mhi vestas offshore wind - effektivitet.dk leveringstempo i... · manufacturing footprint 2016...
TRANSCRIPT

MHI Vestas Offshore Wind
1
LARS FELDSKOU

Our history
• Used to be part of one of the largest
corporations in the world: Mitsubishi
Corporation, with roots in the late 1800’s
• A major global player in several areas:
shipbuilding, transportation, aircraft,
space vehicles, defence, energy..
and more!
• Entered the wind industry in 1980
• Pioneered permanent magnet direct
drive generators
• Leading in hydraulic drive technology
• Superb financial record
• Founded in Denmark in 1979
• The only global energy company
focusing solely on wind power
• Market leading position: 60 GW installed
base (19% of the global wind power
capacity)
• Mission to bring wind power
on par with oil and gas
• Technology leader for decades
• Proven, bankable solutions
• Utterly collaborative approach,
reaching out for strong partnerships
• Continuous growth with financial
stability

V164 Timeline
21 Jan. 20141st kWh produced.
Q1 2015Type Certificate.
14 Jan. 2014Installation of prototype
at Østerild, DK
completed.
225 FTE
Oct. 2015 Start serial production.
May 2014Prototype runs in
unattended mode.
Start of test and
verification.
June 2014Start production of 0-
series turbines
Jun. 2016 Ramp-up production
capacity.
1250 FTE
October 2014New world record for power
production over 24 hr period
from a WTG; 192,000 kwh

Manufacturing footprint 2016
Vestas to be here
~11,000 m2
Nacelle assembly at Lindö shipyard in Denmark
Blades production at Isle of Wight in UK
& Nakskov DK

Track record – Over 1.6 GW installed
SPROGØCountry Denmark
Owner Sund & Bælt
Installation year 2009
Number of turbines 7
Turbine type V90-3.0 MW
MW: 21
TUNØ KNOBCountry Denmark
OwnerNpower
Renewables
Installation year 1995
Number of
turbines10
Turbine type V39-500 kW
MW: 5
HORNS REVCountry Denmark
Owner Vattenfall & Dong
Installation year 2002
Number of
turbines80
Turbine type V80-2.0 MW
MW: 160
SCROBY SANDSCountry United Kingdom
Owner E.ON UK
Installation year 2004
Number of
turbines30
Turbine type V80-2.0 MW
MW: 60
ROBIN RIGGCountry United Kingdom
Owner E.ON UK
Installation year 2009
Number of
turbines60
Turbine type V90-3.0 MW
MW: 180
BARROWCountry United Kingdom
Owner Dong Energy
Installation year 2006
Number of
turbines30
Turbine type V90-3.0 MW
MW: 90
NORTH HOYLECountry United Kingdom
OwnerNpower
Renewables
Installation year 2004
Number of
turbines30
Turbine type V80-2.0 MW
MW: 60
KENTISH FLATSCountry United Kingdom
Owner Vatenfall
Installation year 2005
Number of
turbines30
Turbine type V90-3.0 MW
MW: 90
WINDFLOAT-FLOATING
FOUNDATIONCountry Portugal
Owner Windplus
Installation year 2011
Number of
turbines1
Turbine type V80-2.0 MW
MW: 2
EGMOND AAN ZEECountry Nederlands
Owner Shell & NUON
Installation year 2006
Number of turbines 36
Turbine type V90-3.0 MW
MW: 108
THANETCountry United Kingdom
Owner Vattenfall
Installation year 2010
Number of
turbines100
Turbine type V90-3.0 MW
MW: 300
BLIGH BANKCountry Belgium
Owner Belwind N.V.
Installation year 2010
Number of
turbines55
Turbine type V90-3.0 MW
MW: 165
OFFSHORE WINDPARK Q7Country Nederlands
OwnerWP Q7 Holding
B.V.
Installation year 2007
Number of
turbines60
Turbine type V80-2.0 MW
MW: 120
KÅREHAMNCountry Sweden
Owner E.ON
Installation year 2013
Number of turbines 16
Turbine type V112-3.0 MW
MW: 48
NorthwindCountry Belgium
Owner Northwind NV
Installation year 2013
Number of turbines 72
Turbine type V112-3.0 MW
MW: 216
Humber GatewayCountry UK
Owner E.ON
Installation year 2014
Number of turbines 73
Turbine type V112-3.0 MW
MW: 219

ScopeTotal purchase budget 2015-2017 750 mio EUR
Active Suppliers: app. 1170
BOM Unique Components in V164: app. 2.500
Sourcing for active WTG projects: 7
Sourcing team organisation - 55 FTE
Sourcing Category teams – 12 teams
Supplier Quality and Fulfillment – 10 FTE
Sourcing Master Data and data management – 6 FTE
- Sourcing processes & systems – in-bound logistic
- Production footprint & facility capacity strategy
- CTO / CMO “cross functional” project organization
- PEX – MVOW cross factory processes
+ other funny stuff
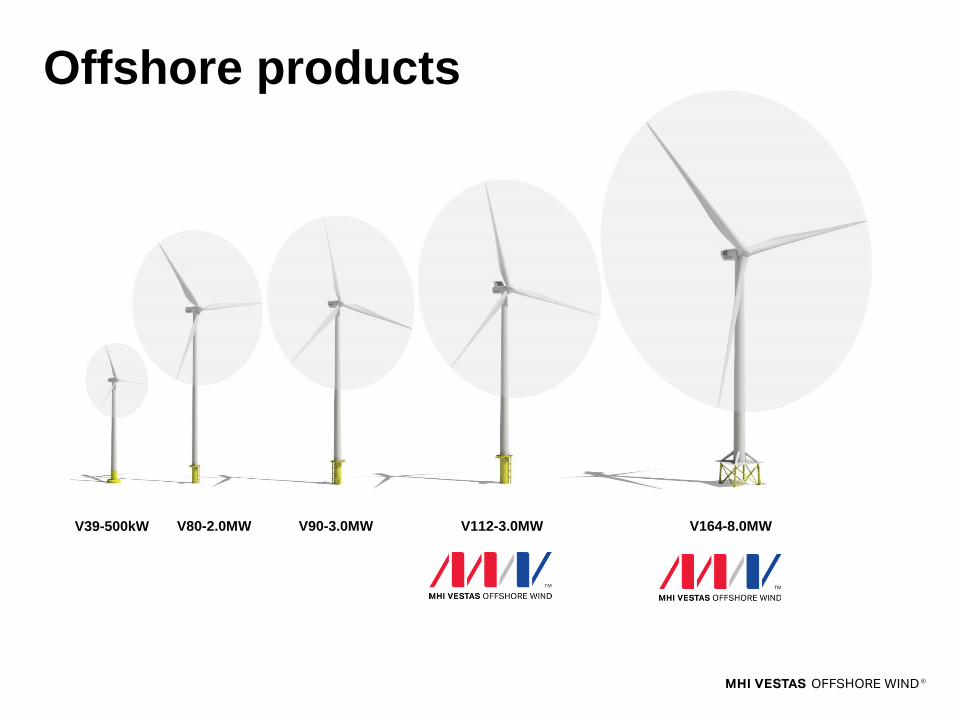
Offshore products
V112-3.0MWWV39-500kWW V80-2.0MW V90-3.0MW V164-8.0MW

V164-8.0MW
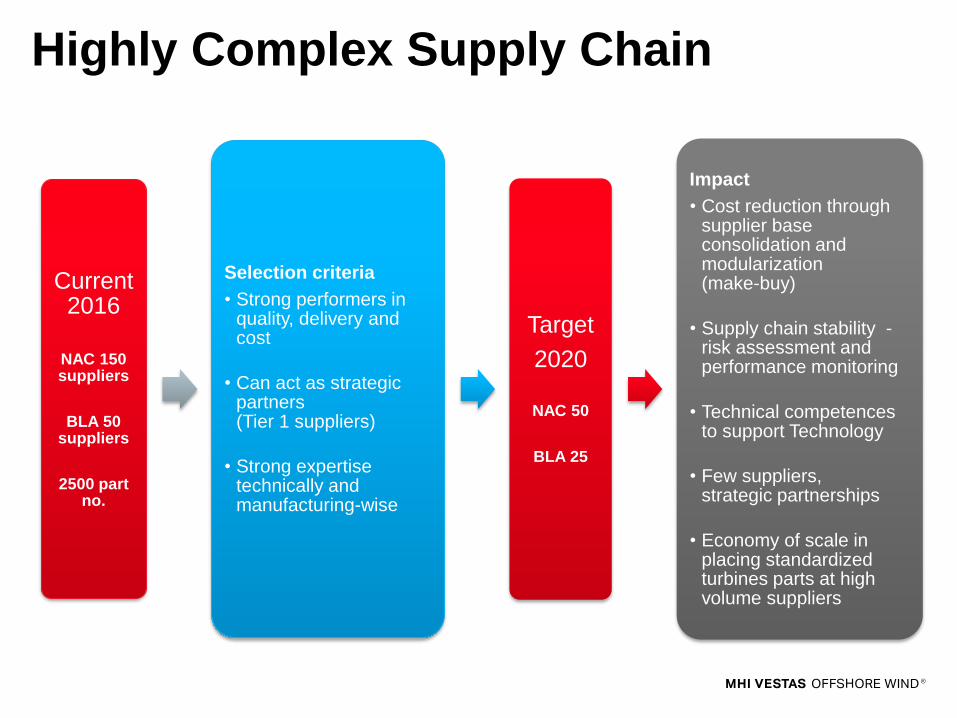
Highly Complex Supply Chain
Current 2016
NAC 150 suppliers
BLA 50 suppliers
2500 part no.
Selection criteria
• Strong performers in quality, delivery and cost
• Can act as strategic partners (Tier 1 suppliers)
• Strong expertise technically and manufacturing-wise
Target
2020
NAC 50
BLA 25
Impact
• Cost reduction through supplier base consolidation and modularization (make-buy)
• Supply chain stability -risk assessment and performance monitoring
• Technical competences to support Technology
• Few suppliers, strategic partnerships
• Economy of scale in placing standardized turbines parts at high volume suppliers

Sourcing Logistic Models – “easy way”0
% S
up
ply
ch
ain
fle
xib
ility
1
00
%
Commitment horizon
2015 2016 2017 2018
32 65 85 130 WTGs
1
2
Flexible
4
Full commitment
3
Extended
Full supply flexibility, short lead time = short term planning – KANBAN setup
Volume commitment: POrder only + non binding forecast 6 month
Example: small weldments, fasteners, C-parts
Second source in place, long lead time, project specific parts
Volume commitment: POrder + binding forecast 9..12 month
Example: towers, mechanicals
Single source, long term planning
Volume commitment: up to 3 years
Example: gearbox, generator
Second source in process of introduction
Volume commitment: binding forecast:
Year 1 – 100%, Year 2 – 30..50%
Example: skeleton, bearings, castings
Standard
• Direct access to
MVOW MRP system
• Monthly / Weekly PO
update
• Rolling forecast
• Suppliers
involvement directly
in actual production
plans
• Suppliers on site
• C Parts - Kanban

Sourcing Logistic Models – “easy way”
• Direct access to MVOW MRP system
• Monthly / Weekly PO update
• Rolling forecast
• Suppliers involvement directly in actual
production plans
• Suppliers “on site”
• C Parts + – Kanban

9
6 6 6 6
5 5 5 5
58hr
(=4days)
WC 1010 1020 1030 1000 2010 2000 3010 3000 4000 5010 5000 6010 6000 7000 8000 9010 9060 9070 9000
MBA YAW FP LCS SKl preSKl
main
DTR
pre
DTR
mainCabling
Cover
pre
Cover
main
Hub
pre
Hub
main
Auto
test
Shipme
nt
PCM
pre
PCM
main
PCM
test
Shipme
nt
Bottle neck Work Centers
WC 2010Skeleton Pre-Assy
WC 6010Hub pre
As of Dec. 2015
As of Apr. 2016
6
5
58hr
(=4days)
37hr
(=2.5days)
WC 1010 1020 1030 1000 2010 2000 3010 3000 4000 5010 5000 6010 6000 7000 8000 9010 9060 9070 9000
MBA YAW FP LCS SKl preSKl
main
DTR
pre
DTR
mainCabling
Cover
pre
Cover
main
Hub
pre
Hub
main
Auto
test
Shipme
nt
PCM
pre
PCM
main
PCM
test
Shipme
nt

KAIZEN progress in Lindø
KAIZEN Action Plan
46 47 48 49 50 51 52 53 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Burbo
1
4
2 1
2
3
31
41
5
6 1
2
7 1
Tool PJ 1 MBA turning table
2 ・New tool installation for reducing crane conflict
3 ・New tool installation for reducing crane conflict
4 ・New tool installation for reducing crane conflict
5
6
7
9
・New tool installation for reducing crane conflict
・New tool installation for reducing man hours・Investigate for next budgetary year
・New tool installation for reducing man hours・Investigate for next budgetary year
・New tool installation for reducing man hours・Investigate for next budgetary year
New tool development for super bolt tightening
Crane upgrade/optimization in B5
Overhead crane 130t in B4
Hub lifting and turning tool
5 Consider outsourcing of pre-assembly ・Consider possibility of outsourcing pre-assembly in each compornent・Pick up candidate and start to talk with supplier
IT tool
implementation
1 Production scheduling tool (Rabbit or AX) ・Define pros and cons between install Rabbit same as IoW and
develop additional aprication by AX ・Make dicision by the end of 2015・Start discussion whichever we use
・Talk with MHI IT team to find solution
・Andon system (production alarm system)
・JIT system (parts supply from warehouse)
2 Other production support tool
Logistic
improvement/
Warehouse
layout
Layout fixation in cold area(for small parts and kit
wagons)
・Make a plan of fixed layout for cold area
・Investigate work flow
・Investigate naming for lacks and shelves
・Investigate new tool for improvement
2 Layout fixation in heated area(for big components e.g.
casting, welded frame...)
・Make a plan of fixed layout for cold area
・Investigate work flow
・Investigate naming for lacks and shelves
・Investigate new tool for improvement
2 Introduce Daily management Board ・Investigate what info and how it should be presented on the
planning board・Start one or two WC as pilot excercise
3 Implement layout change ・Proceed according to plan.
Introduse Planning Board same as Story Board in IoW ・Contact consultant that create story board in IoW・Investigate what info and how it should be presented on the
planning board・Involve quality and HSE in this discussion
2016
NO Category Activities Description 11
0
2015
3 Tracking hourly basis ・Distribute the updated operation list to production
・Track the actual data hourly basis in all the WCs
Production time
(Man-hour)
tracking
1 Create detail operation list of each WC ・Define all the operations in WC
・Create detail operation list for each WC
2 Define target of each work element in each WC ・Hand the list to all the shift leads
・Shift leads define the daily/hourly target for each operations incl.
resources
4 5 6 7
3 5
6 Analysis from IE point of view
*Same exercise of Blade KAIZEN.・We will start analysis by using IE approach
(IE supporter should be given by MHI)・Select Industrial Engineer from shop workers and focus to improve
by IE analysis.
Logistic
improvement/Ki
tting
Create communication tool ・Create communication sheet between WC and warehouse based on
operation list・Create conversion list from Work element No to operation No
・Collect all the inputs from production
・Reconsider the sequence of all operations
・Update the operation list
5 Check Line balance ・To make Line balance sheet(Man-hour list)・Consider leveling of task
4 Execute according to the procedure ・Decide to distribute place and timing then make procedure
Introduce "Flow role" system ・Define role of flow role in Lindo・Train flow role member
3 Execute and update ・Update daily basis and weekly, monthly basis・Extend other WC
Establish daily
follow up
meeting
1 Decide and agree on sequence for daily follow up
meeting
・Create a time plan for daily meeting
・Agree with Dept. lead and shift lead
3 Spread the way to the all the WCs
Visualization
Start new meeting sequence in all WCs
Internal delivery
improvement
Define best organization to manage shop floor ・Consider how to manage shop floor・Define range of work center coverd by shift lead
Job captain system
5S activities Layout fixation, visualization for Kit set ・Decide location for kit sets
・Put the mark on the floor according to the plan
・Put the kit set no. on the floor according to the plan
2 Conduct the daily meeting in pilot WC Start applying new meeting sequence in a pilot WC
・Align with IoW ・Define leader in each work center under shift lead even if we deline
job captain system
4 Execute 5S audit and regular follow up ・Start the 5S audit in each WC
8
GBX unloading tool
2 Layout fixation, visualization for tools and components ・Decide location for tools and components
・Put the mark on the floor according to the plan
3 Create 5S audit sheet and agree on how to execute the
audit
・Create an audit sheet
・Make a procedure how the audit to be conducted
・Agree with dept. lead and shift lead
Half portal crane installation (for WC2010/Skeleton Pre
assy)
4 5 2
Analyze the operation sequence
Create and agree on kiting procedure ・Decide layout for kit set/kit wagons・Introduce other distribution equipment
4 4
12 1 2 3
5
MHI
UpdateCreate
DefineTraining
Installation
Installation
Introduce
Update
Introduce
Outline
Outline
Detail
Detail
Define
Execute
Trial
Installation
Installation
Discussion
Investigation
DiscussionConsider
Discussion
Investigation
Investigation
Decision
Delayed due to backlog of stock count
Delayed due to backlog of stock count
Detail
Detail
Delayed due to PWI and routing backlog
Lindø Projects Overview
# Project Dept./Category WC PJ Lead Group Status Start W End W
1 IE analysis for WC2010 KAIZEN 2010 HIURA Team MHI Closed 3 6
2 Kit set for Skeleton KAIZEN 2010 HIURA PANLE, JAHNC In progress 6 13
3 Comp. delivery improvement for WC2010 KAIZEN 2010 HIURA In progress 5 14
4 PWI improvement for WC2010 PE 2010 STGAB JOKAD In progress 8 12
5 Management improvement for WC2010 (by IE analysis) Prod. 2010 MIRKR LIWIR, JHBEI Closed 7 10
6 5S for WC2010 (by IE analysis) Prod. 2010 CAPEH Not started 10 13
7 Logist ic improvement for WC2010 (by IE analysis) Logi. 2010 PEJAA Not started 8 13
8 IE analysis for WC2010/2nd phase KAIZEN 2010 HIURA Team MHI Not started 10 13
9 Re-rout ing of cabling tasks KAIZEN 4000 KEKAW HIURA, LEZWA, SORKN Closed 3 10
10 Kit set for WC4000 KAIZEN 4000 STBEA In progress 2 10
11 Operations list set-up for WC4000 KAIZEN 4000 KEKAW HIURA, LEZWA In progress 5 11
12 Management improvement for WC4000 Prod. 4000 MIRKR LIWIR, JHBEI Not started 7 10
13 IE analysis for WC6010 KAIZEN 6010 HIURA Team MHI In progress 5 8
14 Comp. delivery improvement for WC6010 KAIZEN 6010 HIURA Not started 9 15
15 Management improvement for WC6010 Prod. 6010 MIRKR LIWIR, JHBEI In progress 7 10
16 Kit set for DTR KAIZEN 3000 STBEA On hold 6 9
17 Job card implementation KAIZEN 9010 JOZOE HIURA, LEZWA In progress
18 PWI master data/operations list set-up KAIZEN All LEZWA SORKN, JOZOE Closed 5 10
19 Dolphin/Rabbit introduction KAIZEN All HIURA LEZWA, Team MHI Not started 8 8
20 GBX unloading tool Tool PJ Warehouse HIURA Closed 1 7
21 Hub lift ing/turning tool Tool PJ 6000 SORKN Not started
22 Warehouse layout optimazation Logi. Warehouse PEJAA Not started
TIP: Double-click project to v iew and enter associated tasks.
Kaizen project is going….• to attack the bottle neck WCs• to achieve less tact time than 4 days
Action plan for whole factoryUtilized until 2016/3
Action plan for WC levelNeed to focus on specific area
- Suppliers involved- Logistic method selected
Being converted

Production line
Ware
house
2016: 90 trucks per week
2016: 1 Nacelle per week
Warehouse throughput capacity
65 part numbers with weight above 1000 Kg

Warehouse throughput capacity
Production line
Ware
house
2018: 280 trucks per week
1 per 25 minutes at 3 shifts
2018: 3 Nacelles per week

Warehouse throughput capacity
Production line
Ware
house
Beyond 2019: 450 trucks per
week
1 per 16 minutes at 3 shifts
Beyond 2019: 5 Nacelles per
week
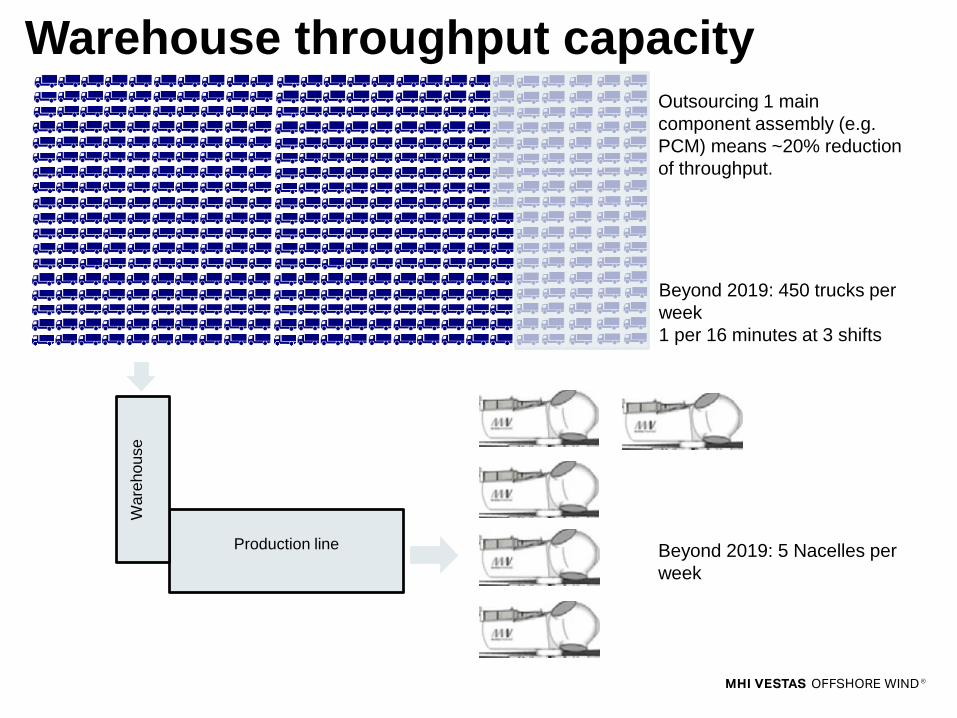
Warehouse throughput capacity
Production line
Ware
house
Beyond 2019: 450 trucks per
week
1 per 16 minutes at 3 shifts
Beyond 2019: 5 Nacelles per
week
Outsourcing 1 main
component assembly (e.g.
PCM) means ~20% reduction
of throughput.

JIT – GPS tracking of main components
Backend hosted by Trusted
(DanDomain)
Tracking
device
GSM networkTag device
Radio connection
MVOW PC
Internet connection
GPS satellite
GPS signal
(1) End user
experience of
quality
(2) Down time on
backen solution and
user friendliness
(3) GSM availability
on our sites
(5) Errors on
reporting missing
tags
(4) Tracking device
loss of GPS signal
Travel route mapping
Strategic located warehouse(s) in EU
Co-shipment between suppliers / forwarders
On-line & real time tracking – direct communication
Pilot run Q2/3 2016


Thank you for your attention
DNV GL 13th Hamburg Offshore Wind Conference20