nasa cotjtractor report nasa cr-161431 … bac 5751, cleaning, descaling and surface preparation of...
TRANSCRIPT

NASA COtJTRACTOR REPORT
NASA CR-161431
STUDY OF ETCHANTS FOR CORROS I ON-RES I STANT METALS, SPACE SHUTTLE EXTERNAL TANK
By J. R. Simmons Ma&-Marietta Aero6pace Michod Operations New Orleans, LA
{ Y ASA-CR-16 1431) STUDY OF E'ICYANZS FOE N&o-254 14 COBCOSIOI-BESISTAIT METALS, SEACE SHUTTLE EXT2RRAL TANK ( .art in flariet ta Aerospace) 26 p BC AD3/HF A01 C S C L 11P Uoclas
~anuary L A , AJUV G3/26 2L4ld
Prepared for
NASA-George C . Marshall Space Flight Center Marshall Space Flignt Center, Alabama 35812
https://ntrs.nasa.gov/search.jsp?R=19800016918 2018-06-08T16:07:35+00:00Z
NASA CR-161431
Study of Etchants for Corrosion- Resistant Metals, Space Shuttle External Tank
January 11, 1980
APPROVED :
J. P. Knadler, I11 Chief , NDE Branch EH13
M. C. McIlwain Chief, Metals Processes Branch EH42

MATERIALS ENGINEERING
TEST REPORT
NO. ETTR-52
R e v i s i o n A
METAL ETCHANTS PRIOR TO PENETRANT INSPECTION
JANUARY l l , 1 9 8 0
PREPARED BY: R. Simnons
M a t e r i a l s E n g i n e e r i n g
APPROVED BY: Yd
0. A. B o l s t a d , Ch ie f M a t e r i a l s E n g i n e e r i n g
MARTIN MAR1 ETTA AEROSPACE MICHOUD OPERATIONS
NEW ORLEANS, LA
iii
TABLE OF CONTENT?
Introduction
Objectives
Conclusions
Recomnendat i ons
Material s
Specimens
Etchant Solutions
Standard HN03/HF
FeC1 3/HN03/H3PQ
HCI/HNC3/NiC1 */FeCl 3/Cr03
HCl /H202
LW HNOj/HF NO. 1
LW HN03/HF NO. 2
Pasa-Jel 1 101
Test Procedures
Discussion o f Test Results and Conclusions
References
LIST OF TABLES
Table Page
I
I I
I11
I v V
VI
VI I
VIII
I X
X
XI
XI I
XI11
Ni tric/Hydrofluoric Solution A
Ni t r ic /Hydrof lwr ic Solution B
Ni tric/Hydrofluoric Solution C
Ni tri c/Hydrofl uaric Solution D
PasaJell 101
FeCl 3/HN03/H3P04
HC1 /HNO3/Nj C12/FeC1 3/C&
Low HN03/tiF No. 1
HCl /HZ02
LOW HN(33/HF NII. 2A
Low .HE03!.HF No. 2B
Low ' H ~ O ~ / H F N O . 2C
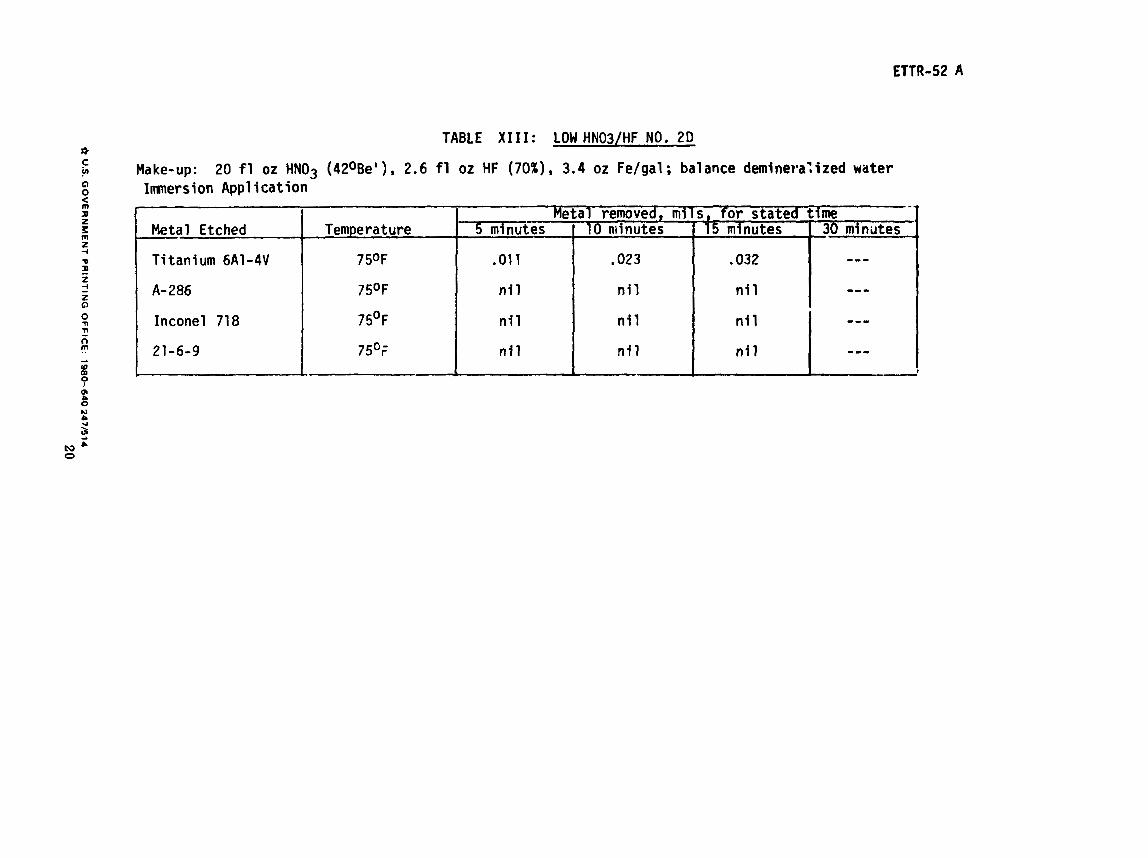
Low 'HN03/HF NO. 20
1.0 IFTRODUCTION
All metal parts, materials, and welds which are mechani-
cally disturbed and require penetrant inspection must be etched
prior to that inspection step. Etching removes metal smears that
might mask defects.
Metals used in the Space Shuttle External Tank(ET) which re-
quire etching prior to penetrant inspection are aluminum alloys,
austenitic stainless steels, nickel base alloys, and titanium
alloys (annealed). Etchants for austenitic stainless steels,
nickel base alloys, and titanium alloys were selected for evalua-
tion in this study after a review of applicable M C , Eosing,
McDonnell Douglas and Rockwell International specifications ( ~ e f -
erences 1-3 0) .
2.0 OBJECTIVES
The objectives of this program were to study and formulate
acceptable etchant concentrations and application and removal
procedures for etching austenitic stainless steel, nickel base alloys and titanium alloys (annealed) employed on the ET.
The etchant solutions were to be capable of removing a minimum
of 0.4 mils of surface material in less than one hour, at a
rate such that control could be exercised,

3.0 CONCLUSIONS
3.1 There was no intergranular attack of 6AL-4V titanium,
21-6-9, A-286, or Inconel 718 by the solutions tested, given the
respective processing conditions.
3.2. 6AL-4V:
The standard HN03/HF solution, paragraph 5.2.1, can be
effectively utilized to remove 0.4 mils surface material in less
than one hour; see tables I thru IV for etchant solution, technique,
and rate.
3.3. Inconel 718:
Two solutions, HCl/HNO3/NiCl2/FeCl3/CrO3, paragraph 5.2.3,
and HC1/H202, paragraph 5 .2 .4 , can be effectively utilized to
remove 0.4 mils surface material in less than one hour; see
tables VII and IX for respective etchant solution, technique, and
rate.
3.4. A-286 and 21-6-9:
Three solutions FeC13/HN03/HjP04, paragraph 5.2.2, HC1/
HNO3/NiCl2/FeCl3/CrO3. paragraph 5.2.3, and HC1/H202, paragraph
5.2.4, can be effectively utilized to remove 0.4 mils surface
material in less than one hour; see tables VI, VII, and I X for
respective etchant solution, technique, and rate.
3.5. Cab-0-Sil was a satisfactory thickener for solutions
FeC13/HN03/H3P04, paragraph 5.2.2, and HC1/HN03/NiC12/FeC13/Cr~3,
~aragraph 5.2.3, reducinq etch rate.
The MMC specification governing etchinq of studied materials
should be appropriately revised per the study conclusions.
5.0 HATERIALS
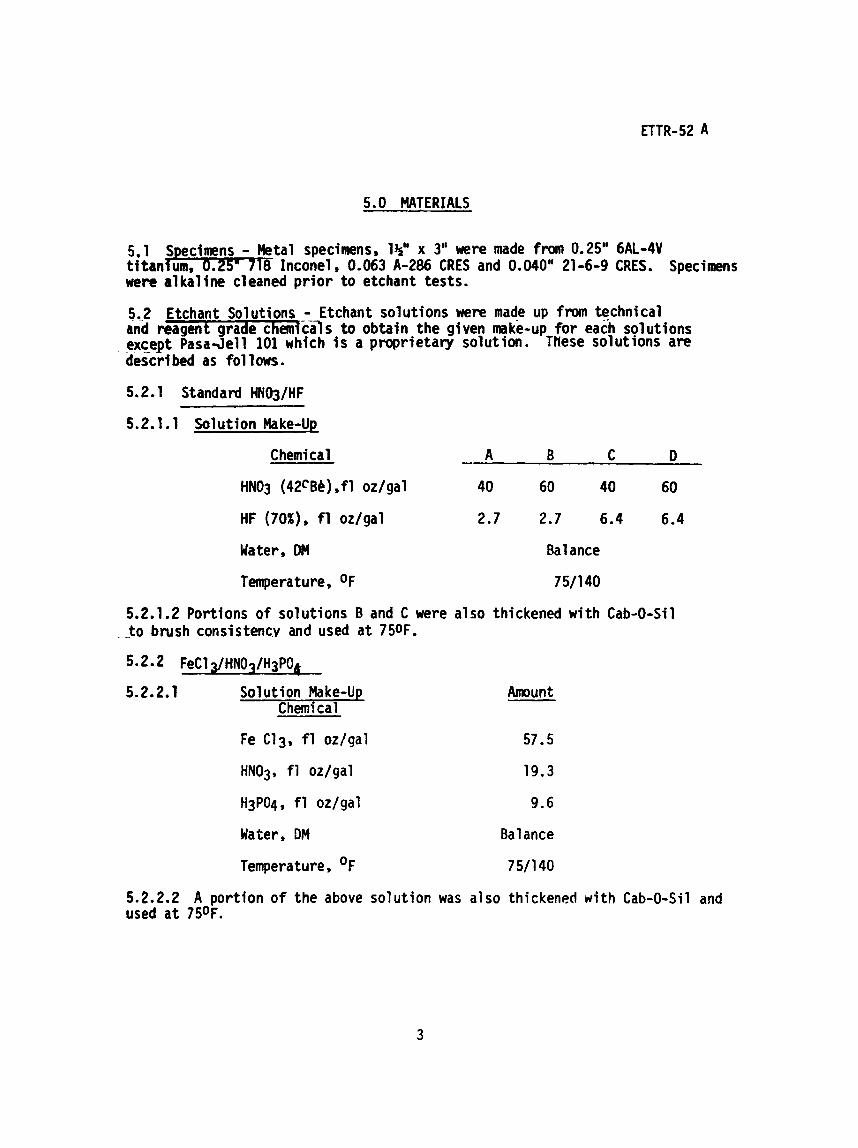
5.1 S c imns Metal specimens, 14" x 3'' were made from 0.25" 6AL-4V t i t a n m, Inconel, 0.063 A-286 CRES and 0.040" 21 -6-9 CRES. Specimens were a lka l ine cleaned p r i o r t o etchant tests.
5,2 Etchant Solutions -- Etchant solut ions were made up from technical and reagent grade chemicas t o obtain the given make-up f o r each solut ions
, excppt Pasa-Jell 101 which i s a propr ietary solution. These solut ions are described as f o l 1 ows . 5.2.1 Standard HN@/HF
5.2.1.1 Solut ion Make-Up
Chemical - A B C D
HN03 (42cBb), fl oz/gal 40 60 40 60
Water, DM Ral ance
Temperature, OF 75/140
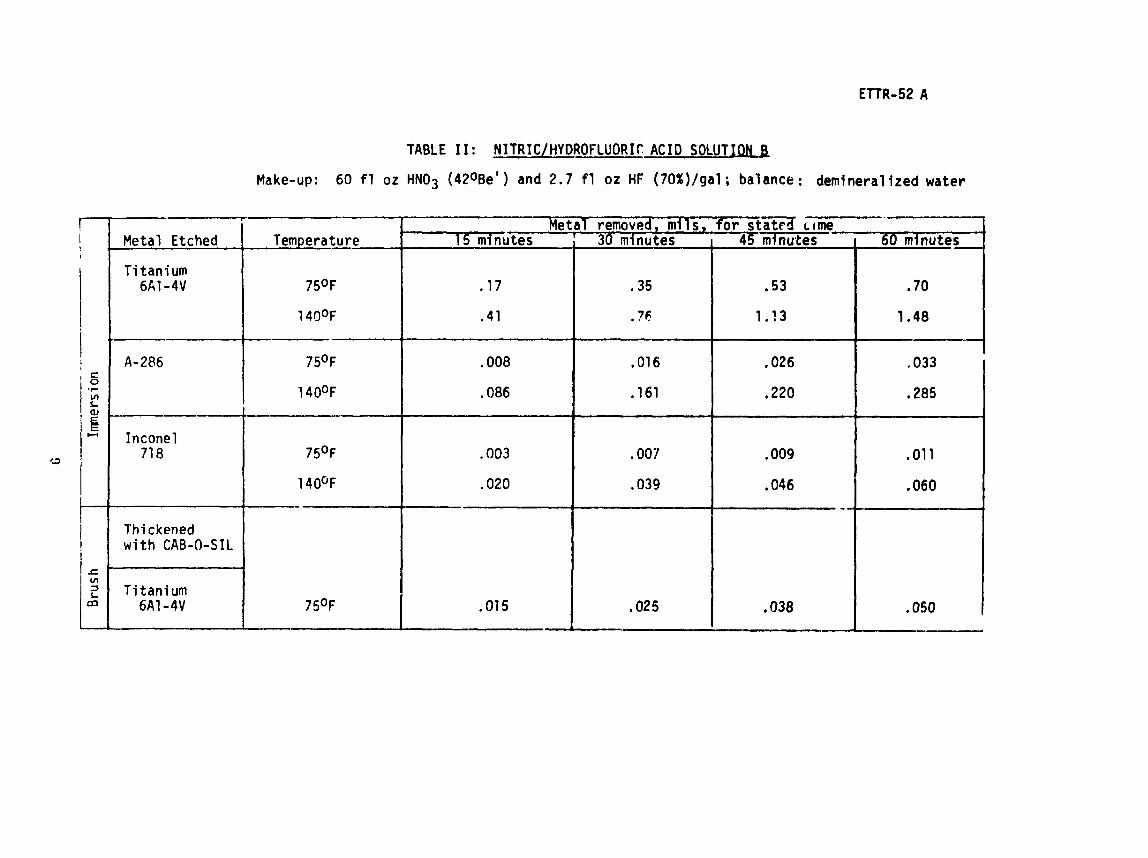
5.2.1.2 Portions o f solut ions B and C were also thickened w i th Cab-0-Sil . _to brush consistenc.~ and used a t 750F.
Solution Make-Up Chemical
Amount
Water, DM Balance
Temperature, OF 7511 40
5.2.2.2 A port ion of the above solut ion was also thickened wi th Cab-0-Sil and used a t 750F.
Solut ion 'Make-Up Chemicii
Amount
FeC13, fl oz/gal
Ct-03, or lga l
Water, DM
Temperature, OF
4 6
51
Balance
751140
5.2.3.2 A por t ion o f t he above so lu t ion was a iso thickened w i t h Cab-O-Sil and used a t 753F.
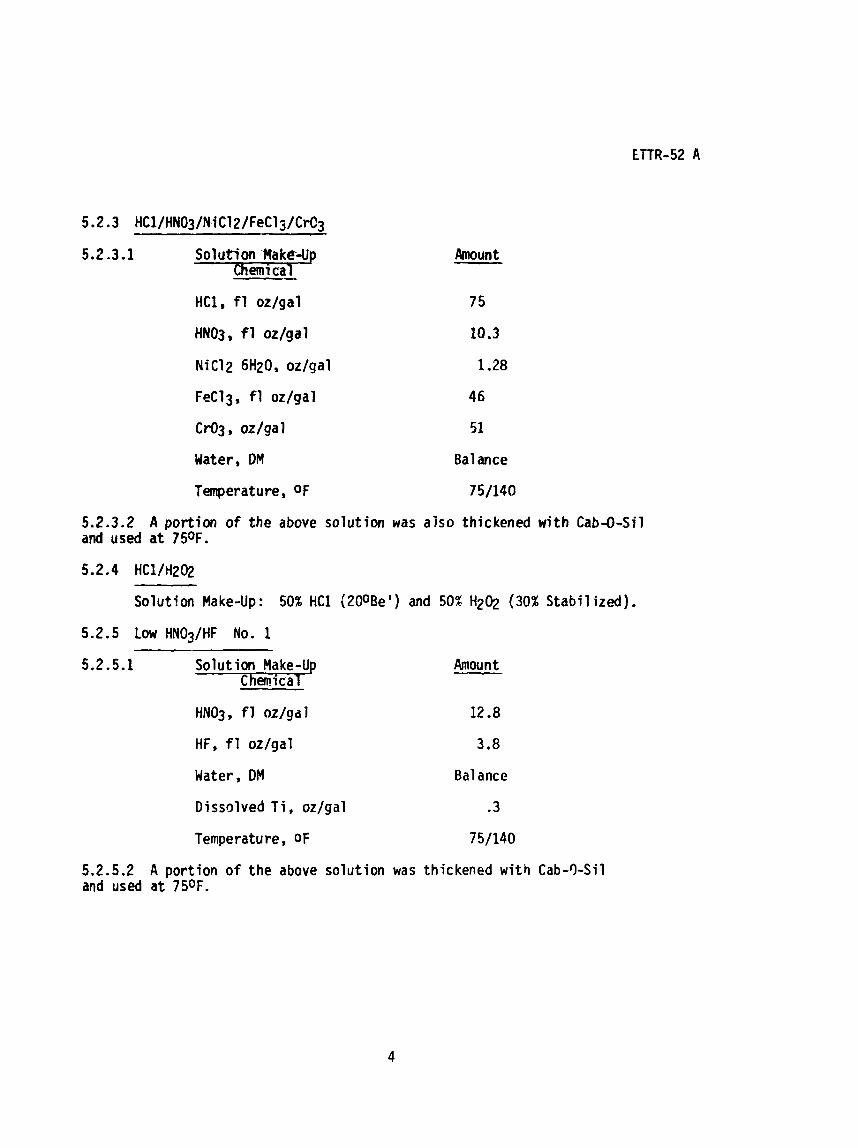
Solut jon Make-Up: 50% HC1 (2OoBe') and 50% Hz02 (30% Stabi l ized) .
5.2.5 Low HNOQIHF No. 1
5.2.5.1 Solut i;;z;bl;iUp
HNO3, f l oz/gal
Amount
HF, f l ozlgal 3.8
Water, DM Bal ance
Dissolved T i , oz/gal .3
Temperature, OF 75/140
5.2.5.2 A por t ion o f t he above solut ion was thickened w i th C a b - M i l and used a t 750F.

5.2.6 Low HN031HF No. 2
I r o n [Fe), oz/gal -- - 3.4 1.0 3.4
Wetting Agent, Dyneslun --- --- --- --- (See 5.2.7.3) 31-32 31-32
Water, DM Balance
Temperature, OF 7 50F
5.2.6.2 A po r t i on o f so lu t ion B was thickened w i th Cab-0-Sil and used a t 750F.
5.2.7.3 The surface tension o f two por t ions of solut ions B and C were reduced w i t h Ultrawet K (A t lan t ic -R ich f ie ld ) t o 31-32 dyneslcm and t h e solut ions used a t 750F.
5.2.7 Pasa-Jell 101 - This i s a propr ie tary blend of mineral acids, act i \ *atorr and inh jb i to rs . It i s o f brush consistercy and used a t 750F. (Products Research and Chemical Corporati on;
6.0 TEST PROCEDURES
Duplicate specimens o f each metal were weighed p r i o r t o and a f t e r etching i n each so lu t ion a t d i f f e r e n t temperatures and times. The etch ra tes were then determined by welght di f ference. Results are recorded i n Table I through Table X I I I . The absence o f in tergranular a t tack was detemined by d i r e c t observation and 10X magnification.
7 -0 DlSCUSSION OF RESULTS AND CONCLUSIONS
7.1 Intergranular Attack - There was no intergranular at tack o f any metal surfaces tested by t h e solut ions and respect ive processing condit ions.
7.2 Thickening Aqents - Two th ickening agents were t r i e d ; barium su l fa te and Cab-0-Sil . 7.2.1 Barium s u l f a t e was qu ick l y discounted a f t e r t he f i r s t use. A l a rge amount i s required t o provide a thickened version which remains thickened a f t e r appl i ca t ion . The resul tant mixture i s very unreact ive. Reducing the amount o f barium sulfate t o achieve reasonable etch ra tes r e s u l t s i n a mixture t h a t separates too eas i ly f o r p rac t ica l use.
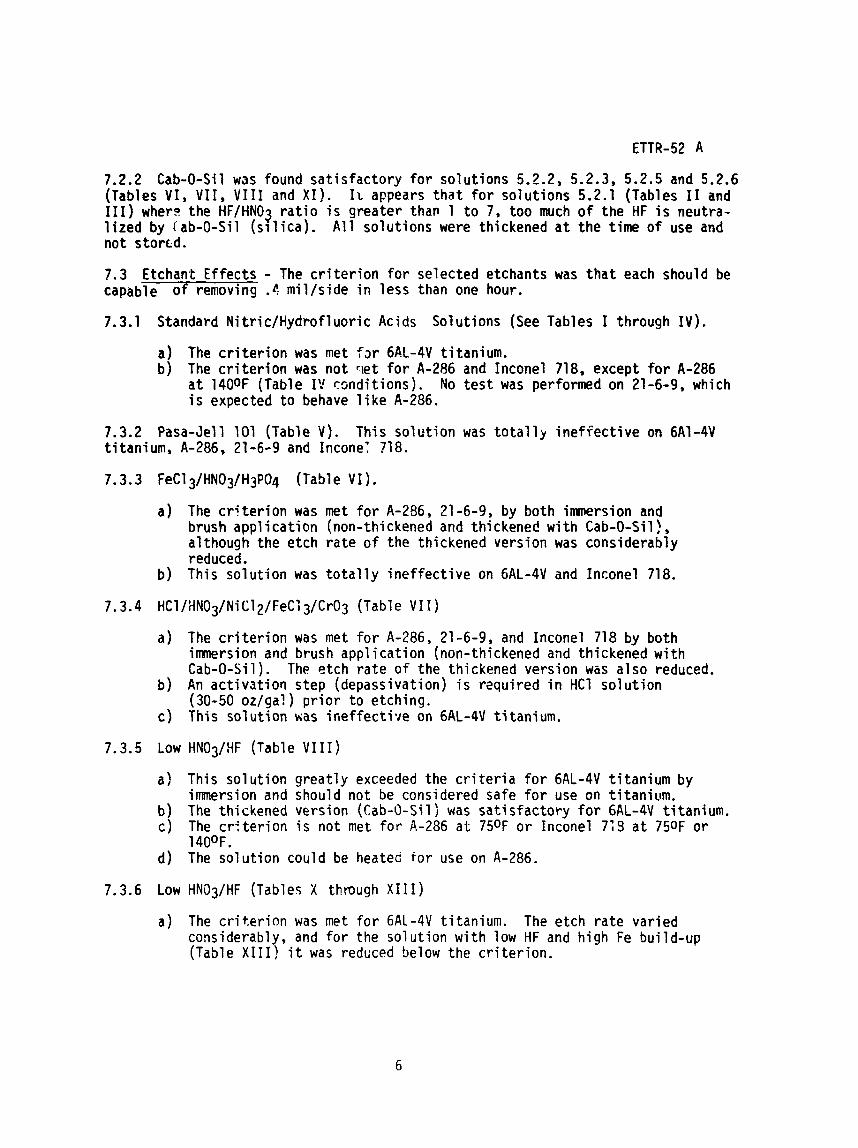
7.2.2 Cab-0-Sil was found sa t is fac tory fo r so lut ions 5.2.2, 5.2.3, 5.2.5 and 5.2.6 (Tables V I , V I I , V I I I and X I ) . IL appears t h a t fo r so lu t ions 5.2.1 (Tables I 1 and 111) wherp the HFIHNO? r a t i o i s greater than 1 t o 7, too much o f the HF i s neutra- l i z e d by [ab-0-Sil ( s t l i c a ) . A l l so lu t ions were thickened a t the t ime o f use and not storcd.
7.3 Etchant E f fec ts - The c r i t e r i o n for selected etchants was t h a t each should be capable of removing . 4 mi l / s ide i n less than one hour.
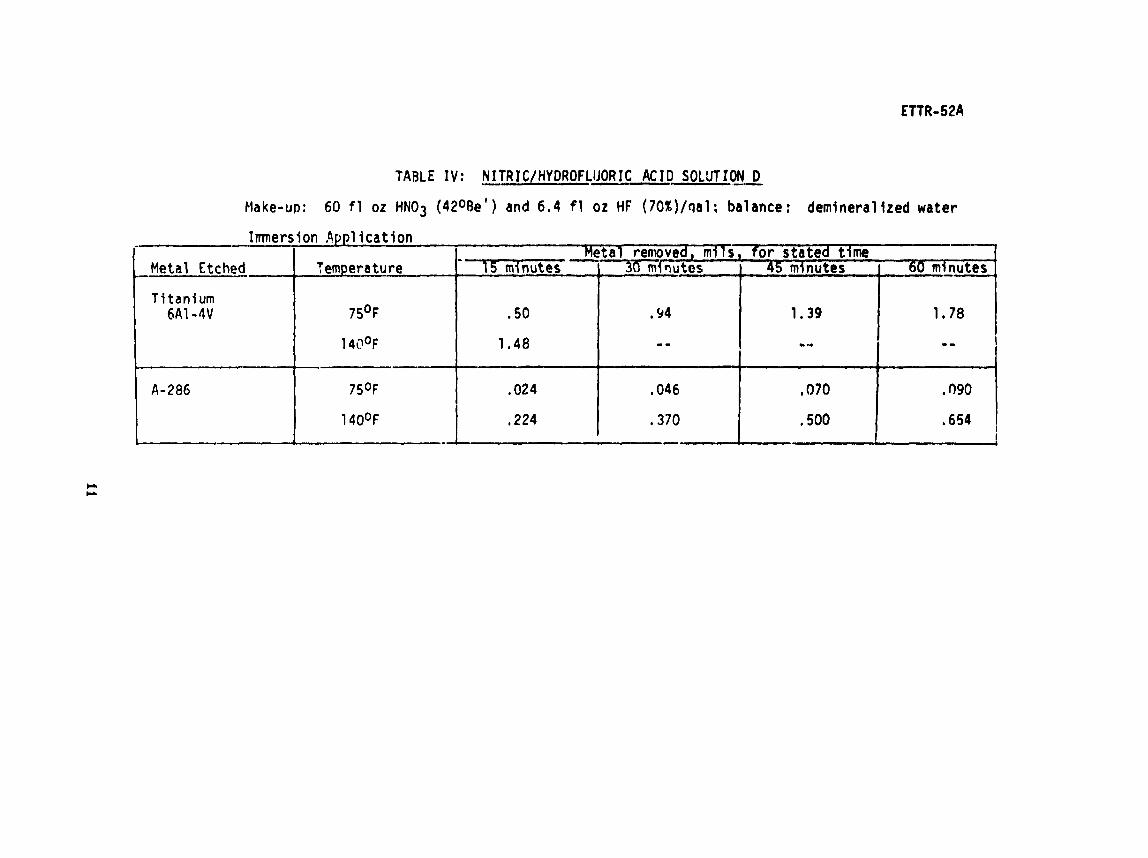
7.3.1 Standard N i t r i c /Hyd ro f l uo r i c Acids Solut ions (See Tables I through IV).
a) The c r i t e r i o n was met f ~ r 6AL-4V t i tan ium. b) The c r i t e r i o n was not w t for A-286 and Inconel 718, except f o r A-286
a t 1400F (Table I!' ccndit ions). No t e s t was performed on 21-6-9, which i s expected t o behave 1 i ke A-286.
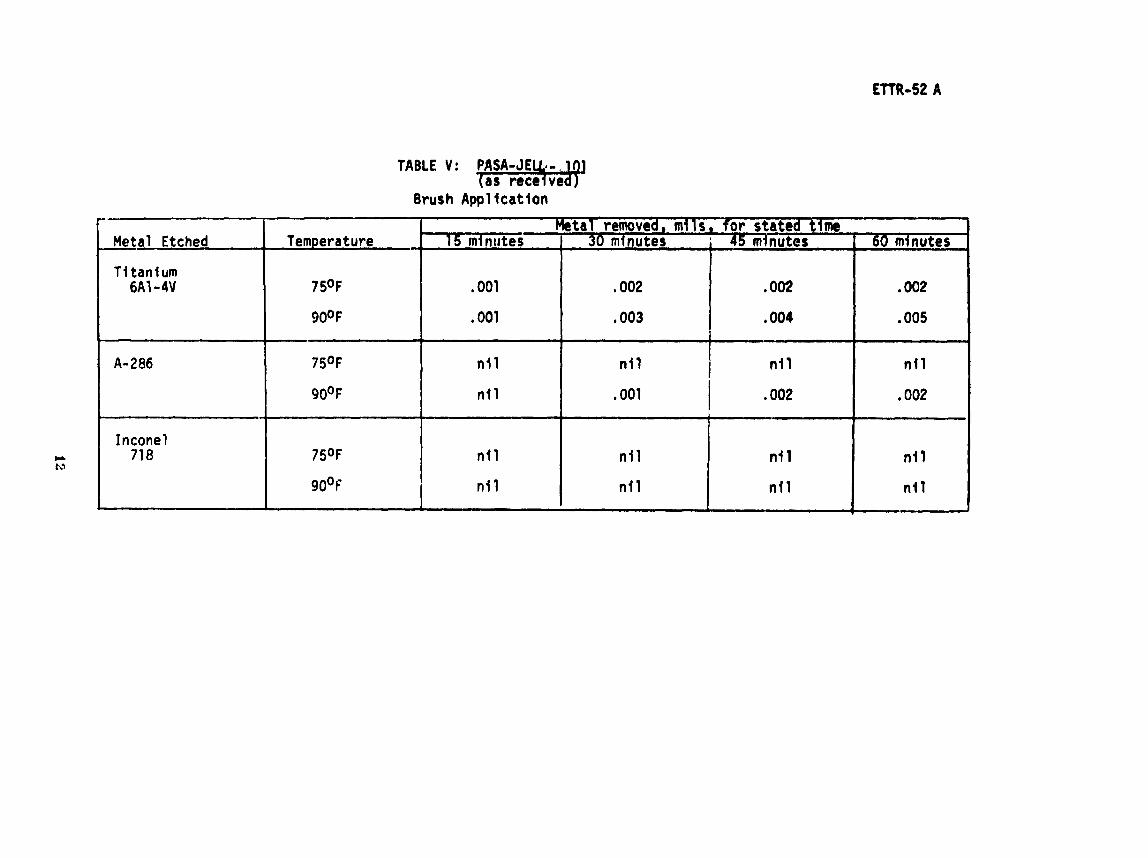
7.3.2 Pasa-Jell 101 (Table V ) . This so lu t i on was t o t a l l j ine f fec t ive on 6A1-4V t i tanium, A-286, 21-6-9 and Incone: 718.
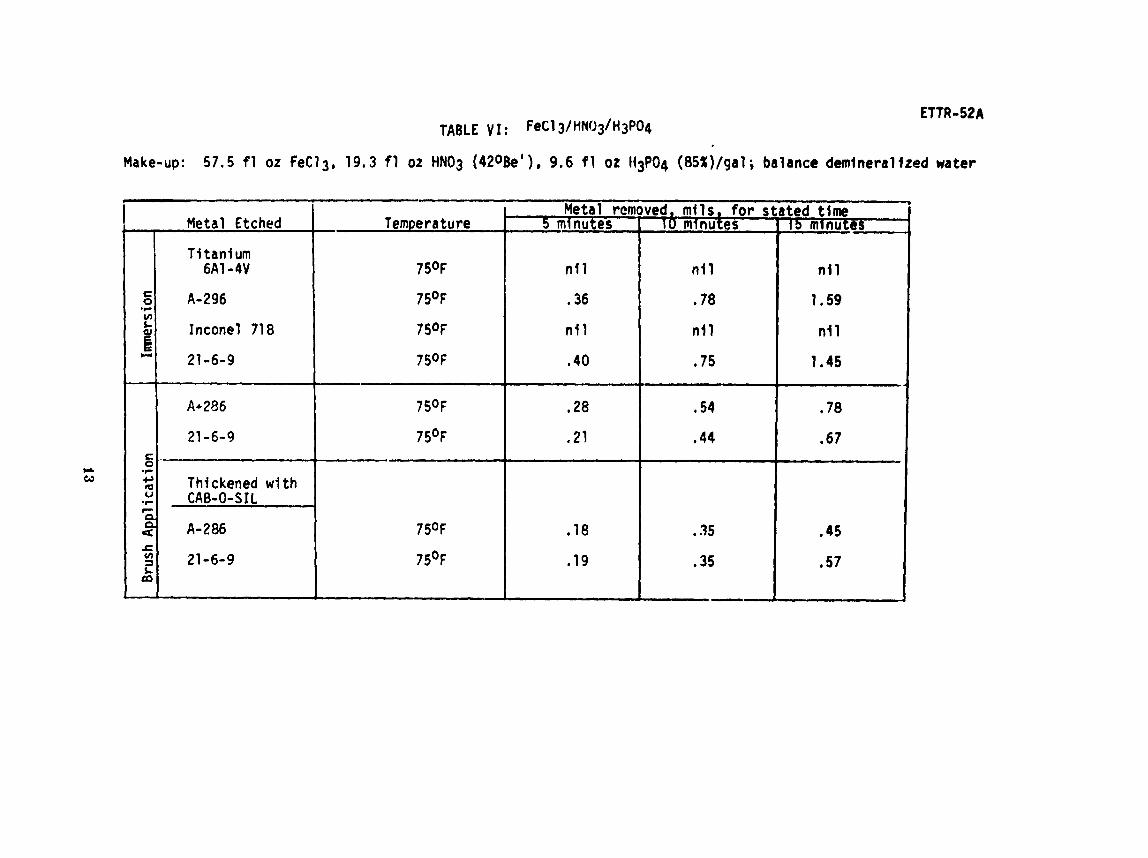
7.3.3 FeC13/HN03/H3P04 (Table VI).
a) The c r i t e r i o n was met fo r A-286, 21-6-9, by both immersion and brush app l ica t ion (non-thickened and thickened w i t h Cab-0-Sil ? , although the etch r a t e o f the thickened version was considerably reduced.
b) This so lu t ion was t o t a l l y ine f fec t ive on 6AL-4V and Inconel 718.
7.3.4 HC1/HN03/NiC12/FeC1 31Cr-03 (Table V I I)
a) The c r i t e r i o n was met f o r A-286, 21 -6-9, and Inconel 718 by both imnersion and brush appl i cat ion (non-thickened and thickened w i t h Cab-0-Sil ). The etch r a t e of the thickened version was a lso reduced.
b) An a c t i v a t i o n step (depassivation) i s rsqui red i n HC1 so lu t i on (30-50 oz/ga! ) p r i o r t o etching.
c) This so lu t i on was i n e f f e c t i v e on 6AL-4V t i tan ium.
7.3.5 Low HN03/HF (Table V I I I )
a) This so lu t i on g rea t l y exceeded the c r i t e r i a f o r 6AL-4V t i t an ium by immersion and should not be considered safe f o r use on t i tan ivm.
b) The thickened version (Cab-0-Sil; was sa t i s fac to ry f o r 6AL-4V t i tan ium. c ) The c r j t e r i o n i s not met fo r A-286 a t 750F o r Inconel 7;5 a t 750F o r
1 40°F. d) The so lu t ion could be heated f o r use on A-286.
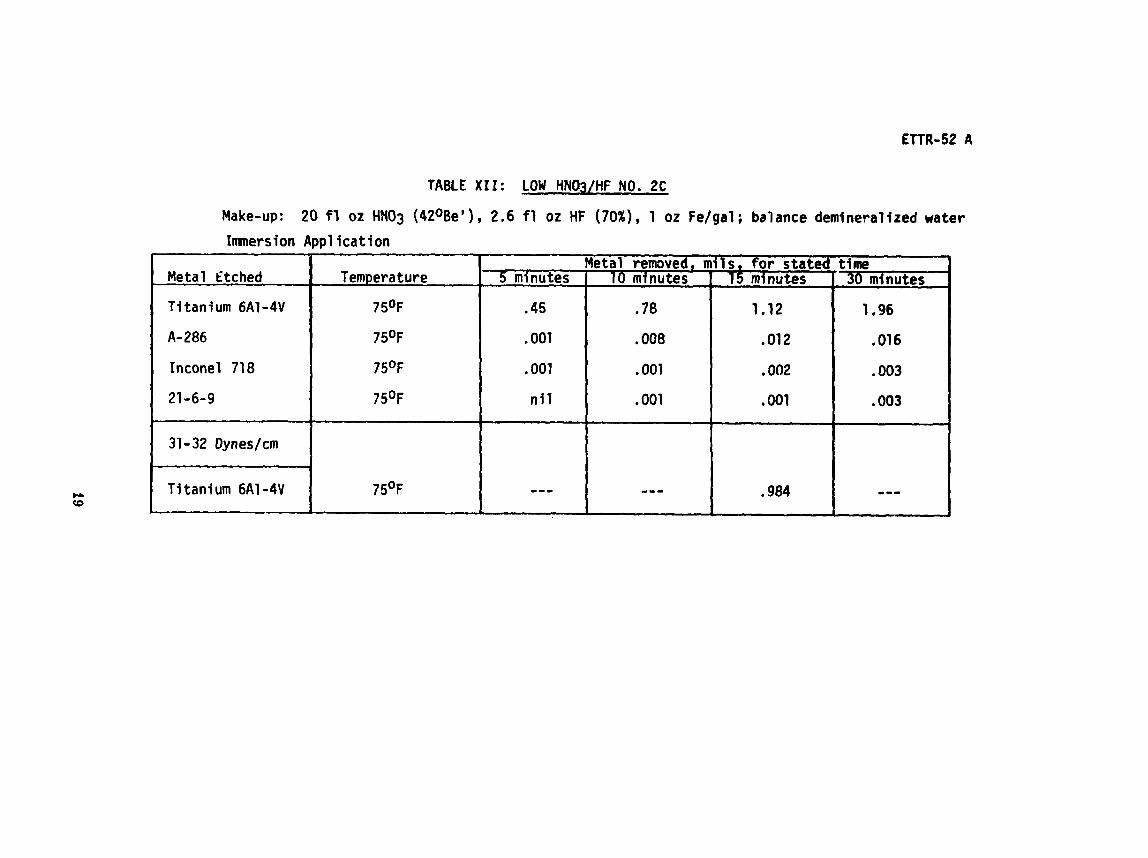
7.3.6 Low HN03/HF (Tables K through X I I I )
a) The c r i t e r i o n was met f o r 6AL-4V t i tan ium. The etch r a t e var ied considerably, and for the so lu t ion w i t h low HF and h igh Fe bui ld-up (Table X I I I ) i t was reduced below the c r i t e r i o n .
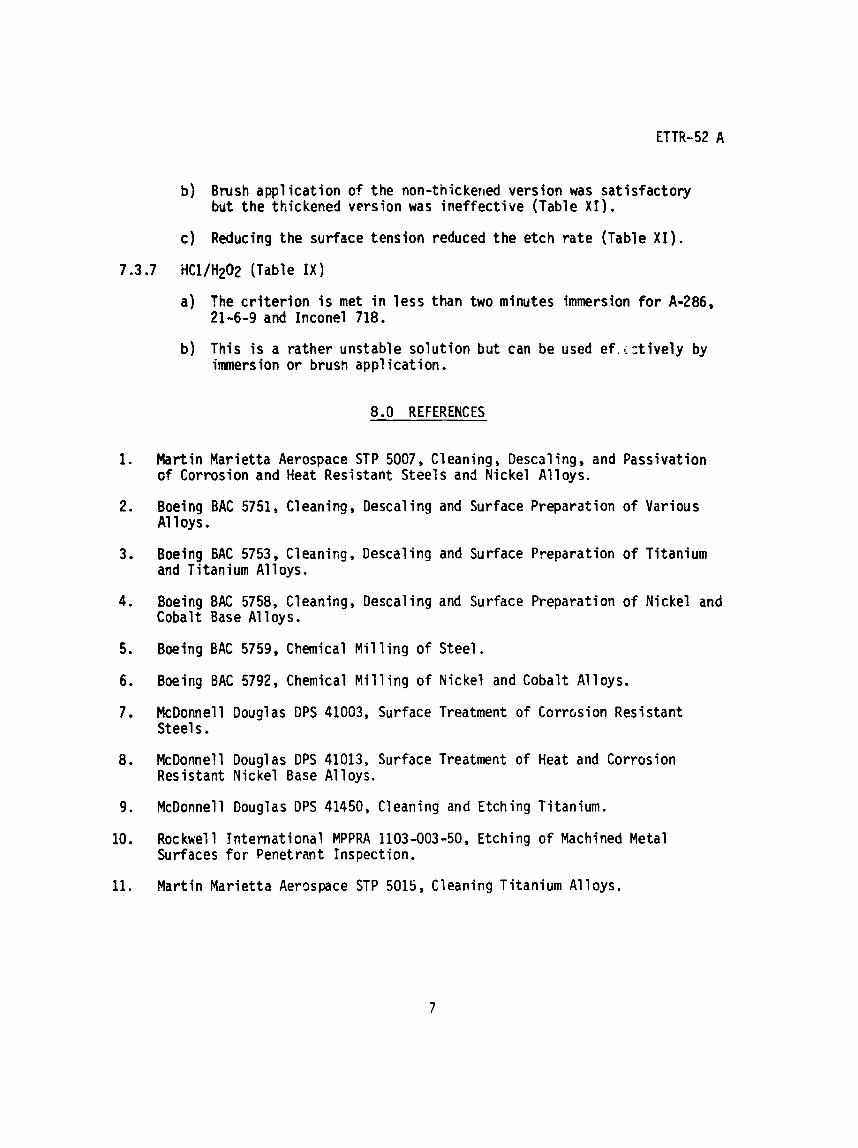
b) Bnrsh application of the non-thickened version was satisfactory but the thickened version was ineffective (Table XI).
c) Reducing the surface tension reduced the etch rate (Table XI).
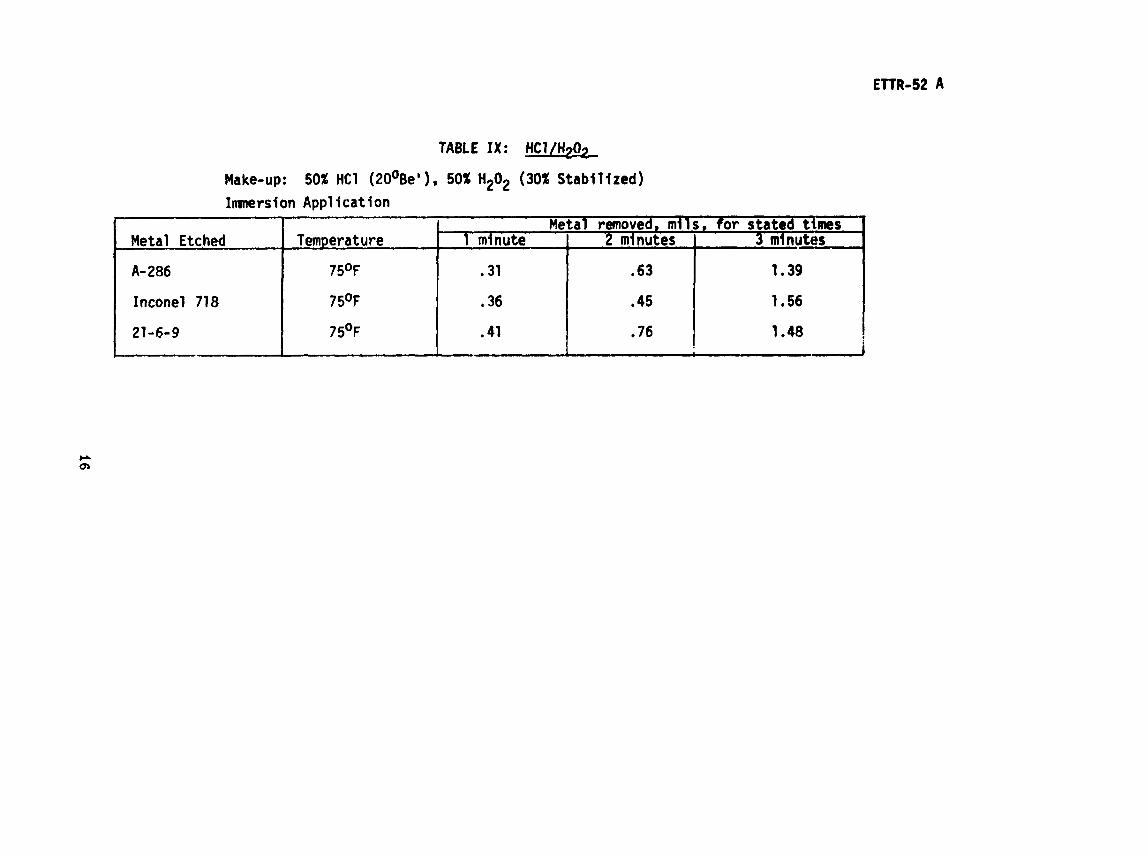
7.3.7 HClIH202 [Table IX)
a) The criterion is met in less than two minutes immersion for A-286, 21-6-9 and Inconel 718.
b) This is a rather unstable solution but can be used ef.i:tively by immersion or brush app! ication .
8.0 REFERENCES
1. Martin Marietta Aerospace STP 5007, Cleaning, Descal ing, and Passivation of Corrosion and Heat Resistant Steels an3 Nickel Alloys.
2. Boeing BAC 5751, Cleaning, Descaling and Surface Preparation of Various A1 loys.
3 . Boeing 6AC 5753, Cleaning, Descaling and Surface Preparation of Titanium and Titanium Alloys.
4. Boeing BAC 5758, Cleaning, Descaling and Surface Preparation of Nickel and Cobalt Base A1 loys.
5. Boeing BAC 5759, Chemical Milling of Steel.
6. Boeing BAC 5792, Chemical Milling of Nickel andcobalt Alloys.
7. McDonnell Doug1 as DPS 41003, Surface Treatment of Corrosion Resistant Steel s .
8. McDonnell Douglas DPS 41013, Surface Treatment of Heat and Corrosion Resistant Nickel Base Alloys.
9. McDonnell Douglas DPS 41450, Cleaning and Etching Titanium.
10. Rockwell International MPPRA 1103-003-50, Etching of Machined Metal Surfaces for Penetrant Inspection.
11. Martin Marietta Aer~space STP 5015, Cleaning Titanium Alloys.


i! +
uw
I-- U)
aJ C
, 3
C
-r-
E
0
rg
VI
2
8 .
I
N
U)
In
u3
0
CU
U)
- U)
F
.r
E - uw
L F
m
rn C
, Q
)
CU
Q
) 0 I
I
P
U)
0
- aD
0 0
V)
Q)
C, 3
c
+- E
LV)
ou
V)
Q)C
,
pz E
0
0
(0
h
F
0
0
0
(0
0
I
CU
CU
h
I
- I
C
i
!
u
F-
P
F-
0
F
(0
0
0
*
0
f
I
w
a0
m
(U
u
al 0 -
\D
ID
0
Cr)
0 0
1
A-
. .
. . -. . - -.
cu L 3
C,
LL
LL
0
0
L
m
0
m
0
Q)
h
'a
h
rt
me
0
ID
C
G
g\
pr)
0
m
. - -
E t-
h
CU
z
0 -
LL
LL
0
0
u, 0
h U -
I
'23 aJ c U
c,
W
?
crr C
, aJ ZZ
C?
LL
0 cn h
J
u
V)
I 0
u I
E>
3e I
CF
mu
43
CU
- I-
.-I
---
-
--. -~
~ uo
s ~au
lu!
10
r
ur
Pe
a-
V)
v
-t
.
rV
).
rQ
+
- t
-t
E
c-
P
0
V)
t
0
'b
V) a9
r*,
VI=
Z
EZ
E
P c
-- C
.
E -
E E
10
w-
0,
>
0
-
4
1
Q)
h
h W
. .
- *
M u
m h
U
V)
U1
UI
(r?
0
I
QD
0
,
c
c
LL
LL
0
0
in
rn
h
h
1
+J 7
3
Ud
QI- CV)
QI I
YO
U
l
-m
C
+v
5 t m
w a!
*I*
.er 3
-(
or
-0
.
PC
)-
*
C
.C
- =
z Ln 1
a! L 3
.er L
LL
LL
LL
L
Q
00
00
L
mm
mm
0,
hh
hh
5 t- u
Y
a2 .c
C
U
h
c,
E>
W
3d
F
Y I
Q,
b,
E?
(D
I
I
" a":
"U
ct +a
.r
S'I-
t E
-
4-
Cu
uo!s~wru~
QI I
CO
(D
cu I
I
w
=x C
u
a0 t
N
N
LL
LL
0
0
m
M
l- h
u' rD
I
QJ
W
CU
I
F-
e
w
uol lo3
~d
dv
qsnig
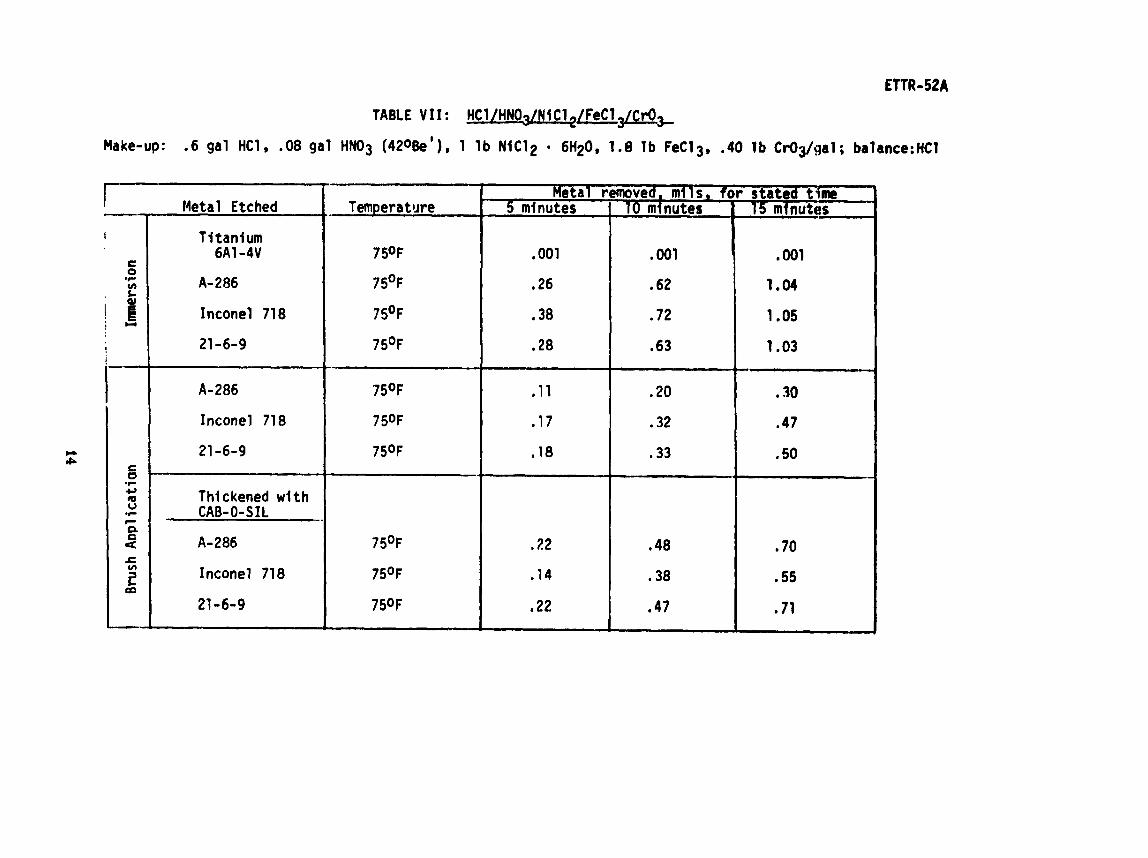
TABLE V I I : HCl/HNOr/NlC12/F~C1~/CrOL
Mate-up: .6 gal HC1, .08 gal HI403 (4208e'). 1 1b N1C12 6H20, 1.8 l b FeC13, .40 1b Cr03/gal; ba1ance:HCl
I- Temperatwe
750F
75'~
75O~
75OF
75oF
7 50F
75OF
75O~
750F
75OF
- I
E 0
S F
V) L
i I ; r
I
I E 0 *F c, (111 U .P Y a C u t
i m
C
Metal Etched
Titanium 6A1-4V
A-286
Inconel 718
21 -6-9
A-286
Inconel 718
21 -6-9 '
Thickened wi th CAB-0-SIL
A-286
Inconel 718
21 -6-9
d Metal 5 mfnutes
,001
.26
.38
.28
.ll
.17
. I 8
.22
.14
.22
removed, mils, f o r 10 minutes
,001
.62
.72
.63
.20
.32
.33
.48
.38
.47 -
stated time 15 minutes
.OO1
1.04
1.05
1.03
.30
.47
.50
.70
.55
.71 -
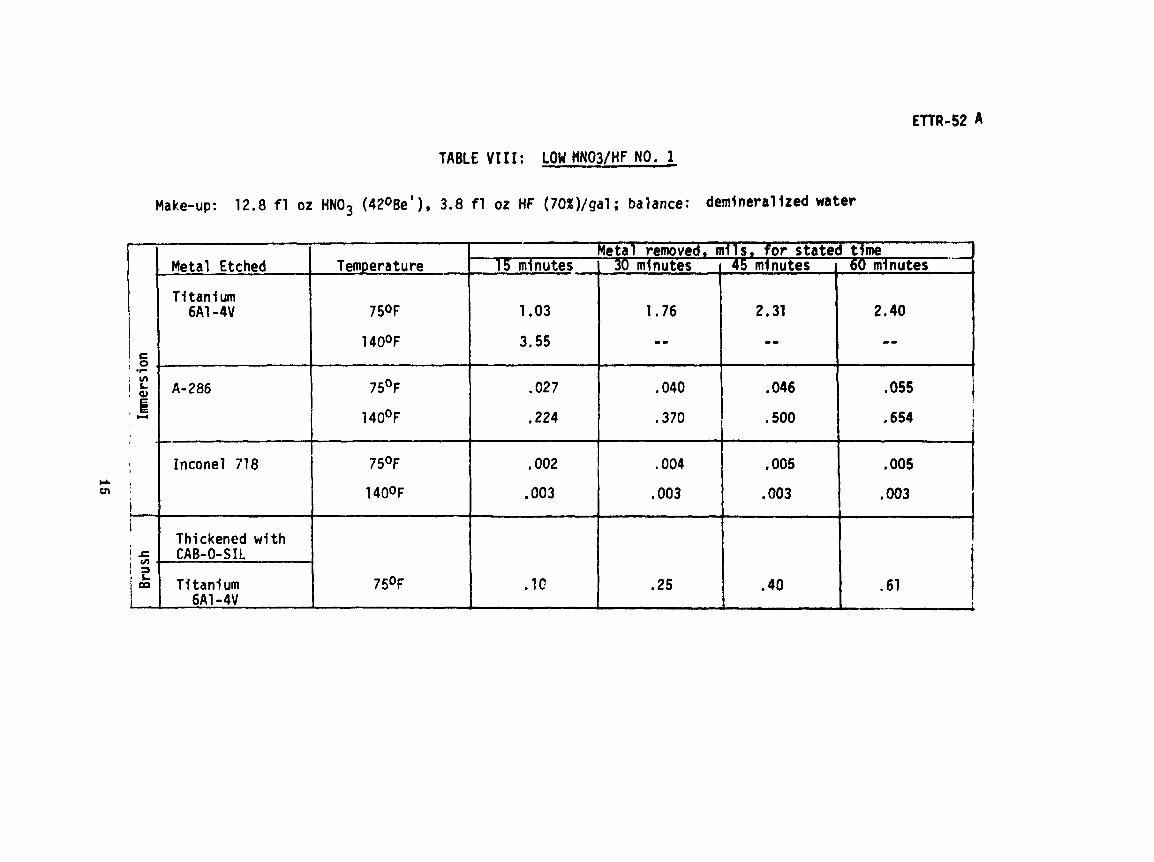
TABLE VIII:
Mate-up: 12.8 f l or HNOj (420f3e1 ), 3.8 f l oz HF (70X)lgal; balance: demineralized water
-
Temperature
7 50F
140oF
7 5 ' ~
140 '~
7 5 ' ~
140OF
75OF
I I I c i o . .F
i V)
! I --
I
!
i
r 5 I s @ L
I
15 minutes
1.03
3.55
.027
,224
.002
.003
.I@
Metal Etched
T i tan i urn 6A1-4V
A-286
Inconel 718
Thickened w i t h ., CAB-0-SIL
Titanium 6A1-4V
Metal removed, ml ls , f o r s ta ted t lme 60 minutes
2.40
0 - ,055 I ,654 i
.005
.003
.61 A 6
30 mlnutes
1.76
- -
.040
.370
45 minutes
2.31
-- ,046
, ,500
,004
,003
.25
,005
,003
.40


cn a8 C
I J C
E
0
to cn w
ec 3
E
E
In d
U)
0)
+' 3
E
-r
E 0
m
cn w
+' 3
c
-r
E
V)
F
N
N
P
*
h
0
.r
.
B
c
N
rn F
.
ma
-
7V)oo.r
CC
OO
C
..
.
F
cu
m-
00-
"%
OO
E
g.
..
F N
r-
>CrnOO--
U)
aJ +
C
E
0
F
.r
C
LL
0 U)
h
t. C
,
TI
b
C,C
,
m
V)
L .I
VI
F
.r
TIC
, 01 0
a8 =
0
.
U)
Q,
7
om
F
- cn -aJ
11
>
d I
5 S
.r
E
(d
+' .I- I-
w 7 2
a3 tD
C
w
$5
C
*C
w
m
G
S3
E I
'Q
+'
+N
U1
a
-
C
P
EC
~~
N
uoisJauru1
?
v
. .
.
m
a0
0
%o
S:
LL
0 V)
h
Q, L 3
I8
5 l-
P
C
E
F
.c
E
r
.r r:
LL
0 In h
Gl
LL
LL
LL
L
0
L%
%%
In
W
pc
hW
h
>
>
X
U
C,
I Y
5
P
P
0-I
E
,W
E,
5
QJ I
.r
rO
UI
?
g
C <
cu
uoFge3k ~d
dv
ysnJg
E
a
+'
*r
t-
1
N
Cr) I
7
c
r(l +'
Fc
Q U.S. G
OV
ER
NM
EN
T P
RIN
TIN
G O
FF
ICE
: 19
80
-64
02
47
/51
4 2 0