metal 2006 23.-25.5.2006, hradec nad moravicí...
TRANSCRIPT
METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
1
„REMOVAL OF LIQUID NON METALIC INCLUSION FROM MOLTEN STEEL
USING THE METHOD FILTRATION”
Krystian Janiszewski, Zdzisław Kudliński
Silesian University of Technology, Department of Metallurgy, ul. Krasińskiego 8,
40- 019, Katowice, Poland
e-mail: [email protected]
Key words: steel, refining, ceramic filter, non-metallic inclusions.
Abstract
The work presents theoretical grounds for the process of refining molten steel from
liquid non-metallic inclusions, using the method of filtration with ceramic filters - the
thermodynamic precondition to the absorption of liquid non-metallic inclusions on the surface
of a ceramic filter. Theoretical consideration has been supported by the resultsof laboratory
tests of steel filtration, which has been previously reducedwith complex deoxidants giving
liquid products of deoxidization. The filtration process of steel melts reduced with complex
deoxidants of type Al-Mn-Si has proved to be more efficient. Products of deoxidation have
been identified on the filtration surface of ceramic filters.
1. INTRODUCTION
A chemical composition and a physical state of the products of the sedimentary method of
steel deoxidation in a form of non-metallic inclusions is in close relationship with the
deoxidation method, especially with the quantity and kind of the deoxidizers used. Steel
deoxidation with complex deoxidizers causes that the multiphase liquid products are
generated. In case of the deoxidation with aluminium, ferrosilicon and ferromanganese the
endeavours should be made to generate the deoxidation products of composition according to
2Al2O3⋅5SiO2⋅2MnO formula, which turn into liquid as early as in temperature above 1200°C(1473 K). Deoxidation with complex deoxidizers is a more effective process than that of
a single one. This is due to the fact that in the „complex” nucleus the individual components
mutually dissolve each other and their activity parameters are lower in value than one, in
opposition to the individual oxides (generated in the deoxidation process with a single
deoxidizer) which have activity parameters equal to one. A theory explicated above thirty
years on refining molten steel of non-metallic inclusions with a filtration method using
ceramic filters is directed to the solid inclusions generated in the steel deoxidized with
aluminium [1-5]. Results of these researches point to a feasibility of the nearest future of the
introduction of steel filtration as a regular component of the steelmaking [6,7]. The problem
of molten steel filtration of the liquid non-metallic inclusions – the products of sedimentary
deoxidation with the aid of complex deoxidizers, has been generally neglected in the
researches mentioned. Only in few papers [e.g. 8, 9 and 10] the physical condition of non-
metallic inclusions is noted as a factor influencing the steel filtration process performed with
the aid of ceramic filters. This is why the aim of this research work is to describe the
theoretical grounds of steel filtration of the liquid non-metallic inclusions performed with the
aid of multi-hole ceramic filters, and to identify the influence of the steel deoxidation method
on the filtration process effectiveness.

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
2
2. THERMODYNAMICAL CONDITION FOR LIQUID NON-METALLIC
INCLUSIONS ADSORBTION BY THE CERAMIC FILTER
A spontaneous run of the process of liquid non-metallic inclusions adsorbtion by the
ceramic filter surface has to be associated with decrease in the free surface-energy of the
system comprising the liquid steel (LS), the liquid non-metallic inclusion (NMI) and the filter
ceramic material (F).
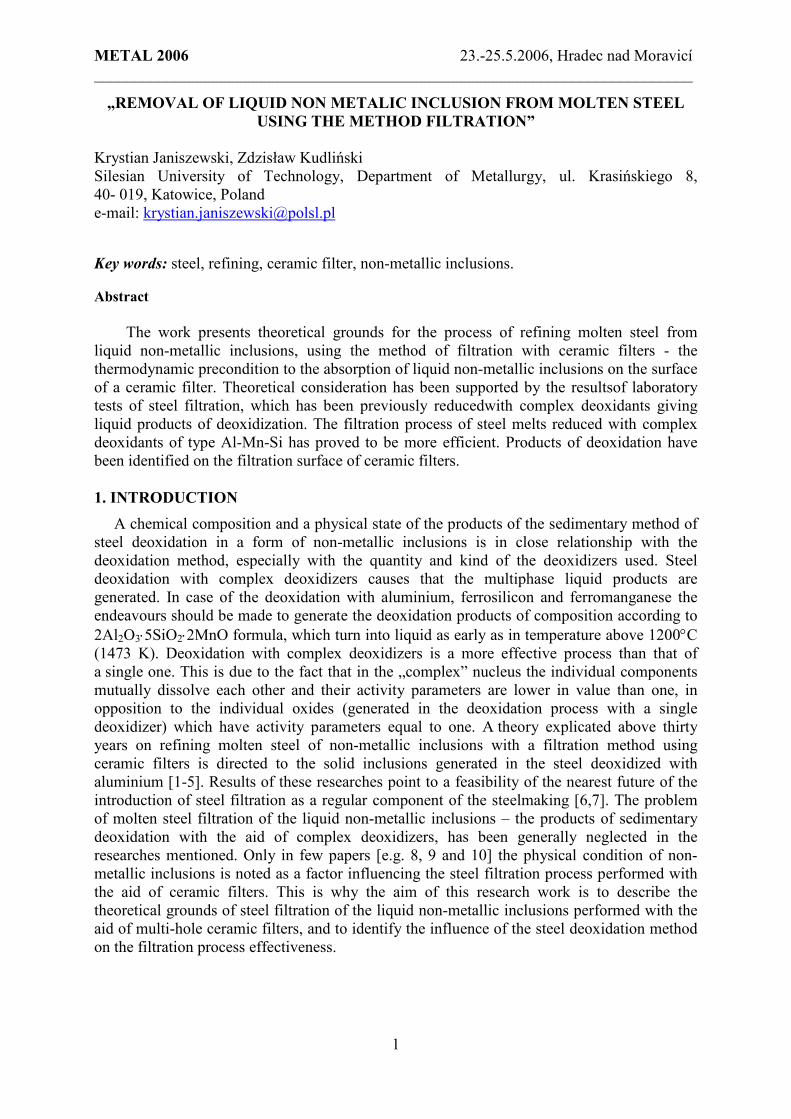
Figure. 1. The scheme of adsorption of liquid non metallic inclusion from liquid steel volume through
the surface of a ceramic filter: a) state 1 before adsorption, b) state 2 – after adsorption.
The energetic state of LS-NMI-F system prior to inclusion adsorbtion (fig. 1a) can be written
as:
LSNMIisLSF AAG −− ⋅+⋅= σσ ..s.b.1 (1)
while after the inclusion adsorbtion by the filter ceramic (fig. 1b) we have:
LSNMIssNMIFbs AAG −− ⋅+⋅= σσ ....2 (2)
where: As.b. - area of a spherical segment base (of the non-metallic inclusion) = 2
..ssr⋅π or
= ( ) ......2 ssssss hhR ⋅−⋅π , m2,
As.i. - area of a spherical inclusion = 24 IR⋅⋅π , m
2,
As.s. - area of a spherical segment (of the inclusion) = ....2 ssss hR ⋅⋅⋅π , m2,
LSNMI −σ - inter-phase tension on the border of phase division between liquid non-metallic
inclusion and liquid steel, N/m,
NMIF−σ - inter-phase tension on the border of phase division between filter ceramic and
liquid non-metallic inclusion, N/m,
METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
3
LSF −σ - inter-phase tension on the border of phase division between filter ceramic and
liquid steel, N/m.
For the energetic state analyses of LS-NMI-F system and for identification of the
thermodynamic prerequisite of a spontaneous adsorbtion the following assumptions were
made:
a) the liquid non-metallic inclusion in the molten steel (prior to adsorbtion) assumes
a shape of a ball of radius RI,
b) the liquid non-metallic inclusion after asorbtion by the filter surface assumes a shape
of a spherical segment of dimensions rs.s. and hs.s. and being a part of sphere of radius
Rs.s.,
c) the volume of the inclusion prior to adsorbtion is equal to the volume of the inclusion
after adsorbtion,
d) the filter surface is a two-dimensional plane and there are no chemical reactions
between the liquid non-metallic surface and the filter ceramic at the moment of the
adsorbtion.
From the trigonometric dependence (fig. 1b) we obtain a formula for Rs.s. radius of a spherical
segment of the base of inclusion:
( )FNMI
ssss
Q
hR
−−=
cos1
.... (3)
while from the assumption about equality of the liquid non-metallic inclusion volume prior to
and after the adsorbtion we can define hss value:
( )( )
3..
cos2
cos14
FNMI
FNMIIss
Q
QRh
−
−
+
−⋅⋅= (4)
where: FNMIQ − - an angle of (immersion-caused) wetting of the filter ceramic by the liquid
non-metallic inclusion, °.
Variation in the free surface-energy of LS-NMI-F system and the thermodynamic prerequisite
of spontaneous adsorbtion of the liquid non-metallic inclusion by the ceramic filter surface
have to satisfy the inequality:
012 <−=∆ GGG (5)
When we take into account the formulas (1-4) as well as arrange the equation against kinds of
the inter-phase surfaces and introduce one type of the inter-phase tension
( LSFNMIF −− −σσ = FNMILSNMI Q −− ⋅ cosσ ), the variation in free surface-energy of LS-NMI-F
system can be written as:
( )( )
( )( )
)6(04cos1
coscos2
cos2
cos14 22
32 <
−
−
−−⋅
+
−⋅⋅⋅⋅=∆
−
−−
−
−−
FNMI
FNMIFNMI
FNMI
FNMI
LSNMIIQ
Q
QRG σπ
A G∆ variation in the energy will be according to equation (6) negative in value only in case
of a negative value of the expression enclosed in square brackets, which in this paper is
METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
4
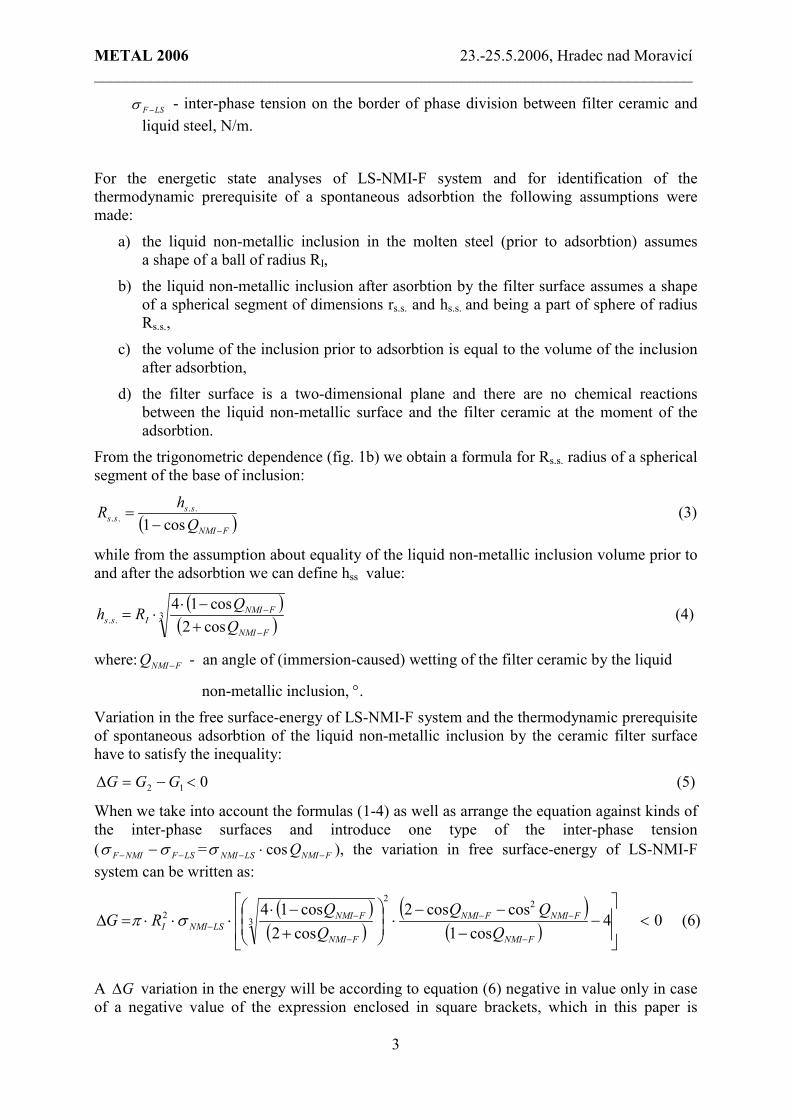
denoted by B and called a function of angle of the filter ceramic wetting by the liquid non-
metallic inclusion. The dependence on the wetting function FNMIQ − of the function of angle
of the filter ceramic wetting by the liquid non-metallic inclusion B is shown in fig. 2, while
the variations in free surface-energy of the analyzed system under adsorbtion of the liquid
non-metallic inclusion by the filter ceramic material can be described as:
02 <⋅⋅⋅=∆ − BRG LSNMII σπ (7)
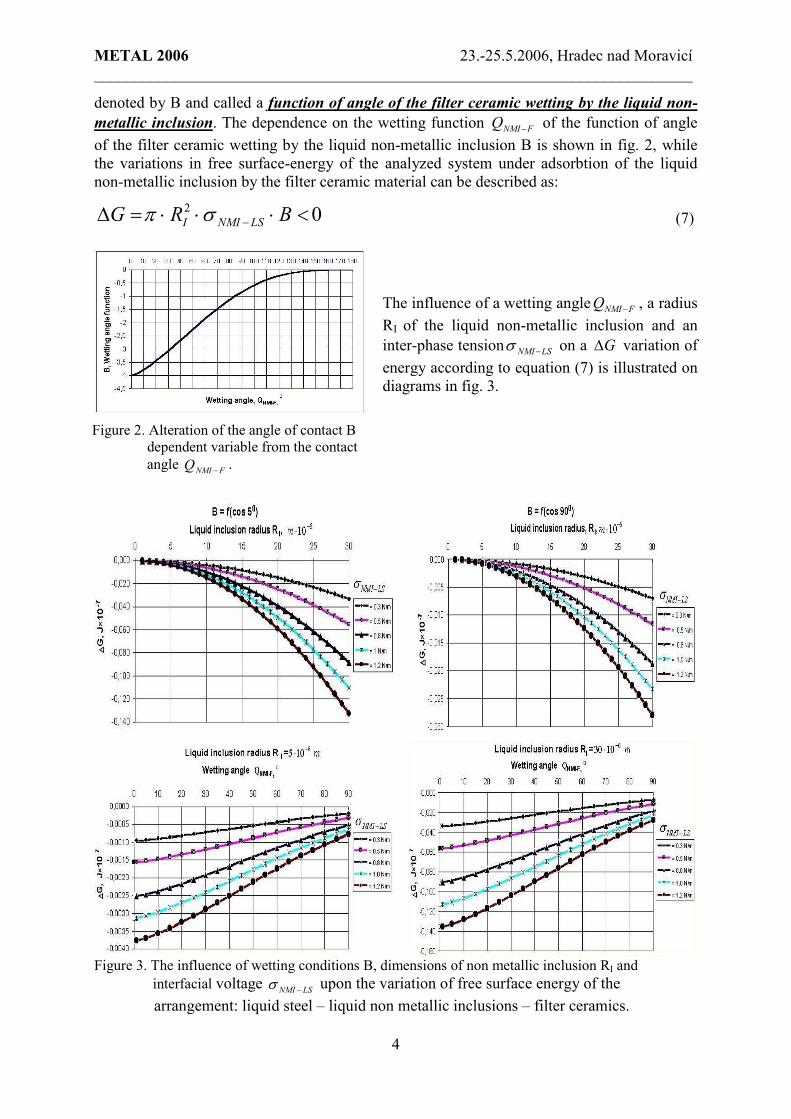
The influence of a wetting angle FNMIQ − , a radius
RI of the liquid non-metallic inclusion and an
inter-phase tension LSNMI−σ on a G∆ variation of
energy according to equation (7) is illustrated on
diagrams in fig. 3.
Figure 3. The influence of wetting conditions B, dimensions of non metallic inclusion RI and
interfacial voltage LSNMI −σ upon the variation of free surface energy of the
arrangement: liquid steel – liquid non metallic inclusions – filter ceramics.
Figure 2. Alteration of the angle of contact B
dependent variable from the contact
angle FNMIQ − .

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
5
Table 1. List of experimental melts of the steel filtration
investigation schedule.
3. RESULTS OF LABORATORY RESEARCH WORKS ON STEEL FILTRATION
WITH CERAMIC FILTERS
Laboratory research works on steel filtration with ceramic filters were conducted in air
atmosphere with melts 11-14 kg in weight. The multi-hole ceramic filters, shown in fig. 4
were used for steel filtration. Characteristics of the experimental melts and design parameters
of the used ceramic filter are presented in table 1: W-1 and W-2 melts prior to filtration have
been deoxidized with aluminium, while W-3 → W-9 melts have been simultaneously
deoxidized with two or three deoxidizers: aluminium, ferrosilicon and ferromanganese. Then
the steel temperature in the furnace has been measured with Pt-Rh-Pt sensor connected to
Multi-Lab’s Electro-Nite recorder and the melts have been filtrated. After steel solidification
in the ingot-mould and the pouring gate, from each melt two samples of filtrated and non-
filtrated steel, as well as of the filter depositing area, have been collected (according to pattern
in fig. 5). The chemical composition of samples of filtrated and non-filtrated steel has been
determined with the emission spectroscopy method combined with spark excitation. Total
oxygen content has been evaluated with a combustion method used in Leco’s analyzer. The
non-metallic inclusion content (surface-shares) and their dimensions have been determined
with Leica’s computerized image analyzer Leica Q500 MC on samples in the form of
polished microsections zoomed 500 times. In the analyses of steel contamination with non-
metallic inclusions, the so-called factor of surface-share variation and of the inclusions
number has been used, which is defined as:
%100⋅−
=p
ap
NMIx
xxη (8)
where: xp – surface-share of the inclusion (or the number of inclusion) prior to filtration,
xa – surface-share of the inclusion (or the number of inclusion) after filtration,
for the following intervals of the inclusion diameters according to Feret: 0,5 ÷ 2,5 µm,2,6 ÷ 6,5 µm, 6,6 ÷ 15 µm.
Figure 5. Diagram of steel
sampling for test.

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
6
The border of phase division between filter ceramics and
solidified steel together with adjoining areas (after polishing
the sample surface and deposition of thin film of gold) has
been examined with the X-ray microanalyses method by
means of Noran Instrument’s Hitachi S-3500N scanning
microscope.
The investigation results of the chemical composition and the
filtrated and non-filtrated steel contamination are listed in
table. In each experimental melt the change in steel chemical
composition has been stated during filtration (see table 2). In a
lesser degree it applies to carbon, manganese and silicon, and
in substantially greater degree it applies to sulphur, aluminium
and total oxygen. Inconsiderable loss of carbon, manganese
and silicon can result from steel re-oxidisation by the atmospheric oxygen. But substantial
loss in total oxygen, aluminium and sulphur is most certainly the result of the steel filtration
of non-metallic inclusions (simple oxides, complex oxides and oxysulphides). The inclusions
observed have differed in shape and size. In the aluminium deoxidized melts (W1 and W-2
melts) the single inclusions as well as irregular in shape the inclusion clusters of different
configuration have been observed. They consist of Al2O3 non-metallic phase, being the
product of the deoxidizing process.
Table 2. Chemical composition of filtrated and non-filtrated steel.
Description: numerator - element content in steel before filtration,
denominator - element content in steel after filtration,
η - rate of element content changes.
In the melts deoxidized with two or three deoxidizers there were observed the inclusion
clusters composing the multi-phase system of non-metallic oxides, predominantly the
products of oxidation of the used deoxidizers.
In every experimental melt listed (excluding inclusions in W-1 melt of dimension Fx = 0,5 ÷2,5 µm) the decrease was observed in the inclusion surface-share in the filtrated steel incomparison with the non-filtrated steel. The highest degree in the surface-share decrease in
Figure 4. Multi-hole ceramic
filter.

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
7
relation to all inclusions (no matter of what dimensions) was observed in W-4, W-7, W-9 and
W-5 melts with parameters ηNMI equal to 35,79 %, 33,53 %, 27,70 % and 27,50 respectively,
while the lowest one was observed in W-8 and W-1 melts with parameters ηNMI equal to 1,38
% and 1,54 % respectively. This dependence for average ηNMI value calculated for every
experimental melt, is illustrated in fig. 6.
Figure 6. The effectiveness of steel filtration measured with the average rate of the superficial share
change of non metallic inclusions ηNMI, with its division into quantity ranges according to Feret Fx diameters:
a) steel melts reduced with metallic aluminum (W-1 and W-2),
b) steel melts reduced simultaneously with several deoxidants (W-3 ÷ W-9).
Figure 7. The effectiveness of steel filtration measured with the average rate of non metallic inclusions
quantity change ηNMI , with its division into quantity ranges according to Feret Fx diameters:
a) steel melts reduced with metallic aluminum (W-1 and W-2),
b) steel melts reduced simultaneously with several deoxidants (W-3 ÷ W-9).
In the melts deoxidized solely with aluminium (fig. 6a) the increase was observed in filtrated
steel contamination in relation to 0,5 ÷ 2,5 µm interval of Fx inclusion dimension. The numberof inclusions has been increased (what can be explained as a result of steel stream re-
oxidisation with the atmospheric oxygen), but the total inclusion area (inclusion surface-
share) has been decreased.
Instead, in the melts deoxidized with complexes of deoxidizers (fig. 6b) the similar result has
not been encountered: a big decrease has been observed in combined surface of all inclusions
(by 24,77 %) and in individual intervals of the inclusion dimension Fx.

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
8
In the melts deoxidized in a complex manner (W-3 → W-9) the number of all non-metallic
inclusions has been decreased essentially. The non-metallic inclusion increase in size
(measured with diameter Fx) causes increase in the number of inclusions removed during
filtration, measured with ηNMI. The increasing trend of ηNMI average value with the increase in
inclusion dimensions is shown in fig. 7.
Figure 8 shows in a form of scanning pictures the results of investigation of the division
border of the solidified steel – filter ceramic and the areas adjoining the border after filtration
tests of steel (aluminium deoxidized) taken from the melt W-1 as an example. The solidified
product of steel deoxidation in a form of Al2O3 have been identified on the ceramic filter
surface and in the adjoining areas. The complex inclusions (probably liquid) contact in a
different way with the ceramic filter surface during steel filtration of the melt W-9 (fig. 9): it
can be seen that the filter ceramic is wetted by the clusters of complex inclusions composed of
particles of Al2O3-SiO2-MnO-FeO configuration. Phase composition of the complex
inclusions cluster corresponds to chemical composition of products of the used sedimentary
method of steel of W-9 melt deoxidation (with complex deoxidizers). The shape of inclusions
and the manner of contacting with the filtrating surface of the ceramic filter confirms the state
of inclusions is liquid and the filter ceramic material is wetted in a high degree.
4. SUMMARY
The thermodynamical analyses of the free surface-energy of three-phase system comprising of
the liquid steel, liquid non-metallic inclusion and the filter ceramic, indicates the possibility of
spontaneous adsorbtion of the liquid non-metallic inclusion by the ceramic (filtrating) surface
of the multi-hole ceramic filter. A magnitude of the free surface-energy variations in the
analyzed three-phase system, depending on the radius RI of the non-metallic inclusion, the
inter-phase tension LSNMI−σ and the function B of angle of the filter ceramic wetting by the
liquid non-metallic inclusion, can be expressed by the equation (7).
Figure 8. Scaning pictures of interface partition
filters ceramic- filtration steel of head
W-1.
Figure 9. Scaning pictures of interface partition
filters ceramic- filtration steel of head
W-7.

METAL 2006 23.-25.5.2006, Hradec nad Moravicí
___________________________________________________________________________
9
The greater effectiveness of the steel filtration with the aid of multi-hole ceramic
filters has been stated in relation to the steel melts deoxidized simultaneously with several
deoxidizers (Al, Fe-Si, Fe-Mn) compared to the steel melts deoxidized solely with aluminium
(Al). With increase in the liquid non-metallic inclusion size the filtration effectiveness
(measured as a degree of the inclusion surface-share variation and the inclusion number NMIη )
also increases.
5. REFERENCES
[1] Fröhberg M.G., Pötschke J.: Giesserei techn., heft 2 – april, 1965, s. 1-15,
[2] Happ J., Fröhberg M.G.: Giessereiforschung, 1971, Heft 1, s.1-9,
[3] Ali S., Mutharasan R., Apellian D.: Metallurgical Transaction, vol.16b, 1985,
s.725- 742,
[4] Bažan J., Bužek Z, Roučka J., Strańsky K., Lev P.: O mechanizmu filtrace tvarne litiny
ceditkovymi a pénovymi filtry. Mat. VIII Międyznarodowej Konferencji Naukowej
„Iron and Steelmaking”, Mala Lučivna, 23-25.09.1998, s.168-171 (Słowacja),
[5] Uemura K., Tokahashi M., Koyama S., Nitta M.: ISIJ International, vol. 32, 1992, nr 1,
s. 150-156,
[6] Xintian L., Yaoke Z., Baolus S., Weiming J.: Ironmaking and Steelmaking, 1992, nr 2,
s.221-225,
[7] Mancini J., Stel J.:Rev. Metall. CIT, 1992, nr 3, s. 269-277,
[8] Hammerschmid P., Janke D.: Stahl u. Eisen, 1988, nr 5, s.211-219,
[9] Kudliński Z., Sosnowski R., Janiszewski K., Pieprzyca J., Lipiński J.: Hutnik-
Wiadomości Hutnicze, 2004, nr 4, s.157-163.
[10] Kudliński Z., Pieprzyca J., Janiszewski K.: Hutnik-Wiadomości Hutnicze, 2005, nr 5,
s.254-259.