modern plastics & polymers - march 2012
DESCRIPTION
‘MODERN PLASTICS & POLYMERS’, the numero uno monthly B2B magazine for the plastics & polymers industry, offers the latest trends, in-depth views & analysis, and technical information on the world of plastics materials, machinery and products. Suffi ce to say, the key decision makers among plastics processors, mould makers and user industries regularly refer to it for their business information needs.TRANSCRIPT

Als
o av
aila
ble
in S
ri La
nka,
Mal
aysi
a, S
inga
pore
, Tha
iland
, Tai
wan
, Chi
na &
Hon
g K
ong










11March 2012 | Modern Plastics & Polymers
he curtains came down on the largest plastics and rubber exhibition in
the country after a hectic 6-day schedule amid a confluence of more than
1,800 exhibitors and nearly 100,000 trade visitors. Plastindia, perhaps set
the tone of infinite opportunities for the industry for 2012 and how.
In a nutshell, apart from adding to its international stature, this edition of
Plastindia clearly emerged as an oasis in the desert, especially for the overseas
exhibitors and visitors, given the cloud of uncertainties over Europe’s business
climate. At the same time, one should also note this mega show’s outstanding role
in bringing together the domestic industry’s demand and supply sides ranging from
raw material producers and equipment manufacturers to plastics processors.
That said, if one were to wonder about any missing aspects in this show,
focussing on maybe a few operational areas that need a little more fine-tuning, will
take this jewel of India one step closer to the top of its international
league. Hopefully, these will get sorted sooner than later well before
the next edition.
Moving on, the crystal clarity of sustainable solutions is
ascertained. These will continue to drive the future of business in
many sectors including plastics and polymers. With growing consumer
awareness and forward-looking environmental regulations,
sustainability is not a trendy word in companies’ annual reports
any more. In fact, it has become a strategic imperative for
future business success.
When it comes to plastics, sustainability gets a tad
more complex in the technical sense. Hence, it was apt
and timely to see the international conference on the
sidelines of Plastindia 2012 focussing on this vital aspect.
With diverse perspectives within and outside the industry
on sustainability and given India’s rapid requirement of this
wonder material to meet the needs of a fast-rising economy,
there has to be a clear & comprehensive roadmap to tackle this
critical challenge. This is where the dedicated session on plastics
recycling and sustainability holds plenty of promises in demystifying
most of the misgivings that still remain. Of course, our endeavour
shall continue to bring you more analytical insights on this in the
ensuing editions as the industry slowly but steadily graduates towards
a sustainable tomorrow. Stay tuned.
TSustaining to succeed
Editorial Advisory BoardA E Ladhabhoy
Plastics Technologist
Dr Sushil K VermaFormer Director General, CIPET
Dr Swapan K DharaRegional Technical Head,
Basell Polyolefins India Pvt Ltd
Mohan K JainMD, Indoplast & Past President, AIPMA
P P KharasChairman, Ecoplast
Raman M PatelChairman, Industrial Products Mfg Co
Vijay MerchantPresident, Polycraft
Manas R [email protected]
EDITORIAL


13March 2012 | Modern Plastics & Polymers
39February 2012 | Modern Plastics & Polymers
CONTENTS
Note: ` stands for Indian rupee, $ stands for US dollar and £ stands for UK pound, unless mentioned otherwise
Special Focus: Injection Moulding Insight & Outlook: Engineering Plastics
26 Post Plastindia 2012
Automation Trends
74 Extrusion insights: Propelling growth through process integration
Energy Management
76 Heat recovery system: Harvesting energy, expanding margins
Policies & Regulations
80 Plastics recycling: Mechanisms for safer plastics disposal
Strategy
82 Compression moulding: Cost reduction through innovative concepts
Tips & Tricks
88 Ancillary equipment management: Measures to ensure smooth operations
Event Preview
94 Indian Medical Devices & Plastics Disposables Industry 2012: Infusing vigour to healthcare industry
Event Report
96 Plastindia 2012: Investing in the India advantage
REGUL AR SECTIONSEditorial ............................... 11
News, Views & Analysis ...... 20
Technology & Innovation .... 30
Technology Transfer ............. 32
Projects ................................. 90
39
Event List............................. 92
Book Review ........................ 98
Products .............................. 100
List of Products.................. 118
List of Advertisers .............. 122
Cover photo (Coordinate Measuring Machine): Carl Zeiss India
Photography: Mexy Xavier
Highlights of Next Edition
Precision tooling .............. 40
Tool design ...................... 42
Quality assessment .......... 46
Interface - Ajay Verma .... 48
Special Focus
53Ancillary equipment ........................... 54
Function focus ................................ 56
Chiller technology .......................... 58
Interface - Varun Kapoor ............... 62
Roundtable ..................................... 64
Polyamide alloy .............................. 66
Mould cavity .................................. 70
Insight &
Outlook
In Conversation With 36 S V Kabra, Founder, Kolsite Group of Companies
Facility Visit 50 Bright Autoplast Ltd:
Shifting gears towards ‘bright’ opportunities

15March 2012 | Modern Plastics & Polymers
FOUNDER & EDITOR, NETWORK 18Raghav Bahl
PRESIDENT & EDITORIAL DIRECTOR, TV 18Senthil Chengalvarayan
SENIOR EDITORManas R Bastia
EDITORIAL TEAMAnnabel Dsouza, Swati Sharma, Lionel Alva, Michael Anthony, Abha Mishra,
Paskaline Sebastian, Anwesh Koley (Delhi), Avani Jain (Ahmedabad)ASSISTANT ART DIRECTOR
Varuna Naik
DESIGNSharad Bharekar
CHIEF PHOTOGRAPHERMexy Xavier
PHOTOGRAPHYNeha Mithbawkar, Joshua Navalkar
BUSINESS CONTROLLERSPukha Dhawan, Lovey Fernandes, Akshata Rane, Deepak Bhatia,
Shwetha ME, Jayashree N, Sugandha Kulkarni, Shefali Mahant
PRINTINGEXECUTIVE VICE PRESIDENT
Ananth R Iyer
ASSISTANT GENERAL MANAGER - PPCShekhar Khot
PRODUCTION TEAMDnyaneshwar Goythale, Surekha Karmarkar, Ravikumar Potdar, Ravi Salian, Sanjay Shelar
OVERSEAS CONTACTRingier Trade Media Ltd CHINA
1001 Tower 3, Donghai Plaza, 1486 Nanjing Road, West, Shanghai 200040, China Tel: +86-21 6289 – 5533 Ext. 368, Fax: +86-21 6247 – 4855
(Craig Shibinsky) Email: [email protected] Trade Media Ltd HONG KONG
9/F, Cheong Sun Tower, 118 Wing Lok Street, Sheung Wan, Hong Kong Tel: +852 2369 – 8788 Ext. 21, Fax: +852 2869 – 5919
(Octavia Au-Yeung) Email: [email protected] Trade Media Ltd TAIWAN
Room 3, Fl. 12, No. 303, Chung Ming S. Rd., Taichung, TaiwanTel: +886-4 2329 – 7318 Ext. 16, Fax: +886-4 2310 – 7167
(Sydney La) Email: [email protected] Trade Media Ltd GERMANY, AUSTRIA, SWITZERLAND
Tel: +41-44 734 0472, Fax: +41 44 734 0680Email: [email protected]
USA Tel: (513) 527-8800 Fax: (513) 527-8801
Email: [email protected]
USA Alfredo Domador, 6505 Blue Lagoon Drive, Suite 430 Miami, FL. 33126, USA
Tel: (305) 448-6875, Fax: (305) 448-9942
GROUP CEO, NETWORK 18B Sai Kumar
CEO-PUBLISHING, INFOMEDIA 18Sandeep Khosla
EVP-HUMAN RESOURCESSanjeev Kumar Singh
ASSOCIATE VICE PRESIDENTSudhanva Jategaonkar
ADVERTISING SALESShashin Bhagat (Ahmedabad)[email protected] B (Bengaluru)[email protected] Hara Subramaniam (Chennai)[email protected] N (Coimbatore)[email protected] Kalyan Chakravarthy (Hyderabad)[email protected] Gokhale (Indore)[email protected] Bidawat (Jaipur)[email protected] Inder Dhingra (Ludhiana)[email protected] Yadav (New Delhi)[email protected] Dass (Pune)[email protected] Pathak (Vadodara)[email protected]
MARKETING TEAMGanesh Mahale, Prachi Mutha, Varsha Nawathe, Abhay Borkar
NEWSSTAND AND SUBSCRIPTIONSDISTRIBUTION HEADSunil Nair
DEPUTY GENERAL MANAGERManoj Palsay
SENIOR MANAGER - SUBSCRIPTIONSSheetal Kotawdekar
CO-ORDINATORSRahul Mankar, Anant Shirke, Sarita Quadros,Chaitali Parkar, Kamlesh Mathkar, Vaibhav Ghavale
SERVICESSUBSCRIPTION SERVICES For subscription queries, write [email protected] or call +91 22 30034631-34 or toll free 1800 200 1021PERMISSIONS For subscription to copy or reuse material from Modern Plastics & Polymers,Write to [email protected]• Monthly Issue Price: ` 100 • Annual Subscription: ` 799
Views and opinions expressed in this magazine are not necessarily those of Infomedia 18 Ltd, its publisher and/or editors. We at Infomedia 18 Ltd do our best to verify the information published but do not take any responsibility for the absolute accuracy of the information. Infomedia 18 Ltd does not accept the responsibility for any investment or other decision taken by readers on the basis of information provided herein. Infomedia 18 Ltd does not take responsibility for returning unsolicited material sent without due postal stamps for return postage. No part of this magazine can be reproduced without the prior written permission of the publisher. Infomedia 18 Ltd reserves the right to use the information published herein in any manner whatsoever.
Infomedia 18 Ltd is the publishing arm of Network 18.
Printed by Mohan Gajria and published by Lakshmi Narasimhan on behalf of Infomedia 18 Ltd.Senior Editor: Manas R BastiaPrinted at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Infomedia 18 Ltd, ‘A’ Wing, Ruby House, J K Sawant Marg, Dadar (W), Mumbai - 400 028. Modern Plastics & Polymers is registered with the Registrar of Newspapers of India under No. MAHENG / 2008 / 25265. Infomedia 18 Ltd does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition.
Business Insights •Technologies•Opportunities





NEWS, VIEWS & ANALYSIS
20 Modern Plastics & Polymers | March 2012
Advanced dry-air generators introduced by Motan Colortronic Motan-Colortronic Plastics
Machinery (India) Pvt Ltd has
introduced an extended range of
‘LUXOR A’ dry-air generators,
which are available in sizes of
80, 120 and 160 m³/hr.
Earlier, the company had dry-
air generators in the range of
250-2400 m³/hr. With these
additions, the range now includes
10 models suited for centralised
drying of all types of plastic
granulates, particularly of high-
end materials and engineering
plastics in frequently changing
batch sizes.
“Interactive menu navigation
is available via the clearly
arranged TFT touchscreen
colour monitor, considerably
easing operation. Users are able
to select all essential parameters
for their chosen material from
a pre-loaded databank. In
addition, in-house formulae
can be stored in a separate
databank,” informed Srikanth
Padmanabhan, Managing
Director, Motan-Colortronic
Plastics Machinery (India)
Pvt Ltd.
The company has added new
functions to these products, such
as conveying to up to 16 drying
bins and 24 machine material
loaders. Up to three conveyor
blowers can be employed and
any of these advanced versions
can easily be incorporated into
all available drying bin systems
from Motan. The drying bins
in the 100-2400 litre series have
been expanded by the LBA
system bins with a capacity of
15, 30 and 60 litre.
Anwesh Koley
LANXESS begins high-tech plastics production at Jhagadia To serve the growing markets of India
as well as Asia, LANXESS continues to
expand its production site at Jhagadia
(Gujarat). The specialty chemicals group
has invested nearly ` 490 crore and
created about 300 new jobs at the site.
The Semi-Crystalline Products (SCP)
business unit of LANXESS has started
production of its flagship high-tech
plastics brands Durethan (polyamide)
and Pocan (polybutylene terephthalate)
at the new plant in Jhagadia. These
products represent lighter-weight
plastic alternatives to metals and enable
carmakers & car parts suppliers to realise
considerable savings by providing less
costly production methods and easier
assembly. These are used by leading car
manufacturers including Tata Motors,
Volkswagen and Ford.
This underlines LANXESS’
commitment to the Indian subcontinent.
In the words of Dr Axel C Heitmann,
Chairman, Board of Management,
LANXESS, “By concentrating many of
our assets in Jhagadia, we are creating
a specialty chemicals hub catering to
the booming local market and the Asia
region, and there is potentially further
room for expansion at the site.”
Added Dr Werner Breuers,
Board Member, LANXESS, “Amid
megatrends such as need for sustainable
mobility, the future of LANXESS lies
in its specialisation to develop proactive
technologies, eg, green mobility
through high-performance plastics and
rubber products,” during the grand
inauguration ceremony. Further, Dr
Joerg Strassburger, Managing Director
and Country Representative, LANXESS
India, observed, “We see a promising
future for India ahead, with our customer
industries showing healthy growth rates.
This justifies our investments in India,
making it a manufacturing base for
world-class products.”
Jhagadia is LANXESS’ second largest
production site in India after its site in
Nagda in Madhya Pradesh. Jhagadia is
a state-of-the-art, 18-hectare site with
a fully automatic compounding line of
20,000-metric tonne capacity for the
SCP Business Unit.
Manas R Bastia
Die & Mould India-2012 sets the stage for high-end technology In its eighth edition, the Die & Mould India international
exhibition promises to provide a veritable platform for India’s
burgeoning die & mould industry to show its ability to
compete on an international level and a unique opportunity
to interact with various segments from the supply chain
that are integral to this industry. It is scheduled during
April 19-22, 2012, at Bombay Exhibition Centre, Goregaon, Mumbai.
While the manufacturing sector surges ahead, it must
focus on the die and mould industry considering its pivotal
role across manufacturing segments. As the industrial
growth of the country hinges greatly on the strength of the
manufacturing sector, the role of the die & mould industry
should be highlighted so as to ensure greater cognisance
among the government and trade circles. In view of the
upcoming fiscal budget, the exhibition is well timed with an
aim to further the prospects of this industry.
About organising the event, P N Surendranath, Executive
Director, TAGMA, said, “Die and mould forms a high-
end technology used in the manufacturing segment. It is
the starting point for manufacturing and also because it
covers the entire manufacturing sector from the largest to
the smallest. From development of product and prototype
to large-scale production, the impact of the die & mould
industry is felt throughout.”
Lionel Alva
Production begins with the symbolic press of a button (L-R) Dr Stassburger; Dr Michael Zobel, Head,
SCP Business Unit; Dr Leopold-Theodor Heldman, General Konsul of Germany in India; Dr Breuers; and Dr Dattaprasad Talekar, Site Head, Jhagadia

NEWS, VIEWS & ANALYSIS
22 Modern Plastics & Polymers | March 2012
Husky announces sale of Injectoplast to AlplaHusky Injection Molding Systems Ltd
has recently signed an agreement for
the sales of Injectoplast, the former
closure injection moulding operation
of KTW, to Alpla. Injectoplast was a
division of KTW, a closure mould maker
that Husky acquired in early 2011.
During acquisition of KTW, Husky had
announced divestment of Injectoplast
due to potential conflicts with its
existing injection moulding customers.
After completing a thorough process,
a deal was signed with Alpla Holding
GmbH. The deal is anticipated to
close before the end of the first quarter
of 2012.
Husky Injection Molding Systems Ltd
is a leading global supplier of injection
moulding equipment and services to
the plastics industry. Alpla holding
GmbH, Austria, is part of Alpla Group
of Companies, Austria. Specialising in
plastics bottle designing and moulding,
Alpla now has a global presence in over
34 countries with 128 manufacturing plants.
KREYENBORG Group to debut advancements in backflush filtration at NPE 2012
As the global market leader for screen
changers, KREYENBORG offers the
appropriate machine for each filtration
application. The portfolio ranges from
discontinuous and continuous systems to
fully automatic backflush screen changers.
Screen changers with process, pressure and
volume flow constant method of operation
are unique in the market. These allow for
successful processing of highly contaminated
material to high-quality products in sensitive
applications. The underwater pelletising
systems of BKG Bruckmann and Kreyenborg
Granuliertechnik GmbH have proved their
excellence all over the world. These systems
are supplied with pelletiser, centrifugal drying,
water system and are ready-to-use. PLC
control is suited for all thermoplastic materials,
including production of micro-pellets.
Process throughput ranges are available from
2-80 kg/hr (Labline 100) to systems capable
of 35,000 kg/hr. For economical processing
of PET, BKG has developed CrystallCut®,
the Inline Crystallization System. With this
system, pelletising and crystallisation are
executed in one process step without the
need for additional energy.
At NPE 2012, the KREYENBORG
Group will present a diverse range of screen
changers and melt pumps, a discontinuous
infrared dryer IR-batch, as well as a BKG
CrystallCut® system for capacities up to
1,000 kg/hr.
Alok Masterbatches introduces pioneering products Alok Masterbatches has
introduced its latest range
of masterbatches for varied
plastics processing requirements.
Amit Puri, Director, Alok
Masterbatches, commented, “We
have introduced Gold standard
in black masterbatches, which are
essentially premium quality black
masterbatch with fine dispersion
for injection moulding, extrusion
and thin film application.”
The company also introduced anti-
microbial additive masterbatch,
which inhibits microbial growth,
thereby increasing the life of the
plastic product.
For the Fast Moving Consumer
Good (FMCG) industry, the
company has introduced two-tone
colour masterbatches, which offer
a wide range of colour options to
customers. Other products from
the company displayed at Plastindia
2012 include outdoor colours
(for external product application
with high light fastness) and
Magna Fil Ext, an additive filler
for woven sack application, which
increases elongation & strength
of tapes, drastically reduces dust
formation on looms and is to
be used in conjunction with
our filler masterbatches. “These
products will offer high flexibility
to plastics processors in terms of
their application and enable them
to distinguish their products in the
market,” added Puri.
Anwesh Koley
Honeywell opens new technology centre in India
Honeywell has opened a new technology
centre in Gurgaon to expand its technology
development capabilities in key areas such as
refining, petrochemical, low-global-warming
and nylon technologies & applications.
Besides, the centre will develop technology
for Aclar films for packaging, which has
special moisture barrier properties and
colour masterbatches. The facility has pilot
plants for developing and demonstrating
refining & petrochemical process technology
by UOP, part of Honeywell’s Performance
Materials & Technologies (PMT) strategic
business group.
“The new facility will allow Honeywell to
work with some of the brightest engineering
minds in India. It brings the development
of key technologies closer to our customers
in the region and complements our other
technology centres around the world,”
said Rajeev Gautam, President and Chief
Executive Officer, Honeywell UOP. The
inauguration ceremony was attended by
Jaipal Reddy, Minister of Petroleum &
Natural Gas, and other dignitaries. The new
technology centre will support Honeywell
UOP in developing and licensing process
technologies used in refining & production
of petrochemicals & renewable fuels.
Anwesh Koley
(L-R) Rajeev Gautam; Jaipal Reddy, Union Minister for Petroleum & Natural Gas; with Jim Bujold, President, Honeywell India; and Mark Turowicz, Country Head,
Honeywell


NEWS, VIEWS & ANALYSIS
24 Modern Plastics & Polymers | March 2012
HPMC unveils innovative extruders At the recently held Plastindia 2012,
HPMC displayed its latest machinery for
the first time in India. The conical twin-
screw extruder for four pipes, a 24-m
long PVC pipe production line operating
continuously, silently and smoothly was
the major attraction. The machine can
produce four pipes of different weights
and diameters simultaneously from one
mould. A highly efficient machine, it
considerably reduces the production cost.
It has independently controlled vacuum
unit, haul-off and cutting unit for each
pipe, enabling smooth production of
four pipes of different sizes and weight
simultaneously.
Amit Kalra, Director, Hindustan
Plastics and Machine Corporation, said,
“The twin-screw extruder offers a range
of benefits to our customers, eg, efficient
energy transfer, high performance backing,
strength resistance to fatigue, increased
screw and barrel life and higher process
control.” In this extruder, all four pipes are
produced independently, reducing wastage.
It saves on labour and space, making it a
preferred choice of machine for conduit
pipe makers.
Anwesh Koley
Petainer’s ‘greenest ever’ refillable bottle Plastics packaging technology specialist
Petainer has developed a Polyethylene
Terephthalate (PET) refillable bottle,
claiming to further improve sustainability
of one of the most environment-friendly
forms of beverage packaging.
Nigel Pritchard,
Group Chief Executive
Officer, Petainer,
said, “The bottles are
‘eco-friendly’ because
these use up to 90 per
cent less virgin material
per filling. Introducing
post-consumer recyclate
means that the bottles
now require less energy
and other resources
to manufacture. These are economical in
the conventional sense, as environmental
benefits translate into lower costs. As
the cost of PET resins inexorably rises,
the economics of refillable bottles using
recycled material become even more
compelling.”
Petainer has recently developed
manufacturing technologies, which allow
more than 25 per cent of post-consumer
waste from used PET bottles to be
included in refillable bottles. The company
is now working on further improving the
use of post-consumer recyclate. Petainer
is working with bottled water companies,
carbonated drinks producers and brewers
across Europe to urge them to adopt
refillable bottles. The bottles are returned
to the retailer by the consumer after use,
and sent to the beverage manufacturer for
washing & refilling.
Avani Jain
Manufacturing Summit for empowerment of SMEs The contribution of Indian Small and
Medium Enterprises (SMEs) in the
economic development of the country
cannot be overemphasised. In a fitting
tribute to this, SME Chamber of India
recently organised its national level annual
flagship event titled ‘SME Manufacturing
Summit 2012: Strategies and Initiatives
for Sustainable Growth’ in Mumbai.
The one-day summit was spread
over three plenary sessions: Challenges
and opportunities for SMEs, Strategies
for better growth and Support services
for better growth. While speaking on the
occasion, the Chief Guest, M Narendra,
Chairman & Managing Director,
Indian Overseas Bank, highlighted the
importance of Indian SMEs for the
Indian economy and the challenges faced
by this segment.
A jay S hankar, Member
Secretary, National Manufacturing
Competitiveness Council (NMCC),
Government of India, was the keynote
speaker. In his address to the audience,
he gave an overview of National
Manufacturing Policy (NMP) that aims
to take the growth of manufacturing
sector to 12-14 per cent, create 100
million jobs and increase the share of the
sector in India’s GDP to 25 per cent by
2022, from the current 16 per cent. “For
this, it is necessary to have a regulatory
environment that supports high birth
rate of new enterprises and also helps
SMEs to scale up and grow fast,”
he added.
Other dignitaries present at this
interactive forum of policy makers,
bankers and SMEs included Kewal
Handa, Managing Director, Pfizer Ltd;
R K Dubey, Executive Director, Central
Bank of India; Prashant Nagre, Chief
Operating Officer, Fermenta Biotech
Ltd; Jayesh Rambhia, President,
The All India Plastic Manufacturers’
Association; Dr Rajendra Abhyankar,
Former Secretary, Ministry of Foreign
Affairs; and Chandrakant Salunkhe,
President, SME Chamber of India.
Manas R Bastia
Ashland expands Plasdone™ PVP production Due to strong demand for Plasdone™ Polyvinyl Pyrrolidone (PVP), Ashland Inc will add new low-viscosity, pharma-grade PVP capacity at its manufacturing facility in the US. The new capacity will strengthen Ashland’s position in the market and enable it to support the growing needs of its pharma customers. Jeff Wolff, Group
Vice President, Pharmaceutical and Nutritional Specialties, Ashland Specialty Ingredients, said, “Over the next few years, Ashland expects steady growth in PVP driven by an industry need for formulation ingredients to improve the quality of finished drug products. We see strong growth in emerging markets, resulting from high demand for generic drugs and consumer demographics.”
M Narendra inaugurating the summit by lighting the lamp. (L-R) R K Dubey, Chandrakant
Salunkhe and Ajay Shankar


POST PLASTINDIA 2012
26 Modern Plastics & Polymers | March 2012
Clariant promotes sustainability and high-performance Keeping pace with the myriad ideas and
innovations afloat at Plastindia 2012,
Clariant announced the addition of
anti-microbial masterbatches based
on MedX anti-microbial agents from
SANITIZED® AG to its dedicated
Mevopur® range. This is a cutting-edge
solution to enhance the functionality and
minimise risk in product development
for pharmaceutical and medical
applications. Sahadeo Patil, Head-
Masterbatches, Clariant Chemicals
(India) Ltd, said, “Clariant’s masterbatch
solutions are supported by a controlled,
consistent and compliant approach
towards processing. This combines the
assurance of advanced performance
with cost-saving processing efficiency
and product safety to support the trend
towards high quality and sustainability
across all markets in the region.”
Annabel Dsouza
ExxonMobil Chemical showcases ‘Technology Leadership for Innovation’ theme
ExxonMobil Chemical, one of the
world’s premier petrochemical companies,
showcased its industry-leading polymer
solutions at PlastIndia 2012. These solutions
– Enable™ and Exceed™ metallocene
polyethylene resins, Vistamaxx™ propylene-
based elastomers, Santoprene™ thermoplastic
vulcanisates, Vistalon™ Ethylene Propylene
Diene (EPDM) rubber, ExxonMobil™
polypropylene resins, Exxtral™ polyolefins
and Achieve™ polymer resins – enable
innovation in packaging, automotive &
non-woven applications.
Aided by the technology leadership
and application expertise of ExxonMobil
Chemical, this product portfolio helps
customers meet changing market needs
and create higher value for end-use
applications. Enable™ resins offer a good
combination of film processing and higher
alpha olefin performance benefits in a single
resin. Exceed™ resins, besides offering
outstanding film performance, help create
value across the supply chain. Vistamaxx™
elastomers inspire new possibilities of wide
ranging flexible films, extrusion coatings
and lamination applications by delivering
enhanced levels of performance, processing
efficiencies & lower formulation costs.
ExxonMobil Chemical also
demonstrated its products in the
processing halls on machines from leading
manufacturers, where visitors could view
benefits such as downgauging in packaging
and lightweighting in automotive
applications. Present on this occasion,
Jeffrey S Beck, Global Marketing Manager,
Polyethylene, ExxonMobil Chemical,
emphasised on the company’s efforts in
developing and delivering sustainable
plastics packaging.
Manas R Bastia
High performance and sustainability go hand in hand at LANXESS LANXESS showcased its high-tech plastic
products and innovative technologies
at a 300-sq m-booth at Plastindia 2012.
The range of products included its Semi-
Crystalline Products (SCP), Inorganic
Pigments (IP) and Functional Chemicals
(FC) business units. While Durethan® and
Pocan® are from the SCP business unit,
Bayferrox® and Colortherm® represent its
IP business unit along with Macrolex®,
Mesamoll® and Ultramoll® from the FC
business unit. These products are used in
industries such as automotive, electronics,
paints and coatings, construction & textile.
Dr Joerg Strassburger, Managing
Director and Country Representative,
LANXESS India, said, “We are exhibiting
at Plastindia 2012 a range of LANXESS
products and their end-applications for
the plastics industry. Since the fair is
attended by our manufacturers, customers
and raw material suppliers, it is an ideal
platform to engage with them while
showing them our products through
their applications.” Further, Dr Christof
Krogmann, Vice President, SCP Business
Unit, Asia Pacific, LANXESS, added,
“There are many nations present at the
exhibition and it will further grow. It is
quite interesting and the right thing to do
in India is to represent our industry.”
LANXESS works closely with
automakers and automotive suppliers
towards green mobility by finding out
new applications of its high-performance
products.
Manas R Bastia
Toshiba optimistic about growth of all-electric machines Plastindia 2012 provided an opportunity for plastics machinery manufacturers to increase their ambit of operations, as well as meet prospective clients, as opined by Takashi Kamiyama, Managing Director, Toshiba Machine (India) Pvt Ltd. He added, “We have a range of injection moulding and die-casting machines on display with specific features to attract customers who value quality.”
Kamiyama was pleased to see the buoyant automotive industry in India, presenting enormous opportunities
to the injection moulding industry. “Major Japanese Original Equipment Manufacturers (OEMs) are coming to India due to the rising demand here, and machinery manufacturers must be prepared to cater to their needs,” said Kamiyama. Toshiba displayed all-electric machines at the event. Kamiyama commented that all-electric machines are more expensive than the conventional ones, as environment-friendly characteristics of such machines make them a better choice in the long run.
Anwesh Koley
ExxonMobil Chemical offers a portfolio of products for automotive applications
(L-R) Dr Michael Zobel, Head, SCP business unit; Dr Werner Breuers, Board Member;
Dr Axel C Heitmann, Chairman, Board of Management; and Dr Strassburger


POST PLASTINDIA 2012
28 Modern Plastics & Polymers | March 2012
Manjushree stresses on increased automation in productionOne of the world’s largest events
on plastics, Plastindia exhibited a
high level of automation with
high-speed and high-production
machines. Vimal Kedia, Managing
Director, Manjushree Technopack Ltd,
said, “Automation is the need of the
hour, as availability of land is decreasing,
which hampers the potential to build
new capacities. Factors such as land
constraints, labour unavailability and
higher industry requirements have made
companies move towards faster and
more efficient machines.”
Automation helps make machines that
generate less waste, less carbon footprint
and consume less energy. it is the demand of
the day, driven by government regulations
and increased consumer awareness, and
events like Plastindia help generate and
sustain this awareness.
Anwesh Koley
Rajoo unveils state-of-the-art technology
Rajoo Engineers showcased its
latest blown film lines at Plastindia
2012. The primary attraction was a
14.5-m tall five-layer blown film line.
It was the only blown film line on the
show running barrier films, among other
films, with trimless winding, a feature
that results in high material savings.
This film line had an output ranging
from 400 kg per hour for an 80-micron
barrier film with gauge variation of
±3 per cent, to 600 kg per hour for a
70-micron collation shrink film with
gauge variation of ≤3 per cent.
The extrusion giant welcomed
visitors at its booth, which sprawled
over 730-sq m area with engaging
graphics, well-depicted instruments
and live demonstrations of their barrier
film production. It displayed the biggest
and the world’s smallest multilayer
plant. “For Rajoo, this show is not a
destination, but a journey to further our
commitment to the extrusion industry
and continue to serve this industry while
being recognised as a quality and reliable
supplier in the world market,” said Sunil
Jain, President, Rajoo Engineers Ltd.
Anwesh Koley
France emphasises on innovationThe French Pavilion at Plastindia 2012
served as an ideal point of confluence
for Indian demand to leverage European
technology. The French Pavilion, set
up by Ubifrance and the French Trade
Commission in India, saw 11 French
companies exhibiting their solutions for
the plastics industry. Corelco, a leading
French manufacturer of corrugated
pipes and netting extrusion lines,
displayed its latest production lines for
pre-wired electrical components. The
netting extrusion process uses a knife
and as anvil head for rotary die-cutting,
allowing production of various netting
materials, which can be used in the
burgeoning manufacturing sectors of
India, eg, construction, agriculture, etc.
Joseph Vitello, Sales Director, Corelco,
said, “The process of stretching the
strands is known as mono- and bi-
orientation. These processes enhance
the mechanical properties of the end-
product. At Plastindia 2012, we aim to
boost international expansion and meet
local partners in the Indian market.”
Plastpolis, France’s leading plastics
innovation cluster, exhibited a range
of ideas and innovations at Plastindia
2012. With leading companies,
R&D centres, training institutions
and investors, Plastpolis facilitated
its expertise and solutions to India’s
small- & medium-sized businesses
to intensify trade between the two
countries in plastics engineering
and technology.
Annabel Dsouza
Unique collaboration between BASF and Hyundai for one-of-a-kind concept car
BASF’s booth at Plastindia 2012
was abuzz with waves of visitors.
The centre of attraction was the i-flow,
the one-of-a-kind concept car, based
on a unique collaboration between
BASF and Hyundai Motor Group.
The spectacular design of the i-flow
has a wide range of innovative features
beneficial to the environment as well
as eye-opening to many carmakers and
car lovers.
According to BASF, its contributions
to the i-flow allow greater fuel efficiency,
reduced environmental impact,
freedom of design and greater comfort
& safety. As a result, the concept
car offers vital new approaches to
sustainable mobility. Further, due to
these energy-efficient contributions
in the i-flow project, BASF has been
granted the ÖkoGlobe award, an
international environmental award
in the area of mobility, sponsored by
the University of Duisburg-Essen and
spearheaded by automotive expert Prof
Ferdinand Dudenhöffer.
Some of the key constituents
of this concept car include Ultramid®
Balance, a polyamide; Luquafleece®, a
moisture-absorbing material; Elastollan®,
a thermoplastic polyurethane elastomer;
BASF polyurethane material Elastoskin®;
a new catalyst from BASF that combines
four technologies to cut emissions in just
two components; pigments from BASF’s
Sicotan®, Sicopal® & Lumogen® ranges;
and Steron®, an innovative soft-touch
coating technology; among others.
Manas R Bastia
BASF officials posing with the i-flow during its exclusive preview in India


TECHNOLOGY & INNOVATION
30 Modern Plastics & Polymers | March 2012
New resins to reinforce thermoplastics portfolio for healthcare SABIC has launched new grades
including High-Density Polyethylene
(HDPE) resin featuring high flow
properties, which can significantly
reduce injection moulding cycle times
for a number of healthcare products.
With a melt flow rate of 30 g/10 min,
SABIC® HDPE PCG300054 provides
significant processing advantages that
yield lower system costs for healthcare
product manufacturers.
SABIC® HDPE PCG300054 resin is
typically suitable for injection moulding
thin-walled, long-flow parts such as
disposable syringe pistons, as well as caps
and closures for medical and pharmaceutical
packaging. High-flow facilitates complete
mould filling and enables the use of thin-
wall geometries that cool rapidly in order
to reduce the cycle time. This translucent
resin balances stiffness with good levels of
environmental stress cracking resistance
to ensure durability under a variety of
usage conditions.
Extrusion blow moulding with special air managementExtrusion mould specialist fhw-moulds
GmbH has developed a special solution
for removing air from extrusion moulds
and proves its innovative strength. This
brand new, optimised product is perfectly
adapted to blow moulders’ requirements
for improved cycle time.
The new extrusion mould for a 20-
litre jerry can is vented in all four corners,
and vacuum can be used to increase
the ventilation effect. The vent is cut
across the entire height of the mould
corner to eliminate the occurrence of
marks on the finished part. In this way,
entrapped air can be removed quickly
and effectively.
During extrusion blow moulding,
cycle times are completely dependent
on mould cooling times. The new
mould design with corner venting
allows significant cuts in cycle times.
Due to the optimised cycle times, the
additional costs for this special mould
have a short payback time.
An additional benefit of this
solution is that exchangeable corners
can accommodate different designs of
hollow plastic products, which translates
into more versatility and cost-efficiency
for blow moulders.
STEER launches compounding pelletising system
Super Production Line (SPL 40)
launched by STEER is a compounding
pelletising system comprising a co-
rotating twin-screw extruder with a
feeder, strand die head, water trough, air
knife, pelletiser and classifier. Built with
emphasis on reliability and safety to
cater to dynamic needs of the industry
arising of unscheduled/unplanned
requirements for small quantities,
control over Work-In-Progress (WIP)
during grade change and power failures,
the lean operation feature of the
system allows effective testing of new
formulations with minimum wastage.
SPL 40 is precision manufactured
using CAD/CAM technology. The
line is designed through the Six Sigma
process to ensure zero defects in
product quality. It finds applications in
colour and performance masterbatches,
pre-coloured compounds for auto &
appliance parts, modified polypropylene
and high-impact polystyrene.
Super production lines exemplify
engineering excellence in EPZ products
with STEER’s expertise in metallurgy,
and focus on minimising wear &
tear and corrosion in processing and
ensuring higher conformity to quality
& production efficiency.
New flexible packaging films by LINPAC PackagingLINPAC Packaging has launched two
new Polypropylene (PP) film solutions
for packaging fresh meat, poultry and
fish. The two solutions – LINtop PP HB
Lock Seal and LINtop PP HB Peelable
– meet the best shelf-life targets in the
PP market. Both product solutions are
formulated to seal various PP trays, run
smoothly in machines and seal through
contamination to ensure a safe and
secure pack.
The lock-seal film option is available
in two gauges, 35 μ and 42 μ; of these,
35 μ is the lowest gauge available on
the market, ensures cost savings and
a low carbon footprint in line with
retailers’ sustainability strategies.
LINtop PP HB Lock Seal outperforms
other films’ anti-fog qualities and has
excellent transparency for good on-shelf
presentation. LINtop PP HB Peelable
film offers safe and easy peelability,
as it peels away in one piece from the
tray. It is in line with the best market
offerings for anti-fog efficiency and
oxygen barrier and outperforms most
films for transparency qualities. These
are engineered to perform to a high
standard and have a low gauge to
minimise their environmental footprint.
LINtop film solutions are easy to
handle and complement a wide range of
PP trays, driving efficiency on the factory
floor, thus providing long shelf-life to
food products, helping retailers reduce
their waste and keeping food fresh
for longer.

TECHNOLOGY TRANSFER
32 Modern Plastics & Polymers | March 2012
Technology Offered
Conversion of batch-poly plant to C P plant A company from China is interested in providing consultancy
for the modification of batch-poly plant to C P plant like
polyester plant, polyester chip or direct spinning.
Areas of applicationChemical fibre and plastics
Forms of transferTurnkey
Plastic recycling technologies using organic and inorganic compounds An Iranian company offers plastic recycling technologies using
organic and inorganic compounds. This idea is based on the
principle of water electrolysis in which sodium chloride is kept
in proximity of turpentine/pine oil and plastics.
Areas of applicationPlastics recycling
Forms of transferOthers
Plastic recycling technologies An Iranian company is willing to provide plastic recycling
technologies using urea and ammonium carbonate and
synthetic ammonia.
Areas of applicationPlastics recycling
Forms of transferTechnology licensing
Share and Solicit TechnologyThe mission of Modern Plastics & Polymers is to spread the technology culture. Here is an opportunity to be a part of this endeavour by sending your technology on offer or technology requirements. If you belong to any of these two categories, you are invited to furnish the techno-commercial details for publication. The write-up needs to be as per the format of this section with information about the particular technology offered or requested, its areas of application and forms of transfer.
Contact: Modern Plastics and PolymersInfomedia 18 Ltd, ‘A’ Wing, Ruby House, J K Sawant Marg, Dadar (W) Mumbai 400 028. Tel: 022-3003 4671 • Fax: 022-3003 4499 Email: [email protected]
As part of our endeavour to spread the technology culture, this section provides a means to promote and facilitate exchange of select technologies. We strive to bring together suppliers of such technologies
with suitable users for negotiations and industrial collaboration.
Disposal and recycling of plastic waste A Polish firm seeks the technology for dry processing of all
kinds of plastic waste or a magnetic processing method in the
electrostatic field. The technology should allow sorting of all kinds
of plastic materials, hay-silage foils, PET, HDPE, PVC, etc, by
excluding dangerous waste. Specific technical requirements include
initial cleaning without the use of water, sorting of all kinds of
plastic materials after cleaning in a closed system, and a maximum
processing capacity of 10,000 tonne of waste per annum.
Areas of applicationPlastics industry, waste recycling, waste management
Forms of transferOthers
Lab-scale non-woven and monofilament plant An Indian company is looking for a lab-scale, non-woven and
monofilament plant in a single station.
Areas of applicationPlastics
Forms of transferOthers
Plastic recycling technologies A Sri Lankan company is seeking the latest plastic recycling
technologies, especially for automatic sorting, washing, metal
detection, granulation process system, washing plants, crushers,
extruders, etc.
Areas of applicationPlastics recycling
Forms of transferOthers
Information courtesy: Information courtesy: Dr Krishnan S Raghavan, In-Charge, Technology Transfer Services Group, United Nations - Asian and Pacifi c Centre for Transfer of Technology (APCTT), APCTT Building, C-2, Qutab Institutional Area, New Delhi 110 016, Tel: 011 - 2696 6509, Fax: 011 - 2685 6274, Email: [email protected], Website: www.apctt.org
For more information on technology offers and requests, please log on to www.technology4sme.net and register with your contact details. This is a free of cost platform provided by APCTT for facilitating interaction between buyers and seekers of technologies across the globe. After submitting technology offer or request to this website, you are requested to wait for at least two weeks for receiving a response from a prospective buyer / seeker through this website, before contacting APCTT for further assistance.
Technology Requested

MPP
Tab
1 M
ar 2
012
Ad
Nam
e: A
lok
Pg
No.
33
MPP Tab
1 Mar 2012 A
d N
ame: Loxim
Pg N
o. 34

IN CONVERSATION WITH: S V Kabra
36 Modern Plastics & Polymers | March 2012
…believes S V Kabra, Chairman & Managing Director, Kabra Extrusion Technik and Plastiblends India Ltd and Founder, Kolsite Group of Companies. With over five decades of experience and excellence in the plastics materials and machinery industry, he shares his views and visions on the role of plastics industry in the nation’s surging economy, in an exclusive interaction with Annabel Dsouza.
“In future, more responsible use of plastics will grow and
fuel industry growth”
“In future, more responsible use of plastics will grow and
fuel industry growth”

S V Kabra
37March 2012 | Modern Plastics & Polymers
What are the opportunities for engineering industry in India’s growing economy?Industry sources state that the Indian
manufacturing industry in terms of resin
processing needs to invest $ 10 billion in
plant and equipment (excluding buildings)
by 2016 to accommodate overall demand
from construction and infrastructure
segments. This works out to processors
investing $ 3-4 million per day for the next
six years. Key focus areas are machines
for all types of pipes used in agriculture,
including water management and drip
irrigation as well as in the infrastructure,
housing, gas and telecommunication
segment.
In an uncertain global investment climate, how can the Indian plastics industry expand further?Indian plastics industry is mainly driven
by the domestic demand. This has its
own merits and demerits. We are mostly
insulated from global economic shocks
but, at the same time, are taking measures
to cool down the inflation and enhance
capital accessibility for new projects.
Use of plastics in the agricultural sector
is expanding rapidly. Micro-Irrigation
Projects (MIP) and the pipe industry are
growing at a rapid pace. Food demand is
growing as a result of population growth
and expanding middle class due to
increasing prosperity in the economy. As
land is becoming scarcer, the focus will be
on advanced farming to meet increasing
food demand. This will increase the use
of plastics in greenhouses, shade nets,
pipes, drip irrigation sectors. As per the
11th plan estimates, an additional area of
10,58,000 hectare needs to be brought
under drip irrigation, increasing the total
land covered to 28,50,000 hectare. These
steps will increase the market demand for
drip irrigation pipes.
How can Indian entrepreneurs introduce international standards of innovations in the domestic market?Introducing international standards in
the domestic market is a challenging
task. This year, Kabra Extrusion Technik
(KET) acquired 15 per cent stakes in
the US-based Gloucester Engineering
Company Inc (GEC), which will help
KET to attain technology and expertise in
high-end blown film plants. We have also
been associated with the US-based Drip
Research Technology Services (DRTS),
which provides drip irrigation machinery
and technology to independent drip
irrigation manufacturers across the globe.
For Chlorinated Polyvinyl Chloride
(CPVC) twin downstream line is being
manufactured as per design specifications
of our joint venture partner American
Maplan Corporation USA – pioneers in
CPVC technology. These collaborations
will enable us to provide our customers
with the Indian machinery meeting
international standards.
What are the challenges confronting the industry today?
Higher interest rates and availability
of funds result in immense pressure on
the industry as it competes with players
from developed countries, as well as
with China. The government must
devise mechanisms to find a way out
of this situation, as increasing interest
rates and Cash Reserve Ratio (CRR)
changes hurt the industry in the global
context even though these are proven
effective tools for controlling inflation.
As tax structure anomalies hurt the
organised sector, Goods and Services
Tax (GST) implementation will bring
level playing fields.
MIPs are suffering due to delays
in reimbursement of subsidies
from the government, particularly
in the southern region such as
Karnataka, Andhra Pradesh and
Tamil Nadu, which results from of
political instability.
Sharp fluctuations in exchange rates
deeply hurt raw material imports and
finished goods exports.
How important is environmental conservation and community welfare for the growth of a company?Plastics have earned notoriety as being
harmful to the environment. The actual
problem lies with waste management
systems. To sustain the growing needs of
an exponentially expanding population,
we need to use plastics that are a versatile
alternative to metal and paper products.
Plastics is a useful material across
a majority of industry sectors;
moreover, responsible waste management
is an important factor. The rise in
population results in increased waste;
hence, disposal of waste in a proper way
is required. Plastics helps save fuel and
energy as it helps make lighter weight
components for various machines,
vehicles and aircrafts. In future, more
responsible use of plastics will grow and
fuel industry growth.
How has your journey been as an entrepreneur in the plastics industry?Kolsite Group has completed 50 years
of its journey, which has had a humble
beginning. We had started with
minimum resources as a small-scale
unit working under various restraints,
controls, licences and permit laws.
Although it was impossible to have
access to technology from Europe or
the US, we were determined to face the
challenges. We were dependent on our
in-house developmental activities, which
yielded success and good dividends
later on. The hardships we faced made
us more determined to succeed. After
liberalisation, the process of getting
access to technology and global markets
became easier and we were able to
accelerate our growth.
Where do you see Kolsite group in the next decade?With our leadership position in the
industry, we will continue to excel in the
fields we are present in. The growing
influence of India in global markets will
provide more opportunities for us to
develop and grow as a global player. We
will continue to invest heavily to shape
a better future for our industry and will
seize all opportunities made available to
us by a vibrant Indian economy.
Email: [email protected]


Dies & Moulds
39February 2012 | Modern Plastics & Polymers
Precision tooling:
Combining accuracy with speed ..............................................................................................40
Tool design:
Leveraging technolgy for cost benefit ......................................................................................42
Quality assessment:
Analysing performance, optimising throughput
Courtesy: Carl Zeiss India ..........................................................................................................46
Interface:
Ajay Verma, VP - Value Solutions, Dassault Systèmes .............................................................48
SPECIAL FOCUS
39March 2012 | Modern Plastics & Polymers

40 Modern Plastics & Polymers | March 2012
SPECIAL FOCUS: Precis ion tool ing
The global arena has become
extremely competit ive
with increased emphasis
on reducing lead times,
cutting down costs and wastage while
ensuring a qualitatively high output to
stay afloat. Owing to an increasing
focus on reliability and accuracy, the
need for precision equipment has
also risen to a considerable extent.
Therefore, the quality of precision
dies and moulds as well as the time
taken to design these leave an impressive
insignia on the production process.
The nature of success in the die and
mould industry begins with selection
of the right tool, but that would only
be the beginning. The intricacies of
designing complex machine parts entail
a difficult and arduous task that can
only be accomplished with technological
sophistication. Notably, the culture
of die making has changed because,
parallelly, there are many people
working on several processes related
to the production. Also, the nature of
designing precision machinery and tools
has undergone a paradigm shift as has
that of the tool maker since success in
die and mould machining begins with
choosing the right tool. However, this
does not end there, as now one must
also have a complete understanding of
the entire production process and how
to use equipment effectively to improve
productivity & profitability.
Role of softwareMachining problems are complex and
designing of complex machine parts &
tools requires maintaining a fine balance of
software as well as hardware so as to acquire
a harmony of manufacturing principles.
With the advent of computer and
information technology, manufacturing
process is moving towards the realisation
of a more automated approach
and an ideal design process with a highly
integrated approach that utilises software
to a great extent. Today, a variety of
Computer Aided Design or Computer
Aided Manufacturing (CAD/CAM)
software are available, which have become
an integral part of the plastics industry.
This software has allowed product
Machining of precision dies and moulds requires adopting highly sophisticated technology with a high degree of accuracy. Intense global competition in a high-stakes market provides a veritable challenge for the industry to live up to. Lionel Alva highlights the dynamics of the precision tooling industry today while providing insights into future trends.
Combining accuracy with speed

41March 2012 | Modern Plastics & Polymers
Precis ion tool ing
designers and mould makers to work
more efficiently. Complete enterprise
solutions are available today that allow
manufacturers to work more efficiently.
The aim of an effective CAD/CAM
solution is that tooling operations
commence prior to completion of the
design process, allowing considerable
reduction in the lead time for new
product development while cutting down
on development costs. Thus, with the
application of computer technology and
information technology, the moulding
process is moving towards realisation of
computer-integrated manufacturing.
Gopal Krishna Varier, General
Manager Operations, Vasantha Tool
Crafts Pvt Ltd, avers, “Software play a
major role in the mould manufacturing
industry, right from the concept level
to marketing of the product. Some of
the widely used software include Pro-
Engineers, Unigraphics, AutoCAD,
mould flow analysis, etc. With these
software, one can visualise the product
in totality before proceeding to the next
step.” He continues, “One can make
rapid prototypes by using these software
and present these moulds to the decision
makers. By using the simulation software,
one can check for assembly among various
parts and remove the bugs, if present.
These software are helpful at every stage
to preview the product/application and
take necessary corrective actions.”
Current trends and demand drivers With optimistic forecasts, the mould
manufacturing industry envisages a
healthy high growth with the rising
demand for high-quality plastics.
This is further led on by a surge in
demand for high surface finish and
precision moulds with shorter moulding
cycles to achieve optimum productivity
and quality. The key considerations
for moulding machines are tonnage,
clearance between platen, injection
pressure, distance between tie bars,
height of closed mould, height of fully
open mould, etc. The final mould design
cannot be created until the final product
design is complete.
Processing complexity include
filling, cooling, shrinkage, warpage, etc.
The cooling system must be capable
of meeting the requirements of the
application. The injection mould
manufacturing process includes
machining of steel plates, converting
flats and rounds to core/cavity inserts and
other critical parts with Computer
Numerical Control (CNC) milling,
CNC Electrical Discharge Machining
(EDM), CNC Wirecut, etc. Reducing
the amount of metal used, minimising
the wall thickness of plastic products
and improving the efficiency of the
final product are also challenging
and require continued effort
through research.
The current trend indicates the
demand for injection moulds in the
following categories:
High-cavitation moulds with reduced
cycle time increase productivity
Fully hot runner system eliminate
wastage of plastic raw material and
increase cycle time
Valve gate system for fast fill rate or
lower clamp tonnage requirements
In-mould closing system for high
cavitation, caps and closures and
FTP caps increases productivity and
reduces the process cost
Bi-colour moulds, moulding two
polymer with multi-colours with
aesthetic appearance and flexibility
Multi-cavity stack mould for
increasing productivity
Quality assurance is imperative for any
mould manufacturing operations and
quality begins at the start of each project
right from the raw material and ends
with successful mould qualification
to the satisfaction of customer. The
design review and manufacturability is
performed to ensure complete success
of the project. Varier elaborates, “Drip
irrigation, automobile manifolds (intake/
out-take), micro-motors, medical,
pharmaceutical, fast-moving consumer
goods, thin-walled packaging, electrical
and many more sectors are emerging as
new areas for creating more demand for
plastics & moulds. In general, in many
sectors, several metal parts are being
replaced by plastic parts due to the
versatility in processing/manufacturing
and also various other advantages offered
by plastics.”
Reliable productivity Over the years, the demand for precision
equipment has risen across all segments
owing to the inherent advantages these
offer. These are more reliable, accurate,
productive and require less manpower.
Although investments are high, the
advantages offered by these equipment
are enormous. However, care must
be taken to justify the nature of such
equipment and their role in reducing
wastage as well as keenly scrutinising
the cost of production. Areas of
improvement could be gauged through
a pre- and post-production analysis, and
the need for such equipment could be
assessed. Today, moulding machines,
extrusion machines, tool room machines
have become more accurate and
offer all the advantages mentioned
earlier, thus leading to faster delivery of
the product.
Email: [email protected]
Gopal Krishna VarierGeneral Manager Operations, Vasantha Tool Crafts Pvt Ltd
Some of the widely used software include Pro-Engineers, Unigraphics, AutoCAD, mould fl ow analysis, etc. With these software, one can visualise the product in totality before proceeding to the next step.

SPECIAL FOCUS: Tool design
42 Modern Plastics & Polymers | March 2012
Tool design in contemporary
times depends greatly upon
a keen understanding of
the overall manufacturing
process as well as the properties that
a specific part would need to imbibe
within itself depending on the operating
environment besides other design
implications. Thus, it is imperative that
tool designers are aware of the intricacies
of the production process, including a
clear knowledge of the mould and die
making process.
Tool designers must also acquire
laboratory reports of physical tests run
for plastic materials. In view of the great
degree of skill required in tool making,
it is difficult to find a toolmaker that
possesses the necessary know-how.
Tool design considerationsIn general, most plastics designers have a
good understanding of the manufacturing
process used in plastics despite its varied
and complex nature. While a decade
ago, design and engineering consisted
of about 10 per cent of the cost of a
generic mould, in recent times, the cost
of a mould is higher. Apparently, the
changing dynamics of tool design has
resulted in the need for an overhaul
of the conventional approach, where
there is a renewed focus on engineering,
depicting a more pragmatic approach.
A tool designer should consider
various aspects that can have a strong
impact on the functional and design
properties of the plastic parts. These may
include the plastic material, shrinkage
and the process equipment. The various
cost factors would be as follows:
Complexity of the shape of part
Features in the part
Overall size of the part
Undercuts in the part
Surface finish required
Tolerances on dimensions
of parts
The aim of an effective tool design is
to minimise or eliminate the possibility
of a poor initial design considering its
significant impact in terms of affecting
production cycles, reducing expenses
and the possibility of product failure as
well as overall impact on marketshare.
This helps in achieving the objective of
functional part design in the shortest
possible time frame, thus enhancing the
overall production and reducing costs.
Moreover, intense competition is a key
factor that has significantly changed the
approach towards tool design.
Sambit Pradan, Manager-Business
Development, Asia Pacific, Geometric
Ltd, notes, “The life of a tool is one of
the prime considerations and is based
The cost of a specific machine part hinges greatly on its design before it is produced. Here, a pivotal step is to have a clear idea of end-user requirements and also consider the working environment so that the design befits the scenario. Lionel Alva assesses the effects of tool design on the overall cost of plastics processing.


44 Modern Plastics & Polymers | March 2012
on the number of parts to be produced.
Different techniques are adopted for
tool design depending on the number of
parts to be produced within the expected
cycle time. Another critical aspect is the
dimensional accuracy within a multi-
cavity design, and this has a strong
impact on the overall life of the tool.”
Computer-aided tool design and automation In recent times, sophisticated technology
has helped reduce manual labour and also
the complexity of tool design to an extent.
It is the development of Computer-
Aided Design (CAD) systems that is
filling the void of the exquisite nature of
tooling designers who are fast reducing
in number. The reason for this change is
that various techniques have evolved that
use computer design systems, enabling
the following:
Parametric modeling techniques
and the use of standard library
components help create Three-
Dimensional (3D) models faster
Design rules being embedded at
the design stage instead of utilising
the conventional labour-intensive
design guidelines approach
The use of CAM technology
directly on 3D models for tool
manufacturing
Complete enterprise solutions with
customisations in CAD/Computer-
Aided Manufacturing (CAM) to
address specific needs
Furthermore, plastics manufacturers
use numerically controlled machining
centres – Computer–based Numerically
Controlled (CNC) machining centres
– besides CAD systems.
“Automation of design is pivotal to
ensure the desired output. However, the
intricacies of tool design require that
several iterations are made to create
optimum design and also to allow
for part changes. It thus makes for
an arduous task that requires a great
degree of scrutiny,” avers Avinash Shah,
Engineer, Finetech Engineers.
The development of such
technologies has provided immense
help for manufacturing the tool,
thus making the process more consistent
and productive. This makes it easier
for younger entrants in the profession
to manage the trade since the quality
of tool components today is looked
at as a function of the equipment
rather than being a process that is
skill intensive.
Building effective prototypesWhile the cost of a mould varies greatly
since its cost ranges anywhere from
less than $ 1000 for a low-production
prototype to more than $ 500,000 for
a high-production mould. Considering
these high costs, there is little room for
trial and error since it could deviate the
entire production process. Therefore,
prototyping is generally used to test
the efficacy of smaller part designs
depending on the circumstances;
however, this may be quite expensive in
the long run.
Some of the alternatives to manual
prototypes:
CAD system: It includes engineering
that allows a tool designer to work
with a 3D computer model of the tool
being designed.
Finite element analysis: This
system uses computer-aided techniques
to evaluate the worthiness of a tool.
Rapid prototyping: Producing rapid
prototype models for evaluation and
testing is a topic of great interest in
many manufacturing industries and is
fast gaining prominence. This system
uses a 3D computer drawing.
Cost-effective design A highly competitive environment has
led to a paradigm shift in a crucial
cost-effective process such as tool
design. The focus of manufacturing
is to reduce lead times by as much as
possible, which has paved the way for
the use of innovative techniques that are
time-saving while also ensuring quality
output. This marks a new era in the
field of automation and also allows for a
streamlined production process.
Email: [email protected]
Sambit PradanManager Business Development, Asia Pacifi c, Geometric Ltd
The life of a tool is one of the prime considerations and is based on the number of parts to be produced. Different techniques are adopted for tool design depending on the number of parts to be produced within the expected cycle time.
Tool design
Avinash ShahEngineer, Finetech Engineers
Automation of design is pivotal to ensure the desired output. However, the intricacies of tool design require that several iterations are made to create optimum designand also to allow for part changes.

46 Modern Plastics & Polymers | March 2012
SPECIAL FOCUS: Qual i ty assessment
Today, high-precision parts
are made of plastics or
composite materials to reduce
cost and weight and increase
productivity. These components are
used in almost all fields – automotive,
telecommunications and medical. Thus,
to meet quality demands, the products
must be meticulously verified, for which
a suitable measuring system is required
to measure and assure quality of not only
the final product, but also before bulk
production of the same.
Measure of efficiency Tooling and mould can be measured using
the conventional Coordinate Measuring
Machine (CMM). This machine can
measure almost all dimensional features
including the intricate features.
Throughput of manufacturing plastics
during the injection moulding procedure
has increased considerably, particularly
through the use of multiple cavities. These
are often an ideal solution when high
production volume has to be achieved
at low cost. With such high throughput,
proper alignment and insertion of the
tools is vital. The tool is approved for
serial production after process reliability is
achieved; thus, quality assurance demands
measuring equipment that can flexibly
and quickly deliver informative results.
Contact sensors can measure many
dimensional features, but not small
profiles. For small features, a camera-
based system is an ideal solution. A
combination of contact and optical sensor
(multi-sensor system) increases efficiency
in inspection of small, complex parts as
well as small tools & cavities of a mould.
Operators can alternate between optical
and contact measurements without
interrupting the CNC run. Multi-sensor
systems are especially used for quality
assurance and initial sampling of small,
complex parts in the plastics industry.
The CMM can be optimised
for better productivity to reduce
downtime of tool manufacturing
and mould making by automating
the measurement process with Computer
Numerical Control (CNC) measurement
run and fixturing. The software with
direct Computer-Aided Design (CAD)
(plan versus actual) comparison will help
the quality assurance unit to provide
quick feedback.
Unveiling the interiorsAs a supplement to conventional
technologies in testing and measurement,
Industrial Computed Tomography (CT)
creates the possibility of completely
capturing a part, assessing the interior
& exterior. This provides the user with
all evaluation possibilities at a glance, in
a short time and without harming the
component. CT helps to non-destructively
measure and make visible features and
The quality of plastic parts needs to be thoroughly verified so that these yield optimum performance. Assessment of part quality manufactured requires the use of appropriate measuring systems for ensuring the exact quality demands and that the best of products reach the end customer.
Analysing performance, optimising throughput
Coordinate measuring machine
Courtesy: Carl Zeiss India

47March 2012 | Modern Plastics & Polymers
Qual i ty assessment
structures from the interior of materials & parts, such as material
defects (crack, bubbles, gas, porosities, inclusions, etc) and internal
workpiece features or geometries that cannot be probed.
Existing measuring technology permits optical, contact and,
occasionally, laser measurements. Currently, parts are ground
to expose different layers and a two-dimensional section is
measured. Generally, it takes up to 40 hour for the initial sample
test report of a part. Use of CT for the same significantly
reduces time to 40 minute. The evaluation can be done offline
with measurement software. Thus, under optimal conditions,
initial sample test reports with several cavities can be compiled
in one day.
Performance testing Due to shrinkage, parts correspond exactly to the negative of
their models. The tools are made using an iterative process that
often consists of up to 10 steps. CT enables a clear reduction
in the number of these cycles by using direct ‘Tool Correction’
function of the measurement software. Thus, deviations from the
nominal geometry are not only recognised, but also reflected on
the nominal surface. This represents the level of shrinkage in the
model, and integrates the measurement immediately into the tool
correction process. The reduction in the number of tool correction
leads directly to faster availability of the parts on the market,
and hence shorter innovation cycles. Besides metrology, non-
destructive testing and defect analysis – assembly checks – can be
done; the production process can be optimised & monitored; and
products can be quickly & easily checked for defects.
Small plastic and electronic devices have to meet increasingly
higher design and quality requirements. Shorter product lifecycles
place high demands on development and production process.
The aesthetically shaped prototypes must be repeatedly checked
for compliance with design specifications, which is practically
impossible with the conventional measuring technology. Here,
CT helps develop high-quality products in a short time for volume
production.
CT measurement is not only faster, but the quality of the
measuring results also improves considerably because the parts
no longer need to be destroyed. Till date, quality inspectors had
to dissect or cast the parts to check their internal features, which
often caused distortion of the final parts. CT generates a three-
dimensional image that displays all internal and external features
in a short time.
Assurance of qualityMost measurement software provide interfaces to statistics
software. These software can be utilised for order-related
archiving of all measurement data captured. This data can be
easily accessed years later and utilised for statistical evaluation.
Hence, each process is fully monitored and traceable, which is
the key to quality assurance.
Courtesy: Carl Zeiss India – Industrial Measuring Technology Division

48 Modern Plastics & Polymers | March 2012
What are the recent trends in die & mould technology for plastics processing?The plastics industry has grown
and touched every facet of our lives
– from packaging of daily use items to
products with enhanced functionalities
in agriculture, housing, healthcare,
automotives, consumer durables and
infrastructure. The industry has occupied
a unique position in meeting the growing
material needs of consumers. It has
the ability to compete on a global scale
by absorption of new technology and
lean manufacturing practices. There is
immense scope to boost production of
machines, moulds, auxiliary equipment
and dies, as Indian manufacturers strive
to be cost-effective and focus on better
quality & technology.
In which applications of plastics do you see emerging demand for precision moulds?As the moulding industry moves towards
high-precision and multi-functional
component moulding, the demand is
increasing for use of Computer-Aided
Engineering (CAE) technologies to
shorten product development cycle
and improve product quality. Mould
flow analysis technologies can be used
as valuable tools for solving product
design, mould design and process-related
problems to enhance product quality &
productivity in the moulding industry.
What are your R&D initiatives towards die & mould design?At Dassault Systèmes (DS), Research and
Development (R&D) is a fundamental
function to have a perpetual edge over its
competitors. DS invests 23 per cent of its
revenues in R&D. Over 25 per cent of the
R&D staff is in India and is consistently
growing. Today, the plastics industry is
interwoven with some other key markets
that we operate in, eg, use of moulded
plastics in the automotive or aerospace
industry. DS engages in extensive work
of this nature to ensure that the complete
product for these businesses adheres to
precision engineering standards demanded
by the market.
How does DS keep pace with tooling solutions for high-speed plastics moulding machinery?Our success in the Indian market
lies in the combination of significant
Product Lifecycle Management (PLM)
implementations, the competitive
advantages of our brands, the performance
of our distribution channels and the
investments we make to enhance our
performance and long-term opportunities.
We have created solutions to address
different stages of product development
in not only core industries, but also in the
plastics industry.
For instance, CATIA Mechanical
products and solutions help create
any type of Three-Dimensional (3D)
assemblies for a wide range of mechanical
engineering processes, eg, casting and
forging, plastic injection & other moulding
operations, composites part design and
manufacturing, machined and sheetmetal
part design as well as advanced welding &
fastening operations.
Email: [email protected]
…opines Ajay Verma, VP – Value Solutions, Dassault Systèmes. He shares how plastics has emerged as a strategic commodity and finds applications in virtually every aspect of the industrial and household environment. In a conversation with Annabel Dsouza, he stresses how rapid technological development in materials, machinery, processes and products offers new opportunities for this industry in India.
“The industry has occupied a unique position in meeting
the growing material needs of consumers”
SPECIAL FOCUS: Inter face - A jay Verma


India is not far behind in the
global race for enhanced plastics
application in automotives. The
automotive industry in India is
currently growing at a Compounded
Annual Growth Rate (CAGR) of about
8 per cent, while the automotives plastics
industry is surging ahead at a CAGR
of about 13 per cent, clearly reflecting
the promises and potential within this
sector. Among the prominent players
in the Indian automotive space, Bright
Autoplast Ltd has emerged as a system
solutions provider through integrated
technology and an extensive product
portfolio. With an industry presence of
over 40 years as Bright Brothers, the
company was incorporated as Bright
AutoPlast Ltd in 2007 as a fully owned
subsidiary of Sintex Holding. While
keeping pace with increasing demand,
the company is currently working
towards improving its manufacturing
capabilities, thereby setting an
industrial paradigm. With strategic
manufacturing units in Pune and
Nashik, Bright Autoplast has effectively
leveraged the automotive boom across
the nation. Today, the company boasts
of a pan-Indian presence in cities
such as Sohna (Haryana), Pithampur
(Madhya Pradesh) and Chennai
(Tamil Nadu).
Indru Advani, President & Chief
Executive Officer, Bright Autoplast Ltd,
says, “One of the core strengths of our
company is the capability of complete
product development from designing and
manufacturing to testing & validation.
We have an integrated manufacturing
unit that includes not only central
processes such as injection moulding,
blow moulding and assembling, but also
value-added services such as paint shop,
vacuum forming and state-of-the-art
part joining techniques like vibration &
ultrasonic welding. More than a product
supplier, Bright Autoplast Ltd today
is a solutions provider for automotive
Original Equipment Manufacturers
(OEMs) in India.”
Infrastructure edgeSpanning an area of 6,782 sq m, the
Pune facility caters to some of the
leading automotive OEMs in India
such as Mahindra & Mahindra, Tata
Motors and General Motors (GM).
Bright Autoplast also caters to some of
the leading tier I suppliers, eg, Visteon
and Plastic Omnium Varroc. The facility
is equipped with 15 injection moulding
machines with tonnage range of 80-
2,700 tonne with a combined capacity of
2,000 metric tonne per annum. Advani
highlights, “Bright Autoplast is reputed
in the industry as a supplier of high-
quality large components at optimum
cost. Along with interiors and exteriors,
we manufacture a large number of under-
the-hood components, which require high
precision, fuctionality and heat stability.
Our commitment to manufacturing
excellence is evident in the fact that we
collaborate with our machinery suppliers
to design efficient solutions through
customisation and reverse engineering.”
In the technology-driven world of automotive plastics, Bright Autoplast Ltd has established itself as a system solutions supplier for India’s burgeoning automotive industry. Annabel Dsouza and Lionel Alva analyse how the company, with an integrated manufacturing facility and pan-India presence, has emerged as a pioneer in automotive plastics application and innovation.
50 Modern Plastics & Polymers | March 2012
FACILIT Y VISIT: Br ight Autoplast Ltd
Shifting gearstowards ‘bright’opportunities
Assembly process Thorough quality check

Some of the main processes at the
facility include injection moulding with
gas-assisted technology, single/twin
sheet thermoforming, PU foaming
(RIM) etc. Bright Autoplast’s expertise
in design and development has resulted
in a vast product offering such as door
trims & pillars, instrument panels,
bumpers, radiator grills, exterior grills,
exterior claddings, and many more.
Some of the recent, innovative products
of the company include soft touch
dashboards, air induction systems,
plastics fuel tank, fuel filler system and
Heating, Ventilation & Air Conditioning
(HVAC) ducts. Bright Autoplast
extends its quality standards not only
to its product portfolio, but also on all
designing and manufacturing operations.
The stringent quality checks involve tried
and tested methods for analysing physical,
mechanical and thermal properties of the
moulded component. Many of the staff are
engaged in assessing the overall health and
efficiency of the machinery. By measuring
the tonnage of material moulded and
power consumed, the company maintains
a robust manufacturing culture.
Illustrious clientele Bright Autoplast has an illustrious
clientele that includes some of the
foremost brands in Indian automotives
such as Maruti Suzuki, Hyundai, TVS
Motors and Honda. With a combination
of manufacturing excellence and
strategic business alignment, the
company clocked an impressive turnover
of ` 2,740 million in the previous fiscal.
Advani asserts, “With an aim towards
becoming a one-stop shop for plastics
automotive components, we try to
understand the application and design
the product accordingly. For instance,
we have supplied 66 components to
the latest Mahindra XUV 500. We also
supply a large number of components
to different vehicle models.” Apart from
the SUV segment, the company is well
established in the commercial vehicle
segment with Tata 207 and 407. Advani
continues, “We are planning to increase
our revenue share from the commercial
vehicle segment owing to its strong
growth prospects. In an uncertain global
economy, the heavy automobile sector
is relatively less impacted by fuel price
hikes. This is in keeping with our efforts
to boost the company’s top line while
keeping bottom lines steady.”
In order to further enhance product
design and development capabilities,
Bright Autoplast has project-based
alliances with several global players
such as HIVEC ( Japan), Daeji Metal
Corp (Korea) and Kautex (Germany).
Through its sister concerns Wausaukee
Composites and NIEF Plastics, the
company also synergises with the
technical advancements in Europe’s
developed automotive markets. This
enables Bright Autoplast not only
to deliver world-class solutions to
its customers, but also to raise the
technology standards of automotive tier
I suppliers across India.
Future focusThe story of Bright Autoplast is in
many ways symbolic of the burgeoning
Indian economy. With replacement
of metal by plastics being a profitable
and sustainable move, the demands
by automotive OEMs for plastics
has increased, both in properties and
volumes. In a competitive, price-
sensitive and exponentially surging
automotive industry, Bright Autoplast
is playing a catalytic role of merging
global innovations at Indian costs. The
company is expanding proactively not
only in terms of volume production, but
also Research and Development (R&D)
capabilities.
Along with the new facility in Nashik,
likely to be operational by July 2012,
Bright Autoplast is actively investing in
R&D facilities for innovative product
and process designing. “Growth and
expansion are a continuous process for
Bright Autoplast. In order to further
consolidate our business, we will
continue expanding our operations
through joint ventures, technical &
service collaborations, mergers &
acquisitions, business alliances and
strategic forward integration. We are
seeking new investment avenues in the
domestic automotive space, while also
watching out for opportunities in other
emerging markets such as Africa and
East Europe,” concludes Advani.
Email: [email protected],
Indru AdvaniPresident & Chief Executive Offi cer
In an uncertain global economy, the heavy automobile sector is relatively less impacted by fuel price hikes. This is in keeping with our efforts to boost the company’s top line while keeping bottom lines steady.
Final finishing of the component Paint shopPhoto: Joshua Navalkar
Bright Autoplast Ltd
51March 2012 | Modern Plastics & Polymers

53March 2012 | Modern Plastics & Polymers
Ancillary equipment:Keeping pace with global standards ..................................................................... 54
Function focus:Intelligent solutions for boosting productivity ..................................................... 56
Chiller technology:Cool ideas for profitable performanceVijay Bali, Vice President, Reynold India Pvt Ltd .................................................. 58
Interface:Varun Kapoor, Director, Sarvasv Machinery & Equipments Pvt Ltd .............. 62
Roundtable:Where does the Indian ancillary equipment industry stand globally? ................ 64
Polyamide alloy:Imparting high performance with design f lexibilityMandar Amrute, Market Development Manager, Arkema India ............................. 66
Mould cavity:Monitoring temperature for better qualityY R Anand, Partner, Unimark ............................................................................... 70
Ancillary Equipment
INSIGHT & OUTLOOK

INSIGHT & OUTLOOK: Anci l lar y equipment
54 Modern Plastics & Polymers | March 2012
Auxiliary equipment in the
plastics industry include
granulators, gravimetric and
volumetric blenders, vacuum
& pressure loaders, railcar unloaders,
metal separators, dryers, chillers, recycling
systems and reclaim equipment. Material
handling equipment and systems for
pneumatic conveying of plastic resins,
polymers and other pellet or powdered
products are also included. Higher-
performance dryers use less energy
and provide cost savings. “Increased
efficiencies are seen across the entire
range of auxiliaries, contributing to
profitability in plastics processing.
Energy savers for granulators are the
latest development this industry has
witnessed,” opines Dhaval Bhatt, Chief
Executive Officer, Sri Sai Plasto Tech.
In terms of volume production,
efficiency plays the central role. Efficient
injection moulding machines require
an energy-efficient design. However,
efficiency is not only dependent on
the energy consumption of the
machines. Efficient operation concerns
the productivity of the system as a
whole and aspects such as machine
availability, speed, precision and
reproducibility must also be taken
into consideration. Some of the latest
technologies that can help increase
efficiency are described here.
High-torque direct drivesDistributed electric drives, which are
used in all-electric or hybrid injection
moulding machines, are usually
synchronous servo motors. There are
distinct differences among these types
of motor, which affect the energy
consumption or productivity of injection
moulding machines. In contrast to
conventional synchronous servo motors,
high-torque direct drives provide high
torque even at lower speeds. These
do not use transmission systems that
reduce efficiency, and therefore, do
not have a negative effect on energy
consumption, drive dynamics, precision
and reproducibility of the machines.
Their minimal inertia, in combination
with direct power transmission, provides
high levels of dynamics (short and steep
acceleration and breaking ramps) and
zero backlash.
The absence of transmission means
that the drive requires virtually no
maintenance and is highly reliable. The
benefit of high-torque direct drives
in terms of energy efficiency becomes
obvious considering the dosing drive.
“Usually, the dosing drive is the
component in the injection moulding
machine that consumes the maximum
energy. Increasing the efficiency of this
axis will have a significant effect on
the efficiency of the overall machine. If
high-torque direct drives are used here,
no reduction or increase in the speed
or torque via belt drives or planetary
gearing will be required and, as opposed
to standard synchronous servo motors,
no energy loss will be caused by these
components,” adds Bhatt. Thus, the
efficiency of the dosing drive in the
injection moulding machine will be as
high as 90 per cent.
The benefit derived f rom the
optimised drive is more obvious when
hydraulic dosing drives are considered.
Hydraulically driven dosing axes usually
comprise a number of components.
Keepingpace withglobal standards
Manufacturers of auxiliary equipment are responding to plastics processors’ demands for machinery that can help reduce costs, improve efficiency and quality of parts and also stay competitive in the global marketplace. Anwesh Koley gauges the significance of various equipment used in the plastics processing industry.
Courtesy: Motan Colortronic
Material mixer with integrated conveyor

Anci l lar y equipment
55March 2012 | Modern Plastics & Polymers
A motor drives a pump that delivers
oil through hose lines. The oil is fed
to the hydraulic motor via a valve
and the motor generates the required
rotational movement. Every component
in a standard drive loses efficiency and
when these losses are multiplied, their
overall efficiency is rarely higher than
50 per cent when used in injection
moulding machines.
High-torque direct drives also
have advantages when employed in
other axes such as injection or mould
movement or the ejector, which require
linear movements. Again, no reduction
or increase in speed or torque is needed
here because the required performance
will be provided directly by the drive.
Belt drives, planetary gearings or other
mechanical transmission systems are
not required, as this will have a negative
effect on the inertia of the drive. The
dynamics, rigidity and reproducibility of
the axes will also be enhanced, which, in
turn, will bring about a reduction in the
cycle time and will, therefore, increase
the efficiency of the machine.
Use of toggle systemsThe toggle system is a good example of a
technology that contributes to reducing
energy consumption and increasing
productivity, and it has a positive effect
on input and output. The optimal
force–speed characteristic will facilitate
fast movements. Moreover, dynamic
locking and unlocking reduces the
dry cycling times of the injection
moulding machine. Mechanical
locking applies a constant clamping
force, without further input of energy.
Because locking is purely mechanical
and there is no hydraulic cylinder in the
force path, a toggle clamping unit will
be extremely robust.
The toggle system technology
is currently experiencing a revival
through its use in all-electric injection
moulding machines. However, when
used on all-hydraulic clamping units,
this system helps boost efficiency and
provides high levels of reliability and
low maintenance costs.
In order to increase system
availability in the production of plastics
processing parts, it is vital to take care of
the mould by reducing its wear and tear.
Appropriate methods to do this include
linear guidance systems to ensure perfect
platen alignment and reduce machine
frame deflection. Correct design of the
overall machine will facilitate platen
parallelisms so as to reduce wear on
the mould. Moreover, reduced frictional
resistance in the guides will lead to
fewer losses, and thus an increase in
energy efficiency.
Cooling and filtration technologyAlong with reduced energy consumption,
an increase in productivity is the second
result of enhanced machine efficiency.
When developing new products, the
goals are to avoid downtimes and
reduce reject rates. A novel concept of
cooling and filtration of the hydraulic
oil of injection moulding machines is
geared towards those objectives. With
this system, another hydraulic circuit
is operated by a small, energy-efficient
rotary vane pump in the low-pressure
circuit, which is designed to exclusively
supply the oil filter and oil cooler. This
additional hydraulic circuit operates
independently from other main pressure
circuits, which facilitate the use of a
micro oil filter.
A laminar oil flow without pulsation,
even during the pause times inherent
in the cycle, increases oil service life
by 40,000 hour. In addition, the service
life of the pumps, valves, cylinders
and gaskets will increase because of
the clean oil. This will help reduce
downtime for maintenance or routine
servicing and increase production hours
per year. Continuous cooling with
optimal heat transfer facilitates higher
oil cooler flow temperatures, which
means that complex cooling systems are
not required anymore.
ChallengesThe basic problems faced by the
industry include shortage of power and
skilled manpower. The cost of power
and skilled manpower has also risen,
but has not resulted in any change on
prices. The equipment industry has
witnessed advancements in technology
related to power savings, material
handling and automation. “Modern
auxiliary equipment help in scientific
recycling of plastics and prevention
of environmental pollution. Presently,
most of the latest auxiliary equipment
designed help save power and increase
productivity. The manufacturing output
has almost doubled with the latest
auxiliary equipment that lower power
consumption, and this helps reduce
carbon footprint,” concludes Bhatt.
Email: [email protected]
Dhaval BhattChief Executive Offi cer, Sri Sai Plasto Tech
Modern auxiliary equipment help in scientifi c recycling of plastics and prevention of environmental pollution. Presently, most of the latest auxiliary equipment designed help save power and increase productivity.
Courtesy: KYOUNGIL MACHINERY CO.LTD.

INSIGHT & OUTLOOK: Funct ion focus
56 Modern Plastics & Polymers | March 2012
The global trend towards
faster processing equipment
and better accuracy in
terms of productivity has
led manufacturers across the country
to adopt technologies that help
achieve higher levels of innovation and
end-user satisfaction. The major
processing techniques such as injection
moulding, blow moulding and extrusion
warrant the use of complex end-to-
end systems of individual units for the
automotives, electronics, household goods
as well as medical devices industries.
Each process requires reliable
conveying as well as dosing and mixing
systems for high-volume production.
Individual extrusion systems require
high-precision structures that deliver
consistency for continuous production
of films, cables, pipes and profiles. Raw
materials and masterbatches require
accurate dosing and mixing systems for
continuous production.
Mould protectionManufacturers have developed systems to
protect injection moulds, which record the
force path on mould closing. A control
curve can be applied to this saved master
curve at a freely adjustable axial distance.
For example, if the force path as currently
measured intersects the control curve during
the closing movement because a part is
caught in the parting line, the machine will
stop the closing movement. As compared
to conventional mould protection systems,
these systems are reliable even at maximum
mould closing speeds; thus, the shortest
mould movement times will be achieved.
These systems not only provide positive
protection for the injection moulds, but
also reduce cycle time, which results in
increased production efficiency.
Smart solutionsThe current market for plastic ancillary
equipment offers features for optimising
and automating the production around
plastics processing machines. Dosing
and mixing units need to offer excellent
mixing quality with highest repeatability.
“Dosing additives help in regrinding
directly on the processing machine.
Innovative designs, high-quality
engineering and technical specifications
guarantee optimum performance &
reliability of processing units. It is
important for processors to understand
how to precisely dose and mix granulate,
flakes, powders and liquids volumetrically
as well as gravimetrically,” says Srikanth
Padmanabhan, Managing Director,
Motan-Colortronic Plastics Machinery
(India) Pvt Ltd. Consistent mixing
ensures higher quality, which ensures a
strong competitive edge in the market.
The numerous machines used in the plastics industry necessitate a host of ancillaries, which depend on the application and requirement of the final product. Anwesh Koley finds out how all functions, with support from reliable and cost-effective solutions as well as an intelligent control network, help optimise plastics processing.
INSIGHT & OUTLOOK: Funct ion focus
Intelligentsolutions for
boostingproductivity Courtesy: Motan Colortronic

Funct ion focus
57March 2012 | Modern Plastics & Polymers
A steady documentation process
ensures a simple operation through colour
graphic display and an added advantage
would be a touchscreen panel, which does
not require programming. An integrated
network connection guarantees recipe
integrity and lowest possible additive
consumption. Higher productivity and
consistent product quality along with low
space requirement can also be achieved. An
efficient regrinding management prevents
overdosing of other components.
Switchable non-return valvesIn the past few years, considerable
progress has been made with all-electric
injection moulding machines in terms of
precision and reproducibility. However,
with highly precise parts, a weak point
has been the non-return valve the systems
used still do not lend themselves to active
selection or activation. With conventional
non-return valves, ring or ball-type,
the closing behaviour is dependent on
various process parameters such as back
pressure, decompression, homogeneity of
the melt or injection movement. It is only
the melt pressure generated by injection
that pushes the sliding ring or ball of the
valve backwards to provide sealing. Up to
that point, a part of the plasticised melt
will flow back through the non-return
valve. The closing behaviour of the
non-return valve, and thus the amount
of material flowing back will vary with
process or material fluctuations. This
will cause fluctuations in the remaining
cushion or shot weight, which may result
in quality fluctuations of the injection
moulded part or even cause a reject.
This is where the switchable non-
return valve design finds use. The active
closing of the non-return valve at the end
of the dosing cycle will provide enhanced
process consistency. Closing the non-
return valve at the end of dosing by
reversing the direction of screw rotation
will guarantee constant and actively
controlled closing behaviour. “Process
consistency will be increased, fluctuations
in the remaining cushion and the shot
weight will be reduced, while the risk of
rejects will be minimised through this,”
says Padmanabhan. This new technology
can be used on all-electric machines for
applications that demand the highest
level of precision.
ConveyingEfficient conveying systems optimise
material flow, reduce waste and boost
productivity of the production line. In the
plastics compounding and manufacturing
process, there are many powders with
different flow properties that require
handling. For vacuum conveying of
both free-flowing and non–free-flowing
powders, hopper loader with specific
characteristics loader should be designed
such that these can be easily integrated
into the conveying systems. From the
material source, through to the point of
processing, powder handling requirements
must be effectively addressed.
In order to cope with different
material conveying throughputs, hopper
loaders are available in sizes of 10, 25 or
50 litre. System loaders are an integral
part of a centralised material conveying
system. Each system should be designed
to suit the customer. Factors such as
throughput, material types and plant
layout should be individually taken into
account. In addition to different loading
sizes, a wide variety of conveying options,
controls, blowers and filter techniques
allow creation of the optimum structure
for customer facility.
Energy-efficient drying systemsModern drying systems must be able to
do more than just function reliably when
operating in accordance with demanding
specifications. They must be economical,
energy-efficient in operation and meet
the high requirements demanded for
the best quality finished products.
“Drying systems are designed to operate
at maximum efficiency and minimal
maintenance. The integration of dry
air conveying, line purging and manual
& automatic manifold stations provide
maximum flexibility & productivity,” adds
Padmanabhan. This ensures maximum
production time for the processor by
mimimising the downtime caused during
material changes.
The way aheadFrom reliability of individual equipment
to engineering of complex integrated
systems, the plastics processing sector
needs to take into account a number of
factors. Optimising material usage and
increasing efficiency & consistency across
the entire process chain are important
factors for delivering sustainable
solutions. Over the years, equipment
manufacturers and solution providers
have modified their services according
to domestic and global requirements,
thereby staying committed to seamless
plastics processing.
Email: [email protected]
Srikanth PadmanabhanManaging Director, Motan-Colortronic Plastics Machinery (India) Pvt Ltd
Dosing additives help in regrinding directly on the processing machine. It is important for processors to understand how to precisely dose and mix granulate, fl akes, powders and liquids volumetrically as well as gravimetrically.
Courtesy: Yakohl

58 Modern Plastics & Polymers | March 2012
Vijay Bali
The chiller market in India
is divided between their
applications in extrusion
and the injection moulding
applications. The size of chillers for
extrusion machinery can vary from
10 Tonne of Refrigeration (TR) up to
200 TR, depending on the requirement.
For injection moulding, the capacities
are lower, ie, 2 TR to 40-50 TR. There
are various other centralised chillers that
can be used for multiple machineries.
The size and configuration of the chiller
will depend on the number of machines,
capacity and the process.
As far as manufacturing of chillers
and their parts such as compressors and
de-humidifiers are concerned, there has
not been much change in technology.
The scroll compressors have been in the
industry for the last 15-20 years and
screw compressors have been around for
almost 30 years. The technology used in
the operation of chillers has changed with
more focus on software than hardware.
Today, machines are more electronically
driven owing to the use of electric parts.
Earlier, common chillers were used for
all plastics processing requirements such
as blow moulding, injection moulding
and extrusion. However, with time,
competition has increased and, currently,
most companies use chillers for specific
requirements for each technique.
Chiller speed Variable speed chillers are specific to
injection moulding, and these do not
carry any advantage for extrusion. These
chillers have been designed for specific
injection moulding needs, which helps
users to produce results f rom the
process while maintaining the lowest
lifecycle cost of the equipment. In
order to harvest the desirable benefits
from the latest technology equipment
and processes, chilled water, as an
auxiliary supply, needs to be available at
precise flow rates & pressures, besides
maintaining temperature accuracy.
Different parameters of the equipment
such as capacity output, power
consumption, performance and electrical
load conditions must be inspected for
the right performance.
Chiller manufacturers need to work
within a range of capacities varying
precisely as per changing process loads,
enhancing process control and saving
energy by up to 25 per cent. Chillers must
have high-pressure multi-stage pumps
with the flow rate varying precisely as
per the process requirement. For specific
process requirements, the water pressure
must be adjustable along with rust-free
chilled water supply for accurate process
control and low equipment maintenance.
This chilled water should be controlled
via an automatic chilled water level
controller with bypass arrangement.
Air-cooled units must have
high-efficiency aluminium condensers
with high flow and low-noise fans.
Installed equipment may be
operating at their maximum efficiencies
so they must be synchronised with
Chillers are used across the entire ambit of plastics processing – injection and blow moulding, extrusion, vacuum forming, laminating, embossing, calendaring, plating and high-intensity mixers, die casting, and many more. Since a large part of industrial chillers are supplied to the plastics, rubber and process industries, companies today are concentrating on specific process temperature-control applications.
Courtesy: OPTI
Cool ideasfor profitable
INSIGHT & OUTLOOK: Chi l ler technology
performance


60 Modern Plastics & Polymers | March 2012
other modern technologies to ensure
higher levels of efficiency. Considering
the multi-faceted requirements of these
chillers, these should be manned by
technically-trained operators who must
be monitored according to the various
requirements.
Chillers with dual temperature controlDual-temperature chillers with precise
properties are designed for cooling
requirements of the processes where
the required temperature of the fluid
is varied at different utility points.
These include the features of two
differently set chillers into one, which
saves running costs and requires lesser
footprint area. Another advantage is
that these are able to maintain the total
need through just one set of auxiliary
equipment instead of many units. Such
chillers offer two separate water circuits
at varied temperatures set as per specific
needs of the process. Semi-hermatic
screw compressors with step-less
capacity control maximise efficiency as
these adjust automatically according to
process load.
It is important for chillers to be
Chlorofluorocarbon (CFC) f ree in
order to meet environmental standards.
Efficiency can also be increased through
electronic expansion valves for precise
temperature control. There should be
wired as well as wireless connectivity
for remote operation and data logging.
As per the actual load, the step-less
capacity should be controlled. The
electronic expansion valves also help in
precise refrigeration flow and increased
operational efficiency.
Air-cooled condensers should
have a low Fin-Per-Inch (FPI) count,
high-gauge coated fins pneumatically
adjusted at high pressure, which will make
them ready for operating at up to 52°C.
For elevated efficiencies, economisers
should be standard. During peak ambient
conditions, it is important to save power;
hence, the chillers should have low-noise,
axial flow discharge fans.
Screw chillersThe condensers and evaporators used
in screw chillers should be designed
for high fluid flow with due scope for
higher fluid impurities. The air-cooled
condensers should be designed and
tested in extreme weather conditions,
so that breakdowns are eliminated.
Water-cooled condensers should also be
designed on higher fouling factors to
compensate for Total Dissolved Solids
(TDS) in cooling water. The capacity of
these chillers must vary exactly as per
the fluctuating load conditions in order
to ensure the best energy efficiency.
Necessary chiller fittings provided as
standard can go a long way in keeping
installation costs to the minimum.
Scroll chillersScroll chillers must be efficient and easy
to operate and maintain; also, breakdowns
should be kept to the minimum even
when the operating period continues
throughout the year without halting.
These machines should be robust in
order to have a higher operational life
and flexibility. The structure should be
potent enough to withstand temperature
fluctuations throughout the process.
Reciprocating chillersIn conditions where scheduling of
the machine for proper operation
and maintenance is not possible,
reciprocating chillers can be used.
These chillers can operate within the
largest range of ambient and operating
temperatures. Although the operating
parameters are the focus of such
chillers, these should be designed on
platforms where operating parameters
are the primary focus, but the operating
efficiencies are not compromised. Along
with robust designs, reciprocating
chillers should have data controlling
features, which, when incorporated in
them, will perform relentlessly.
With advancements in technology
and the numerous requirements from
chillers, it has become important to
combine features such as robust design,
temperature control and faster cooling
with energy efficiency. While the heat
generated during plastics processing
is managed through chillers, it is also
important to ensure that these chillers
themselves remain free of emission.
Vijay Bali is Vice President
of Reynold India Pvt Ltd.
A mechanical engineer with
an MBA in marketing, he has
19 years of experience in
the plastic equipment industry.
Email id: [email protected]: Krane
Energy-efficient material cooling technology
Chi l ler technology


62 Modern Plastics & Polymers | March 2012
INSIGHT & OUTLOOK: Inter face - Varun Kapoor
How is the plastics ancillary equipment industry growing in India?The plastics processing equipment industry
is shaping up well in India. There is demand
for extrusion sheathing lines in the cable
industry, with greater rural connectivity
and electrification programmes. We
provide equipment for machinery used in
production of insulating cables. We have
been contributing well to overall growth of
the extrusion sector.
Currently, the industry is going through
an unfavourable phase as the infrastructure
sector has not seen much activity. The
infrastructure industry is heavily dependent
on the Government, and the policy makers
are not doing enough. This has had a direct
impact on the cable industry, and hence,
on the plastics machinery industry. This
industry produces domestic cables and
power cables, where the latter is completely
dependent on infrastructural developments.
Thus, immediate inf rastructure
investments are required for benefit of the
extrusion sector.
What are the latest technologies used in this industry?We manufacture high-speed extrusion
and sheathing lines and the technology
employed here is at par with that in
Europe. We have 30 years of experience
in this industry. The technology has
undergone vast improvements over the
years, as customers have become more
demanding of the products, and global
trends are keeping domestic manufacturers
on their toes. We have witnessed
constant upgradations, especially in the
electronic and electrical aspects of
extrusion machinery.
The efficiency and speed of sheath-
ing lines have increased and companies
are focussing more on waste management.
About 70-75 per cent of our production is
exported. We export to Europe, Austra-
lia and various African countries. Indian
machinery has a big market in South Asia
– Nepal, Bangladesh and Sri Lanka.
How important is energy efficiency in the plastics industry?Improving efficiency is a priority for
extrusion companies and is a major
development objective for machine
manufactures. The use of high-technology
extruder screw/barrel units and extrusion
dies is a key factor here. Maximum melt
throughput with good melt quality and
the ability to process a broad range of raw
materials with the same screw are major
advantages while using barrier/mixing
screws in single-screw extruders. The
combination of grooved barrel conveying,
barrier melting mechanism and multiple-
zone mixing can substantially enhance the
performance of single-screw extruders.
The latest technology in screw and
barrels is the introduction of bimetals.
Bimetallic construction provides a
protective wear surface fused into high-
strength backing material. The design
delivers efficient energy transfer between
the bore and backing material. This feature
allows for rapid detection of process
condition changes, quick response to heat
and cool commands, precise control and
uniformity of barrel zone temperatures.
An engineered lining improves component
compatibility between the screw and
barrel wear surfaces, minimises the wear
gap and prolongs product life.
What are the challenges faced by the industry?Competition is a healthy challenge as it
encourages higher productivity with an
eye on innovations. Better infrastructural
facilities are required to make products
more competitive and provide a crucial
edge over manufacturers from other
countries. The machinery industry in
India comes under Small & Medium
Enterprises (SME), and thus having
individual research and development
centres is not feasible for manufacturers
in the short run. The Government should
initiate research activities and provide
them to machinery manufacturers. Such
initiatives will ensure a bright future for
the industry.
Email: [email protected]
…asserts Varun Kapoor, Director, Sarvasv Machinery & Equipments Pvt Ltd. With the latest technology and equipment available to Indian manufacturers, the plastics industry is poised to deliver the best results. In an interaction with Anwesh Koley, he highlights the importance of plastics consumption in India and shares his views on industry trends.
“Higher levels of infrastructural development will immensely benefit the extrusion machinery sector”
INSIGHT & OUTLOOK: Inter face - Varun Kapoor


INSIGHT & OUTLOOK: Roundtable
64 Modern Plastics & Polymers | March 2012
Amit Takkar Partner, Takkar Industries
Ancillaries to the plastics processing industry were originally supplied by companies that supplied these to other industries, ie, suppliers of agricultural equipment provided silos, bins, auger feeders, etc. This required special manufacturing skills that were initially missing in Indian companies. But, the specialised nature of the plastics processing industry meant extensive modification of off-the-shelf equipment to do the job. This set the trend of companies being formed solely to address the specific needs of plastics processors.
Globally, ancillary equipment manufacturers already had technologies to support higher production requirements with a focus on sustainability. Over the years, Indian manufacturers also grew, gained knowledge and experience. Today, these manufacturers have evolved into strong engineering companies, dedicated to solve the problems of this unique industry.
The requirements of the global plastics processing industry are on the rise and the Indian ancillary equipment sector has responded well by integrating the mechanical aspects of equipment with electronic elements. Anwesh Koley speaks to industry experts on the current position of the Indian equipment industry vis-à-vis global standards.
Umakant Sharma Marketing Manager,
Matsui Technologies India Ltd
Constant quality improvements in ancillaries such as loaders, feeders, dryers, water and robotics by Indian ancillary equipment manufacturers are evident in the high-quality processors and finished products available in the market. The plastics industry in India has matured, and only those who supply consistent quality remain formidable competitors. Companies that lose sight of continuous product improvement lose ground in the marketplace, as their product lines become outdated.
It takes a lot of learning and innovative ideas to succeed and only a few companies are willing to work on a project for the required extended period of time. New ideas and concepts take time and resources to triumph in the market. Besides, there is always the risk of failure. Thus, it is easier to take a successful product and modify it slightly. Indian equipment suppliers have successfully taken all these factors into account and are leading the way in terms of technology.
Ashwini AggarwalPresident, Brose India Automotive
Systems Pvt Ltd
The Indian ancillary industry has become the source of processing solutions not only for its customer base, but also for equipment providers. Advancements in plastics manufacturing processes often come from the expertise that has evolved in the ancillary equipment companies. This is because we are in a unique position from where we can observe all processes and problems of the entire industry. This helps processing companies to bring continuous improvements to the entire industry. Existing customers globally depend on these innovations and benefit from it. International plastics companies are gearing up to advantages offered by Indian ancillary equipment suppliers.
Manufacturers try to understand the problems of their customers and often find underlying problems that the customer may not have observed. Thus, they try to solve these problems with innovative ideas, which benefits the customers.
As new ideas often take a long time to develop fully, manufacturers find it easier to modify and sell an existing equipment or technology. However, to create a leadership position in the global arena, companies must enhance their expertise and aim to solve the
problems of the industry and those of the customers.
Editorial take:
industry stand globally?
Where does theIndian ancillary equipment
Email: [email protected]


INSIGHT & OUTLOOK: Polyamide al loy
66 Modern Plastics & Polymers | March 2012
Mandar Amrute
Polyamides are well recognised
for their outstanding mechanical
properties and good chemical
resistance. However, these
materials also absorb moisture, and
this property noticeably affects their
mechanical and electrical properties as
well as dimensional stability.
The Polyamide (PA) alloy is a unique
patented polyamide-based alloy that offers
best properties of polyamide (excellent
mechanical properties) while compensating
on its drawbacks such as moisture pick-up
and sensitivity to hydrolysis. One such
polyamide alloy under the brand name
Orgalloy® is marketed by Arkema.
Understanding polyamide alloysPolyamides are incompatible with
polyolefins. Polyamide alloy is a PA6-
based alloy with polyolefin and offers
the benefits of combined properties
of both polyamides and polyolefins.
Polyamide alloy is based on a patented
technology, which enables homogenous
mixing of polyamides and polyolefins.
Compatibilisers used are based on proven
morphology, and therefore it ensures a
consistent performance.
Key advantages of polyamide alloys: Low moisture sensitivity (retention of
mechanical and electrical properties)
Good dimensional stability
Easy to process
Good chemical resistance
Low density
Recyclability (eg, polypropylene,
polyethylene, PA, etc)
Light in weight than PA6 and
PA 6/6
High barrier properties against polar
liquids, gases and aromatics
Polyamide alloys feature high performance
properties such as high temperature
resistance, low density and mechanical
fatigue resistance, which are required in
the automotive market. Moreover, the
elastomer part of these alloys provides
several benefits in terms of processing and
productivity.
Electrical propertiesThe low moisture pick-up of polyamide
alloys guarantees the stability of their
electrical properties over time. Moreover,
due to their easy injection mouldability,
the possibility of overmoulding on
polyolefins and their dimensional stability,
this material is well suited for electrical
applications.
Dielectric rigidity is one of the
parameters, which needs to be determined
while designing a part for electrical or
electro-technical applications. Although
theoretical definition of this parameter is
the upper value of an electrical field causing
the material to brake at a given thickness,
it is difficult to find a practical definition
for the same. In theory, dielectric rigidity
is expressed in kilo Volt per millimetre
Polyamide (PA) alloy offers numerous features such as low density, low moisture pick-up, ease of processing and insensitivity to hydrolysis, which are important for various consumer electronics applications. Here is an introduction of polyamide alloy, its properties, processing techniques and some of the key applications in various sectors, particularly in automotive, electrical and electronics.
Table 1: Comparison of moisture impact in PA6 and polyamide alloy
Moisture pick-up in equilibrium PA6 Polyamide alloy
Air - 23°C - 50%RM 2.80% 1%
Water - 23°C 8.50% 3.30%
Imparting high performance with design flexibility
Table 2: General properties of polyamide alloy
Property Polyamide alloy A Polyamide alloy B
Density g/cm3 1.03 1.04
Melting point °C 220 255
Tensile strength@breakMPa %
50 50
Tensile elongation@break 220 >100
Hardness SHORE D 76 77
Flexural modulus MPa 2,000 2,100
These properties are of general purpose polyamide alloy injection moulding grade only.

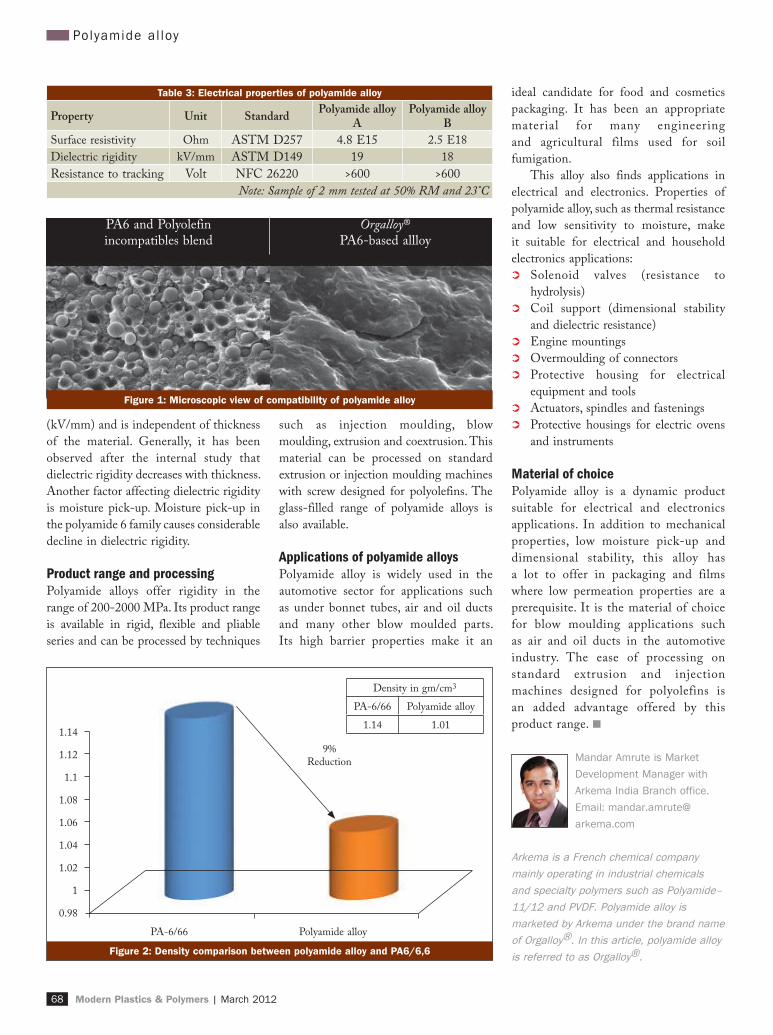
68 Modern Plastics & Polymers | March 2012
(kV/mm) and is independent of thickness
of the material. Generally, it has been
observed after the internal study that
dielectric rigidity decreases with thickness.
Another factor affecting dielectric rigidity
is moisture pick-up. Moisture pick-up in
the polyamide 6 family causes considerable
decline in dielectric rigidity.
Product range and processingPolyamide alloys offer rigidity in the
range of 200-2000 MPa. Its product range
is available in rigid, flexible and pliable
series and can be processed by techniques
such as injection moulding, blow
moulding, extrusion and coextrusion. This
material can be processed on standard
extrusion or injection moulding machines
with screw designed for polyolefins. The
glass-filled range of polyamide alloys is
also available.
Applications of polyamide alloys Polyamide alloy is widely used in the
automotive sector for applications such
as under bonnet tubes, air and oil ducts
and many other blow moulded parts.
Its high barrier properties make it an
ideal candidate for food and cosmetics
packaging. It has been an appropriate
material for many engineering
and agricultural films used for soil
fumigation.
This alloy also finds applications in
electrical and electronics. Properties of
polyamide alloy, such as thermal resistance
and low sensitivity to moisture, make
it suitable for electrical and household
electronics applications:
Solenoid valves (resistance to
hydrolysis)
Coil support (dimensional stability
and dielectric resistance)
Engine mountings
Overmoulding of connectors
Protective housing for electrical
equipment and tools
Actuators, spindles and fastenings
Protective housings for electric ovens
and instruments
Material of choicePolyamide alloy is a dynamic product
suitable for electrical and electronics
applications. In addition to mechanical
properties, low moisture pick-up and
dimensional stability, this alloy has
a lot to offer in packaging and films
where low permeation properties are a
prerequisite. It is the material of choice
for blow moulding applications such
as air and oil ducts in the automotive
industry. The ease of processing on
standard extrusion and injection
machines designed for polyolefins is
an added advantage offered by this
product range.
Mandar Amrute is Market
Development Manager with
Arkema India Branch office.
Email: mandar.amrute@
arkema.com
Arkema is a French chemical company mainly operating in industrial chemicals and specialty polymers such as Polyamide–11/12 and PVDF. Polyamide alloy is marketed by Arkema under the brand name of Orgalloy®. In this article, polyamide alloy is referred to as Orgalloy®.
Polyamide al loy
Table 3: Electrical properties of polyamide alloy
Property Unit StandardPolyamide alloy
APolyamide alloy
B
Surface resistivity Ohm ASTM D257 4.8 E15 2.5 E18
Dielectric rigidity kV/mm ASTM D149 19 18
Resistance to tracking Volt NFC 26220 >600 >600
Note: Sample of 2 mm tested at 50% RM and 23°C
Figure 1: Microscopic view of compatibility of polyamide alloy
Figure 2: Density comparison between polyamide alloy and PA6/6,6
Polyamide alloyPA-6/66
9%Reduction
Density in gm/cm3
PA-6/66 Polyamide alloy
1.14 1.011.14
1.12
1.1
1.08
1.06
1.04
1.02
1
0.98
PA6 and Polyolefin incompatibles blend
Orgalloy®PA6-based allloy

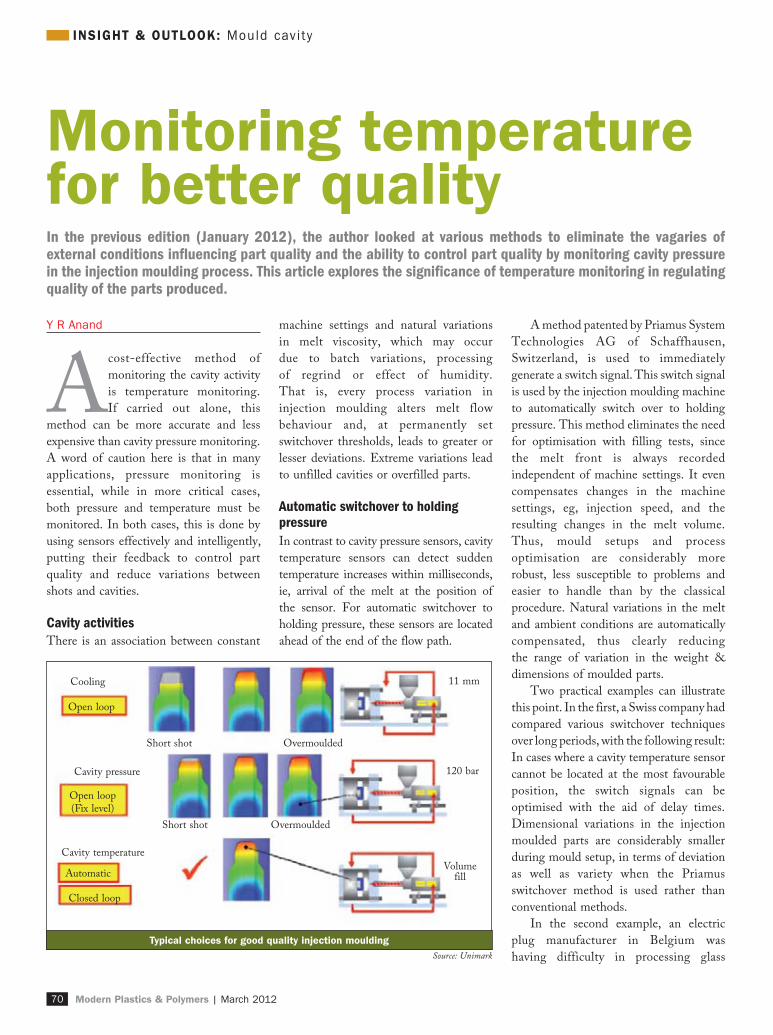
INSIGHT & OUTLOOK: Mould cavi ty
70 Modern Plastics & Polymers | March 2012
Y R Anand
A cost-effective method of
monitoring the cavity activity
is temperature monitoring.
If carried out alone, this
method can be more accurate and less
expensive than cavity pressure monitoring.
A word of caution here is that in many
applications, pressure monitoring is
essential, while in more critical cases,
both pressure and temperature must be
monitored. In both cases, this is done by
using sensors effectively and intelligently,
putting their feedback to control part
quality and reduce variations between
shots and cavities.
Cavity activities There is an association between constant
machine settings and natural variations
in melt viscosity, which may occur
due to batch variations, processing
of regrind or effect of humidity.
That is, every process variation in
injection moulding alters melt flow
behaviour and, at permanently set
switchover thresholds, leads to greater or
lesser deviations. Extreme variations lead
to unfilled cavities or overfilled parts.
Automatic switchover to holding pressureIn contrast to cavity pressure sensors, cavity
temperature sensors can detect sudden
temperature increases within milliseconds,
ie, arrival of the melt at the position of
the sensor. For automatic switchover to
holding pressure, these sensors are located
ahead of the end of the flow path.
A method patented by Priamus System
Technologies AG of Schaffhausen,
Switzerland, is used to immediately
generate a switch signal. This switch signal
is used by the injection moulding machine
to automatically switch over to holding
pressure. This method eliminates the need
for optimisation with filling tests, since
the melt front is always recorded
independent of machine settings. It even
compensates changes in the machine
settings, eg, injection speed, and the
resulting changes in the melt volume.
Thus, mould setups and process
optimisation are considerably more
robust, less susceptible to problems and
easier to handle than by the classical
procedure. Natural variations in the melt
and ambient conditions are automatically
compensated, thus clearly reducing
the range of variation in the weight &
dimensions of moulded parts.
Two practical examples can illustrate
this point. In the first, a Swiss company had
compared various switchover techniques
over long periods, with the following result:
In cases where a cavity temperature sensor
cannot be located at the most favourable
position, the switch signals can be
optimised with the aid of delay times.
Dimensional variations in the injection
moulded parts are considerably smaller
during mould setup, in terms of deviation
as well as variety when the Priamus
switchover method is used rather than
conventional methods.
In the second example, an electric
plug manufacturer in Belgium was
having difficulty in processing glass
Monitoring temperature for better qualityIn the previous edition (January 2012), the author looked at various methods to eliminate the vagaries of external conditions influencing part quality and the ability to control part quality by monitoring cavity pressure in the injection moulding process. This article explores the significance of temperature monitoring in regulating quality of the parts produced.
Typical choices for good quality injection mouldingSource: Unimark
Cooling
Open loop
11 mm
120 bar
Volume fill
OvermouldedShort shot
Cavity pressure
Cavity temperature
OvermouldedShort shot
Closed loop
Automatic
Open loop(Fix level)
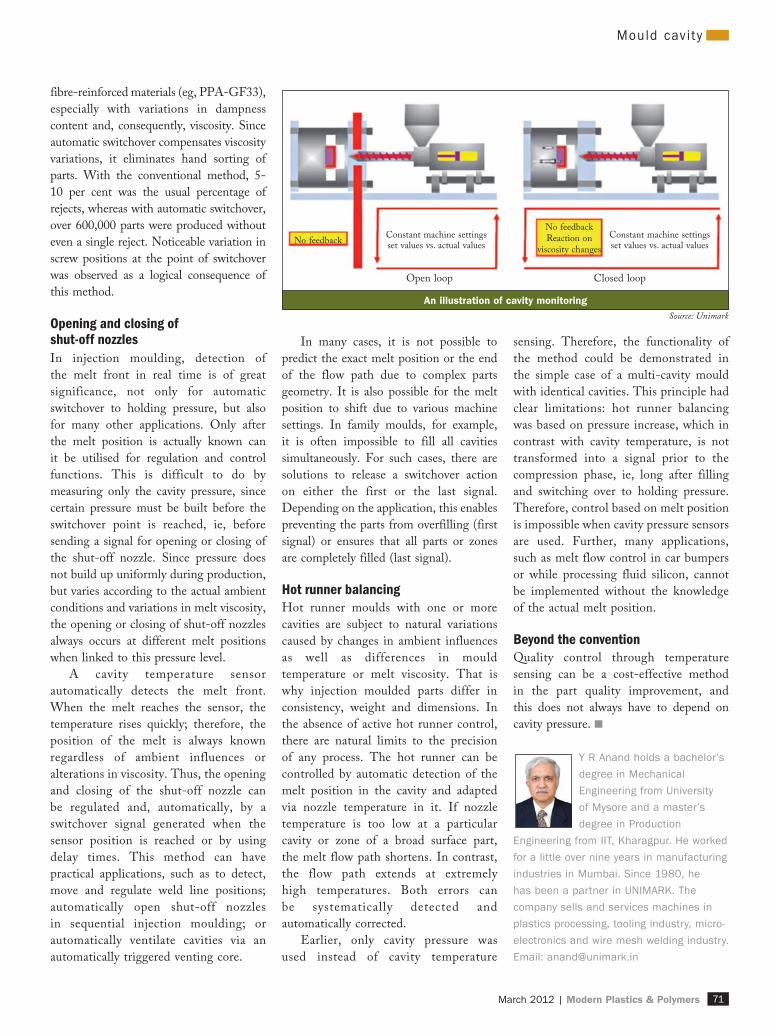
Mould cavi ty
71March 2012 | Modern Plastics & Polymers
fibre-reinforced materials (eg, PPA-GF33),
especially with variations in dampness
content and, consequently, viscosity. Since
automatic switchover compensates viscosity
variations, it eliminates hand sorting of
parts. With the conventional method, 5-
10 per cent was the usual percentage of
rejects, whereas with automatic switchover,
over 600,000 parts were produced without
even a single reject. Noticeable variation in
screw positions at the point of switchover
was observed as a logical consequence of
this method.
Opening and closing of shut-off nozzlesIn injection moulding, detection of
the melt front in real time is of great
significance, not only for automatic
switchover to holding pressure, but also
for many other applications. Only after
the melt position is actually known can
it be utilised for regulation and control
functions. This is difficult to do by
measuring only the cavity pressure, since
certain pressure must be built before the
switchover point is reached, ie, before
sending a signal for opening or closing of
the shut-off nozzle. Since pressure does
not build up uniformly during production,
but varies according to the actual ambient
conditions and variations in melt viscosity,
the opening or closing of shut-off nozzles
always occurs at different melt positions
when linked to this pressure level.
A cavity temperature sensor
automatically detects the melt front.
When the melt reaches the sensor, the
temperature rises quickly; therefore, the
position of the melt is always known
regardless of ambient influences or
alterations in viscosity. Thus, the opening
and closing of the shut-off nozzle can
be regulated and, automatically, by a
switchover signal generated when the
sensor position is reached or by using
delay times. This method can have
practical applications, such as to detect,
move and regulate weld line positions;
automatically open shut-off nozzles
in sequential injection moulding; or
automatically ventilate cavities via an
automatically triggered venting core.
In many cases, it is not possible to
predict the exact melt position or the end
of the flow path due to complex parts
geometry. It is also possible for the melt
position to shift due to various machine
settings. In family moulds, for example,
it is often impossible to fill all cavities
simultaneously. For such cases, there are
solutions to release a switchover action
on either the first or the last signal.
Depending on the application, this enables
preventing the parts from overfilling (first
signal) or ensures that all parts or zones
are completely filled (last signal).
Hot runner balancingHot runner moulds with one or more
cavities are subject to natural variations
caused by changes in ambient influences
as well as differences in mould
temperature or melt viscosity. That is
why injection moulded parts differ in
consistency, weight and dimensions. In
the absence of active hot runner control,
there are natural limits to the precision
of any process. The hot runner can be
controlled by automatic detection of the
melt position in the cavity and adapted
via nozzle temperature in it. If nozzle
temperature is too low at a particular
cavity or zone of a broad surface part,
the melt flow path shortens. In contrast,
the flow path extends at extremely
high temperatures. Both errors can
be systematically detected and
automatically corrected.
Earlier, only cavity pressure was
used instead of cavity temperature
sensing. Therefore, the functionality of
the method could be demonstrated in
the simple case of a multi-cavity mould
with identical cavities. This principle had
clear limitations: hot runner balancing
was based on pressure increase, which in
contrast with cavity temperature, is not
transformed into a signal prior to the
compression phase, ie, long after filling
and switching over to holding pressure.
Therefore, control based on melt position
is impossible when cavity pressure sensors
are used. Further, many applications,
such as melt flow control in car bumpers
or while processing fluid silicon, cannot
be implemented without the knowledge
of the actual melt position.
Beyond the conventionQuality control through temperature
sensing can be a cost-effective method
in the part quality improvement, and
this does not always have to depend on
cavity pressure.
Y R Anand holds a bachelor’s
degree in Mechanical
Engineering from University
of Mysore and a master’s
degree in Production
Engineering from IIT, Kharagpur. He worked
for a little over nine years in manufacturing
industries in Mumbai. Since 1980, he
has been a partner in UNIMARK. The
company sells and services machines in
plastics processing, tooling industry, micro-
electronics and wire mesh welding industry.
Email: [email protected]
An illustration of cavity monitoringSource: Unimark
No feedback
No feedbackReaction on
viscosity changes
Constant machine settings set values vs. actual values
Constant machine settings set values vs. actual values
Closed loopOpen loop


AUTOMATION TRENDS: Extrusion insights
74 Modern Plastics & Polymers | March 2012
Among the most versatile
technologies in plastics
process ing, extrus ion
machinery plays an integral
role in various plastic applications. As a
larger number of Indian processors adopt
futuristic extrusion solutions to keep pace
with the exponentially growing demand,
automation technology is making
headway in the extrusion machinery
sector. The primary goal of automation
and robotics is to enhance output and
operator safety, while reducing power &
material consumption as well as labour
costs. A typical plastics extrusion plant
performs the following three functions to
run its production – material handling,
blending/dosing and, finally, extrusion.
With constant focus on enhancing
productivity, the major contribution of
automation solutions has been towards
complete process integration through
accurate material delivery and faster
die-changeover.
Extrusion yield controlAn extrusion yield control system
maintains a constant material mass
flow (throughput) in the extruders to
maintain consistent properties of the
final product. Yield control systems use
gravimetric measurements to determine
extruder throughput. Werner Gropp,
Marketing Manager, B&R Automation,
informs, “The control system determines
the extruder throughput by analysing
how fast each batch is consumed and
gives operators a detailed & practical
view into the extrusion process by
using a large user-configurable material
database in its memory, which provides
enough information about each material
to calculate the estimated volume-
related process parameters such as
film thickness for blown film process.”
The system also calculates blow-
up ratio, draw-down ratio and other
useful process parameters. The control
system can handle any extrusion line
configuration – from simple mono-layer
installations to complex multi-layer co-
extrusion lines – including temperature
control of all extruder and die zones.
This option is cost-effective and
useful on larger extrusion lines with
30-50 temperature zones to control.
Propelling growth
With plastics consumption growing in terms of volume and applications, today’s extrusion machinery require efficient control systems and die-changing options. Annabel Dsouza takes a closer look at the innovative automation solutions that allow processors to enhance throughput and operator safety while reducing material consumption and production cycle time.
integrationthrough process

Extrusion insights
75March 2012 | Modern Plastics & Polymers
Batch blending controlAnother innovation in material dosing for
the extrusion process is the use of control
systems that rely heavily on the stability
and quality of the ‘actual weight’ feedback
coming from load cells on which the batch
blender scale is suspended. The systems
use special strain gauge analog inputs to
process load cell signals.
It is important to note that the full-
bridge measuring scheme used in strain
gauge modules provides sufficient stability
in measurement to virtually eliminate digital
filtering that would normally be used. The
batch blending algorithm increases the load
cell signal processing speed, translating
into large gain in throughput. Gropp adds,
“Our test results indicate that this blending
control system implementation may result
in 10-50 per cent of throughput increase
on batch blenders with pinch valve or
slide gate dosing mechanisms without any
changes to their mechanical designs. The
system has been tested with a wide range
of materials on blenders that use different
physical principles of material dispensing.
The control system consistently achieves
superior throughput and accuracy working
with either rubber pinch valves or steel
slide gates as actuators.”
High-performance control systems for
extrusion machine – including systems
specially designed for pipe and profile
extrusion – offer software advantages for
controlling & operating all extruder-related
components. Processors can operate follow-
up equipment, sensors for product testing,
melt pumps and measuring equipment with
single control systems. However, the key
concern of automation extrusion control
system lies in its effectiveness for smaller
capacity machines as well as larger ones.
The control system should be customised
as per individual production requirements.
Automation in die-changeoverThe process for removing extrusion dies
prior to disassembly is conventionally
an expensive and inefficient process.
The standard method has four primary
limitations:
Safety: Workers often load dies into
hot open tanks of caustic. Hot caustic
vapours present potential hazards, such as
fumes and splash, to workers. Tanks are
sometimes open and not well ventilated.
Additionally, because caustic corrodes
metal, escaping fumes can negatively
impact nearby metal structures.
Time: A slow process, it can take
8-12 hour of soaking to get enough
aluminium out of dies to permit
disassembly. This increases machine
downtime and reduces productivity.
Cost: Temperature and pH are often
not well controlled in cleaning tanks.
Technicians may not understand the
effects of temperature on the speed of
the cleaning process or necessary items
to control temperature may not be
available. pH is important in the cleaning
process, and a lack of understanding of
the non-linear nature of pH may result
in inefficient use of chemicals.
Waste: Regulations regarding waste
vary geographically. pH reduction
requires controlled addition of acid.
The standard operating procedure is
to neutralise the waste and extract the
solids through a filter press. Solids are
disposed off in a landfill and liquids are
generally of sufficient quality to enter
the city sewer system.
New improved system With increasing pressure on enhancing
output and reducing cycle times,
automation is a sought-after solution
for quick and efficient mould changes.
Automatic mould handling and
loading significantly reduces mould
changing times, gaining more
productivity and flexibility in frequent
production turnarounds. This boosts
shopfloor safety and labour optimisation.
Extrusion machinery operators can
work efficiently without the equipment
and tooling running the risk of
damage from loading operations.
Therefore, contrary to reducing labour
investment, automation solutions
actually allow processors to make
their processing lines more efficient
and safe. In the pursuit of designing
automatic extrusion control and die
changing system, standard industry
practices have been challenged
and a new improved system has been
shown to provide safety and cost
benefits that are valuable in the plastics
extrusion process.
Email: [email protected]
Werner GroppMarketing Manager, B&R Automation
The control system determines the extruder throughput by analysing how fast each batch is consumed and gives operators a detailed & practical view into the extrusion process by using a large user-confi gurable material database in its memory.
Key advantages of automatic control system for extrusion
machines Easily scalable extrusion process
– for gravimetric measurement and melt pumps
Simple operation using clear user interfaces and a large touch panel (application-specific)
Simplified input of extrusion machine parameters
Cost-savings through a complete solution for extrusion machines from largely pre-assembled software package and modular hardware
Flexibility and upgradability based on global industry standards through fully integrated automation
ENERGY MANAGEMENT: Heat recover y system
76 Modern Plastics & Polymers | March 2012
The efficiency with which
heat is extracted f rom
various processes can have
a tremendous impact on
maximising productivity and remaining
competitive. One method of recovering
energy in a plastic pipe manufacturing
process can be by utilising a sealing
gasket compression moulding process. In
this process, a gasket moulding material
is placed in a cavity with a predetermined
shape, where the cavity is formed between
a fixed and a movable mould member;
subsequently, pressure is applied between
the respective fixed and movable mould
members to cause the gasket moulding
material to conform to the shape of the
mould cavity.
A compression or injection moulding
operation is used to form a sealing
gasket, which is used in the subsequent
manufacturing operation as part of the
energy recovery system. “A Stirling engine
cycle is used to recover heat during gasket
manufacturing. The Stirling engine is
driven by waste heat from the mould
members or other associated parts of
the injection or compression moulding
apparatus,” informs Mangesh Manjrekar,
Director, Raj Engineering Works.
The recovered waste heat is subsequently
used to heat the female pipe end,
which is belled in the pipe
manufacturing process.
Managing heat with chillersThe most common method of
accomplishing heat extraction is by
using a portable chiller. The capacity of
portable chillers is generally measured
in tonne. In this use, a tonne is defined
as the capability to extract or reject
12,000 British Thermal Units (BTUs)
per hour. A 5-tonne chiller can reject
60,000 BTUs per hour. If a chiller is
needed for an injection-moulding
machine that processes 120 lb of high-
density polyethylene per hour, a 4-tonne
chiller should be selected for the job.
Generally, portable chillers are available
in sizes ranging from fractional tonnage
up to 30-40 tonne. Beyond that, the
units are too large and cumbersome to
be considered portable.
For the most part, portable chillers are
available in two varieties: air-condensed
and water-condensed. Air-condensed
units utilise a radiator-type coil and fans
or a squirrel-cage blower to condense
the refrigerant. This implies the need for
a constant supply of relatively cool and
fresh air. In contrast, water-condensed
units incorporate a shell-and-tube heat
exchanger to accomplish the same task,
thus requiring condensing water from a
cooling tower.
In process cooling, a chiller is used
to extract or reject heat from a process.
However, the chiller does not absorb the
heat – it transfers it. The compressor,
which is the heart of the refrigeration
system, draws low-pressure, low-
temperature gas from the evaporator
through the suction, or low pressure,
side of the refrigerant circuit. Inside
the compressor, the gas is compressed,
increasing its temperature and pressure.
The compressor then discharges the
compressed gas to the high-pressure
side of the system. Subsequently, the
gas flows through the condenser, where
the heat from the gas is transferred to
the condensing medium. If the chiller
is air-condensed, the heat is transferred
to the ambient air. And, if it is water-
condensed, the heat is transferred to
the cooling tower water to be released
Moulding and manufacturing of plastic parts require transferring considerable amounts of heat. Heat is added to the plastic material to mould it into the desired shape. After this, the heat must be extracted from the formed part to handle it and make it ready to sell. Anwesh Koley explores ways by which waste heat can be harvested during the manufacturing process.
Harvesting energy, expanding margins


78 Modern Plastics & Polymers | March 2012
into the air elsewhere. As the heat is
transferred, the temperature of the gas
reduces, condensing the gas into liquid.
After passing through a filter and a
sight glass, the now-liquid refrigerant
reaches the thermostatic expansion valve.
This valve creates a pressure drop in the
system as the liquid is injected into the
evaporator. Once inside the evaporator,
which is essentially a heat exchanger,
the refrigerant boils off and becomes a
gas again as the heat from the process
fluid is transferred into it. The low-
temperature vapour is then drawn out
of the evaporator into the compressor to
complete the cycle. This cycle continues
while the compressor is operating.
Selecting the best systemThe choice between an air-condensed or
water-condensed chiller requires careful
consideration. Because portable chillers
transfer the heat from the process to its
surroundings in one form or another, the
environment in which the chiller will be
used must be appropriate. Air-condensed
chillers must be located in an open, well-
ventilated space to avoid overheating.
If the chiller has a blower rather than
fans, the heated air may be carried
away via ductwork as long as adequate
makeup air is provided. In addition, air-
condensed chillers should not be used in
areas where the ambient air temperature
exceeds 35°C.
Water-condensed chillers can be
operated in hot, closed areas as long as
they are supplied with a cooling tower
water to carry away the heat. The amount
of water needed will vary according to
the capacity of the chiller. “Components
and features provided in today’s portable
chillers are drastically different from
those offered a few years ago. Probably,
the most important change has
been the introduction of scroll
compressors and brazed plate
evaporators,” opines Manjrekar.
Scroll-type compressors, which use
a mating pair of orbiting scroll plates
to compress the refrigerant, have fewer
parts than their reciprocating piston-
type counterparts. The efficiency of
brazed plate evaporators permits transfer
of significant amounts of heat in a
compact size. This change has allowed
chillers to be more space-efficient than
in the past, thus better utilising valuable
plant floor space. Other features that
are more prevalent today are nonferrous
construction to minimise corrosion and
water contamination and also features
such as microprocessor controls with
special communication capabilities.
A portable chiller can be incorporated
into a temperature control system for
an injection moulding operation. “The
chiller can be used to remove heat from
the hydraulic heat exchanger, mould
temperature controller (thermolator) and
feed throat of the injection moulding
machine. Although some of these
cooling loads could be cooled by other
means, a chiller offers certain distinct
advantages,” adds Manjrekar. Because
the chiller contains a precisely controlled
refrigeration circuit, it is capable
of supplying a consistent, accurate
temperature to the process. This could
result in more efficient moulding with
less scrap. In addition, the chilled water
loop is a completely closed arrangement,
which will provide the best water quality.
This may result in better heat transfer, less
maintenance and decreased downtime.
The final advantage is that the chiller
can produce much colder water than any
other mentioned options, which may be
important under some circumstances.
Waste heat recovery boilersGenerally, waste heat boilers are water
tube boilers in which hot exhaust gases
from gas turbines and incinerators pass
over several parallel tubes containing
water. The water vaporises in the
tubes and is collected in a steam drum
from which it is drawn out for use as
heating or processing steam. Because the
exhaust gases are usually in the medium
temperature range and to conserve space,
a more compact boiler can be produced
if the water tubes are finned so as to
increase the effective heat transfer area
on the gas side.
The pressure at which steam is
generated and the rate at which steam
is produced depend on the temperature
of waste heat. The pressure of a pure
vapour in the presence of its liquid is a
function of the temperature of the liquid
from which it is evaporated. If the waste
heat in the exhaust gases is insufficient
to generate the required amount of
process steam, auxiliary burners, which
burn fuel in the waste heat boiler, or an
after-burner in which the exhaust gases
flue need to be added.
The way aheadThe recovery of waste heat during plastics
processing plays an important part not
only in improving energy efficiency,
but also in increasing productivity. The
array of portable chillers available today
is wide and vastly different from those
offered a few years ago. Most of these
can be modified easily to accommodate
the specific needs of nearly any plastics
processor and, with routine maintenance
and water quality management, will
provide years of service.
Email: [email protected]
Mangesh ManjrekarDirector, Raj Engineering Works
Components and features provided in today’s portable chillers are drastically different from those offered a few years ago. Probably, the most important change has been the introduction of scroll compressors and brazed plate evaporators.
Heat recover y system


POLICIES & REGULATIONS: P last ics recycl ing
80 Modern Plastics & Polymers | March 2012
Recycling is a broad term that is generally associated with post-consumer scrap. However, scrap generally falls within
two categories: post-industrial and post-consumer. Processors of all kinds try to avoid generating scrap; moreover, when generated, it is re-used by putting it back into the process. Industrial scrap includes off-specification parts, sprues, etc and is its size is usually reduced by devices such as granulators, shredders and pulverisers and re-fed into the machine. In post-consumer operations, recyclers collect bags, bottles and other end products. These products are washed, pelletised and sold by a recycler to processors or reprocessed into parts.
Recycling plasticsA big problem with plastics recycling is that it is difficult to automate sorting of plastic waste, and hence is labour-intensive. “While containers are usually made from a single type and colour of plastics, making them relatively easy to sort out, a consumer product such as a cellular phone may be made of many small parts consisting of different types and colours of plastics,” says Amit Kalra, Director, Hindustan Plastics and Machine Corporation. It is difficult to recycle such an item. However, there are several plastics that can be recycled easily.
To identify and sort recyclable plastics internationally, Society of the Plastics Industry (SPI) developed a standard code in the late 1980s. This code identifies the type of plastics used to make a particular object; however, it does not indicate whether recyclable plastics was used to make that piece, nor does it indicate whether that type of plastics can be recycled. Generally located at the bottom of the plastic container, the code consists of three arrows that cycle clockwise and create a triangle with rounded corners. Inside each triangle is a number that identifies that plastic’s type, and below each triangle is a combination of letters that correspond to the scientific name of the type of plastics.Types of plastic recognised by SPI:
Polyethylene Terephthalate (PET or PETE): This is one of the most frequently recycled plastics by consumers. Containers marked with a ‘1’ and ‘PET’ or ‘PETE’ include some soft drink bottles, water bottles, plastic jars, plastic wrap, etc.
High-Density Polyethylene (HDPE): This plastics is marked with a ‘2’ and ‘HDPE’, it is frequently recycled. Some examples of this plastics is some milk cartons, juice bottles, shampoo bottles, liquid detergent containers made of plastics.
Polyvinyl Chloride (PVC): This type
of plastics is marked by a ‘3’ and ‘PVC’, and is less commonly accepted at local recycling centres as it is more difficult to recycle. Common examples include clear food packages, liquid detergent containers, many construction applications, such as some traffic cones.
Low-Density Polyethylene (LDPE): This is marked with a ‘4’ and LDPE, this plastics is used in some bags for packing bread and frozen food, trash cans, garbage can liners, etc.
Polypropylene (PP): This type of plastics is commonly used in the automobile and construction industries; this plastics is marked with a ‘5’ and ‘PP’. Some examples include car battery casings, oil funnels, plastic drinking straws, etc.
Polystyrene (PS): It is uncommonly used by consumers. Marked by a ‘6’ and ‘PS’, this plastics is used in some packing foam, plastic cutlery and protective packaging for electronic goods & toys.
Others: Plastics marked as ‘other’, ‘O’ or with a ‘7’ cannot be recycled since these are commonly made of a combination of the previous six types of plastics, or with a type of plastics other than those listed here, and cannot be broken down for recycling.
While there are many different types
Plastics is a convenient commodity since it is less costly and easy to mould into different designs. But, when improperly disposed off, it can lead to environmental hazards. Recycling is a good method to avoid problems arising from poor disposal of plastics. Anwesh Koley underlines the importance of plastics recycling under different categories.
Mechanisms for safer
plastics disposal

Plast ics recycl ing
81March 2012 | Modern Plastics & Polymers
of plastics, not all can be recycled, and some that are recyclable may not be eligible for curbside pick-up or accepted at the local recycling location. “Of the types of plastics that can be recycled, it is critical that they be recycled with their own type because even a small amount of the wrong type of plastics can damage the melt. Hence, sorting of plastics is a critical part of the recycling process, and many cities offer bins to help residents sort recyclables properly,” adds Kalra.
Plastics recycling processThe process of plastics recycling is performed in five stages:
Plastics collection: This is done by roadside collections, special recycling bins and directly from industries that use large amounts of plastics.
Manual sorting: At this stage, nails and stones are removed, and the plastics is sorted into three types, eg, PET, HDPE and other.
Chipping: The sorted plastics is cut into small pieces ready to be melted.
Washing: At this stage, contaminants are removed, eg, paper labels, dirt and remnants of the product originally contained in the plastics.
Pelleting: In this stage, plastics is melted and extruded into small pellets ready for reuse.
However, after washing, much of moisture remain in the material. Hence, many polymers emit vapours and gases during melting, and these must be removed so as to prevent bubbles in the product. Therefore, degassing or devolitisation of polymers is often crucial to manufacture acceptable pellet quality. This can be accomplished in several ways. Pre-drying is often not sufficient; hence, venting during extrusion is an important solution.
Function of vented screw The primary advantage of a vented screw is that it reduces the melt pressure to atmospheric pressure, so the polymer does not pump out of the vent opening. This is accomplished by increasing the channel volume so that the output of the extruder only partially fills the flights under the vent. A vented or two-stage screw is essentially a dual-design screw
on the same shaft. The first part works as a conventional screw by feeding, melting and conveying the polymer forward. The second part of the screw does the same, except that it is melt-fed by the first part of the screw. The first part of the screw operates with no head pressure, while the second part has to overcome any head pressure from the die and other downstream components. Proper design of the screw requires knowledge of the polymer viscosity, output capacity of both stages and head pressure.
Adequate venting with no leakage or vent flow does not depend solely on the design of the screw. The barrel vent opening needs to be fitted with a contoured plug called a diverter. The diverter deflects polymer away from the opening or else it will quickly get filled with the melt. The design is more of an art than a science but many variations work here, all using the same principles. Several companies specialise in a range of reprocessing machinery. Some of the materials that can be processed in the vented type extruder include PP, LDPE, HDPE, High-Impact Polystyrene (HIPS), PS, Acrylonitrile-Butadiene-Styrene (ABS), Polymethyl Methacrylate (PMMA), Polycarbonate (PC), Polyamide (PA) and all types of engineering plastics.
Another useful technology in recent times for reprocessing is the co-rotating twin-screw extruder. In the plastics recycling industry, the use of co-rotating extruders is increasingly becoming a winning solution. “Co-rotating twin-screw extruder is capable of yielding high mixing quality. It promotes distributive mixing. Distributive mixing aims at obtaining a final uniform composition of the extruded products,” adds Kalra.
Recycling PETPET is one of the most recycled polymers. While recycling PET, it is necessary to cope with its different degradation possibilities (eg, mechanical, thermal, oxidative, hydrolytic, etc). Hydrolytic oxidation is the most hazardous degradation process and can result in a severe reduction in molecular weight, viscosity and, thereby, mechanical properties of the material. PET is an extremely hygroscopic
material and quickly absorbs air moisture. During the extrusion process, it is necessary to limit the stress transferred by the screws (mechanical degradation); however, the humidity must be extracted from the material before the hydrolytic degradation process begins. PET dehumidification is generally carried out separately, and this requires a previous material crystallisation to avoid its softening inside the dryer (Tg = 75°C). A co-rotating twin-screw extruder can be used for carrying out in-line dehumidification inside the extruder.
Recycling requirements Besides technological advancements, several other steps should be undertaken to promote recycling of plastics. Financial incentives for recycled products and businesses involved in recycling represent an important step in allowing these industries to develop and compete on an equal footing with those using resin or other non-recycled products.
Email: [email protected]
Amit KalraDirector, Hindustan Plastics and Machine Corporation
Of the types of plastics that can be recycled, it is critical that they be recycled with their own type because even a small amount of the wrong type of plastics can damage the melt. Hence, sorting of plastics is a critical part of the recycling process, and many cities offer bins to help residents sort recyclables properly.

STRATEGY: Compression moulding
82 Modern Plastics & Polymers | March 2012
Compression moulding is a high-volume, high-pressure plastic moulding method suitable for moulding complex,
high-strength objects. Also, with its short cycle time and high production rate, many organisations in the automotive industry have chosen compression moulding for production of parts.
Compression moulding is a plastics moulding technique originally developed during the inception of the commercial plastics industry. This technique fell out of favour in the latter part of the century, while other thermoplastics methods were increasingly being accepted in the plastics industry. However, at the turn of the century, when compression moulding was ‘rediscovered’ as a highly cost-effective production process with low-cost moulds and low-maintenance machinery. This was a revolution of sorts driven mainly by
a number of domestic and global factors, especially due to the rising cost of raw material and an increasing need to cut down on energy consumption.
Compression moulding methods were adopted mainly by automobile manufacturers owing to its ability to produce lightweight materials for production of exterior, interior and under-the-hood parts, with an aim to enhance vehicle fuel efficiency. Further, the electronic equipment industry regards the compression moulding technique as a critical part of their operations. The most widespread application of compression moulding is in manufacturing thermoset parts.
Innovations aboundIn the 1990s, a new process came into light for compression moulding of automotives and other structural
composites made from long-glass–reinforced thermoplastics; this process offered inherent advantages in processing, quality of parts and overall processing using Glass-Mate or Thermoplastic (GMT) sheets. This technique involved compression moulding by using an extruded ‘hot log’ of reinforced compound. This compound was produced directly from glass and resin in a one-step process, eliminating the need to buy pre-moulded material. This is called the CPI technique and has numerous advantages over GMT sheet and even allows moulding of highly sophisticated parts. Superior flow inside the mould resulted in more uniform distribution of fibres and eliminated resin-rich areas in complex parts. The process can help reduce substantial scrap and enable reuse of scrap material, much like in injection moulding. The inherent cost advantages
Compression moulding is a plastic moulding method specifically used to mould complex, high-strength plastic components. It is fast gaining acceptance, especially in engineering applications, such as automobile plastics, owing to its short lead times and a higher production rate. Lionel Alva finds how recent innovations in compression moulding processes have helped reduce processing costs.
Cost reduction through innovative concepts

Why Subscribe?Be the first to get the latest news, views & reviews relevant to your Industry.Door delivery of copies.Never miss an issue.Easy payment options.
SUBSCRIBE
SUBSCRIBE
SUBSCRIBE
SUBSCRIBE(36 issues)Years
YouPay `. 1999/-Get onCoverPrice `. 3600/-44% dis count
Year (12 issues)YouPay `. 799/-Get onCoverPrice `. 1200/-33% dis count
http://eshop.infomedia18.in
SUBSCRIBE


86 Modern Plastics & Polymers | March 2012
over GMT, resulting from scrap reduction and elimination of the value-added step of sheet preparation, are the drivers for future applications and licensees. The compounding system needed a single-screw extruder built to proprietary specifications, while the preform accumulator was custom designed.
More recently in 2003, a significant innovation in the compression moulding process – Composite Flow Moulding (CFM) – delivered net-shaped thermoplastic composites with strength per unit weight reportedly competitive with those of machined steel, aluminium and titanium. This process transferred up to 62 per cent by volume of carbon fibre into a thermoplastic, yielding high-strength and abrasion-resistant screws, bolts, inserts, studs, anchor nuts and other fasteners. The CFM process starts with a pultruded carbon fibre rod, whic is made by one of the German suppliers who employed a proprietary method of incorporating high levels of carbon-fibre tow with virtually no damage to the integrity of the reinforcements. The rod is then cut into a blank whose
volume is equal to that of the final part. The blank is transferred by robot to a heating chamber where it is melted and wets out the continuous fibres, thus minimising voids. The blank is then transferred to a compression mould cavity where it is pressed at precise speed, temperature and pressure to form a part with a predictable fibre orientation to enhance part strength. The vibration-resistance of CFM fasteners has immense appeal for marine applications such as rig fittings and the like. The company has worked on to broaden the capability of CFM processing with additional resins, such as Nylon 6 and Polybutylene Terephthalate (PBT), to permit fibres other than carbon for use, particularly ceramic, glass and tantalum.
Relevance in the Indian scenarioConsidering that the plastics industry in India is largely fragmented and driven mainly by Small and Medium Enterprises (SMEs), the compression moulding technique offers a unique opportunity for entrepreneurs. It is ideal for small- and medium-scale enterprises in India, as it has low initial setup costs and is capable of manufacturing large-sized parts beyond the capacity of current extrusion techniques. Moreover, it is an effective technique to mould parts that carry intricate details with good surface finish. It produces relatively less wastes since raw material is consumed in an optimal fashion. Automotive parts as well as a wide range of components used in electrical equipment, plumbing and hydraulic applications can be produced by the compression moulding process. Most of the items used everyday in kitchens and restaurants, such as handles for cooking
pots, cafeteria trays, kitchen utensils and dinnerware, can also be manufactured with this technique. Compression moulding has proved to be an integral part of the contemporary plastics processing environment.
Challenges to overcome While determining the production method, the product engineer should take into consideration that compression moulding may not be suitable for delicate joints or more fragile shapes. If the finished part is small, the deflashing process may require special techniques such as cryogenic deflashing. While, conventionally, compression moulding has faced numerous disadvantages such as production not being of injection moulding standards, leading to slower production cycles with less than ideal product consistency.
However, most of these disadvantages have been eliminated with recent innovations, as these have led to enormous improvement in quality, high performance consistency, faster moulding cycles and significant cost reduction at a higher output with low energy consumption. These factors have heralded a new era where this process is gaining ground again. “A significant challenge with compression moulding is its labour intensiveness as compared to other production techniques. Also, the rejected material is not always recyclable, so this problem must be looked at seriously by industry pioneers in an otherwise robust production process,” avers Nilkant Raut, Director, Raut engineers.
Cost-effective solutionCompression moulding is an advanced manufacturing process that is highly suited for the mass production of practically any moulded rubber shape from the most simple to the highly intricate, and from small ‘micro’ parts to relatively large parts. Rubber compression moulding is a manufacturing technique, which has proven to be the most cost-effective manufacturing solution for many types of moulded rubber parts used in numerous applications in many industries.
Email: [email protected]
Nilkant RautDirector, Raut Engineers
A signifi cant challenge with compression moulding is its labour intensiveness as compared to other production techniques. Also, the rejected material is not always recyclable, so this problem must be looked at seriously by industry pioneers in an otherwise robust production process.
Compression moulding
Downside of compression moulding process
Production speed is not up to standards of injection moulding
Limited largely to flat or moderately curved parts with no undercuts
Less-than-ideal product consistency


TIPS & TRICKS: Anci l lar y equipment management
88 Modern Plastics & Polymers | March 2012
Ancillary equipment serve as the basic ingredients for an efficient operational set-up for any plastics processor. Anwesh Koley looks into various measures that should be taken into consideration by manufacturers to ensure seamless plastics processing operations.
Measures to ensure smooth operations
Anwesh Koley
Plastics manufacturers across the globe maintain a host of plastics extrusion processing and provide custom-made
products for businesses or individual consumers. Plastics ancillary equipment
vary greatly in how much and what they can do, although their chief function is to break down plastics, usually into small pellets, and mould these into different shapes for making a wide assortment of goods. There is a need to ensure a homogeneous integration of all equipment in order to achieve
the desired production levels. Also, since heavy automation is involved in processing, manufacturers must ensure a harmony between the hydraulic and electronic components.
Email: [email protected](With inputs from Motan-Colortronic Plastics
Machinery (India) Pvt Ltd)
The following essential checks should be made to ensure safety in operations:
Conveyers: Automatic vacuum conveying protects the integrity of the material, eliminates waste and improves the cost-effectiveness of the factory. Central conveying systems provide the customer substantial operational cost benefits from automatic coupling station. These eliminate spillage and make more productive use of factory floor space, and improve health & safety.
Modular design: The manufacture of flat sheet film involves mixing of three or more components in a single or twin extruder. Multilayer extrusion heads are used when different raw materials are made into composite-layer film. This reduces downtimes at material changing points. High-grade digital load cell technology secures better recipe integrity due to throughput changes.
Temperature control: Dryers can be mounted directly on the throat of the processing machine or a support frame beside the machine. Advanced models have a microprocessor-controlled temperature regulator and are equipped with a safety thermostat to prevent overheating of materials. Use of corrosion-resistant materials ensures a long life and avoids contamination of plastic granules.
Maintenance: Maintenance costs can be reduced by reliable, easy-to-maintain central vacuum pump and filter systems. Centralised material storage in one silo serving multiple machines with consequent reduction of bins maximises material usage with closed loop recycling. Faster and more efficient loading of materials in the machine ensures better safety standards in the facility.
Acquiring consumption data: Precise control of the process during start-up, recipe change, fast and continuous adjustment of production capacities creates a detailed database. During orientation of machine direction, the cooled and stabilised film is heated to optimal temperature & stretched by passing through a series of closely located rollers. Stretching can be varied by adjusting speed settings.
Dryers: Optimal and constant production conditions are essential for high product quality and efficient production. The current range of hot air dryers used in plastics machinery offers an effective method of processing plastic granules and removing surface moisture. With pre-heated material, the important production parameters are under control.

PROJECTS
90 Modern Plastics & Polymers | March 2012
New projects and expansion activities are the barometers of industrial growth. These also present business opportunities to service providers like consultants, contractors, plant & equipment suppliers and others down the value chain. This feature will keep you updated with vital information regarding new projects and capacity expansions being planned by companies in the plastics, polymers and allied industries.
Chlorinated Polyvinyl Chloride (CPVC) Lubrizol CorporationProject typeNew facility
Project newsLubrizol Corporation has proposed to set up a ` 1,175-crore Chlorinated Polyvinyl Chloride (CPVC) industrial unit in a joint venture at Dahej Gujarat Industrial Development Corporation (GIDC), Bharuch, Gujarat. The construction of the unit will start in January 2013 and the production by October 2014. CPVC products have great demand in South-East Asia, Middle East and Africa. Considering the investor-friendly and transparent policies and best infrastructural facilities in Gujarat, the company has chosen the state for setting up this unit.
Project locationDahej, Gujarat
Project cost` 1,175 crore ($ 245 million)
Implementation stageProposed
Contact details:Aant PantLubrizol India Pvt Ltd9/3, Thane Belapur RoadTurbheNavi Mumbai-400705 Tel: +91-22-27672568-74Fax: +91-22-27632407Email: [email protected]
Composites Processing Carbures
Project typeNew facility
Project newsSpain-based Carbures plans to invest $ 6.5 million to build a composites manufacturing plant in Greenville, USA. The company selected the location in part due to its
proximity to potential customers like Lockheed, Boeing, Proterra and BMW. Processes will include hand layup, resin transfer moulding and automated tape layup. Construction of the facility will begin shortly, and Carbures plans to have the facility online in the second quarter of 2012. It will employ 50 people.
Project locationGreenville, USA
Project cost$ 6.5 million (€ 4.9 million)
Implementation stagePlanning
Contact details:Carbures USA 5, Hercules WayDonaldson Center AirportGreenvilleSouth Carolina-29605 Tel: (+1) 864 593 3934Email: [email protected]
Multiple plastics applications Supreme Industries
Project typeNew facility
Project newsLeading manufacturers of plastics products, Supreme Industries has drawn up plans to invest ` 200 crore in the current fiscal year. An investment of ` 58 crore is being pumped into the unit for producing LPG composite gas cylinders at Halol in Gujarat as well as another ` 56 crore to start up a new unit for manufacturing cross laminated plastic products in Vadodara. Besides, it is investing ` 28 crore in a new unit at Hosur, Tamil Nadu to manufacture protective packaging products and also invest in expansion of other value-added products. The expansion will be completed by September 2013.
Project locationGujarat, Tamil Nadu
Project cost` 200 crore
Implementation stagePlanning
Contact details:Pallavi Shah1161, 11626th Floor,Solitaire Corporate Park,167, Guru Hargovindji Marg,Andheri-Ghatkopar Link Road,ChakalaAndheri (East)Mumbai-400093Tel: +91-22-67710000, 30840000Email: [email protected]
Nylon-6 processing Gujarat State Fertilizers & Chemicals Ltd (GSFC)
Project typeCapacity expansion
Project newsGSFC has decided to enhance the existing production capacity of its nylon-6 engineering plastic to meet with the requirement of engineering and film grade plastics. The project for additional 15,000 MTPA capacity will be undertaken by M/s Lurgi GmbH, who will be providing technology, knowhow, basic design, supply of proprietary items and technical advisory services to GSFC.
Project locationVadodara, Gujarat
Project cost` 125 crore
Implementation stagePlanning
Contact details:GSFCFertilizernagar Vadodara-391 750Tel: +91-265 2242051, 2242451Email: [email protected]


EVENT LIST
92 Modern Plastics & Polymers | March 2012
Conference on Indian Medical Devices & Plastics Disposables Industry 2012This event will focus on the growing range of applications and opportunities in the Indian medical devices industry. The conference will highlight the scope for plastics application in disposable medical devices manufacturing; March 23-24, 2012; at Ahmedabad Management Association (AMA) Complex, Ahmedabad
For details contact: D L PandyaB-4, Mandir AptSatellite RoadAhmedabad - 380 015Tel: 079 26740611Fax: 079 26754867Mob: 09825457563Email: dlpandya gmail.comWebsite: www.imdiconferences.com
Diemould India 2012With plastics processing scaling new heights in India, the die & mould industry is of particular significance to plastic parts manufacturing. This event will focus on tooling, CAD/CAM solutions, rapid prototyping & modeling, moulding machine/die casting machine, texturising, gauges, die spotting, etc; April 19-22, 2012; at Bombay Exhibition Centre, Mumbai
For details contact: Tool & Gauge Manufacturers Association of India (TAGMA)A-33, Nandjyot Industrial EstateSafed Pool, A K RoadMumbai - 400 072Tel: 022 - 28526876 / 28508976Fax: 022 - 28503273Email: [email protected]: www.tagmaindia.org
Ind plastThis is an initiative to promote India as a leading producer of plastics and specialty polymers on the global platform. It will facilitate interaction and international investments in the domestic market. This will be an ideal platform for sourcing equipment, raw materials, products and engineering & consultancy services; October 5-8, 2012; at Science City Ground, Kolkata
For details contact: Vishal GanjuFICCI Mumbai 33/B, Krisnamai BuildingPochakanwala Road, WorliMumbai – 400030Tel: 022-2496 8000, 2496 6633 - 39Fax: 022-2496 6631/32Email: vishal.ganju@f icci.comWebsite: www.indiachemgujarat.com
National
JEC Europe 2012JEC is a composite industry organisation
dedicated to developing products and
services for its customers and for the
composite industry. This conference
will address the booming composites
market’s requirements of raw materials
and automation solutions. It will be
a meeting ground for the scientific
community, R&D professionals across
Europe; March 27-29, 2012; at Porte de
Versailles, Paris, France
For details contact:
Guillaume Vouioux
Journals and Exhibitions
25 boulevard de l ’Amiral Bruix
Paris-75116, France
Tel: +33 1 58 36 15 07
Fax: +33 1 58 36 15 19
Website: www.jeccomposites.com
NPE 2012 A leading international plastics technology
trade fair held in the US will showcase
a broad range of polymer technologies
for the packaging industry. It will
present innovative polymer technologies
to advance the medical devices industry
as well as automotive manufacturers;
April 1-5, 2012; at Orange County
Convention Center (OCCC), Orlando,
Florida, USA
For details contact:
Hemah Saxena
Comnet Exhibitions Pvt Ltd
# 217 B, 2nd Floor
Okhla Industrial Estate
Phase III, New Delhi - 110 020, India
011 - 42795055/42795000
Email: [email protected]
Website: www.npe.org
Chinaplas 2012This edition of Chinaplas will continue
the legacy of bringing solutions to
the global plastics industry while
highlighting the opportunities within
Asia. The exhibition will showcase the
most innovative and advanced plastics
and rubber machinery and raw materials;
April 18-21, 2012; at Shanghai New
International Expo Centre, PR China
For details contact:
Lillian Tse
Adsale Exhibition Services Limited
6th Floor, 321 Java Road
North Point
Hong Kong
Tel: (852) 2516 3374
Fax: (852) 2516 5024
Email: [email protected]
Website: www.chinaplasonline.com
International
The information published in this section is as per the details furnished by the
respective organiser. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities


EVENT PREVIEW: Indian Medical Devices & Plast ics Disposables Industr y 2012
94 Modern Plastics & Polymers | March 2012
Lionel Alva
The $ 300-billion strong global
medical devices market is
growing at a Compounded
Annual Growth Rate (CAGR)
of 10 per cent and is undaunted by the
recent economic downturn. The prognosis
is healthy with demand set to rise across
all regions. This bears special significance
for developing countries such as China
and India who are to establish themselves
as major stakeholders. While the US
continues to be the biggest contributor,
other nations are fast catching up.
The 9th edition of Indian Medical
Devices & Plastics Disposable Industry
2012, is scheduled to be held from March
23-24, 2012, at Ahmedabad Management
Association (AMA) Complex,
Ahmedabad. The event will provide a
strong platform to find new avenues for
growth, bring together the best minds in
the Indian medical devices industry and
provide a unique opportunity for direct
interaction with experts.
Setting the stageThe conference will allow industry leaders,
experts and authorities to plan a course
of action to further boost the country’s
prospects in an increasingly competitive
global arena. It will examine in detail
factors including key trends, drivers and
challenges that impact the growth of this
market, providing a complete outlook
over 25 best practices presentations from
some of the leading professionals from
the government, research, industry and
academic institutions.
Compliance to requirements and
standards set by the regulatory framework
is integral to success in development &
marketing of medical devices. This is
particularly important since the Indian
medical devices industry has been growing
sturdily despite the economic crunch,
prompting multinationals to set up
companies in India to tap into the prospering
domestic market. But, to establish themselves
effectively, they must be aware of the safety
regulations for medical devices in India.
Pradeep Rao, Managing Director, Pradeep
Surgipack, says, “High import duty on raw
material import is a major constraint. While
the duty structure is same for raw materials
and finished goods, it would be ideal if
import duty on raw materials is reduced
as compared to finished goods, giving the
local manufacturing industry easy access to
quality inputs, while restricting import of
finished goods at lower prices. Adherence to
quality standards and certifications should
be mandatory for all manufacturers and
preferably come under the purview of the
Drugs Controller General of India.”
Incredible prospectsThe conference provides an opportunity
to establish India as a research and
development hub. In 2009, the Indian
market for medical equipment was
estimated at $ 1,908 million. Trends
insinuate increasing investments at a steady
rate into the private sector infrastructure
along with increased healthcare funding
from the Government will consolidate
the robust growth of this market.
Email: [email protected]
The 9th national conference of the Indian Medical Devices & Plastics Disposables Industry promises to provide an ostentatious spectacle of an impressive assortment of technological innovation and groundbreaking ideas that will revolutionise the industry. Here is a chronicle of some of the expectations of this landmark event.
Infusing vigour to healthcare industry


EVENT REPORT: P last india 2012
96 Modern Plastics & Polymers | March 2012
Annabel Dsouza
Much has been said about
the performance and
potential of India’s
status as an emerging
market. However, Plastindia 2012
proved to be a pulsating testimony not
only of the promising market scenario,
but also of the buoyant spirit of
the Indian entrepreneur. The eighth
edition of the triennial Plastics
Exhibition and Conference was
held f rom February 1-6, 2012, at
Pragati Maidan, New Delhi. Spread
over 100,000 sq m, Plastindia 2012
hosted more than 1,800 exhibitors
and 100,000 business visitors from
40 countries.
Plastindia 2012 was inaugurated
by Chief Guest K Jose Cyriac,
Secretary, Department of Chemicals
and Petrochemicals, Government
of India. Neel Kamal Darbari, Joint
Secretary, Department of Chemicals and
Petrochemicals, Government of India,
was the Guest of Honour at the occasion.
Speaking at the inauguration ceremony,
Cyriac said, “The plastics industry
has been growing at a fast pace and is
expected to maintain a similar growth
rate in the coming years. Plastindia
exhibition has grown in terms of number
of Indian & international exhibitors and
visitors. It is a clear testimony to the fact
that India now plays a pivotal role in the
global plastics industry.”
Ashok Goel, President, Plastindia
Foundation, speaking on the occasion
observed, “Over the years, Plastindia
has grown to become the second
largest fair in plastics in the world.
With plastics foraying into important
sectors of Indian manufacturing such
as infrastructure healthcare, agriculture,
packaging and automobiles, we believe
that Plastindia 2012 can play a big
role here by providing a platform for
alternative raw material/additives source
and the latest technology.”
Business panoramaApart from knowledge sharing and
technology exposure, Plastindia
2012 incited among the industry
players great interest for international
partnerships, especially in the areas
of pipes and profiles, packaging and
automotives. Being at the centre of
Indian manufacturing, the plastics
industry needs to keep pace with the
global innovations making headway in
India. This is particularly relevant for
Investing in the India advantage
As Plastindia brought down the curtains on its eighth edition, the Indian plastics fraternity opened itself to a new world of opportunities. Along with large and small domestic companies, this show witnessed many global solution providers who want to collaborate with the $ 25-billion strong Indian plastics industry.

Plast india 2012
97March 2012 | Modern Plastics & Polymers
the consumer durables and automotive
markets where the consumers’ appetite
is changing f requently. This spells
enormous opportunities for the entire
value chain while also creating a need
for inclusive technology facilitation.
The optimistic stance of the
exhibitors was reflected by Sunil Jain,
President, Rajoo Engineers Ltd. He
said, “For Rajoo, this exhibition is not
a destination, but a journey to further
our commitment to the extrusion
industry and continue to serve this
industry while being recognised as a
quality, reliable and trusted supplier in
the global markets.” With the global
plastics industry pledging their faith
in the Indian economy, Plastindia
2012 offered a glimpse into futuristic
solutions that are making their way
into Indian plastics processing. At the
British Pavilion, Claudia Finamore,
Marketing Manager, ColorMatrix,
said, “Plastindia offers an invaluable
opening into India’s growing
market. For our company, the
world’s largest plastics trade show,
K Show Düsseldorf is predominantly
a maintenance event where we get the
opportunity to interact with existing
customers. The major difference at
Plastindia is that we can reach out
to new customers by introducing our
innovative solutions to their processes.”
Emphasis on sustainability Besides the exhibition, Plastindia 2012
conference witnessed a large gathering of
experts and visionaries from the Indian
& global plastics fraternity. They shared
their views and visions on technology
& trade besides offering extensive
networking opportunities. This two-day
conference proved to be a platform for
sharing knowledge among scientists,
technologists, business professionals
and, more importantly, students &
future leaders of the plastics industry.
Among the various subjects impacting
the plastics industry, sustainability was a
key concern and the speakers highlighted
the need for comprehensive solutions,
inclusive of the plastics value chain as
well as the end user.
This edition of Plastindia featured
an updated version of Proplast. Proplast
was first started in 2006, dedicated to the
finished goods segment of the plastics
industry. This exclusive pavilion, served as
a one-stop-shop for Original Equipment
Manufacturers (OEMs), product packers,
Fast-Moving Consumer Goods (FMCG)
companies, retail chains, etc. The show
also had a special pavilion for recycling
and agricultural applications of
commodity and engineering plastics.
Through this pavilion, Plastindia
Foundation introduced all the
participants to its plasticulture
project. Plasticulture seeks to cover
17 million hectare of agricultural land
in India under micro-irrigation schemes,
which will further boost the prospects of
plastics consumption across the country.
Goel added, “India recycles 60 per cent
of its used plastics, higher than the
world average of 22 per cent. Contradictory
to what most people believe, plastics
and plastic bags account for only
3 per cent and 0.3 per cent of the
municipal waste, respectively. For
building plastics’ image as a green
material, Plastindia Foundation is
showcasing through various campaigns
the recyclability of plastics and lower
carbon footprint during its processing
as compared to conventional materials.
The problem lies in the handling
and disposal of plastics and the real
challenge is waste management. One
needs to start waste segregation at
source, ensuring easy and effective
recycling, as has been successfully done
in case of Polyethylene Terephthalate
(PET) bottles.”
Investing in talentKeeping pace with the rapid expansion
of the domestic plastics industry,
Plastindia Foundation has decided to set
up an integrated campus under the name
of Plastindia International University.
This university will be affiliated to
Gujarat Government and is likely to
start operations in 2013. It will cater to the
training and development requirements
of the plastics industry. The objective
of Plastindia International University
is to provide engineering and management
education up to the postgraduate
level coupled with industrial
research, project management and
entrepreneurship. It will ultimately
incorporate doctorate level programmes
at a later stage. With this activity,
Plastindia Foundation is moving
ahead with one more successful step,
by collaborating with two foreign
universities – University of Wisconsin
Madison, USA, and University of
Massachusetts, Lowell, USA.
Email: [email protected]
Inaugurating Plastindia 2012: (L-R) K K Seksaria, Treasurer, and Bipin Shah, Vice President, Plastindia Foundation; K Jose Cyriac, Secretary, and
Neel Kamal Darbari, Joint Secretary, Department of Chemicals and Petrochemicals, Government of India

BOOK REVIEW
98 Modern Plastics & Polymers | March 2012
Compounding of polymers had started with the beginning of rubber industry 150 years back. Today, this industry has reached maturity. The book Thermoplastic and Rubber Compounds gives a description of the technology and physical chemistry of rubbers and plastics. It also explains the culture in both industries and concepts behind the complex and sophisticated recipes.
The book highlights the mechanism of additives during compounding as well as their interactions with one another. Hence, this book is useful for both students and formulation chemists working in the industry. The book begins with a chapter on ‘Overview of Compounding Ingredients’ and describes the additives used by both plastics and rubber industries; it ends with a chapter on the mixing machinery used by the two industries. A good attempt has been made to explain 150 years of development span of compounding machinery used by the industry today.
The purpose of this book is to describe the components and composition of major types of polymer compounds used by plastics and rubber industries along with the mechanism of their effectiveness, which it has successfully achieved.
Thermoplastic and Rubber CompoundsAuthors : James L White and Kwang-Jea KimPrice : ` 7,275
The hot runner technology has reached a high level of technical know-how today. Designers, mould makers, hot runner suppliers and raw materials producers across the world have collaborated and perfected this technology.
The book Hot Runner Technology explains various topics, starting with basic concepts of heat technology and then explaining the hot runner components, manifold blocks and nozzles. The author has followed the old rule of ‘learning through experience’ by analysing past failures through hands-on experience and come up with new developments and inventions. At every stage, the author has narrowed down his observations and suggestions into pointers, which would be extremely helpful for the reader in absorbing the knowledge.
Other topics covered in this book, which are related to hot runner technology, are the basic concepts of plastics technology, material behaviour under mechanical load, such as notch effects under static and dynamic load, corrosion and wear as well as design aspects of the special hot runner system.
Therefore, this book is valuable for product and mould designers, tool room engineers, process engineers as well as students.
Hot Runner TechnologyAuthor : Peter UngerPrice : ` 9,450
Avaliable at: Wisdom Book Distributors, Hornby Building, 1st floor, 174, D N Road, Mumbai 400 001Tel: 022-2207 4484/6631 8958 • Telefax: 022-2203 4058 • Email: [email protected]
Reviewer: Dr Yatish B Vasudeo, President, BY INNOVATIONS Consultancy (I) Pvt Ltd


PRODUCTS
100 Modern Plastics & Polymers | March 2012
This section provides information about the national and international products available in the market
Screen changer
This machine is offered for each filtration application. The spectrum
ranges from discontinuous and continuous systems to fully automatic
backflush screen changers. Screen changer with process-, pressure- and
volume-flow constant mode of operation is also offered. The screen
changer is used for filtration application. Relating to throughput
the scope ranges from 2-80 kg/hr to systems with 35,000 kg/hr. For
economic processing of PET, inline crystallisation system CrystallCut
is used. With this, pelletising and crystallisation is affected in one
process step, without supplying additional energy.
Kreyenborg GmbH
Muenster - Germany
Tel: +49-251-214050
Email: [email protected]
Website: www.kreyenborg-group.com
Thin film dryerThe wiped and
agitated thin
film dryer comes
in a spectrum of
sizes, tailored to
suit customers’
a p p l i c a t i o n
needs. The
design varies
according to
the applications.
These dryers come in horizontal (pre-dominantly) and vertical
configurations, with a variety of proprietary wiping and scraping
arrangements, accompanied by solvent-recovery systems where
required.
Alpha Process Engineers
Chennai - Tamil Nadu
Tel: 044-28111351
Email: [email protected]
Website: www.alphaprocessengineers.com
High-pressure compressorThis high-
p r e s s u r e
compressor is
used for PET
blowing. Its
features are
valve piston
and rider
rings designed
for annual
one time
maintenance, low RPM & rugged cast iron design ideal for heavy-
duty continues 24x7 operating year-after-year, forged crank shaft
& connecting rod, precision main & crank pin bearings with force
feed lubrication have very high load-bearing capacity. Two throw
balance-opposed frames are designed to minimise unbalanced forces.
Cylinders constructed with large cast-in-water jackets are specially
designed intercoolers for dimensional stability and for better cooling
under continue operation.
Comp-Tech Equipment Ltd
Ahmedabad - Gujarat
Tel: 079-22201296, Mob: 09825039768
Email: [email protected]
Website: www.comptechcompressor.com
Injection moulding machineThis rubber injection moulding machine
is ideal for moulding precision parts
with accurate process control and high
productivity. The VE series is a state-of-
the-art vertical hydraulic PLC-controlled
4-post rubber screw injection moulding
machine designed to maximise the
accuracy of the shot size. The VEC series
is a 25- and 50-tonne screw injection
moulding machine designed with a
C-frame type clamp for unobstructed
loading of inserts or extrusions and ease
of removing moulded parts.
J R D Rubber & Plastic Technology
Pvt Ltd
New Delhi
Tel: 011-27128281
Mob: 09810121208
Email: [email protected]
Website: www.jrdrubber.com

Name:___________________________________________________Designation:_________________________________________
Company:_______________________________________________________________________________________________
Address:_______________________________________________________________________________________________
City:_________________________________________Pin:_______________________State:__________________________
Tel:________________________________________Mob:_______________________________Fax:_________________________
Email:__________________________________________________Web:_______________________________________________Business Insights •Technologies•Opportunities 3/
2012
EASY STEPS TO GET PRODUCT INFO
Product Inquiry Card
FILL IN THE BOXES
WITH PRODUCT
NUMBER/S OF YOUR
CHOICE AND SEND
TIP-15Product Sourcing Just Got Simpler
1 See the index page in this issue. Every product carries a number.2 Choose products of your choice from the list.3 Write their serial numbers (as per the index page) of your chosen product/s one-by-one in the boxes.4 Fill in your complete contact details. 5 Send it to us at the address printed overleaf.
PLEASE ENSURE
THAT YOU FILL IN
ALL THE DETAILS
REQUIRED
TIP-2

POSTAGEWILL BEPAID BY
ADDRESSEE
NO POSTAGESTAMP
NECESSARYIF POSTEDIN INDIA
Business Reply InlandPermit No. 555
Bhavani Shankar Post Office,Mumbai 400 028.
Special Projects
Ruby House,1st FloorJ K Sawant MargDadar (W), Mumbai 400 028INDIA
INFOMEDIA 18 LIMITED

PRODUCTS
103March 2012 | Modern Plastics & Polymers
Temperature controllerThis is a
microcontroller-
based temperature
controller, which
meets custom-built
industrial process
a p p l i c a t i o n s .
The controller is
available in double
or single four-
digit display. It
can be used for
process and set value indication, output heater relay and alarm
relay, supply of 230 V AC, 12 V DC, ON/OFF or TP action
for heating control, etc. The temperature controller offers a
password facility for configuration mode to avoid unauthentic
entry. It is available in sizes of 96 x 96 mm, 72 x 72 mm,
96 x 48 mm and 48 x 96 mm. Analogue and digital base controller
is also offered.
Wavetronics
Ahmedabad - Gujarat
Tel: 079-22811329, Mob: 09327003425
Email: [email protected]
Website: www.wavetronics.co.in


PRODUCTS
105March 2012 | Modern Plastics & Polymers
Plastic injection moulding machine
The range of plastic injection
moulding machine is suitable for
manufacturers and engineering
industries. Designed using latest
technology, the range is known
to perform better even in harsh
conditions. This plastic injection
moulding machine is available
in various specifications to
suit different requirements of
engineering and manufacturing
industries.
Injection moulding machineThe ABH series vertical plunger-type plastic
injection moulding machine is equipped with
hydraulic system for mould locking/opening and
injection/rifling by lever operated valve. It comes
with two-zone digital temperature controller and
c o n s u m e s
less power.
The locking
and injection
system is
o p e r a t e d
by digital timer. This machine
is available in manual, semi-
automatic and fully automatic.
It is provided with adjustable
automatic hydraulic hopper.
The machine comes with digital
shot counter and emergency stop
push button.
Amrut Brothers
Ahmedabad - Gujarat
Tel: 079-22928163
Mob: 09824093682
Email: [email protected]
Website: www.amrutbrothers.com
Mechatronics Machinery & Tools (India)
Delhi
Tel: 011-27830809, Mob: 09810129642
Email: [email protected]
Website: www.mechatronicsmachinery.com

PRODUCTS
106 Modern Plastics & Polymers | March 2012
Temperature controller and waterflow regulatorThis temperature
controller controls
the temperature
of manifold block
and the nozzle
with correct
circuit connection
and parameters
on the panel. It
also maintains
a constant
temperature within the system as well. The water flow regulator is
designed to work with mould heaters, water chillers and cooling
towers, which can be connected to more than one mould connector. It
has functions like temperature and flowrate display, flowrate control
in order to meet the requirement of different working conditions.
Modularised combination ensures installation and maintenance. It
is a necessary equipment for modern plastics industry to improve its
moulding efficiency.
Shini Plastics Technologies (India) Pvt Ltd
Thane - Maharashtra
Tel: 0250-3021132
Email: [email protected]
Website: www.shini.com




PRODUCTS
110 Modern Plastics & Polymers | March 2012
Digital printing technologyThe online digital
printing technology
attributes to the
printers with high-
resolution piezo
inkjet technology,
thereby offering the
packaging industry
the most efficient
and state-of-art-
technology in
terms of hardware,
software, accessories
and consumables.
I n t e r m s
of application, it is cost-effective modern technology, used
for marking, printing and helps in traceability. The simplified
operation at each level of production process is versatility in
application software to design, the logos, text, barcodes, variable
and fixed data field, option for multi-colour printing, standalone or
network printing.
M & M Technologies Pvt Ltd
Navi Mumbai - Maharashtra
Tel: 022-27781580
Email: [email protected]
Website: www.mmtechnologiesindia.com
CAM followersThe stud-type
CAM followers
are available
with standard
and eccentric
stud cage/
needles guided
c y l i n d r i c a l /
crowned outer
race, grease
filled ready-to-use. Holes for grease nipple and plug fitting are
provided. The CAM followers are used as full complement bearings
and can take heavier loads at a lower speed. These are grease-
lubricated, maintenance-free and have slight gap adjustment by
eccentric. The CAM followers are applicable in all medium and heavy
industries.
NMT Group
Ahmedabad - Gujarat
Tel: 079-22821527, Mob: 09328271660
Email: [email protected]
Website: www.nmtgindia.com


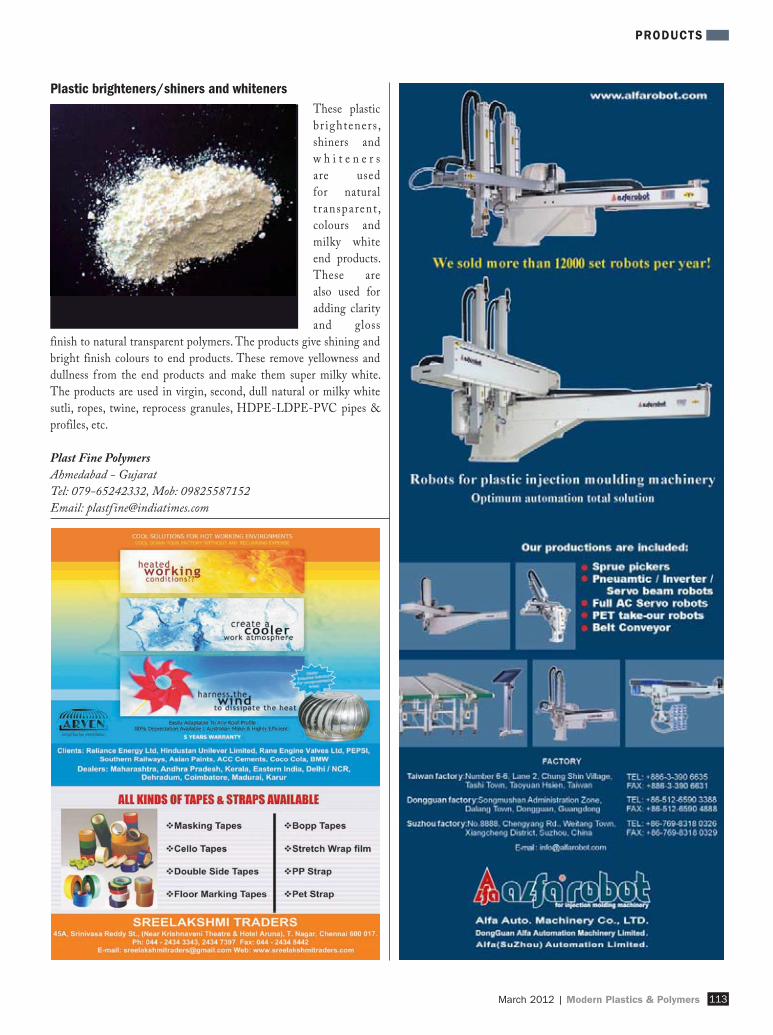
PRODUCTS
113March 2012 | Modern Plastics & Polymers
Plastic brighteners/shiners and whitenersThese plastic
br ighteners ,
shiners and
w h i t e n e r s
are used
for natural
t ransparent ,
colours and
milky white
end products.
These are
also used for
adding clarity
and gloss
finish to natural transparent polymers. The products give shining and
bright finish colours to end products. These remove yellowness and
dullness from the end products and make them super milky white.
The products are used in virgin, second, dull natural or milky white
sutli, ropes, twine, reprocess granules, HDPE-LDPE-PVC pipes &
profiles, etc.
Plast Fine Polymers
Ahmedabad - Gujarat
Tel: 079-65242332, Mob: 09825587152
Email: plastf [email protected]

PRODUCTS
114 Modern Plastics & Polymers | March 2012
Flat surface finish brushes
These flat surface finish brushes are used for smooth and resplendent
metal surfaces. The brushes are used in stainless steel fabrication
industries. Valgro-Fynex metal surface finishing system is the most
versatile solution for all applications where a linear scratch pattern
is required. These ensure reduction in costs and find use in various
mediums like stainless steel, aluminium, brass, copper and alloys.
These systems consist of combi and plain brushes.
Valgro Engineers Pvt Ltd
Ahmedabad - Gujarat
Tel: 079-22972603, Mob: 09374083443
Email: [email protected]
Website: www.valgroabrasives.com
EPS cup making machineThis machine
ensures a high-
volume production
since it comprises
a highly efficient
pneumatic control.
Equipped with 16
cavity moulds, it
is designed to run
at an optimised
cycle time and
c o m p a r a t i v e l y
offers a 60 per cent
higher production
rate. This machine is used for making drinking cups for hot and
cold drinks and ice-cream cups. Besides, even disposable trays, plates,
containers, etc, can easily be made by changing the mould.
Neejtech India
Ahmedabad - Gujarat
Tel: 079-26561312, Mob: 09825040231
Email: [email protected]
Website: www.neejtech.com

PRODUCTS
116 Modern Plastics & Polymers | March 2012
The information published in this section is as per the details furnished by the respective manufacturer/
distributor. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities
FORM IV
Statement about ownership and other particulars aboutModern Plastics & Polymers, as required to be published in the fi rst issue every year after the last day of February.
1. Place of Publication: Ruby House, ‘A’ Wing, JK Sawant Marg, Dadar (W), Mumbai-400028
2. Periodicity of Publication: Monthly 3. Printer’s Name: Mr Mohan Gajria Nationality: Indian Address: Infomedia 18 Ltd, Ruby House, ‘A’ Wing,
JK Sawant Marg, Dadar (W), Mumbai-4000284. Publisher’s Name: Mr Lakshmi Narasimhan Nationality: Indian Address: Infomedia 18 Ltd, Ruby House, ‘A’ Wing,
JK Sawant Marg, Dadar (W), Mumbai-4000285. Editor’s Name: Mr Manas Bastia Nationality: Indian Address: Infomedia 18 Ltd, Ruby House, ‘A’ Wing,
JK Sawant Marg, Dadar (W), Mumbai-400028 6. Names and addresses of Individuals who own
Modern Plastics & Polymers & partners or shareholder holding more than 1% of total capital: Infomedia 18 Limited (formerly known as Infomedia India Limited), Ruby House, ‘A’ Wing, JK Sawant Marg, Dadar (W), Mumbai-400028 is the owner of Modern Plastics & Polymers.
Details of the shareholders of Infomedia 18 Limited who are holding more than 1% of the paid up equity share capital of the company as on 20-02-2012:
1. Network18 Media & Investments Limited, 503,504 & 507, 5th Floor, Mercantile House, 15 Kasturba Gandhi Marg, New Delhi - 110001
2. Acacia Conservation Fund LP, Citibank N A, Custody Services 3rd Flr, Trent House, G Block, Plot No. 60, BKC, Bandra (East), Mumbai - 400051
3. Pramod Premchand Shah, Kalpana Pramod Shah, Agra Building, 1st Floor, 121/4 M.G.Road, Mumbai - 400023
4. Acacia Institutional Partners, LP, Citibank N A, Custody Services 3rd Flr, Trent House, G Block, Plot No. 60, BKC, Bandra (East), Mumbai - 400051
5. SPS Capital & Money Management Services Pvt Ltd, 66,Tamarind Lane, 4/5,Haji Kasam Bldg, 1st Floor, Fort, Mumbai - 400023
6. Sanjiv Dhireshbhai Shah, 201-203, Sapphire Complex, Nr. Cargo Motors, C.G. Road, Ahmedabad - 380006
7. The Oriental Insurance Company Limited, Oriental House, P B 7037, A-25/27, Asaf Ali Road, New Delhi - 110002
8. Accurate Finstock Pvt Ltd, 9th Floor, Shikhar, Adani House, Nr. Mithakhali Six Road, Navrangpura, Ahmedabad - 380009
I, Lakshmi Narasimhan, hereby declare that all particulars given above are true to the best of my knowledge and belief.
Dated: 20th February 2012
Lakshmi NarasimhanSignature of the publisher
Plastic injection moulding machine
The Optima series plastic injection moulding machine is characterised
by the proven, reliable machine design with an attractive price to
performance ratio. This machine has clamping force of 450-1750
kN. Features include: proven 5-point double toggle mechanism, self-
lubricating bushes for toggle mechanism, automatic mould height/
thickness adjustment, automatic centralised grease lubrication, choice of
three injection units for each clamping force, twin cylinder injection unit,
automatic barrel heating function, ceramic band heaters, etc.
Electronica Plastic Machines Ltd
Pune - Maharashtra
Tel: 020-22922212
Email: [email protected]
Website: www.elpml.com
Blown film extrusion lineThe mono-layer blown
film extrusion line is used
for HM-HDPE/LLDPE/
LDPE/PP. It comes in
width of 90 mm to 1300
mm and has an output
of 20 kg/hr to 70 kg/hr.
The plant is available with
stationery and rotating die.
Applications are in plastic
bags, vest bags, liners,
garbage bags, packaging
films, stretch films, shrink
films, detergent bags, etc.
Dura Exports Pvt Ltd
Mumbai - Maharashtra
Tel: 022-26744053, Mob: 09930476588
Email: [email protected]
Website: www.duraexport.com


LIST OF PRODUCTS
118 Modern Plastics & Polymers | March 2012
1 ABS ..............................................................103
2 AC drive .............................................................. 110
3 AC motor .............................................................. 49
4 Additive masterbatches .............................. 10, COC
5 Air bellow ............................................................. 87
6 Air bubble sheet plant............................................. 8
7 Air cooled chiller .................................................. 43
8 Air treatment ........................................................ 89
9 Air-conditioner parts ........................................FGF
10 Ammonia liquid chiller ....................................... 111
11 Automatic leak testing machine ......................... 107
12 Automation panel ................................................. 95
13 Automation system ............................................... 85
14 Automation ........................................................... 35
15 Axial flow fan ...................................................... 106
16 Bag making machine ........................................47
17 Barrel ..................................................................BIC
18 Beryllium copper plastic mould materials .......... 121
19 Bi-axial plant ....................................................... 123
20 Bio-degradable masterbatches..........................COC
21 Black masterbatches ................................... 10, COC
22 Blender ......................................................... FIC, 91
23 Blending unit ....................................................FGF
24 Blow moulding machine ............................... 18, 107
25 Blower series ......................................................... 85
26 Blowers and fans ................................................. 106
27 Blown film extrusion line.................................... 116
28 Blown film extrusion systems ............................. BC
29 Bottle testing equipment ....................................... 69
30 Brake motor .......................................................... 49
31 Brine chiller .......................................................... 43
32 Bulk milk cooler .................................................. 111
33 Buschjost series ..................................................... 87
34 CAM followers ..............................................110
35 Cast film line .......................................................... 8
36 Centrifugal air blower ......................................... 106
37 Chillers for batching plant .................................... 43
38 Circular weaving machine ..................................... 99
39 Clean room application ......................................... 17
40 Cleaning oven ....................................................BIC
41 Cluster facia ......................................................FGF
42 CNC vertical machining centre ............................ 25
43 Co-extrusion blown film plant ............................... 8
44 Co-extrusion dies .................................................... 8
45 Color masterbatches ................................... 33, COC
46 Colour mark sensor ............................................... 95
47 Colouring extrusion plant ................................... 123
48 Compounding extrusion plant ............................ 123
49 Compressed air system .......................................... 21
50 Compressor ................................................... 21, 106
51 Conductive compounds ....................................COC
52 Conference .......................................................... 112
53 Conical twin-screw extruder ........................... 59, 61
54 Connector and cable assembly .............................. 29
55 Connector .........................................................FGF
56 Continuous screen changer ................................BIC
57 Control system ...................................................... 95
58 Conveying blower ............................................... 106
59 Conveying system ................................................. 35
60 Cooling tower ....................................................... 89
61 Counters and power supplies .................................. 7
62 CPVC pipe ..................................................... 12, 19
63 Crane control ........................................................ 95
64 Cutting and stitching machine ............................. 99
65 Cyclic olefin copolymer ...................................... 119
66 Dairy machinery ............................................111
67 DC motor ............................................................. 49
68 Dehumidified air dryer .....................................FGF
69 Dehumidified dryer ...................................... FIC, 63
70 Differential pressure transmitter ........................... 29
71 Digital panel meter ............................................... 14
72 Digital printing technology ................................ 110
73 Door trim ..........................................................FGF
74 Dosing and blending system ................................. 35
75 Dosing and mixing machine ................................. 85
76 DPT with LCD display ....................................... 29
77 Drying and dehumidifying system ....................... 85
78 Drying system ....................................................... 35
79 Drymax air-hot air dryer ................................... FIC
80 Drymax dryer ..................................................... FIC
81 Drymax pet-dehumidified dryer ........................ FIC
82 Dyestuff ................................................................. 34
83 Electric injection moulding machine gearboxes .. 9
84 Electrical panel ...................................................... 95
85 Encoder ................................................................... 7
86 EPS cup making machine ................................... 114
87 Exhaust valve ........................................................ 87
88 Exhibition - 8th Die & Mould
India international exhibition ............................... 52
89 Exhibition - Plastivision Arabia-2012 ................ 108
90 Extruder feeding system ..................................... 103
91 Extrusion coating lamination plant ........................ 8
92 Extrusion coating line ........................................... 99
93 Extrusion dies ..................................................... 126
94 Extrusion lamination machine ............................ 117
95 Extrusion lamination plant ................................. 117
96 Extrusion plant.................................................... 123
97 Extrusion system ................................................. BC
98 Extrusion tape stretching machine ..................... 117
99 Extrusion tape stretching plant ........................... 117
100 Extrusion ............................................................. BC
101 Feeding and conveying system ..........................85
102 Flame retardant masterbatches ............................. 10
103 Flameproof motor ................................................. 49
104 Flange mounting motor ........................................ 49
105 Flat surface finish brushes .................................. 114
106 Flexo-printing machine ........................................ 47
107 Flow regulator ....................................................... 87
108 Fluorescent ............................................................ 34
109 Fuel burner .......................................................... 106
110 Gear box ........................................................104
111 Gear motor.......................................................... 104
112 Gear pump ................................................. 103, BIC
113 Granulating and recycling system ......................... 85
114 Granulator .......................................................... FIC
115 HALL/MR sensor ...........................................29
116 HDPE caps and containers .................................. 65
117 HDPE woven sack manufacturing plant ............ 117
118 HDPE ................................................................. 103
119 Head lamp & tail lamp ..................................... FGF
120 Heart valve frame ........................................... 72, 73
121 Heat transfer rolls ..............................................BIC
122 Heating and cooling system............................ 35, 85
123 Helical inline geared motor/reducer ................... 104
124 Hi speed rotogravure printing machine ................ 47
125 High-cavitation mould.......................................... 17
126 High-performance screws ..................................BIC
127 High-pressure compressor .................................. 100
128 High-pressure transducer ...................................... 29
129 High-speed mixer ............................................... 106
130 Hips ..................................................................... 103
131 HMHD ............................................................... 103
132 Hot air dryer ............................................... 63, FGF
133 Hot runner system ................................................ 85
134 Hot runner temperature controller ....................... 95
135 IML technique ................................................17
136 Inductive sensor .................................................... 29
137 Industrial automation .......................................... 109
138 Industrial control and sensing device ...................... 7
139 Industrial cooler .................................................... 89
140 Infrared dryer ...................................................... 103
141 Infrared heater ...................................................... 95
142 Injection moulding
machine ..........FGF, 18, 23, 31, 100, 105, 115, BGF
143 In-line drip irrigation plant ................................ 114
144 Inline drip tubing ............................................ 12, 19
145 Inline shaft mounted
helical geared motor/reducer ............................... 104
146 Insert moulding machine ...................................... 18
147 Instrumentation and control ................................. 95
148 ISO star ..........................................................87
149 Junction box wireless ............................................. 29
150 Junction box .......................................................... 29
151 Knobs and switches ......................................FGF
152 Lamination machine ........................................47
153 Large flow water heater ........................................ 85
154 LDPE .................................................................. 103
155 Level controllers ...................................................... 7
156 Lintra rodless cylinder ......................................... 87
157 Liquid crystaline lymer ....................................... 119
158 Liquid ring vacuum pump .................................. 106
159 Liquifier ................................................................ 43
Sl No Product Pg No Sl No Product Pg No Sl No Product Pg No
FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back Cover
To know more about the products featured in this magazine, fax us on 022-3003 4499 or tear and post to us the ‘Product Inquiry Card’ by following the 5 easy steps given there. Alternatively, you may also write to us at [email protected] or
call us on 022-3003 4684, and we will send your inquiries to the advertisers/companies directly to help you source better.

LIST OF PRODUCTS
120 Modern Plastics & Polymers | March 2012
160 Loader ................................................................ FIC
161 Manual and hydraulic screen changer ............BIC
162 Material dryer ....................................................... 91
163 Material testing instrument .................................. 69
164 Measuring and monitoring relay ............................ 7
165 Medical mould ...................................................... 17
166 Melt pressure transducer ....................................... 95
167 Micro-fine pulverising systems ........................... 123
168 Modbus ................................................................. 29
169 Monolayer blown film line ................................. BC
170 Monolayer blown film plant ....................... 8, 12, 19
171 Motor .................................................................... 49
172 Mould changing system ...................................... 105
173 Mould temperature controller ............................... 63
174 Moulding machine ................................................ 17
175 Multi-component mould ...................................... 17
176 Multi-layer blown film line............................99, BC
177 Multi-layer blown film plant .................................. 8
178 Multi-layer blown film .................................... 12, 19
179 Multi-stage centrifugal air blowers ..................... 106
180 Neat resin ........................................................34
181 Nylon................................................................... 103
182 Oil chiller ........................................................43
183 Oil ....................................................................... 106
184 Optical brightener ............................................COC
185 Packaging service provider .............................124
186 Paper chemicals ..................................................... 34
187 Paperless recorder .................................................. 14
188 Parallel and right-angle axes gearbox ..................... 9
189 PBEGL geared motor .......................................... 49
190 PC ....................................................................... 103
191 Pelletiser .............................................................BIC
192 Pet bottle testing equipment ................................. 69
193 Pet container ......................................................... 65
194 Pet masterbatches .................................................. 10
195 Pet perform dedicated machine ............................ 67
196 Photoelectric sensor ................................................ 7
197 Photosensor ........................................................... 29
198 Plastic board production system ........................... 38
199 Plastic brighteners/shiners and whiteners ........... 113
200 Plastic extrusion machinery ................................ 106
201 Plastic injection moulding machine ...... 27, 105, 116
202 Plastic masterbatches ............................................ 45
203 Plastic processing machine.................................... 99
204 Plastic scrap grinder ............................................ 106
205 Plastic sheet extrusion plant ............................... 117
206 Plastic textile and machinery ................................ 77
207 Plate heat exchanger ........................................... 111
208 Plybutylene terepthalate ...................................... 119
209 PMMA ............................................................... 103
210 Pneumatic valve .................................................. 111
211 Polyacetal copolymer ........................................... 119
212 Polymer valve ...................................................... 103
213 Polyolefin pipe................................................. 12, 19
214 Polyphenylene sulfide .......................................... 119
215 PP caps .................................................................. 65
216 PP container .......................................................... 65
217 PP glass-filled compounds .................................... 10
218 PP mineral filled compounds................................ 10
219 PP woven sack manufacturing machines ............ 117
220 PP/HDPE/PET ..................................................... 8
221 PPCP .................................................................. 103
222 PP-R pipe ....................................................... 12, 19
223 Precision moulding machine .............................FGF
224 Press ...................................................................... 38
225 Printing and cutting/rewinding machine .............. 99
226 Printing press ........................................................ 38
227 Process controller .................................................. 14
228 Process tank ........................................................ 111
229 Products exporting ................................................ 65
230 Proportional valve ................................................. 87
231 Proximity sensor ...................................................... 7
232 Pump ................................................................... 106
233 PVC foam core pipe ....................................... 12, 19
234 PVC mixer cooler ........................................... 12, 19
235 PVC palletising line ........................................ 12, 19
236 PVC pipe ........................................................ 12, 19
237 PVC profile line .............................................. 12, 19
238 Quick die change system ................................105
239 Quick mould change system ............................... 105
240 Raffia tape line ................................................. 8
241 Rail tanker ........................................................... 111
242 Recycling machine ................................................ 47
243 Recycling system ................................................... 35
244 Refrigerant pump ................................................ 111
245 Refrigeration ....................................................... 111
246 Right-angled helical bevel geared motor/reducer 104
247 Right-angled helical worm geared motor/reducer 104
248 Robot system ......................................................... 23
249 Robot ................................................................. FIC
250 Robotics .............................................................. 113
251 Rotary automatic hot-colour marking machine.... 93
252 Rotational mould ................................................ 123
253 Rotational moulding machine ............................. 123
254 Rotogravure printing machine .............................. 47
255 Rotomoulding machine ....................................... 123
256 Roundline cylinder .............................................. 87
257 Safety light ....................................................... 7
258 Sandwich BOPP lamination ............................... 117
259 Screen changer ............................................ 101, 103
260 Screw compressor ................................................ 111
261 Self-adhesive tape ............................................... 113
262 Sensor .................................................................... 95
263 Servo drive ............................................................ 95
264 Servo energy saving machine ................................ 67
265 Sheet calendaring line ........................................... 38
266 Short-stroke cylinder ........................................... 87
267 Shut-off nozzle ..................................................BIC
268 Shuttle series plant .............................................. 123
269 Side channel blower ............................................ 106
270 Side sealing-bag making machine ........................ 47
271 Single-screw extruder gearbox ................................ 9
272 Single-screw extruder plant ............................ 59, 61
273 Slipring crane-duty motor .................................... 49
274 Slitting machine .................................................... 47
275 Solenoid valve ....................................................... 87
276 Solid granulator ................................................... 123
277 Special silo .......................................................... 103
278 Spool valve ............................................................ 87
279 Stack mould .......................................................... 17
280 Stretch blow moulding machine ........................... 18
281 Switching device ................................................... 95
282 Switching relay ........................................................ 7
283 Synthetic string plant .............................................. 8
284 System solution ..................................................... 85
285 Tanks and silos ..............................................111
286 Tape stretching line............................................... 99
287 Technical mould .................................................... 17
288 Temperature controller and
waterflow regulator ............................................. 106
289 Temperature controller .............................. 7, 14, 100
290 Testing instrument ................................................ 69
291 Thermoformer ..................................................... BC
292 Thermoforming and PS foam ............................ BC
293 Thermoplastic alloy ............................................... 34
294 Thermoplastic compound ..................................... 34
295 Thin film dryer ................................................... 100
296 Timer ...................................................................... 7
297 TPE/TPU compound ........................................... 10
298 TPU masterbatches ............................................... 33
299 Trade show organiser ............................................ 16
300 Trim handling system ......................................... 106
301 Twin-screw co-rotating extruder............. 72, 73, 125
302 Twin-screw element ................................ 72, 73, 125
303 Twin-screw extruder gearbox .................................. 9
304 Twin-screw extruder ............................... 72, 73, 125
305 Twin-screw extrusion line ............................... 59, 61
306 Two-layer blown film ...................................... 12, 19
307 Ultra sonic flow meter ......................................14
308 Underwater pelletising system ............................ 103
309 Universal masterbatches ........................................ 10
310 Universal quick mixer ......................................... 103
311 UV and PU masterbatches ................................... 10
312 UV stabiliser .....................................................COC
313 Vacuum dryer...................................................63
314 Vacuum forming machine ................................... BC
315 Vacuum loader ................................................... FGF
316 Vane damper ....................................................... 106
317 Variable displacement pump
energy-saving machine .......................................... 67
318 VDMA cylinders ................................................. 87
319 Ventilator ............................................................. 113
320 Vertical machining centre ..................................... 79
321 Vibratory screening system ................................. 123
322 Vision sensor ........................................................... 7
323 Warehouse .......................................................38
324 Water-cooled chiller .............................................. 43
325 Water-ring vacuum pump ................................... 106
326 White masterbatches ................................. 10, COC
327 Wire EDM ........................................................... 25
328 Wired connection ................................................. 29
329 Wireless receiver ................................................... 29
330 Wireless ................................................................. 29
Sl No Product Pg No Sl No Product Pg No Sl No Product Pg No
FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back Cover


LIST OF ADVERTISERS
122 Modern Plastics & Polymers | March 2012
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers
Adroit Control Engineers ............................. 95
T: +91-11-47600700E: [email protected]: www.adroitcontrol.com
Aerodry Plastics Automation Pvt Ltd ............ 35
T: +91-120 4766777E: [email protected]: www.aerodry.com
Aeromec Marketing Co Pvt Ltd .................... 93
T: +91-250-2454915E: [email protected]: www.aeromec.in
Alok Masterbatches Ltd ............................... 33
T: +91-11-41612244E: [email protected]: www.alokmasterbatches.com
Ash Win Engineers .....................................123
T: +91-79-22811879E: [email protected]: www.ashwinengineersindia.com
Ask Enterprises ...........................................124
T: +91-09860921110E: [email protected]: www.asktechnopack.com
Blend Colours Pvt Ltd .................................. 10
T: +91-40-2436 1499 / 2436 0887E: [email protected]: www.blendcolours.com
Boge Compressed Air System ....................... 21
T: +91-44-43009610E: [email protected]: www.boge.in
Dirco Polymers Pvt Ltd ...............................103
T: +91-124-4367450E: [email protected]
Dongguan Alfa Automation Machinery Ltd .. 113
T: +86-769-8318-0326E: [email protected]: www.alfarobot.com
Expo Centre Sharjah ...................................108
T: +91-22-67778899E: [email protected]: www.plastivisionarabia.org
Forwell Precision Machinery Co., Ltd. .........105
T: +886-4-834-5196E: [email protected]: www.forwell.com
Gem Equipments Ltd ................................... 89
T: +91-422-3267800E: [email protected]: www.gemindia.com
Gujarat Machinery Pvt Ltd ..........................117
T: +91-79-29295988E: [email protected]: www.gujaratmachinery.com
Himalayan Packaging Industries P Ltd ......... 65
T: +91-120-4269355E: [email protected]: www.himalayangroup.co.in
Hindustan Plastic And Machine Corporation ...59,61
T: +91-11-25473361E: [email protected]: www.hindustanplastics.com
Husky Injection Molding Systems P Ltd .. .BGF
T: +91-22-25706316E: [email protected]: www.husky.ca
IDMC Limited ...........................................111
T: +91-2692-225399E: [email protected]: www.idmc.coop
IMI Norgren Herion Pvt Ltd........................ 87
T: +91-120-4089500E: [email protected] W: www.norgren.com
Ishan International ....................................... 47
T: +91-9737992000E: [email protected]: www.ishan-intl.com
J.P. Extrusiontech Limited ............................ 99
T: +91-2646-222163E: [email protected]: www.jpextrusiontech.com
Jagmohan Pla-Mach Pvt Ltd .......................107
T: +91-22-25955678E: [email protected]: www.jagmohan.com
Jing Cheng Mold Machinery Co., Ltd ..........126
T: +86-576-8461-0001E: [email protected]: www.jc-times.com
Kabra Extrusion Technik Ltd ................... 12; 19
T: +91-22-2673 4822E: [email protected]: www.kolsite.com
Katlax Enterprises Pvt Ltd ............................ 29
T: +91-9328197614E: [email protected]: www.katlax.com
Kotra & Woojin Selex Co., Ltd ..................... 27
T: +91-09941342299E: [email protected]: www.woojinselex.com
Kreyenborg Group .......................................103
T: +49-251-214-050E: [email protected]: www.kreyenborg-group.com
L & T Plastics Machinery Ltd .................. FGF
T: +91-44-26812000E: [email protected]: www.larsentoubro.com
Larsen & Toubro .........................................109
T: +91-22-6752 5656E: [email protected]: www.larsentoubro.com
Lohia Starlinger Ltd. .................................... 77
T: +91-11-30641770E: [email protected]: www.lohiagroup.com
Loxim Industries Limited ............................. 34
T: +91-2717-308000E: [email protected]: www.loxim.com
Makino India Private Limited....................... 79
T: +91-80-28419500E: [email protected]: www.makino.com
Matsui Technologies India Ltd. .................... 63
T: +91-120-4243862E: [email protected]
Medical Plastics Data Service ......................112
T: +91-79-26740611E: [email protected]: www.imdiconferences.com
Mipalloy .....................................................121
T: +91-44-24541068E: [email protected]: www.mipalloy.com
Neejtech India (Braun) ................................. 17
T: +91-79-26561312E: [email protected]: www.neejtech.com
Neejtech India (Niigata) ............................... 31
T: +91-9909974224E: [email protected]: www.niigataindia.com
Ocean Extrusions ........................................... 8
T: +91-79-22902200E: [email protected]: www.oceanextrusions.com
Omron Automation Pvt. Ltd. ......................... 7
T: +91-80-40726400E: [email protected]: www.omron-ap.com
Plastiblends India Ltd ..............................COC
T: +91-22-67205200E: [email protected]: www.plastiblendsindia.com
Poly Mechplast Machines Ltd ....................... 18
T: +91-265-2631211 E: [email protected]: www..polymachplast.com
Polyplastics Marketing (India) Pvt Ltd.........119
T: +91-22-67587668E: [email protected]: www.polyplastics.com
Power Build Ltd ..........................................104
T: +91-2692-231070E: [email protected]: www.pbl.co.in
Prayag Polytech Pvt Ltd ............................... 45
T: +91-11-47262000E: [email protected]: www.prayagmb.com
Presto Stantest Pvt Ltd ................................. 69
T: +91-129-4085000E: [email protected]: www.prestogroup.com
COC - Cover on Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BC - Back Cover

LIST OF ADVERTISERS
124 Modern Plastics & Polymers | March 2012
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers
Procon Technologies Pvt Ltd ........................ 14
T: +91-79-27492566E: [email protected]: www.procon.co.in
Raj Engineering Works ...............................106
T: +91-20-65104541E: [email protected]: www.rajengg.net
Rajoo Engineers Ltd....................................BC
T: +91-2827-252701E: [email protected]: www.rajoo.com
Reynold India Pvt Ltd .................................. 43
T: +91-120-4664000E: [email protected]: www.reynoldindia.com
S&T Engineers ............................................ 25
T: +91-422-2590810E: [email protected]: www.stengineers.com
Shanghai Forward Machinery Co.,Ltd .......... 38
T: +86-21-5990-8899E: [email protected]: www.forwardsh.com
Shini Plastics Technologies I Pvt Ltd ............ 85
T: +91-250-3021166E: [email protected]: www.shini.com
Specific Engineering ...................................125
T: +91-265-2646871E: [email protected]: www.specificgroup.com
Sreelakshmi Traders ....................................113
T: +91-44-24343343E: [email protected]: www.sreelakshmitraders.com
Sri Sai Plasto Tech ....................................... 67
T: +91-44-42994365E: [email protected]: www.srisaiplastotech.com
Steer Engineering Pvt Ltd ........................72,73
T: +91-80-23723309E: [email protected]: www.steerworld.com
Suresh Engineering Works ..........................114
T: +91-731-2527872E: [email protected]: www.sureshengg.com
Tagma .......................................................... 52
E: [email protected]: www.tagmaindia.org
Taiwan External Trade Development Council (Taitra) ...................... 16
T: +886-2-2725-5200E: [email protected]: www.taitra.org.tw
The Indian Electric Co ................................. 49
T: +91-20-24474303E: [email protected]: www.indianelectric.com
Toshiba Machine (India) Pvt. Ltd. ...............115
T: +91-11-43291111E: [email protected]: www.toshiba-machine.co.jp
Unimark (Maguire) ....................................... 91
T: +91-22-25506712E: [email protected]: www.unimark.in
Unimark (Stahuli)......................................... 23
T: +91-22-25506712E: [email protected]: www.unimark.in
Vacon Drives ...............................................110
T: +91-44-24490024E: [email protected]: www.vacon.com
Vacunair Engineering Co Pvt Ltd 106
T: +91-79-22910771E: [email protected]: www.vacunair.com
Wittmann Battenfeld India Pvt Ltd ............FIC
T: +91-44-42077009E: [email protected]: www.wittmann-group.com
Xaloy Asia (Thailand) Ltd. ........................ BIC
T: +91-79-27541971E: [email protected]: www.xaloy.com
Zambello Riduttori Group ............................. 9
T: +39-0331-307-616E: [email protected]: www.zambello.it
COC - Cover on Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BC - Back Cover



Mod
ern
Pla
stics & P
olym
ers
Ma
rch 2
012

Mod
ern
Pla
stics & P
olym
ers
Ma
rch 2
012

Reg No: MH/MR/WEST/234/2012-2014 RNI No: MAHENG / 2008 / 25265 Licence to Post at Mumbai Patrika Channel Sorting Offi ce, Mumbai GPO., Mumbai 400 001.
Date Of Posting 1st & 2nd Of Every Month / English & Monthly.Date Of Publication: 28th Of Every Month.
130