. Which functions of MES a plant implements, andwhen. Naturally, plants that implement maintenancemanagement functions could expect larger gains inequipment uptime than those that do not.
3. How well the software addresses the application andoverall environment.
4. Whether the implementation was done with fullsupport from top management, mid-management, andsystem users.
5. How carefully the impact on the corporation is – andcan be – measured. In many cases, MES is implementedsimultaneously with other software, automation, orimprovement programs. While these projects can havetremendous results, it is often difficult to attributebenefits to any one component of the program.
V. MES Technology TrendsSince MES is really a collection of different types ofsoftware products, technologies used and planned mayvary quite a bit per functional category, and even perproduct. However, some general technology trends areevident, through the diversity.
First, MES is a reasonably low-overhead set of applica-tions. In most instances, it requires neither the complexgraphics capabilities of a CAD/CAM system, the large

10 MES Explained: A High Level Vision
MESA International
databases of ERP, nor the complex algorithms of supplychain software. The major requirement for MES is oftena high number of users distributed on a network insometimes harsh plant conditions. Many MES functionshave long run on PCs and workstations. The advent ofclient-server technology, robust PCs and fail-safe local-area networks have been a major benefit to MES.
MES is following similar technology trends to manyother types of manufacturing software. Most of thesystems are client-server, use relational databases, and runon UNIX, VMS, OS/400, Windows NT, or Windows3.1 or 95. Most of the commercial products provideapplication programming interfaces (APIs) to connect toother applications such ERP, Controls, Supply Chain,Product and Process Engineering, and Sales and ServiceManagement (see Figure 8, MES Current TechnologyModel).
What all of this means is that technology is not thedriving issue behind MES adoption or effectiveness. Astechnology has progressed, MES has taken advantage ofimprovements and migrated from one generation to thenext, without ever stretching the limits of commercialtechnology or manufacturers’’ ability to purchase andsupport it.
The government-sponsored Solutions for MES-Adapt-able Replicable Technology (NIIIP/SMART) consor-tium, which MESA International participates in, hasidentified four major business characteristics drivingMES implementation architectures.
1. Low Capital Expenditures – This factor drivestoward users that change systems in the plant moreslowly than the technology evolves, PC-based architec-tures, and a thin-client architecture, in which applicationlogic resides mostly on the server.
2. High Degree of Change – Data capture and archiv-ing becomes important to track the rapid change in aplant. How much data to store actively versus put in anarchive becomes a trade-off between operational analysiscapabilities and storage and processing burdens.
3. Short Cycle Time – The speed at which productsmove through a plant also dictates how rapidly transac-tions must be processed to measure operational perfor-mance.
4. Functionality Flexibility – Because plants vary sowidely, MES products will specialize based on which
attributes they can handle, and how configurable they are.
One complicating factor is that a single plant mayimplement software from more than one provider – oruse legacy systems for some portion of the MES func-tionality. So the result in many plants is a patchwork ofsystems, each with its own logic, database, data model,and communications mechanisms (represented in Figure8 by dotted lines). Further, since MES applications areoften mission-critical, systems may not be replaced orupdated nearly as often as the technology changes arecommercially available.
MES is essentially an integrating set of functions –providing links between planning and control, designconcept and product execution, sales force and deliverymechanisms, and customers and supply capabilities. Sothe APIs and data transport or communications mecha-nisms are, in some ways, a core piece of MES functional-ity, not just an incidental technical detail.
Object-oriented technologies, using messaging andagents, are emerging as manufacturing software direc-tions. MES is moving to these modern technologies,because these new architectures promise easier integra-tion, faster change, more ability for subject matterexperts to configure systems, and effective infrastructurefor triggering mission-critical events.
The NIIIP/SMART consortium is working toward atechnology architecture that would provide a consistentdistributed object and messaging model for the entireMES arena (see Figure 9, MES Future TechnologyModel). Notice that in the object-oriented world thisnew technology represents, objects carry their ownfunctions and methods to operate on data. However, arange of functions for workflow, knowledge, and productdata management, data mediation and resource negotia-tion are now separated out from the functional logic.Consistent object request brokers (ORBs) such asCORBA and COM/DCOM allow any vendor’s objectswritten to those standards to communicate and inter-operate.
NIIIP/SMART indicates that this architecture helps meetMES business characteristics. A distributed objectframework allows data and functional logic to be carriedclose to where it is used. Further, by using small, fine-grain objects, the model is highly customizable withoutdestroying the relationships of the model. These charac-teristics help keep capital expenses low, allow rapid

MES Explained: A High Level Vision 11
MESA International
change and quick response, and result in flexibility forMES.
Beyond allowing the MES applications to meet theirgoals more easily, this new technology architecture willalso allow MES to interoperate with the other fivecategories of manufacturing software relatively seamlessly.As more and more MES, ERP, Controls, Product andProcess Engineering, Supply Chain Management, andSales and Service Management software is written inobjects, to conform with the same ORB, the vision ofintegrated manufacturing systems functionality will bepossible for manufacturers to implement. Even thoughthese systems will continue to be developed and sold bydifferent companies for some time, the internal architec-ture will be more consistent than possible previously.
VI. Drivers for MES & FutureConsiderationsLeading manufacturers are making decisions to invest inMES now, if they have not already. MES addressesbusiness drivers in many ways:
• To respond more rapidly in production to changes inthe marketplace, MES provides an ability to executedifferently than planned.
• To increase profits, MES enables plants to producemore cost-effectively and use plant resources wisely—not just by keeping utilization high, but by ensuringactivities are optimized to business needs for profits andcustomer satisfaction.
• Operations personnel are empowered by MES; it helpsensure their expertise is leveraged in ways that areadequate in new situations.
• As new technologies increase the sensitivity of produc-tion processes, MES can provide structure to executethem properly.
• Short product lifecycles make the MES assistance withachieving full yield and plant productivity essential.
• Regulatory and customer compliance demands areincreasingly difficult and costly to meet without MESautomating accurate recording of data on products andprocesses, as well as providing instant access to safety,health, and regulatory information.
• Return on Investments (ROI) in assets from humanresources to equipment, tools, materials, and even otherinformation systems can improve when MES isconnected, driving production in harmony with other
activities.In addition, companies are realizing that their informa-tion infrastructures have gaps. While the actual process isoften highly automated, and financial, design, planning,and other office and field operations use sophisticatedsystems, all of their plans and assumptions are only as goodas the data feeding them about actual production and plantcapabilities. Even when the data is good in a company, it’srarely available in a timely fashion to the operationspersonnel who must decide what activities a plantundertakes.
Most manufacturing is at a stage where flexibility andspeed demands are extreme, and getting more critical.There are cost, compliance, yield, and service issues tobalance in running operations. MES is a key enabler formanufacturers to execute as they want to: rapidly,reliably, and in an agile manner.
Competitive pressures in nearly every manufacturingindustry are indicating a need for better informationsystems, and better integration between the systems andpeople who use them. Few production companies failnow to recognize that knowledge is power. And MESprovides the knowledge about the core value-addingprocesses of a manufacturer—the production processes.
12 MES Explained: A High Level Vision
MESA International
Appendix A: MES Functions
1. Resource Allocation and StatusManages resources including machines, tools labor skills,materials, other equipment, and other entities such asdocuments that must be available in order for work tostart at the operation. It provides detailed history ofresources and insures that equipment is properly set upfor processing and provides status real time. The manage-ment of these resources includes reservation and dis-patching to meet operation scheduling objectives.
2. Operations/Detail SchedulingProvides sequencing based on priorities, attributes,characteristics, and/or recipes associated with specificproduction units at an operation such as shape of colorsequencing or other characteristics which, when sched-uled in sequence properly, minimize set-up. It is finiteand it recognizes alternative and overlapping/paralleloperations in order to calculate in detail exact time orequipment loading and adjust to shift patterns.
3. Dispatching Production UnitsManages flow of production units in the form of jobs,orders, batches, lots, and work orders. Dispatch informa-tion is presented in sequence in which the work needs tobe done and changes in real time as events occur on thefactory floor. It has the ability to alter prescribed scheduleon the factory floor. Rework and salvage processes areavailable, as well as the ability to control the amount of workin process at any point with buffer management.
4. Document ControlControls records/forms that must be maintained with theproduction unit, including work instructions, recipes,drawings, standard operation procedures, part programs,batch records, engineering change notices, shift-to-shiftcommunication, as well as the ability to edit “as planned”and “as built” information. It sends instructions down tothe operations, including providing data to operators orrecipes to device controls. It would also include thecontrol and integrity of environmental, health and safetyregulations, and ISO information such as CorrectiveAction procedures. Storage of historical data.
5. Data Collection/AcquisitionThis function provides an interface link to obtain theintra-operational production and parametric data whichpopulate the forms and records which were attached tothe production unit. The data may be collected from thefactory floor either manually or automatically fromequipment in an up-to-the-minute time frame.
6. Labor ManagementProvides status of personnel in and up-to-the-minutetime frame. Includes time and attendance reporting,certification tracking, as well as the ability to track
indirect activities such as material preparation or tool roomwork as a basis for activity based costing. It may interactwith resource allocation to determine optimal assignments.
7. Quality ManagementProvides real time analysis of measurements collectedfrom manufacturing to assure proper product qualitycontrol and to identify problems requiring attention. Itmay recommend action to correct the problem, includingcorrelating the symptom, actions and results to deter-mine the cause. May include SPC/SQC tracking andmanagement of off-line inspection operations andanalysis in laboratory information management system(LIMS) could also be included.
8. Process ManagementMonitors production and either automatically corrects orprovides decision support to operators for correcting andimproving in-process activities. These activities may beintra-operational and focus specifically on machines orequipment being monitored and controlled as well asinter-operational, which is tracking the process from oneoperation to the next. It may include alarm managementto make sure factory person(s) are aware of processchanges which are outside acceptable tolerances. Itprovides interfaces between intelligent equipment andMES possible through Data Collection/Acquisition.
9. Maintenance ManagementTracks and directs the activities to maintain the equip-ment and tools to insure their availability for manufac-turing and insure scheduling for periodic or preventivemaintenance as well as the response (alarms) to immedi-ate problems. It maintains a history of past events orproblems to aide in diagnosing problems.
10. Product Tracking and GenealogyProvides the visibility to where work is at all times and itsdisposition. Status information may include who isworking on it; components materials by supplier, lot,serial number, current production conditions, and anyalarms, rework, or other exceptions related to theproduct. The on-line tracking function creates a histori-cal record, as well. This record allows traceability ofcomponents and usage of each end product.
11. Performance AnalysisProvides up-to-the-minute reporting of actual manufac-turing operations results along with the comparison topast history and expected business result. Performanceresults include such measurements as resource utilization,resource availability, product unit cycle time, conform-ance to schedule and performance to standards. Mayinclude SPC/SQL. Draws on information gathered fromdifferent functions that measure operating parameters.These results may be prepared as a report or presentedon-line as current evaluation of performance.

MES Explained: A High Level Vision 13
MESA International
Appendix B: Models
Figure 1, Plant Information Model
Plant Information Model
Many plants now have information systems that leaveplantwide activities to non-automated systems, while otherareas have software. MES is the set of software functionsthat work with the management systems, people andpractices to support operations excellence.
Mod
el: M
ESA
Inte
rnat
iona
l
Supply ChainManagement
Sales & ServiceManagement
Product &Process
Engineering
Operations Management System
Controls
PLC/SoftLogic
Drives,Motors,Relays
DataCollection
ManualProcessControl
DCS/OCS
Automation, Instruments, Equipment
ERP
People/Paper
Folklore/Practice
Supply ChainManagement
Sales & ServiceManagement
Product &Process
Engineering
MES:Integrated Production DataWorking with Operations
Management Systems, People,and Practice
Controls
PLC/SoftLogic
Drives,Motors,Relays
DataCollection
ManualProcessControl
DCS/OCS
Automation, Instruments, Equipment
ERP
Before MES Implementation
With MES Implementation
The following figures are intended to further the understanding of MES; we encourage you to reproduce anddistribute them.

14 MES Explained: A High Level Vision
MESA International
Figure 2, MES Context Model
MES provides an information hub thatlinks to and sometimes between all ofthese systems. MES overlaps with othermanufacturing system types, which alsooverlap with each other. For example,scheduling may appear in both MES andSCM; labor management in MES, SSM,and the HR function of ERP; documentcontrol in MES and P/PE; and processmanagement in both MES and Controls.Degrees of overlap vary by industry andimplementation.
MES Context ModelKey:MES = Manufacturing Execution SystemSSM = Sales & Service ManagementSCM = Supply Chain ManagementERP = Enterprise Resources PlanningP/PE = Product and Process EngineeringControls = PLC, DCS, line and machine control
SSM
ERPSCM
P/PE
Controls
MES
Mod
el: M
ESA
Inte
rnat
iona
l

MES Explained: A High Level Vision 15
MESA International
Figure 3, MES Functional Model
This model shows the eleven functions of MES and links to other systems. Functions may link in multipledifferent ways by product and need.
MES Functional Model
Mod
el: M
ESA
Inte
rnat
iona
l
EnterpriseResourcesPlanning
Operations/Detailed
Scheduling
ResourceAllocation& Status
ProductTracking &Genealogy
PerformanceAnalysis
DataCollectionAcquisition
MaintenanceManagement
DispatchingProduction
Units
DocumentControl
ProcessManagement
LaborManagement
QualityManagement
SupplyChain
Management
Sales &Service
Management
Product/Process
Engineering
Controls
MES
16 MES Explained: A High Level Vision
MESA International
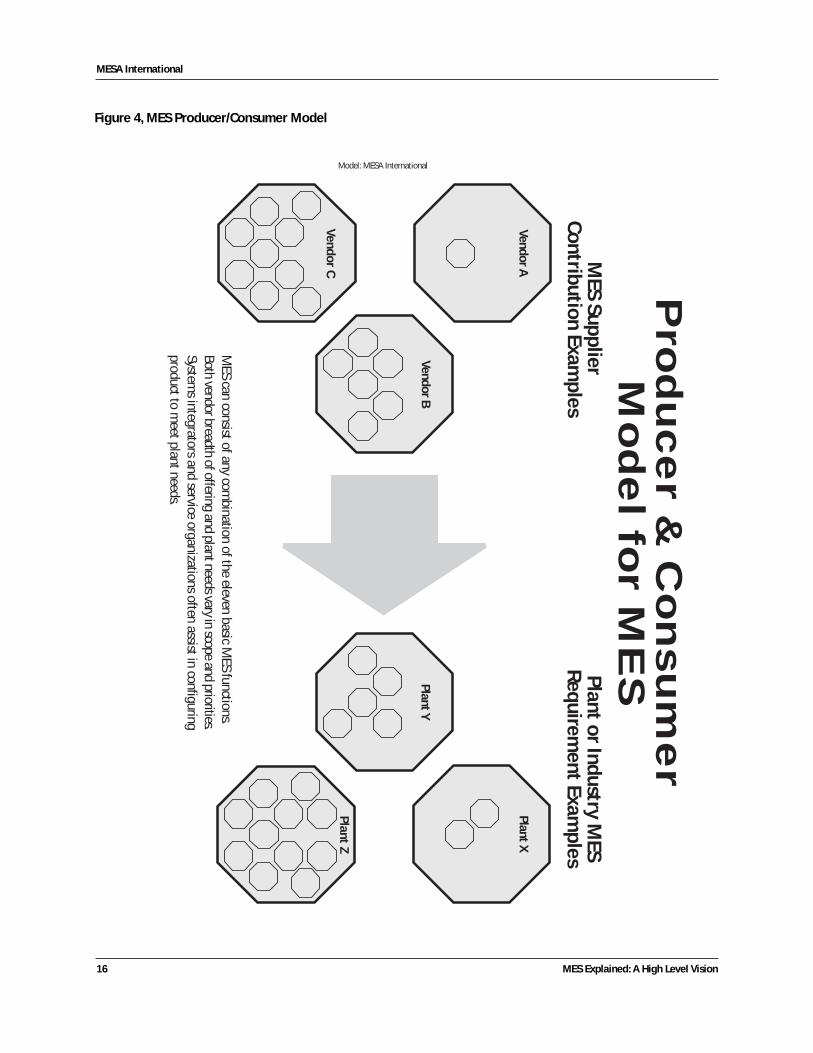
Figure 4, MES Producer/Consumer Model
Pro
ducer &
Consum
er
Model fo
r ME
S
MES can consist of any com
bination of the eleven basic MES functions.
Both vendor breadth of offering and plant needs vary in scope and priorities.System
s integrators and service organizations often assist in configuringproduct to m
eet plant needs.
Model: MESA International
Plant Z
Plant Y
Plant X
Vendor C
Vendor B
Vendor A MES Supplier
Contribution Examples
Plant or Industry MES
Requirement Exam
ples
MES Explained: A High Level Vision 17
MESA International
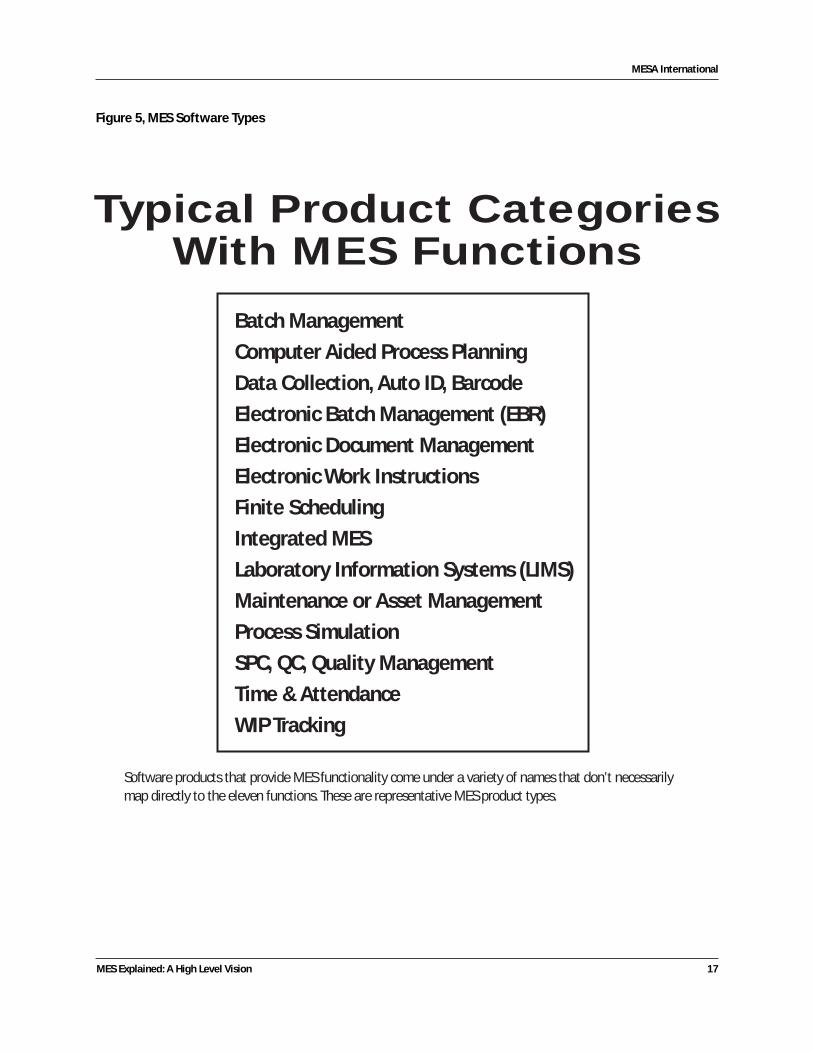
Figure 5, MES Software Types
Typical Product CategoriesWith MES Functions
Batch ManagementComputer Aided Process PlanningData Collection, Auto ID, BarcodeElectronic Batch Management (EBR)Electronic Document ManagementElectronic Work InstructionsFinite SchedulingIntegrated MESLaboratory Information Systems (LIMS)Maintenance or Asset ManagementProcess SimulationSPC, QC, Quality ManagementTime & AttendanceWIP Tracking
Software products that provide MES functionality come under a variety of names that don’t necessarilymap directly to the eleven functions. These are representative MES product types.

18 MES Explained: A High Level Vision
MESA International
Figure 6, MES Operational Benefits
Reduced Lead TimeLower WIP Inventory LevelsReduced Cycle TimeImproved Product QualityProductive, Empowered EmployeesEnforce Regulatory ConformanceRapid Process UpgradesReduced PaperworkNo Lost Paperwork/BlueprintsReduced Data Entry TimeInformed Decision Support
Ope
ratio
nal P
erfo
rman
ce
MES Implementation Over Time
MES provides most industries a wide range of operational benefits, even for companies that have othersystems in place. Several MES solutions or functions may contribute to the strength of a given benefit, andbenefits may also be increased by appropriate process improvements. Benefits accrue in different sequences,based on the functionality chosen, project focus, integration to other systems, and the plant’s driving needs.M
odel
: MES
A In
tern
atio
nal
MES OperationalBenefits Model
BenefitsInvestment
A
InvestmentB
InvestmentC
MES Explained: A High Level Vision 19
MESA International
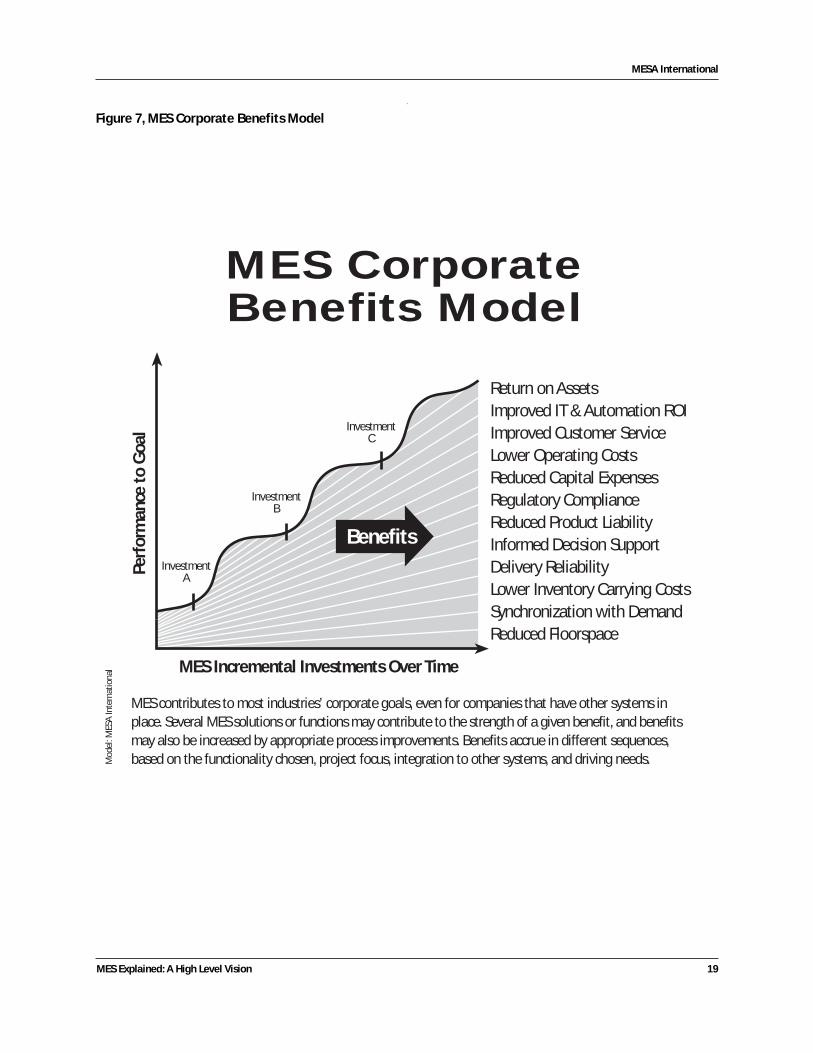
Figure 7, MES Corporate Benefits Model
Return on AssetsImproved IT & Automation ROIImproved Customer ServiceLower Operating CostsReduced Capital ExpensesRegulatory ComplianceReduced Product LiabilityInformed Decision SupportDelivery ReliabilityLower Inventory Carrying CostsSynchronization with DemandReduced Floorspace
Perf
orm
ance
to G
oal
MES Incremental Investments Over Time
MES contributes to most industries’ corporate goals, even for companies that have other systems inplace. Several MES solutions or functions may contribute to the strength of a given benefit, and benefitsmay also be increased by appropriate process improvements. Benefits accrue in different sequences,based on the functionality chosen, project focus, integration to other systems, and driving needs.M
odel
: MES
A In
tern
atio
nal
MES CorporateBenefits Model
BenefitsInvestment
A
InvestmentB
InvestmentC

20 MES Explained: A High Level Vision
MESA International
Figure 8, Current Technology Model
Data Com
munications
Data M
odel(Relational or O
ther)
API
ME
S C
urre
nt T
echnolo
gy M
odel
Current MES architecture incorporates a data m
odel and comm
unicationm
echanism per vendor’s system
— w
hich could represent one or many M
ESfunctions, plus APIs for interfacing to external system
s and EDI to link outsidethe corporation.
Source: MESA International
Based on: NIIIP-SM
ART Reference Architecture As-Is Model
Key:A
PI = Application Program
InterfaceO
LAP = O
n-Line Analytical Processing
EDI = Electronic D
ata Interchange = separation betw
een potentially different systems
Database
EDI
EDI
Subcontractors
SCMSystem
sAPI
ERPSystem
LegacySystem
Messaging
Data Std./Translation
(i.e. OD
BC)
API
API
BackO
ffice
SSMSystem
s
P/PESystem
s
Controls
Data
Warehouse
API
API
API
Tools(O
LAP)
Application
MES Functional Logic

MES Explained: A High Level Vision 21
MESA International
Figure 9, Future Technology Model
ME
S F
utu
re T
echnolo
gy M
odel
MES is increm
entally evolving toward a consistent object m
odel, along with the rest of the softw
are industry. In this futureinform
ation systems m
odel, MES uses an object request broker to pass m
anufacturing events to workflow
s, agents, and externalsystem
s (SCM, ERP, Legacy, SSM
, P/PE, Controls, Data Warehouse) through data m
ediation. Unique plant business policy is representedas sets of rules w
ithin knowledge m
anagement w
hich can initiate manufacturing events.
Model: MESA International
Source: NIIIP-SM
ART Reference Architecture
Object Request Broker
(i.e. CORBA
, COM
/DCO
M)
Workflow
Managem
entD
ataM
ediatorResource
Negotiator
Product Data
Managem
entKnow
ledgeM
anagementM
ES Object M
odel
Firewalls
Firewalls
LegacyApplication
Agent
LegacyApplication
Agent
Agent
Manufacturing
SubcontractorsAgent
Agent
Application
Application
Agent
Application

22 MES Explained: A High Level Vision
MESA International
ParticipantsThis report is an outcome of a year’s project initated andfunded by MESA. Julie Fraser of Industry Directions wasengaged to support the effort and prepared this docu-ment as part of her work. Significant contributions weremade many MESA members including:
Mark Muroski, ABB
Stephen Cloughley, Base 10 Systems
R. Sanborn Towle, Camstar Systems
Robert Dickey, CIMLINC
Gordon Kilgore, Digital Interface Systems
Kirk Merley and Ram Prabhakar, EDS
Michael Brennolt, EMS
Mark Symanovich, HRB Systems/Raytheon E-Systems
Jonathan Siudut, IBM & NIIIP/SMART Consortium
Judy Armandroff & William Massaker, ICC
Tom Schaefer, Intermec
John Leibert, MDSS
Mike McClellan, MES Solutions
Bill Seitz & Gregory Czarnowski, OMNX DirectControl
Tom Bruhn, Raytheon Automated Systems
Maryanne Steidinger, Rockwell Automation/Allen-Bradley
Bernie Asher, RWT Corp.
Eric Marks, Schneider Automation/Square D
John Lischefscha & Jamie Muir, SynQuest
Bill Schaffer & Walt Siekierski, Thedra Systems
also:
Joe Perino, Biles & Associates
Doug Griffin, formerly of IBM
Dave Vadas, AutoSoft/CIMple
Jim Andrade, Andersen Consulting
Bill Brower & Dave Webster, Quantum Manufacturing
Colin Portunuff, Mitron Corporation
Bill Hakanson & Julie Schaeffer, MESA International
Julie Fraser, Industry Directions, report author
Appendix C: Glossary of TermsAPI - Application Programming Interface
Auto ID - Automatic Identification such as Bar coding,RF tags, etc.
CAD/CAM - Computer Aided Design and ComputerAided Manufacturing
DCS - Distributed Control System
DNC - Distributed Numerical Control
ERP - Enterprise Resources Planning
GAAP - Generally Accepted Accounting Principles
GMP - Good Manufacturing Practice
LIMS - Laboratory Information Management Systems
MES - Manufacturing Execution System
MRP - Material Requirements Planning
MRPII - Manufacturing Resources Planning
NIIIP/SMART - National Industrial InformationInfrastructure Protocols Solutions for MES-AdaptableReplicable Technology
ORB - Object Request Broker
PC - Personal Computer
PLC - Programmable Logic Controller
ROI - Return on Investment
P/PE - Product and Process Engineering
QC - Quality Control
SCADA - Supervisory Control and Data Acquisition
SCM - Supply Chain Management
SPC - Statistical Process Control
SSM - Sales and Service Management
WIP - Work-in-Progress or Work-in-Process
MES Explained: A High Level Vision 23
MESA International

MESA International303 Freeport Road
Pittsburgh, PA 15215 USA+1 412.781.9511
Fax: +1 412.781.2871E-mail: [email protected]://www.mesa.org
