mpa maintenance. total productive maintenance (tpm) is a maintenance program...
TRANSCRIPT

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
Total Productive Maintenance (TPM) is a maintenanceprogram concept.Philosophically,TPM resembles Total Quality Management (TQM) in several aspects, such as
(1)total commitment to the program by upper level management is required,
(2) employees must be empowered to initiate corrective action, and
3) a long range outlook must be accepted as TPM
may take a year or more to implement and is an on-going process. Changes in employee mind-set toward their job responsibilities must take place as well.

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
• TPM evolved from TQM, which evolved as a direct result of Dr. W. Edwards Deming's influence on Japanese industry. • Dr. Deming began his work in Japan shortly after World War II. As a statistician.• Dr. Deming initially began to show the Japanese how to use statistical analysis in manufacturing and how to use the resulting data to control quality during manufacturing.
• The initial statistical procedures and the resulting quality control concepts fueled by the Japanese work ethic soon became a way of life for Japanese industry.
•This new manufacturing concept eventually became knows as Total Quality Management or TQM.
History of TPM

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
• Main manufacturing excellence approach of Toyota and other excellent Japanese companies since the 70’s
•TPM is the foundation for JIT FA Poke Yoke, Lean Manufacturing & Zero Defects • Comes from the best of Japanese Industrial Excellence and evolved from the heat of the continuing Energy Crisis and Globalization Challenges to achieve more with Less
Background of TPM

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
•TPM brings maintenance into focus as a necessary and vitally important part of the business.
•It is no longer regarded as a non-profit activity.
• Down time for maintenance is scheduled as a part of the manufacturing day and, in some cases, as an integral part of the manufacturing process.
•It is no longer simply squeezed in whenever there is a break in material flow.
•The goal is to hold emergency and unscheduled maintenance to a minimum.
What For TPM?

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
T Total • Overall efficiency.• Total production system.• Participation of all employees.
P Productive • Zero defect.• No trouble in operation.• Safety.
M Maintenance • Longer life cycle of productionsystem.
What is TPM?

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
• Aims at “Breakthrough improvement in productivity and reducing chronic losses to zero”.
• Aims at “Creating a bright, clean, and pleasant factory”.
• Means “To reinforce people and facilities and through them, the whole organization”.
• Addresses “Overall equipment effectiveness”.
• Institutionalizes “Total Employees Involvement” – “Participative management” and an “Overall-small group organization”.
• Eliminates inter departmental walls and facilitates Cross Functional Management.
• Is material oriented; it seeks to keep equipment in its intended condition.
What is TPM?
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
TPM Results in…• Results in building up corporate culture that thoroughly
pursues production
• System efficiency improvement OEE (Overall Equipment efficiency-)
• Constructs a system to prevent every kind of loss, for example “Zero accidents, Zero defects and Zero failures” based Gemba (Work Place) and Genbutsu (actual thing) over the entire life cycle of a production system.
• Covers all departments including production, Quality Control, Purchase, marketing, Administration, Design & development, Maintenance & Engineering.
• Requires all and full involvement from top management to frontline employees. It builds up an overlapping multidiscipline process based management teams to achieve excellence
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
OEE = A x P x Q
A= AvailabilityP= PerformanceQ= Quality
What is OEE?
Overall Equipment Efficiency

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
Availability =
Standard time
Standard time – downtime
Performance =Components Produced
Components supposed to be Produced
Quality =Total Acceptable Components
Total Components produced
How to Calculate OEE?
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
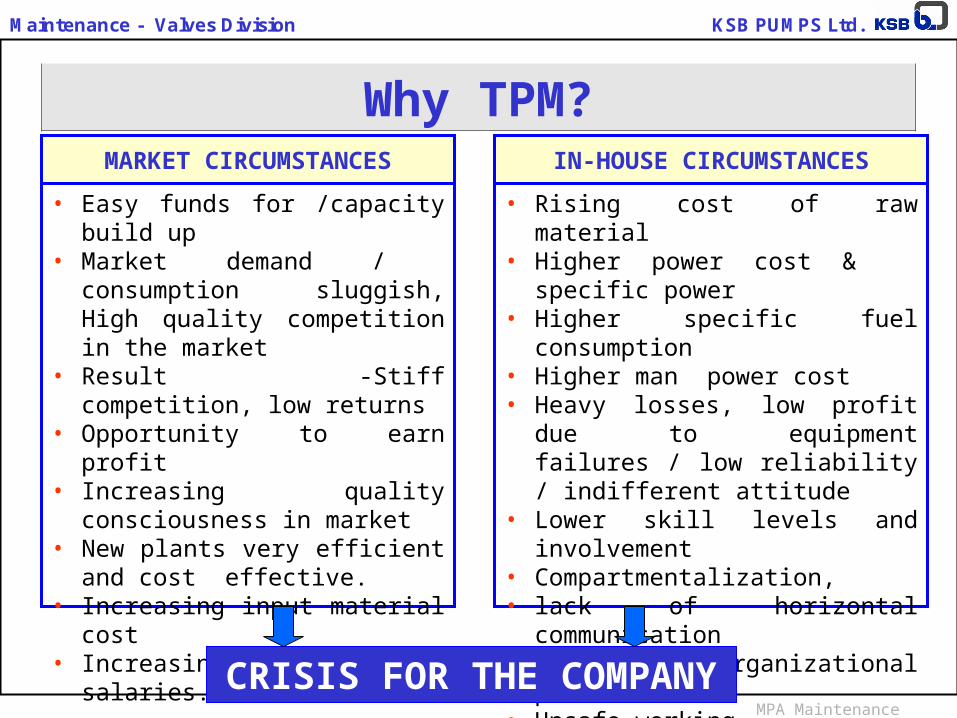
• Rising cost of raw material• Higher power cost & specific
power• Higher specific fuel consumption• Higher man power cost• Heavy losses, low profit due to
equipment failures / low reliability / indifferent attitude
• Lower skill levels and involvement• Compartmentalization, • lack of horizontal communication• Low moral/ organizational politics• Unsafe working• Pressure from TOP to progress fast
• Easy funds for /capacity build up• Market demand / consumption
sluggish, High quality competition in the market
• Result -Stiff competition, low returns
• Opportunity to earn profit• Increasing quality consciousness
in market• New plants very efficient and cost
effective.• Increasing input material cost• Increasing wages and salaries.
CRISIS FOR THE COMPANY
MARKET CIRCUMSTANCES IN-HOUSE CIRCUMSTANCES
Why TPM?
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
May decide to adopt TPM
To improve equipments operating efficiency and reliability Thereby achieve cost reduction. Market share expansion.
Skill development. Zero loss, add profitsHigh productivity full employee involvement & dynamic
team
Cost reduction through loss control Market share expansion /customer satisfaction INCREASED PROFITABILITY Skill up-gradation Reduced distribution cost Reduced equipment failure Employees involvement
Need for a system which focus on:
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
• Employee Involvement
• Top management Commitment
• Management Tools
• Productivity enhancement
• Cost Reduction
• Delivery period shortening
• Sales Expansion
RESULTS EXPECTED ESSENTIAL REQUIREMENTS
Effectiveness of TPM
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
The process adopted is a proven methodology based on:
1. Understanding the current status
2. Setting up an organisation
3. Training people
4. Identifying model areas and machines for initial improvement
5. Improvement of Model machines to the original condition and achievement of zero loss concept. Each machine is to be improved by a Cross Functional Team consisting of 1 team leader (Manager – Level) and 5-6 members consisting of Engineer/Supervisor level.
6. Horizontal deployment of the approach to the rest of the plant
7. Finally covers entire organization and involve every employee from top to bottom.
Process

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
16 major Losses 1. Equipment failure loss 2. Set up & adjustment loss 3. Cutting tool and jig change loss4. Start up loss 5. Minor Stoppage and idling loss6. Reduced speed loss7. Defects &rework loss8. Shutdown loss9. Management loss10. Operating motion loss11. Line organization loss 12. Logistics loss13. Measurement and adjustment loss14. Energy Loss 15. Die, Tool and Jig loss16. Yield loss
EQUIPMENT LOSS
MAN LOSS
MATERIAL& ENERGY LOSS

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
7 Types of Waste
1. Over Production waste
2. Inventory waste
3. Conveyance waste
4. Defect production waste
5. Idle time waste
6. Process related waste
7. Operation related waste
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
P PRODUCTIVITY To achieve planned production.
Q QUALITY To improve product & process quality.
C COST To reduce cost
D DELIVERY To meet delivery targets
S SAFETY To maintain safety
M MORALE To improve morale
PQCDSM To be calculated & improved by using PDCA cycle.
Set PQCDSM target in all areas
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
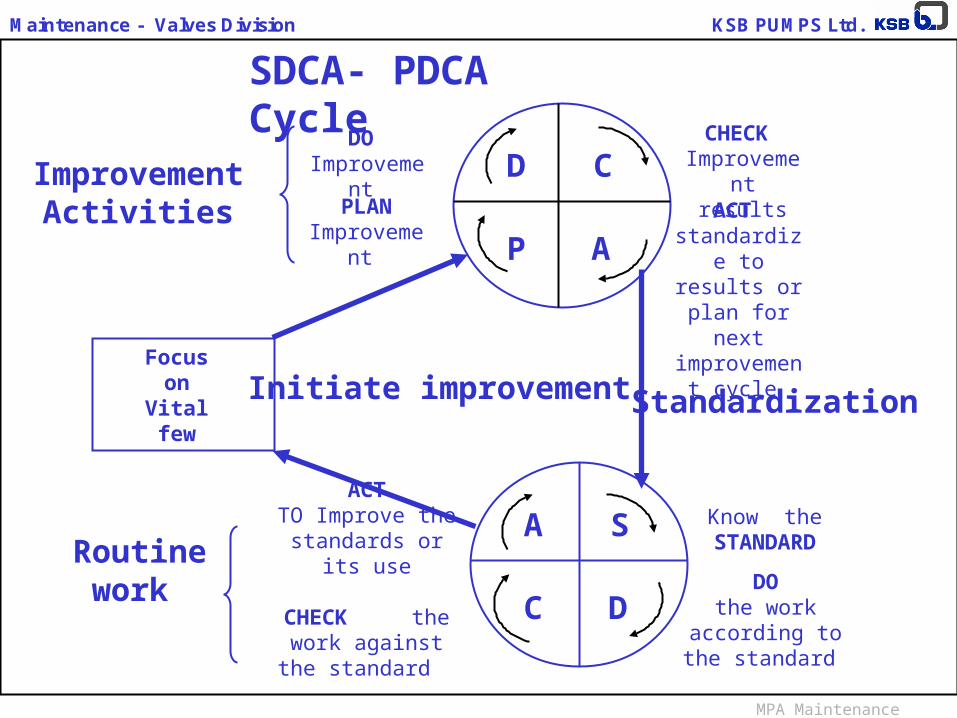
SDCA- PDCA Cycle
Focus on
Vital few
A S
DC
DO Improvement
PLANImprovement
Improvement Activities
ACTTO Improve the
standards or its use
CHECK the work against the standard
Routinework
D C
AP
CHECK Improvement
results
ACT standardize to results or plan for next improvement
cycle
Standardization Initiate improvement
Know the STANDARD
DO the work
according to the standard
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
POINTS TO IMPROVE
•Throw out the Traditional concepts of manufacturing methods
•Think of How the new method will work: not how it wont
•Don’t accept excuses
•Correct Mistakes the moment they are found
•Problems give you the chance to use your Brain
•Ask WHY five times
•Ten persons ideas are better than one person’s knowledge
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
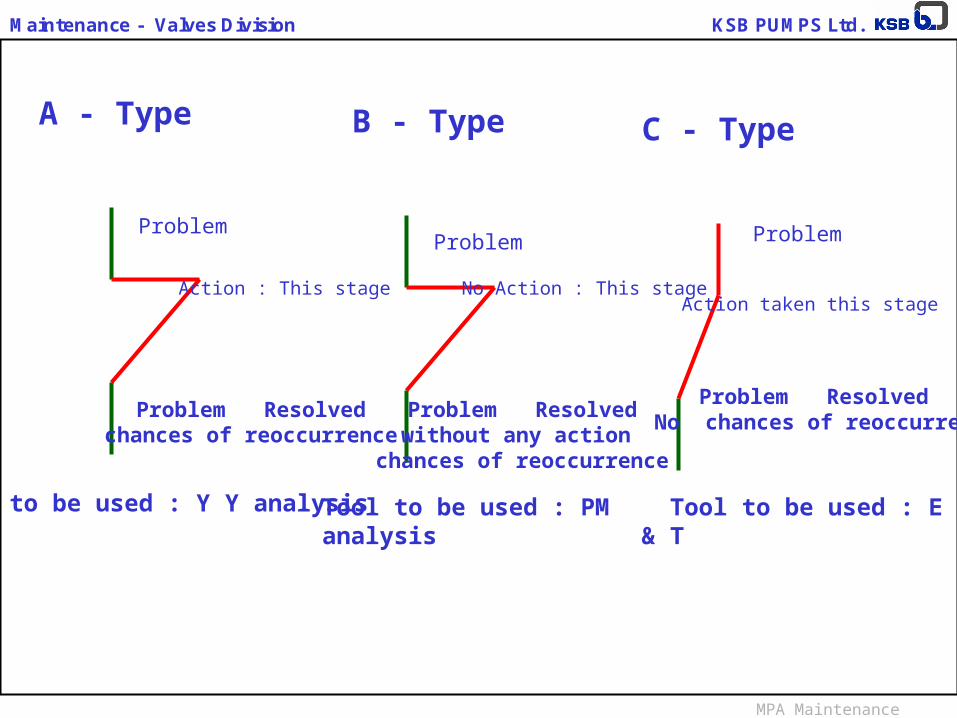
A - Type B - Type C - Type
Action : This stage
Tool to be used : Y Y analysis Tool to be used : PM analysis Tool to be used : E & T
Action taken this stage
Problem
Problem Resolved without any action
chances of reoccurrence
Problem Resolved chances of reoccurrence
No Action : This stage
Problem Problem
Problem Resolved No chances of reoccurrence
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
7 QC Tools
1) Check sheet
2) Pareto diagram
3) Cause & effect Diagram
4) Graph & control charts
5) Histogram
6) Stratification
7) Scatter diagram
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
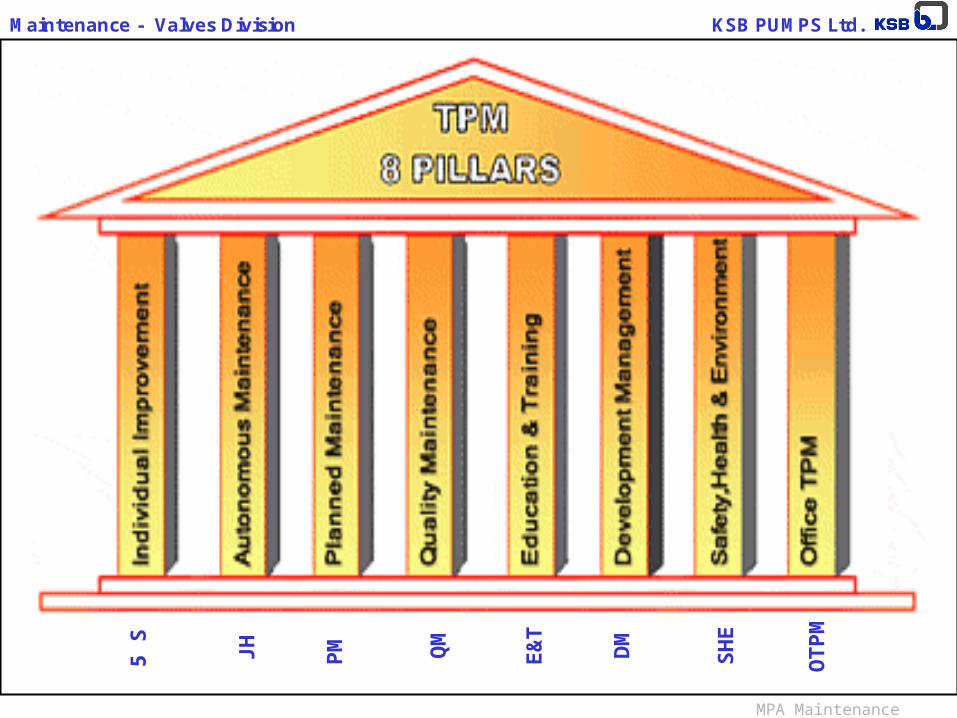
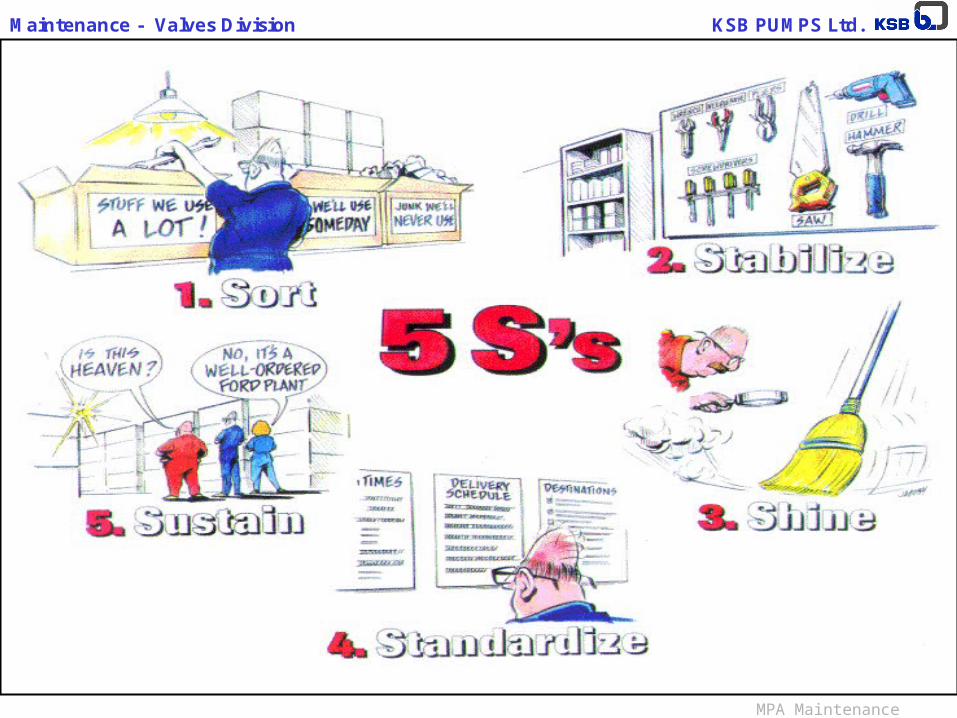
5 S
PM
QM
E&
T
DM
SH
E
JH
OT
PM
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
2 JISHU HOZEN
•THIS PILLAR DEVELOPS OPERATOR TO TAKE CARE OF SMALL MAINTENANCE TASKS . •RESULTING SKILLED MAINTENACE TEAM TO CONCETRATE ON VALUE ADDED AND TECHNICAL REPAIRS . •THE OPERATOR RESPONSIBLE FOR UP KEEP OPF THEIR EQUIPMENT TO PREVENT IT FROM DETERIORATING7STEPS
1. Initial cleaning
2. Counter measures for the causes of forced deterioration& improve hard to access
3. Preparation of tentative JH standards
4. General inspection
5. Autonomous Inspection
6. Standardization
7. Autonomous Management

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
3 PLANNED MAINTENANCE
THIS PILLAR AIMED TOWARDS
• TROUBLE FREE MACHINES AND EQUIPMENTS
• PRODUCING DEFECT FREE PRODUCTS FOR TOTAL CUSTOMER SATISFACTION
FOUR CATEGORIES
• PREVENTIVE MAINTENANCE • BREAK DOWN MAINTENANCE• CORRECTIVE MAINTENANCE• MAINTENANCE PREVENTION
BENEFITS
• ACHIEVE AND SUSTAINAVAILABILITY OF MACHINES • OPTIMUM MAINTENANCE COST• REDUCES SPARES INVENTORY• IMPROVE RELIABILITY AND MAINTENABILITY OF MACHINES
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
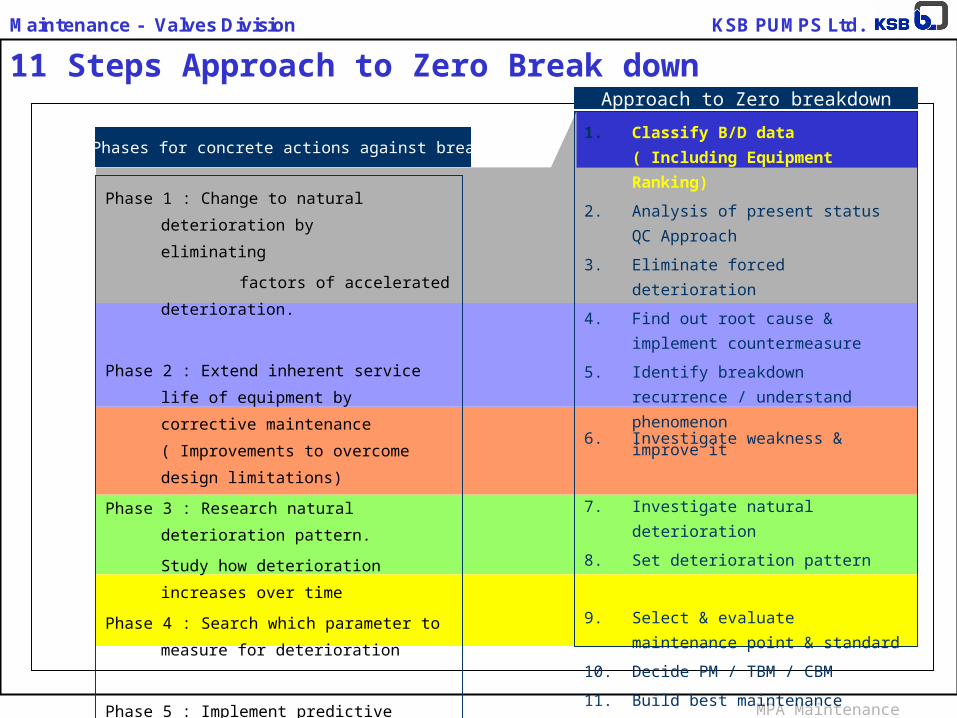
11 Steps Approach to Zero Break down
Phase 1 : Change to natural deterioration
by eliminating
factors of accelerated
deterioration.
Phase 2 : Extend inherent service life of
equipment by corrective
maintenance ( Improvements to
overcome design limitations)
Phase 3 : Research natural deterioration
pattern.
Study how deterioration increases
over time
Phase 4 : Search which parameter to
measure for deterioration
Phase 5 : Implement predictive
maintenance
Five Phases for concrete actions against breakdown1. Classify B/D data ( Including
Equipment Ranking)
2. Analysis of present status QC
Approach
3. Eliminate forced deterioration
4. Find out root cause & implement
countermeasure
5. Identify breakdown recurrence /
understand phenomenon6. Investigate weakness & improve
it
7. Investigate natural deterioration
8. Set deterioration pattern
9. Select & evaluate maintenance
point & standard
10. Decide PM / TBM / CBM
11. Build best maintenance procedure
Approach to Zero breakdown
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
4 QUALITY MAINTENANCE
THIS PILLAR AIMED TOWARDS
• CUSTOMER DELIGHT THROUGH HIGHEST QAULITY • DEFECT FREE MANUFACTURING• ELIMINATING NON CONFORMANCES IN A SYSTMATIC MANNER • REACTIVE TO PROACTIVE LIKE (QUALITY CONTROL TO QUALITY ASSURANCE)
BENEFITS
1. DEFECT FREE CONDITION AND CONTROL OF EQUIPMENTS2. QM ACIVITY TO CONTROL QUALITY ASSURANCE3. FOCUS OF PREVENTION OF DEFECTS AT SOURCE4. FOCUS ON POKA-YOKE (FOOL PROOF SYSTEM)5. IN LINE DETECTION AND SEGREGATION OF DEFECTS6. EFFECTIVE IMPLEMENTATION OF OPERATOR QUALITY ASSURANCE7. ACHIEVE & SUSTAIN CUSTOMER COMPLAINT ZERO
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
5 EDUCATION TRAINING
THIS PILLAR AIMED TOWARDS
• DEVELOPING MULTISKILL EMPLOYEES WHOSE MORALE IS HIGH AND WHO HAS EAGER TO COME TO WORK AND PERFORM ALL REQUIRED FUNCTIONS EFFECTIVELY AND INDEPENDENTLY
• EMPLOYEES WILL BE TRAINED TO ADDRESS THE PROBLEM BY FINDING THE ROOT CAUSE & ELIMINATING THEM
• THE GOAL IS TO CREATE A FACTORY FULL OF EXPERTS
BENEFITS
1. ACHIEVE AND SUSTAIN ZERO LOSSES DUE TO LACK OF KNOWLEDGE /SKILLS /TECHNIQUE
2. REMOVE FATIGUE AND MAKE WORK MORE ENJOYABLE
3. UPGRADING THE OPERATING & MAINTENACE SKILLS

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
6 DEVELOPMENT MANAGEMENTTHIS PILLAR AIMED TOWARDS
• Collection & utilization of feedback information regarding present products before the start of the design.- like MP sheet.
• Measuring needs for “ Easy of manufacturing “ by analyzing the process for present products.
• Measuring needs for “ Easy of manufacturing” by analyzing process of new products in the stage of planning & design of products.
By identifying failures possibilities based on design reviews of new products.
By identifying failures possibilities based on trail manufacturing & test of new products.
BENEFITS
1. REDUCES LEAD TIME TO NEW PRODUCT LAUNCH 2. REDUCE THE LOSSES 3. COST EFFECTIVE

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
7 SAFETY HEALTH ENVIROMENT
THIS PILLAR AIMED TOWARDS
• CREATE SAFE WORK PLACE AND SAFE WORK PRACTICE
• THIS PILLAR PLAY VITAL ROLE WITH OTHER PILLARS ON REGULAR BAISI
BENEFITS
• ZERO ACCIDENT
• ZERO FIRES
• ZERO HELATH DAMAGES
• SAFE WORKING CONDITION
• SAFE WORK PRACTICE

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
8 OFFICE TPMTHIS PILLAR AIMED TOWARDS
• TO IMPROVE PRODUCTIVITY
• EFFICIENCY IN THE ADMINSTRATIVE FUNCTIONS AND IDENTIFY TO ELEMINATE LOSSES
• ANALYZYING PROCESSES AND PROCEDURES TOWARDS INCREASED OFFICE AUTOMATION
BENEFITS
• INVENTORY REDUCTION
• LEAD TIME REDUCTION OF CRITICAL PROCESS
• EQUILISING THE WROK LOAD
• RETRIEVAL TIME REDUCTION (REDUCE REPETITIVE WORK)
• BETTER UTYILIZED WORK AREA
• REUDCTION IN ADMINISTRATIVE COSTS
Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance
Practice TPM to Attain our Goals
INCREASE IN ASSET UTILIZATION AND EQUIPMENT OEE
FOSTER PRODUCTION EQUIPMENT OWNERSHIP
EQUIPMENT BREAK DOWN PREVENTION (PLANNED MAINTENANCE THROUGH CM TBM &CBM
DEFECT PREVENTION (QM PROCESS & POKA YOKE)
EVOLVING IN TO SELF DIRECTED WORK TEAMS (SDWTS )& Lean Manufacturing

Maintenance - Valves Division KSB PUMPS Ltd.
MPA Maintenance