miguel j. bagajewicz university of oklahoma · * first computer algorithms (thiele geddes) for...
TRANSCRIPT

1
Miguel J. Bagajewicz
University of Oklahoma

2
Current “HOT” Issues
• Mathematical Optimization vs. Conceptual Engineering• Individual Plants vs. Supply Chains• Deterministic Design vs. Design under Uncertainty• Relationship with Industry• Sustainability vs. Survavability

3
We review the past first• Because some people in industry still uses tools form the past.
• Because some professors still teach it!!!
Morale: The old has not died yet and the new is
not fully accepted either.
Process Systems Engineering in Academia and Industry
Process engineering of the seventies
4
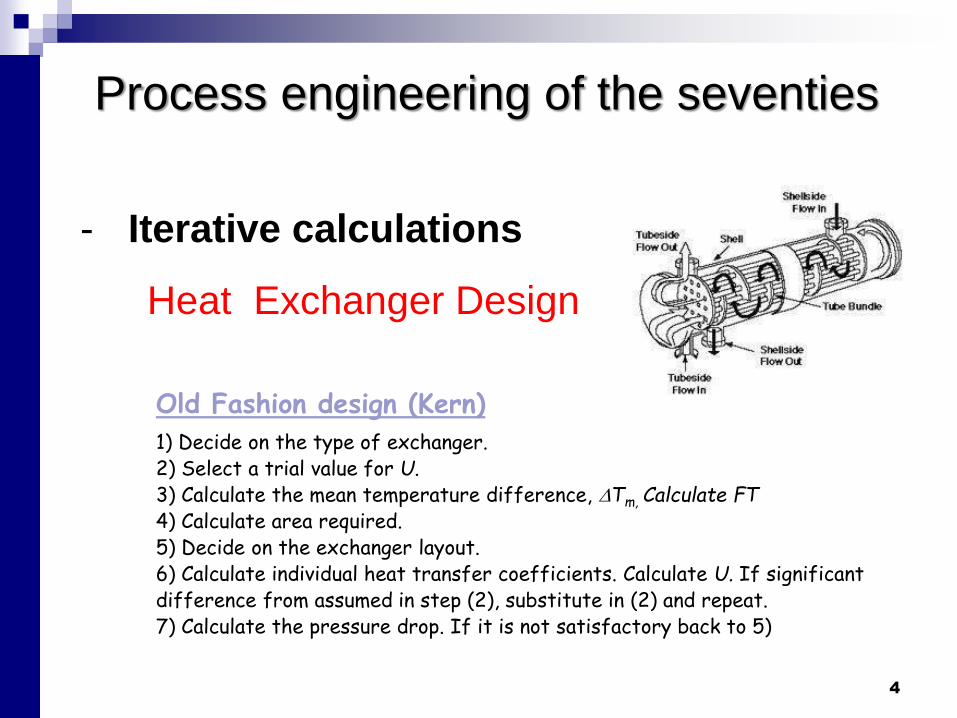
- Iterative calculations
Heat Exchanger Design
Old Fashion design (Kern)
1) Decide on the type of exchanger.2) Select a trial value for U.3) Calculate the mean temperature difference, DTm, Calculate FT4) Calculate area required.5) Decide on the exchanger layout.6) Calculate individual heat transfer coefficients. Calculate U. If significant difference from assumed in step (2), substitute in (2) and repeat.7) Calculate the pressure drop. If it is not satisfactory back to 5)

Process engineering of the seventies
5
- Simple models:
* McCabe Thiele (2 components).
* Fenske-Underwood-Gilliland
(many comp., constant volatility)
* First computer algorithms (Thiele Geddes) for distillation (Fortran)
* Still CSTR- PFR (mostly isothermal)

Industry in the seventies
6
- Pressure for profits gave rise to
* HTRI (Heat transfer Research Institute)
* Complex modeling started (Crude Columns, FCC)
* First simulators (Flowtran, Chess) (limited capacity)

The engineering of the 80’s
7
- Conceptual Engineering is proposed:
Pinch design method .
• Process Engineering
* Still mostly equipment design
* Flowsheeting emerges
- Process Synthesis
- Process Simulation
Industry in the eighties
8
- Industry* Simulators are used in Mainframe. No Graphical User interface
* Conceptual engineering is widespread known not widespread used.
* Process Operations Optimization Starts: Real time optimization
(Romeo, etc).
* Simulation goes commercial Aspentech and Simsci are formed

The engineering of the nineties
9
- Desktop Computers * Simulation becomes pervasive
* Mathematical Programming EmergesHeat exchanger network (Magnets, Synheat)
Complex Distillation (Petlyuk and other), Distillation networks, etc..
* Pinch technology shows some failures but keeps popular.
* Design for Flexibility and under uncertainty emerges (in Academia).
* The paradigm of simple models/decomposition reaches its limit.
* Supply Chain studies and planning models start

Industry in the 90’s
10
- Industry* Simulators in PC are popular.
* Conceptual engineering is widespread known to exist but still not
widespread used.
* Process Operations Optimization becomes popular: Real time
optimization (Romeo, etc.) Data Reconciliation. Supply Chain
scheduling

The engineering of the 2000
11
- Optimization Vs. Algorithms/Conceptual Eng. * Algorithmic design, heuristics, and conceptual engineering cannot deal
with large and complex systems. * Optimization matures, but is not robust.
* Frustrates Academia. Global Optimization shows as the only route* Industry cannot embrace optimization.
- Modeling Scope and Complexity* Simple models can be misleading. * From plants to Supply Chains* Retrofit
- Modeling under Uncertainty* Emerging methods (Two Stage Stochastic Programming)* Financial Risk is considered
- Integration with business.
* Business investment planning models merge with process models
Industry in the 2000’s
12
- Industry* Scheduling of batch plants using Optimization methods makes its
debut.
* Long term Planning starts to be applied to real life problems
* Conceptual engineering continues to be widespread known to exist
and not widespread used.
* Process Operations Optimization becomes popular: Real time
optimization (Romeo, etc.) Data Reconciliation. Supply Chain
scheduling.

Product engineering (briefly)
13
Product Design- Systematic Methods became popular in Academia only
recently
- Prevailing procedure both in industry and academia is
the STAGE GATE procedure.
- At stage One, many times new products are conceived
using the concept of “best product”, or what is
perceived as most needed..

Product engineering (briefly)
14
Product Design- Alternative paradigms (Bagajewicz) propose to solve
stage one with more information about other stages- Build preference functions based on product attributes
- For skin lotion: Smoothness, effectiveness, thickness, color…
- Connect product attributes to properties
- For skin lotion: viscosity, density, surface tension, etc.
- Connect properties to design
- For skin lotion: Composition, size, etc.
- Use pricing demand models
- Maximize NPV and simultaneously determine
- the product characteristics
- the portion of market demand to cover
- The selling price
Process engineering
15
Relationship of Academia with Industry
(Not all the time)
Process engineering
16
Relationship of Academia with IndustryIt happens in real life !!!!
Letter to a VP:
We have so many irons in the fire at this point that we don’t have the capacity to review this opportunity. Thanks for thinking of us and giving us the opportunity to look at it, but we will have to pass at this time.
The University of Oklahoma has developed a new technology for natural gas CO2 and H2S removal. Basically, our technology reduces the cost of removal by around 60%. Please let me know if you want to hear some more about it.
Answer

Process engineering
17
Relationship of Academia with Industry
However:
- Big companies keep looking for new technologies.
- But not in the traditional process engineering (with some notable exceptions such as catalysis)
- Effort is in nanotechnology, biomedicine, etc.

18
Teaching of Process Engineering
Engineering projects in capstone classes
Before the eighties“Design a plant to produce chemical X, with capacity Y”
In the eighties“Design a flexible plant to produce chemical X, with capacity Y,
capable of working in the given ranges of raw materials availability and quality and product specifications”
In the nineties: “Design a plant to produce chemical X, taking into account uncertain raw
materials and product prices, process parameters, raw material availability and product demand, given the forecasts and determine when the plant
should be built as well as what expansions are needed”
Substitute “plant” by “network of processes” or by “product” and you have supply chain problems or product engineering.

Process engineering
19
What is in the future?

The engineering of the XXI century
20
- Optimization more pervasive in IndustryWhat needs to happen?
* Graphic User Interface need to supplant programming language. * Optimization needs to be robust and relatively fast
The only hope is global optimization. * Computer clusters/ Supercomputers will be used in Industry
- Modeling under UncertaintyDeterministic Design using mean values abandoned. Academia will lag behind again (books are outdated)
- Operations will automate (Smart Plants)Massive data handling. Strategic, tactical and real time decision making intertwined.

Examples
21
Industrial Water Allocation Problem Where Global Optimization Makes a Difference
HEAT RECOVERY NETWORKS using Mathematical programmingWhere Global Optimization Makes a Difference over Conceptual Engineering

Heat Exchanger Networks
Available Techniques:• By inspection. (Inefficient even if based on pinch technology)
• Pinch Technology.
• HIT (Heat Integration Transportation Model).
• Others (Mostly academic worksmostly not used in industry).
- Superstructures- Genetic algorithms
ΔH
T
1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n 1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
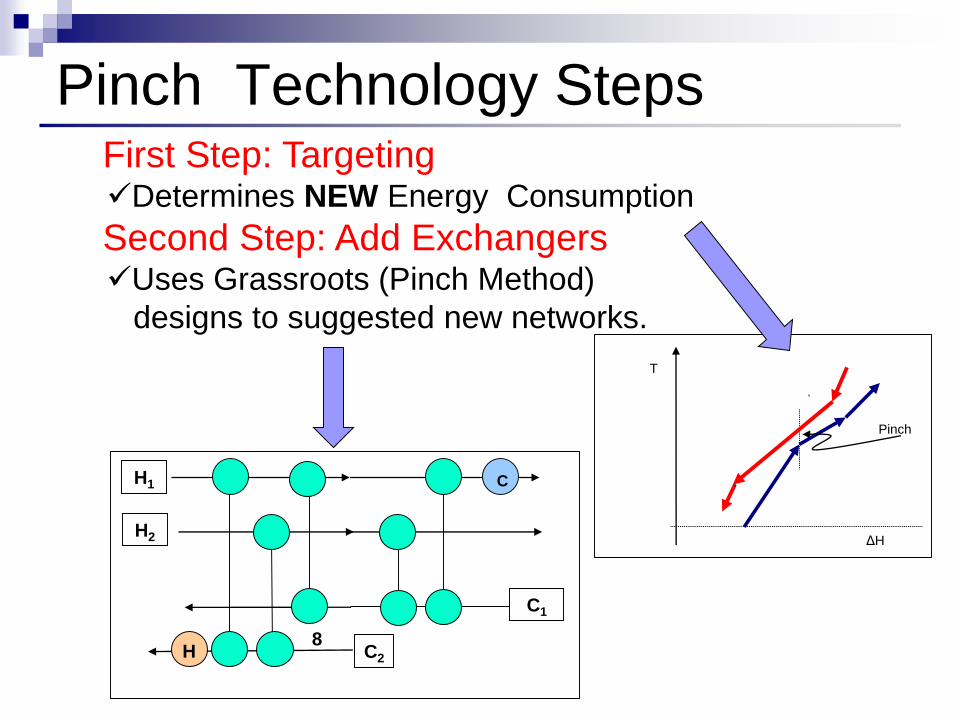
Pinch Technology Steps• First Step: Targeting Determines NEW Energy Consumption.
• Second Step: Add ExchangersUses Grassroots (Pinch Method)
designs to suggested new networks.
Pinch
ΔH
T
H1
H2
C2 8
C1
H
C

SUPERSTRUCTURE MODELS
Generalized Superstructure (~1986)
-
SUPERSTRUCTURE MODELS
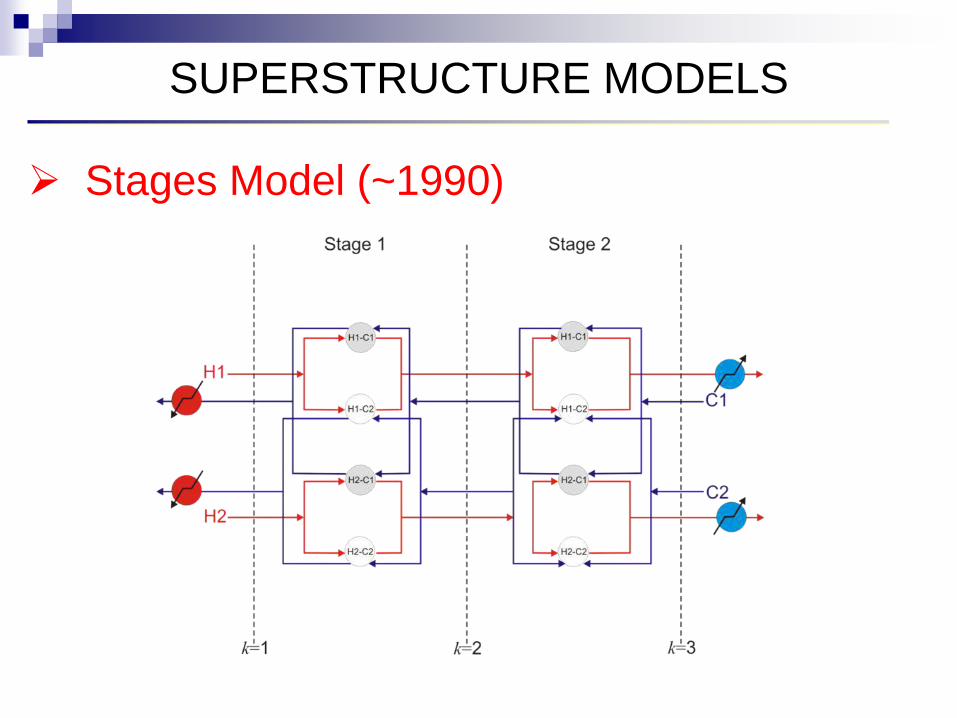
Stages Model (~1990)

SUPERSTRUCTURE MODELS
Stages/Sub-Stages Model (2014)
SUPERSTRUCTURE MODELS
Superstructure ModelsAre MINLP models (nonlinear with integers)Non-Convex (Difficult to solve)Require expertise in setting them upDo not run if not given good initial pointsLocal Optima almost guaranteed
Robust Global optimization methodsOnly available recently. (Baron, Antigone, etc.)

HIT(Heat Integration Transportation Model)
It’s based on Old Transportation/Transshipment models
Developed from 2005 to 2008. Automatic Retrofit (only one step, no targeting)Guaranteed GLOBAL solution
• Adds exchangers.(Shell & Tube, Alfalaval Compablocs, Fintube twisted tubes, etc.)• Adds shells to pre-existing exchangers.• Reduces area within a certain limit.• Adds area to existing shells up to a limit (Using twisted tubes).• Relocates streams (exchanges tubes with shells) in pre-existing exchangers.• Considers limits on splitting of streams as well as clamp down certain matches.• Takes into account the balance between real savings and costs.• Generates automatically the second best, the third best solution, etc..
Several of the constraints of area reduction (due to pressure drop), as well asrelocation and limits on splitting among others, are easily resolved by the HITmethod.
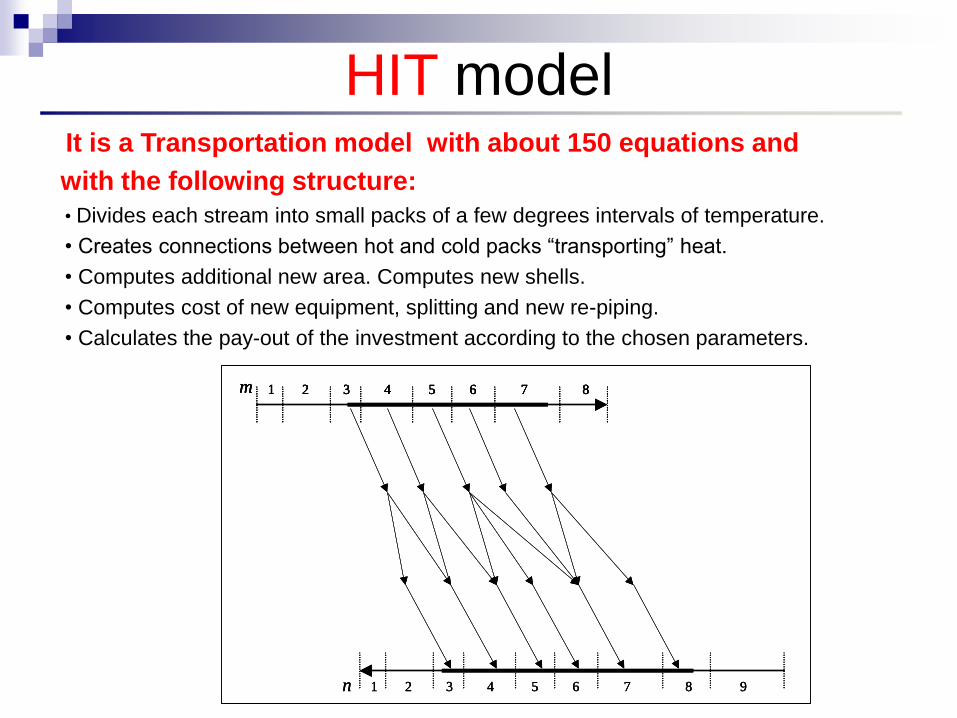
HIT modelIt is a Transportation model with about 150 equations andwith the following structure:• Divides each stream into small packs of a few degrees intervals of temperature.• Creates connections between hot and cold packs “transporting” heat.
• Computes additional new area. Computes new shells. • Computes cost of new equipment, splitting and new re-piping.• Calculates the pay-out of the investment according to the chosen parameters.
1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n 1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m 1 2 3 4 5 6 7 8m
1 2 3 4 5 6 7 8 9n 1 2 3 4 5 6 7 8 9n
Hzijmq ,ˆ
zjnimq ,
Czijnq ,ˆ
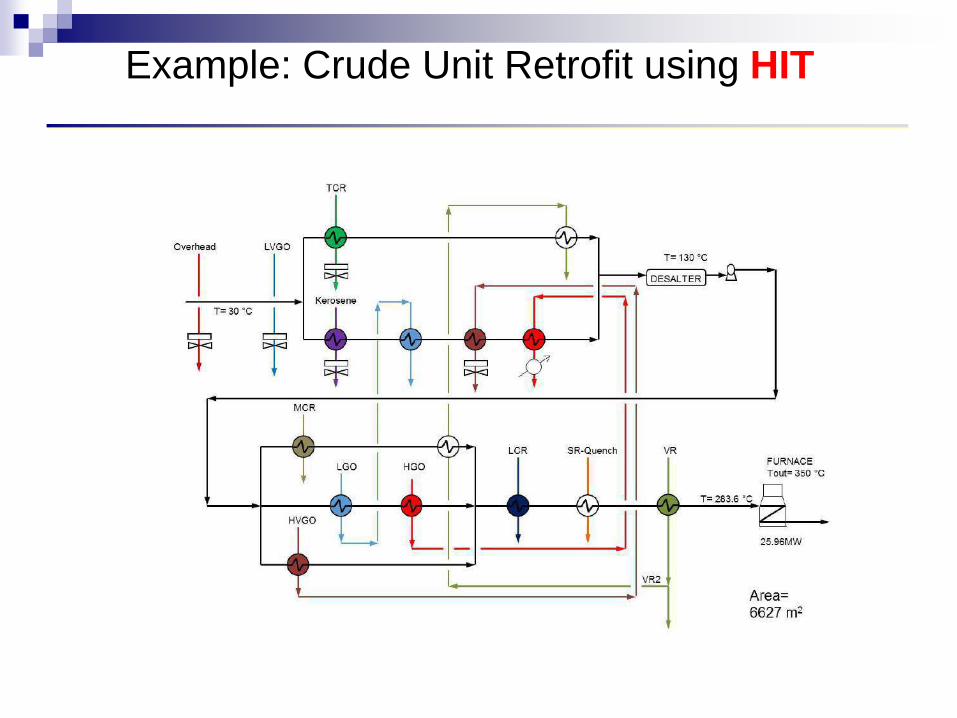
Example: Crude Unit Retrofit using HIT
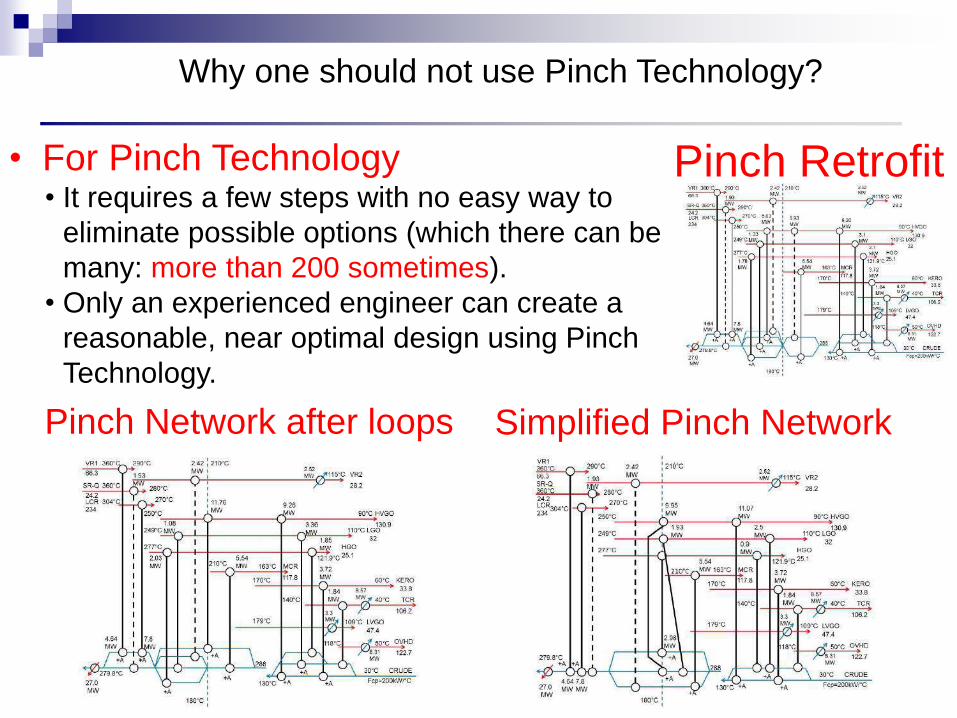
• For Pinch Technology• It requires a few steps with no easy way to
eliminate possible options (which there can be many: more than 200 sometimes).
• Only an experienced engineer can create a reasonable, near optimal design using Pinch Technology.
Why one should not use Pinch Technology?
Pinch Network after loops
Pinch Retrofit
Simplified Pinch Network

Pinch Technology
Pinch Design (excessive splitting/merging) HIT Design (less complicated)
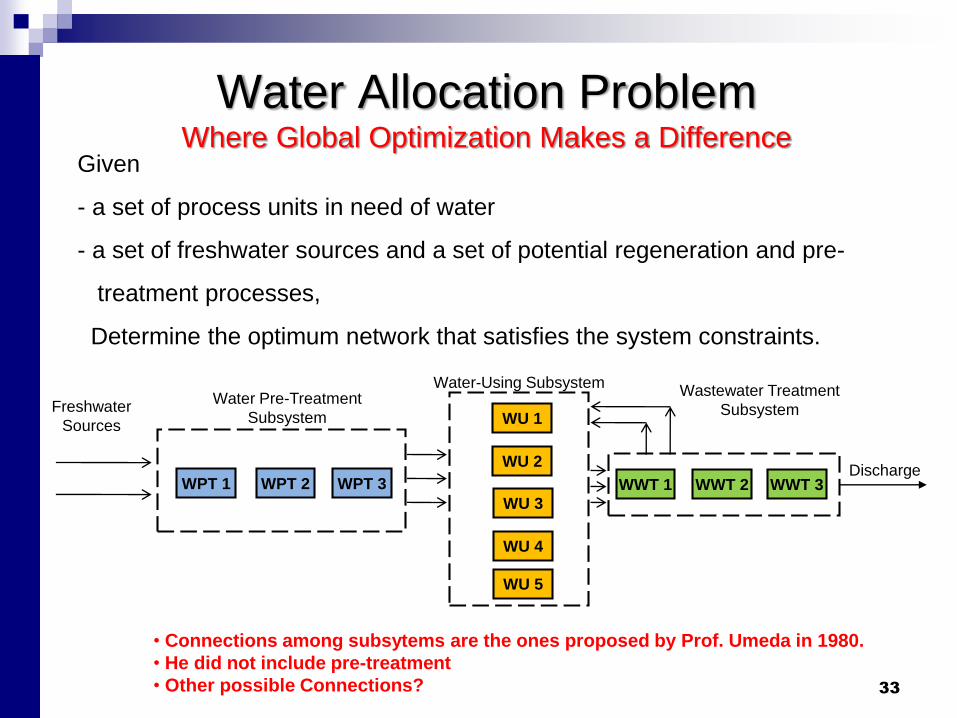
Water Allocation Problem Where Global Optimization Makes a Difference
Given
- a set of process units in need of water
- a set of freshwater sources and a set of potential regeneration and pre-
treatment processes,
Determine the optimum network that satisfies the system constraints.
33
Wastewater TreatmentSubsystem
Water-Using SubsystemWater Pre-Treatment
Subsystem
WPT 1 WPT 2 WPT 3
WU 1
WU 2
WU 3
WU 4
WWT 1 WWT 2 WWT 3Discharge
FreshwaterSources
WU 5
• Connections among subsytems are the ones proposed by Prof. Umeda in 1980.• He did not include pre-treatment• Other possible Connections?

Recycle from the EoPT(Optimization of the water-using subsystem)
34
Objective: Min Freshwater: 119.332 ton/hr vs. 33.571 ton/hr

Paper Mills
35
Zero discharge:
Cost $2.2 milion vs. 6.32 million with no
regeneration
Economical choice:
Cheaper network, (physical regeneration)
Cost: $0.56 Million!!!!!
36
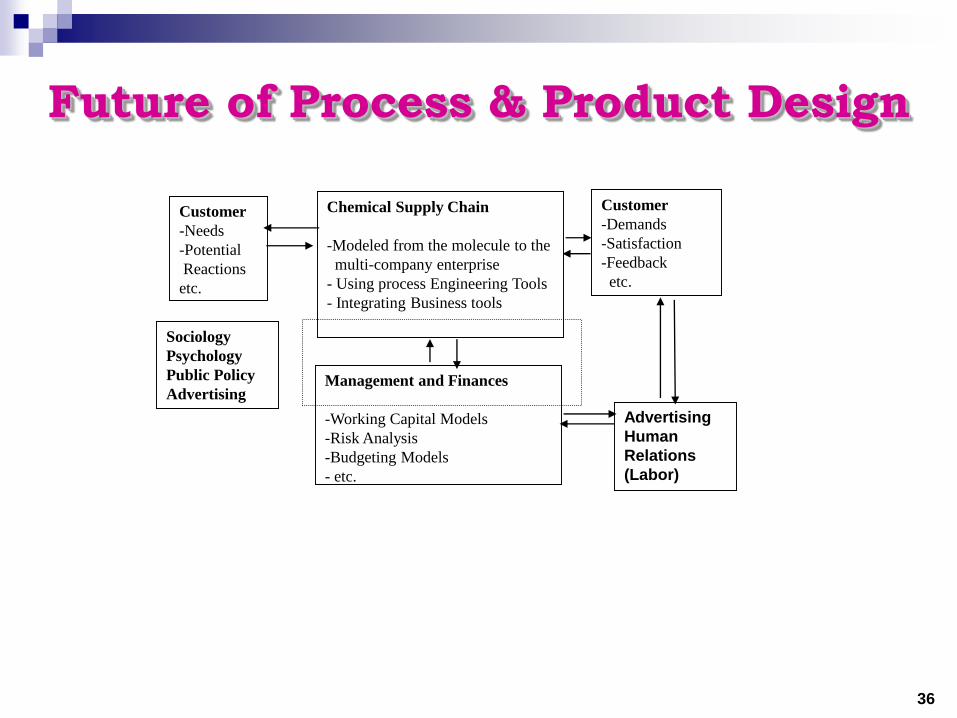
Future of Process & Product Design
Customer-Needs-Potential Reactionsetc.
Chemical Supply Chain
-Modeled from the molecule to the multi-company enterprise
- Using process Engineering Tools - Integrating Business tools
Customer-Demands-Satisfaction-Feedbacketc.
Management and Finances
-Working Capital Models-Risk Analysis -Budgeting Models- etc.
AdvertisingHuman Relations (Labor)
SociologyPsychologyPublic PolicyAdvertising

37
THE NEW EMERGING TREND OF INTEGRATION OF FINANCIAL AND ENGINEERING TOOLS NEEDS TO BE REINFORCED WITH NEW MODELS AND PROCEDURES.
MAXIMIZATION OF SHAREHOLDER VALUE IS THE ULTIMATE OBJECTIVE.
TWO-STAGE STOCHASTIC PROGRAMMING IS ADVOCATED TO BE THE INTEGRATING TOOL.
RISK IN DESIGN AND DECISION MAKING (SCHEDULING, PLANNING, ETC.) SHOULD BE MANAGED USING A MULTIOBJETIVE FRAMEWORK.
CONTRACTS, OPTIONS, PRICING, ETC. CAN BE EASILY ADDED.
Future of Process & Product Design

38
OPTIMIZATION WILL BECOME PERVASIVE.
OUR DESIRE TO BE AS ACCURATE AS POSSIBLE IN OBTAINING THE BEST RESULT WILL TILT THE TOOL TOWARDS MATHEMATICAL PROGRAMMING
RIGOROUS GLOBAL OPTIMIZATION WILL BECOME THE TOOL OF CHOICE
SUPERCOMPUTERS OR COMPUTING IN THE CLOUD MIMICKING PARALLEL COMPUTATION WILL BE USED
CONCEPTUAL ENGINEERING WILL FADE AS A TOOL FOR DESIGN AND WILL REMAIN AS A TOOL FOR QUALITATIVE UNDERSTANDING (As McCabe Thiele is today for distillation).
Future of Process & Product Design
39
Nearly half the systems crucial to stability of planet compromised
Science, 15 January 2015: Almost half of the processes that are crucial to maintaining the stability of the planet have become dangerously compromised by human activity.
Nine planetary boundaries• Climate change• Change in biosphere integrity (biodiversity loss and species extinction)• Stratospheric ozone depletion• Ocean acidification• Biogeochemical flows (phosphorus and nitrogen cycles)• Land-system change (for example deforestation)• Freshwater use• Atmospheric aerosol loading (microscopic particles in the atmosphere)• Introduction of novel entities (e.g. organic pollutants, radioactive materials,
nanomaterials, and micro-plastics).
Source: http://www.sciencedaily.com/releases/2015/01/150115163533.htm; Science, 15 January 2015 DOI: 10.1126/science.1259855

40
JUST CLIMATE CHANGE
• CO2 levels have reached 400 ppm, when the tolerable limit is 350 ppm.• Emissions continue increasing and at the current rate it means a 4-6 oC
warming in 60-80 years. THIS MEANS EXTINTION of Most Species (HUMANS too?)
• IEA warned in 2012 that "no more than one-third of reserves of fossil fuels can be consumed prior to 2050 if we hope to prevent global warming from exceeding more than 2 oC”
• To avoid 2 oC of warming, the global economy now needs to decarbonise at 6.2 percent a year, more than five times faster than the current rate, every year from now till 2100.
• On our current burn rate we blow our carbon budget by 2034, sixty-six years ahead of schedule.
Not mentioning the looming specter of “Abrupt Methane Release”
41
• A New SUSTAINABLE economy needs to deindustrialize, only achievable with a severe reduction of consumption, a behavioral change, and the removal of trivial unnecessary products.
• Hence, this new SUSTAINABLE economy needs to stop being governed by the need of “growth” and be TRULY Sustainable.
• Is this still possible? Should we talk about
SURVIVABILITY
instead of Sustainability?
THIS would change EVERYTHING we do.
Final Message
42
- Do not simplify models
- Do not decompose
- Use global Optimization
- Incorporate Uncertainty
- Consider retrofit models
- Continue to pursue integration with business tools
- Integrate product, process and business.
- SURVIVE!!!