nace jubail technical meetingnace-jubail.org/meetings/daido.pdf · daido’s new materials for...
TRANSCRIPT

NACE Jubail
Technical Meeting
05-01-2010
Daido Steel Co.,Ltd
Daido’s New Materials for
Petrochemical industry
And Energy industry
1.1.ESTEST (Ethylene (Ethylene Super Tube)Tube)
2.2.BSTBST (Boiler Super Tube)(Boiler Super Tube)
3.3.DSA760DSA760 ((NiNi--38Cr38Cr--3.8Al 3.8Al ))
DAIDO STEEL CO., LTD.
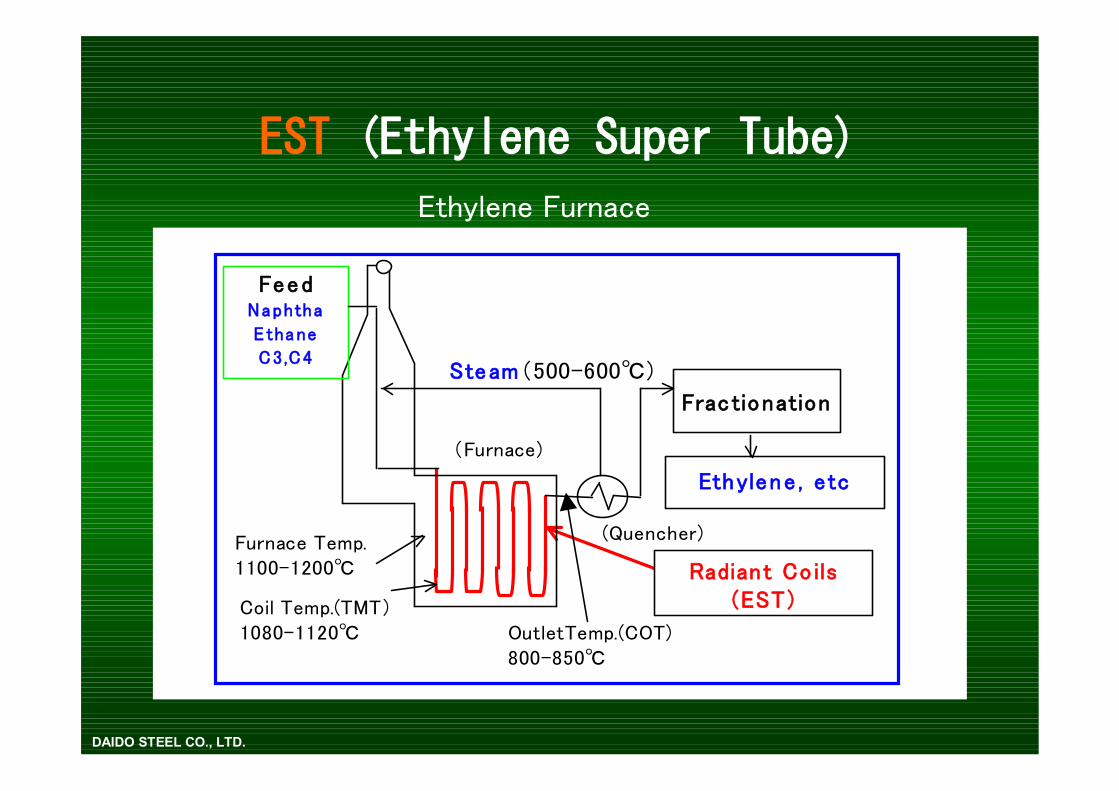
EST (Ethylene Super Tube)
FeedNaphtha
E thane
C3,C4Steam(500-600℃)
(Quencher)
OutletTemp.(COT)800-850℃
(Furnace)
Furnace Temp.1100-1200℃
Coil Temp.(TMT)1080-1120℃
Frac tionation
Radian t Co ils(EST)
Ethylene , etc
Ethylene Furnace
DAIDO STEEL CO., LTD.
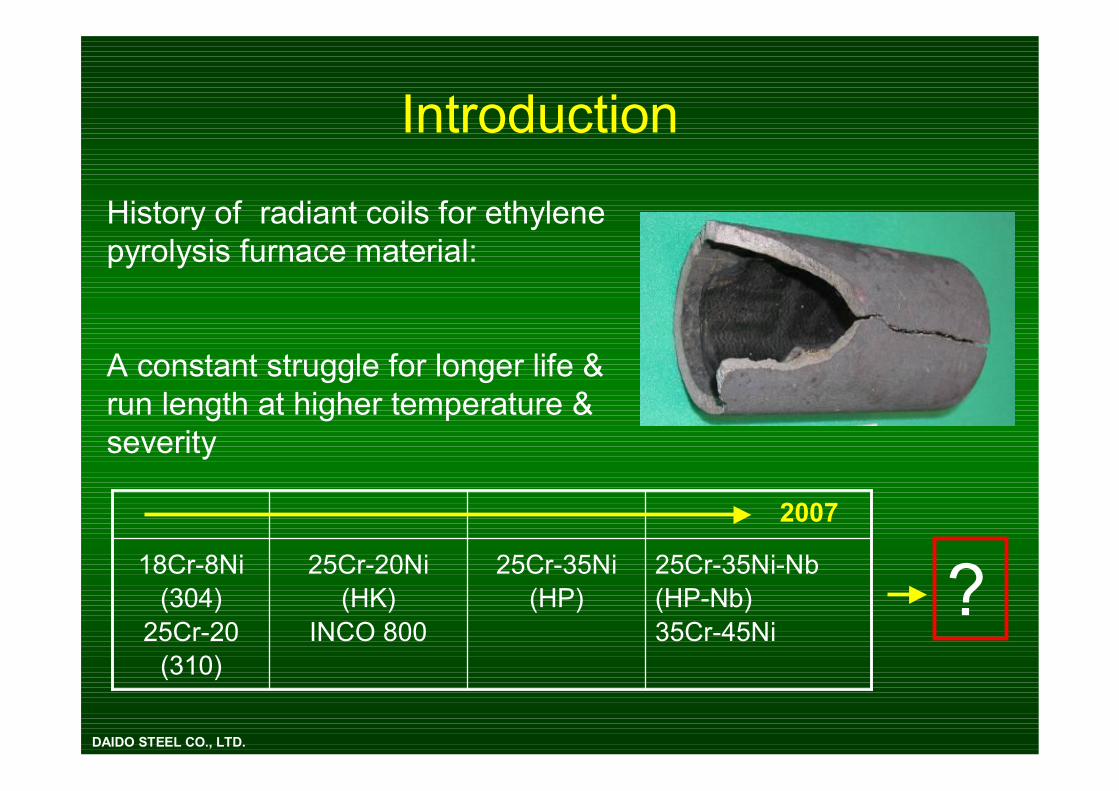
2007
25Cr-35Ni(HP)
25Cr-35Ni-Nb(HP-Nb)35Cr-45Ni
25Cr-20Ni(HK)
INCO 800
18Cr-8Ni(304)
25Cr-20(310)
History of radiant coils for ethylene pyrolysis furnace material:
A constant struggle for longer life & run length at higher temperature & severity
Introduction
?
DAIDO STEEL CO., LTD.

Base Tube-Material: Conventional (HK, HP-Nb,
35Cr-45Ni, etc.)Centrifugally cast (Daido)
PPW layer
Our Solution: EST (Ethylene Super Tube)= PPW (Plasma Powder Weld) Overlaid Tube
- Material: 45Cr-50Ni-1MoGas atomized & PPW’d (Daido)
- Thickness: 1 - 3 mm
DAIDO STEEL CO., LTD.
- Anti Catalytic Coke- Anti Carburization
Main Benefits

PPW (Plasma Powder Welding)
Base Metal
PPW layer
Base Metal
PPW layer
As weld overlaid Machine finished
Gas atomized 45Cr-50Ni-1Mo powder
DAIDO STEEL CO., LTD.

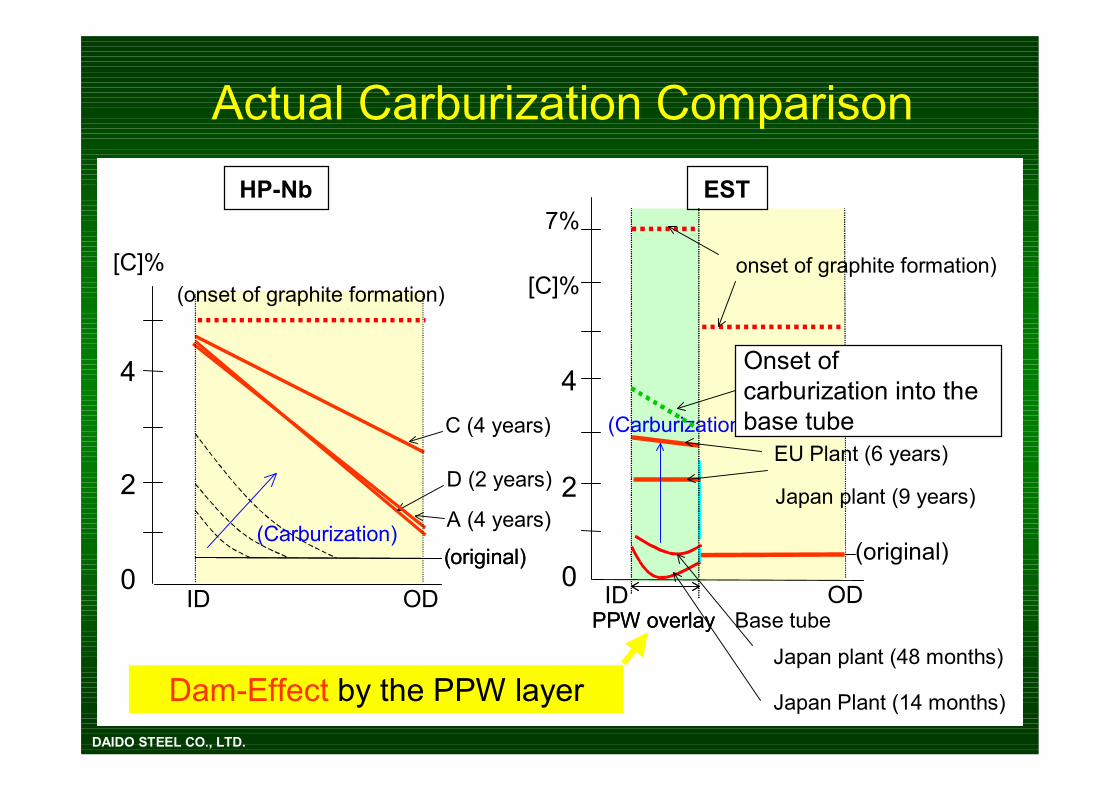
Anti-Carburization
The PPW layer stopscarburization into the base tube
by the “Dam-Effect”.
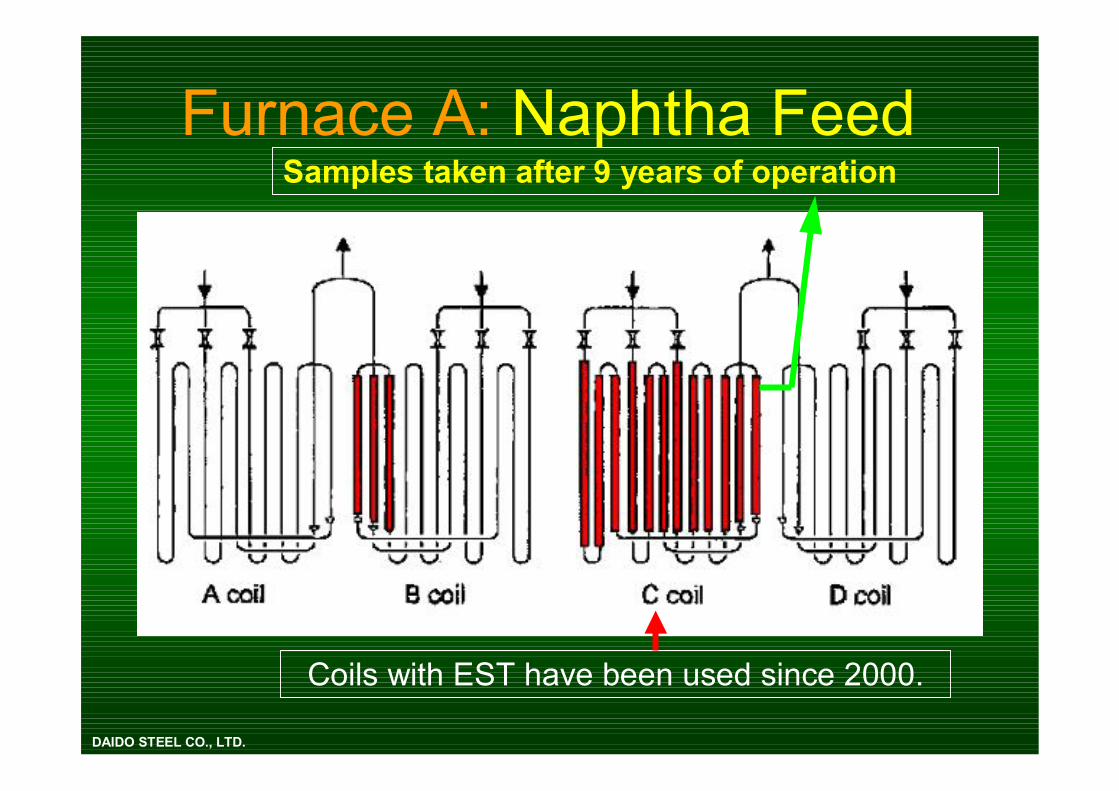
Coils with EST have been used since 2000.
Furnace A: Naphtha FeedSamples taken after 9 years of operation
DAIDO STEEL CO., LTD.

Appearance of EST (After 9 years)
- Green colored surface is recognized. (same as the sample after 24 months)- No-erosion or damage is observed.
DAIDO STEEL CO., LTD.

Cross Section Composition AnalysisHP-Nb, after 2 years of operation
[O][C]
[Cr]
[Ni]
[Fe]
HP-Nb
- Fully carburized.- [C]: 4.7% (ID), 1.1% (OD)

Cross section composition analysisEST, after 6 years of operation
PPW Layer
Base metal
Weld by 35Cr-45NiWeld by 45Cr-54Ni-1Mo- Carburization stops at the PPW layer
- No-carburization in the base tube
High Cr% is kept in the PPW layer
EPMA (Electron Probe Microanalysis)DAIDO STEEL CO., LTD.
[C]
[Cr]
[Ni]
[Fe]
0
1
2
3
Japan Plant (14 months)
Japan plant (48 months)
EU Plant (6 years)
Japan plant (9 years)D (2 years)
A (4 years)
C (4 years)
0
2
4
[C]%
ID OD
(original)
EST
0
2
4
[C]%
ID OD
(original)
7%
PPW overlay
onset of graphite formation)
Base tube
HP-Nb
(onset of graphite formation)
(Carburization)(original)
PPW overlay
(Carburization)
Actual Carburization Comparison
Dam-Effect by the PPW layer
Onset of carburization into the base tube
DAIDO STEEL CO., LTD.

PPW overlayHPmod composition
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0 2 4 6 8 10
C%
in m
atrix
PPWHP-M
(0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0 2 4 6 8 10Total C (%)
C%
in m
atrix
PPWHPmod
Carburization progresses when C in metal matrix exceeds 0.02%
Mechanism of Dam-effect
“Dam-effect” can only be expected in the clad tubes, not in solid tubes.
Cr carbides
Metal matrix
HP mod. (total C = 0.4%): Original C in metal matrix = 0.02%
0.4% 3%
Base tube: HPmod
HPmod PPW
C C

Lack of carburization in EST can prevent physical distortion and help maintain stable operation.
DAIDO STEEL CO., LTD.

Anti Catalytic Coke
An Fe free, Cr-oxide film on the PPW layer
reduces catalytic coke formationwith “Self Healing Effect”.
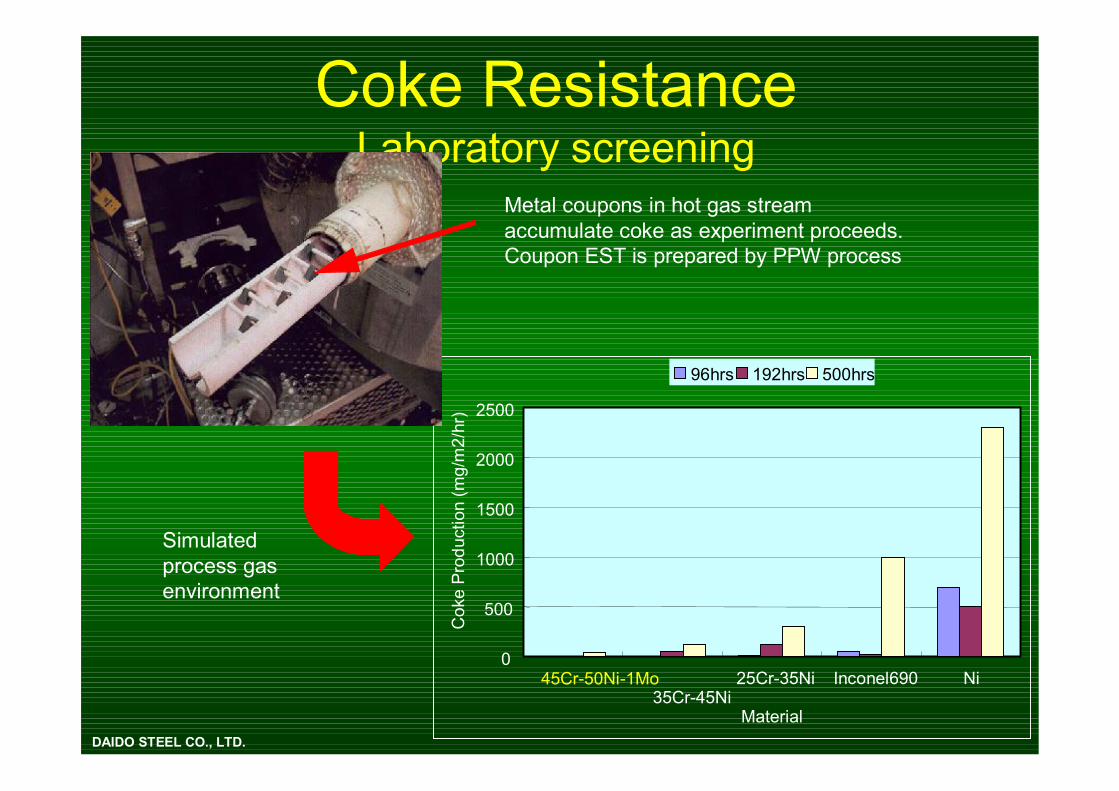
Coke ResistanceLaboratory screening
0
500
1000
1500
2000
2500
45Cr-50Ni-1Mo35Cr-45Ni
25Cr-35Ni Inconel690 Ni
Material
Cok
e P
rodu
ctio
n (m
g/m
2/hr
)
96hrs 192hrs 500hrs
Simulated process gas environment
Metal coupons in hot gas stream accumulate coke as experiment proceeds. Coupon EST is prepared by PPW process
DAIDO STEEL CO., LTD.
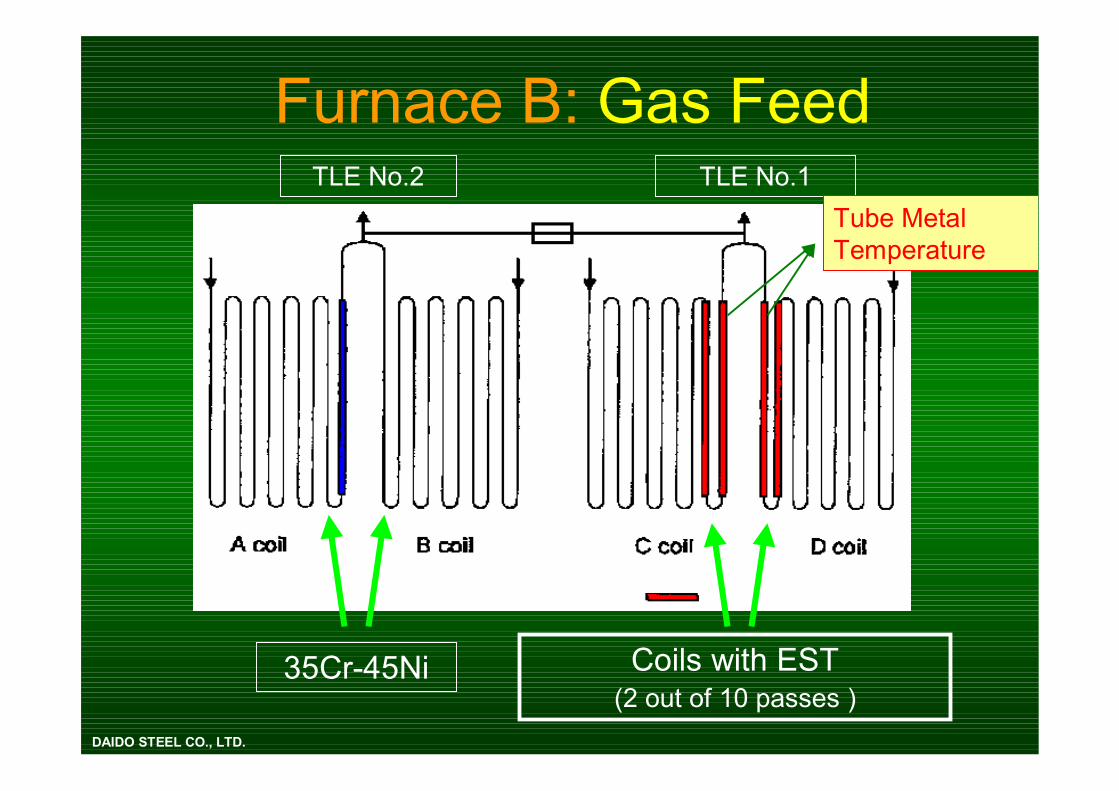
Furnace B: Gas Feed
35Cr-45Ni
TLE No.2 TLE No.1
Coils with EST(2 out of 10 passes )
Tube Metal Temperature
DAIDO STEEL CO., LTD.
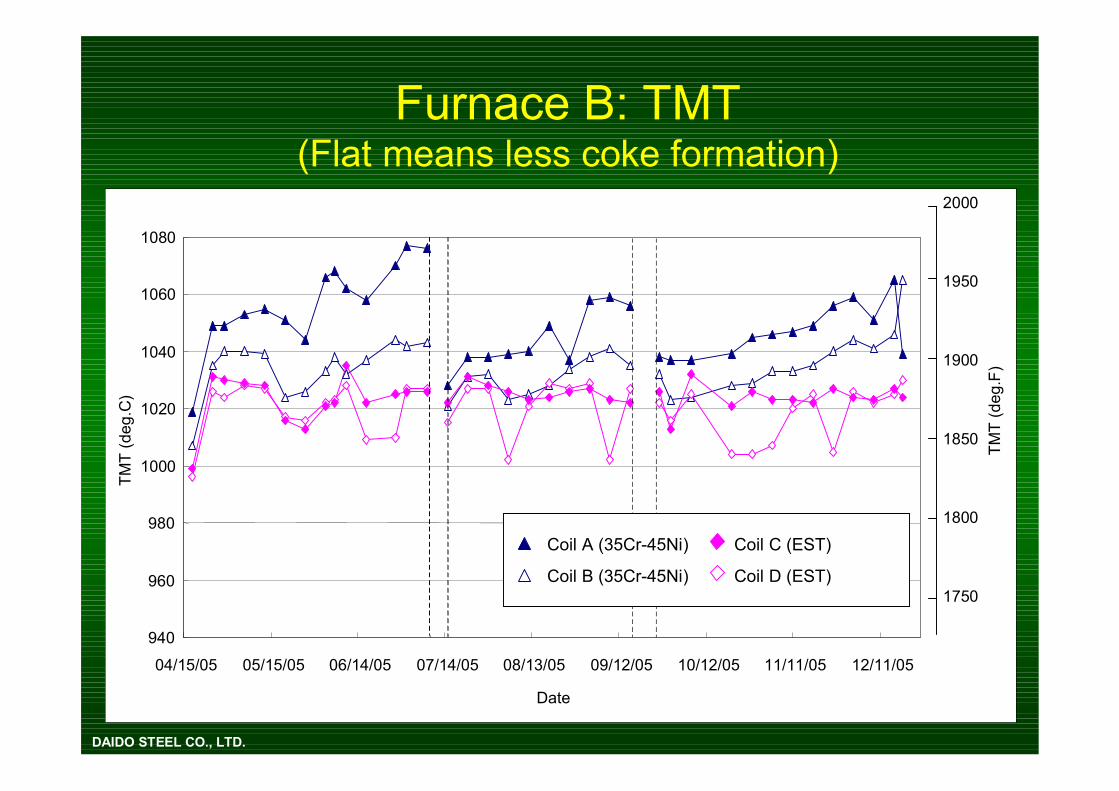
Furnace B: TMT (Flat means less coke formation)
DAIDO STEEL CO., LTD.
940
960
980
1000
1020
1040
1060
1080
04/15/05 05/15/05 06/14/05 07/14/05 08/13/05 09/12/05 10/12/05 11/11/05 12/11/05
Date
TMT
(deg
.C)
Coil A (35Cr-45Ni)
Coil B (35Cr-45Ni)
Coil C (EST)
Coil D (EST)1750
1800
1850
1900
1950
2000
TMT
(deg
.F)
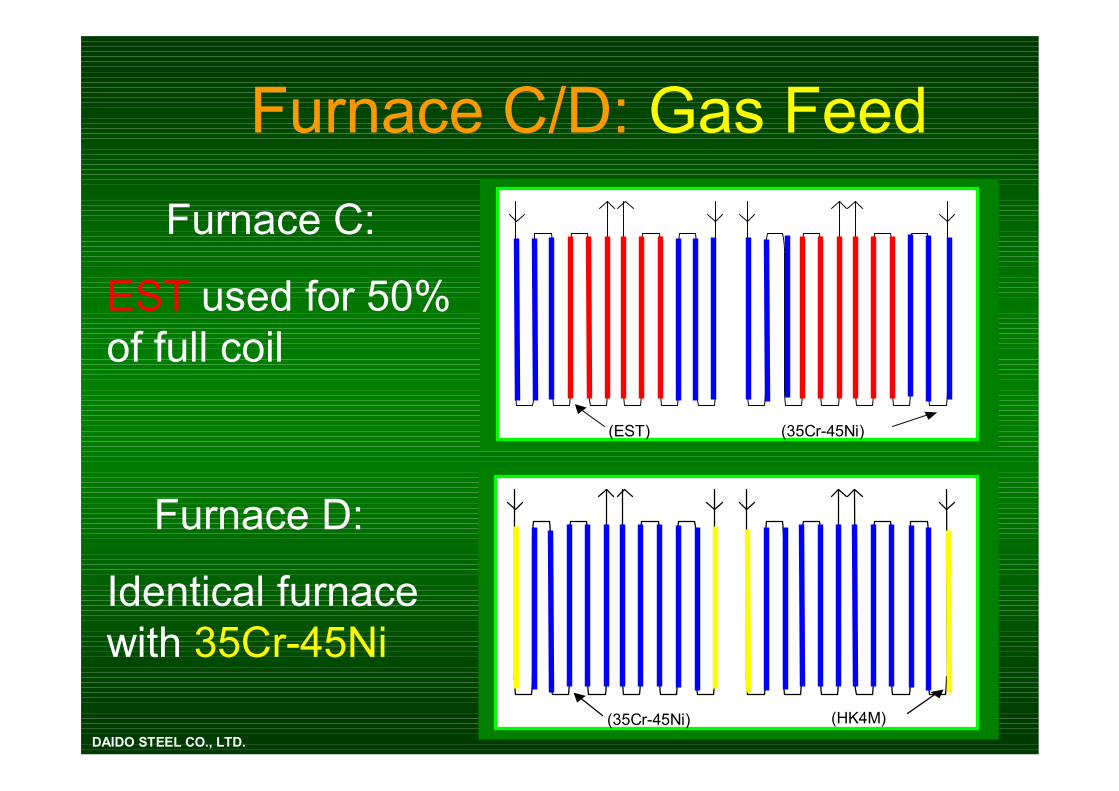
(EST) (35Cr-45Ni)
(35Cr-45Ni) (HK4M)
Furnace C:
EST used for 50% of full coil
Furnace C/D: Gas Feed
Furnace D:
Identical furnace with 35Cr-45Ni
DAIDO STEEL CO., LTD.
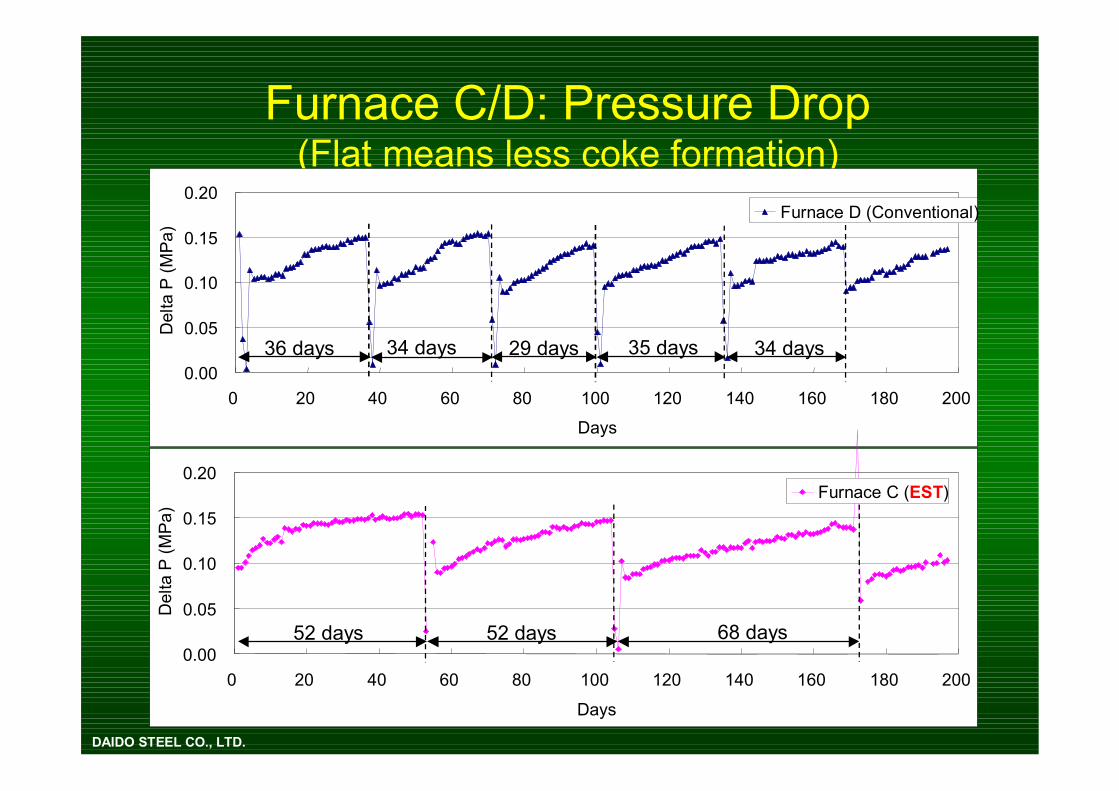
Furnace C/D: Pressure Drop (Flat means less coke formation)
0.00
0.05
0.10
0.15
0.20
0 20 40 60 80 100 120 140 160 180 200
Days
Del
ta P
(MP
a)
Furnace D (Conventional)
36 days 34 days 29 days 35 days 34 days
0.00
0.05
0.10
0.15
0.20
0 20 40 60 80 100 120 140 160 180 200
Days
Del
ta P
(MP
a)
Furnace C (EST)
52 days 52 days 68 days
DAIDO STEEL CO., LTD.

0.05000
0.07000
0.09000
0.11000
0.13000
0.15000
0.17000
0.19000
2005/12/14 2006/3/24 2006/7/2 2006/10/10 2007/1/18 2007/4/28 2007/8/6 2007/11/14
300B
300A
De lta Pres
Lower pressure increase continue through years by “Self Healing Effect”
of EST2 years
FurnaceD : 35Cr – 45NiFurnaceC : EST
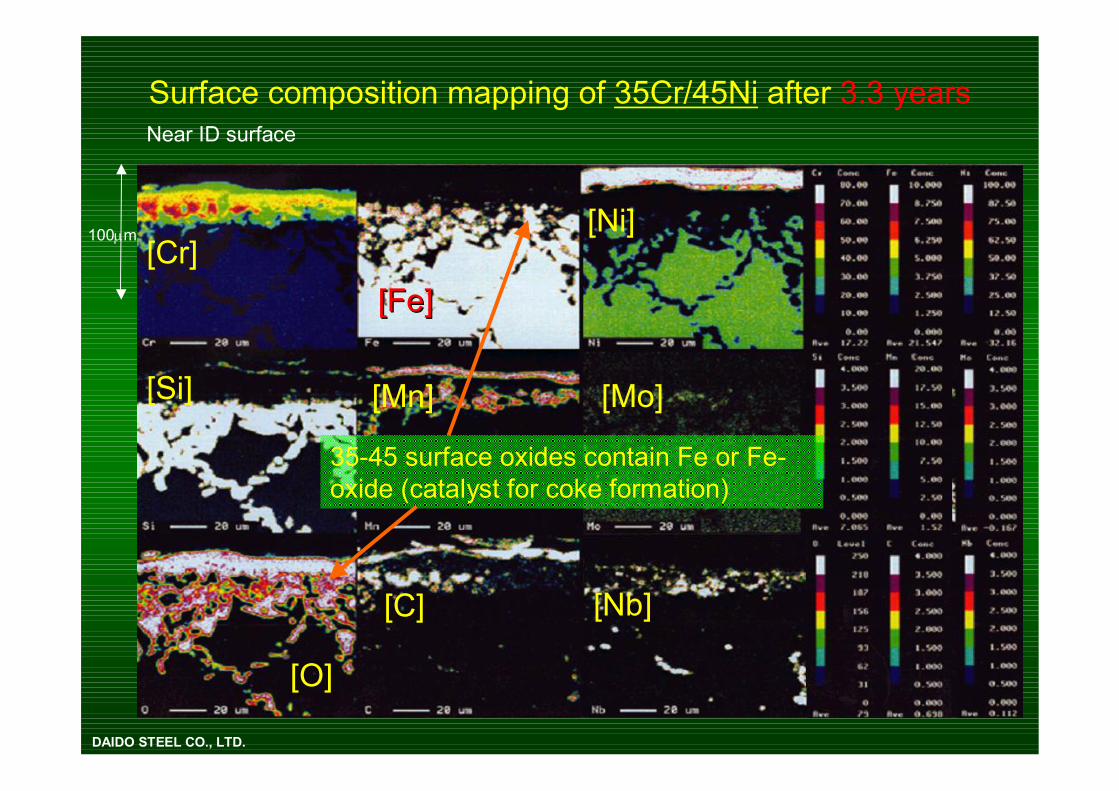
Surface composition mapping of 35Cr/45Ni after 3.3 yearsNear ID surface
DAIDO STEEL CO., LTD.
35-45 surface oxides contain Fe or Fe-oxide (catalyst for coke formation)
100µm [Ni]
[[Fe]Fe]
[Si] [Mo]
[Cr]
[O]
[Mn]
[Nb][C]

Surface composition mapping of EST after 9 years
EPMA (Electron Probe Microanalysis)
EST surface is covered by pure Cr-oxide, same as after 2 years
100µm [Ni][Fe]
[Si]
[O]
[[Cr]Cr]
[C]
[Mn] [Mo]
Near ID surface
DAIDO STEEL CO., LTD.

Mechanism of Self-healing
Due to high Cr in the PPW layer, surface Cr2O3 can be re-created and reinforced after each decoking cycle: “Self-healing effect”
Cr carbides
Metal matrix
HPmod
HPmod PPW
C C
05
1015202530354045
0 2 4 6 8 10
Total C%
Cr%
in M
atrix
ESTHPmod
HPmod (EU) 2, 4 years
EST(Japan)14 months48 months
6 years
EST(EU)13 months
As the alloy is carburized, Cr in metal matrix will be depleted (forming Cr-carbides) and lose the ability to form surface Cr2O3.Cr2O3
HPmod will lose Cr in matrix quickly to the level where enough Cr2O3 cannot be made.
PPW’s Cr in matrix stays high, enough to re-create Cr2O3 after each decoking cycle.
Summary
• Extremely high carburization resistanceà Extended tube life (Twice or more)à Ability to run at higher severityà Maintained ductility (can survive emergency shutdowns)
• Suppression of catalytic coke formationà Extended run length (Twice in ethane furnace)
EST has,
DAIDO STEEL CO., LTD.
Higher pricing than conventional tubes, but Pay back In a year can be expected.
(EST is in operation at over 10 commercial plants)

Outer surface overlay Overlay and bending
Waste to Energy plant
BST (Boiler Super Tube)
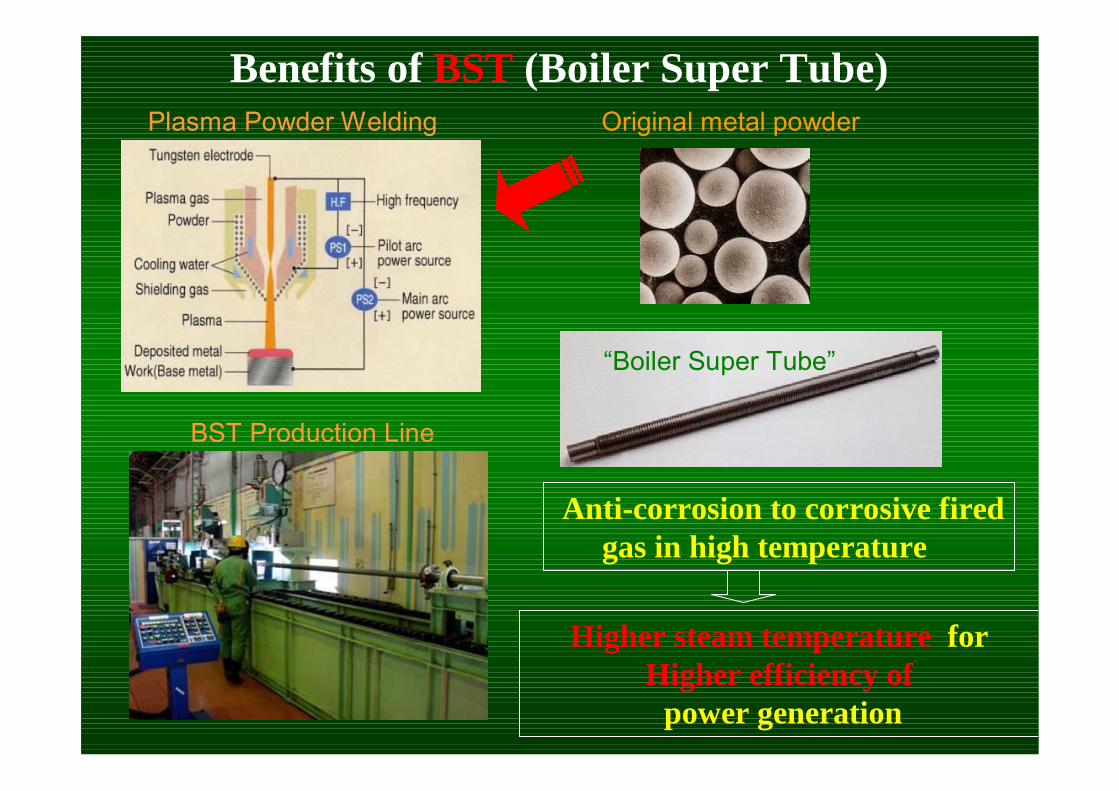
Plasma Powder Welding
BST Production Line
“Boiler Super Tube”
Higher steam temperature forHigher efficiency of
power generation
Benefits of BST (Boiler Super Tube)Original metal powder
Anti-corrosion to corrosive fired gas in high temperature

History of BST (Boiler Super Tube)
1960-1964 Union Carbide Co. in USA developed welding application of plasma energy and powder metallurgy.
1973-1991 Daido Steel developed automatic Plasma Powder Welding(PPW) equipment for engine valves.Plasma arc generator, gas controller, powder metal feeder,and particle size control were patented by Daido.
1992- More than 150 PPW equipment for engine valves have been shipped to automotive engine valve manufacturers.
1994- Daido developed Boiler tubes with PPW overlay for thewaste to energy plant through a Japanese National Project.
1998- Daido started commercial manufacturing of boiler tubes with PPW overlay as 1st Generation Boiler Super Tube"BST276,BST625" for Japanese waste to energy plants.Daido developed new process for PPW overlay on theinner surface.
2009- Daido developed New "BST1" for higher temperature operation.

1st generation "BST 276 and BST 625"(Steam Temperature: ~400oC)
C Si Mn Ni Cr Mo Co W Fe
BST276 0.01 0.8 0.2 Bal. 20.8 13.2 2.2 3.1 1.0
BST625 0.01 0.2 0.1 Bal. 21.8 9.2 2.0 - 1.2
Chemistry of Weld overlay (typical)
0 2 4 6
STBA24
SUS347H
30Cr-40Ni
Alloy625
BST625
BST276
Corrosion Depth (mm)
Max.
Ave.
(550oC x 6000 hrs)PPW overlaid
Boiler Tube
(Ref.) Mechanical PropertiesActual corrosion depth in the waste to energy plant of Boiler tubes
STB340 + H-276M(PPW)R.T.
T/S ElBase tube 620 28.8With PPW 601 41.2(Base 5m/m + PPW 2m/m)
(wt%)
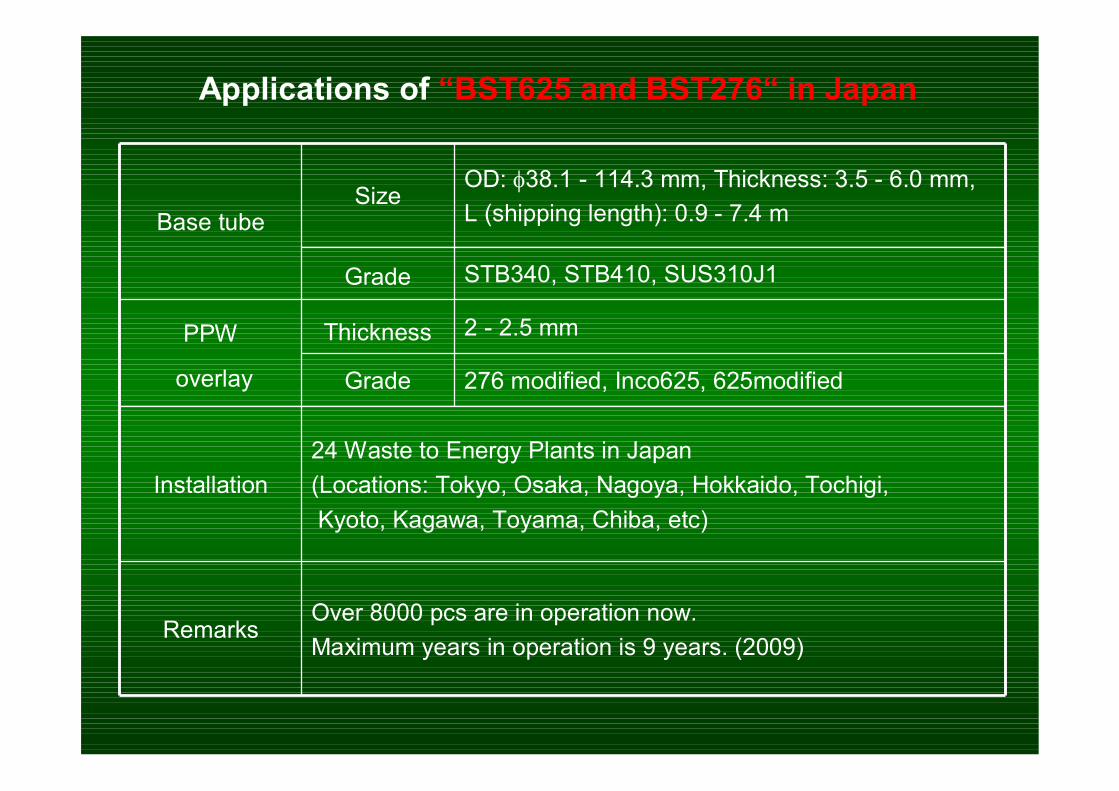
Applications of “BST625 and BST276“ in Japan
Base tubeSize
OD: φ38.1 - 114.3 mm, Thickness: 3.5 - 6.0 mm,L (shipping length): 0.9 - 7.4 m
Grade STB340, STB410, SUS310J1
PPW
overlay
Thickness 2 - 2.5 mm
Grade 276 modified, Inco625, 625modified
Installation24 Waste to Energy Plants in Japan(Locations: Tokyo, Osaka, Nagoya, Hokkaido, Tochigi,Kyoto, Kagawa, Toyama, Chiba, etc)
RemarksOver 8000 pcs are in operation now.Maximum years in operation is 9 years. (2009)

New generation "BST1"for higher temperatures and longer tube life
(Steam Temperature: over 400oC)(1) Chemistry of PPW overlay
(2) Concept of BST1
- Chemistry of BST1 is originally developed and applied for commercialAir-heater for Gasification and Ash Melting System.(Metal temperature: 800oC (1,142oF))
- Higher corrosion resistance with higher Cr than BST625 or BST276.- Higher W than BST276 prevents the formation of Cr-depleted zones.- Added Si, Al prevent corrosion by Cl through grain boundaries.- Adequate C makes fine grains to protect against corrosion through grain boundaries.
3
-
Ad.
W
21
22
27
Cr
13
9
-
Mo
BST276
BST625
BST1
0.01
0.01
Ad.
C
0.2
0.8
Ad.
Si
Bal.
Bal.
Bal.
Ni
2
Ad.-
2
AlCo
(wt%)

100 hourstime1,4721,112752oF800600400oC
12.853FeCl2
12.62Fe2O3
28.153PbCl2
16.83Na2SO4
20.63K2SO4
3.952NaCl
5.052KCl
Wt. %Mol. %
JIS Z 2293 Methods for high temperature corrosion test of metallic materials
by dipping and embedding in molten salts
Salts Dipping temperature and time
Results of Corrosion Test

Weight loss
Appearance after the test
BST625
BST276
400oC x 100 h
BST1
Weight loss of BST105 at 800oC is remarkably smaller than BST276 or 625
600oC x 100 h 800oC x 100 h
Almost no corrosion of BST1 even at 800oC
0
0.5
1
1.5
2
2.5
3
BST1 BST625 BST276
(g)
400℃ 600℃ 800℃

Conclusions
- With higher contents of Cr, W, Al, and Si (with no Mo and Co), a new generation BST1 has been developed.
- A high temperature (800oC or 1,472oF) molten salt test revealed higher corrosion resistance of BST1 as compared with BST276 or BST625 against oxide and chloride formations.
- BST1 is expected to enable higher steam temperatures with longer tube life, resulting in higher efficiency for waste to energy plant operation.
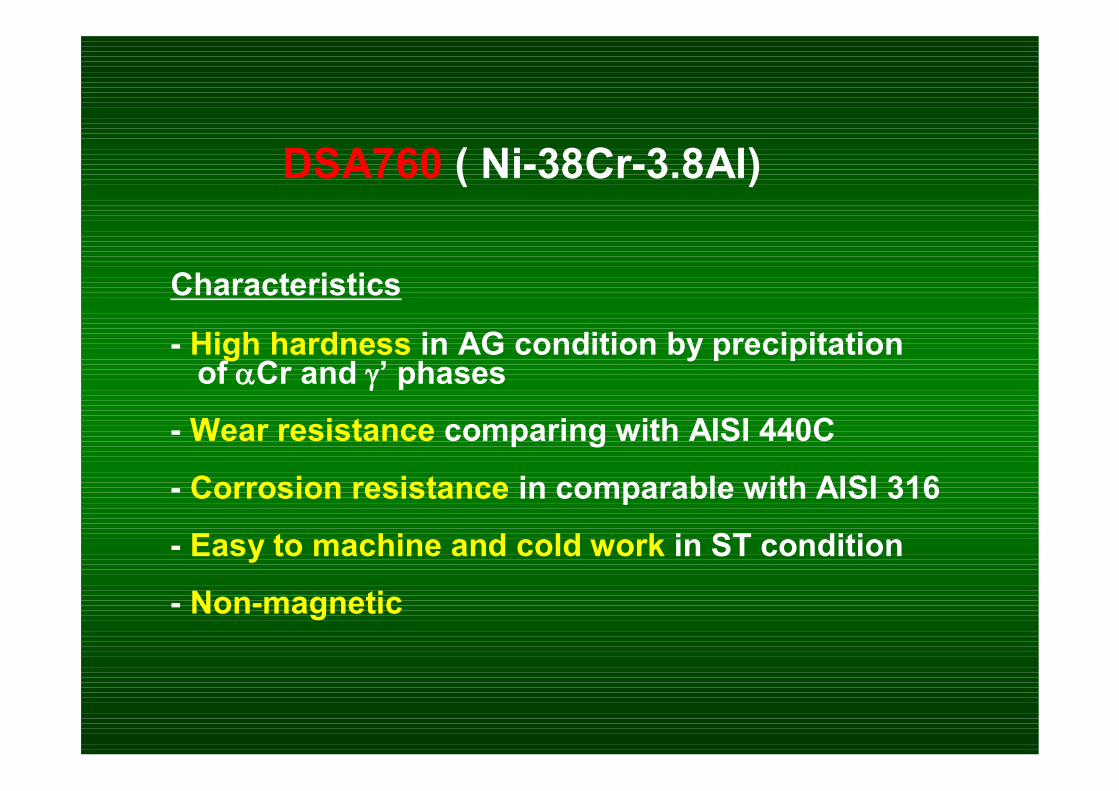
Characteristics
- High hardness in AG condition by precipitation of αCr and γ’ phases
- Wear resistance comparing with AISI 440C
- Corrosion resistance in comparable with AISI 316
- Easy to machine and cold work in ST condition
- Non-magnetic
DSA760 ( Ni-38Cr-3.8Al)
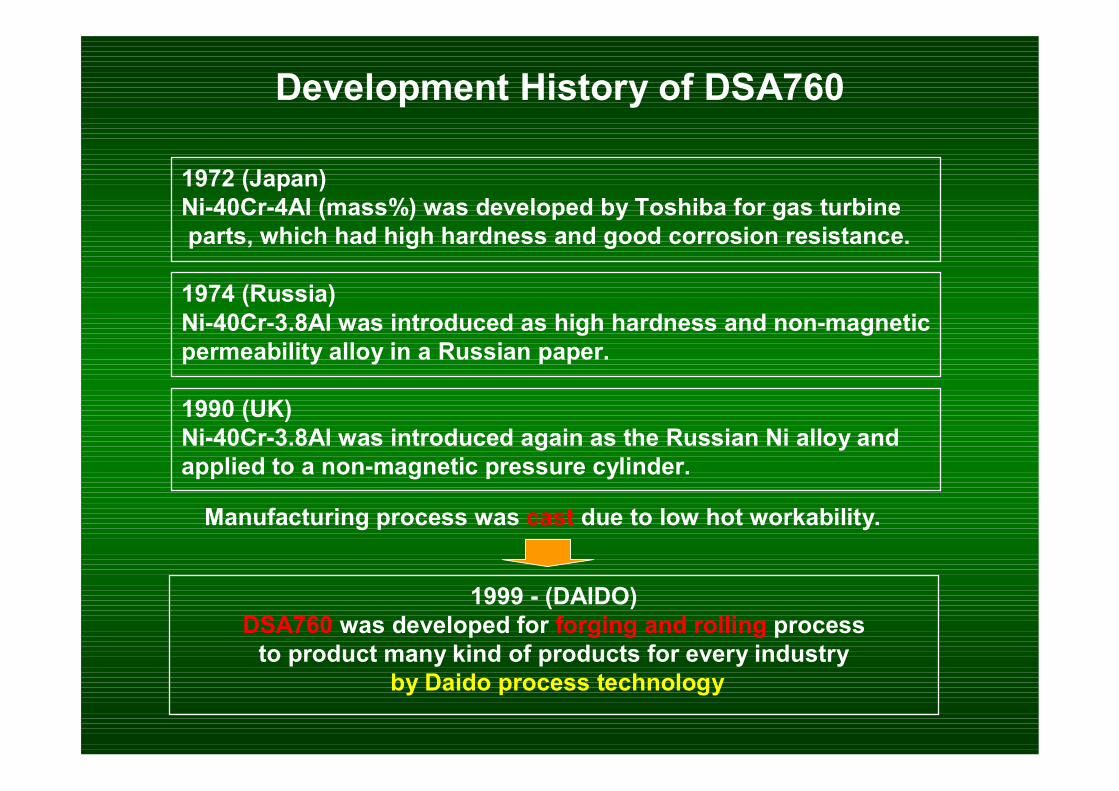
Development History of DSA760
1972 (Japan)Ni-40Cr-4Al (mass%) was developed by Toshiba for gas turbineparts, which had high hardness and good corrosion resistance.
1974 (Russia)Ni-40Cr-3.8Al was introduced as high hardness and non-magnetic permeability alloy in a Russian paper.
1990 (UK)Ni-40Cr-3.8Al was introduced again as the Russian Ni alloy and applied to a non-magnetic pressure cylinder.
1999 - (DAIDO)DSA760 was developed for forging and rolling process
to product many kind of products for every industry by Daido process technology
Manufacturing process was cast due to low hot workability.

<条件>溶液:3.5%NaCl温度:30℃
-400
-200
0
200
400
600
800
0 200 400 600 800
Hardness (HV)
DSA760
440C420
Martensitic SS
Inconel X750316
304
Austenitic SS
Pitti
ng P
oten
tial
(mV
vs S
CE
)
poor
C
orro
sion
Res
ista
nce
exc
elle
nt
Non-magnetic
Magnetic
Hardness and Corrosion Resistance
<condition> 3.5%NaCl 30℃
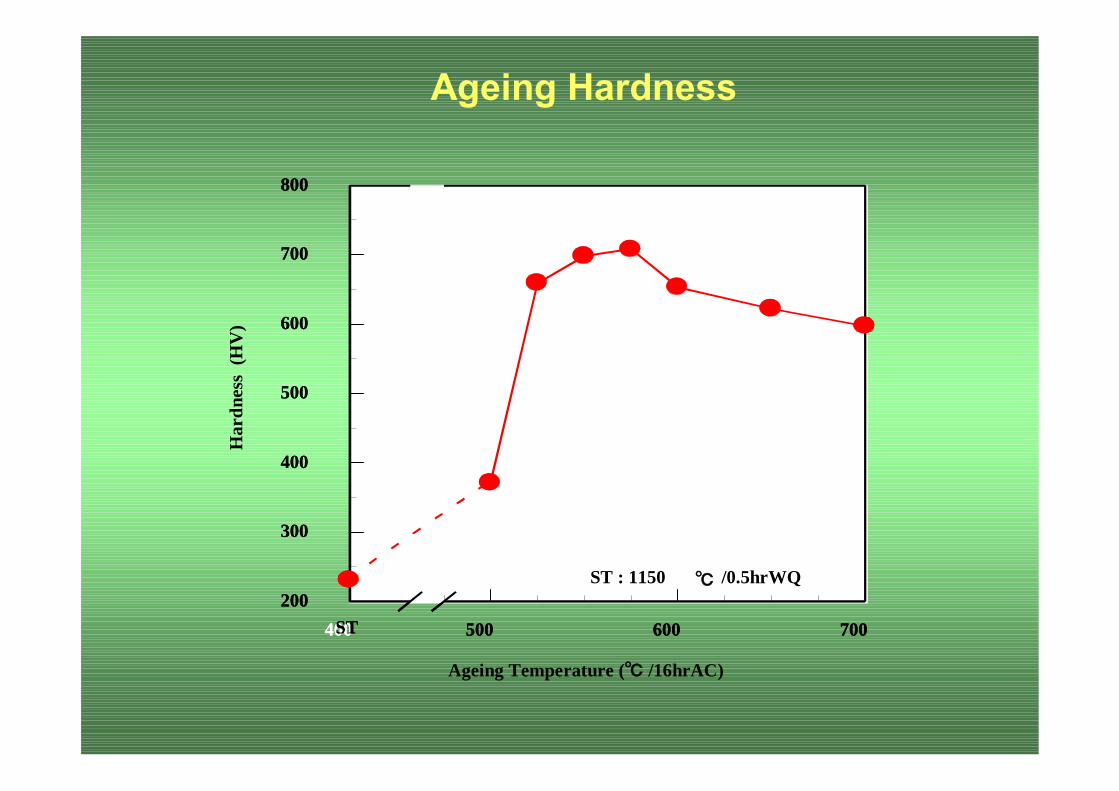
Ageing Hardness
Ageing Temperature (℃ /16hrAC)
Har
dnes
s (H
V)
200
300
400
500
600
700
800
400 500 600 700ST
ST : 1150 ℃ /0.5hrWQ200
300
400
500
600
700
800
400 500 600 700ST
ST : 1150 ℃ /0.5hrWQ
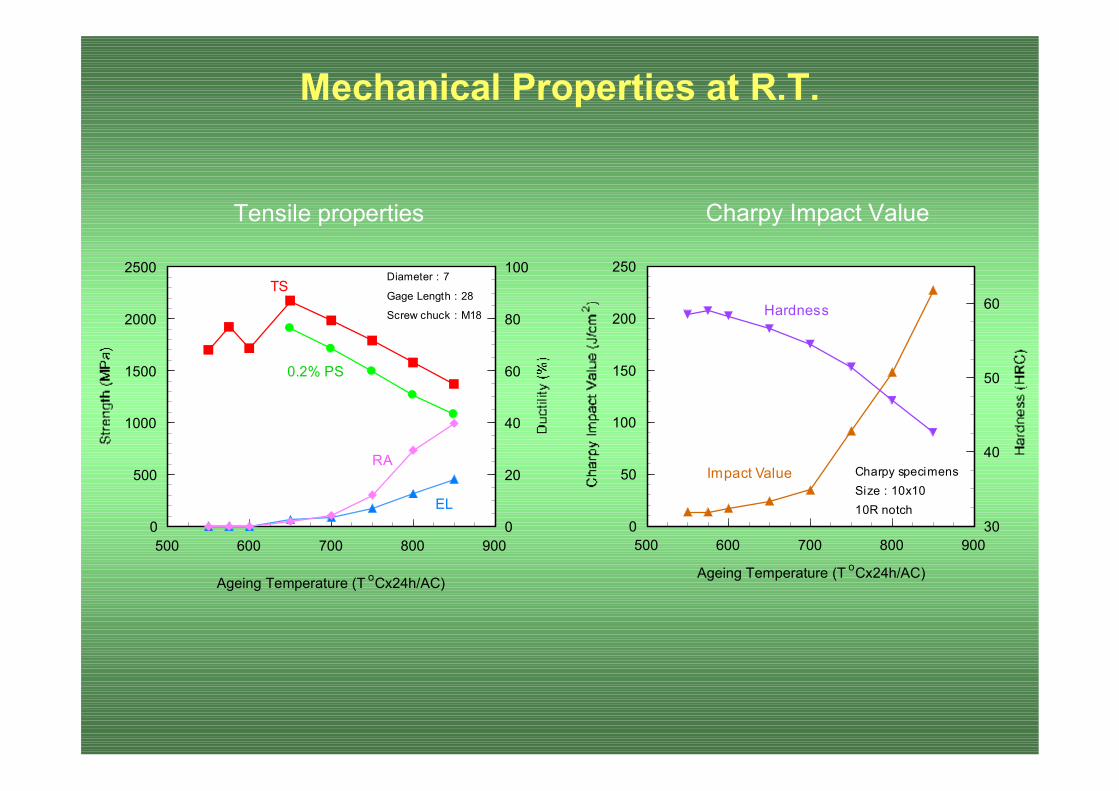
Mechanical Properties at R.T.
0
500
1000
1500
2000
2500
0
20
40
60
80
100
500 600 700 800 900
Ageing Temperature (T oCx24h/AC)
0.2% PS
TS
EL
RA
Diameter : 7
Gage Length : 28
Screw chuck : M18
0
50
100
150
200
250
30
40
50
60
500 600 700 800 900
Ageing Temperature (T oCx24h/AC)
Charpy specimensSize : 10x1010R notch
Hardness
Impact Value
Tensile properties Charpy Impact Value

Microstructure after ST-AG
1µm
x50,000 x100,000
500nm
αCr
γ’ (Ni3Al)
SEM imagesSolution treatment (ST) : 1150deg.C x over0.5hr / WCAging (AG) : 550deg.C x over16hr / AC
Hard phase consists of lamellar αCr and γ/γ' phases γ' : Ni3Al

Hot Hardness
2 0 0
4 0 0
6 0 0
8 0 0
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0温 度 [℃ ]Temperature (C)
Har
dnes
s (H
V) DSA760
Nimonic80A
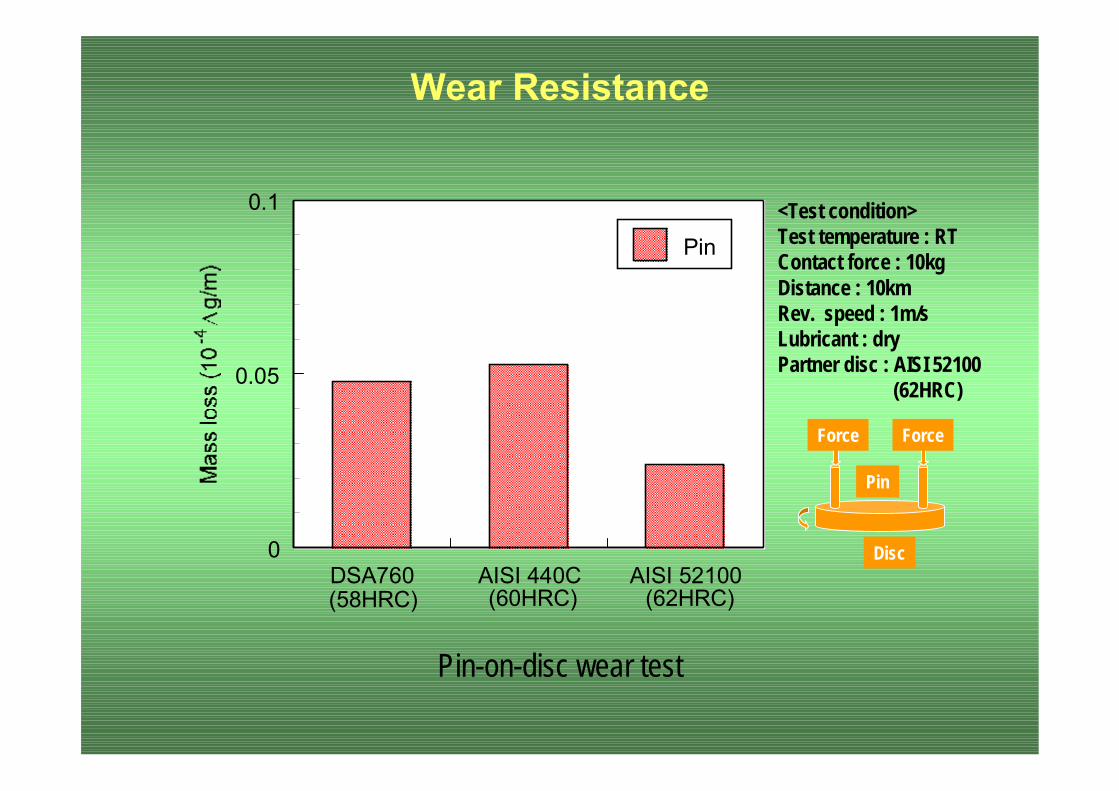
Wear Resistance
<Test condition>Test temperature : RTContact force : 10kgDistance : 10kmRev. speed : 1m/sLubricant : dryPartner disc : AISI 52100
(62HRC)
Disc
Pin
Force Force
Pin-on-disc wear test
DSA760 AISI 440C AISI 521000
0.05
0.1
Pin
(58HRC) (60HRC) (62HRC)

DSA760 Alloy751 AISI 3041x10 -2
1x10 -1
1x10 0
1x10 1
1x10 2
1x10 3
1x10 4
0.12
0.330.16
5%H2
SO4
(RT)
1%HCl(RT)
Immersion time:6hr
.
10 -1
10 0
<0.01 <0.01 <0.01
10 1
10 2
10 3
10 4
10 -2
Acid Corrosion Resistance

Hot Corrosion Resistance
High temperature oxidation
0
2
4
6
8
10
12
700 800 900 1000 1100Temperature (deg.Cx200hr)
DSA760
A286
Alloy625
Alloy751
Alloy80A
DSA760 Alloy80A0
50
100
150S-attack(90%Na2SO4+10%NaCl)
V-attack(85%V2O5+15%NaCl)
800deg.Cx20h
Hot corrosion by salt coating

Hardness and Magnetic Permeability
1x10 -3
1x10 -2
1x10 -1
1x10 0
1x10 1
0 200 400 600 800
Hardness (HV)
AISI 316
AISI 303
AISI 420 AISI 440C
Alloy80A
Titinium alloy
γ type stainless steel (ST)
Ni-based superalloy
AISI 304
AISI 201
γ type stainless steel(Cold worked)
DSA760
Alloy718
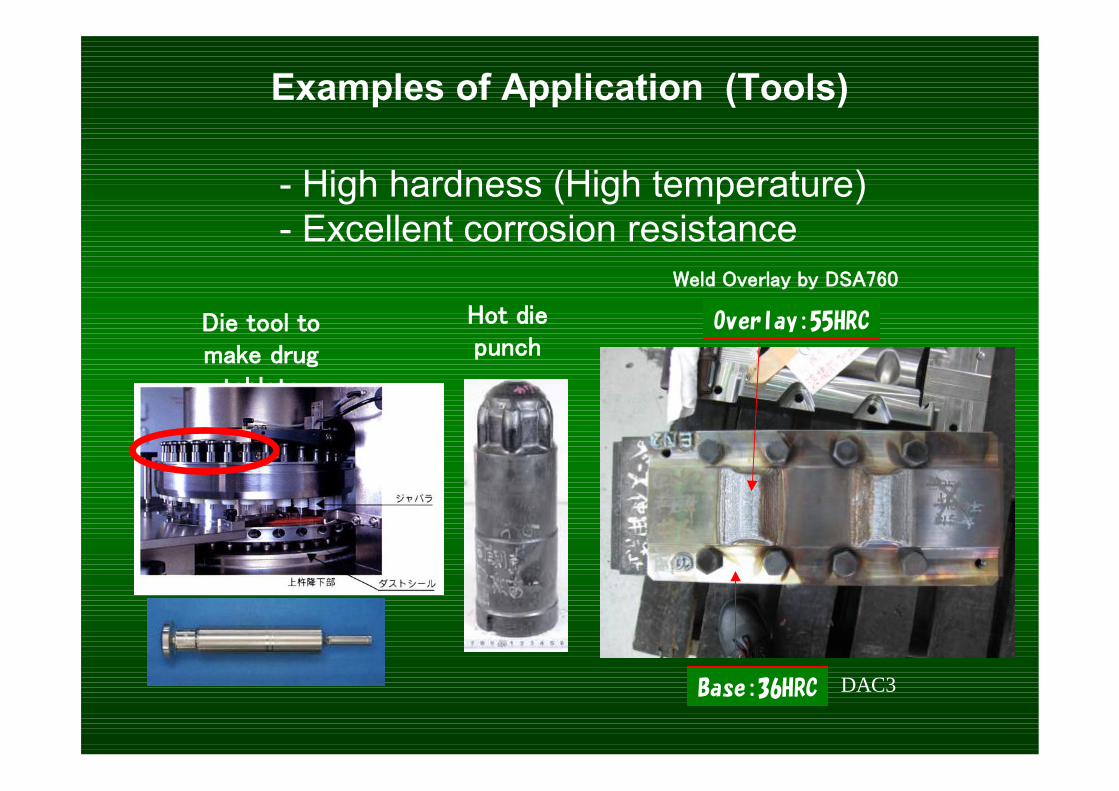
Hot die punch
Die tool to make drug
tablets
Examples of Application (Tools)
- High hardness (High temperature)- Excellent corrosion resistance
Base:36HRC
Overlay:55HRC
DAC3
Weld Overlay by DSA760

Examples of Application (Wire, Bearings)
High Strength WiresDot pin, Dental tool
Non-magnetic BearingsMagnetic Resonance Imaging System (MRI)Electromagnetic Clutch
Wire (0.3mm in diameter) Bearings

Thank you so much for your attention
ARIGATOU GOZAI MASHITA !!
Questions?