oils and their relationship to refrigeration systems -reta conference 2015
TRANSCRIPT

RETA 2014National Conference
Atlanta, GA
OILS AND THEIRRELATIONSHIP TO
CURRENT REFRIGERATIONSYSTEMS
Manuel Muñoz-AlonsoSenior Application EngineerShrieve Products International Ltd.

RETA Conference 2015
Lubrication Types (I)
Adsorbed layer on metal surfaces.
Hydrodynamic Lubrication.
Boundary Layer Lubrication

RETA Conference 2015
Lubrication Types (II)
Transition from boundary layer to hydrodynamic lubrication.
The transition from Boundary Lubrication to Hydrodynamic Lubricationis not instantaneous.

RETA Conference 2015
Miscibility and Solubility
Good lubrication properties are not enough inside a refrigeration gas environment, where the lubricant-gas miscibility and solubility also has to be considered. The ideal situation is to prevent oil from entering the rest of the refrigeration circuit, where it may create problems. However, the oil migration onto the high pressure side of the circuit cannot be avoided.

RETA Conference 2015
Families of Refrigerants (I)‐ HCFC / CFC – Chloro-Fluoro-Carbons (CFC), such as R-12, and
Hydro-Chloro-Fluoro-Carbons (HCFC) such as R-22. Nowadays phased down (CFC) or planned to phase down due to their Ozone Depleting Potential (ODP) of these Chlorine content products.
‐ HFC – Hydro-Fluoro-Carbons, such as R-134a. Designed without Chlorine to substitute the CFC/HCFC, now are being questioned due to their high Global Warming Potential (GWP).
‐ HFO – Hydro-Fluoro-Olefins. These products, such as R-1234yf, are unsaturated HFC molecules. The unsaturation makes them unstable in presence of air, and once in the atmosphere they last a very short time so the GWP is quite low or even negligible.
HALOCARBONATED
R-12R-22
R-134a
R-1234yf
Unsaturated bond. Unstable.

RETA Conference 2015
Families of Refrigerants (II)NATURALS
‐ NH3 – Ammonia – R-717– Ammonia has been traditionally used in flooded evaporators, where the immiscible oil is separated by coalescence or decanted in the condenser (ammonia floats over MO and AB). Nowadays low charge units are coming enabling the use of ammonia in smaller installations.
‐ CO2 – Carbon Dioxide – R-744 In this case, the challenge is not only related to lubrication issues. The challenge is the critical point of CO2 at 31 °C, near normal ambient temperature. Two ways can be chosen: subcritical and transcriticalrefrigeration cycles.
‐ Hydrocarbons – HC. When the safety concerns are met to allow their use, thenumber of systems have increased in some parts of the world. Four are mainlyused: R-290 (propane), R-1270 (propylene) and R-600/R-600a (Butane and Isobutane, respectively)

RETA Conference 2015
Families of RefrigerationLubricants
R1 C
CH3
R2
MO ABMineral Oil, composed by:Naphtenics, Aromatics andParaffins.
Polyalkylene Glycol
O CH2 C
CH2 O C
O
R
CH2 O CO
RCH2 O C
O
R
H2CC
H2COC
O
R
H2COCO
RH2COC
O
R
+
+
+
Polyolester
PAG POE
Alkyl Benzenes
CH3O
OO
CH3
CH3
nm
p
RETA Conference 2015
Lubricants for R-744 (I)
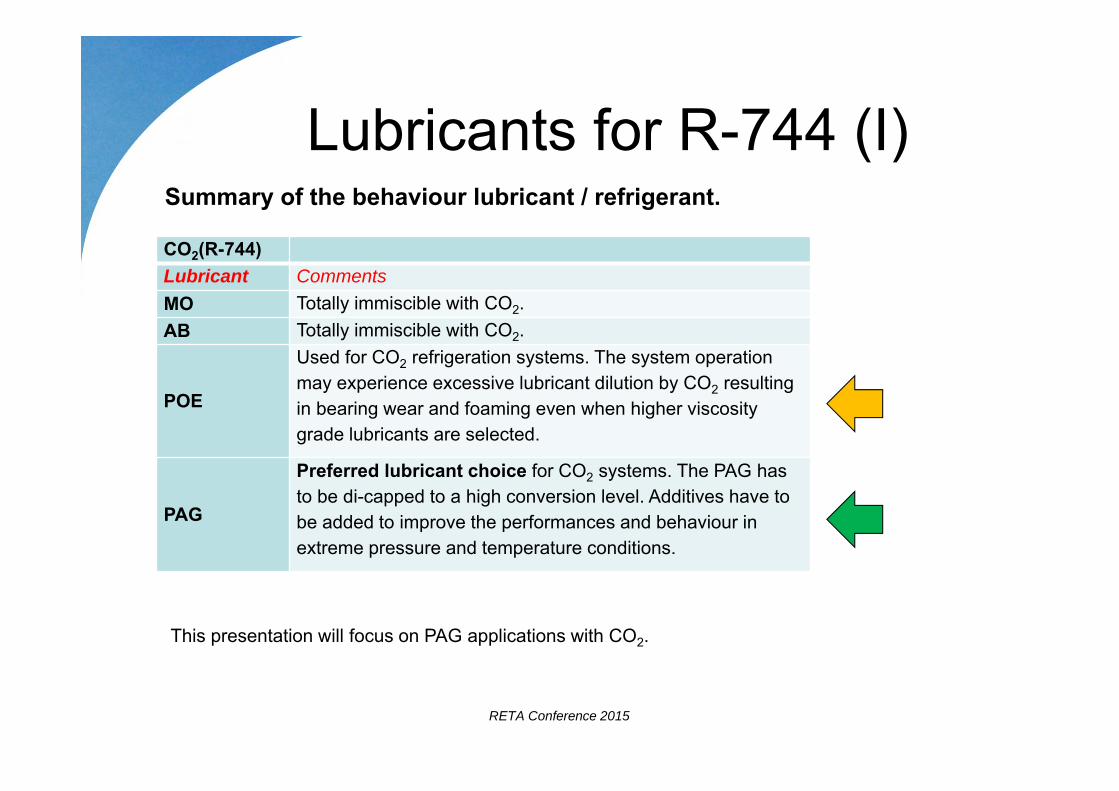
CO2(R-744)Lubricant Comments MO Totally immiscible with CO2. AB Totally immiscible with CO2.
POE
Used for CO2 refrigeration systems. The system operation may experience excessive lubricant dilution by CO2 resulting in bearing wear and foaming even when higher viscosity grade lubricants are selected.
PAG
Preferred lubricant choice for CO2 systems. The PAG has to be di-capped to a high conversion level. Additives have to be added to improve the performances and behaviour in extreme pressure and temperature conditions.
Summary of the behaviour lubricant / refrigerant.
This presentation will focus on PAG applications with CO2.

RETA Conference 2015
Lubricants for R-744 (II)Different PAG structures
RETA Conference 2015
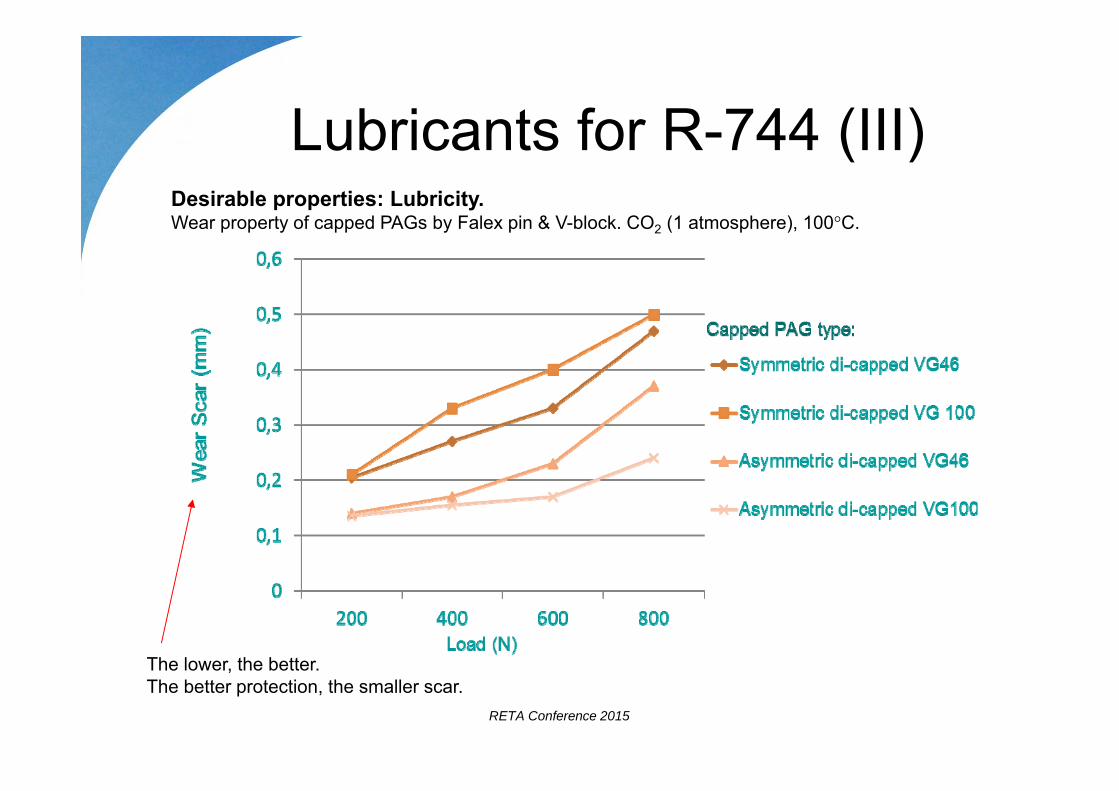
Lubricants for R-744 (III)Desirable properties: Lubricity. Wear property of capped PAGs by Falex pin & V-block. CO2 (1 atmosphere), 100°C.
The lower, the better.The better protection, the smaller scar.

RETA Conference 2015
Lubricants for R-744 (IV)Desirable properties: High pressure and thermal stability. Asymmetric Double End-capped PAG. High Pressure Differential Scanning Calorimetry. CO2environment (1100 kPa), 0 - 350°C.
RETA Conference 2015
0
500
1000
1500
2000
2500
3000
Asymmetric di-capped Symmetric di-capped
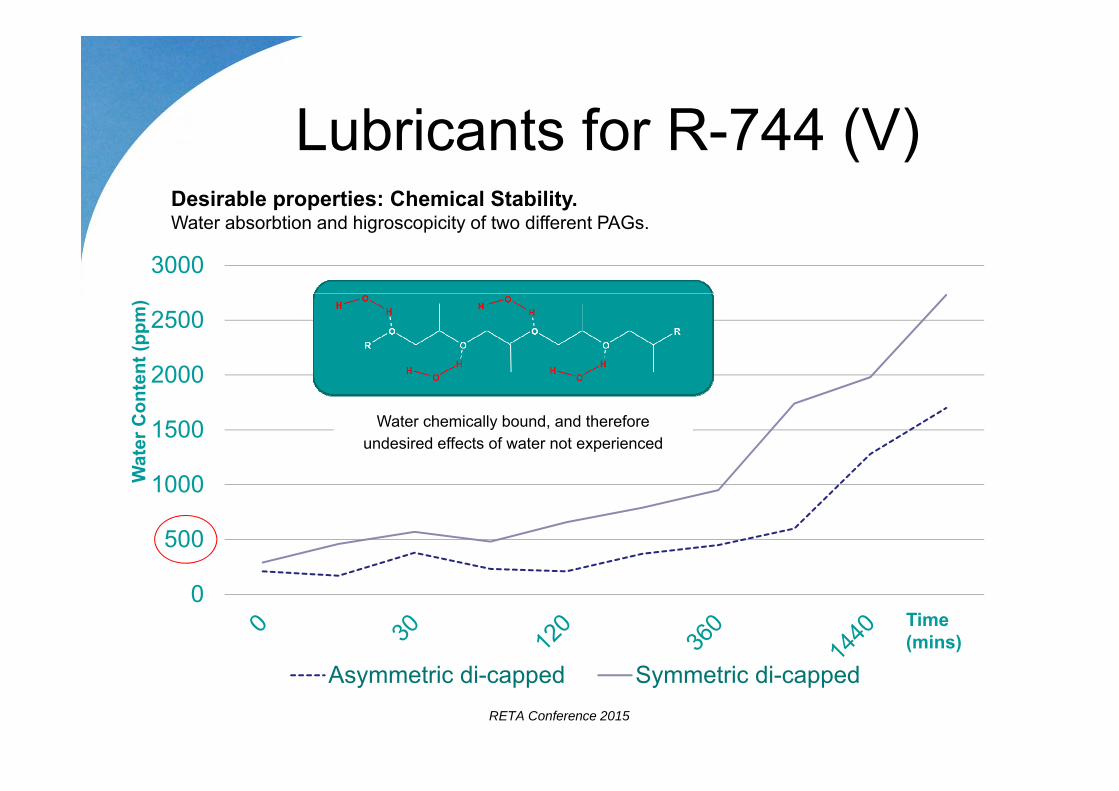
Lubricants for R-744 (V)Desirable properties: Chemical Stability. Water absorbtion and higroscopicity of two different PAGs.
Water chemically bound, and therefore undesired effects of water not experienced
Time (mins)
Wat
er C
onte
nt (p
pm)

RETA Conference 2015
Lubricants for R-744 (VI)
Amides: Precursor to nylon
Very difficult to remove
Use of POE in facilities with CO2/Ammonia:If there is a cross contamination, topping off an Ammonia system with POE by mistake, this is what can happen.
Specially formulated PAGs can be used in both sides of cascade systems to reduce worker error

RETA Conference 2015
Ammonia Field Experience (I)
NH3(R-717)Lubricant Comments
MO Compatible and widely used.
AB Widely used in flooded systems.
POE Adverse chemical reactions occur. Avoid.
PAG
Some types of PAG can be used in direct expansion systems, depending on lubricant manufacturer’s formulation.
Summary of the behaviour lubricant / refrigerant.

RETA Conference 2015
Ammonia Field Experience (II)General overview of Mineral Oils (MO) used with ammonia.
Use of NH3 in refrigeration started with Mineral Oil (MO).
• Availability: produced from the oil distillation stream.• Properties: Thermal and chemical stability enough for our purposes. Acceptable lubrication.• Immiscibility: Use in flooded systems, and the oil can always be drained from the bottom of the vessels.
Typical composition of MO:
• Paraffins: Straight or branched chains of saturated hydrocarbons, poor boundary lubricants.• Naphtenics: Cycloparaffins. • Aromatics: Benzene rings (unsaturated), single or multiple. Aromatics have good boundary lubrication
and solvency properties.
The preponderance of each fraction can lead to a MO called “naphtenic” or “paraffinic”. But these are fractions. The need for synthetic lubricants to improve the reliability led to several chemistries.
RETA Conference 2015
Ammonia Field Experience (III)
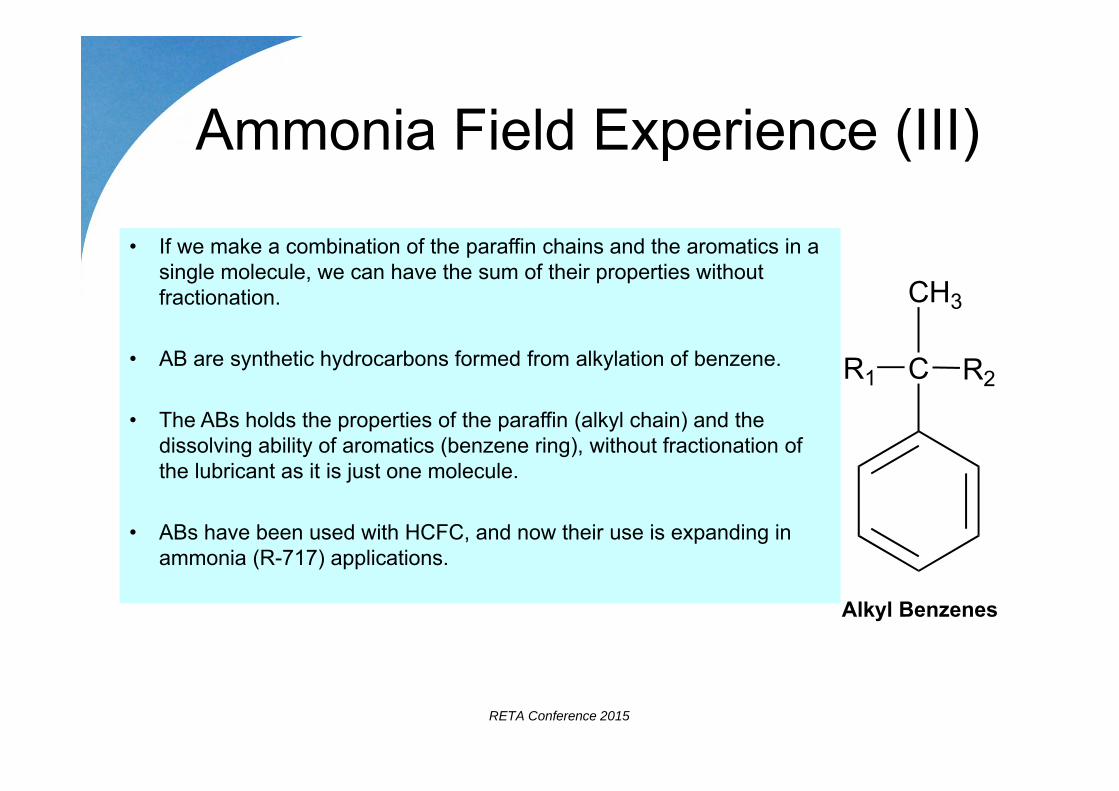
• If we make a combination of the paraffin chains and the aromatics in a single molecule, we can have the sum of their properties without fractionation.
• AB are synthetic hydrocarbons formed from alkylation of benzene.
• The ABs holds the properties of the paraffin (alkyl chain) and the dissolving ability of aromatics (benzene ring), without fractionation of the lubricant as it is just one molecule.
• ABs have been used with HCFC, and now their use is expanding in ammonia (R-717) applications.
R1 C
CH3
R2
Alkyl Benzenes

RETA Conference 2015
Ammonia Field Experience (IV)
Derived from its chemical structure and properties, an AB will have the following improvements over MO:
• Good boundary lubrication properties and hydrodynamic lubrication, since it is a combined molecule.
• Better thermal stability: less carbon residues in high pressure side.
• Better solvency: able to dissolve the sludge or carbon residues throughout the system.
• Higher heat transfer coefficient: better compressor cooling with the same oil flow.
But, could it be measured in the field?

RETA Conference 2015
A brand new compressor was installed in a customer refrigeration plant, so an oil monitoringprogram was set up to see the performance over time.
NEW COMPRESSOR IN THE PLANT
Swept volume: 519 m3/h (305.48 SCFM)Refrigerant: NH3
Compressor type: ScrewCompressor oil: Alkyl benzene ISO VG 68
Oil Charge: 300 L
Operating conditions:
-10 °C (14 ºF) evaporating30 °C (86 ºF) condensing63º C (145 ºF) discharge47 ºC (117º F) oil
Ammonia Field Experience (V)

RETA Conference 2015
Ammonia Field Experience (VI)
The oil used was the standard in the plant, a commercial ISO 68VG grade alkylbenzene formulated to work with R-717 and HCFC. But this time no drain was programmed and a sampling procedure was set up.
Lubricant usedMethod Units Alkylbenzene used
Typical propertiesColour ASTM D1500 <1
Density at 15°C (59ºF) ASTM D4052 g/cm3 (Lb/cu.ft) 0.869 (54.25)
Viscosity (mm2/s, cSt), at:
40°C (104 ºF) ASTM D445 mm2/s (cSt) 68 cSt100°C (212 ºF) ASTM D445 mm2/s (cSt) 6.0 cSt
Flash point (COC) ASTM D92 °C (ºF) 188 (370)Pour point ASTM D97 °C (ºF) -30 (-22)Water content (ppm) ISO 12937 mg/kg <100Floc point DIN 51351 °C (ºF) -55 (-67)

RETA Conference 2015
To ensure a good monitoring these parameters were controlled periodically.
Test Unit Method
Aspect: Adim PE-TA.096
Color: Scale ASTM D-1500/07
Water: mg/kg ASTM D-6304/07
T.A.N.: mgKOH/g ASTM D-974/11
Kinematic Visc. 40ºC (104 ºF): cSt ASTM D-445/11a
Metals Content: ppm ASTM D-5185/09 mod.
ASTM D-5185/02
Ammonia Field Experience (VII)

RETA Conference 2015
Ammonia Field Experience (VIII)Samples were taken from the drain valve in the returning pipe from the oil separator.

RETA Conference 2015
Ammonia Field Experience (IX)The unit was topped off slightly during the operation, as indicated:
Date Working Hours Interval Quantity (L) Comments
30/09/2012 5214 8 months 20 First from start up
30/06/2013 10940 9 months 25
04/04/2014 13404 9 months 71A leak in the oil pump shaft seal was finally
corrected. Then topped off

RETA Conference 2015
Ammonia Field Experience (X)
46.2
593 3830 5080 7494 10754 1201714405
0
10
20
30
40
50
60
70
80
90
100
cSt 4
0ºC
Time
Viscosity and ISO VG 68 limits (61.2-74.8)
cSt Lower Viscosity Limit Upper Viscosity Limit
Hours
Measurements: Viscosity.

RETA Conference 2015
Ammonia Field Experience (XI)Measurements: Molecules distribution using Gas Chromatography.
3830 working hoursDrum

RETA Conference 2015
Ammonia Field Experience (XII)
Measurements: Suspended metals in the oil. This is a key parameter to ensure the protectionof the mobile parts. Metal traces over 40 ppm and increasing are a clear sign of wear.
0
5
10
15
20
25
30
35
40
46.2 593 3830 5080 7494 10754 12017 14045
ppm
(mg/
kg)
Working hours
Metals ppm (mg/kg)
Phosphorus (P)
Iron (Fe)
Nickel (Ni)
Lead (Pb)

RETA Conference 2015
Ammonia Field Experience (XIII)
0,000,050,100,150,200,250,300,350,400,450,50
46.2 593 3830 5080 7494 10754 12017 14045Working hours
TAN (mgKOH/g)
Measurements:• Acidity (Total Acid Number). In our case it remained very well below the specifications,
and far from dangerous values.• Water (humidity). Although this value is very dependent from the sampling procedure, in
this case is always under maximum allowable specs.
0102030405060708090
100
46.2 593 3830 5080 7494 10754 12017 14045Working hours
Water (mg/kg)

RETA Conference 2015
Ammonia Field Experience (XIV)
Measurements: Summary of the values.
Sampling Date: 23/11/2011 19/01/2012 27/07/2012 21/09/2012 09/01/2013 20/06/2013 11/11/2013 04/07/2014
Working hours: 46.2 593 3830 5080 7494 10754 12017 14045Test Unit Results Results Results Results Results Results Results Results
Aspect Adim Transp. clearTransp. Clear
Color Scale <0.5 <1.0 <0.5 <0.5 <0.5 <1.0
Water mg/kg 18 64 43 29 17 48 42 38
T.A.N. mgKOH/g 0.01 0.06 0.02 0.01 0.01 0.02 0.03 0.02Kinematic Visc. 40ºC cSt 62.4 63.7 73.56 73.86 73.1 73.3 74.32 73.88
Phosphorus (P) ppm <2.0 4 <2.0 <2.0 <2.0 3 <2.0 1
Iron (Fe) ppm <2.0 5 5.4 8.6 6.2 3 2.0 2.0
Nickel (Ni) ppm <2.0 <2.0 <2.0 7.3 5.7 <2.0 <2.0 0
Lead (Pb) ppm <2.0 <2.0 <2.0 3.6 <2.0 <2.0 <2.0 0

RETA Conference 2015
Ammonia Field Experience (XV)
After 5000 hours, we decided to preserve if possible a small quantity in glassbottles to take pictures. Here is the evolution.

RETA Conference 2015
Some conclusions can be deduced after the experience of three years monitoring the oil in a refrigeration system:
The unit performance remains normal. No mechanical problems were detected, and the working parameters remained unchanged from the design set up. The shaft seal of the oil pump was substituted by the manufacturer, with no problems at all.
The oil retained its original properties, without degradation; and there is no evidence of change in viscosity, TAN nor products of oxidation.
Wear particles increased as expected at the start of the trial, and after one year they remained stable or decreased.
There are no residues due to wear, no debris and no decomposition materials. The moving parts of the compressor appear well protected.
These results are indicative of the performance offered by an alkylbenzene lubricant with ammonia during this field trial.
R1 C
CH3
R2
Ammonia Field Experience (XVI)

RETA Conference 2015
Hydrocarbons (I)
Compressor oil sumps may contain up to 15% dissolved hydrocarbon in the lubricant, making charge limitations difficult to achieve.
-20 -10 0 10 20 30 40 50 60 70 80 90 100 110 120 1300.5
0.75
1
2
3
5
7
10
203050
100200300500
5.5339822
Kine
mat
ic V
isco
sity
, cSt
Temperature, °C
0% neat lub
20% Propane
10% Propane8
bara
4 ba
ra
12 b
ara
15 b
ara
20 b
ara
5 ba
ra
2 ba
ra
3 ba
ra
10 b
ara
1.5
bara
6 ba
ra5% Propane
Shrieve Zerol® 150T / Propane
30% Propane
operation envelope
Akylbenzene 150T/ propane

RETA Conference 2015
-40 -30 -20 -10 0 10 20 30 40 50 60 70 80 90 100 110 120 1301
2
3
5
7
10
20
30
50
100
200300500
5.451682
Kine
mat
ic V
isco
sity
, cSt
Temperature, °C
0% neat lub
20% Propane
10% Propane8 ba
ra
4 ba
ra
12 b
ara
15 b
ara
20 b
ara
5 ba
ra
2 ba
ra
3 ba
ra
10 b
ara
1.5
bara
6 ba
ra 5% Propane
Shrieve Speciality PAG / Propane
30% Propane
operation envelope
Speciality PAG / propane
Hydrocarbons (II)
For industrial and commercial refrigeration to air conditioners, specially designed PAG lubricants can help designers hit reduced charge limits per safety requirements. Compressor oil sumps may contain less than 10% dissolved hydrocarbon in the lubricant and lubrication wear performance is excellent with PAG products.

RETA Conference 2015
ConclusionsOils are available to meet the demands of the future Growth Natural and Low GWP Fluorocarbons.
Use of Carbon Dioxide (R-744, CO2) is expanding quicly: POE are used in many systems, working well with an adequate oil monitoring and taking into
account the limitations. PAG lubricants are best suited for the demands of R-744, both in chemical and thermal stability.
Industrial use of Ammonia (R-717, NH3) is constant. Use of low charge ammonia systems is expanding rapidly. MO, PAOs, and Alkylbenzenes (AB) are all suitable industrial lubricants. PAGs allows best performance in small, low charge equipment.
Hydrocarbon usage is expanding across sectors: Alkylbenzene is dominate in small systems (refrigerators, AC). PAGs offer low solubility and good performance for charge reduction.
Low GWP Fluorocarbons (HFOs) use will grow: Continued development will meet the demands of these refrigerants.

RETA 2014National Conference
Atlanta, GA
OILS AND THEIRRELATIONSHIP TO
CURRENT REFRIGERATIONSYSTEMS
Manuel Muñoz-AlonsoSenior Application EngineerShrieve Products International Ltd.
Thank you very much for your attendance.
Questions ?