ntmp-2&3
TRANSCRIPT
NONTRADITIONAL MANUFACTURING PROCESSES
Lecture no. 2 &3
Basic NTM Process Groups:
* Thermal NTM Processes- Laser Beam Machining (LBM)- Electron Beam Machining (EBM) - Plasma Arc Machining (PAC)- Electrical Discharge Machining (EDM)
* Mechanical NTM Processes( Plastic deformation / Abrasive Erosion)- Abrasive Jet Machining (AJM)- Ultrasonic Machining (USM)- Water Jet Machining (WJM)- Abrasive Water Jet Machining (AWJM)
* Electrochemical NTM Processes- Electrochemical Machining (ECM)- Electrochemical Grinding (ECG)
* Chemical NTM Processes- Chemical Machining (CHM)- Thermo chemical Machining (TCM)
* Kinetic Energy ( Atom by atom knocking) - Ion beam
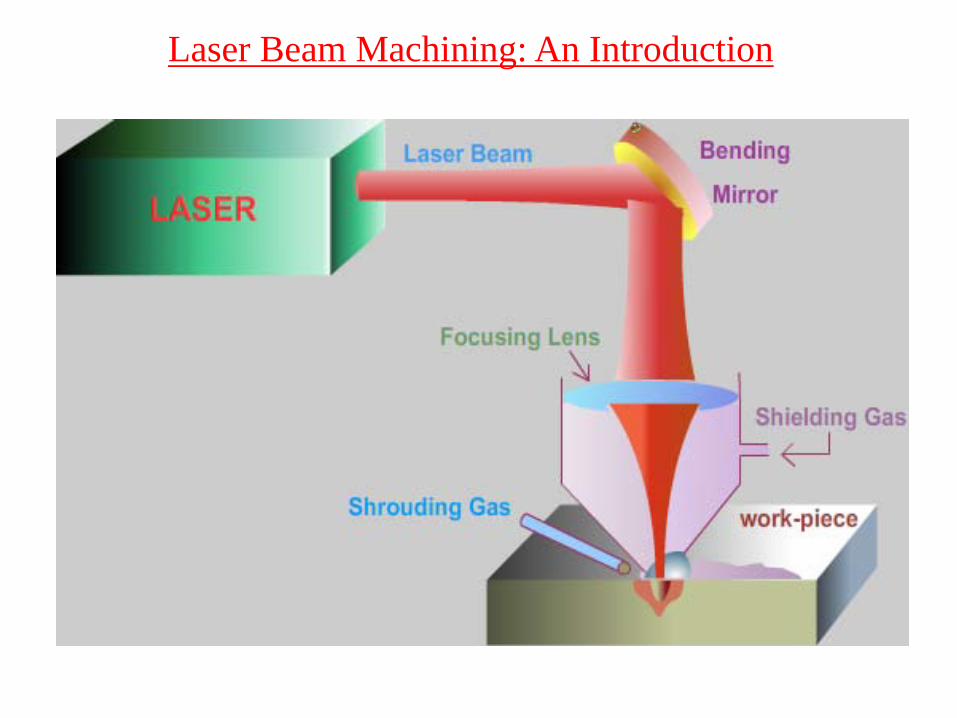
Laser Beam Machining: An Introduction
LASER MATERIAL PROCESSING
Laser basics
Properties of laser radiation
Different types of lasers in manufacturing
Laser processing system: Laser beam transport and delivery system
Laser beam absorption in metals, semiconductors and other non- metals
Different laser material processing specialties i.e. cutting, welding, drilling, marking, surface hardening, surface alloying, surface cladding, metal
forming, rapid prototyping and manufacturing
Parameters that influence the processes and their dependence
What are the advantages in using lasers in these processes
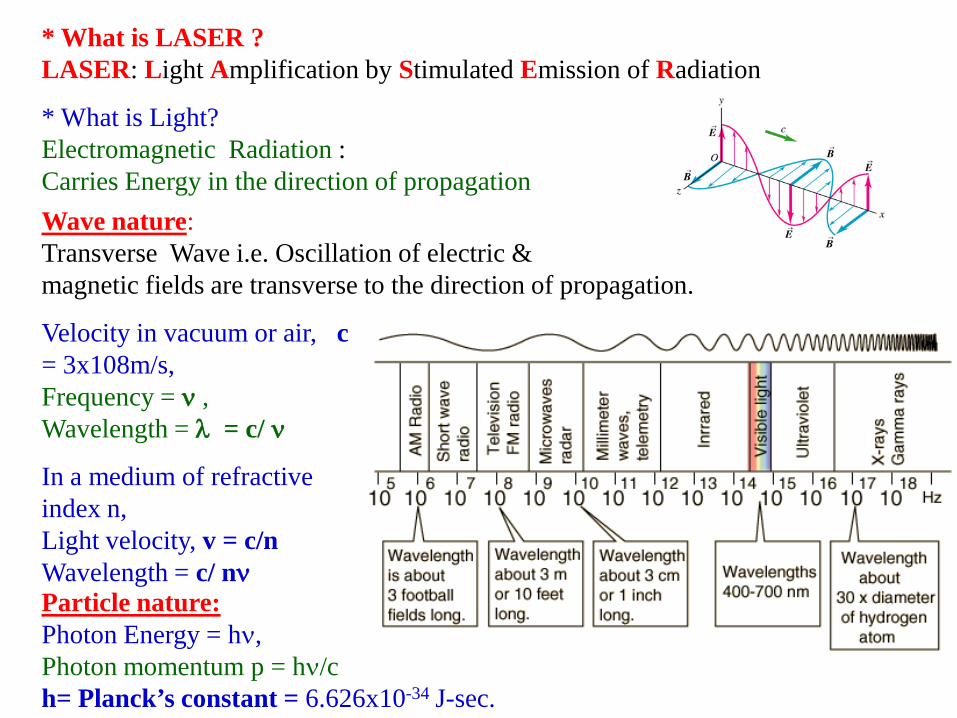
* What is LASER ?LASER: Light Amplification by Stimulated Emission of Radiation
* What is Light?Electromagnetic Radiation : Carries Energy in the direction of propagation
Velocity in vacuum or air, c= 3x108m/s, Frequency = ν ,Wavelength = λ = c/ ν
In a medium of refractive index n, Light velocity, v = c/nWavelength = c/ nν
Wave nature: Transverse Wave i.e. Oscillation of electric & magnetic fields are transverse to the direction of propagation.
Particle nature:Photon Energy = hν, Photon momentum p = hν/ch= Planck’s constant = 6.626x10-34 J-sec.
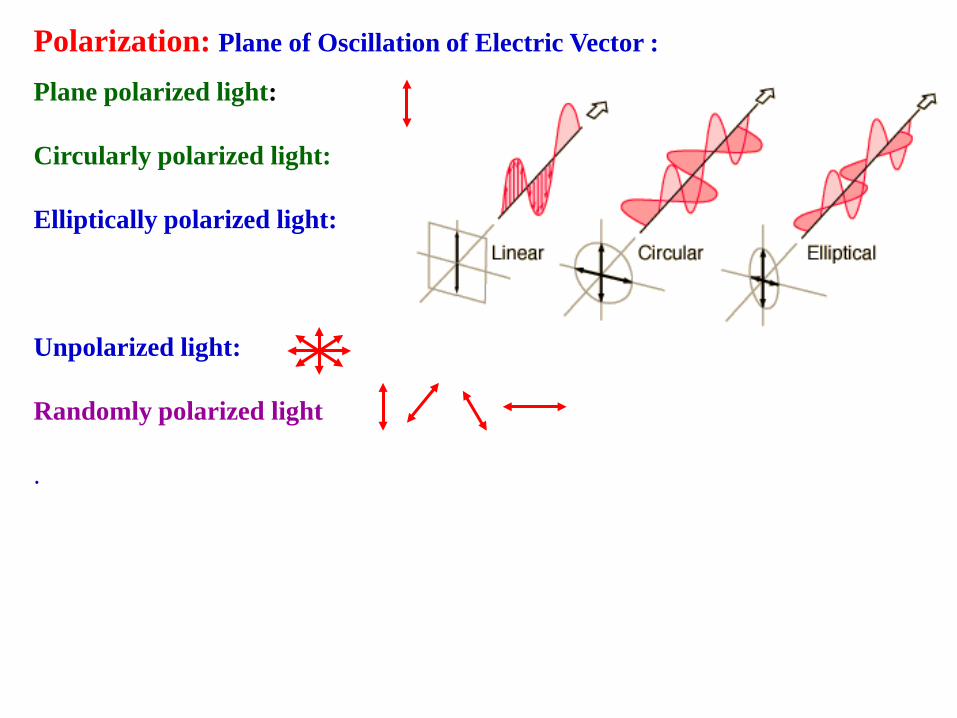
Polarization: Plane of Oscillation of Electric Vector :
Plane polarized light:
Circularly polarized light:
Elliptically polarized light:
Unpolarized light:
Randomly polarized light
.
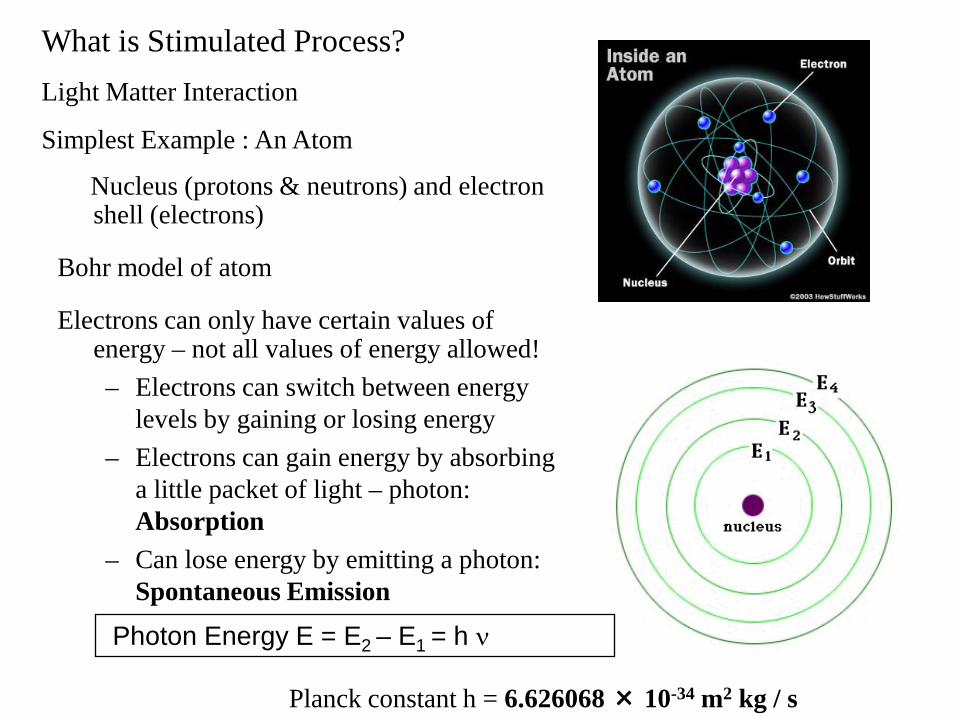
What is Stimulated Process?Light Matter Interaction
Simplest Example : An Atom
Nucleus (protons & neutrons) and electron shell (electrons)
Bohr model of atom
Electrons can only have certain values of energy – not all values of energy allowed!– Electrons can switch between energy
levels by gaining or losing energy– Electrons can gain energy by absorbing
a little packet of light – photon: Absorption
– Can lose energy by emitting a photon: Spontaneous Emission
Photon Energy E = E2 – E1 = h ν
Planck constant h = 6.626068 × 10-34 m2 kg / s
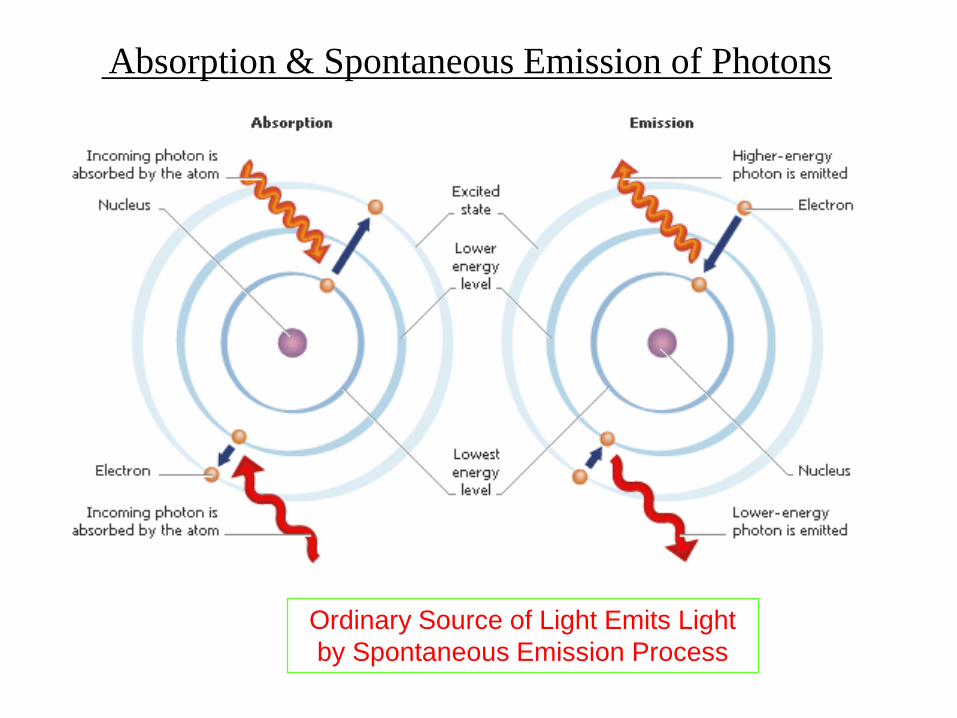
Absorption & Spontaneous Emission of Photons
Ordinary Source of Light Emits Light by Spontaneous Emission Process
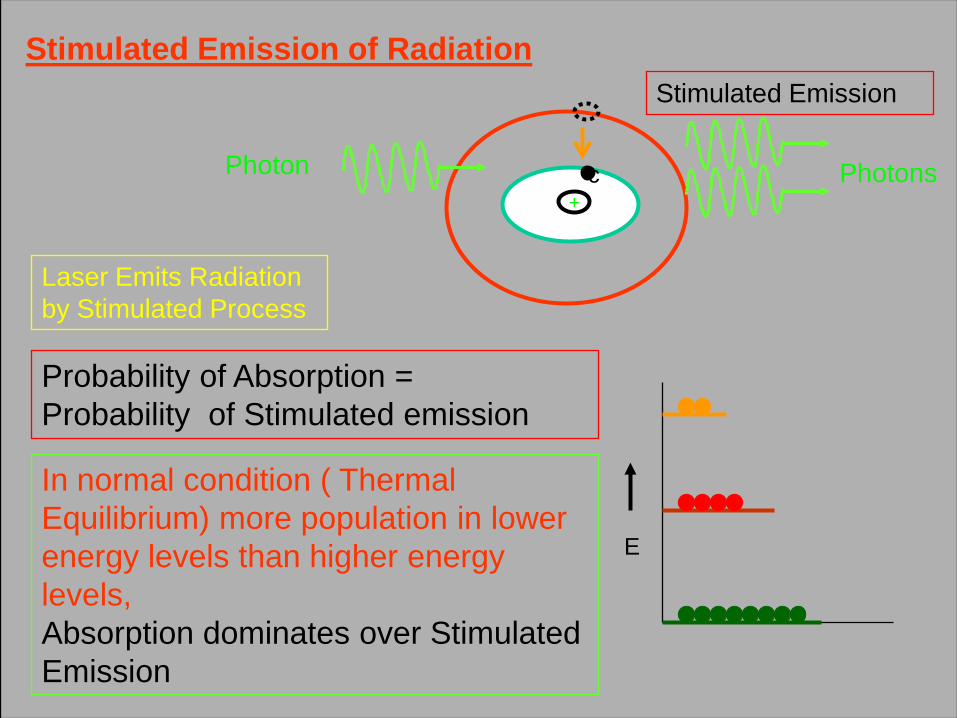
Stimulated Emission of Radiation
+c
Stimulated Emission
Photon
Laser Emits Radiation by Stimulated Process
Photons
In normal condition ( Thermal Equilibrium) more population in lower energy levels than higher energy levels,Absorption dominates over Stimulated Emission
E
Probability of Absorption = Probability of Stimulated emission
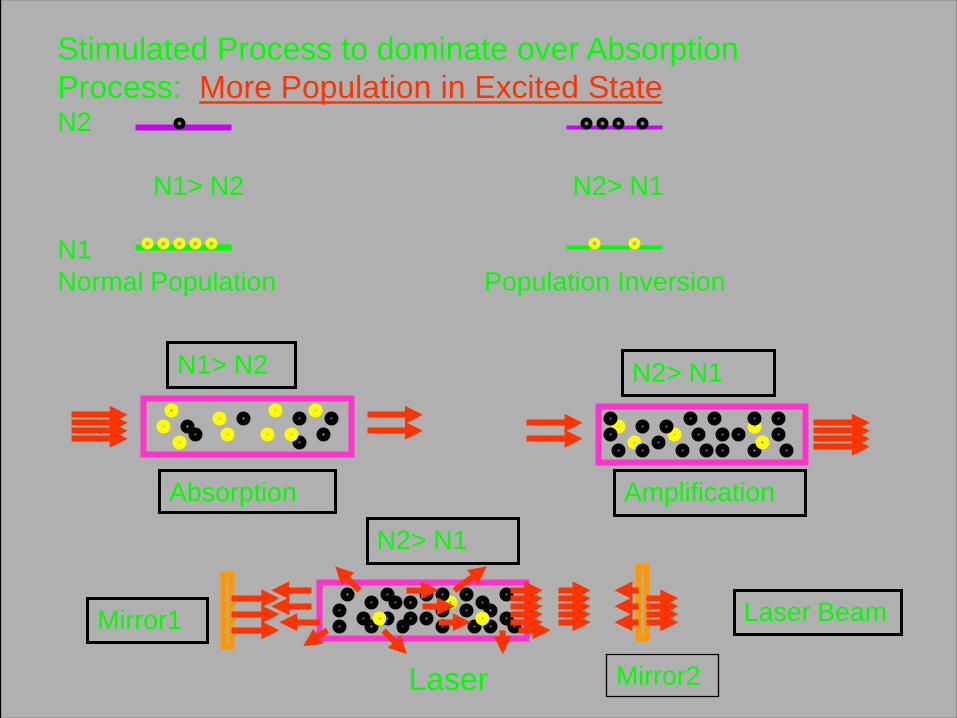
Stimulated Process to dominate over Absorption Process: More Population in Excited StateN2
N1> N2 N2> N1
N1Normal Population Population Inversion
N1> N2 N2> N1
Amplification
N2> N1
Laser BeamMirror1
Mirror2Laser
Absorption
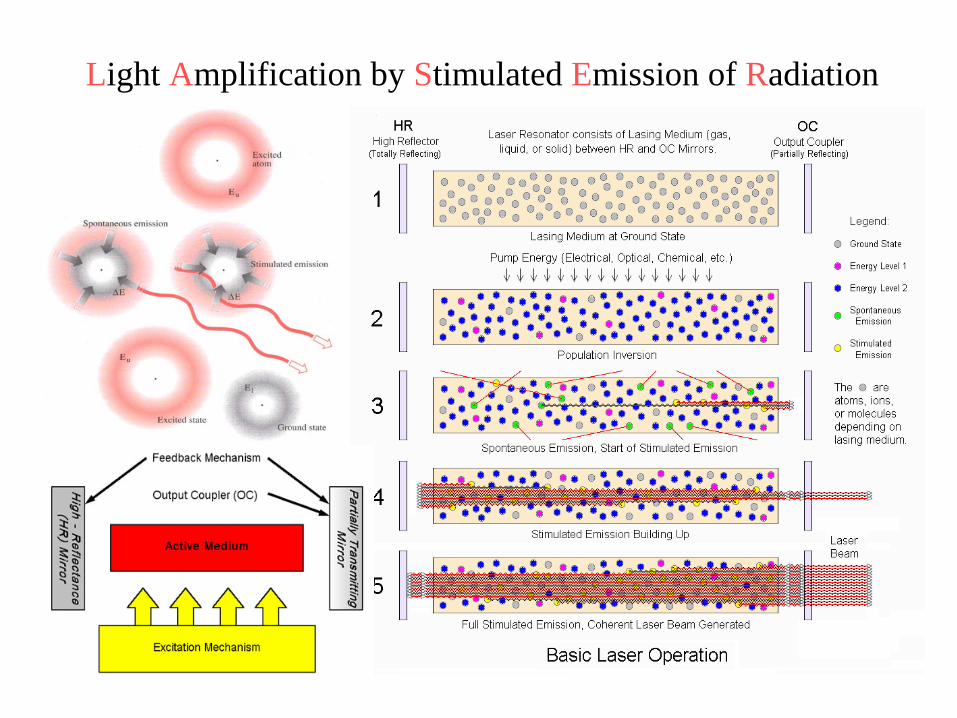
Light Amplification by Stimulated Emission of Radiation
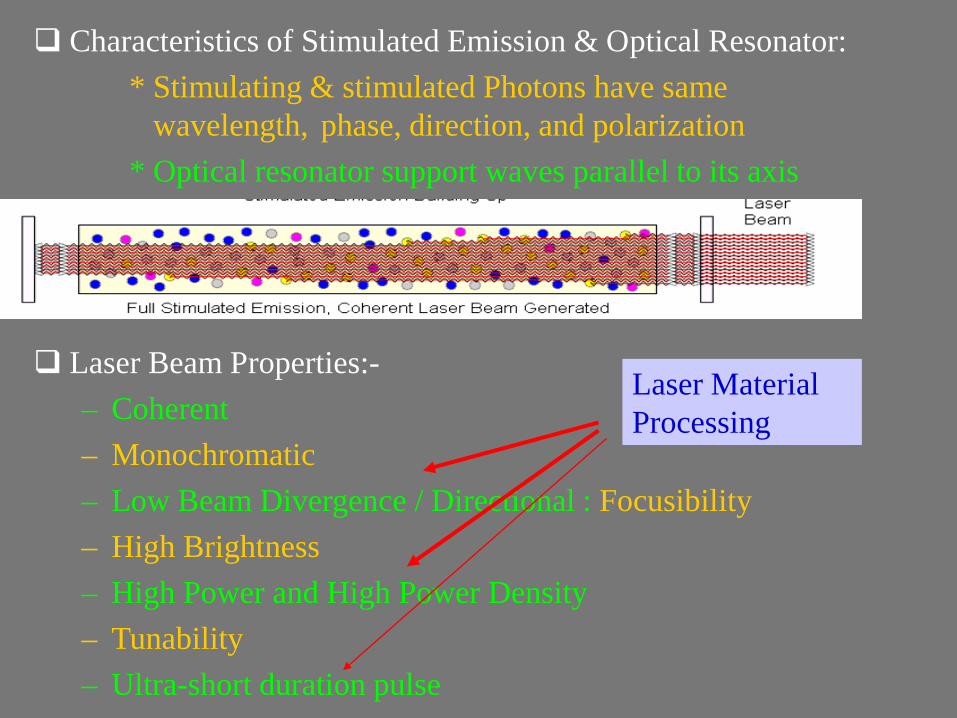
Characteristics of Stimulated Emission & Optical Resonator:* Stimulating & stimulated Photons have same
wavelength, phase, direction, and polarization* Optical resonator support waves parallel to its axis
Laser Beam Properties:-– Coherent– Monochromatic– Low Beam Divergence / Directional : Focusibility– High Brightness– High Power and High Power Density– Tunability– Ultra-short duration pulse
Laser Material Processing
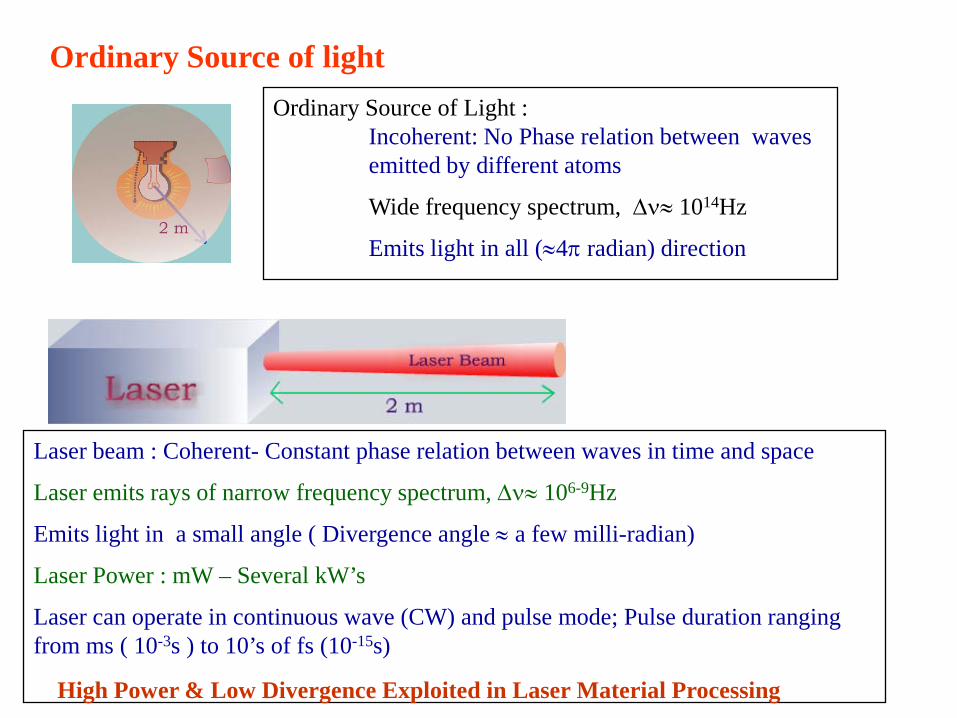
Ordinary Source of lightOrdinary Source of Light :
Incoherent: No Phase relation between waves emitted by different atoms
Wide frequency spectrum, ∆ν≈ 1014Hz
Emits light in all (≈4π radian) direction
Laser beam : Coherent- Constant phase relation between waves in time and space
Laser emits rays of narrow frequency spectrum, ∆ν≈ 106-9Hz
Emits light in a small angle ( Divergence angle ≈ a few milli-radian)
Laser Power : mW – Several kW’s
Laser can operate in continuous wave (CW) and pulse mode; Pulse duration ranging from ms ( 10-3s ) to 10’s of fs (10-15s)
High Power & Low Divergence Exploited in Laser Material Processing
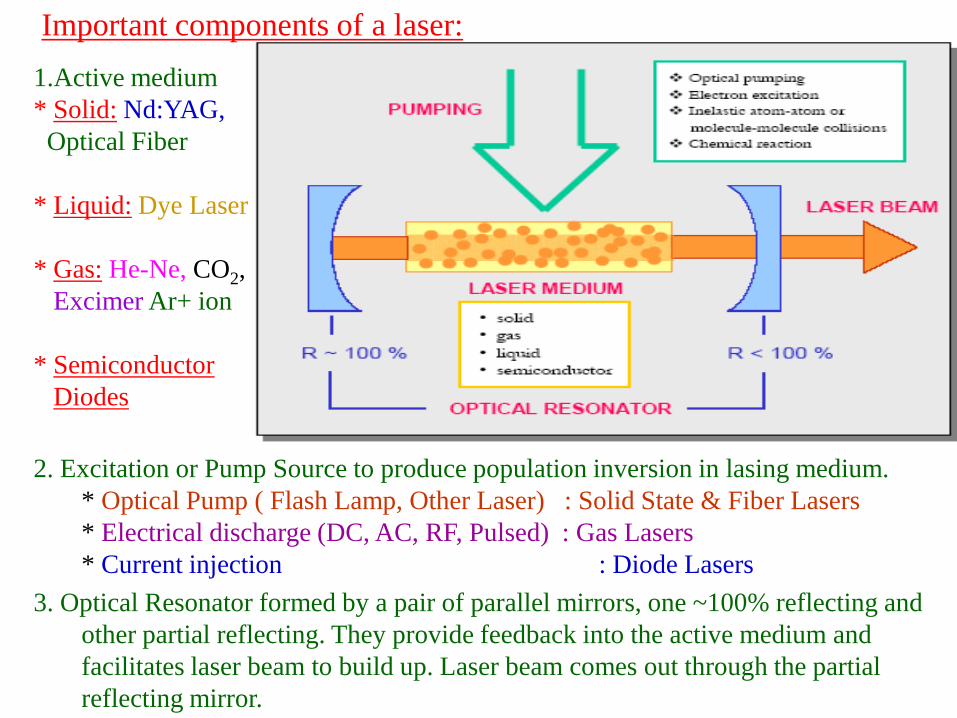
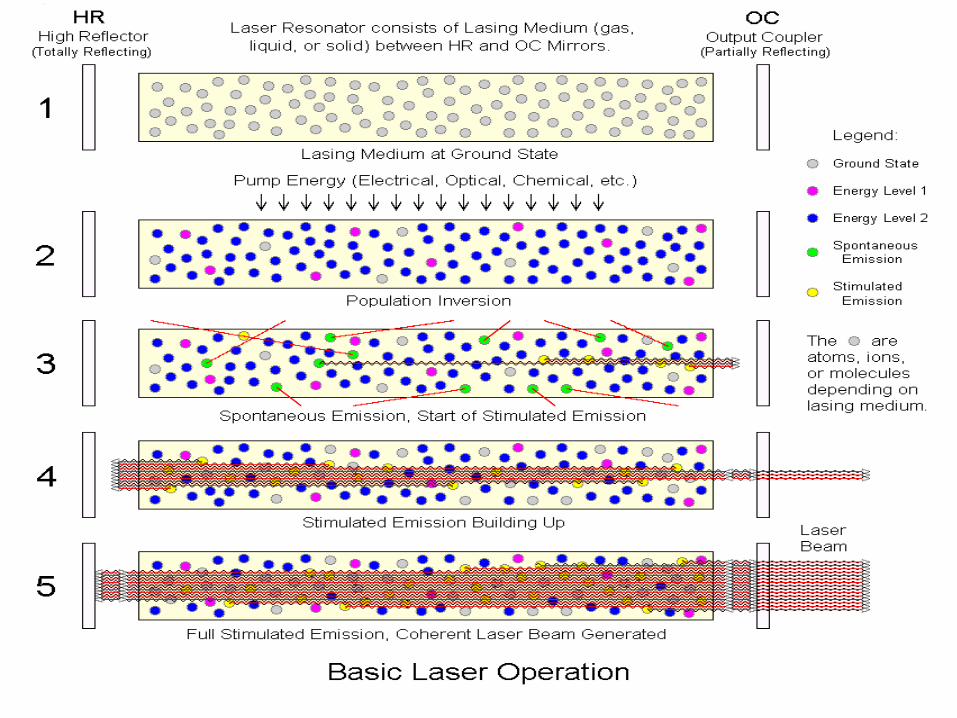
2. Excitation or Pump Source to produce population inversion in lasing medium.* Optical Pump ( Flash Lamp, Other Laser) : Solid State & Fiber Lasers* Electrical discharge (DC, AC, RF, Pulsed) : Gas Lasers* Current injection : Diode Lasers
Important components of a laser: 1.Active medium* Solid: Nd:YAG, Optical Fiber
* Liquid: Dye Laser
* Gas: He-Ne, CO2, Excimer Ar+ ion
* Semiconductor Diodes
3. Optical Resonator formed by a pair of parallel mirrors, one ~100% reflecting and other partial reflecting. They provide feedback into the active medium and facilitates laser beam to build up. Laser beam comes out through the partial reflecting mirror.
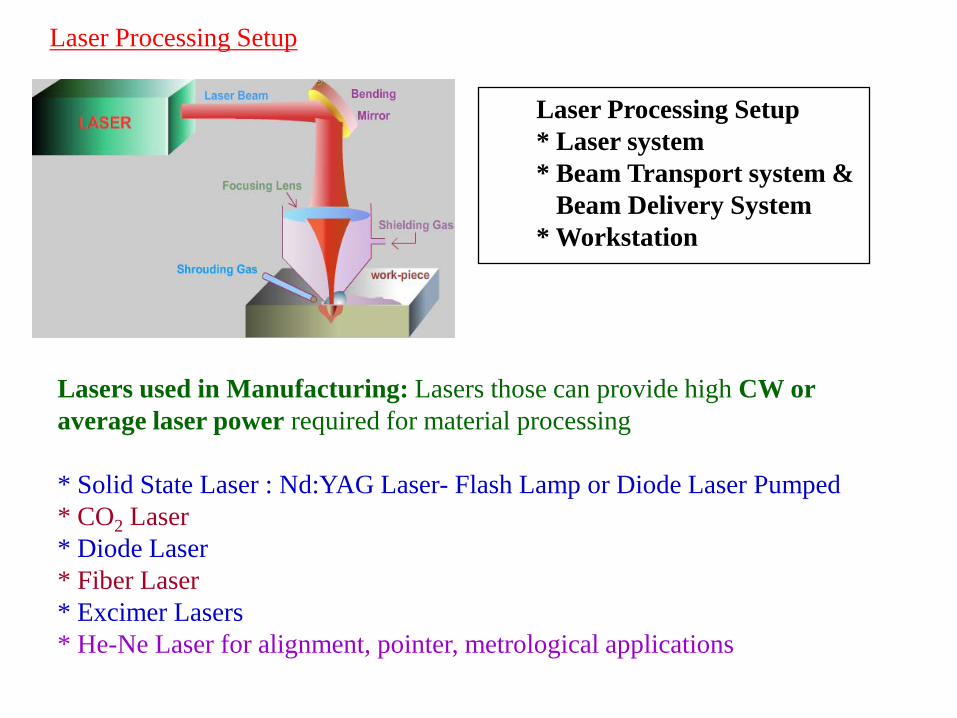
Laser Processing Setup
Laser Processing Setup* Laser system* Beam Transport system &
Beam Delivery System* Workstation
Lasers used in Manufacturing: Lasers those can provide high CW or average laser power required for material processing
* Solid State Laser : Nd:YAG Laser- Flash Lamp or Diode Laser Pumped* CO2 Laser* Diode Laser* Fiber Laser* Excimer Lasers* He-Ne Laser for alignment, pointer, metrological applications
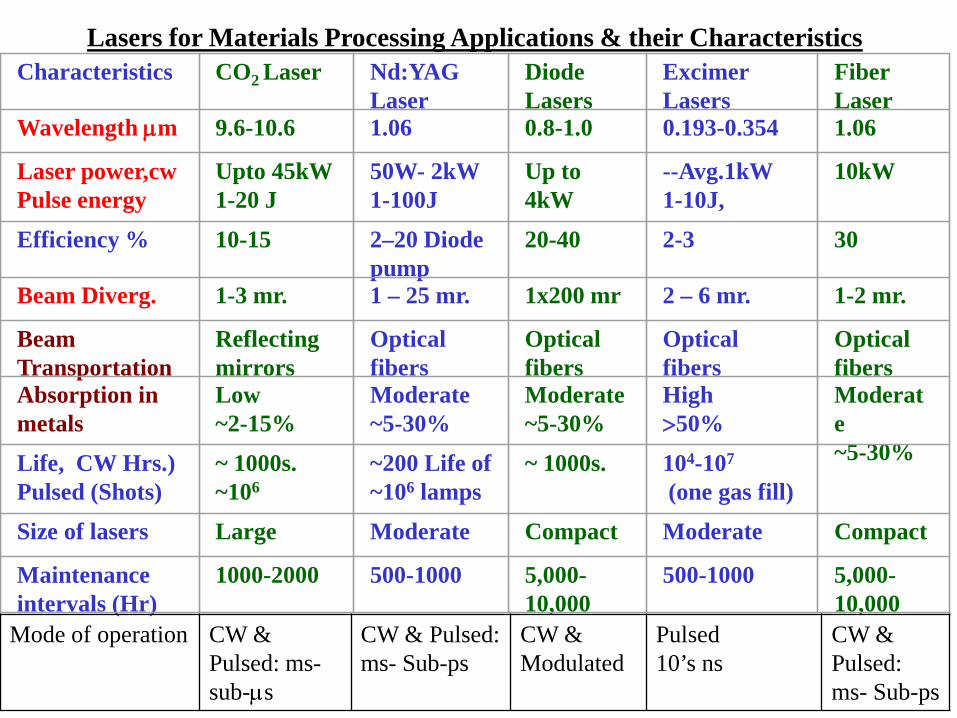
Lasers for Materials Processing Applications & their CharacteristicsCharacteristics CO2 Laser Nd:YAG
LaserDiode Lasers
Excimer Lasers
Fiber Laser
Wavelength µm 9.6-10.6 1.06 0.8-1.0 0.193-0.354 1.06
Laser power,cw Pulse energy
Upto 45kW1-20 J
50W- 2kW1-100J
Up to 4kW
--Avg.1kW1-10J,
10kW
Efficiency % 10-15 2–20 Diode pump
20-40 2-3 30
Beam Diverg. 1-3 mr. 1 – 25 mr. 1x200 mr 2 – 6 mr. 1-2 mr.
Beam Transportation
Reflecting mirrors
Optical fibers
Optical fibers
Optical fibers
Optical fibers
Absorption in metals
Low ~2-15%
Moderate~5-30%
Moderate~5-30%
High>50%
Moderate~5-30%Life, CW Hrs.)
Pulsed (Shots)~ 1000s.~106
~200 Life of~106 lamps
~ 1000s. 104-107
(one gas fill)Size of lasers Large Moderate Compact Moderate Compact
Maintenance intervals (Hr)
1000-2000 500-1000 5,000-10,000
500-1000 5,000-10,000
Mode of operation CW & Pulsed: ms-sub-µs
CW & Pulsed: ms- Sub-ps
CW & Modulated
Pulsed10’s ns
CW & Pulsed: ms- Sub-ps
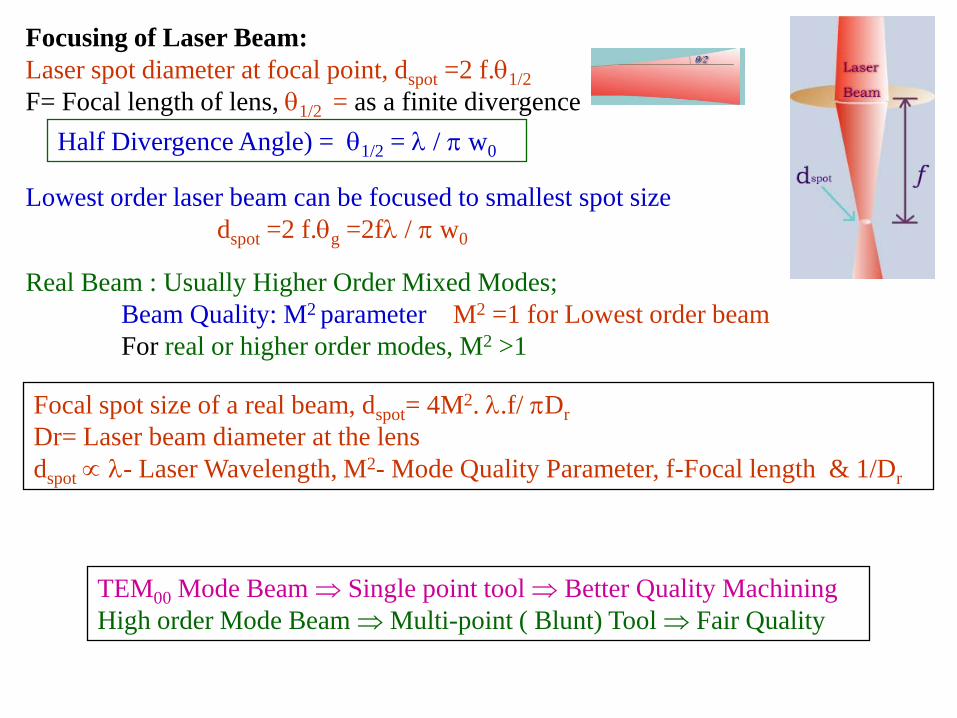
Lowest order laser beam can be focused to smallest spot sizedspot =2 f.θg =2fλ / π w0
Real Beam : Usually Higher Order Mixed Modes; Beam Quality: M2 parameter M2 =1 for Lowest order beamFor real or higher order modes, M2 >1
TEM00 Mode Beam ⇒ Single point tool ⇒ Better Quality Machining High order Mode Beam ⇒ Multi-point ( Blunt) Tool ⇒ Fair Quality
Focal spot size of a real beam, dspot= 4M2. λ.f/ πDr Dr= Laser beam diameter at the lensdspot ∝ λ- Laser Wavelength, M2- Mode Quality Parameter, f-Focal length & 1/Dr
Focusing of Laser Beam: Laser spot diameter at focal point, dspot =2 f.θ1/2F= Focal length of lens, θ1/2 = as a finite divergence
Half Divergence Angle) = θ1/2 = λ / π w0
Laser Power, PL ⇒ Joule /s = W
Laser Energy, EL= Laser Power PL x Laser Pulse Duration tp⇒ Joule
Laser Power Density = Laser Intensity I = PL/ Area of beam ⇒ W/cm2
Laser Energy Density = EL / Area of beam ⇒ J/cm2 = Laser Fluence
PL
tp
Definitions:
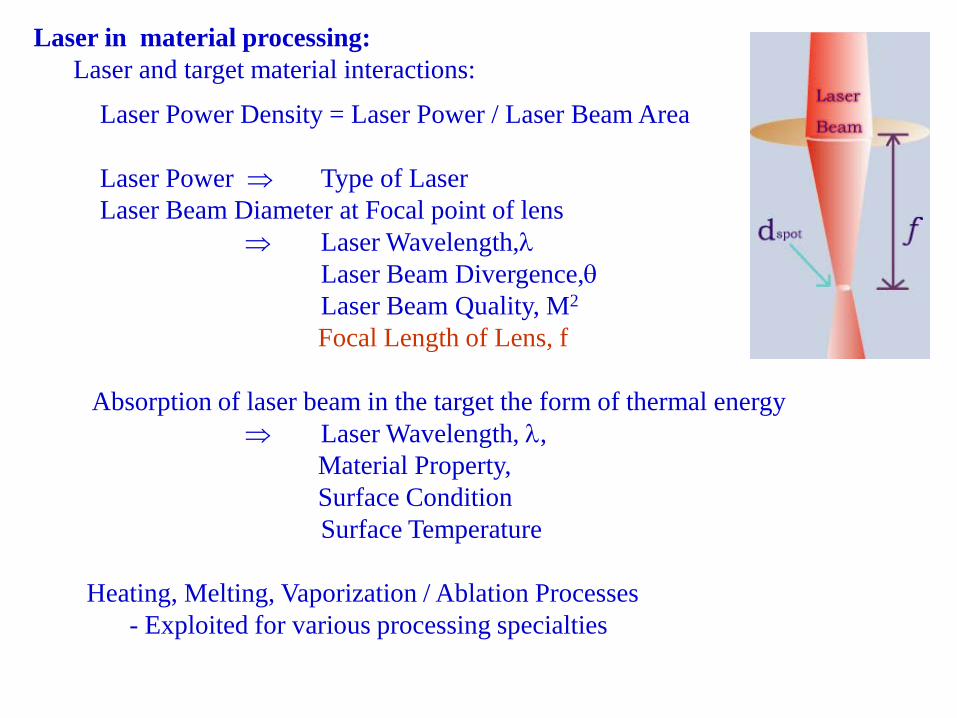
Laser in material processing:Laser and target material interactions:
Laser Power Density = Laser Power / Laser Beam Area
Laser Power ⇒ Type of LaserLaser Beam Diameter at Focal point of lens
⇒ Laser Wavelength,λLaser Beam Divergence,θLaser Beam Quality, M2
Focal Length of Lens, f
Absorption of laser beam in the target the form of thermal energy ⇒ Laser Wavelength, λ,
Material Property, Surface ConditionSurface Temperature
Heating, Melting, Vaporization / Ablation Processes- Exploited for various processing specialties
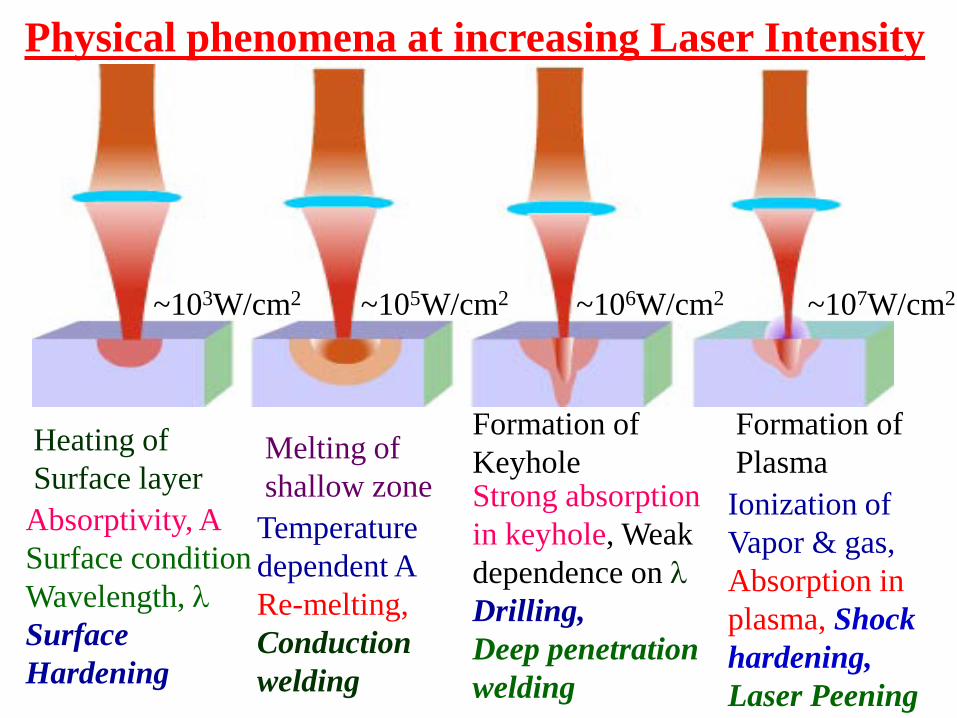
Physical phenomena at increasing Laser Intensity
Heating of Surface layer
Melting of shallow zone
Formation of Keyhole
Formation of Plasma
Absorptivity, ASurface condition Wavelength, λSurface Hardening
Temperature dependent A Re-melting,Conduction welding
Strong absorption in keyhole, Weak dependence on λDrilling,Deep penetration welding
Ionization of Vapor & gas,Absorption in plasma, Shock hardening,Laser Peening
~107W/cm2~106W/cm2~103W/cm2 ~105W/cm2
Laser machining : Localized,Non-contact machining Greatly simplified FixturesHigh Precision Narrow kerf in laser cutting,Narrow Heat Affected Zone (HAZ), Minimum distortion of work-pieceProcess any material independent of its hardnessVery good process quality, Usually no further post- treatment required.Holes of high aspect ratio, impossible for other methods to machine, Highly flexibilityCan process at difficult to reach places
We learn more about the Lasers & their Applications in Manufacturing