neo chemical seminar 2007 toine dinnissen / march 28th 2007page 1 marine coatings & protective...
TRANSCRIPT
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 1
Marine Coatings &
Protective Coatings.

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 2
Marine & Protective Coatings
Main function of epoxy coatings is toprotect steel structures against corrosion and against chemicals
• Marine and Offshore• Industrial Steel Structures• Industrial Maintenance• Tanks• Transportation
– Railcars – Large vehicles– Sea containers [China]

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 3
Key Market Segments in Europe
Worldwide consumption of anticorrosion coatings estimated atca. 1.1 Millions MT, with a value of ca. $ 5 Billions in 2001.
M&PC coatings represent 4% of the global coatings volume, but 8-9% of the total value.
Petrochemical plants10%Public Utilities
11%
Oil & gas production & transmission
11%
Bridges & infrastructure13%
Water and sew age7%
Food & beverage plants8%
Pulp and paper3%
Others7% Marine
30%
Source: SRI Consulting
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 4
Marine Coatings
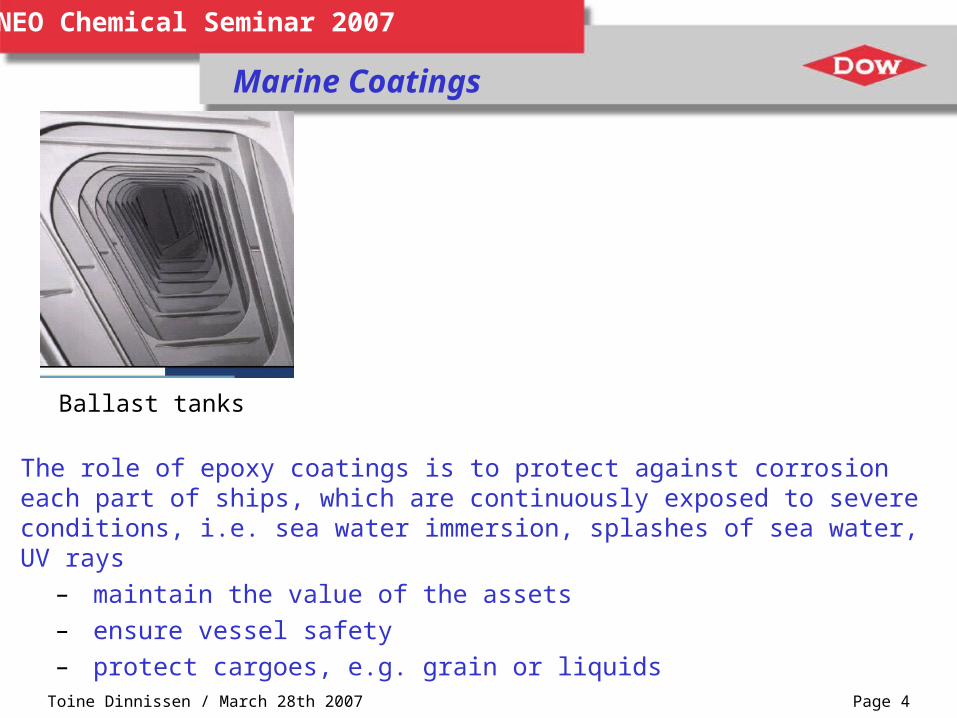
Ballast tanks
The role of epoxy coatings is to protect against corrosion each part of ships, which are continuously exposed to severe conditions, i.e. sea water immersion, splashes of sea water, UV rays
– maintain the value of the assets– ensure vessel safety– protect cargoes, e.g. grain or liquids
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 5
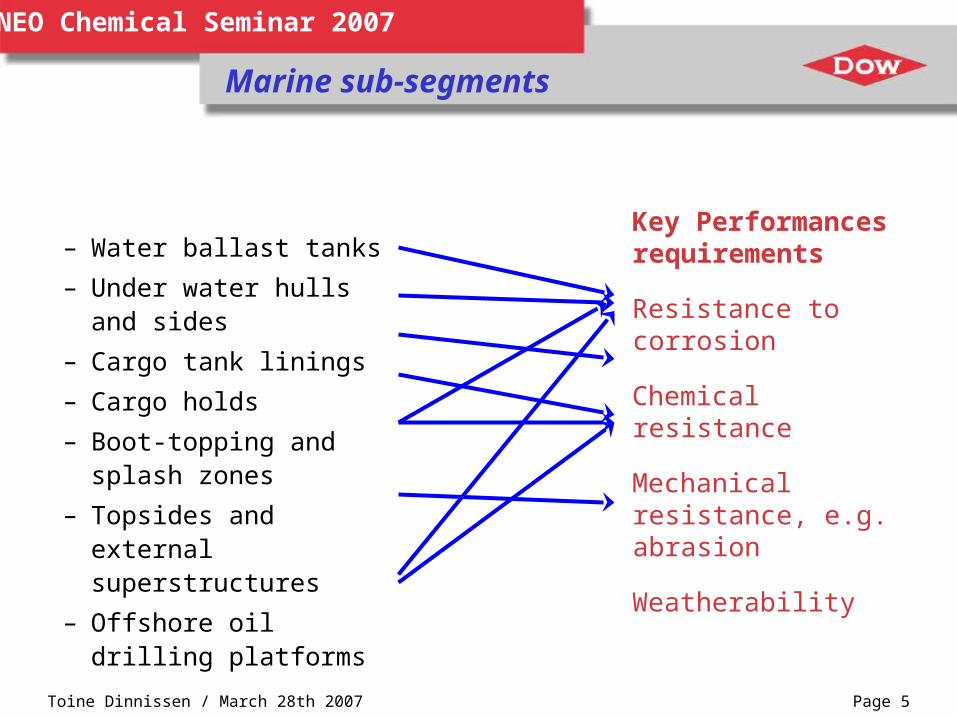
Marine sub-segments
– Water ballast tanks
– Under water hulls and sides
– Cargo tank linings
– Cargo holds
– Boot-topping and splash zones
– Topsides and external superstructures
– Offshore oil drilling platforms
Key Performances requirements
Resistance to corrosion
Chemical resistance
Mechanical resistance, e.g. abrasion
Weatherability

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 6
Oil & Gas Chemical Processing
Power Generation
Pulp & Paper
Mining & Metals Bridges & Infrastructure
Typical Protective Coatings Markets
Pictures downloaded from Akzo Nobel Coatings’ web-site

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 7
Non-generic Competition
Source: SRI report 2001
• Epoxy Resins are essential raw materials for Marine & Protective Coatings.
• Epoxy systems offer an outstanding balance between performances [durable corrosion protection] and costs.
Consumption of High-Performance Anticorrosion Coatings by Resin Type in Europe
20%
7%
6%
2%
5%
2%10% 3%
45%
Epoxy
Urethane(aliphatic) Urethane(aromatic) Inorganic Zinc
Vinyl
Acrylic
ChlorinatedRubberAlkyd
Other
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 8
Desired Properties of M&PC Coatings
Each end-use requires an optimum balance between:– Ambient application window– Ease of applying [ spray, brush, roll ]– Solids content, VOC content– Film thickness– Drying time– Sufficient hardness / flexibility– Edge covering – Impact resistance– Overcoating time window, – Long term corrosion protection– Long term adhesion, adhesion in
wet environmente.g. in water immersion conditions
– Resistance against chemicals { acids, solvents, caustic,… }
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 9
• Chemical cure 2 pack systems Limited pot life
• Excellent adhesion on many substrates • Excellent corrosion protection • Superior resistance to water, chemicals, solvents &
oil• Extremely resistant to mechanical stress • Good surface preparation required
• Curing rate depends upon temperature.
• Chalking when exposed to sun light
• Over coat-ability limitations Minimum & maximum intervals between layers to be respected
• Cathodic disbondment resistance required in some applications
Properties of ambient cured epoxy coatings

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 10
Main Dow resins employed in M&PC
• Bisphenol A epoxy resins & solutions– D.E.R.™ 331™– D.E.R. 337X80– D.E.R. 660X80– D.E.R. 671 – D.E.R. 671X75 – D.E.R. 671XB70
• Bisphenol F epoxy resin– D.E.R. 354
• Epoxy novolac resins– D.E.N.™ 425 – D.E.N. 431– D.E.N. 438X80
™ Trademark of the Dow Chemical Company
}Best chemicalresistance
Trend towards Liquid Epoxy Resins and Semi-Solid Epoxy Resins expected in Europe due to more stringent VOC regulations

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 11
Schematic epoxy coatings formulation
2- Pack Solvent Borne Systems
Component A Component B
Epoxy Resin(s) Curing Agent(s)Pigments & Extenders Pigments & ExtendersSolvents SolventsAdditives Additives
Accurate Mix ratio. Thorough mix prior to use.
Pot-life of 1 - 8 hours.(Pot life depends on temperature, quantity, type of resin and hardener)
Modifiers e.g. hydrocarbon resins or reactive diluents can be used
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 12
Typical curing agents used in M&PC
Curing agents [mostly based on amine chemistry]. • Polyamidoamines [VersamideTM type]• Amidoamines• Epoxy - Amine adducts• Mannich bases [Faster cure]• Phenalkamines [Low temperature cure] Typical accelerators • Tertiary amines e.g. AncamineTM K54 type• Alkyl phenols Remarks:• Induction time needed with some curing agents to overcome
the limited compatibility with epoxies and to minimize the “blushing effect”.
• Curing agents frequently used at under-stoichiometric levels to minimize blushing [typical NH / epoxy stoichiometry = 80%]
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 13
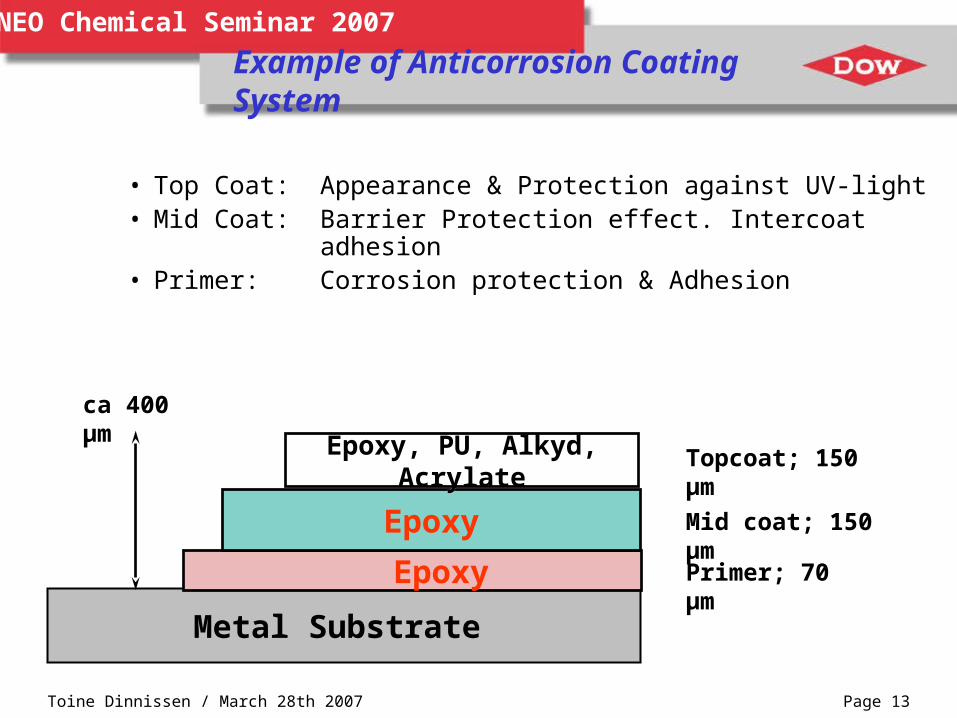
Example of Anticorrosion Coating System
Metal Substrate
Epoxy
Topcoat; 150 µm
Epoxy
Epoxy, PU, Alkyd, AcrylateEpoxy, PU, Alkyd, Acrylate
ca 400 µm
Mid coat; 150 µm
Primer; 70 µm
• Top Coat: Appearance & Protection against UV-light• Mid Coat: Barrier Protection effect. Intercoat
adhesion• Primer: Corrosion protection & Adhesion
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 14
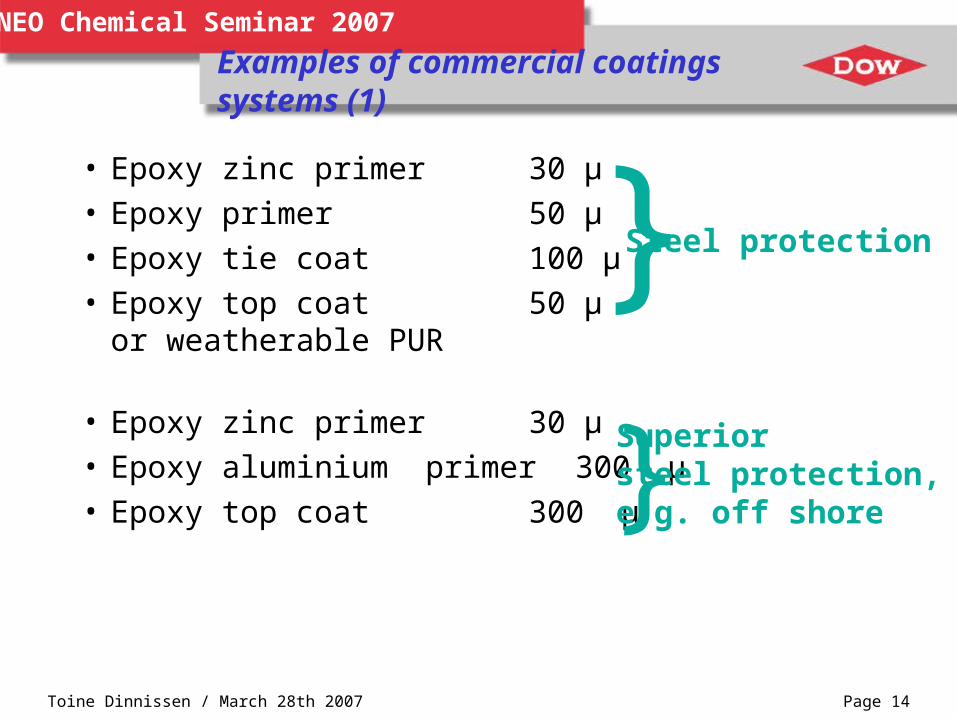
Examples of commercial coatings systems (1)
• Epoxy zinc primer 30 µ• Epoxy primer 50 µ• Epoxy tie coat 100 µ• Epoxy top coat 50 µ
or weatherable PUR
• Epoxy zinc primer 30 µ• Epoxy aluminium primer 300 µ• Epoxy top coat 300 µ
}Steel protection
} Superiorsteel protection, e.g. off shore

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 15
Typical Epoxy Polyamide Primer Formulation.
(Red oxide & Zinc Phosphate)
Epoxy resin component Parts by weight• D.E.R.™ 671X75 Epoxy Resin Solution 18.7• Pigment grinding additive 0.5• Zinc Phosphate 10• Silica Powder 5• Iron Oxide Red 20• China Clay 5• Fumed silica thickener 1• Xylene 17• n-Butanol 7
Curing agent component:• Versamide ® 115/70X 10.6
Or similar polyamido-polyamine hardener
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 16
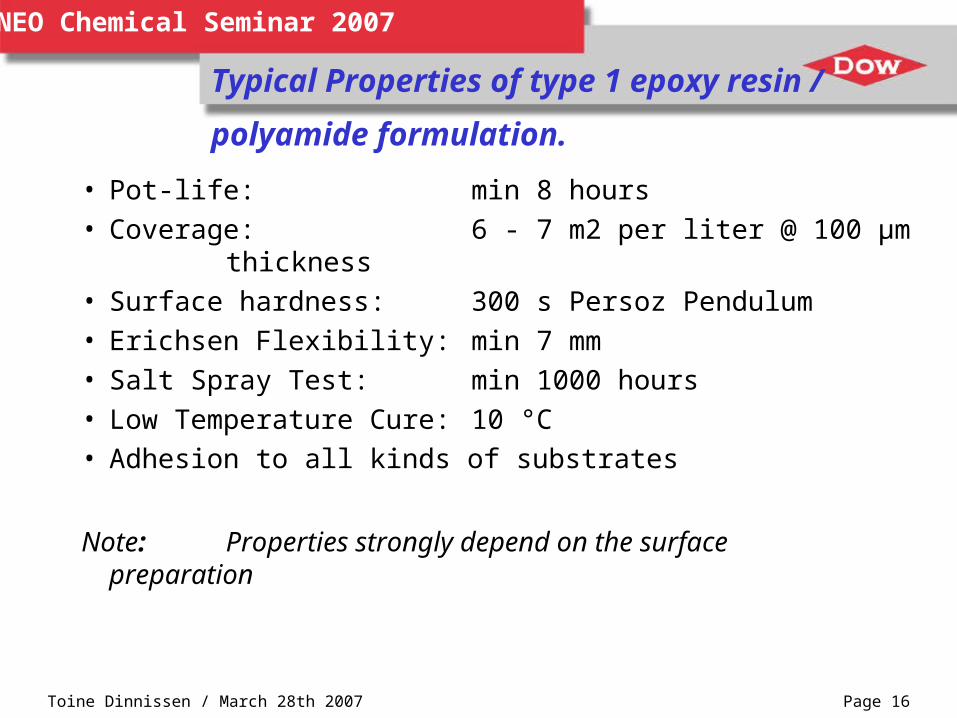
Typical Properties of type 1 epoxy resin /
polyamide formulation.
• Pot-life: min 8 hours• Coverage: 6 - 7 m2 per liter @ 100 µm
thickness• Surface hardness: 300 s Persoz Pendulum• Erichsen Flexibility: min 7 mm• Salt Spray Test: min 1000 hours• Low Temperature Cure: 10 °C• Adhesion to all kinds of substrates
Note: Properties strongly depend on the surface preparation

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 17
Interdependency between Pot life, Drying Times and VOC
Drying times (full dry)
hours at low temperature
Pot life @ 20°C, hours
1 Hr
8 Hrs
8 Hrs
High VOC[D.E.R. 671]
48 Hrs 24 Hrs 16 Hrs
Solvent free
Low VOC, <250 g / litre
Low VOC or VOC free epoxy systems exhibit a poorer balance between drying time and pot life than high VOC systems.

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 18
Drying times and pot life - Additional comments
• The coatings are often stored in a heated warehouse to prevent addition of solvent to adjust the viscosity to spray viscosity.
• The epoxy – amine reaction is exothermic Increase of the pot temperature after mixing of the 2 components
• Coatings drying time dominated by the temperature of the substrate and by the degree of ventilation. Faster reaction kinetics in the pot than in applied paint
film, especially in winter time. • Generally lower viscosity epoxies have a lower EEW (a higher
oxirane content) Higher levels of hardener needed or hardeners with
higher NH content needed. High solids / solvent free coatings have a higher
concentration of reactive groups in the mixed paint, which goes against pot-life.

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 19
Surface preparation
• The removal of rustsaltmill scaleweld spattergrease & oildirtold paint depending upon quality
and rounding of sharp edges are critical to achieve optimum performances of
epoxy coatings• Surface preparation is labour intensive and represents
a significant part of total costs of the coating process.
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 20
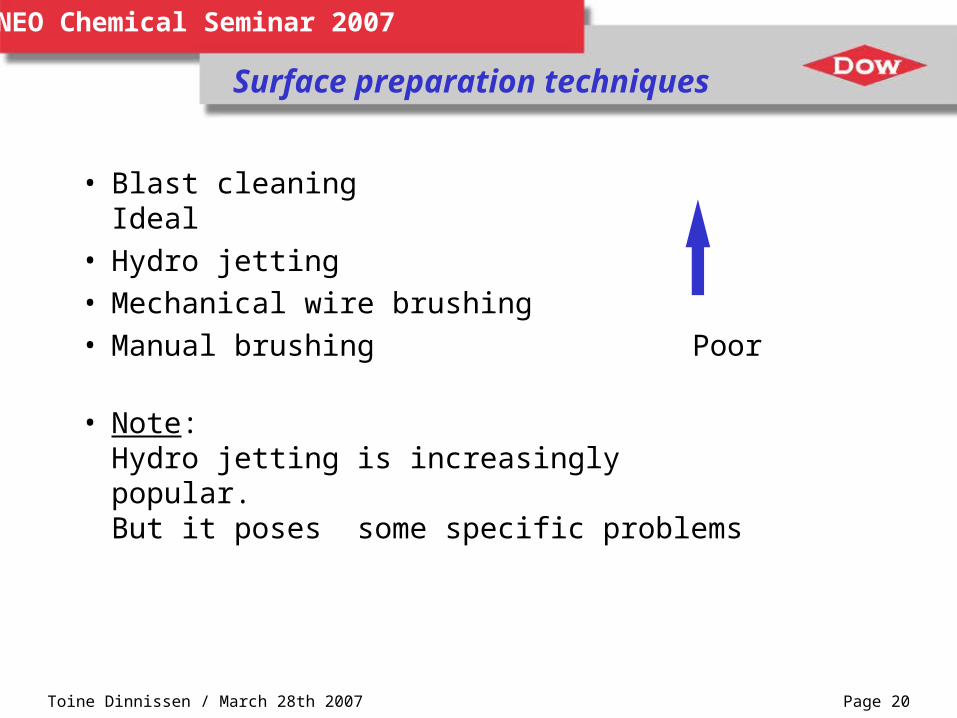
• Blast cleaning Ideal• Hydro jetting• Mechanical wire brushing• Manual brushing Poor
• Note: Hydro jetting is increasingly popular. But it poses some specific problems
Surface preparation techniques

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 21
Surface preparation rating
• SA 1 Light blast cleaning• SA 2 Thorough blast cleaning• SA 2 1/2 Very thorough blast cleaning• SA 3 Blast cleaning to visually clean
• St 2 Thorough manual cleaning• St 3 Very thorough manual cleaning
Optimum coatings performances achieved with SA 2 1/2 cleaning.

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 22
Cost of coating is less than 20 % of total cost of painting job
Typical cost structure of a Paint Job[ Euros / m2 / 150 µm ]
( Brevoort Consultancy )
• Surface Cleaning– Hand cleaning 4.6– SA 2.5 blasting 8.0– SA 3 Near White blasting 9.2
• Application– Brush / Roller 2.1– Spray 2.6
• Coating– Alkyd 1.6– Epoxy 1.9
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 23
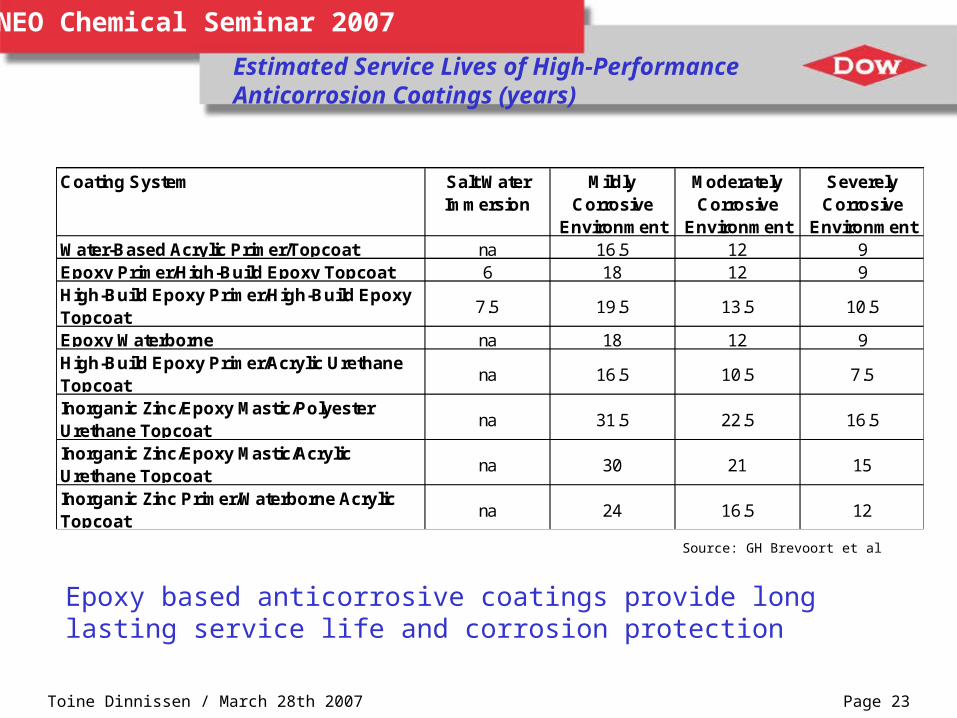
Estimated Service Lives of High-Performance Anticorrosion Coatings (years)
Coating System Salt Water Immersion
Mildly Corrosive
Environment
Moderately Corrosive
Environment
Severely Corrosive
EnvironmentWater-Based Acrylic Primer/Topcoat na 16.5 12 9Epoxy Primer/High-Build Epoxy Topcoat 6 18 12 9High-Build Epoxy Primer/High-Build Epoxy Topcoat
7.5 19.5 13.5 10.5
Epoxy Waterborne na 18 12 9High-Build Epoxy Primer/Acrylic Urethane Topcoat
na 16.5 10.5 7.5
Inorganic Zinc/Epoxy Mastic/Polyester Urethane Topcoat
na 31.5 22.5 16.5
Inorganic Zinc/Epoxy Mastic/Acrylic Urethane Topcoat
na 30 21 15
Inorganic Zinc Primer/Waterborne Acrylic Topcoat
na 24 16.5 12
Source: GH Brevoort et al
Epoxy based anticorrosive coatings provide long lasting service life and corrosion protection
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 24
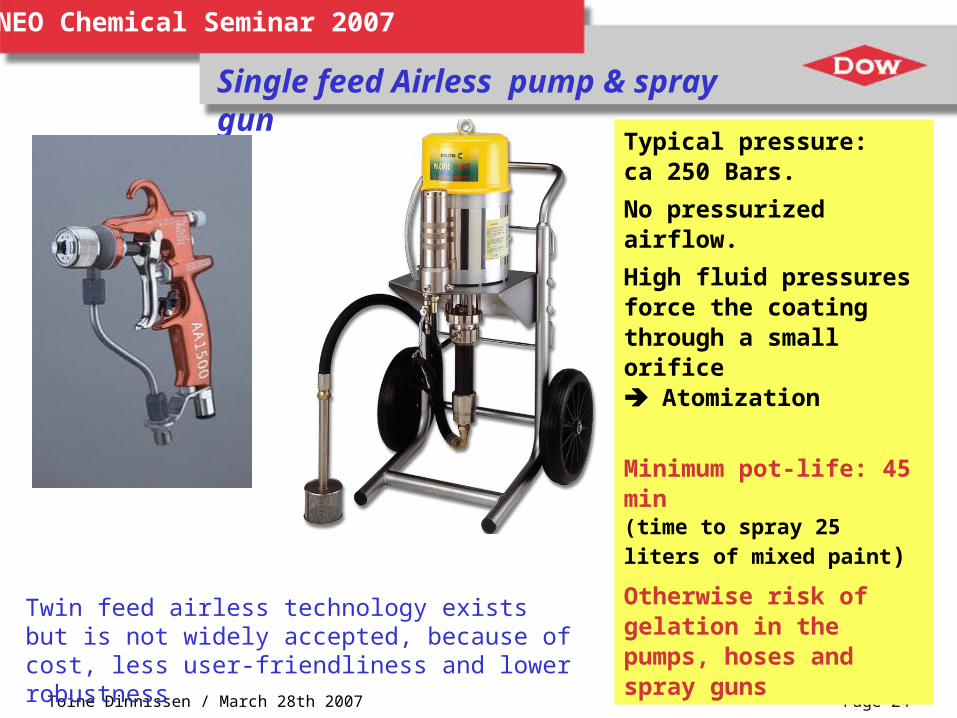
Single feed Airless pump & spray gun
Twin feed airless technology exists but is not widely accepted, because of cost, less user-friendliness and lower robustness
Typical pressure: ca 250 Bars.
No pressurized airflow.
High fluid pressures force the coating through a small orifice Atomization
Minimum pot-life: 45 min (time to spray 25 liters of mixed paint)
Otherwise risk of gelation in the pumps, hoses and spray guns
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 25
Technology Trends & Some unmet needs
• Higher solids coatings
• Solvent-free coatings
• Water borne coatings
• Faster cure
• Low temperature cureto extend application window
• Surface tolerant coatingsto reduce surface preparation costs
• Improved overcoatability window
• Flexible Epoxy Resins
• Improved balance between drying time and pot-life
} VOC reduction
}Productivity gains
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 26
Epoxy Resins in Marine & Protective Coatings
Epoxy Resins are essential raw materials for these high demanding coatings segments, thanks to the outstanding benefits they provide :
– Corrosion protection – Chemical resistance – Mechanical properties, e.g. adhesion– Low VOC levels achievable
Marine & Protective Coatings, a large and growing market for epoxy resins
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 27
Any questions I could possibly answer on M&PC
applications ?
End of the Marine & Protective Coatings Part
Further Technical as well as Product Stewardship related information can be found on www.Dowepoxy.com.
e.g.Dow Epoxy Products Portfolio incl. Corresponding technical datasheets,
Dow Liquid Epoxy Resin BrochureDow Epoxy Novolac Brochure
Dow Epoxy Resin Product Stewardship ManualDow Epoxy Curing Agents Product Stewardship Manual
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 28

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 29
Solvents
Role of solvents: Reduce the viscosity and aid the film formationTypes of solvents• Aromatics, ketones, glycol-ethers, acetates … are suitable. • Limitations with aliphatic alcohol's which must be used in
combination with better solvents. • Aliphatic solvents are unsuitable with standard epoxy resinsKey parameters• Solvency Power• Hansen Solubility Parameters / Compatibility• Evaporation profile• Flash-point• Solvent retention effect• Influence on reactivity and pot-life • Smell• EH&S properties
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 30
Pigments & Fillers
• Opacity and colour
– Titanium dioxide
– Iron oxides
– Organic pigments
• Anticorrosion
– Zinc dust
– Zinc phosphates
– Borates
– Whole range of new environment friendly anticorrosive pigments
• Extenders– Barium sulphates– Talc– Silica – Calcium carbonates
• Barrier– Aluminium flakes– Miox– Mica– Micaceous iron oxide
• Abrasion resistance – Glass flakes
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 31
Additives
• Accelerators • Sagging control / Rheology modifiers• Wetting agents• Pigment and extender anti-settling additives• Film Flow additives• Craters, Orange Peel, Benard Cells• Foaming / Air release• Surface Tension
0.1 % of additive can significantly change the performances

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 32
Typical Wt Composition of D.E.R. 671X75 based coatings
Typical VOC content: 300 – 350 g / liter
16%
21%
1%
7%47%
8%
Epoxy
Solvents
Additives
Pigments
Extenders
Curingagent
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 33
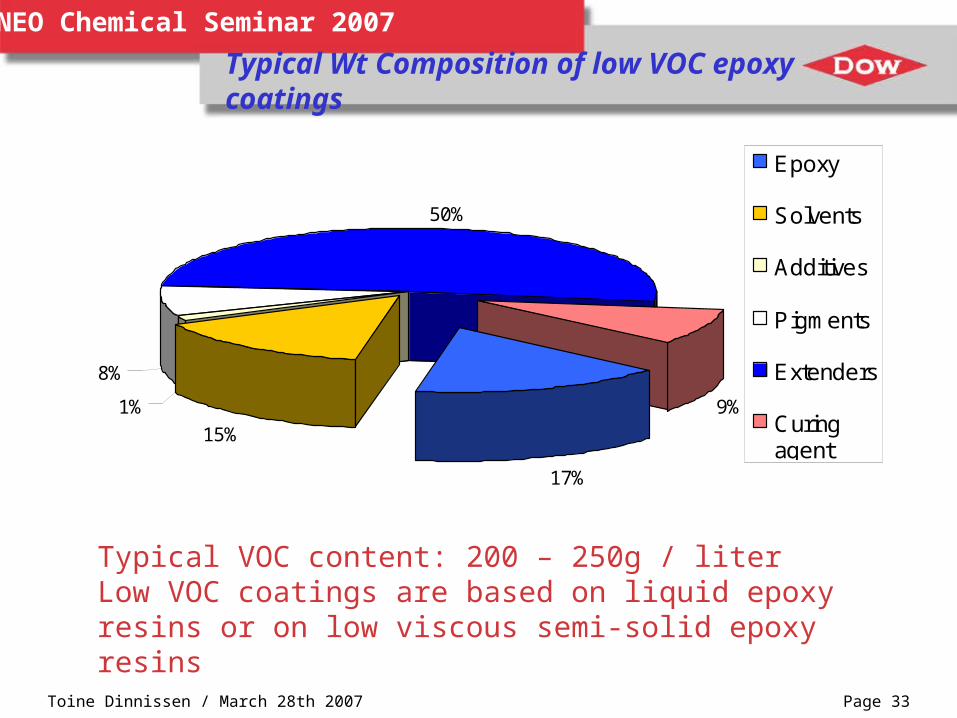
Typical Wt Composition of low VOC epoxy coatings
Typical VOC content: 200 – 250g / literLow VOC coatings are based on liquid epoxy resins or on low viscous semi-solid epoxy resins
17%
15%
1%
8%
50%
9%
Epoxy
Solvents
Additives
Pigments
Extenders
Curingagent

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 34
Types of epoxy coatings
• Shop primers– Zinc rich primers
• Epoxy primers– Zinc phosphate primer
• Glass flakes reinforced coatings.
• Tie coats• Putty / Caulking • Transparent varnishes • Winter grades• Etc…..
• Solvent borne • High solids• Solvent free• Water Borne

NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 35
Examples of commercial coatings systems (2)
• Zinc silicate 70 µ• Epoxy tie coat 50 µ• High built epoxy coat 200 µ• Weatherable PUR 50 µ
• Epoxy primer 30 µ• Epoxy mineral flakes coat 300 µ
}
} Interior tank lining
Steel protection, e.g. off shore, above splash zone
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 36
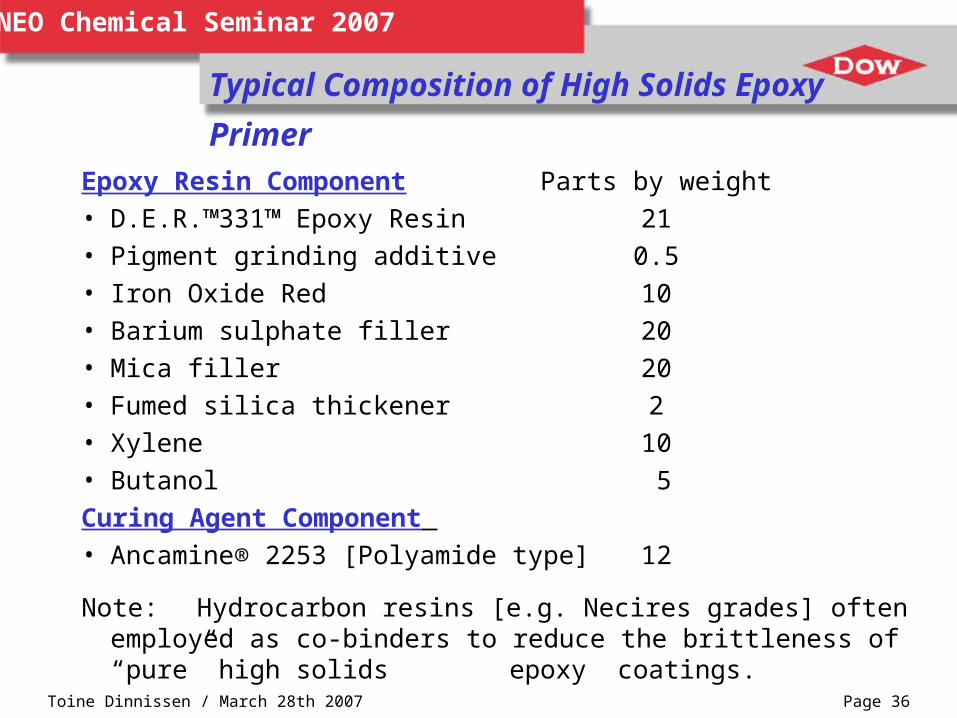
Typical Composition of High Solids Epoxy Primer
Epoxy Resin Component Parts by weight• D.E.R.™331™ Epoxy Resin 21• Pigment grinding additive 0.5• Iron Oxide Red 10• Barium sulphate filler 20• Mica filler 20• Fumed silica thickener 2• Xylene 10• Butanol 5Curing Agent Component • Ancamine® 2253 [Polyamide type] 12
Note: Hydrocarbon resins [e.g. Necires grades] often employed as co-binders to reduce the brittleness of “pure” high solids epoxy coatings.
NEO Chemical Seminar 2007
Toine Dinnissen / March 28th 2007 Page 37
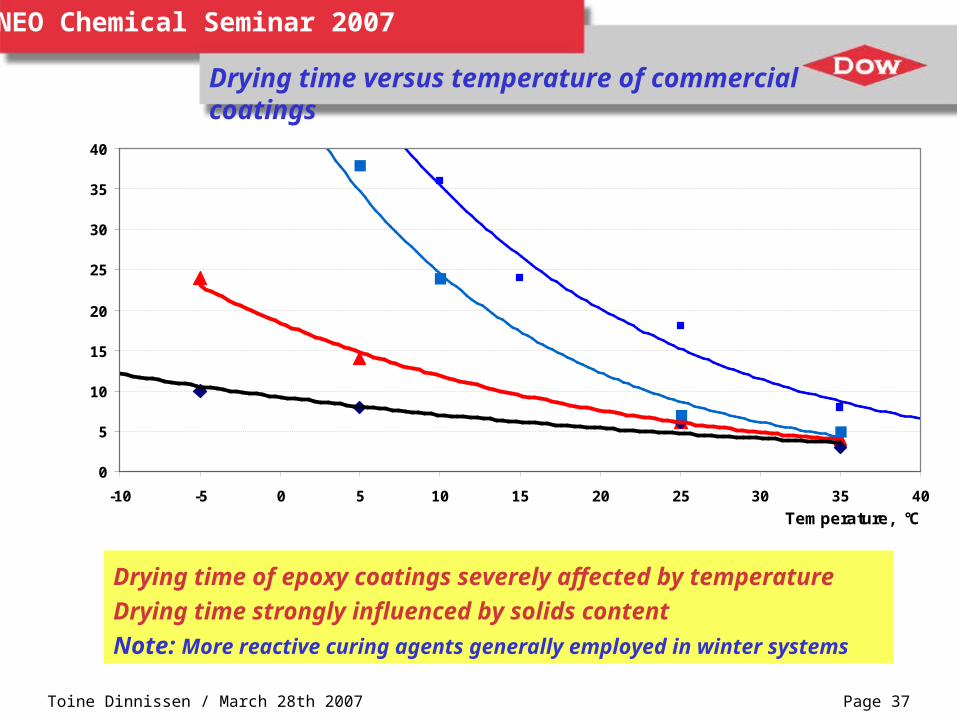
Drying time versus temperature of commercial coatings
Drying time of epoxy coatings severely affected by temperatureDrying time strongly influenced by solids content Note: More reactive curing agents generally employed in
winter systems
0
5
10
15
20
25
30
35
40
-10 -5 0 5 10 15 20 25 30 35 40
Temperature, °C
68 % Solids
60 % Solids
100% solids
Dry
ing
tim
e H
ou
rs
82% Solids