modelo para el diseño de grasas shortening, a partir de
TRANSCRIPT

1
Modelo para el diseño de grasas shortening, a
partir de una mezcla ternaria de aceite de
palma, y dos grasas modificadas
químicamente (hidrogenación e
interesterificación), libres de trans.
Autor: C.A. Medina
Tutor: Rocío Sierra
Departamento de Ingeniería Química, Universidad de los Andes, Bogotá, Colombia.
Objetivo
Obtener mediciones experimentales que permitan formular un modelo computacional a través del entrenamiento de redes neuronales, que correlacione las concentraciones de mezclas ternarias, compuestas por grasa de palma refinada (PO), grasa hidrogenada (Hydro) y grasa interesterficada (INTer), con el contenido de sólidos como función de la temperatura y el punto de fusión (PF), para el diseño de un shortening libre de ácidos grasos trans.
Objetivos específicos
1. Determinar a través de mediciones experimentales realizadas a diferentes
temperaturas, el efecto que el cambio en los contenidos porcentuales de PO, Hydro e INTer tiene sobre el contenido de sólidos y el punto de fusión (PF) de un shortening libre de ácidos grasos trans.
2. Formular, usando mediciones experimentales obtenidas en este estudio, un modelo computacional obtenido a través del entrenamiento de redes neuronales, que permita correlacionar la composición de mezcla con el porcentaje de sólidos a diferentes temperaturas.
3. Validar estadística y experimentalmente el modelo computacional obtenido en este estudio.

2
Modelo para el diseño de grasas, a partir de
una mezcla ternaria de aceite de palma, y dos
grasas modificadas químicamente
(hidrogenación e interesterificación), libres de
trans.
Autor: C.A. Medina
Departamento de Ingeniería Química, Universidad de los Andes, Bogotá, Colombia.
Resumen
Los shortenings libres de trans (tipos especiales de grasa diseñados mezclando otras grasas)
tienen aplicaciones importantes en la industria panificadora y de repostería. Usando información
contenida en la curva de sólidos de mezclas de grasas a diferentes temperaturas y conociendo el
Punto de Fusión (PF) de la mezcla, pueden asegurarse propiedades sensoriales deseadas para la
mezcla diseñada. En este estudio, se determinaron experimentalmente el contenido de grasas
sólidas y el PF de mezclas preparadas usando diferentes proporciones de aceite de palma (PO),
grasa hidrogenada (Hydro) y grasa interesterificada (INTer) a temperaturas de 10, 20, 30 y
40°C.En una primera etapa del estudio se escogieron los rangos en los que PO, Hydro e INTer
deben ser mezcladas para diseñar un shortening que cumpla dos requisitos: (i)tener las
propiedades que se requieren (ii) estar libre de ácidos grasos Trans (TFA). Con los datos
obtenidos, se realizó un análisis de desviación de la idealidad en curva de sólidos y punto de
fusión, de mezclas binarias (PO-Hydro, PO-INTer, INTer-Hydro). Basados en estos resultados, la
segunda etapa del estudio consistió en la elaboración de un modelo de predicción de curva de
sólidos y puntos de fusión de las mezclas de estas tres grasas. La herramienta usada fue Neuron
Network de Matlab. La etapa de entrenamiento se mantuvo hasta que el R2 fue mayor a 0.8 y el
error MSE calculado por la herramienta fuera el mínimo posible. Adicionalmente se realizó una
validación experimental del modelo y a partir del error estadístico RMSE, se encontró que para la
predicción del contenido de sólidos el error se redujo de 4.5 (Cálculo teórico) a 0.7 (Simulación), y
el RMSE para la predicción del punto de fusión se redujo de 6.1 a 1.4.
Palabras clave: grasa vegetal, contenido de sólidos, grasa interesterificada, grasa
hidrogenada, aceite de palma, diseño de grasas, modelo de predicción, Neuron Network,
Matlab.

3
Abstract
Trans free shortenings (special types of fats designed from the blending of other fats) have
important application in the bakery industry. Using information of the solid fat content (SFC) at
different temperatures and knowing the melting point (PF) of the blend, sensory properties can
be assured for the designed blend. In this study, the solid fat content and melting point of
different blends of palm oil (PO), hydrogenated fat (Hydro) and an interesterified fat (INTer) were
experimentally obtained at 10, 20, 30 and 40 ºC. In a first stage of this study, ranges in which the
PO, Hydro and INTer are to be blend to design an industrial bakery fat (shortening) that meets
two main requirements: (i) have the properties required for the bakery industry, (ii) free of Trans
fatty acids (TFA). With the results obtained a deviation of the solid fat curve and melting point
from the ideality for binary blends (PO-Hydro, PO-INTer, and INTer-Hydro) was made. Based on
these results, the second stage of the study consisted in elaborating a prediction model for the
curve of solid fat content and the melting points of any blend from the three fats presented. The
tool used was Neuron Network from Matlab. The training stage was done until the R2 was bigger
than 0.8 and the error MSE calculated by the tool was the minimum possible. Additionally an
experimental validation of the model was done and from the root mean square error (RMSE) was
found that the model statistic error was reduced from 4,5 (theoretic calculus) to 0,7 (Simulation)
for the SFC curve, and the RMSE for the prediction of the melting point was reduced from 6,1 to
1,4.
Key Words: vegetable fat, shortening, solid fat content, interesterified fat, hydrogenated
fat, palm oil, fat design, prediction model, Neuron Network, Matlab.
1. Introducción
El diseño de shortenings es importante dada la alta demanda de este producto por tener aplicabilidad en la industria de la panificación y repostería. Durante el año 2012 se estima se consumieron 100.000 Ton. de shortening en Colombia (Team Foods).
Para la preparación de shortenings, pueden usarse procedimientos estándar tales como hidrogenación e interesterificación (ver Sección 3). Estos son unos de los procesos químicos más utilizados en la industria de grasas para transformar los aceites naturales en grasas con propiedades deseadas (Gabrovska, Krstic, Edreva-Kardjieva, Stankovic, & Jovanovic, 2006). Durante la hidrogenación, se manipulan las propiedades de los aceites de manera importante, pero esto es a costa de una saturación parcial, lo que resulta en la formación de ácidos grasos Trans (TFA) (Ghotra, Dyal, & Narine, 2002).
Dado el amplio uso de los shortening y la preocupación que el contenido de TFA tiene sobre la salud pública (R. Micha, 2008) hay un interés generalizado para los shortenings, que preservando todas las propiedades deseadas en este producto (ver Sección 4) sean también libres de TFA (Reshma, Saritha, Balachandran, & Arumughan, 2008).
Importantes conclusiones acerca de las propiedades de mezclas de grasas, pueden inferirse por medio del conocimiento de dos propiedades fisicoquímicas de la mezcla: el PF y la curva de sólidos a diferentes temperaturas. El PF da información

4
acerca de propiedades sensoriales como la sensación grasa en la boca y residual en el paladar y la curva de sólidos permite establecer conclusiones en cuanto a la plasticidad, esparcibilidad, consistencia, suavidad y textura (Ver Glosario de Términos en el Anexo 6) y otras propiedades sensoriales (Augusto, Soares, Chiu, & Gonçalves, 2012).
En una mezcla de grasas, y básicamente en una grasa pura también, se tiene una gran variedad de ácidos grasos, cada uno con diferentes propiedades fisicoquímicas. Es de esperarse que el contenido de sólidos a diferentes temperaturas y el PF de la mezcla, dependa en gran medida de la combinación de las propiedades fisicoquímicas de los ácidos grasos. Infortunadamente estas interacciones no siempre tienen un comportamiento ideal presentando eutécticos (Danthine & Deroanne, 2003), por lo tanto las propiedades de las mezclas resultantes siempre deben ser comprobadas en laboratorio. El proceso de medición de estas propiedades es demandante en tiempo, consumibles y energía (Houmøller, Kristensen, & Rosager, 2007).
En este estudio, con base en una amplia gama de mediciones experimentales, se obtuvo un modelo de “caja negra” (Strik, Domnanovich, Zani, Braun, & Holubar, 2005) usando como herramienta las redes neuronales. Con este modelo, fue posible la predicción de la curva de sólidos y el PF de mezclas ternarias de PO, INTer e Hydro, en sus rangos normales de adición para shortenings. Modelo de este tipo buscan disminuir los tiempos de diseño de shortenings y mejorar el uso de recursos (Teles dos Santos, Gerbaud, & LeRoux, 2013).
2. Aceite de palma africana
El aceite de palma es semisólido y está compuesto principalmente por ácidos grasos Palmítico (C16:0), Oleico (C18:1) y Linoleico (C18:2), Debido al diverso contenido de ácidos grasos tanto sólidos como líquidos a temperatura ambiente, que le dan su apariencia semisólida a este aceite, es una de las grasas más utilizadas y versátiles de la industria (Shahidi, 2005).
3. Procesos de modificación química
a. Hidrogenación
La hidrogenación es el método por el cual una grasa líquida (insaturada) es solidificada (saturada) por medio de la incorporación de un par de átomos de hidrogeno en sus enlaces dobles (Gabrovska, Krstic, Edreva-Kardjieva, Stankovic, & Jovanovic, 2006). Lo que se busca con este proceso es darle consistencia a los aceites líquidos para diversificar su uso en las diferentes aplicaciones (Karabulut, Kayahan, & Yaprak, 2003). En el proceso de hidrogenación aumenta el punto de fusión y el contenido de sólidos se incrementa en toda la curva de temperatura (Karabulut, Kayahan, & Yaprak, 2003). En cuanto a las propiedades químicas de las grasas hidrogenadas, dado que se reducen los enlaces dobles se mejora la resistencia a la oxidación, una de las principales causas de deterioro de las grasas (Gabrovska, Krstic, Edreva-Kardjieva, Stankovic, & Jovanovic, 2006).

5
i. Ácidos grasos Trans
Durante la reacción llevada a cabo en la hidrogenación, algunos enlaces doble Cis cambian su posición dando como resultado los ácidos grasos Trans (Karabulut, Kayahan, & Yaprak, 2003). Si la reacción no se lleva a saturación total, la grasa queda con un porcentaje de éstos ácidos grasos que puede variar entre 20% y 50% (Datos de Team Foods), dependiendo de las condiciones del proceso (Temperatura, presión, catalizador).
b. Interesterificación
El proceso de hidrogenación modifica la química de los ácidos grasos, mientras que el proceso de interesterificación modifica la química de los triglicéridos formados por éstos ácidos. En éste proceso los ácidos grasos de la grasa son reacomodados en nuevas posiciones del triglicérido dando como resultado un aceite totalmente diferente en cuanto a sus propiedades fisicoquímicas, más aún si dos clases de aceites (palma, palmiste, girasol, etc) son mezclados e interesterificados. Lo anterior significa que en las grasas naturales la acomodación de los ácidos grasos en los triglicéridos no es al azar (Rodrigues & Gioielli, 2003). En la mayoría de triglicéridos de origen natural predomina un ácido graso insaturado en la posición sn-2 (Carbono medio de la cadena de glicerol), con ácidos grasos saturados en las posiciones sn-1 y sn-3 (Carbonos de los extremos de la cadena de glicerol). Con la interesterificación se modifica este orden para obtener diferentes propiedades físicas de la grasa manteniendo la composición original de clases de ácidos grasos.
4. Grasas diseñadas para panificación
(shortenings)
El tipo de grasa utilizada en el proceso de panificación industrial, es en gran parte responsable de varias funciones como la suavidad y textura del producto final. La entrega de sabor, la estructura, la incorporación de aire en el batido, la transferencia homogénea del calor y la vida de anaquel (Ghotra, Dyal, & Narine, 2002), son algunas de las propiedades en las que la preparación de la grasa influye. Al diseñar un shortening, se deben tener en cuenta las propiedades de la grasa que juegan un papel importante para cumplir todas las funciones mencionadas anteriormente. La base del diseño de las grasas es la curva de sólidos pues determina en gran parte el comportamiento que va a tener la grasa a cada temperatura de trabajo. El contenido de sólidos debe ser suficiente (20-30%) a la temperatura de batido (ver definición en el Anexo 6) para atrapar aire en la red cristalina (Teles dos Santos, Gerbaud, & LeRoux, 2013).Por otro lado debe ser bajo (<10%) a temperaturas alrededor de 40ºC para impartir una buena sensación al paladar y evitar sensación residual grasa.
5. Redes Neuronales artificiales de Matlab®
Las redes neuronales artificiales es un sistema que busca la relación entre un conjunto de observaciones respuesta con un conjunto de variables de entrada. Estos sistemas están basados en el sistema neuronal del cuerpo humano (The MathWorks Inc., 2009).
6
Las redes neuronales artificiales consisten en una serie de unidades llamadas neuronas, conectadas entre sí. Reciben como entrada una valor (x) el cual es ponderado según el peso (w) de su conexión (cada variable de entrada tiene una conexión única, con un peso determinado por la misma red en una etapa de entrenamiento). El resultado de la suma ponderada de sus entradas es el argumento de una función de transferencia de una variable (F()), la cual arroja un resultado (y) (Ver ecuación 1). Dependiendo de la arquitectura, la red se puede extender a varias neuronas procesando información en paralelo en una misma capa, o puede también estar compuesta de varias capas. La respuesta de las neuronas de una capa, será entonces la entrada de las neuronas de la siguiente capa (Strik, Domnanovich, Zani, Braun, & Holubar, 2005).
(1).
Donde es la respuesta de una neurona que tiene una función de transferencia . El argumento de esta función es la sumatoria de la multiplicación del valor de entrada con el peso (w) asignado a la conexión de esa entrada.
La clave de las redes neuronales es la determinación de los pesos de las conexiones, los cuales se encuentran en la etapa de entrenamiento (Strik, Domnanovich, Zani, Braun, & Holubar, 2005). El entrenamiento de la red se plantea como la minimización de una función de error, que para las redes se utiliza los cuadrados medios del error (MSE). Para solucionar este problema, Matlab utiliza el método Levenberg-Marquardt (The MathWorks Inc., 2009).
6. Materiales y Metodología
a. Materiales
Las bases grasas de palma, palma hidrogenada y la grasa interesterificada fueron obtenidas de Team Foods Colombia. Bases grasas del mercado fueron obtenidas de Team Foods Colombia y tiendas de insumos de panificación. Los estándares de ácidos grasos para la calibración de análisis de FAMES fueron suministrados por Supelco.
b. Software
Para la realización de este modelo de redes neuronales se utilizó la herramienta Neural Network de Matlab y el programa Matlab 7.8.0.347 (R2009a). Cada matriz se digitó en una hoja del editor de Matlab y agregada al workspace. La herramienta de Neural Network fue abierta por medio del comando nftool en la ventana de comandos de Matlab. Este comando abre la interfaz de la herramienta de redes neuronales utilizada para encontrar la relación entre un conjunto de variables de salida con unos de entrada (Neural Network Fitting Tool).
La herramienta Neural Network cuenta con una interface gráfica (GUI) que se muestra en la figura A.4.2 de los anexos 4, junto con los pasos seguido para crear la red. La interfaz va llevando al usuario a través de los pasos y muestra los valores de MSE y R2 de la red.
7
c. Métodos experimentales
Porcentaje de sólidos (SFC). Para la medición del contenido de sólidos a diferentes temperaturas se utilizó el método Cd 16b – 93 de la AOCS (American Oil Chemist Society) el cual consiste en fundir la muestra a 60ºC por 20 min para asegurar que se está borrando cualquier memoria de sólidos, se lleva a un baño de 0ºC por 1 hora y se inserta la muestra en los baños atemperados a cada temperatura que se quiere realizar la medición por 30 min, la muestra fue llevada un equipo de resonancia magnética nuclear (NMR por sus siglas en inglés) marca Bruker, serie Mq 20 para hacer la lectura del resultado. El principio operativo por el cual este análisis es posible se explica en el Anexo 5.
Punto de Fusión (PF). La medición de punto de fusión de las mezclas de grasas fue realizada mediante el método Cc 1-25 de la AOCS en donde se toma la muestra liquida de la mezcla y se inserta en un tubo capilar de vidrio abierto, durante 5 min se refrigera a 4-8ºC y luego se lleva a un beaker con agua a 15ºC, se aumenta la temperatura de manera lenta y controlada hasta que la grasa se desplace del capilar debido a que se ha vuelto fluida, se mide la temperatura y este valor se reporta como el PF.
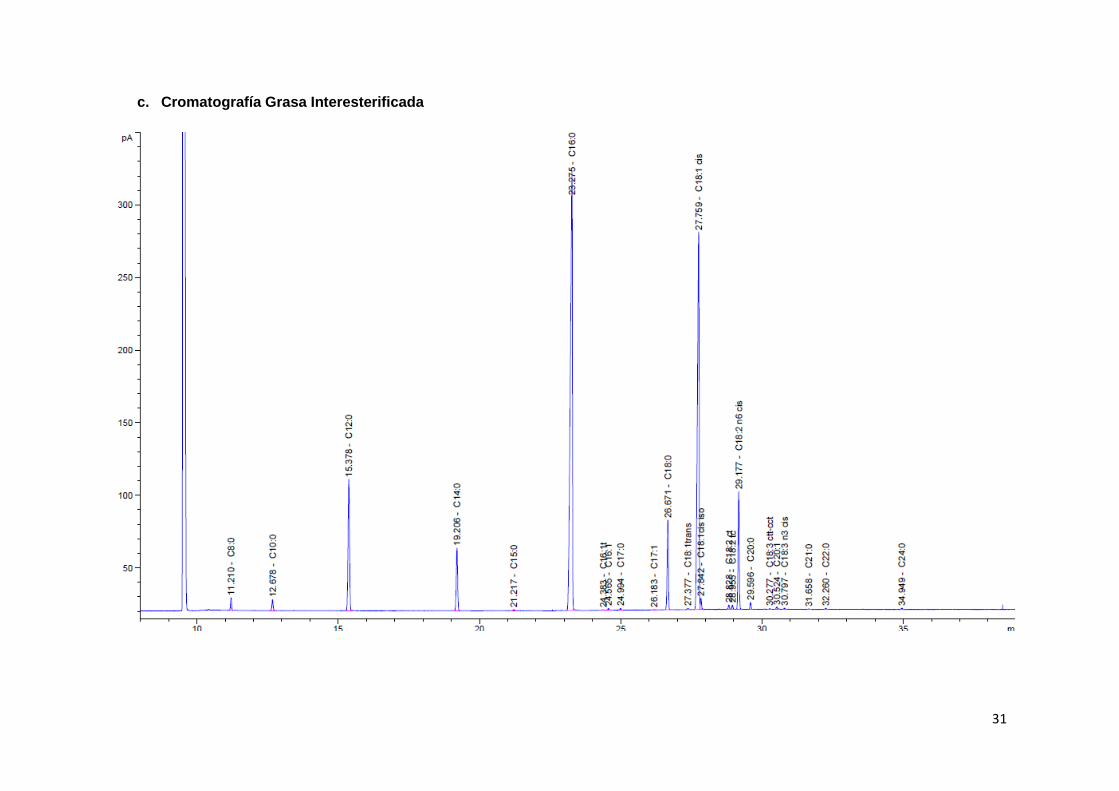
Composición de ácidos grasos (FAMES). Para la medición de ácidos grasos se usó un cromatógrafo de gases (GC) marca Agilent Technologies serie 7890A. Para el análisis se empleó una columna capilar, polar y un detector de inonización de llama (FID). El análisis se realizó con base en la norma AOCS Ce 1e-91 el cual consiste en la identificación de compuestos que se realiza con base en el método de los tiempos de retención y la cuantificación se realiza mediante el método de normalización. La preparación de la muestra consiste en metilar los ácidos grasos con hidróxido de potasio en solución de metanol, una vez obtenidos los ácidos grasos libres se adiciona el solvente que en este caso es hexano y se inyecta la muestra a la columna.
d. Diseño experimental para el diseño de un shortening.
Las mezclas a evaluar para determinar los rangos de adición en el diseño de un shortening, se plantearon a partir de un diseño factorial de 2 factores con 4 niveles para cada factor. Se realizó una réplica en cada muestra para tener más certeza de los resultados fisicoquímicos. En este diseño experimental los factores son la grasa interesterificada y el aceite de palma, los niveles son los niveles en las cuales se agregan estas grasas en la mezcla: Baja, Media-baja, Media-alta y Alta. En el anexo 3 (Tablas A.3.1 y A.3.2) se muestra el diseño de las mezclas y los rangos de porcentajes que fueron cubiertos por éste diseño.
e. Simulación en redes neuronales
Las mezclas se diseñaron tal que, cubrieran los rangos de composición en los que las grasas involucradas son adicionadas (Anexo 3, Tabla A.3.3).
Inicialmente la matriz de entrada fue de 66 composiciones de mezclas ternarias, binarias y de las tres grasas puras (Matriz 66X3). La matriz de salida fue construida a partir de los porcentajes de sólidos a 10, 20, 30 y 40°C, respectivos de cada una de las 66 mezclas (Matriz 66X4). El desempeño de la red neuronal se midió a partir de la
8
MSE y el coeficiente R2. Cuando el MSE es mínimo y el R2 es alto (>0,8), un modelo puede ser calificado como muy bueno (Strik, Domnanovich, Zani, Braun, & Holubar, 2005). Este modelo fue probado a ensayo y error con diferentes mezclas al azar, y no se obtuvieron buenas predicciones de la curva de sólidos.
Una segunda corrida con una matriz de entrada con 112 mezclas (Matriz 112X3) y su correspondiente matriz de salida (Matriz 112X4), fue realizada. Para el punto de fusión se hizo una corrida de una red neuronal adicional con la misma matriz de entrada de la segunda corrida mencionada anteriormente (Matriz 112X3), y como matriz de salida se tuvo una columna con los puntos de fusión de las 112 mezclas (Matriz 112X1). Los resultados se muestran a continuación.
7. Resultados
a. Caracterización de las bases grasas
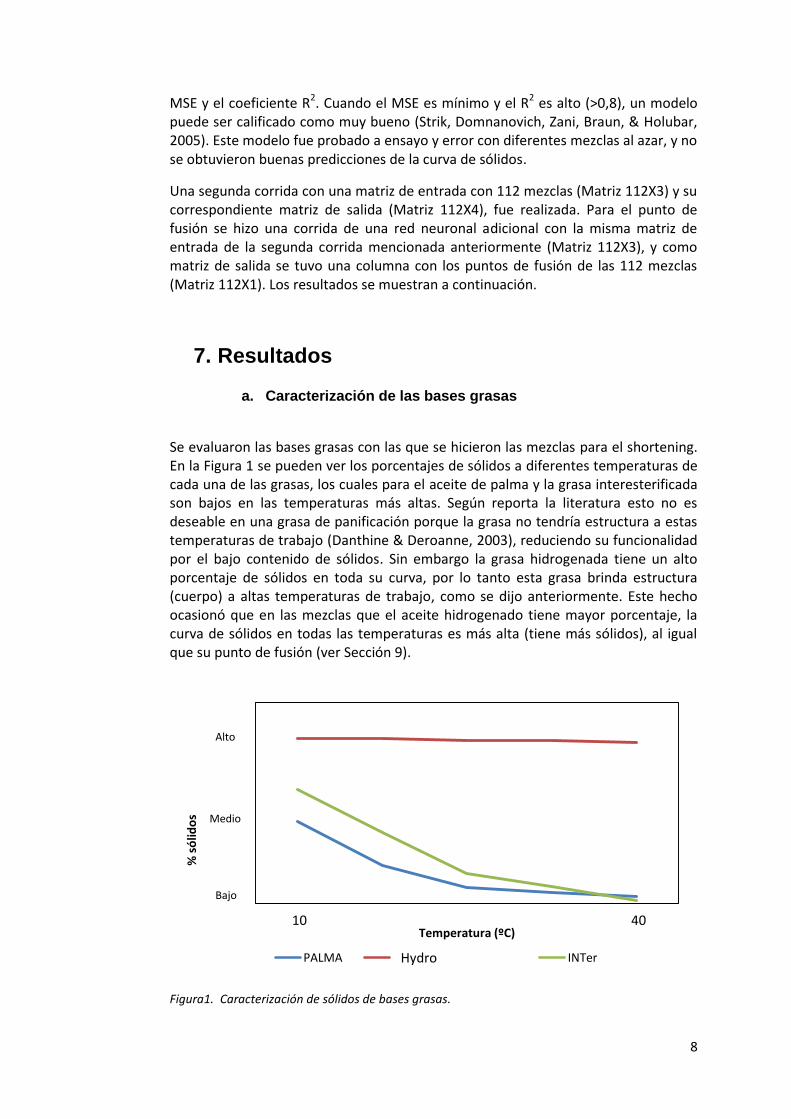
Se evaluaron las bases grasas con las que se hicieron las mezclas para el shortening. En la Figura 1 se pueden ver los porcentajes de sólidos a diferentes temperaturas de cada una de las grasas, los cuales para el aceite de palma y la grasa interesterificada son bajos en las temperaturas más altas. Según reporta la literatura esto no es deseable en una grasa de panificación porque la grasa no tendría estructura a estas temperaturas de trabajo (Danthine & Deroanne, 2003), reduciendo su funcionalidad por el bajo contenido de sólidos. Sin embargo la grasa hidrogenada tiene un alto porcentaje de sólidos en toda su curva, por lo tanto esta grasa brinda estructura (cuerpo) a altas temperaturas de trabajo, como se dijo anteriormente. Este hecho ocasionó que en las mezclas que el aceite hidrogenado tiene mayor porcentaje, la curva de sólidos en todas las temperaturas es más alta (tiene más sólidos), al igual que su punto de fusión (ver Sección 9).
Figura1. Caracterización de sólidos de bases grasas.
% s
ólid
os
Temperatura (ºC)
PALMA PALMA HIDROGENADA INTer
Bajo
Medio
Alto
10 40
Hydro

9
El contenido de ácidos grasos de las grasas puras fue estudiado con el fin de asegurar un shortening libre de TFA. Un análisis de TFA a las mezclas finales no es necesario pues se sabe que los trans son formados en procesos de hidrogenación o procesos inestables de refinación (Shahidi, 2005). En la industria diferentes grasas para panificación son diseñadas a partir de grasas parcialmente hidrogenadas como se muestra en la literatura (Ghotra, Dyal, & Narine, 2002) ya que estas contienen TFA que le dan características mencionadas anteriormente al producto, las cuales son deseadas. En este estudio se utilizó la grasa interesterificada junto con la hidrogenada para encontrar la plasticidad que de otra manera brindan los TFA. El resultado de la suma de los TFS para cada grasa PO, Hydro e INTer es mostrado en la Tabla 1:
Tabla 1 Contenido de ácidos grasos Trans de las bases grasas
TFA (18:1 t, 18:2 t, 18:3 t)
PO <0,5
HPO 0
INTer <1
Los cromatogramas completos se pueden observar en el Anexo 1.
b. Caracterización de shortenings
Diferentes grasas del mercado fueron caracterizadas en su curva de sólidos y punto de fusión para poder comparar los resultados obtenidos en la grasa que se diseñó, con las mezclas de las grasas propuestas. Se tomaron cinco shortenings del mercado reconocidos por sus buenas propiedades fisicoquímicas (plasticidad, aireación, entrega de sabor) que los hacen funcionales en la panificación industrial. Adicionalmente se tomaron cuatro shortenings de la literatura, que sus autores declaran que presentan buena plasticidad y textura, consecuencia del diseño en la curva de sólidos (Lee & Akoh, 2008).

10
Tabla 2 Caracterización de bases grasa para panificación.
Características fisicoquímicas de grasas para panificación del mercado y literatura
PF(ºC) N10(%) N20(%) N30(%) N40(%)
Mercado 1 45,0 65,0 50 26 10,0
Mercado 2 43,0 64,0 37 16 7,0
Mercado 3 43,0 55,0 35 17,0 7,4
Mercado 4 46,0 56,0 38 21,0 10,0
Mercado 5 44,0 62,0 43 23,0 8,0
Literatura 1 (Lee & Akoh, 2008) NR 62,9 42 26,0 11,6
Literatura 2 (Lee & Akoh, 2008) NR 51,1 29,6 14,2 5,9
Literatura 3 (Jeyarani & Reddy,
2003)
NR NR 39 30,0 4,0
Literatura 4 (Jeyarani & Reddy,
2003)
NR NR 38 29,0 3,0
Promedios 44,2 59,4 39,1 22,5 7,4
Mínimos 43,0 51,1 29,6 14,2 3,0
Máximos 46,0 65,0 50,0 30,0 11,6
NR: No reporta; N10, N20, N30 y N40: Temperaturas de medición en ºC.
c. Análisis cualitativo de resultados de mezclas
Debido al nivel de confidencialidad que maneja este proyecto por estar asociado a una empresa privada, se realizó un análisis cualitativo de los resultados obtenidos en las mezclas del diseño experimental. Los parámetros analizados fueron el punto de fusión y el contenido de sólidos a temperaturas de trabajo y a altas temperaturas dado su importancia en la sensación al paladar. Se escogió un rango de porcentaje de sólidos y puntos de fusión, a partir de los datos mostrados en la Tabla 2. Este rango está dado por las grasas del mercado que tienen un buen desempeño reconocido en la aplicación y por las grasas encontradas en la literatura (máximos y mínimos Tabla 2). Esto nos permite un primer acercamiento para encontrar los porcentajes de las mezclas ternarias funcionales para panificación industrial.
Tabla 3 Resultados de propiedades fisicoquímicas de las mezclas
Niveles Análisis cualitativo
Hydro
INTer
PO
PF
Sólidos a T de
trabajo (10-30ºC)
Sólidos a 40ºC
(Entrega de sabor)
Mezcla 1 Bajo Bajo Bajo Superior Superior Superior
Mezcla 2 Bajo Bajo Medio-bajo Superior OK Superior
Mezcla 3 Bajo Bajo Medio-alto Superior OK OK
Mezcla 4 Bajo Bajo Alto OK OK OK
Mezcla 5 Bajo Medio-bajo Bajo Superior Superior Superior
Mezcla 6 Bajo Medio-bajo Medio-bajo Superior OK Superior
Mezcla 7 Bajo Medio-bajo Medio-alto OK OK OK
Mezcla 8 Bajo Medio-bajo Alto OK OK OK
Mezcla 9 Bajo Medio-alto Bajo OK OK Superior
Mezcla 10 Bajo Medio-alto Medio-bajo OK OK Superior
Mezcla 11 Bajo Medio-alto Medio-alto OK OK OK

11
El diseño experimental realizado no muestra valores por debajo de los límites establecidos por el estudio de las grasas del mercado y las de la literatura. Las muestras en donde la grasa hidrogenada está cerca al límite superior en la que fue evaluada (25% en mezcla), tiene contenidos de sólidos y punto de fusión superiores a los límites del rango definido en la Tabla 2. A medida que se reduce su concentración en la mezcla, así mismo se reducen los valores en estas dos propiedades. Por otro lado, cuando la grasa interesterificada está en mayor proporción (78%), la curva de sólidos toma una pendiente más alta lo cual significa que a temperaturas bajas tiene sólidos altos. Sin embargo a medida que va aumentando la temperatura los sólidos se van pareciendo más a los encontrados en el mercado. El aceite de palma por su parte, cuando está en concentraciones altas y medias-altas, presenta valores dentro de los rangos buscados, y la pendiente es similar a la encontrada en el mercado, lo que indica que esta base grasa es la que debería estar en mayor concentración en la mezcla, según la comparación con el mercado actual y la literatura. Dado que después de hacer el análisis cualitativo se tienen varias mezclas que entran dentro del rango propuesto, las muestras que tuvieron mejores resultados serán comparadas con datos más puntuales (promedio de los datos encontrados en el mercado). Este análisis de curva de sólidos, da una comparación más puntual de las propiedades de las mezclas diseñadas en este trabajo y las grasas actualmente comercializadas. Según el análisis cualitativo presentado en la Tabla 3, las mezclas 4, 7, 8, 11, 12, 14, 15 y 16 cumplen con los parámetros en su punto de fusión y la curva de sólidos.
Mezcla 12 Bajo Medio-alto Alto OK OK OK
Mezcla 13 Bajo Alto Bajo OK OK Superior
Mezcla 14 Bajo Alto Medio-bajo OK OK OK
Mezcla 15 Bajo Alto Medio-alto OK OK OK
Mezcla 16 Bajo Alto Alto OK OK OK

12
d. Comparación con muestras del mercado
Figura 2. Comparación de curva de sólidos contra el mercado
Los resultados presentados en la Figura 2 permiten reducir el número de mezclas que cumplen con los parámetros esperados de un shortening para panificación. Así se reduce el rango en los cuales las tres grasas involucradas deben ser mezcladas para lograr un shortening de panificación. Como se dijo anteriormente la curva de sólidos es la base del diseño de grasas especializadas, pues determina el comportamiento a diferentes temperaturas de trabajo. Siendo las temperaturas bajas importantes para la maquinabilidad, incorporación de ingredientes, densidad de la masa y las temperaturas altas para la entrega de sabor, estructuración, textura y sensación al paladar.
Las mezclas con mayor contenido de aceite de palma muestran un mejor diseño en sus parámetros fisicoquímicos, lo que pronostica un buen comportamiento como grasa para panificación. Según los datos obtenidos en este trabajo los rangos de concentración de estas tres bases grasas para diseñar un shortening son 39-78% de PO, 13-54% de INTer y 6-8,7% de Hydro, comprobando así que el aceite de palma debe ir en mayor proporción si se quiere obtener una grasa para panificación industrial.
0,0
100,0
% s
olid
os
Temperatura (ºC)
Grasa del mercadoMezcla 4Mezcla 7Mezcla 8Mezcla 11Mezcla 12
10 40

13
8. Análisis de desviación de la predicción teórica
de curvas de sólidos para las mezclas de PO,
Hydro e INTer.
Figura 3. Curvas isotérmicas mezcla PO-INTer
Figura 4. Curvas isotérmicas mezcla INTer-Hydro
Figura 5. Curvas isotérmicas mezcla PO-Hydro

14
Figura 6. Punto de fusión de mezclas binarias
Dado que el comportamiento de un producto graso depende de la curva de sólidos, el diseño empieza por un cálculo teórico de esta propiedad. El cálculo teórico consiste en hacer una suma ponderada de los sólidos de cada grasa pura, dependiendo de su concentración en mezcla. Dependiendo de la afinidad de los triglicéridos y ácidos grasos, este cálculo puede ser confiable para predecir curva de sólidos, o no. Estas desviaciones son atribuidas a las interacciones moleculares entre las especies de moléculas en el sistema.
Las curvas de sólidos de mezclas binarias dan una idea de la cercanía del cálculo teórico y los datos reales. En las Figuras 3, 4, 5 y 6 se muestran los resultados de contenido de sólidos y puntos de fusión de las mezclas binarias de este estudio (PO-INTer, INTer-Hydro y PO-Hydro).
En la Figura 3 se puede observar una interacción entre los triglicéridos que solidifican a 10ºC en las mezclas 90-10% a 60-40% entre las bases grasas PO e INTer respectivamente. Las líneas rectas representan los sólidos que tendría una mezcla con comportamiento ideal. En el resto de curvas isotérmicas no se observa un comportamiento no ideal marcado, las líneas son rectas uniendo los puntos de contenido de sólidos de las dos bases grasas puras.
En las Figuras 4 y 5, mezclas de PO e INTer con Hydro, se observa un comportamiento más alejado de la idealidad sobre todo en el contenido de sólidos a 20 y 30ºC. La desviación es más marcada en mezclas donde el porcentaje de Hydro es de 15% a 60%. El valor de contenido de sólidos de la mezcla 50-50 PO-Hydro, se considera es inferior al esperado lo cual ocasiona la disrupción del comportamiento de la curva.
Debido al comportamiento alejado de la idealidad de las mezclas entre estas grasas, el diseño teórico de sólidos y punto de fusión para un producto graso en cualquier aplicación no sería acertado. Esto implica la formulación de un amplio rango de muestras y su análisis en laboratorio, incurriendo en gastos adicionales para un negocio industrial.
A continuación se muestran los resultados de un modelo diseñado para predecir curvas de sólidos y puntos de fusión, con un error menor al manejado actualmente con los cálculos teóricos. Este modelo disminuye los costos de diseño de grasas y elimina los tiempos de análisis de conjuntos grandes de mezclas, para lograr una curva de sólidos deseada.

15
9. Modelo de diseño de curvas de sólidos y punto
de fusión.
a. Simulación de curva de sólidos
Como se mencionó en la metodología, los valores que determinan el desempeño de una red neuronal son el MSE y el R2, que son calculadas por el mismo programa al correr la red. Las redes fueron reentrenadas varias veces hasta encontrar cualitativamente el MSE más bajo y el R2 más cercano a 1.
En la primera red neuronal (Red 66) corrida con un conjunto de 66 muestras se obtuvieron los siguientes MSE y R2:
Figura 7. MSE y R2 de la red 66. Calculados por la herramienta de redes
neuronales
Según la literatura (Strik, Domnanovich, Zani, Braun, & Holubar, 2005), un valor de R2 mayor a 0,8 confirma que la red neuronal tiene un buen desempeño, sin embargo hay que hacer una evaluación para comprobar su efectividad con datos experimentales nuevos.
Para hacer la comprobación de la Red 66, se evaluaron tres nuevas mezclas que representaran diferentes puntos de los rangos de adición de las grasas. Al hacer la comparación entre la predicción de curva de sólidos de estas mezclas y los datos obtenidos en el laboratorio, se encuentra que la diferencia en puntos porcentuales no es la esperada, pues presenta desviaciones similares al cálculo teórico. Adicionalmente el comportamiento (pendientes) de la curva de sólidos simulada, no se asemeja al de la curva real. Lo anterior es mostrado en la Figura 8, donde se presentan los resultados de 3 mezclas diferenciadas por su color, con los datos experimentales en línea sólida y los simulados en línea punteada.

16
Figura 8. Comparación de curvas de sólidos experimentales vs simuladas por Red66.
Las diferencias en puntos porcentuales, entre la simulación y los datos reales, alcanza máximos de 5 para la mezcla 1 a 20ºC, 3,5 en la mezcla 2 a 10ºC y de 6 puntos en la mezcla 3 a 30ºC, solo por mencionar los casos más críticos. En cuanto al comportamiento de la curva, este modelo simula pendientes que no se asemejan a la realidad induciendo al error del ingeniero que diseña. Por ejemplo la simulación de la curva 3 (naranja punteada) indicaría que esta grasa tiene un buen perfil de fusión de grasa en la boca, por la rápida disminución de sólidos desde temperatura ambiente (20ºC), hasta temperatura corporal (37ºC), sin embargo la curva de la grasa muestra que esto no es así.
Dado que los resultados obtenidos con la Red 66 no fueron precisos, la construcción de una red neuronal para predecir puntos de fusión no se hizo. El paso a seguir fue la obtención de más datos experimentales para robustecer el entrenamiento de la matriz.
Los datos adicionales obtenidos fueron anexados a la matriz ya existente. Como se mencionó anteriormente, un total de 112 muestras fueron utilizadas para el entrenamiento de la segunda red (Red 112). La MSE y R2 calculados por el sistema se muestran en la siguiente ilustración:
Figura 9. MSE y R2 de la red 112. Calculados por la herramienta de redes
neuronales
Como se puede observar, los valores de los cuadrados medios del error se disminuyeron (fueron los mínimos encontrados en esta corrida) y el R2 tiene un valor más próximo a 1. Lo anterior es un buen indicio que la Red 112 iba a tener un mejor
5
75
10 40
% s
ólid
os
Temperatura (°C)
Mezcla 1
Mezcla 2

17
desempeño que la Red 66, lo cual fue comprobado con la simulación de las mezclas anteriormente simuladas en la Red 66 y otra más.
Los resultados de las simulaciones de la red 112 fueron comparados contra el método teórico usado hoy en día. Según las gráficas de mezclas binarias, una simulación teórica de la curva de sólidos de una mezcla ternaria, no iba a ser muy representativa de la realidad por las diferencias entre las curvas calculadas (rectas) y los datos experimentales obtenidos en ese estudio. Las diferencias se hacen más marcadas en las mezclas con Hydro.
Las Figuras 10a y 10b que se muestran a continuación, fueron elaboradas a partir del cálculo teórico, simulación y obtención experimental de porcentajes de sólidos a 10, 20, 30 y 40ºC. Las mezclas evaluadas para este análisis son adicionales a las usadas en la construcción de la red neuronal. Las 3 curvas presentadas en estas figuras presentan diferentes niveles de aceite de palma (PO), (Alto, Medio, Bajo), todas con una concentración de Hydro baja.
Figura 10a. Comparación datos reales vs teóricos. Nivel de Hydro bajo
Figura 10b. Comparación datos de simulación vs reales. Nivel de hydro bajo
En la Figura 10a se puede observar la diferencia que hay entre un cálculo teórico y la curva de sólidos medida en laboratorio. Aunque el comportamiento de la curva teórica no es muy alejado de la realidad, los datos siempre están por debajo de los
10
70
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo
10
70
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo

18
experimentales, más ampliamente en la mezcla con alto contenido de palma. En la Figura 10b se evidencia los primeros resultados de la simulación de la red neuronal comparados con los datos reales. Las curvas están superpuestas en gran parte y la máxima diferencia en puntos porcentuales de sólidos fue de 0,8.
La Figura 10c mostrada a continuación, da un comparativo de las desviaciones de las curvas de sólidos, entre los valores calculados teóricamente y los simulados. Los datos tabulados en esta figura pertenecen a las curvas de la mezcla alta en PO, por ser la que tiene la diferencia más crítica. Los valores están dados en puntos porcentuales de contenido de sólidos. Se puede observar que la diferencia es disminuida con la simulación drásticamente en las temperaturas de 10 y 20ºC. La diferencia más marcada se encuentra a 20ºC, lo cual concuerda con el análisis de las mezclas binarias con Hydro, donde la curva a 20ºC era las más alejada de los datos reales.
Figura 10c Desviaciones de la curva calculada y simulada con la real. Mezcla PO alto,
Hydro bajo.
Las Figuras 11a y 11b, al igual que las 10a y 10b, muestran 3 curvas de mezclas con diferente concentración de PO, sin embargo el contenido de Hydro se encuentra a un nivel medio, según su rango de adición estudiado (0-25%).
2,3
3,9
1,4 1,5
0,40,0
0,8 0,8
10°C 20°C 30°C 40°C
Calculo teórico Simulación
15
75
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo

19
Figura 11a. Comparación datos reales vs teóricos. Nivel de Hydro medio
Figura 11b. Comparación datos reales vs simulación. Nivel de Hydro medio
Haciendo una comparación entre las Figuras 10a y 11a, se puede evidenciar que el cálculo teórico es más alejado a medida que se va aumentando el contenido de Hydro. Adicionalmente el perfil de la curva de sólidos calculada, empieza a tener una diferencia (en pendientes) con el perfil de la curva real, diferencia que no era tan marcada en las mezclas con Hydro bajo. Sin embargo se puede evidenciar en la Figura 11b que la simulación se mantiene efectiva y las curvas vuelven a estar superpuestas en casi toda su extensión, con excepción de la curva alta en PO a 10ºC (diferencia de 1,2 puntos porcentuales).
Figura 11c Desviaciones de la curva calculada y simulada con la real a diferentes
temperaturas. Mezcla PO alto, Hydro medio.
La Figura 11c al igual que la 10c, muestra las diferencias obtenidas en el cálculo teórico y la simulación de la curva más crítica (Alta en PO). Se puede ver una desviación más marcada que en las mezclas con Hydro bajo y se sigue manteniendo el punto a 20ºC con la diferencia más grande. En estas mezclas la desviación a 30ºC se incrementa en comparación con las mezclas anteriores. Aunque la curva simulada presenta una diferencia a 10ºC mayor a cualquiera vista en las mezclas anteriores, en el resto de puntos (20, 30 y 40ºC) la diferencia no supera el punto porcentual.
15
75
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo
2,8
8,5
4,7
0,1
1,20,3 0,4 0,3
10°C 20°C 30°C 40°C
Calculo Teórico Simulación
20
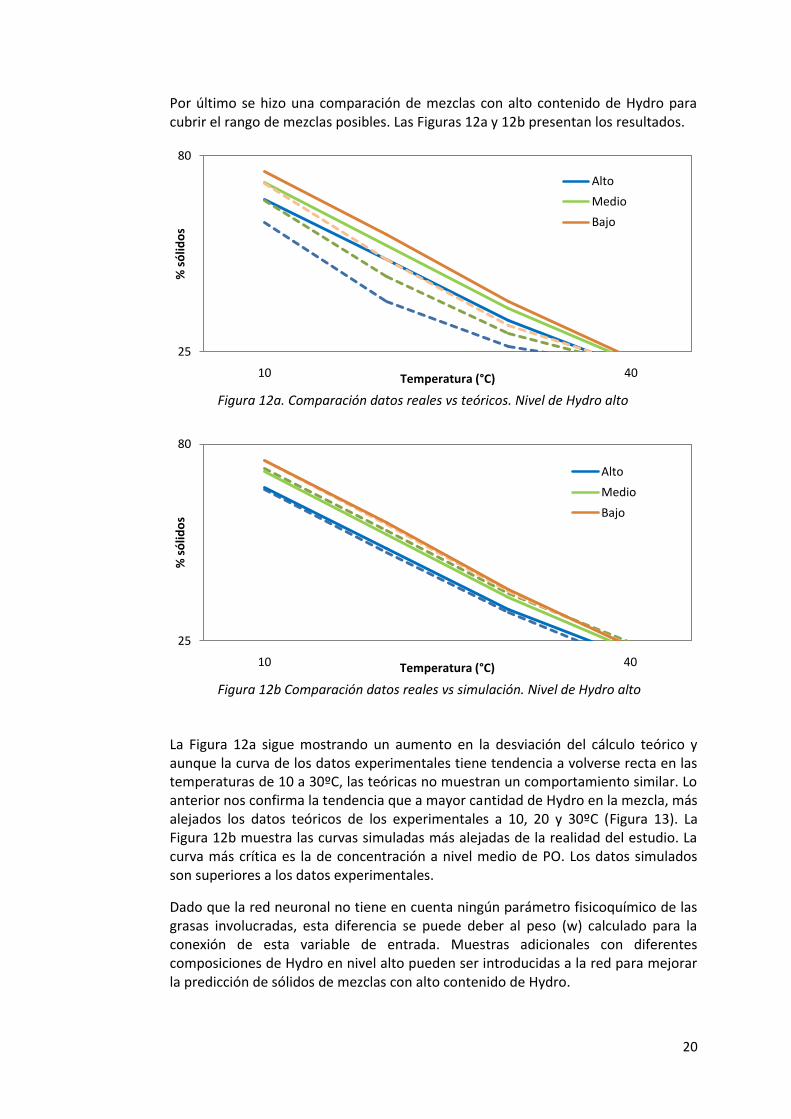
Por último se hizo una comparación de mezclas con alto contenido de Hydro para cubrir el rango de mezclas posibles. Las Figuras 12a y 12b presentan los resultados.
Figura 12a. Comparación datos reales vs teóricos. Nivel de Hydro alto
Figura 12b Comparación datos reales vs simulación. Nivel de Hydro alto
La Figura 12a sigue mostrando un aumento en la desviación del cálculo teórico y aunque la curva de los datos experimentales tiene tendencia a volverse recta en las temperaturas de 10 a 30ºC, las teóricas no muestran un comportamiento similar. Lo anterior nos confirma la tendencia que a mayor cantidad de Hydro en la mezcla, más alejados los datos teóricos de los experimentales a 10, 20 y 30ºC (Figura 13). La Figura 12b muestra las curvas simuladas más alejadas de la realidad del estudio. La curva más crítica es la de concentración a nivel medio de PO. Los datos simulados son superiores a los datos experimentales.
Dado que la red neuronal no tiene en cuenta ningún parámetro fisicoquímico de las grasas involucradas, esta diferencia se puede deber al peso (w) calculado para la conexión de esta variable de entrada. Muestras adicionales con diferentes composiciones de Hydro en nivel alto pueden ser introducidas a la red para mejorar la predicción de sólidos de mezclas con alto contenido de Hydro.
25
80
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo
25
80
10 40
% s
ólid
os
Temperatura (°C)
Alto
Medio
Bajo
21
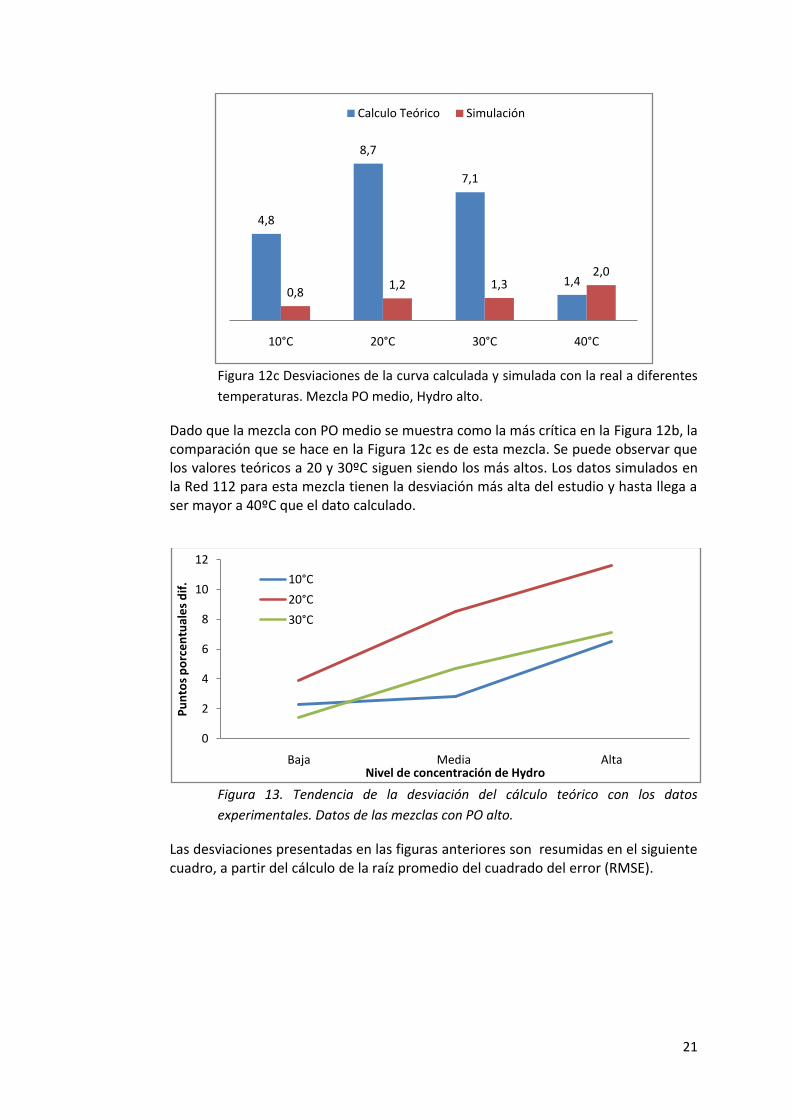
Figura 12c Desviaciones de la curva calculada y simulada con la real a diferentes
temperaturas. Mezcla PO medio, Hydro alto.
Dado que la mezcla con PO medio se muestra como la más crítica en la Figura 12b, la comparación que se hace en la Figura 12c es de esta mezcla. Se puede observar que los valores teóricos a 20 y 30ºC siguen siendo los más altos. Los datos simulados en la Red 112 para esta mezcla tienen la desviación más alta del estudio y hasta llega a ser mayor a 40ºC que el dato calculado.
Figura 13. Tendencia de la desviación del cálculo teórico con los datos
experimentales. Datos de las mezclas con PO alto.
Las desviaciones presentadas en las figuras anteriores son resumidas en el siguiente cuadro, a partir del cálculo de la raíz promedio del cuadrado del error (RMSE).
4,8
8,7
7,1
1,40,8
1,2 1,32,0
10°C 20°C 30°C 40°C
Calculo Teórico Simulación
0
2
4
6
8
10
12
Baja Media Alta
Pu
nto
s p
orc
en
tual
es
dif
.
Nivel de concentración de Hydro
10°C
20°C
30°C

22
Tabla 4. RMSE de los datos obtenidos por cálculo teórico y por simulación de la Red 112.
Calculo Teórico
Simulación Red 112
RMSE por nivel de Hydro
Hydro bajo 1,8 0,5
Hydro medio 4 0,4
Hydro alto 6,4 1
RMSE por nivel de PO
PO bajo 3,5 0,4
PO medio 4,3 0,8
PO alto 5,4 0,8
RMSE por temperatura 10°C 3,3 0,6
20°C 6,7 0,6
30°C 4,8 0,6
40°C 1,1 0,9
RMSE global Total 4,5 0,7
Datos en puntos porcentuales.
Los resultados mostrados en la Tabla 4 confirman la tendencia del aumento del error en los cálculos teóricos en mezclas donde la concentración de PO va en aumento. Igualmente cuando la concentración de Hydro aumenta, el error del cálculo teórico aumenta y se evidencia que el mayor error de la simulación se encuentra en la mezcla alta en Hydro. El error de la simulación y el cálculo teórico llega a ser muy similar en las predicciones de sólidos a 40ºC.
El comportamiento evidenciado en esta parte del estudio, en donde las curvas reales tienen valores más altos que los calculados, puede deberse a un fenómeno de nucleación (semillamiento). La nucleación consiste en la cristalización de moléculas a partir de otra molécula ya solidificada. Dado que la grasa Hydro posee un contenido de sólidos tan alto en toda la curva (10-40ºC), las moléculas de las otras grasas que a cierta temperatura no deberían estar cristalizadas, entran a acomodarse organizadamente junto a las moléculas cristalizadas de Hydro lo que ocasiona un aumento en el contenido de sólidos.
b. Simulación del punto de fusión
Para construir la red neuronal que predice los puntos de fusión de las mezclas grasas (Red PF), se utilizó la misma matriz de entrada que en la simulación de la Red 112. Esta matriz contiene las concentraciones de las grasas en las 112 mezclas evaluadas. Como matriz de salida se elaboró un nuevo archivo en el editor de Matlab, con los puntos de fusión obtenidos experimentalmente.
La Figura 14 muestra la media cuadrática del error y el R2 que se obtuvieron de la red que fue escogida. La red fue entrenada hasta evidenciar que el MSE no disminuía más y el R2 era cercano a 1.

23
Figura 14. MSE y R2 de la red 112. Calculados por la herramienta de redes
neuronales
Una vez construida la red se hizo una evaluación manual de su desempeño utilizando las mismas mezclas evaluadas en la Red 112 de curva de sólidos y se compararon los resultados de esta simulación con los cálculos teóricos que se tienen hoy en día.
En las Figuras 15, 16 y 17 se muestran las desviaciones obtenidas tanto por el cálculo teórico como por la simulación de la Red PF.
Figura 15. Desviaciones en el punto de fusión del cálculo teórico y la simulación
de la Red PF. Nivel de Hydro Bajo. Valores en ºC.
Figura 16. Desviaciones en el punto de fusión del cálculo teórico y la simulación
de la Red PF. Nivel de Hydro medio. Valores en ºC.
4,63,9
5,6
1,4
0,0 0,2
PO Alto PO Medio PO Bajo
Cálculo teórico Simulación
6,6
3,8
6,5
0,0
1,7
0,6
PO Alto PO Medio PO Bajo
Cálculo teórico Simulación

24
Figura 17. Desviaciones en el punto de fusión del cálculo teórico y la simulación
de la Red PF. Nivel de Hydro alto. Valores en ºC.
En las figuras anteriores se puede evidenciar una mejora de la desviación en la predicción del punto de fusión, del cálculo teórico a la simulación.
En las Figuras 15 y 16 se evidencia que el cálculo teórico de las mezclas con PO alto y bajo son las más desviadas, pero en la Figura 17 donde se muestran las mezclas con nivel de Hydro alto, las desviaciones son parejas lo cual indica que la concentración de PO en la mezcla no influye linealmente en la desviación del punto de fusión. Por otro lado se evidencia en las tres gráficas un aumento de la desviación a medida que aumenta la concentración de Hydro, este aumento del error no es proporcional para todas las mezclas. En la Tabla 5 donde se analizan las raíces promedio del cuadrado del error se puede evidenciar este aumento.
El punto de fusión más desviado de la simulación de la Red PF es el de la mezcla con nivel de Hydro y de PO medio. Sin embargo no se muestra ninguna tendencia como la veíamos en la simulación de la curva de sólidos, que al aumentar concentración de una grasa se fuera aumentando la desviación.
Tabla 5. RMSE de los datos de punto de fusión obtenidos por cálculo teórico y por simulación de la Red PF.
Cálculo Teórico Simulación
RMSE por nivel de Hydro Hydro bajo 4,7 0,8
Hydro medio 5,8 1
Hydro alto 7,4 0,4
RMSE por nivel de PO PO bajo 6,6 0,4
PO medio 5,3 1,1
PO alto 6,3 0,8
RMSE Global Total 6,1 1,4
Datos en ºC.
7,4 7,4 7,5
0,3 0,70,1
PO Alto PO Medio PO Bajo
Cálculo teórico Simulación

25
10. Ahorros en tiempo y recursos en el diseño de productos grasos
Se estima que mensualmente se realizan 150 mediciones de sólidos y puntos de fusión (datos del autor) para el diseño de bases grasas. Estas mediciones pueden tardar hasta 3 horas aproximadamente para los sólidos y 2 horas para el punto de fusión, desde el momento que se obtienen las bases grasas hasta que la información llega al ingeniero de desarrollo de productos.
El tiempo real de ocupación se estima de 1.5 horas para la medición de sólidos dado que el analista no debe estar las 3 horas únicamente dedicado a este análisis. Para el punto de fusión se estima 0.5 horas adicionales a las de los sólidos (se asume que la mezcla de grasas no se debe realizar dos veces).
Según el anterior análisis, una empresa gasta en tiempo de analista 300 horas al mes al mes en la medición de sólidos y punto de fusión. Modelos de predicción como el desarrollado en este estudio, permiten reducir estos gastos operativos hasta en un 100%.
11. Conclusiones
Los rangos de concentración de las tres bases grasas involucradas en este estudio, para diseñar un shortening para panificación son: 39-78% de PO, 13-54% de INTer y 6-8,7% de Hydro.
La grasa hidrogenada a saturación total, posee un contenido de sólidos alto en toda la curva (10-40ºC). Esto la hace funcional a bajas concentraciones en un shortening para dar estabilidad térmica al producto a temperaturas altas.
A partir de bases grasas libres de trans se puede llegar a un diseño que tenga la plasticidad y comportamiento adecuados para la aplicación en panificación industrial, teniendo como componente principal el aceite de palma.
A partir del análisis realizado a las curvas isotérmicas de mezclas binarias, se evidencia una interacción entre los triglicéridos de las grasas utilizadas en este estudio. Estas interacciones alejan de la idealidad las posibles mezclas ternarias que se quieran diseñar por lo que un cálculo teórico incurriría en errores significativos.
La grasa Hydro tiene un comportamiento de cristalizador en las mezclas de grasa evaluadas. Un fenómeno de semillamiento es evidenciado, lo que aumenta el contenido de sólidos en la curva de las mezclas. Los datos que se predicen por medio de un cálculo teórico presentan una desviación importante de los datos reales. Por lo tanto una predicción por medio de este método, del comportamiento de una mezcla a partir de PO, INTer e Hydro, no será muy exacta.
26
Un modelo de redes neuronales para este tipo de problema, con 20 capas de neuronas ocultas y entrenado con 66 muestras, no tuvo la exactitud esperada para la industria, en la predicción de la curva de sólidos de mezclas. Una red neuronal con 20 capas de neuronas ocultas y entrenada con 112 muestras, presenta un buen comportamiento al predecir las curvas de sólidos de las mezclas ternarias de las grasas involucradas en este estudio. El error en la predicción es disminuido de 4,5 a 0,7 puntos porcentuales (Calculo del error por medio de RMSE). Una red neuronal con 20 capas de neuronas ocultas y entrenada con 112 muestras, presenta un buen comportamiento al predecir los puntos de fusión de las mezclas ternarias de las grasas involucradas en este estudio. El error en la predicción es disminuido de 6,1 a 1,4 ºC (Calculo del error por medio de RMSE).
A partir de modelos de predicción construidos por medio de redes neuronales u otro software de correlación de datos, se reducen los tiempos de diseño de productos grasos. El tiempo de diseño de una curva de sólidos puede tardar hasta 2 semanas dependiendo de la agilidad de respuesta del laboratorio. Un modelo puede predecir sólidos en cuestión de segundos.
Se estima que un analista gasta 300 horas mensuales en la medición de sólidos y punto de fusión. Con un modelo de predicción se puede librar al analista de hacer estos análisis y dedicar el tiempo a temas de investigación que den valor agregado al negocio.

27
12. Referencias
Augusto, P. E., Soares, B. M., Chiu, M. C., & Gonçalves, L. A. (2012). Modelling the effect
of temperature on the lipid solid fat content (SFC). Food Research International , 132-
135.
Danthine, S., & Deroanne, C. (2003). Physical and Textural Characteristics of
Hydrogenated Low-Erucic Acid Rapeseed Oil and Low-Erucic Acid Rapeseed Oil Blends.
Journal of the American Oil Chemists' Society , 109-114.
Gabrovska, M., Krstic, J., Edreva-Kardjieva, R., Stankovic, M., & Jovanovic, D. (2006). The
influence of the support on the properties of nickel catalysts for edible oil
hydrogenation. Applied Catalysis , 73-83.
Ghotra, B., Dyal, S., & Narine, S. (2002). Lipid shortenings: a review. Food research
international , 1015-1048.
Houmøller, L. P., Kristensen, D., & Rosager, H. (2007). Determination of SFC, FFA, and
equivalent reaction time for enzymatically interestified oils using NIRS. Talanta , 868-
873.
instruments, O. (2009). Oxford instruments. Recuperado el Mayo de 2013, de
http://www.oxford-instruments.com/OxfordInstruments/media/industrial-
analysis/magnetic-resonance-pdfs/Determination-of-Solid-Fat-Content-in-Edible-Oils-
and-Fats-by-the-Official-Direct-Method-AOCS-Cd-16b-93.pdf
Jeyarani, T., & Reddy, S. (2003). Preparation of plastic fats with zero trans FA from palm
oil. Journal of the American Oil Chemists' Society , 1107-1113.
Karabulut, I., Kayahan, M., & Yaprak, S. (2003). Determination of changes in some
physical and chemical properties of soybean oil during hydrogenation. Food Chemistry ,
453-456.
Lee, J., & Akoh, C. (2008). Physical Properties of trans-Free Bakery Shortening Produced
by Lipase-Catalyzed Interesterification. Journal of the American Oil Chemists' Society , 1-
11.
R. Micha, D. (2008). Trans fatty acids: Effects on cardiometabolic health and implications
for policy. Prostaglandins, Leukotrienes and Essentia lFattyAcids (79), 147–152.
Reshma, M., Saritha, S., Balachandran, C., & Arumughan, C. (2008). Lipase catalyzed
interesterification of palm stearin and rice bran oil blends for preparation of zero trans
shortening with bioactive phytochemicals. Bioresource Technology , 5011-5019.
Rodrigues, J. N., & Gioielli, L. A. (2003). Chemical interesterification of milkfat and
milkfat-corn oil blends. Food research international , 149-159.
Shahidi, F. (2005). Bailey's industrial oil & fats products. New Jersey: John Wiley & Sons,
Inc.

28
Strik, D. P., Domnanovich, A. M., Zani, L., Braun, R., & Holubar, P. (2005). Prediction of
trace compounds in biogas from anaerobic digestion using the MATLAB Neural Network
Toolbox. Environmental Modelling & Software , 803-810.
Teles dos Santos, M., Gerbaud, V., & LeRoux, G. (2013). Modeling and simulation of
melting curves and chemical interesterification of binary blends of vegetable oils.
Chemical EngineeringScience , 14-22.
The MathWorks Inc. (2009). Matlab product help.

29
Anexo 1. Cromatografías
a. Cromatografía Aceite de palma

30
b. Cromatografía Grasa Hidrogenada
31
c. Cromatografía Grasa Interesterificada

32
Anexo 2. Propiedades fisicoquímicas de grasas de palma y grasas
modificadas químicamente
Tabla A.2.1. Propiedades fisicoquímicas de aceite de Palma
Aceite de Palma RBD
PF (ºC) 34
IV 50-55
Ácidos Grasos (%)
C12:0 -
C14:0 -
C16:0 39,3-47,5
C18:0 3,5-6
C18:1 36-44
C18:2 9-12
Fuente: Datos del Autor
Figura A.2.1. Contenidos de sólidos de aceite de palma hidrogenados
Fuente: Datos del autor
0
100
ACEITE LÍQUIDO HIDROGENACIÓN PARCIAL HIDROGENACIÓN TOTAL
% s
ólid
os
Temperatura (ºC)10 40
33
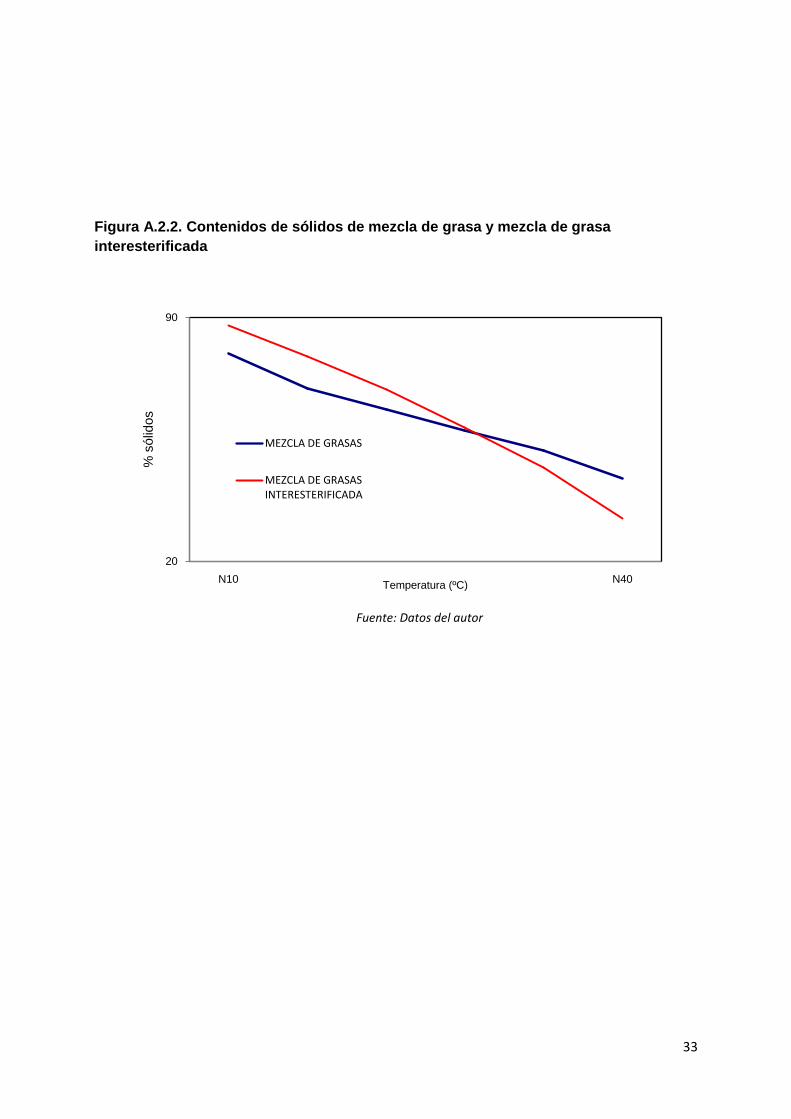
Figura A.2.2. Contenidos de sólidos de mezcla de grasa y mezcla de grasa
interesterificada
Fuente: Datos del autor
20
90
N10 N40
% s
ólid
os
Temperatura (ºC)
MEZCLA DE GRASAS
MEZCLA DE GRASAS INTERESTERIFICADA

34
Anexo 3. Mezclas de grasas PO, INTer e Hydro
Tabla A.3.1. Niveles de las diferentes grasas evaluadas para el diseño de
shortenings
Factores PO
INTer
Niveles
Bajo
Medio-Bajo
Medio-Alto
Alto
Tabla A.3.2. Rangos de concentración evaluados para el diseño de
shortenings
Rango
Hydro 5-25%
INTer 13-78%
PO 13-78%
Tabla A.3.3. Rangos de concentración evaluados en la red neuronal
Rango (%)
Hydro 0-25
INTer 0-100
PO 0-100

35
Anexo 4. Redes Neuronales
Figura A.4.1. Diagrama de una unidad neuronal de una red neuronal artificial
Fuente: Diagrama del autor basado en (The MathWorks Inc., 2009)
Figura A.4.2. Primera ventana de la interfaz gráfica de la herramienta de redes
neuronales de Matlab®.
Fuente: Matlab®

36
Pasos seguidos para crear la red:
1. En la figura A.4.2, se muestra la primera ventana de la interfaz de la herramienta llamada con el comando nftool. Se da una pequeña introducción explicando la función de la herramienta y algunos ejemplos de las aplicaciones que tiene.
2. En la segunda ventana de la herramienta se escogen las matrices de los datos de entrada y los valores objetivo de salida.
3. El programa asigna un porcentaje del total de las muestras para cada una de las etapas de entrenamiento validación y comprobación. 70%, 15% y 15% respectivamente son los porcentajes predeterminados en el sistema, que pueden ser cambiados en la tercera ventana de la herramienta.
4. El número de las capas de neuronas puede ser modificado en la cuarta ventana, dependiendo del desempeño de la red. 20 capas ocultas es el número predeterminado para una red del tipo fitting.
5. En la quinta ventana se muestran el número de muestras que se utilizarán para cada una de las etapas dependiendo de los porcentajes escogidos anteriormente. La red es entrenada en este punto y una ventana adicional como la mostrada en la figura A.4.3, presenta el resumen de la corrida con el tiempo gastado en la operación, el método de entrenamiento y tiene las opciones para graficar la curva de la evolución de la suma de cuadrados del error, la grafica de salidas vs entrada y la regresión. Una vez corrida la red, en la ventana de la herramienta se muestra los cuadrados medios del error y el R2 para cada una de las etapas.
6. En la siguiente ventana de la herramienta, se tiene la opción de reentrenar la red, ajustar su tamaño, volver a correr la red con datos adicionales que se tengan o repetir la última etapa de comprobación con nuevas muestras que se tengan. Todo lo anterior para maximizar el R2 y minimizar el MSE si no se obtuvieron valores esperados.
7. Por último se tiene la ventana donde se da la opción de guardar la red, la salida, el error e información adicional de la corrida en el workspace. Una vez exportados los datos al workspace se puede correr la red con el comando sim(nombre_de_la_red, vector_de_entrada).

37
Figura A.4.3. Ventana de presentación de desempeño del entrenamiento de la red
neuronal.
Fuente: Matlab®

38
Anexo 5. SFC por medio de resonancia nuclear magnética
Existen el método indirecto y el directo, por los cuales se puede obtener la curva de sólidos de una grasa a partir de un equipo de resonancia magnética nuclear. En este estudio se utilizó el método indirecto el cual se explica a continuación:
El método indirecto sólo mide la porción líquida de la mezcla y el equipo es previamente calibrado con una mezcla totalmente fundida. Es necesaria la medición del peso de la muestra y una corrección debe ser realizada dado que la medición del NMR es sensible a la temperatura. La muestra debe ser cuidadosamente depositada en el tubo, ya que cualquier fracción de muestra que esté en las paredes del tubo contribuye al peso de la muestra pero no a la señal (instruments, 2009)

39
Anexo 6. Glosario de términos
Ácido Graso: Biomolécula de naturaleza lipídica formada por una cadena hidrocarbonada lineal de diferente número de átomos, en cuyo extremo hay un grupo carboxilo (COOH).
Cadena Insaturada: Compuesto orgánico que contiene al menos un doble enlace carbono-carbono.
Cadena Saturada: Compuesto orgánico que contiene átomos de carbono unidos entre sí por enlaces simple y tiene átomos de hidrogeno ocupando las valencias libres de los átomos de carbono.
Consistencia: Cualidad de la materia que resiste sin romperse ni deformarse fácilmente.
Esparcibilidad: Cualidad de la materia de poder distribuirse sobra una superficie sin quebrarse.
Glicerol (glicerina): Alcohol de tres carbonos con tres grupos hidroxilos.
Plasticidad: Propiedad mecánica de deformarse permanente e irreversiblemente cuando s encuentra sometido a tensiones por encima de su rango elástico.
Shortening: Grasa sólida a temperatura ambiente utilizada generalmente en la panificación.
Suavidad: Tersura, sedosidad de un material.
Temperatura De Batido: Temperatura que alcanza una mezcla de panificación (harina, azúcar, grasa, agua, ingredientes menores), dado el esfuerzo mecánico que se está ejerciendo con las aspas de la mezcladora.
Textura: Sensación al tocar un material.
Triglicérido: Tipo de lípidos formados por una molécula de glicerol que tiene esterificado sus tres grupos hidroxílicos por tres ácidos grasos.