oil industry safety directorate - aiche · oil industry safety directorate . structure of ......
TRANSCRIPT
RELIABILITY ISSUES IN PIPELINES A CASE STUDY
Addl. Director Oil Industry Safety Directorate

Structure of Presentation
Backdrop
Reliability & Safety
Case Study
Summary

PIPELINE NETWORK
Guwahati
Bongaigaon Siliguri Digboi
Tinsukia
Jalandhar
Delhi Meerut
Tundla
Najibabad Roorkee
Ambala
Mathura
Kot Sidhpur Ahmedabad
Jodhpur Sanganer
Ajmer
Dahej
Chittaurgarh
Koyali
Bhatinda Sangrur Panipat Rewari
Haldia
Barauni Kanpur
Lucknow
Mourigram
Rajbandh
Chennai
Sankari Asanur
Trichy
Madurai
Product 11000 KM
LEGEND
Bangalore
Bangalore AFS
Ratlam
Chennai AFS
Crude Oil 9000 KM KM
Kandla Vadinar
Chaksu
Mundra
Paradip
Raipur Hazira
TOTTAL 37000 KM
Ranchi Korba Kol AFS
Guw AFS
3
R-LNG 15000KM
LPG 2000 KM
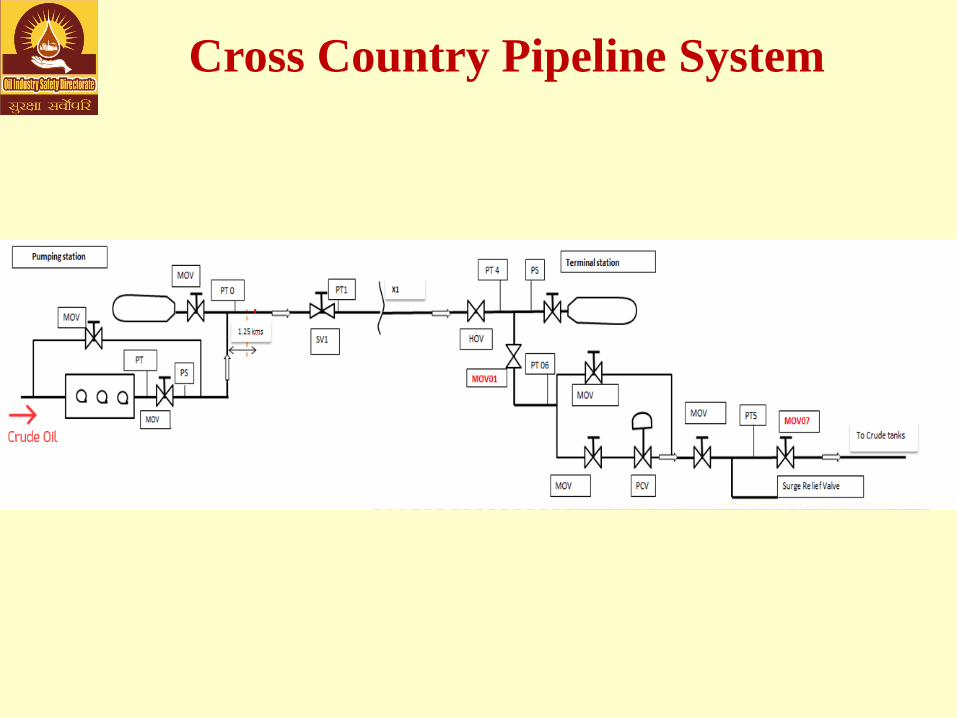
Cross Country Pipeline System

Leak site located in a remote area with difficult terrain.
LEAK SITE

View of Challenging Gradient w.r.t. Pipeline Maintenance
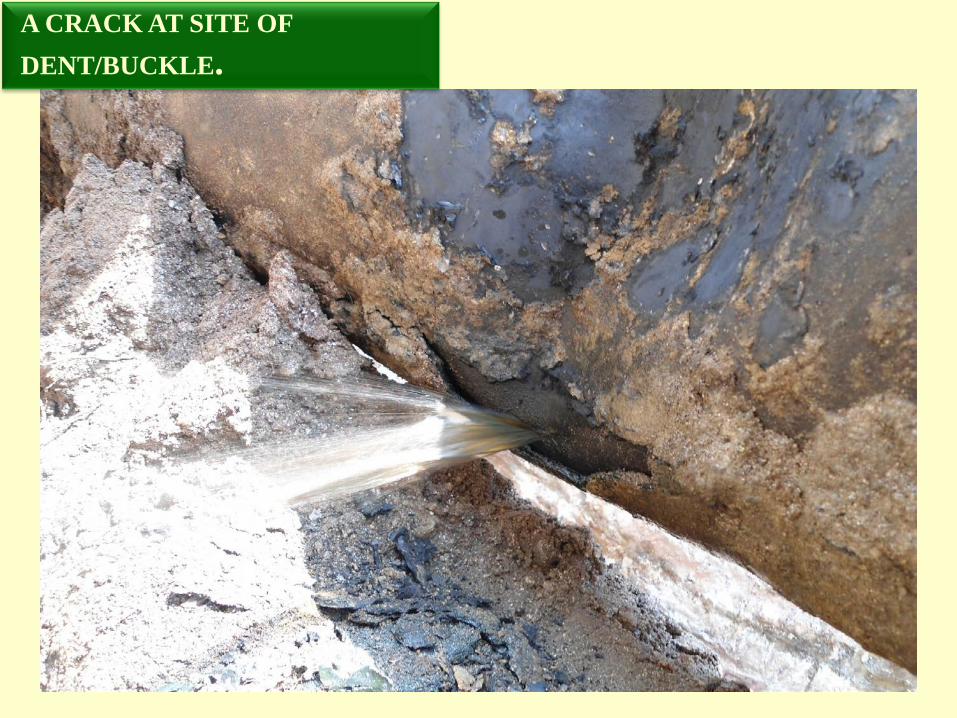
A CRACK AT SITE OF DENT/BUCKLE.

8
RELIABILITY & SAFETY CAN’T BE SEPARATED
Safety
Design Reliability
Maintenance Reliability
Operations Reliability
9
DESIGN RELIABILITY
Design reliability achieved by : 1. Compliance with the appropriate standards (API, ASME & OISD).
2. Selection of the grade of pipe material and wall thickness of pipe, type of
valves and other pipe fittings.
3. Various factors like internal pressure, static loadings and weight effects of the pipe etc. are taken into consideration throgh STD.
4. Identification of high consequence areas & location class.
5. Special protection at crossings like river/canal, rail, road etc.,
6. HAZOP and Risk Analysis should be done at design stage

10
DESIGN RELIABILITY Design reliability achieved by : 7. Location of “Sectionalizing valves” is important.
8. Sectionalizing valves should be MOV (Motor Operated Valve)
9. Review in P&ID for ensuring feature of de-pressurization and station bypassing.
10. Shutdown & isolation logic in control system.
11. Provision of SCADA systems for continuous monitoring and control of remotely located Sectionalizing Valve.
12. Leak detection system with provision of identification of leak location.
13. External coating & cathodic protection for external corrosion control.
14. Inhibitor injection for internal corrosion control case.

11
OPERATION RELIABILITY Operation reliability achieved by : 1. Comply with standard operating procedures (SOP).
2. Pressure set points etc. should be appropriately defined in the operation philosophy.
3. ESD logic (cause and effect matrix) should be available in control room.
4. Pigging has to be carried out as per guidelines
5. The results of the pig-residue analysis should be analysed.
6. Safety System should not be bypassed.
7. Ensure dedicated , reliable and standby communication system (OFC, leased line etc.)
8. Ensure reliable functioning of SCADA system.
12
OPERATION RELIABILITY Operation Reliability Achieved By : 9. Hand operated valves (HOV) installed on old pipelines should be converted into motor
operated valve (MOV) for remote operation and prompt action for sectionalisation of Pipeline.
10. Proper analysis of cathodic protection monitoring reports.
11. Any change w.r.t. Basic design conditions should be done after proper study/ analysis and through a proper “Management Of Change” procedure
12. Human Reliability: a. Ensure availability of Operation manual b. Deploy adequately trained and skilled manpower for pipeline operations. c. Training on auxiliary system like CP, SCADA, ESD, Earthing and FF equipments etc. d. Training on “How to handle Emergency situation.” c. Motivation, recognition and skill development of manpower should be looked into

13
MAINTENANCE CONSIDERATIONS
1. Aim is to minimize breakdown maintenance
2. More focus to be given on predictive & preventive maintenance.
3. Condition based monitoring should be encouraged. Operators must be sensitive to understand the language of the machine.
4. All routine inspection results (CP survey, Coating survey, Soil Resistivity, IPS, Pig residue analysis etc.) should be analyzed and accordingly action should be planned.
14
MAINTENANCE CONSIDERATIONS
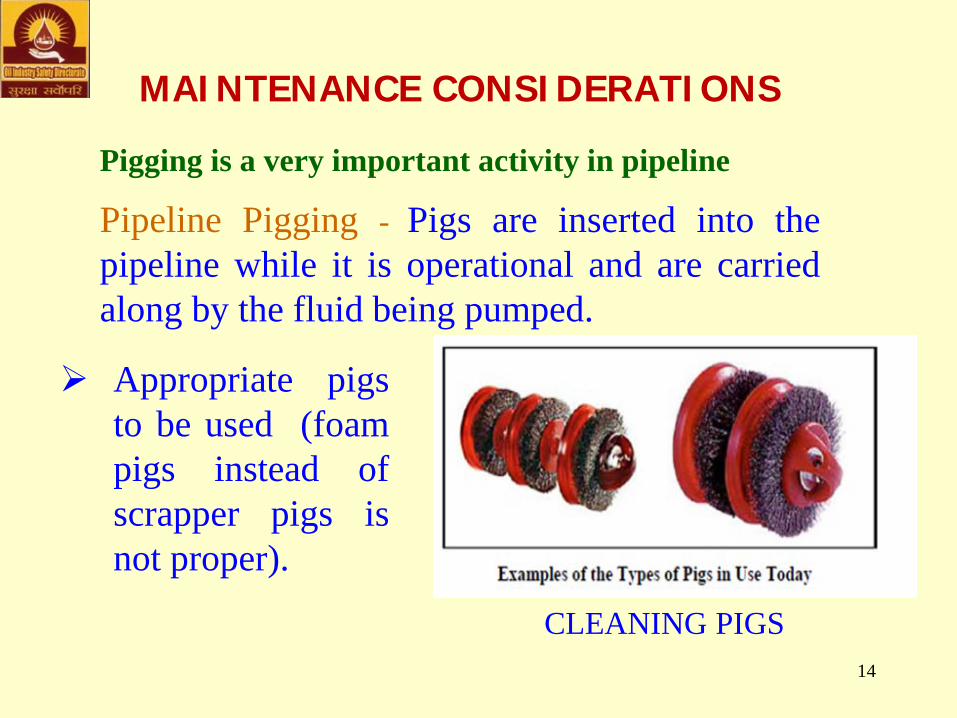
Pipeline Pigging - Pigs are inserted into the pipeline while it is operational and are carried along by the fluid being pumped.
CLEANING PIGS
Pigging is a very important activity in pipeline
Appropriate pigs to be used (foam pigs instead of scrapper pigs is not proper).

15
MAINTENANCE CONSIDERATIONS
1. CLEANING PIG - Provide a way to clean debris and scale from the
inside of the pipe,
2. INTELLIGENT PIG - Inspect or identify type of defects like metal loss, dent and crack etc. of the pipe.
INTELLIGENT PIG
16
MAINTENANCE CONSIDERATIONS
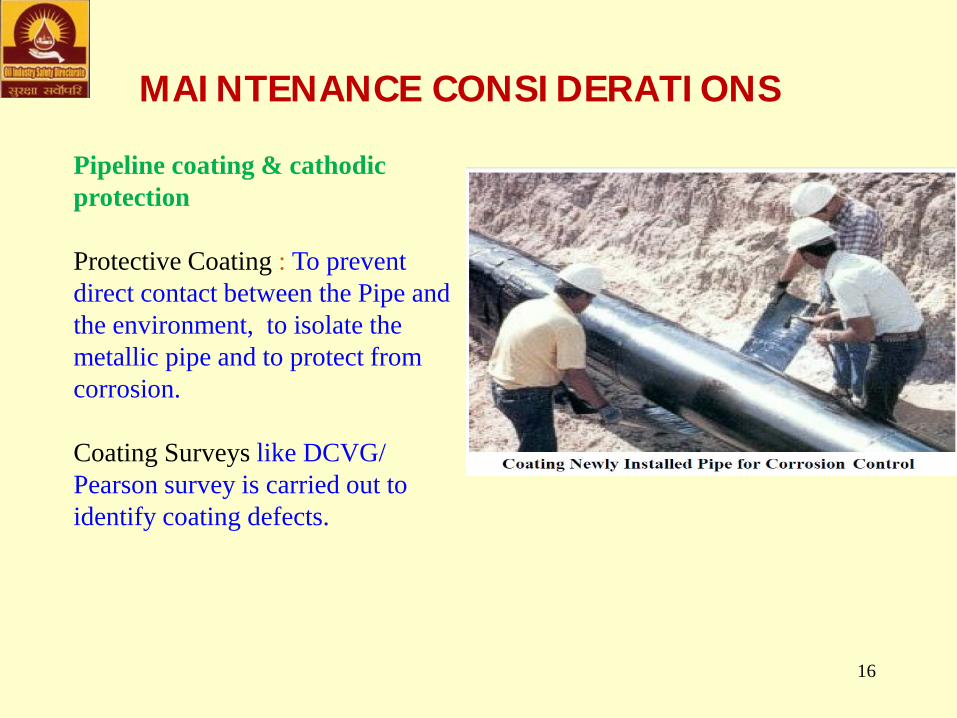
Pipeline coating & cathodic protection Protective Coating : To prevent direct contact between the Pipe and the environment, to isolate the metallic pipe and to protect from corrosion. Coating Surveys like DCVG/ Pearson survey is carried out to identify coating defects.

17
CASE STUDIES-OISD

CATASTROPHIC FAILURE DUE TO POOR MAINTAINANCE
NATURAL GAS PIPELINE
RIVER BRIDGE
SV-1 SV-2 18" (API 5L X-60)
SV-5 SV-4/ I P HIGHWAY X-ING SV-3
(PIGGING STATION)
(CANAL)
POWER PLANT RIVER X-ING
SV-6 SV-7 SV-8
ORIGINATING STATION
Length of pipeline Approx 200 KM Dia of Pipeline 18” OD Flow: 0.7MMSCMD Pressure: 42 Kg/cm2
CATASTROPHIC FAILURE DUE TO POOR MAINTAINANCE
Background
• Cross country pipeline – supplying Natural Gas to power plant.
• The pipeline was being operated at a lower flow rate.
• Pipeline was transporting wet gas.
• The gas contained CO2 and some traces of Sulphur.
• Leakage took place at the lowest point where the pipeline was crossing a canal at 6 o’clock position.
• There has been a history of previous leaks near the place of accident
• Leaks were repaired by clamping.
• After repairing damaged coating was not repaired.

CATASTROPHIC FAILURE DUE TO POOR MAINTAINANCE
Background • Only foam pig was used for cleaning.
• It was raining on the day of the incident, so we inferred that vapour cloud of
highly flammable hydrocarbon could not disperse due to heavy weather.
• A tea stall owner. who turned on the stove in the morning, possibly provided the source of ignition.
• A major explosion occurred in Pipeline gave multiple causalities.
CATASTROPHIC FAILURE DUE TO POOR MAINTAINANCE
Root Cause of Incident
• Leak due to internal corrosion because of presence of condensate. Presence of water and CO2 form weak Carbonic acid, which induce internal corrosion.
• Improper pigging – foam pig used instead of scrapper pigs.
• Pig residue analysis not carried out.
• Use of wet natural gas instead of dry natural gas.
• Not using corrosion inhibitor.
• Fire extinguishing took 2 hours.
• There was a long delay in closing the nearby sectionalising valve
(SV). If remote operation of SV was functional, the extent of damage could have been reduced.

CATASTROPHIC FAILURE DUE TO POOR MAINTAINANCE
Recommendations and Lessons Learnt • Proper cleaning pigging to be carried out regularly followed by pig residue analysis.
• Instrumented pig survey to be carried out periodically and the anomaly rectification to
be carried out as per the recommendations .
• Dehydration facility must be provided for removal of water and condensate prior to feeding natural gas in the pipeline.
• Corrosion inhibitor to be used in the line as per requirement.
• Proper maintenance and inspection practice to be followed.
• External Coating to be repaired promptly
• In addition to OFC communication there should be a leased line as back-up.
• Remote operation of sectionaling valve to be restored.

EXAMPLES OF POOR MAINTAINANCE
Damaged condition of coating
Condensate in field after leak

MAINENANCE ACTIVITIES AND SCHEDULE AS GIVEN IN STANDARDS MUST BE ADHERED TO.
INSPECTION RESULTS SHOULD BE PROPERLY ANALYSED AND RECOMMENDATIONS ADHERED TO.
FOCUS SHOULD NOT BE LIMITED TO DESIGN ASPECT ONLY BUT ALSO ON OPERATION AND MAINTENANCE RELIABILITY.
Summary

THANK YOU