overview ii
TRANSCRIPT

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 1/127
© SAP AG AP010
Solutions
Unit: Demand Planning
Topic: Interactive Planning
1-1 Go to Demand Planning.
Open the selection window and, under “Show”, select “APO PRODUCT”. Version000 is already displayed automatically. In the next row, enter APO - Product once
again, and on the right-hand side enter your product T-F2##. Load the data for theproduct into the planning table.
Demand Planning ? Planning? Interactive Demand Planning
The selection window is the second icon in the top left. Open the selection
window and, under “Show”, select “APO PRODUCT”. Version 000 is already displayed automatically. In the next row, enter APO - Product once again, and
on the right-hand side enter your product T-F2##. Select “Adopt”, and your selection will be adopted by the selection window.
Double click on your product T -F2##. Entries can now be made for this
selection in the planning table rows.
1-2 Perform a univariate forecast and analyze the graphic results. The seasonal patternthat occurred in the past has been extrapolated into the future. Go back to theplanning table.
Click on the “STAT” symbol and the forecast is calculated automatically. Select the “Switch table/graphic” button, and the forecast results plus historical data
will be displayed graphically.
To get back to the original table, click on the green “back” arrow.
1-3 For three months from now enter a manual correction of 100 pumps. Check that the
correction is automatically added to the demand plan. Save your plan.
In the “Correction” key figure, type in 100.
The total from the “Forecast” plus “Correction” key figures is displayed in the
“Demand Plan” key figure. Save your plan and exit the table.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 2/127
© SAP AG AP010
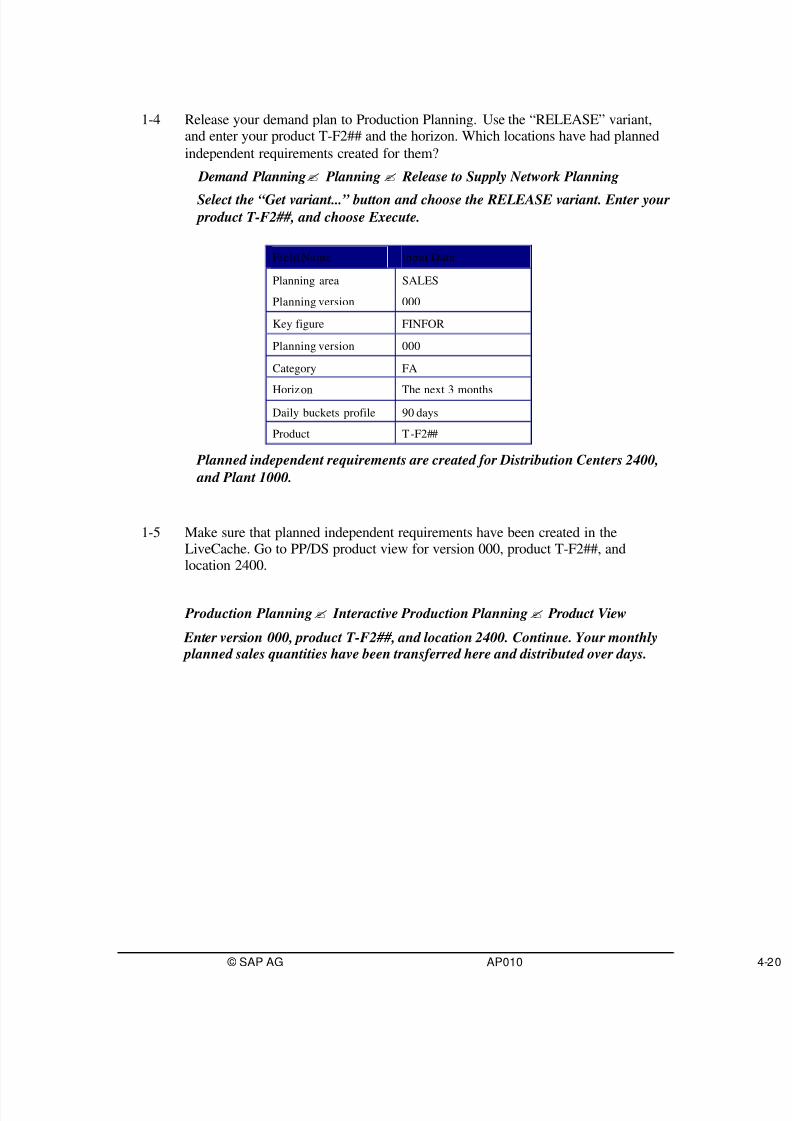
1-4 Release your demand plan to Production Planning. Use the “RELEASE” variant,and enter your product T-F2## and the horizon. Which locations have had planned
independent requirements created for them?
Demand Planning? Planning? Release to Supply Network Planning
Select the “Get variant...” button and choose the RELEASE variant. Enter your product T-F2##, and choose Execute.
Field Name Input Data
Planning area SALES
Planning version 000
Key figure FINFOR
Planning version 000
Category FA
Horizon The next 3 months
Daily buckets profile 90 days
Product T-F2##
Planned independent requirements are created for Distribution Centers 2400,
and Plant 1000.
1-5 Make sure that planned independent requirements have been created in theLiveCache. Go to PP/DS product view for version 000, product T-F2##, andlocation 2400.
Production Planning? Interactive Production Planning? Product View
Enter version 000, product T-F2##, and location 2400. Continue. Your monthly planned sales quantities have been transferred here and distributed over days.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 3/127
© SAP AG AP010
? SAP AG 2001
Contents:
Supply Network Planning (SNP)
? Distribution Network and Process Flow
? Master Data Requirements
? Planning Methods
? SNP Heuristic
? SNP Optimizer
? Capable-to-Match
? Deployment (distribution detailed planning)

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 4/127
© SAP AG AP010
? SAP AG 2001
Unit Objectives
At the conclusion of this unit, you will be able to
? Describe the Supply NetworkPlanning distribution network
? Explain the Supply NetworkPlanning process flow
? Identify master data that is requiredto run Supply Network Planning
? Describe and compare Supply
Network Planning planning methods? Explain the function of deployment

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 5/127
© SAP AG AP010
? SAP AG 2001
Course Overview Diagram
444
333
Integration and Technology
111
55
Course Overview
222
666
55
777
888999
Modelling and Evaluation in APO
Demand Planning
Supply NetworkPlanning
Production Planning/DetailedScheduling
TransportationPlanning/Vehicle Scheduling
Global Available-to-Promise
Conclusion

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 6/127
© SAP AG AP010
? SAP AG 2001
Business Scenario
? The Precision Pump Company is implementing
Supply Network Planning (SNP) to plan, in the mid-to long-term, the material flow of critical materialsthrough the entire supply chain.
? Production and storage resources should beconsidered finitely and simultaneously.
? This planning is used to guarantee the procurementof parts with long delivery time and the effective useof resources, in order to improve customer serviceand to minimize inventory and lead times.
? Precision Pump company uses deployment to matchstock transports to supply and demand when there
are short-term changes.
? SAP AG
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 7/127
© SAP AG AP010
? SAP AG 2001
? Multi-site mid-term rough-cut planning
? Simultaneous material planning and finite capacity planning ofproduction, storage and transportation resources
? Simultaneous production planning and distribution resourceplanning
? Planning of critical components on bottleneck resources
? Cross-plant optimization of the resource load
? Prioritization of demand and supply
? Collaborative procurement planning via the internet
? Distribution detailed planning (deployment)
? Collective conversion of stock transport requisitions
Benefits of Supply Network Planning in APO

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 8/127
© SAP AG AP010
? SAP AG 2001
Planning Horizon
Demand Planning (DP)
Supply Network Planning (SNP)
Production Planning (PP)
Detailed Scheduling (DS)
Deployment
Transportation Planning (TP/VS) / TLB
APO Planning Sequence
??The tasks of the individual APO modules can be summarized as follows:
??DP is used for long-term unconstrained planning of the future demand plan
??SNP is used for mid-term planning of feasible cross-plant procurement and production
??PP/DS optimizes production in the plant in the next few weeks according to sequences and setuptimes
??Deployment and the TLB (Transport Load Builder) are functions of the SNP module for short-term replenishment planning.Deployment and the TLB adjust stock transfers according to short-term changes on the demand or
supply side.
??In Transportation Planning, routes and vehicle utilization are optimized.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 9/127
© SAP AG AP010
? SAP AG 2001
Aims of SNP Planning
? SNP Planning plans the mid- to long-term horizon. It creates arough quantity-based, cross-location production and
distribution plan with individual rough bills of material (BOM)and routings.
? The SNP BOM contains critical products that are produced on
bottleneck resources and products with a long replenishmentlead time.
? SNP ensures that the right quantity is available on the right daywithout critical resources being overloaded. The smallest unitused for scheduling is days.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 10/127
© SAP AG AP010
? SAP AG 2001
Supplier WH
ManufacturerDC
Customer DC
Production process model
Production plant
Supplier plant
Beyond Traditional Planning
??SNP integrates purchasing, manufacturing, distribution, and transportation so that comprehensivetactical planning and sourcing decisions can be simulated and implemented on the basis of a single,
global consistent model.
??The stock and previously-planned receipts for finished products and components of all connectedOLTP systems are known by SNP.
??Various planning methods can be used to create cross-location, feasible plans for the material flowalong the supply chain, taking account of constraints and penalties. The result is optimal purchasing,
production, and distribution decisions, reduced inventory levels, and improved customer service.
??Possible constraints are, for example, material availability and unrestricted availability of work
center, storage, transportation and handling capacities.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 11/127
© SAP AG AP010
? SAP AG 2001
Supplier CustomerDCPlant
Locations in the Supply Network
CarrierMRParea
Stock transferpoint
Transportationzone
? Locations are only differentiated
by the location type that controlsthe symbol on the map
(exception VMI)
? Products can be stored at everylocation
? Demands can be fulfilled fromeach location
? You can maintain storage,
handling, transportation andproduction capacities for each
location
? Storage cost per unit for eachproduct
? Purchasing cost per unit foreach product
??Production, shipping and storage calendars can be defined for each location.
??A handling and a storage resource can be associated with a location to represent aggregate handling
and storage capacity.
??The geographical data is used to position the location on the geographical map of the Supply Chain
Engineer. Predefining it as a part of the location data forces the location to be positioned at a specific
point on the map. If you leave these fields blank, they are filled automatically when you place thelocation on the map.
??The VMI customer tab only applies to the location type '1010 customer'. The carrier tab is only
activated when you select the location type '1020 carrier'.
??Input fields that are not available to other location types are activated for location type '1007 MRP
area'.
??For each location you can define costs for storage, handling, procurement and production as well aspenalties for non-delivery. Procurement costs are used to select suppliers and production costs for
selecting PPMs. An integrated examination of the costs is carried out during the SNP optimization
run.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 12/127
© SAP AG AP010
? SAP AG 2001
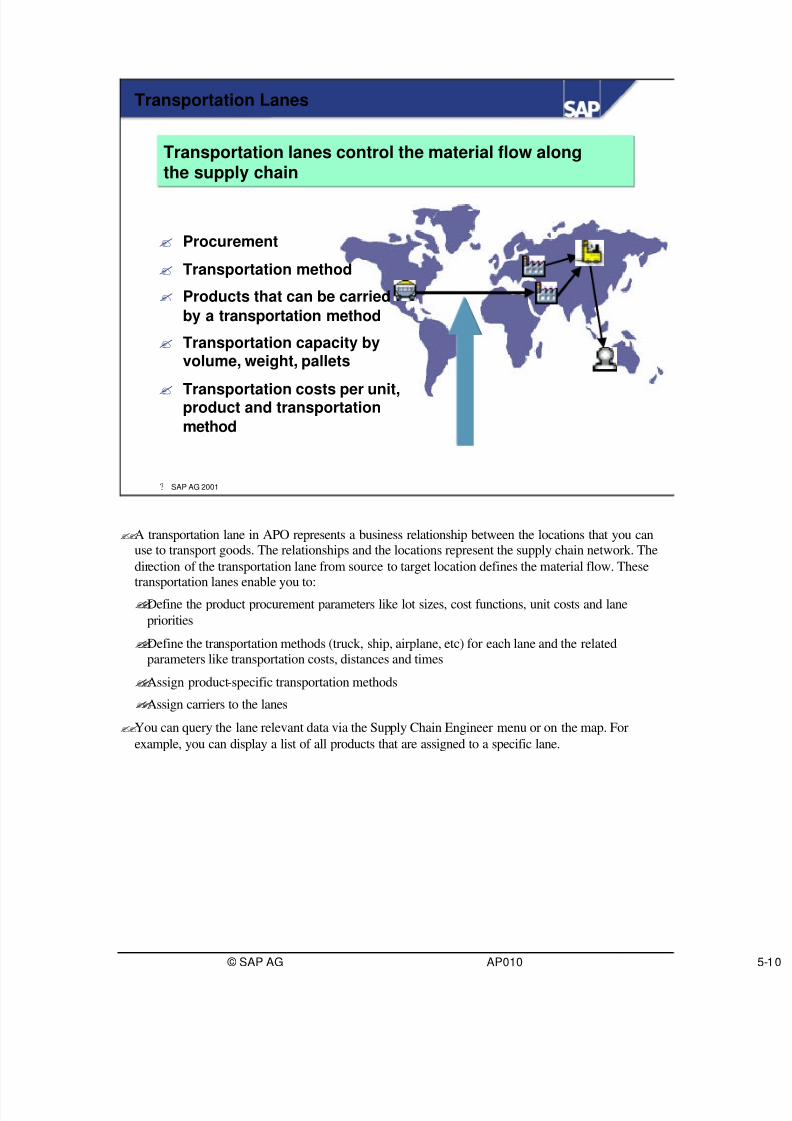
Transportation lanes control the material flow alongthe supply chain
Transportation Lanes
? Procurement
? Transportation method
? Products that can be carried
by a transportation method
? Transportation capacity byvolume, weight, pallets
? Transportation costs per unit,product and transportation
method
??A transportation lane in APO represents a business relationship between the locations that you canuse to transport goods. The relationships and the locations represent the supply chain network. The
direction of the transportation lane from source to target location defines the material flow. Thesetransportation lanes enable you to:
??Define the product procurement parameters like lot sizes, cost functions, unit costs and lane
priorities
??Define the transportation methods (truck, ship, airplane, etc) for each lane and the related
parameters like transportation costs, distances and times
??Assign product-specific transportation methods
??Assign carriers to the lanes
??You can query the lane relevant data via the Supply Chain Engineer menu or on the map. For
example, you can display a list of all products that are assigned to a specific lane.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 13/127
© SAP AG AP010
? SAP AG 2001
TransportationProduction
Storage Handling
Resource Categories
??You can model additional bottlenecks in your supply chain using bucket resources.
??For period-oriented short- and mid-term planning in Supply Network Planning you use bucket
resources that you plan in detail based on days.
??You can define the capacity of a bucket resource as
??Quantity (without time base) - this defines the transportation capacity of a truck or the storage
capacity of a warehouse, for example.
??Rate (quantity with time base) - this defines the consumption or production capacity of a resource,for example; in other words, the quantity that is consumed or produced on a working day at the
resource.
??You can use transport bucket resources to model the capacity of transport fleets in order to avoidoverloading them.
??You can use storage bucket resources to model the capacity of storage locations in order to avoidoverloading them.
??You can use handling bucket resources to model the capacity of forklifts, conveyor belts or pipelinesin order to avoid overloading them.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 14/127
© SAP AG AP010
? SAP AG 2001
Structure of Plan and PPM
Operations:
? Material staging
? Pre-assembly
? Final assembly
? Inspection
Activities:
? Produce
? Tear down
? Queue time
? Product
? Relationship
? Resources
In / Out
Resource consumption
PPM: Product, location,lot size area
$
Sequence
Plan (location independent)
Control costs
??The detailed information required for producing a product is specified in the plan. Each plan includesone or more operations. Each operation includes one or more activities, the components consumed
by the activity, the resources used and their sequence within the operation.
??The plans used for Supply Network Planning (SNP) are usually rougher than those used forProduction Planning/Detailed Scheduling (PP/DS). They contain:
??The variable costs contain all production costs.
??Activity type: P (system always considers operations as production)
??Consumption mode: S (system always considers consumption at start of activity)
??Resources:
??Unit of measure must be the same unit as in the resource itself
??Fixed duration for scheduling: 1 day means that the activity lasts one day, for example.
??Variable resource consumption: Time to produce one base quantity of material.
??PPMs that determine the location, lot size, and time inter val for which the plan is valid are assignedto the plan.
??A consistency check can be performed manually but is always executed when saving the PPM. If
there are inconsistencies, the PPM cannot be activated.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 15/127
© SAP AG AP010
? SAP AG 2001
Perform SNP Heuristic,Optimization, or CTM run
Finalize SNP plan(available to PP / DS)
Check plan/
solve problems
Deploymentrun
Release constraint-based SNP plan
to DP
TLB run
Build loads fornon-assigned
transport orders
Set up master data andsupply chain model
Release demandplan
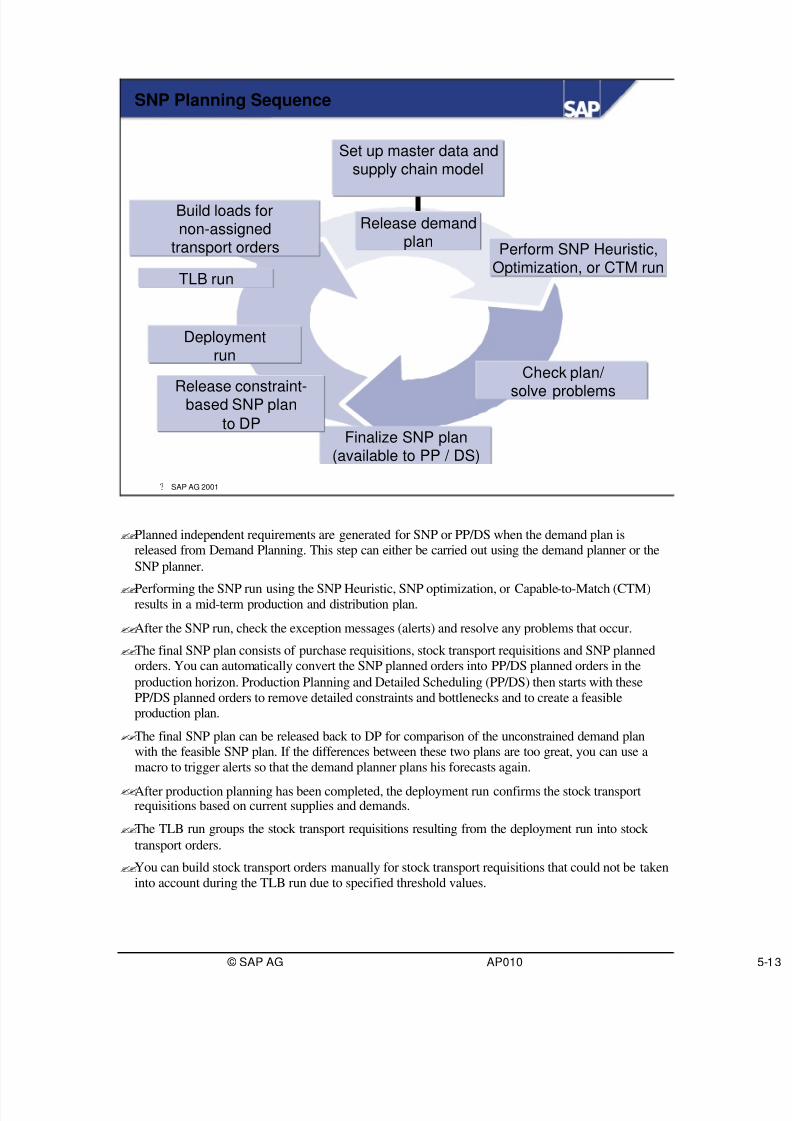
SNP Planning Sequence
??Planned independent requirements are generated for SNP or PP/DS when the demand plan isreleased from Demand Planning. This step can either be carried out using the demand planner or the
SNP planner.
??Performing the SNP run using the SNP Heuristic, SNP optimization, or Capable-to-Match (CTM)results in a mid-term production and distribution plan.
??After the SNP run, check the exception messages (alerts) and resolve any problems that occur.
??The final SNP plan consists of purchase requisitions, stock transport requisitions and SNP plannedorders. You can automatically convert the SNP planned orders into PP/DS planned orders in the
production horizon. Production Planning and Detailed Scheduling (PP/DS) then starts with these
PP/DS planned orders to remove detailed constraints and bottlenecks and to create a feasibleproduction plan.
??The final SNP plan can be released back to DP for comparison of the unconstrained demand planwith the feasible SNP plan. If the differences between these two plans are too great, you can use a
macro to trigger alerts so that the demand planner plans his forecasts again.
??After production planning has been completed, the deployment run confirms the stock transportrequisitions based on current supplies and demands.
??The TLB run groups the stock transport requisitions resulting from the deployment run into stock
transport orders.
??You can build stock transport orders manually for stock transport requisitions that could not be taken
into account during the TLB run due to specified threshold values.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 16/127
© SAP AG AP010
? SAP AG 2001
SNP Planning Functionality
? Mid- to Long-Term Planning Methods
? Heuristic
? Capable-to-Match (CTM)
? Optimization
? Propagation
? Deployment (short-term Replenishment Planning)
? Heuristic
? Optimization
?
Transport Load Builder? Grouping of Stock Transfers
??The following planning scenarios are supported by Supply Network Planning:
??Supply Network Planning creates feasible mid-term procurement, production and distribution
plans.
??Deployment distributes stock and available receipts to distribution centers and vendor-managed
inventory (VMI) customers.
??Transport Load Builder converts the stock transport requisitions used by deployment into stock
transport orders, taking account of transportation capabilities.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 17/127
© SAP AG AP010
? SAP AG 2001
Heuristic Scenario
1. Demandno stock
2. Demandno stock
? Quantity-based, rapid, multi-site planning
? MRP II concept (planning against infinite capacity)
? Time-based aggregation to weekly splits, for example
3. Explosion of planCreation and scheduling of
receipts
4. Valid transportationlanes, quota
arrangements,
priorities
??The role of the Heuristic involves:
??Planning supply to meet demand
??Integrating purchasing, production, and distribution in one consistent model
??Modeling the entire delivery network
??Synchronizing activities and planning material flow throughout the supply chain
??The slide shows an example of the Heuristic:
??There is a demand in the customer location. The net requirements calculation does not find anystock. The product is procured externally. The system analyzes the possible transportation lanes.
??There is also no stock in the distribution center so the Heuristic checks the possible transportationlanes in the plant.
??There is no stock in the plant, so the SNP plan is exploded and a planned order is created for the
finished product and dependent demands for the components.
??Procurement for the components then occurs via the possible transportation lanes and quotaarrangements or priorities.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 18/127
© SAP AG AP010
? SAP AG 2001
1. Day 2. Day 3. Day 4. Day 5. Day
Capacity load
100 %
BACKWARD FORWARD
Time-Based Capacity Leveling
Capacity Leveling
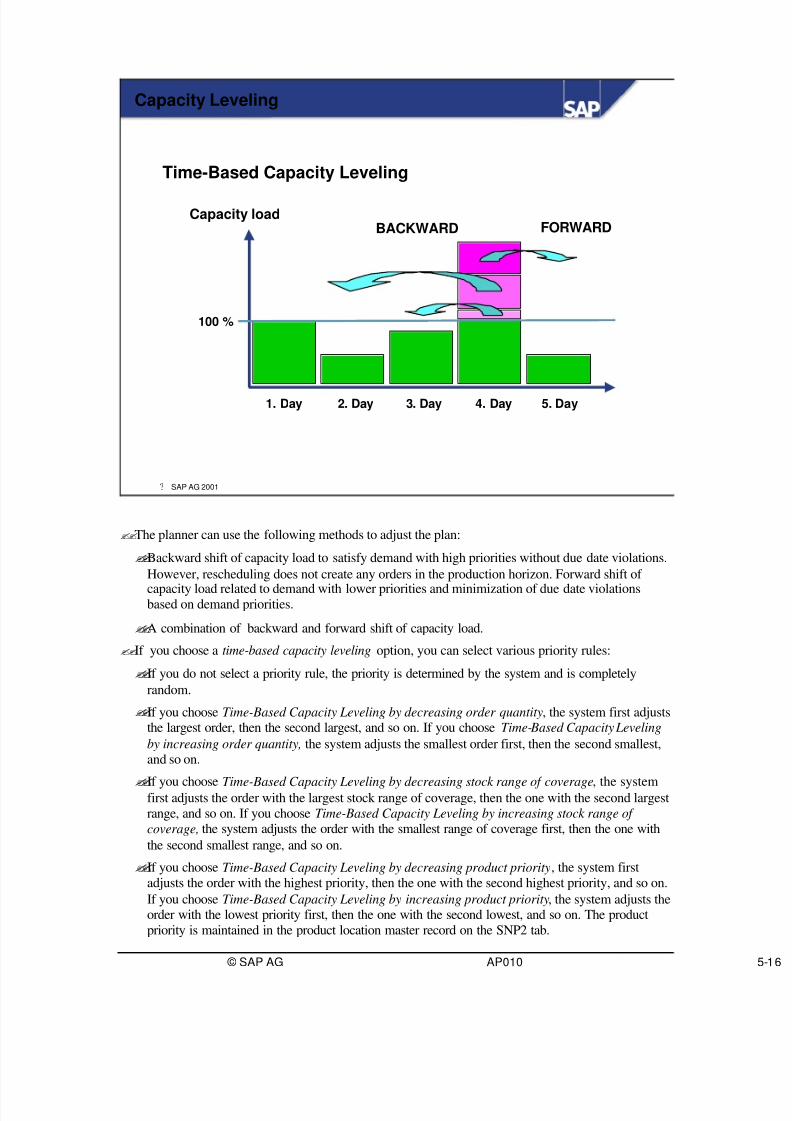
??The planner can use the following methods to adjust the plan:
??Backward shift of capacity load to satisfy demand with high priorities without due date violations.
However, rescheduling does not create any orders in the production horizon. Forward shift of
capacity load related to demand with lower priorities and minimization of due date violationsbased on demand priorities.
??A combination of backward and forward shift of capacity load.
??If you choose a time-based capacity leveling option, you can select various priority rules:
??If you do not select a priority rule, the priority is determined by the system and is completely
random.
??If you choose Time-Based Capacity Leveling by decreasing order quantity, the system first adjuststhe largest order, then the second largest, and so on. If you choose Time-Based Capacity Leveling
by increasing order quantity, the system adjusts the smallest order first, then the second smallest,and so on.
??
If you choose Time-Based Capacity Leveling by decreasing stock range of coverage, the systemfirst adjusts the order with the largest stock range of coverage, then the one with the second largest
range, and so on. If you choose Time-Based Capacity Leveling by increasing stock range of
coverage, the system adjusts the order with the smallest range of coverage first, then the one with
the second smallest range, and so on.
??If you choose Time-Based Capacity Leveling by decreasing product priority, the system first
adjusts the order with the highest priority, then the one with the second highest priority, and so on.
If you choose Time-Based Capacity Leveling by increasing product priority, the system adjusts theorder with the lowest priority first, then the one with the second lowest, and so on. The product
priority is maintained in the product location master record on the SNP2 tab.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 19/127
© SAP AG AP010
? SAP AG 2001
CTM Scenario
1. Demand withhighest priority,
no stock
3. Strategy: Search for surplus stock
Result: No stockATP rule: Substitution product
Result: No stockProduction: Search for availablecapacity
Result: No resource available
4. Strategy: Search for
surplus stockResult: Stock
5. Stock transfercreated
2. Transp. lane
highest priority
??This slide shows the determination of feasible receipts for the demand with highest priority. CTMgradually checks the feasible receipts, whereby you can define the sequence of checks via rules.
CTM takes the first feasible solution.
??CTM considers:
??Prioritized single requirements
??Production capacity and not handling, storage or transport capacities
??Splitting production between resources
??Component availability
??CTM is order-based planning that uses pegging methods to trace orders back to the individualrequirement. In Supply Network Planning no order-based planning takes place; rather, quantity
planning takes place. After the optimization run (or after the heuristic run), no information relating to
connections between particular planned production orders and original sales orders can bedetermined.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 20/127
© SAP AG AP010
? SAP AG 2001
PrioritizedDemands Demands
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Demand Prioritization
Priority Order Date Customer Product
1
2
3
KAUF
KAUF
forecast
1.3. 2001
1.4. 2001
Baker
Baker
P-102
P-102
P-1021.2. 2001 DC1
? The sort can be carried outaccording to:
? Customer (location) priority
? Product priority
? Order type
? Due date
? Demand selection
? CTM work area
??CTM prioritizes current demands based on order category (for example, sales order (KAUF) anddemand planning forecasts), due date and the defined priorities.
??The sequence of the priority criteria is of great importance for processing demands in the CTM run.
Note: If no priorities are set, prioritization occurs on a first come, first-served basis by due date.
??You can simulate demand prioritization and check the results.
??Below is a list of possible prioritization criteria: Maximum number of partial deliveries allowed per
item, stock / receipt / demand / forecast categories, confirmed quantity, ATP, BOP: confirmationshare, CTM quantity, order / MRP element number, order / MRP element item, date on which the
record was added, delivery group (items are delivered together), location, ATP, BOP: delivery date,
delivery priority, location, location product number priority, product priority, material staging date,item type sales document, ATP, BOP: user exit priority, sales document type, requested quantity.
??The sort within a prioritization criterion can be descending, ascending or user-defined.
??Define your demand selection in the CTM profile. (Multilevel Supply & Demand Matching >
Planning > Planning CTM > Demands tab) or (Multilevel Supply & Demand Matching >
Environment > Current Settings > Demand Prioritization > Sort Profile)
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 21/127
© SAP AG AP010
? SAP AG 2001
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Categorized
Supplies
Prioritized
DemandsCapable-to-Match
Multi-site capacity and
transportation capability check
CTM Results
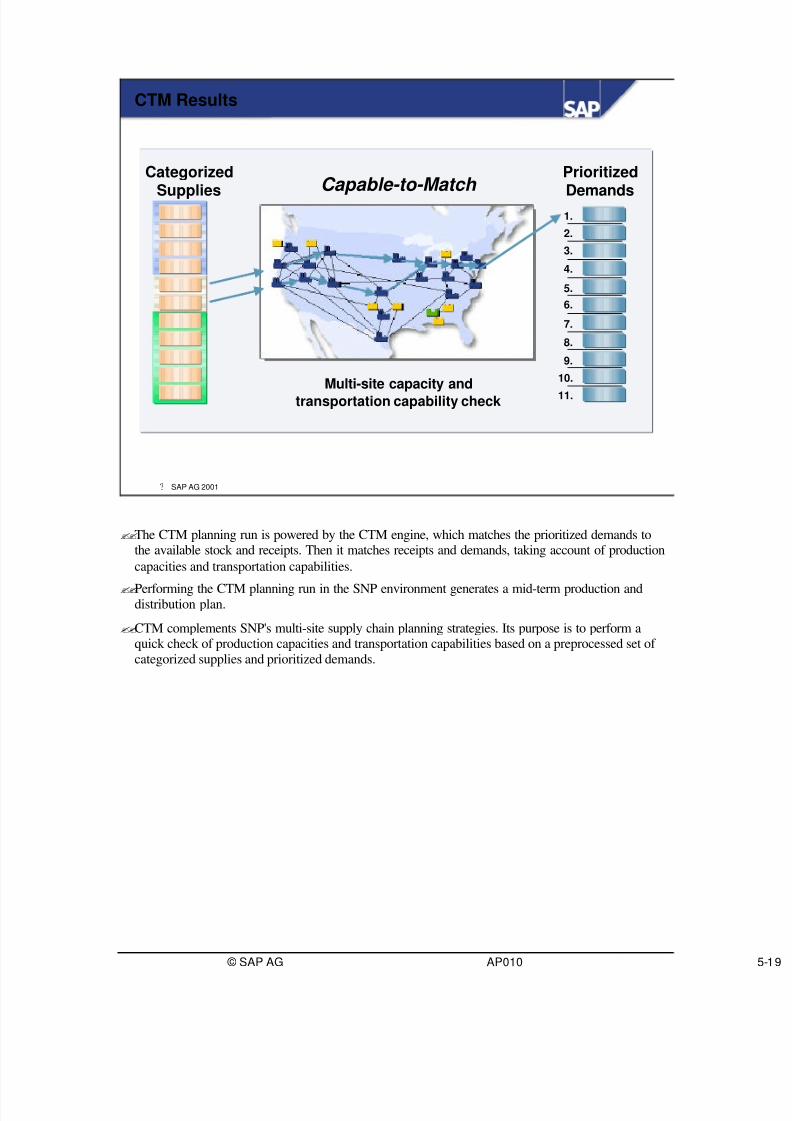
??The CTM planning run is powered by the CTM engine, which matches the prioritized demands tothe available stock and receipts. Then it matches receipts and demands, taking account of production
capacities and transportation capabilities.
??Performing the CTM planning run in the SNP environment generates a mid-term production anddistribution plan.
??CTM complements SNP's multi-site supply chain planning strategies. Its purpose is to perform aquick check of production capacities and transportation capabilities based on a preprocessed set of
categorized supplies and prioritized demands.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 22/127
© SAP AG AP010
? SAP AG 2001
The Principle of the Optimizer
Product requirementspriorities, resources,
horizons
Simultaneous product
and resourceplanning
Feasible receipts: planned orders, stock transfers and
purchase requisitions
Optimizer
Result:
? Constraints:
? Customer priority
? Product priority
? Production capacity
? Storage capacity
? Transportation capacity
? Lot sizes
?
Safety stock
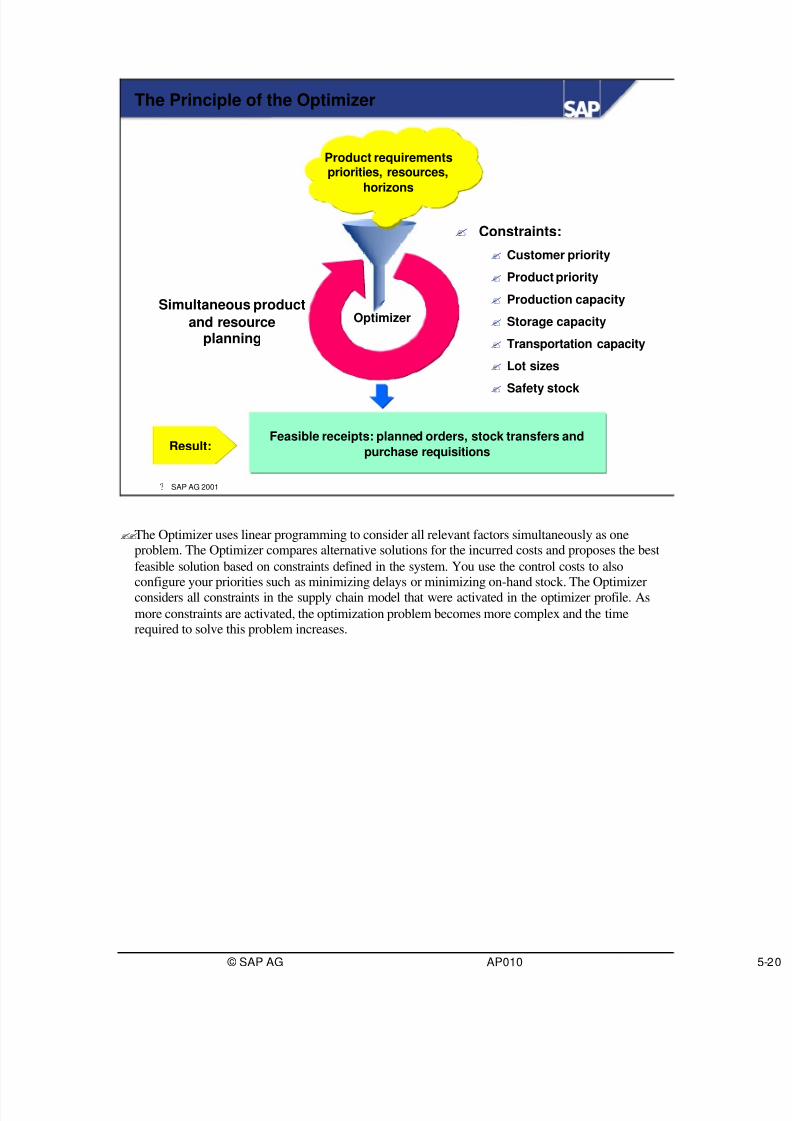
??The Optimizer uses linear programming to consider all relevant factors simultaneously as oneproblem. The Optimizer compares alternative solutions for the incurred costs and proposes the best
feasible solution based on constraints defined in the system. You use the control costs to alsoconfigure your priorities such as minimizing delays or minimizing on-hand stock. The Optimizer
considers all constraints in the supply chain model that were activated in the optimizer profile. As
more constraints are activated, the optimization problem becomes more complex and the timerequired to solve this problem increases.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 23/127
© SAP AG AP010
? SAP AG 2001
Aims of Optimization
What should be optimized
Costs - optimal
Prerequisite: "real" variablecosts or adequateestimate
Non-delivery costs :=Sales price + surcharge forcustomer loss/dissatisfaction
Service level - optimal
Prerequisite: "simplified"costs accepted(Control costs)
Non-delivery costs (NC) := highStorage costs := > 0, << NC
Other costs := << NC
??Service level - optimal on this slide shows the simpler configuration made by the Optimizer. Youmaintain high non-delivery costs (NC) and storage costs for the finished products via mass
maintenance. The high non-delivery costs force the Optimizer to exhaust all possible procurementand production capacities to satisfy the demands. The storage costs make sure that procurement and
production are carried out as late as possible.
??Costs - optimal on this slide shows the more complex configuration made by the Optimizer. You
maintain realistic costs for procurement, production, transportation and storage. You modellost salesand customer dissatisfaction via delay and non-delivery costs. In this scenario the Optimizer uses the
costs to determine the most cost-effective integrated solution.
??The result of the optimization run is an optimal solution (minimum costs or maximum profit) taking
account of planning-relevant transportation, production, storage and handling constraints. In that
sense, the solution is feasible. However, the result might be that due date constraints are violated orsafety stocks are not filled. Due dates and safety stocks are considered to be soft constraints. There
are costs associated with such violations, so the Optimizer only proposes this solution if, according
to the costs specified in the system, it is the least costly solution.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 24/127
© SAP AG AP010
? SAP AG 2001
30
CostsPenalty costs for
late delivery
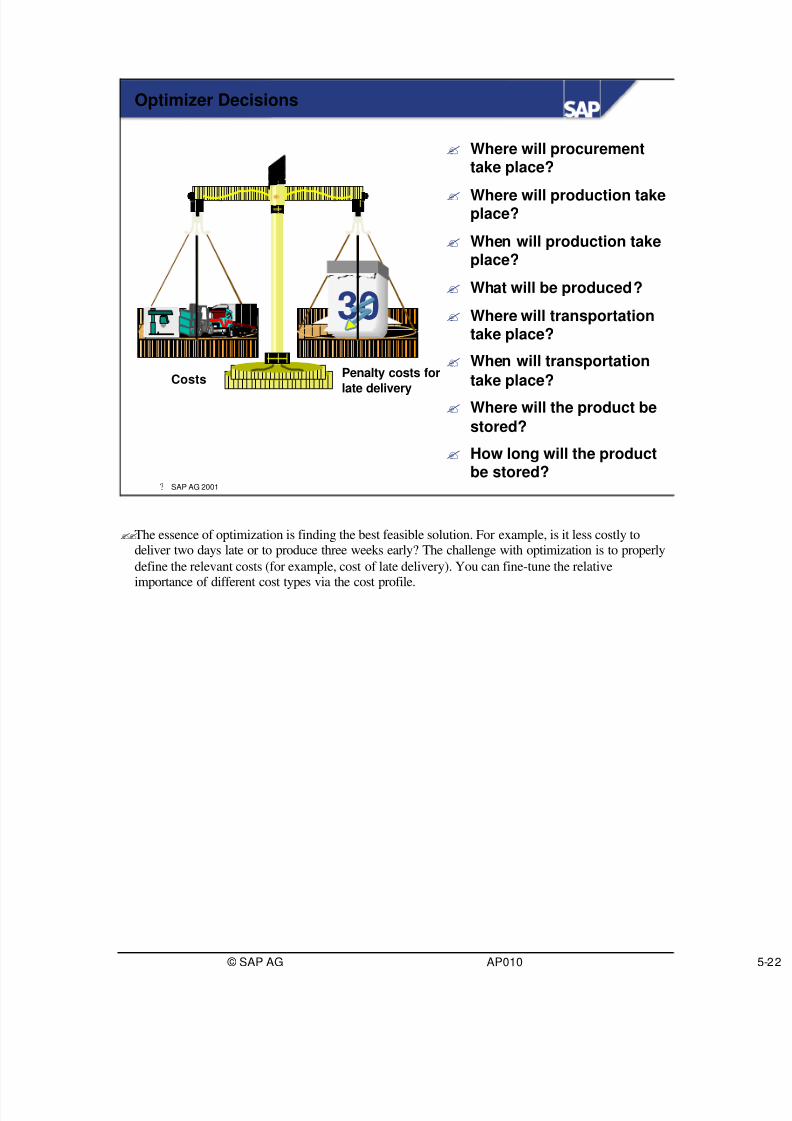
Optimizer Decisions
? Where will procurementtake place?
? Where will production takeplace?
? When will production takeplace?
? What will be produced?
? Where will transportationtake place?
? When will transportation
take place?
? Where will the product be
stored?
? How long will the productbe stored?
??The essence of optimization is finding the best feasible solution. For example, is it less costly todeliver two days late or to produce three weeks early? The challenge with optimization is to properly
define the relevant costs (for example, cost of late delivery). You can fine-tune the relativeimportance of different cost types via the cost profile.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 25/127
© SAP AG AP010
? SAP AG 2001
Demand at a location
Dependent demand at loc.
Processing flow
Heuristic: Optimizer:
CTM:
SNP Strategies: Comparison (1)
??The Heuristic is a rapid infinite planning method that generates alerts when there is a materialshortfall or resource overload.
??CTM is a rules-based method with extensive prioritization capabilities and finite, global planning of
production resources. CTM is order-based planning that uses pegging methods to trace orders back to the individual requirement.
??The Optimizer considers material and resource availability simultaneously. It uses linearprogramming to consider all relevant factors simultaneously as one problem. In other words, there is
no sequential processing in the determination of a solution. The Optimizer considers transportation,
production, storage, and handling costs to propose a minimum cost solution that meets the respectiveconstraints.
??The lack of pegging of orders back to the individual requirement has the following repercussions: In
Supply Network Planning no order-based planning takes place. After the optimization run (or afterthe Heuristic run), no information relating to connections between particular planned production
orders and original sales orders can be determined (CTM can, however, provide such information via
order tracing).

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 26/127
© SAP AG AP010
? SAP AG 2001
Speed
Quality
Prod. resources
Other resources
Multi-level
Costs
Priority
Quota arrangements
Heuristic Optimizer CTM
+
-
2. Step, local
2. Step, local
+
-
-
+
-
+
global +
global +
+
+
Product/location
creates
?
?
global +
-
+
-
Location / prod.+
+
SNP Strategies: Comparison (2)
??The performance of the three planning methods can be divided up roughly as follows: The Heuristicis the fastest method, CTM is in the middle and the Optimizer is the most complex and the slowest
method. This is just a rule of thumb. If you plan a lot of orders per period and location product, theperformance of CTM and the Optimizer can be compared since planning in CTM is order-based.
??The quality of the heuristic planning result is poorest (infinite!), next comes CTM (rules), and you
should expect the best result from the Optimizer that weighs up all possibilities of this algorithm.
??Production resources are considered globally and finitely by the Optimizer and CTM, while the
infinite planning result of the Heuristic must be postprocessed interactively.
??Transportation, storage and handling resources can be considered globally and finitely by the
Optimizer, while the infinite planning result of CTM and the Heuristic can be postprocessedinteractively.
??All methods can plan all BOM levels automatically.
??Costs ar e only relevant to the Optimizer.
??Priorities control CTM. There are product, location, order and due date, procurement and stock transport priorities. You set priorities for the Optimizer via the penalty costs for late delivery and
non-delivery of the location products.
??Quota arrangements are used by the Heuristic and CTM. They can be optimized using the Optimizer.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 27/127
© SAP AG AP010
? SAP AG 2001
Planning Process
Planning Horizon
Supply NetworkPlanning
Demand Planning
Production Planning /Detailed Scheduling
Transport LoadBuilder
Recommendedstock transportrequisitions
Forecast
Deployment
Stock transportorder
Planned orders
Firmedstock transportrequisitions
??Deployment determines which demands can be fulfilled by the existing supplies. If the produced andprocured quantities as well as the demands match SNP planning, the result of deployment is a
confirmation of the SNP plan. If the available quantities are not sufficient to meet the demand, thesystem makes the necessary adjustments according to whether you are executing the deployment
heuristic or deployment optimization.
??The Transport Load Builder (TLB) then groups these confirmed quantities together into stock
transport orders.
??Deployment and the TLB confirm the OLTP stock transport requisitions and can convert them into
stock transport orders or VMI sales orders. Via Customizing -> APO -> Supply Chain Planning ->Supply Network Planning (SNP) -> Basic Settings -> Configure Transfer to OLTP Systems you can
configure if transfer should take place using deployment or the TLB.
??Deployment and TLB are simply used to confirm stock transfers. Everything beyond this, such asroute planning, selection of carriers and generation of deliveries and transportations in the OLTP
system, is planned in TP/VS (Transportation Planning and Vehicle Scheduling).

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 28/127
© SAP AG AP010
? SAP AG 2001
Heuristic
Optimization
Deployment: Heuristic versus Optimization
?
Heuristic? Started for one plant
? Product by product
? Optimization
? Focus on network
? Product by product
? Coverage maximization
? Cost-based optimization
??The deployment function in SNP determines how and when inventory should be deployed todistribution centers, customers, and vendor-managed inventory (VMI) accounts. It produces
optimized distribution plans based on constraints (such as transportation capacities) and businessrules (such as minimum cost approach, or replenishment strategies).
??A variety of deployment strategies are used depending on the current situation (e.g., fair share, push
deployment, pull-push deployment, and minimum cost flow optimization).
??The Heuristic has a hierarchical view of the supply chain network: Deployment is always carried out
from one delivery location to the receiving locations (DCs or customers).
??The deployment heuristic calculates a replenishment plan for a product in a delivery location. If the
available quantities are not sufficient to fulfill the demand, the system determines the distributionplan based on fair share rules. If on the other hand supply exceeds demand, the system uses push
rules to determine the distribution plan. Fair share and push rules are defined in the deploymentprofile.
??Deployment optimization has the integrated view of the receipt situation of all delivery locations and
the demand situation of the receiving locations.??The deployment optimization run calculates a replenishment plan for a product in all locations within
the network. If the available quantities are not sufficient to fulfill the demand or supply exceeds
demand, the system uses minimum cost flow optimization to determine an optimum distribution planfor the whole network at once.
??Deployment optimization works like SNP optimization except that the production and procurement
quantities are not changed.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 29/127
© SAP AG AP010
? SAP AG 2001
DC2
DC1
Plant
Deployment adjusts the stock transfers for short-term changeson both the supply and demand side (distribution detailed planning).
Deployment
? Fair Share
? Proportional allocation
according to demands
? Proportional allocationaccording to target stocklevel
? Quota arrangements
?
Push deployment? Based on future demands
? Quota arrangements
??There are several deployment and allocation strategies: fair share, push deployment, pull-pushdeployment, and minimum cost flow optimization.
??If demand exceeds supply, use a fair share allocation.
??If demand is less than supply or excess inventory exists, use a push strategy to be able to transfer
stock as early as possible.
??When excess inventory exists, surplus stock can be distributed according to push logic.
??For pull/push deployment rules, the demand horizon restricts the future demands that can bedelivered early.
??Set the pull horizon on the demand profile; set the push horizon on the supply profile.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 30/127
© SAP AG AP010
? SAP AG 2001
Deployment Results
Plant to DC1
Plant to DC 2
Plant to DC 1
Plant to DC 2
Date: ATD Quantity: Requirements:
Detailed requirements per DC:
Today
S u p p l y
D e m a n d
Deployment Result: Fair Share Rule A
05.01.200106.01.2001
07.01.2001
1000900
400
100 (DC1)500 (DC2)
800 (DC1+2)
DC1
DC2
200
600
100
500100300
05.01.2001
06.01.200107.01.200107.01.2001
??The slide shows the result of a deployment heuristic using the fair share rule A that is issued afterplanning in the background: Today, 1000 units are available in the plant for distribution. The stock
transfer for the current demand from DC1 can be confirmed. The stock transfer for tomorrow canalso be confirmed. The day after tomorrow, the demand exceeds the remaining quantity in the plant,
so the 400 units are distributed using the defined fair share rule A.
??You use the ATD (Available to deploy) quantity to describe the quantity that is determined in the
delivering plant for distribution and according to ATP rules. You configure the category groups inCustomizing and assign them to the locations. Receipts (ATR) are, for instance, stock, production
orders, purchase orders, etc. Issues (ATI) are reservations, etc.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 31/127
© SAP AG AP010
? SAP AG 2001
Objective:Collective conversion of stock transport requisitionsinto stock transport orders in R/3
Transport Load Builder
? Grouped according to
? Products (transportation planner)
? Time (pull-in horizon)
? Transportation zones
? Ensures that minimum requirementsare met for:
? Volume
? Weight
? Number of pallets
??The primary purpose of the Transport Load Builder (TLB) is to use the results of the deployment run(single product transport recommendations) to create multi-product transport orders in a time period
for a transportation zone. It should be ensured that:
??The transportation methods are filled to maximum capacity
??No transportation method is dispatched that is not filled to minimum capacity
??For stock transport orders that could not be satisfied during the TLB run due to specified
constraints, you can build transport orders manually
??You can create transportation zones for the TLB or transfer them from R/3. You can thereby
consolidate your transportation capabilities (for example, use one truck to deliver orders to severallocations). You can group several locations together using transportation zones (and thereby create a
zone). TLB orders for several locations are regarded as one order for a large location, although
individual purchase orders do actually exist for separate locations.
??If you want to use transportation zones, you create a location as a transportation zone in the location
master. (From the APO Easy Access menu choose Master Data -> Location. Use the input help (F4)
in the Loc.typefield of the location master and choose 1005 - transportation zone). You then assignthe relevant locations in the hierarchy master to this transportation zone (choose Master Data ->Hierarchy). You can display these location hierarchies in the TLB interactive planning shuffler.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 32/127
© SAP AG AP010
? SAP AG 2001
1
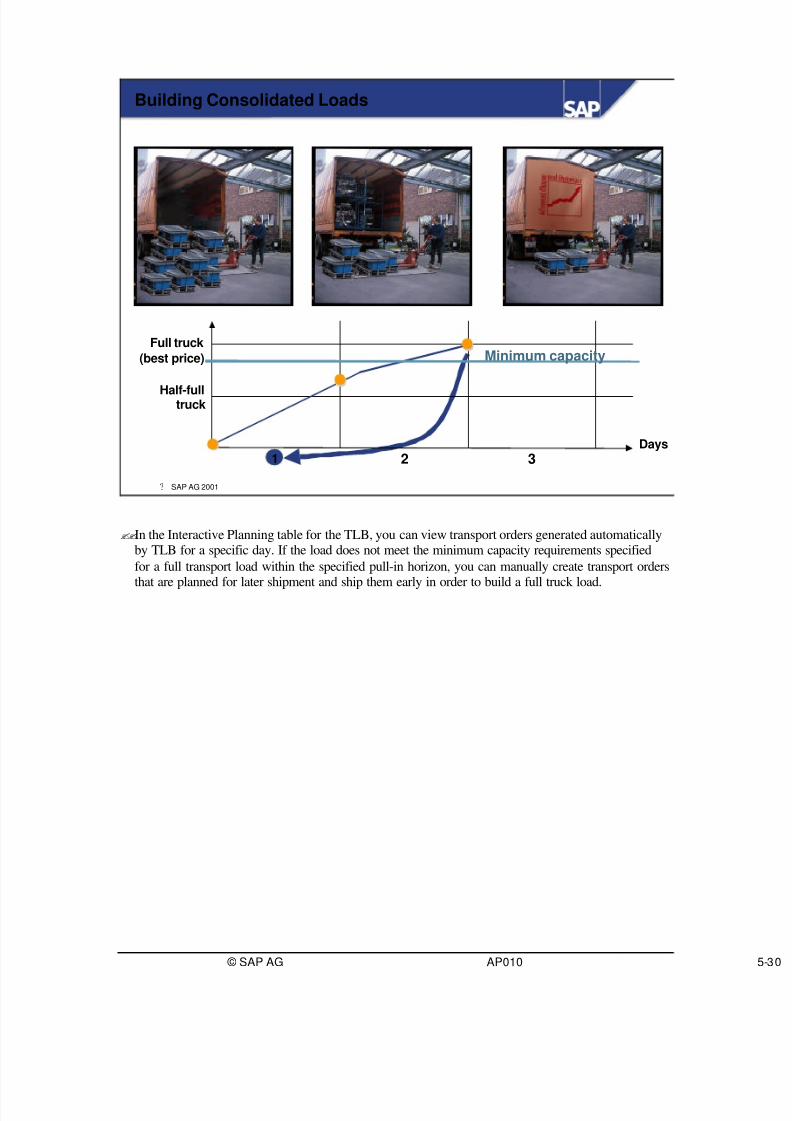
Building Consolidated Loads
Days
2 3
Half-fulltruck
Full truck
(best price) Minimum capacity
??In the Interactive Planning table for the TLB, you can view transport orders generated automaticallyby TLB for a specific day. If the load does not meet the minimum capacity requirements specified
for a full transport load within the specified pull-in horizon, you can manually create transport ordersthat are planned for later shipment and ship them early in order to build a full truck load.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 33/127
© SAP AG AP010
? SAP AG 2001
You are now able to
Supply Network Planning: Unit Summary
? Describe the Supply NetworkPlanning distribution network
? Explain the Supply NetworkPlanning process flow
? Identify master data that is requiredto run Supply Network Planning
? Describe and compare Supply
Network Planning planning methods
? Explain the function of deployment

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 34/127
© SAP AG AP010

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 35/127
© SAP AG AP010
Exercises
Unit: Supply Network Planning
Topic: Interactive Planning
At the conclusion of this exercise, you will be able to:
?? Open interactive planning in SNP, run the heuristic and view the
capacity situation for a resource
Once a forecast has been generated at Precision Pump Company, theLogistics Planner uses the SNP heuristic to create a rough distribution
plan and checks for capacity overloads at the production plants.
1-1 Open interactive planning of Supply Network Planning.Open the selection window and, under “Show”, select “APO Location product”.
Version 000 is already displayed automatically. In the next row, enter APO -Product once again, and on the right-hand side enter your product T-F2##. Load the
data for the product at location 2400 into the planning table.
1-2 Look at the future periods and check if the planned independent requirements you
released for the distribution centers 2400 and 2500 and the plant 1000 aredisplayed. Analyze in which key figure the planned independent requirements areshown.
Make sure that no distributed demands and production orders exist for theproduction plants 1000 and 2300.
1-3 Run the network heuristic and check the situation for your product T-F2## for thedistribution center 2400.
Verify that there are now values in the Total receipts row.
Which plants are supplying the receipts?_______________
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 36/127
© SAP AG AP010
1-4 Check the capacity situation for resources WT-L##_1000_001 and WT-L##_2300_001 in the Capacity View. Switch data views by dragging the grey bar
upwards on the left and double-clicking on data view SNP94(2) “CAPACITYCHECK”.
Open the selection window and, under “Show”, select “APO Resource”. Version
000 is already displayed automatically. In the next row, enter “APO Resource” onceagain, and on the right-hand side enter your resources WT-L##*. Load the data fora resource into the planning table sequentially. If there are any capacity overloads,run “Capacity Leveling”.
Is there any capacity overload for these resources?_________
If so, when do the violations occur?____________________
1-5 Run optimization for your product T-F2## at all locations. Load all locationproducts with product T -F2## into the planning table. Start the Optimizer with the
optimizer profile DISCRETE and the cost profile MASTER. Check the capacitysituation again.
1-6 Check if the receipts have been transferred to the connected R/3 System. Log on to
the R/3 System and call the stock/requirements list for your product T_F2## inplant 1000.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 37/127
© SAP AG AP010
Unit: Supply Network Planning
Topic: Deployment
At the conclusion of this optional exercise, you will be able to:
?? Describe deployment’s functionality and how it is used in APO
Precision Pump’s products are distributed to their distribution centers andcustomers on a daily basis.
Deployment checks the quantity that is available in the next few days for
distribution and confirms stock transports that can be made.
1-1* Run deployment for the location 1000 for the next 100 days using mass processing.Reduce SNP transport orders. Write down the result of the deployment run:
_______________________________________________________________
_______________________________________________________________
Field Name Input Data
Version 000
Planning book 9ASNP94
Data view SNP94(1)
Location 1000
Product T-F2##
Deployment horizon indays
100
If you select Orders: Do not change the system will not change theSNP transport orders.
The horizons in the training system are not realistic. In practice,deployment is used to confirm stock transports for the next few days.But in the course we cannot wait until the orders reach the short-term
horizon.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 38/127
© SAP AG AP010

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 39/127
© SAP AG AP010
Solutions
Unit: Supply Network Planning
Topic: Interactive Planning
1-1 Open interactive planning of Supply Network Planning.
Open the selection window and, under “Show”, select “APO Location product”.Version 000 is already displayed automatically. In the next row, enter APO -
Product once again, and on the right-hand side enter your product T-F2##. Load thedata for the product at location 2400 into the planning table.
Supply Network Planning? Planning ? Interactive Supply Network Planning
The selection window is the second icon in the top left. Open the selection
window and, under “Show”, select “APO Location product”. Version 000 is already displayed automatically. In the next row, enter APO -Product once
again, and on the right-hand side enter your product T-F2##. Select “Adopt”, and your selection will be adopted by the selection window.
Double-click on your product T-F2## for the distribution center 2400. The data
for this selection is now displayed in the planning table.
1-2 Look at the future periods and check if the planned independent requirements youreleased for the distribution centers 2400 and 2500 and the plant 1000 are
displayed. Analyze in which key figure the planned independent requirements areshown.
Make sure that no distributed demands and production orders exist for theproduction plants 1000 and 2300.
Display the weeks in the next month and you will see the quantities in the key figure “Total demand”. Only forecasts outside of the forecast horizon contribute to the total demand.
Double-click on the “Total demand” row. The released data is displayed in the key figure "Forecast". All six key figures (forecast, sales order, dependent
demand, distributed demands) contribute to the total demand.
Double-click on your product T-F2## for the distribution center 2500. Ensure
that demand is displayed.
Double-click on your product T-F2## for the plant 1000. Forecasts are displayed but no production quantities and distributed demand.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 40/127
© SAP AG AP010
1-3 Run the network heuristic and check the situation for your product T-F2## for thedistribution center 2400.
Verify that there are now values in the Total receipts row.
Which plants are supplying the receipts?_______________
Click on the Heuristic (network) button to run the heuristic.
Double-click on your product T-F2## for the distribution center 2400.
Double-click on the “Total receipts” row.
The stock transports created by the heuristic are displayed in the key figure“DistrReceipt (Planned)”. Right-click on this key figure and select “Display
details” to display the receipts from the plants in the lower window.
The production plants 1000 and 2300 supply the distribution center 2400
according to the quota arrangement for the product T-F2##.
1-4 Check the capacity situation for resources WT-L##_1000_001 and WT-
L##_2300_001 in the Capacity View. Switch data views by dragging the grey barupwards on the left and double-clicking on data view SNP94(2) “CAPACITYCHECK”.
Open the selection window and, under “Show”, select “APO Resource”. Version000 is already displayed automatically. In the next row, enter “APO – Resource”once again, and on the right-hand side enter your resources WT-L##*. Load thedata for a resource into the planning table sequentially. If there are any capacityoverloads, run “Capacity Leveling”.
Is there any capacity overload for these resources?_________
If so, when do the violations occur?____________________
Double-click on the data view SNP94(2) “CAPACITY CHECK”.
Double-click on your resource in the selection window to load data for the resource into the planning table.
The aggregated available resource is calculated from the available capacity perworkday.
If capacity overloads occur, select “Capacity leveling”; “Capacity leveling by
backward scheduling”; “Time-based capacity leveling w/o priority rule”;“Maximum load as a % :100%”, “Ignore firmed quantity”. Save the result and
select again.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 41/127
© SAP AG AP010
1-5 Run optimization for your product T -F2## at all locations. Load all locationproducts with product T -F2## into the planning table. Start the Optimizer with the
optimizer profile DISCRETE and the cost profile MASTER. Check the capacitysituation again.
Double-click on the data view SNP94(1) “SNP PLAN”. Open the selectionwindow and, under “Show”, select “APO Location product”. Version 000 is
already displayed automatically. In the next row, enter APO -Product once again, and on the right-hand side enter your product T-F2##. Select “Adopt”, and your selection will be adopted by the selection window.
Press the “Select all” symbol above the selection window and load the data by pressing the “Load data” symbol.
Start the optimization run by pressing the “Optimizer” symbol.
Enter DISCRETE for the optimizer profile and MASTER for the cost profile and
press “Execute”. When the Optimizer has finished the calculation, the resulting costs are displayed. When you have analyzed the costs, select the green arrow BACK to return to the planning table. Now you can check the resource loads
again.
1-6 Check if the receipts have been transferred to the connected R/3 System. Log on tothe R/3 System and call the stock/requirements list for your product T_F2## inplant 1000.
SAP standard menu?
Logistics?
Production?
MRP?
Evaluations?
Stock/Reqmts List
Enter your product T-F2## and the plant 1000, for example, and confirm.
The SNP planned orders and releases for the stock transport requisitions are in R/3. The planned independent requirements are not transferred back via CIF butvia mass processing in Demand Planning.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 42/127
© SAP AG AP010

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 43/127
© SAP AG AP010
Unit: Supply Network Planning
Topic: Deployment
1-1* Run deployment for the location 1000 for the next 100 days using mass processing.Reduce SNP transport orders. Write down the result of the deployment run:
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
Supply Network Planning? Planning? SNP in the Background ? Deployment
Field Name Input Data
Version 000Planning book 9ASNP94
Data view SNP94(1)
Location 1000
Product T-F2##
Deployment horizon indays
100
Select “Orders: Reduce”, and “Log”.
If you select Orders: Do not change the system will not change theSNP transport orders.
The horizons in the training system are not realistic. In practice,deployment is used to confirm stock transports for the next few days.But in the course we cannot wait until the orders reach the short-term
horizon.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 44/127
© SAP AG AP010
? SAP AG 2001
Contents:
Production Planning / Detailed Scheduling (PP/DS)
? Consumption of planning by sales orders for forecast-controlled products in make-to-stock and make-to-orderproduction
? Simultaneous material and capacity requirements planning atoperation level in the production plant
? Tools for production planning and production scheduling
? Schedule optimization in PP/DS
? Transfer of planning results to the execution system

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 45/127
© SAP AG AP010
? SAP AG 2001
Course Objectives
At the conclusion of this course, you will be able to
? Describe how sales orders consume planning inmake-to-stock and make-to-order production
? Use simultaneous material and capacityrequirements planning at operation level
? Use the production planning and productionscheduling tools
? Describe schedule optimization in PP/DS
? Transfer the planning results to the executionsystem

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 46/127
© SAP AG AP010
? SAP AG 2001
Course Overview Diagram
444
222 Integration and Technology
111
66
Course Overview
555
333
66777
888999
Modelling and Evaluation in APO
Demand Planning
Supply Network Planning
Production Planning/DetailedScheduling
Transportation Planning
Global Available-to-Promise
Conclusion

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 47/127
© SAP AG AP010
? SAP AG 2001
Business Scenario
? In Demand Planning, a demand planning forecast
was generated and transferred to the distributioncenter as planned independent requirements.
? After SNP has transferred the requirements via the
stock transfer to the production plant, theproduction quantities and capacities must beplanned in the production plant.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 48/127
© SAP AG AP010
? SAP AG 2001
Production Planning & Detailed Scheduling inAPO: Advantages
? Simultaneous material and capacity requirements planning for in-houseproduction, external procurement, and stock transfers in a production plant at
operation level: Fast generation of feasible plans
? Immediate and automatic planning (for example, to trigger production from theplant) - close integration with plant
? Planning with exact times, even for dependent requirements (for example, aprerequisite for material staging by shift)
? Dynamic exception messages in real-time and based on order linking (pegging)across the whole supply chain
? Multi-level capacity requirements planning possible: automatic, multi-level, bi-directional propagation of order changes
? Planning of alternative resources
? Available capacity: time, volumn, length ...
? Consideration of restrictions in planning (for example, supplier capacity)
? Schedule optimization (order sequencing, lead time, etc.)
??Simultaneous material and capacity requirements planning: You can define resources as finite
resourcesin the resource master (resources critical for planning). At these resources, operations of
orders are only created if there is enough capacity available for the order quantity on the order date.If there is not enough capacity available, the system searches for a new date, taking the capacity
situation into account.
??Automatic planning immediately: If you set this indicator for a product (PP/DS tab in the product
master), the system starts a single-level planning run for this product for each change made that isrelevant to planning (for example, a new sales order). At the same time (immediately) a multi-level
ATP check is performed for the product and for the assembly/components for which automatic
planning immediately is defined.
??Planning with exact times: Dependent requirements and orders are created with a time.
??Bi-directional propagation of order changes: If you make time-related changes to orders at, forexample, finished-product level, you can specify that the system is to automatically move the
assembly orders. If, however, there is not enough capacity at that time for the assembly orders, an
exception message can be generated or the order is not moved at finished product level. In the otherdirection, moving assembly orders can have an effect on finished product orders.
??Planning alternative resources: If not enough capacity is available at a resource, the operation can
be rescheduled at alternative resources (maintained in the PPM).
??Schedule optimization: During planning, it may be that orders were generated whose order
sequence is not optimum. Therefore, you can change the sequence and resource assignment of
existing orders in the optimization run.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 49/127
© SAP AG AP010
? SAP AG 2001
Interaction Between SNP and PP/DS
Create,change
Create,change
PP/DS
Today
Create,change
Create,change
SNP
Order
4713
Order
4714
Order
4715
Order
4716
Order
4717
Production horizon(per product)
Time
Receipts
Reqmts in plant
Mo Tu We Th
50
Order
4712
100 40 210 160 35
? Capacities and material are planned
based on exact times (to the second)
? Consideration of order sequences
? Optimizer: Can optimize the sequenceof existing orders and operations
? Capacities are planned in time bucket
profiles in an aggregated manner
? Order sequences not considered
? Optimizer: Optimizes lot sizes,determines source of supply
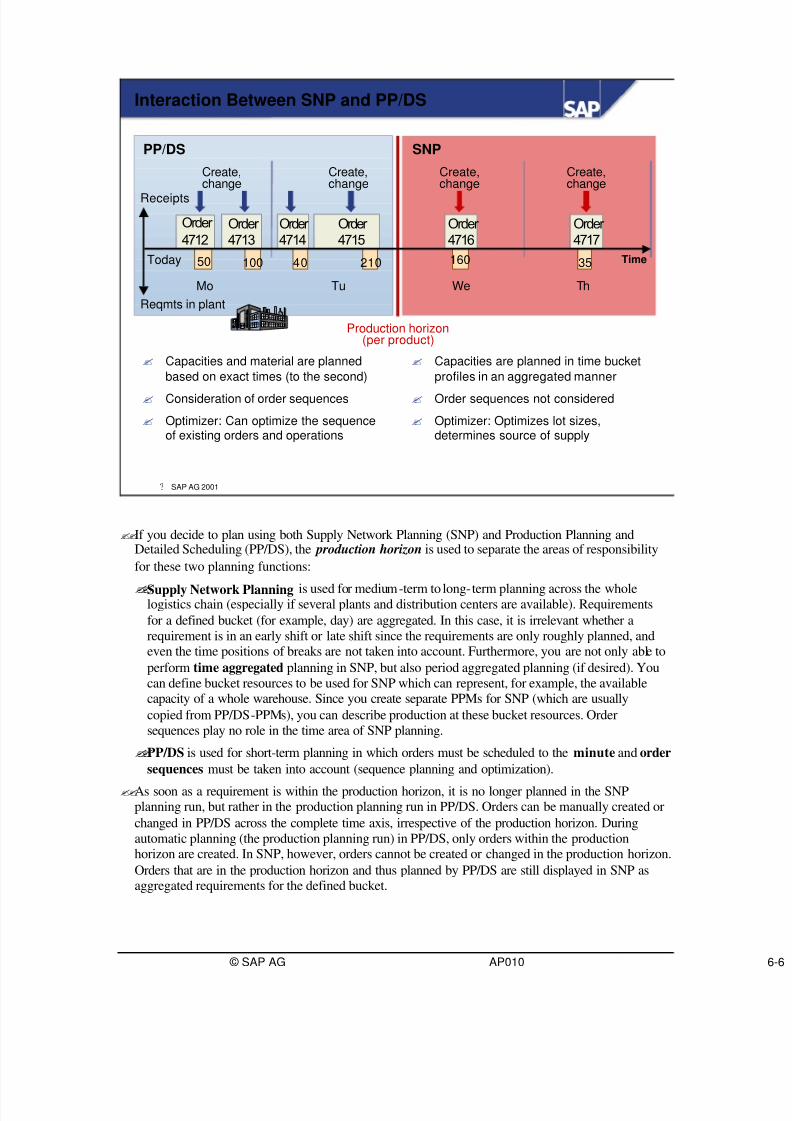
??If you decide to plan using both Supply Network Planning (SNP) and Production Planning andDetailed Scheduling (PP/DS), the production horizon is used to separate the areas of responsibility
for these two planning functions:
??Supply Network Planning is used for medium-term to long-term planning across the wholelogistics chain (especially if several plants and distribution centers are available). Requirements
for a defined bucket (for example, day) are aggregated. In this case, it is irrelevant whether a
requirement is in an early shift or late shift since the requirements are only roughly planned, andeven the time positions of breaks are not taken into account. Furthermore, you are not only able to
perform time aggregated planning in SNP, but also period aggregated planning (if desired). You
can define bucket resources to be used for SNP which can represent, for example, the availablecapacity of a whole warehouse. Since you create separate PPMs for SNP (which are usually
copied from PP/DS-PPMs), you can describe production at these bucket resources. Order
sequences play no role in the time area of SNP planning.
??PP/DS is used for short-term planning in which orders must be scheduled to the minute and order
sequences must be taken into account (sequence planning and optimization).
??As soon as a requirement is within the production horizon, it is no longer planned in the SNPplanning run, but rather in the production planning run in PP/DS. Orders can be manually created or
changed in PP/DS across the complete time axis, irrespective of the production horizon. During
automatic planning (the production planning run) in PP/DS, only orders within the productionhorizon are created. In SNP, however, orders cannot be created or changed in the production horizon.
Orders that are in the production horizon and thus planned by PP/DS are still displayed in SNP asaggregated requirements for the defined bucket.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 50/127
© SAP AG AP010
? SAP AG 2001
100
Today
Production horizon
SNPCreate
100
Today
Production horizon
DeletePP/DS
100
Today
Production horizon
Create againPP/DS
Scheduling accordingto the PPM for SNP
Scheduling accordingto the PPM for PP/DS
Interaction Between SNP and PP/DS (2)
??In this graphic, an order is created in Supply Network Planning using the production process modeldefined in SNP. Production process models are created (the SNP-PPM can be copied from PP/DS-
PPM, which is generated via the R/3-APO interface from the R/3 routing/BOM). Bucket resources(used only in SNP) or mixed resources (which can be used both in PP/DS and SNP-PPM) are
planned in Supply Network Planning. Orders are aggregated for each defined bucket.
??As soon as the start date of the order enters the production horizon, the SNP order is no longer
planned by SNP. The SNP order must be converted into a PP/DS order so it can be planned byPP/DS. To do this, background conversion is available in the PP/DS menu, which can be used to
schedule periodically. The conversion creates the order again in PP/DS using the production process
model defined there. Before the conversion, the aggregated requirements are displayed in SNP asplanned production. After the conversion in PP/DS, the orders are still displayed as aggregated
requirements in SNP.
??The production horizon is defined as a number of days from the current day into the future in which
PP/DS is to be used to plan. The production horizon can be defined in Customizing for Supply Chain
Planning, in the IMG activity, Display Global Parameters and Default Values. You may also define
a production horizon for each product per location in the product master. This definition takespriority over the Customizing definition.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 51/127
© SAP AG AP010
? SAP AG 2001
Requirementsstrategies
Quantity 100Date 05/10
Quantity ?Date ?
Requirements Strategies
Sales
order
SDSD
Planned
indep.reqmts
CustomerProduction /
Purchasing
? How does SAP process independentrequirements?
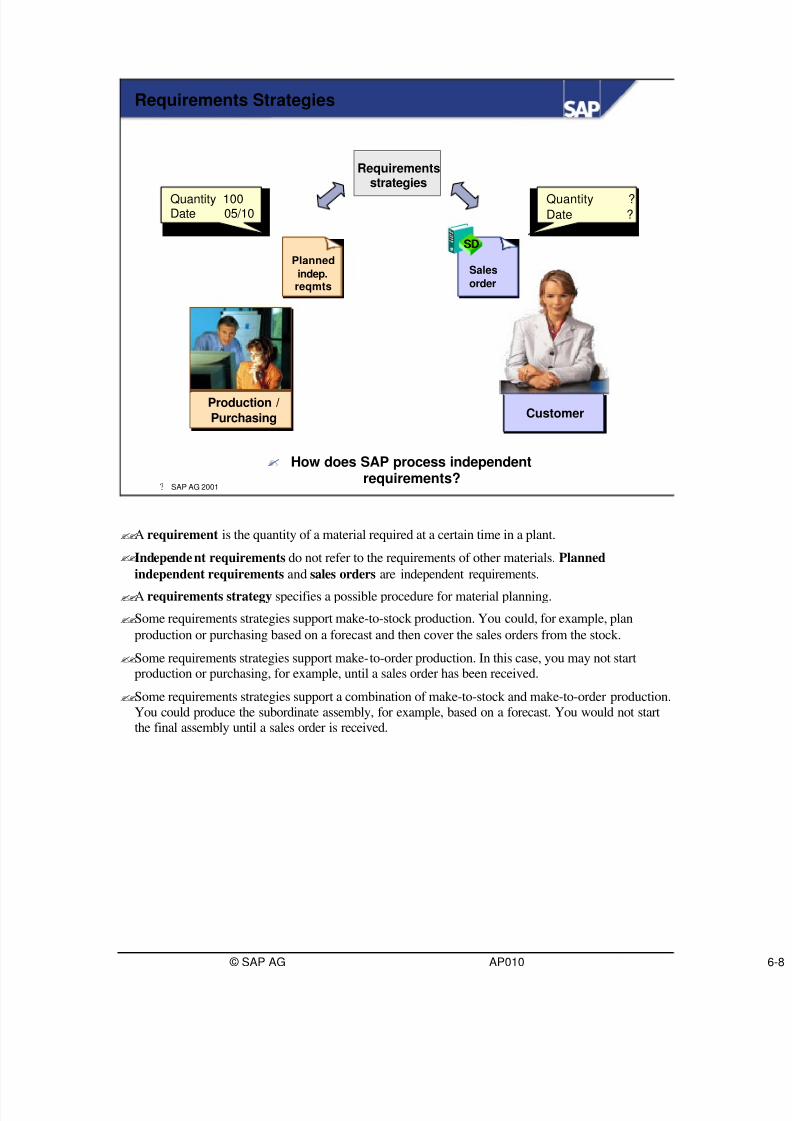
??A requirement is the quantity of a material required at a certain time in a plant.
??Independent requirements do not refer to the requirements of other materials. Planned
independent requirements and sales orders are independent requirements.
??A requirements strategy specifies a possible procedure for material planning.
??Some requirements strategies support make-to-stock production. You could, for example, plan
production or purchasing based on a forecast and then cover the sales orders from the stock.
??Some requirements strategies support make-to-order production. In this case, you may not startproduction or purchasing, for example, until a sales order has been received.
??Some requirements strategies support a combination of make-to-stock and make-to-order production.
You could produce the subordinate assembly, for example, based on a forecast. You would not startthe final assembly until a sales order is received.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 52/127
© SAP AG AP010
? SAP AG 2001
Requirements Strategies
? Make-to-stock production of the finished product by planning at
the finished product level
? Sales order-related final assembly:
? Make-to-stock production of assemblies by planning atassembly level, final assembly in make-to-stock or make-to-order production when sales orders are received.
? Make-to-stock production of assemblies by planning atfinished product level, but final assembly is not triggered until
the sales order is received. Final assembly in make-to-stockor make-to-order production.
?
Make-to-order production only, without planning
??Requirements strategies represent the business procedure for planning production quantities and
dates. A wide variety of requirements strategies are available offering a number of differentpossibilities for planning, ranging from make-to-order production to make-to-stock production.
Depending on the strategy you select, you have the following options:
??Make-to-stock production based on sales orders and/or planned independent requirements at
finished product level
??Planning specifically for the assembly, if you can plan more easily at component level. Final
assembly takes place in make-to-stock or make-to-order production.
??Stocking up of assemblies by planning at finished product level, but final assembly is not triggered
until the sales order is received. Final assembly takes place in make-to-stock or make-to-order
production.
?? Make-to-order production only, without planning the finished product or the components
??Furthermore, you can combine requirements strategies. This allows you to plan a finished productwith a requirements strategy for make-to-stock production as well as plan an important assembly thatis also sold as a spare part.
??The planning strategies available for a material can be found in APO Customizing for Master Data
(in step Determine Requirements Strategies). You can assign a requirements strategy to a material inthe Requirements strategy field. Each requirements strategy contains important control parameters
for the consumption of sales orders (or dependent requirements) and planning.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 53/127
© SAP AG AP010
? SAP AG 2001
Overview of the Complete Production PlanningRun Process
Dependentrequirements
Order
Sched. agree.
del. schedule
Sales orders,Planned ind. reqmts
Purchase
requisition
Convert
External procurementIn-house
production
ProductProductplanning runplanning run
Sched. agree.del. schedule
Convert
Planned order
Productionorder
Processorder
Plnd order forrepetitive man.
Planning
Execution
??Material requirements planning deals with current and future requirements. The plannedrequirements quantities trigger planning (in consumption-based planning, for example, planning is
triggered when the reorder point is not reached). Requirements elements for material requirementsplanning are, for example, sales orders, planned independent requirements, dependent requirements.
??If the production planning run discovers shortage quantities, procurement proposals are generated:
purchase requisitions and planned orders are internal planning elements which can be changed,
rescheduled or deleted at any time.
??In the case of in-house production the system creates planned order for planning production
quantities. When planning is complete, planned orders are converted to production orders.Dependent requirements for the planned order are converted to reservations for the production
order.
??In external procurement, the system generates a purchase requisition for planning externalprocurement quantities. When planning is complete, the purchase requisition is converted to an
order. If a material exists for a scheduling agreement, scheduling agreement delivery schedules
can also be generated directly during the production planning run.
??When planning is complete, in-house production or external procurement must be triggered. For this,
??Planned orders are converted to production orders if you are working with discrete manufacturing
(order-based production)
??Planned orders are converted to process orders if you are working with process manufacturing
??Planned orders are used as a basis for production if you are working with repetitive manufacturing
(period-based instead of order -based)
??Purchase requisitions are converted to purchase orders

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 54/127
© SAP AG AP010
? SAP AG 2001
Time Elements in Scheduling
Finishedproduct
Assembly ofa different
plant
Stock transferto a different
plant
Time
Availability date
Start date
Reqmts date
10 3020
End date
GR processing time 10
10 20
GI processing time GR processing time
10
GR processing time
GR processing time
Operations
??When the lot size of the planned order has been determined and the PPM has been exploded, theproduction planning run calculates the dates of the planned orders.
The dependent requirement dates of the planned orders are moved to the dates of the assignedoperations (PPM). A material order appropriate for the operation is then possible.
??The system assumes material staging according to component assignments in the PPM to the
operations in the PPM. The dependent requirement dates of the BOM components are moved to the
production start dates of the operations to which they are assigned.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 55/127
© SAP AG AP010
? SAP AG 2001
Production Planning Run Overview: SimultaneousMaterial and Capacity Requirements Planning
Time
Resource 3 (finite)
Resource 2 (infinite)
Resource 1 (finite)
Sales order with desireddate and quantity
30
20
10
30
20
Confirmed
qty/date
Available
Occupied
1st Loading attempt
Final loading
Today
Resource availability
Raw material Delivery time Delivery time
Possible ALERTS:Resource Overload
Supplier-supplier time violatedSupplier-resource overload
10
Uninterruptible operation, according to PPM
??If a product is not available, the requirement (the sales order or dependent requirement, for example)triggers production directly: If it triggers an order for in-house production, APO creates a planned
order for the desired quantity in PP/DS. All of the operations of the PPM are scheduled at theresources of the PPM, and the system takes the capacity restrictions into account (available capacity
and orders that may have already been scheduled).
If the capacities are already exhausted on the desired date, the system uses simultaneous material andcapacity requirements planning to find a date on which the planned order can be created. You use the
strategy profile to define how the system is to schedule (search for a slot, infinite planning ...).
??Prerequisite:
??Maintain resources critical to planning as finite resources in the resource master. At these
resources, operations of orders are only created if there is enough capacity available for the order
quantity on the order date.
??Maintain the strategy profile with which you want to trigger the scheduling of planned orders in
planning under Global Settings in Customizing for PP/DS, in the Strategy profile field. The
default strategy profile in the delivery system is SAP002 (search for a slot backward).

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 56/127
© SAP AG AP010
? SAP AG 2001
Detailed Scheduling Planning Board
Diagram areaTable area
Graphical object(operation, order)Message bar
Res.Res.
type
Short
descrip-tion
Res03
Res02
Res01 P
P
P
Loc 01
Loc 01
Loc 02
Resource chart03/15/1999 03/16/1999
00 02 04 06 08 10 12 14 16 18 20 22 00 02 04 06 0822
OrderNo Products
000001357
000001335
000001294 P
P
P
Order Chart03/15/1999 03/16/1999
00 02 04 06 08 10 12 14 16 18 20 22 00 02 04 06 0822
Product
Product 01
Product histogram
03/15/1999 03/16/1999
00 02 04 06 08 10 12 14 16 18 20 22 00 02 04 06 0822
300200
100
Order No: 000001294
Differentcharts
Lines
Chart objects
Columnheading
??Schedules are displayed graphically in the planning board.
??The planning board is used for interactive planning, for example, for interactive processing and
dealing with Alerts.
??You can call the planning board directly from the Production Planning/Detailed Scheduling menu or
from order processing.
??You can define the layout of the planning board, for example:
??The different charts (such as a resource chart and an order chart):
??The field selection and sorting for the columns in the table section of a chart
??The format of the rows in the table section
??The objects displayed in the diagram section of a chart, for example:
Operations or orders (graphical objects)
Histograms (product stock curves or resource load curves)
Network views of operations and orders that display the time and pegging relationships betweenoperations and orders
??The layout of operations and orders in the diagram section.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 57/127
© SAP AG AP010
? SAP AG 2001
Optimization Concept in PP/DS
Objective function
W1* Total lead time
+ W2* Sum of setup times
+ W3* Sum of setup costs
+ W4* Maximum delay costs
+ W5* Sum of delay costs
+ W6* Sum of mode costs
= MINIMUM
? Optimization: Change of production dates/sequences and resource
assignments of existing operations/activities with regard to the following criteria(no creation or deletion of orders):
??Use: Optimization allows you to optimize the production dates/sequences and the resourceassignment of existing operations/activities which were generated by the production planning run or
manual planning. The optimizer does not create or delete orders.The purpose of optimization is to generate feasible production plansand increase the efficiency of
production.Several optimization parameters (such as setup times, due date violations) can be
weighted in such a way that the optimized schedule comes as close to the desired results (forexample, minimum setup times) as possible. The following parameters can be taken into account in
optimization:
??Total lead time (from the start of the first operation to the end of the last operation in a schedule
within the optimization horizon). The total lead time makes a statement about the compactness of
the orders within the optimization horizon.
??Sum of setup times
??Sum of setup costs
??Maximum delay costs (maximum delay of an order compared to its requirements or due date).
??Sum of delay costs (delay compared to requirements or due dates)
??Sum of mode costs
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 58/127
© SAP AG AP010
? SAP AG 2001
Non-working timesFixed operationsOperations, that may be rescheduled
RelationshipsOptimization range
Transferred resources: B, C, D
Start EndResource A
Resource B
Resource C
Resource D
Resource E
Optimization Window: Time and Resources
Earliest start for optimized schedule
??When you call up optimization you set the optimization horizon (start and end) and the start datefor the optimized schedule. The optimization function reschedules orders and operations that are:
??Completely within the optimization horizon (defined by a start and an end date)
??Not fixed
??At resources which were transferred to optimization
If you have selected resources in the planning board, only these selected resources aretransferred to the optimizer. If you have not selected any resources in the planning board, thesystem transfers the resources that you specified in the work area for the planning board and the
optimizer.In particular, the system can only reschedule an activity to alternative resources during
optimization when these resources are included in the resource selection for optimization.
??The relationships of the fixed orders and operations to the non-fixed orders and operations determineif and by how much these orders and operations can be shifted during optimization. The optimized
schedule is, therefore, adjusted to accommodate the fixed orders and operations.
??The system does not change planning outside of the optimization window during planning. Activities
outside of the optimization window are fixed during optimization. However, the fixed activitiesdetermine by their relationships to the non-fixed activities in the optimization range, whether and
how far these activities can be rescheduled during optimization. The optimized schedule is,
therefore, adjusted to accommodate the fixed activities.
??Earliest start date for the optimized schedule: Before the optimization, you specify the earliest
date on which the optimization function can schedule the activities. You cannot enter an earliest startdate that lies in the past.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 59/127

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 60/127
© SAP AG AP010
? SAP AG 2001
Conversion to Fixed Procurement Elements
Productionorder
Planned
order
Plannedorders
Productionorders
Individual conversionIndividual conversion
Collective conversionCollective conversion
OrderPurchaserequisition
Purchaserequisitions Orders
??You can trigger the conversion of planned orders and purchase requisitions to production orders ororders directly in APO. You set the conversion indicator in APO for the orders you want to convert.
The orders are transferred to the OLTP system and converted automatically. The converted ordersare sent back to the APO System with a different ATP category (purchase requisition to purchase
order). If a planned order is converted to a production order, the dependent requirements of the
components are converted to reservations.
??You can convert planned orders and purchase requistions in one of the following two ways:
??Individually in interactive planning: In the product view and the product planning table, you can
select orders to be converted and then choose Set conversion indicator . When you save theplanning results, the orders to be converted are transferred to the R/3 System, where the
conversion will be automatically triggered. The converted orders are sent back to the APO System
with a new ATP category.
??Using mass conversion and selection criter ia (Choose Production Planning -> Manufacturing
Execution -> Conversion of Orders/Purchase Requisitions): You can set the conversion indicators
for a large number of orders or for several products. You can restrict the selection of orders to beconverted by entering the product, location, production planner and the offset for the openingperiod. The opening period, which is defined in the product master on the PP/DS tab, controls
which orders are to be converted. The opening period is a number of workdays starting from the
current date. The APO System only sets the conversion indicators for orders whose order startdates are within this period. The opening period is used both for in-house production orders and
external procurement orders.
??Prerequisites: On the PP/DS tab in the product master, you have maintained an opening period for
each product at the location level.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 61/127
© SAP AG AP010
? SAP AG 2001
Mass Conversion - Time-Based
Order headerOrder header
Operations
Materialcomponents
Production resource/tool
Costs PlanKPlndActual
2050
100
Orders
Production orders/
process orders
Today x days later
Offset time
Time
Planned orders and
purchase requisitions
PlanningPlanned order
Purchase requisitionOpening
period
Productionfinish
Productionstart
Creationdate
In-house
production
External procurement
??APO orders contain three dates: production start, production finish, creation date. The creation date is the date on which a planned order is to be converted to a production order or a purchase requisition
to an order. This date is based on the opening period defined in the R3 material master (SchedMargin
key field). The opening period from the SchedMarginkey of the R/3 material master is transferred to
the APO product master in the R/3 APO interface (Opening field in the Horizons group box).
??As soon as the creation date of a planned order is passed on to a time horizon selected in mass
conversion, it can be converted in mass conversion. The time interval (offset time) entered in massconversion is always valid as of today's date. Planned orders whose creation dates are in the past are
automatically selected too.
??Planned orders are usually converted to production orders (in-house production), purchase
requisitions to purchase orders (external procurement).
??In in-house production, the order type in R/3 determines whether it is a production order or a
process order. The order type is taken (in the sequence of highest priority) from the production
scheduling profile in the R/3 material master, the MRP group in the R/3 material master, and the
plant parameters in R/3-Customizing. The R/3 System decides whether a production order or aprocess order is to be generated for the product.
??When the pla nned order is converted to a production order or process order, the planned order is
deleted. The related dependent requirements (material components) and any capacity requirements
are redirected to the newly created production order. The dependent requirements becomereservations.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 62/127
© SAP AG AP010
? SAP AG 2001
Production Planning / Detailed Scheduling (PP/DS):Unit Summary
You are now able to
? Describe how sales orders consume planning in make-
to-stock and make-to-order production
? Use simultaneous material and capacity requirementsplanning at operation level
? Use the tools for production planning and productionscheduling
? Describe schedule optimization in PP/DS
?
Transfer the planning results to the execution system
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 63/127
© SAP AG AP010
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 64/127
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 65/127
© SAP AG AP010
1-2 Execute a production planning run to schedule the production of the pumps. In thisexample, planning should not be triggered from the product view; rather, theproduction planning run should be used.
1-2-1 Exit the product view and follow the menu path for the production planningrun. In the production planning run, in plant 1000, you plan all products forwhich you have planned the production planner.
In the production planning menu, select the following variant:
SAP_MRP_001.
After making this selection, choose Selection criteria .Now select the following values:
Field Values
Product
Location 1000
Production planner 0##
Planning file entry created X
Choose Execute.
1-3 In the Product View in APO, look at the planning result for the APO product T-F2## at location 1000 (production plant Hamburg).
1-3-1 Look at the situations of the planned order for product T-F2## and check the
requirements/receipt situation for all components.Were all requirements planned in planning?
_____________________________________________________
1-3-2 Now check the planned order details:
Look at the component list of the latest planned order within the production
horizon: Double -click on the latest planned order within the productionhorizon to go to the planned order.After double-clicking, you can see the detailed data (header data) of the
planned order on the right, and the complete structure of the planned orderon the left. On the left you can recognize the receipts, components
(requirements) and operations of the planned order.
When are the start and end dates of the planned order for the final assemblyof pump T-F2##?
_____________________________________________________

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 66/127
© SAP AG AP010
How many operations have been scheduled in the planned order on the
various resources?
_____________________________________________________
Which assemblies (and also dependent requirements) are contained in theplanned order for the pump T-F2##?
_____________________________________________________
Have the components T-B1## (casing), T-B22## (fly wheel), T-B3##(hollow shaft) and T-B4## (electronic turbo-drive) also been planned?To find this out, double-click on the corresponding product number in the
component list of the planned order and look at the requirements/stock situation for the corresponding assembly on the right of the screen.
Are there any alerts for the components of the planned order?
_____________________________________________________
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 67/127
© SAP AG AP010

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 68/127
© SAP AG AP010
Optional exercise (not part of the standard course–can be used by the course participants after the course)
Unit: Production Planning and Detailed
Scheduling(Machine Scheduler’s Tools)
At the conclusion of this exercise, you will be able to:
?? Visualize and process orders in the detailed scheduling
planning board
After you have executed the planning run for your plant 1000 inHamburg, you must then reschedule the sequence of the existing
orders.
1-4 Until now, we have only created requirements and orders for pump T-F2## (whitepump). Now, create some more planned independent requirements for pump T-F4## inplant 1000.
To demonstrate that planned independent requirements can be created not only using
APO Demand Planning, but also using R/3 Program Planning, create the plannedindependent requirements manually in R/3.
Note: Creation of planned independent requirements in R/3 is useful if you areperforming demand planning in R/3, or are not performing demand planning and wishto maintain the planned independent requirements manually.
1-4-1 Enter the independent requirements for material T-F4## in plant 1000 in the
R/3 program planning. In the initial screen of the transaction, enter T (dayformat) in the planning period field, to select day schedule lines as the period
schedule line.In the planning table, select the first row of the table and choose the delivery
schedule tab.
Enter the following independent requirements for pump T-F4## in plant 1000:
Friday in aweek
Friday intwo weeks
Friday inthree weeks
Friday infour weeks
5 5 5 5
Save your entries.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 69/127
© SAP AG AP010
1-5 Check the sequence of the planned orders for both product pump T-F2## (white pump)and T-F4## (blue pump). To do this, use the detailed scheduling planning board.
1-5-1 Call up the variable view of the Detailed Scheduling Planning Board. Choosethe “ Pump ## ” overall profile and confirm using Enter.
You see that the work area “Pump ##” was selected automatically when you
selected the overall profile “Pump ##”. This includes all resources for the finalassembly of the pumps.
Enter the detailed scheduling planning board using the selection criteriaspecified above and then navigate in the planning board.
1-5-2 Look for the first orders for products T-F2## (white pump), and T-F4## (bluepump) by selecting the respective product numbers one after the other in the
Product chart and then right-click to select " begin with first graphical object".
Look in the Resources chart to see which resources the pumps occupy. To findout which capacity loads belong to which order in the resources chart, select thefirst planned order for the product T-F2## and then right-click to select “Mark
objects for the same order”. All capacity requirements belonging to the order are then shown in color.
1-5-3 In the Detailed Scheduling Planning Board, you can now manually rescheduleorders/operations using Drag & Drop, or you can start the Optimizer for
automatic sequence planning.
However, only observe the planning result here, and then exit the Detailed
Scheduling Planning Board without saving.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 70/127
© SAP AG AP010
Solutions
Unit: Production Planning and Detailed Scheduling
1-1 APO menu path: Production Planning ? Interactive Production Planning ?
Product View
1-1-1 Why have no planned orders been created, in the near future, for the planned
independent requirements?For product T-F2##, a production horizon of a certain number of days has
been maintained in the product master, on the SNP2 tab. Requirements
outside this production horizon are covered by the SNP planning run.
Requirements within the production horizon are covered by the PP/DS planning run. As only an SNP planning run was executed in the last
exercise, but not a PP/DS planning run, no planned orders are available for
any requirements within the production horizon.
1-2 APO menu path: Production Planning? Automated Production Planning and
Optimization ? Production Planning Run
1-3 APO menu path: Production Planning? Interactive Production Planning ?
Product View
1-3-1 Look at the situations of the planned order for product T-F2## and check therequirements/receipt situation for all components.Were all requirements planned in planning?
After the production planning run, all the planned independent
requirements were planned.
1-3-2 When are the start and end dates of the planned order for the final assemblyof pump T-F2##?
Take the dates from the planning order header.
How many operations have been scheduled in the planned order on the
various resources? In total, the six different PPM operations have been scheduled in the planned order.
Which assemblies (and also dependent requirements) are contained in theplanned order for the pump T-F2##?The components T-B1##, T-B22##, T-B3## and T-B4## are contained in the
planned order for the pump.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 71/127
© SAP AG AP010
Are the components T-B1## (casing), T-B22## (fly wheel), T-B3## (hollow
shaft) and T-B4## (electronic turbo-drive) also planned automatically andimmediately? Are there any alerts for the components of the planned order?Only the dependent requirements of the hollow shaft are planned
immediately; the other dependent requirements were not planned. However,
these are partially covered by storage location stock .Solutions

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 72/127
© SAP AG AP010
Optional exercise (not part of the standard course–can be used by the course participants after the course)
Unit: Production Planning and Detailed
Scheduling (Machine Scheduler’s Tools)
1-4
1-4-1 R/3 menu path: Logistics ? Production Planning ? Program Planning
? Planned Independent Requirement ? Create
1-5
1-5-1 APO menu path: Production Planning? Interactive Production Planning
? Detailed Scheduling Planning Board
1-5-2
1-5-3
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 73/127
© SAP AG AP010
? SAP AG 2001
Contents:
Transportation Planning & Vehicle Scheduling(TP/VS)
? Route optimization
? Transportation consolidation
? Carrier selection
? Shipment tendering

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 74/127
© SAP AG AP010
? SAP AG 2001
Unit Objectives
At the conclusion of this unit, you will be able to:
? Describe the tasks of Transportation Planning &
Vehicle Scheduling, and how it is applied in APO
? State the differences between the Transport LoadBuilder, and Transportation Planning & Vehicle
Scheduling.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 75/127
© SAP AG AP010
? SAP AG 2001
Course Overview Diagram
444
333
Integration and Technology
111
77
Course Overview
555
666
77
222
888999
Modelling and Evaluation in APO
Demand Planning
Supply NetworkPlanning
Production Planning/DetailedScheduling
TransportationPlanning/Vehicle Scheduling
Global Available-to-Promise
Conclusion

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 76/127
© SAP AG AP010
? SAP AG 2001
Business Scenario
? The Precision Pump Company is usingTransportation Planning & Vehicle Scheduling tomake optimum usage of available capacities in
trucks, trains, ships, and aircraft . Their aim is toplan more efficiently and reduce costs.
? During optimization, both optimum routes, andoptimum vehicles will be identified (using R/3freight costs, for example).
??The Precision Pump Company is using Transportation Planning to make optimum usage of availablecapacities in trucks, trains, ships, and aircraft . Their aim is to perform planning more efficiently and
reduce costs.
??They are using Vehicle Scheduling to analyze and modify the plan that was generated duringTransportation Planning. For example using carrier selection manually to fix planning results, and
transfer them to the OLTP system for transportation execution (LES).
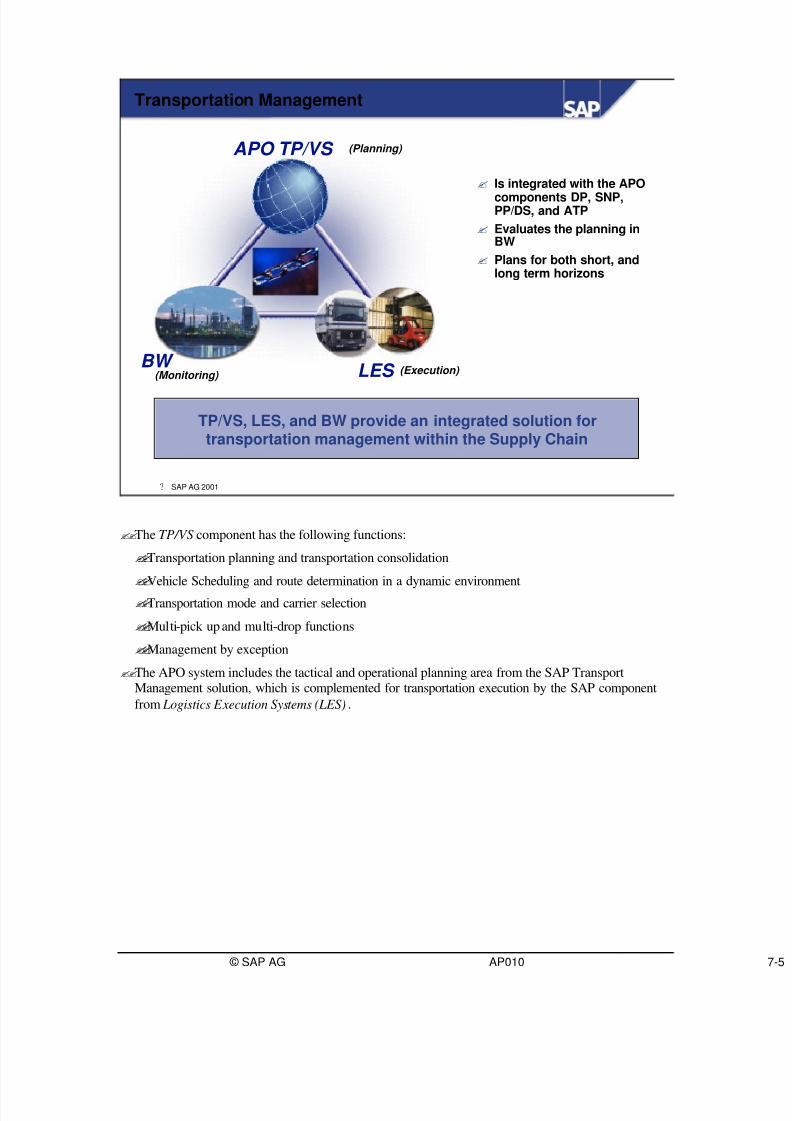
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 77/127
© SAP AG AP010
? SAP AG 2001
TP/VS, LES, and BW provide an integrated solution fortransportation management within the Supply Chain
Transportation Management
LES BW
APO TP/VS (Planning)
(Execution) (Monitoring)
? Is integrated with the APO
components DP, SNP,PP/DS, and ATP
? Evaluates the planning inBW
? Plans for both short, andlong term horizons
??The TP/VS component has the following functions:
??Transportation planning and transportation consolidation
??Vehicle Scheduling and route determination in a dynamic environment
??Transportation mode and carrier selection
??Multi-pick up and multi-drop functions
??Management by exception
??The APO system includes the tactical and operational planning area from the SAP TransportManagement solution, which is complemented for transportation execution by the SAP component
from Logistics Execution Systems (LES) .

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 78/127
© SAP AG AP010
? SAP AG 2001
Transport LoadTransport Load
BuilderBuilder
Supply NetworkSupply Network
PlanningPlanning
Demand PlanningDemand Planning
PP/DSPP/DS
TP/VSTP/VS
Stock transfers
ForecastForecast
Deployment
Planned
orders
Planneddeliveries
Planned
shipments
Unconstrained
Aggregated planning
Constrained
Mid-term planning
Constrained
Detailed planning
Constrained
Route planning andtransportation consolidation
APO Planning Process
??Supply Network Planning is used for long-term and mid-term planning. A big advantage of thiscomponent is the sourcing which determines where and how a product will be procured. Sourcing is
optimized by functions such as the Transport Load Builder (TLB). Bucket capacities are used inSupply Network Planning to plan products. These bucket capacities show the most detailed level of
daily planning.
??Vehicle Scheduling (VS) is a short-term planning component. You can define planning horizons for
both the Supply Network Planning component and the VS component here. These horizons are allindependent of one another and have to be planned as such.
??In Vehicle Scheduling, resources and transportation processes are maintained in detail, so thatplanning will be performed as precisely as possible. When orders from Supply Network Planning
become VS orders, the following happens:
??the orders are received in a specific sequence
??the exact transportation time is specified
??information and processes that were still outstanding are added (data and processes that are not
necessary for Supply Network Planning, but are for Vehicle Scheduling such as loading anddelivery activities)

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 79/127
© SAP AG AP010
? SAP AG 2001
Created transportation lane
Generated transportation lane
Inbound
Outbound
ReplenishmentTransportation
zones
TP/VS Supply Chain Modeling
??Customers or suppliers can be grouped into transportation zones to reduce the complexity of TP/VSproblems.
??The unbroken line is modeled and the broken lines are generated by the optimizer.
??If a transportation zone is loaded with customers from the R/3, an associated hierarchy is generated
automatically.
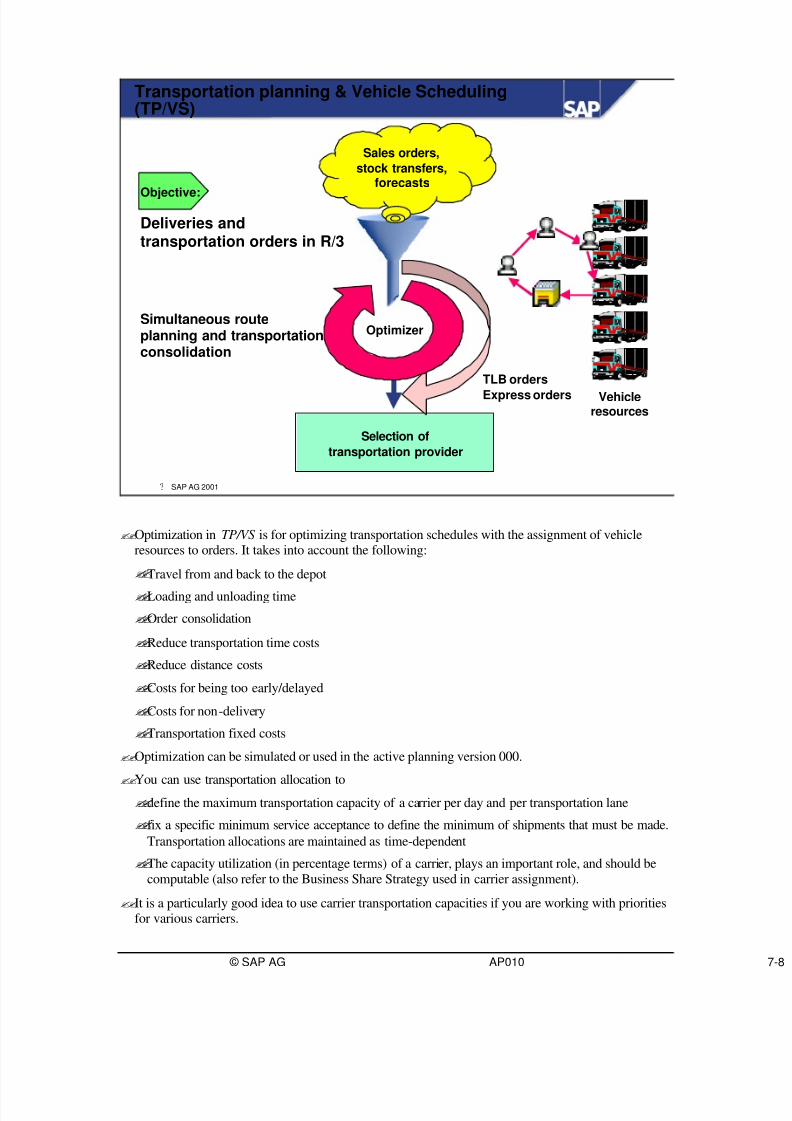
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 80/127
© SAP AG AP010
? SAP AG 2001
Transportation planning & Vehicle Scheduling(TP/VS)
Sales orders,
stock transfers,forecasts
Simultaneous routeplanning and transportationconsolidation
Selection of
transportation provider
Vehicleresources
TLB orders
Express orders
Objective:
Deliveries andtransportation orders in R/3
Optimizer
??Optimization in TP/VS is for optimizing transportation schedules with the assignment of vehicleresources to orders. It takes into account the following:
??Travel from and back to the depot
??Loading and unloading time
??Order consolidation
??Reduce transportation time costs
??Reduce distance costs
??Costs for being too early/delayed
??Costs for non-delivery
??Transportation fixed costs
??Optimization can be simulated or used in the active planning version 000.
??
You can use transportation allocation to??define the maximum transportation capacity of a carrier per day and per transportation lane
??fix a specific minimum service acceptance to define the minimum of shipments that must be made.
Transportation allocations are maintained as time-dependent
??The capacity utilization (in percentage terms) of a carrier, plays an important role, and should be
computable (also refer to the Business Share Strategy used in carrier assignment).
??It is a particularly good idea to use carrier transportation capacities if you are working with prioritiesfor various carriers.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 81/127
© SAP AG AP010
? SAP AG 2001
The Vehicle Scheduling Procedure
Select carrier
Shipment tenderingPublication of
deliveries
Create/transferdeliveries
Configuration
Backorder processing
Master data Modeling
Optimization(Route planning and
transportation consolidation)
Create/transfershipments
??You use interactive planning in Vehicle Scheduling to:
??perform transportation planning manually or automatically
??display, change, confirm, or reject optimization results
??execute carrier selection manually
??fix planning results and transfer them to the OLTP system for transportation execution

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 82/127
© SAP AG AP010
? SAP AG 2001
Create deliveries
Publish
Release for execution
Accept / Refuse
Business scenario:Internet tendering
Business scenario:Internet tenderingBusiness scenario:Internet tendering
Business scenario:Internet tendering
TP/VS Tendering
XML
EDI
HTMLService agentService agent
Transportation plannerTransportation planner
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 83/127
© SAP AG AP010
? SAP AG 2001
You are now able to:
Unit Summary
? Describe the tasks of Transportation Planning &Vehicle Scheduling, and how it is applied in APO
? State the differences between the Transport LoadBuilder, and Transportation Planning & VehicleScheduling
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 84/127
© SAP AG AP010
? SAP AG 2001
Contents:
Global Available-to-Promise (Global ATP)
? Global ATP and Integration with OLTP
? Integration with PP/DS
? Rules-based ATP
? Product Allocations

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 85/127
© SAP AG AP010
? SAP AG 2001
Unit Objectives
At the conclusion of this unit, you will be able to
? Describe how Global Available-to-Promise(ATP) integrates with OLTP andAPO applications
? Define the features and functionalityof Global Available-to-Promise
? Identify benefits of using GlobalAvailable-to-Promise

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 86/127
© SAP AG AP010
? SAP AG 2001
Course Overview Diagram
444
222 Integration and Technology
111
88
Course Overview
555
666
88777
999
333 Modelling and Evaluation in APO
Demand Planning
Supply Network Planning
Production Planning/DetailedScheduling
TransportationPlanning/Vehicle Scheduling
Global Available-to-PromiseConclusion

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 87/127
© SAP AG AP010
? SAP AG 2001
Business Scenario
? Precision Pump company intends to use rules-based ATP to be able to carry out a multi-plantsearch for products requested by its customers. If
the pumps are not available, the feasible deliverydate can be determined, taking account ofresource availability.
? SAP AG

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 88/127
© SAP AG AP010
? SAP AG 2001
Global
ATP
Historicaldata
Historical
dataDemand Planning
Salesorders
Shop floorcontrol
Inventorymanagement
Supply
NetworkPlanning
Supply Chain Cockpit
Deployment
ProductionPlanning and
DetailedScheduling
AP0 Application Architecture and Global Available-to-Promise (ATP)
Transportation PlanningTransportation
processing
LIS, CO/PAHR, FI
Keyperformance
indicators(KPIs)
R/3 APO BW
??In the R/3 APO interface you can define that the ATP check of products (ATP check, ATP =Available-to-Promise) should not be carried out in R/3 but in APO, as soon as a sales order is
created.
??Sales orders created in the OLTP system (for example, R/3 System) automatically trigger theavailability check in APO in this case. Depending on the system settings, a check can be carried out
against inventory, production plans and distribution plans.
??Planned orders that are created via ATP integration with PP/DS can be sent back directly to the
OLTP systems.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 89/127
© SAP AG AP010
? SAP AG 2001
Global Availability Check in APO: Benefits
? Rules-based availability check (multi-step availability check):check of multiple locations and products
? Better integration between sales and distribution andproduction: triggering of production when there is noavailability (integration PP/DS)
? Multilevel component and capacity check (real-time operation)
? Check against aggregated, memory-resident data
??Rules-based ATP (multi-step availability check): When there is no availability, you can configure inAPO that the system should carry out the availability check for the product in another location or
else for an alternative product.
??Integration between sales and distribution and production: You can also define that the salesorder triggers production directly if a product is not available. If it triggers an order for in-house
production, APO creates a planned order for the desired quantity in PP/DS (Production Planning &
Detailed Scheduling).
??In addition, component availability can be checked (multi-level components and capacity check).
??Check against aggregated data: Planned orders and production orders are aggregrated and
represented in a time series, which can be used to evaluate the incoming requests from the salesorders. This means that better system performance is then available.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 90/127
© SAP AG AP010
? SAP AG 2001
Salesorders
R/3
? Global ATP: multi-site, real-time
? Rules-based, multi-level ATP
? Alternative locations
? Alternative products
? Alternative PPMs
? Integrated with Production Planning
? Checks against actual production plan
? Consideration of capacity constraints
?
Integration of legacy systems
Articlestructure
ATP request
40 pieces
Confirmation
Global ATP
Customer
APO
??Global ATP is embedded in Supply Chain Management (SCM) processes for any kind of orderprocessing.
??Availability checks are triggered as events in the OLTP system - either R/3 or legacy systems - and
an ATP request for product availability is sent over to APO.
??An Available-To-Promise (ATP) check is an online search to verify the company's ability to provide
the requested product, in the requested quantity, and on the date requested by the customer.
??In many OLTP systems, ATP functionality is limited or not possible at all. In older versions of R/3,an ATP check searched local inventories only for available products and assumed infinite capacity
when a product had to be produced. For this reason, ATP checks are carried out in APO on the basis
of time series, either in real-time or in simulation mode.
??When it comes to production, ATP makes use of PP/DS (Production Planning and Detailed
Scheduling) functionality to check against the actual order network including all constraints.
??Applying rules-based ATP is the basis for checks of alternative products in alternative locations as
well as for production.
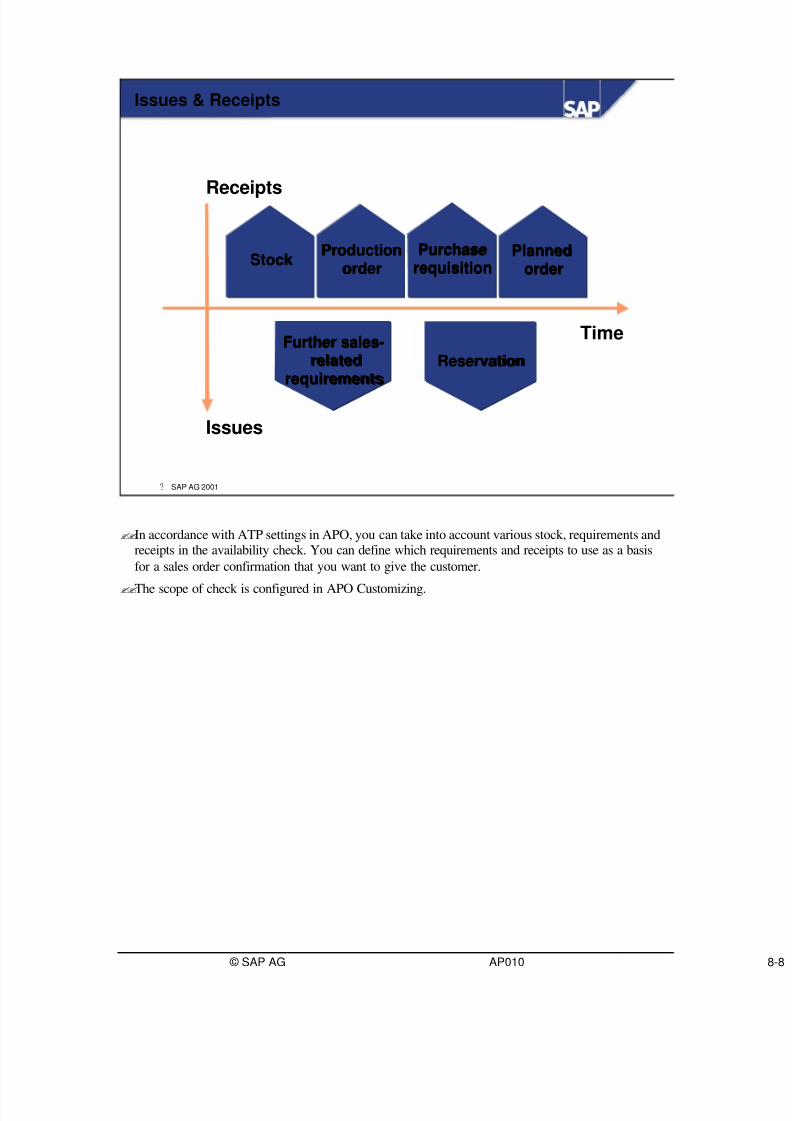
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 91/127
© SAP AG AP010
? SAP AG 2001
Receipts
Issues
Time
PlannedPlanned
orderorderStockStock
PurchasePurchase
requisitionrequisitionProductionProduction
orderorder
Further sales-Further sales-
relatedrelated
requirementsrequirementsReservationReservation
Issues & Receipts
??In accordance with ATP settings in APO, you can take into account various stock, requirements andreceipts in the availability check. You can define which requirements and receipts to use as a basis
for a sales order confirmation that you want to give the customer.
??The scope of check is configured in APO Customizing.
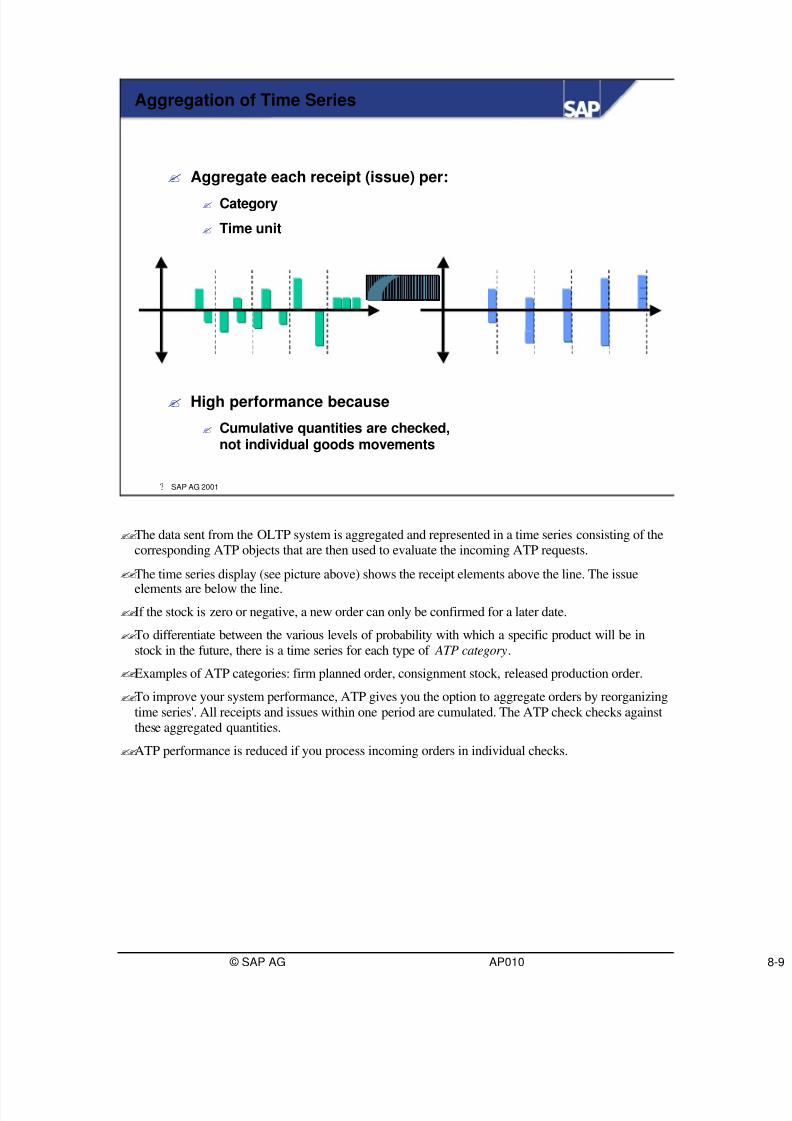
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 92/127
© SAP AG AP010
? SAP AG 2001
Aggregation of Time Series
? Aggregate each receipt (issue) per:
? Category
? Time unit
? High performance because
? Cumulative quantities are checked,not individual goods movements
??The data sent from the OLTP system is aggregated and represented in a time series consisting of thecorresponding ATP objects that are then used to evaluate the incoming ATP requests.
??The time series display (see picture above) shows the receipt elements above the line. The issue
elements are below the line.
??If the stock is zero or negative, a new order can only be confirmed for a later date.
??To differentiate between the various levels of probability with which a specific product will be in
stock in the future, there is a time series for each type of ATP category.
??Examples of ATP categories: firm planned order, consignment stock, released production order.
??To improve your system performance, ATP gives you the option to aggregate orders by reorganizing
time series'. All receipts and issues within one period are cumulated. The ATP check checks againstthese aggregated quantities.
??ATP performance is reduced if you process incoming orders in individual checks.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 93/127
© SAP AG AP010
? SAP AG 2001
Alternative location(s)
A l t e r
n a t i v e
p r o d
u c t ( s )
End item ofsales order
P P M e x p l o s i o n
Problem:Insufficient number of pieces in stock
Possible solution:Step 1: Alternative productStep 2: Procurement from another location
Step 3: Production (PPM explosion)
Rules-based ATP: Example
??Rules-based availability checking is an iterative process. The rules stored in the system determine thenext checking step in each case.
??Possible next steps are as follows:
??Substitution (alternative product)
??Sourcing (alternative location)
??Capable-To-Promise (triggering production = creating an order)
??All of these span the three-dimensional space shown in the picture.
??The search stops when an acceptable result is provided by the check (if any number of substitution
steps is permitted).
??In the rule strategy settings, however, only one substitution can be selected. In this case the system
completes the rule evaluation. Without customer-specific coding (= customer exit) the system
chooses the first result that covers the requirement completely. By activating the customer exit youcan decide which selection is appropriate and if a dialog should be displayed. Only one result is
permitted.
??The rule strategy forms the actual rule-base for a specific check. In the simplest case, this search
strategy defines the sequence in which the system reads the individual rules.
??Each access of this sequence is performed using a combination of characteristics. When an order is
to be checked, the characteristics of the order are passed over to APO from the OLTP system.
??You can thereby define, for example, that sales orders for different sales organizations, sold-toparties, and so on, are checked using different ATP rules. Depending on these values, the
corresponding rule is evaluated.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 94/127
© SAP AG AP010
? SAP AG 2001
Sales order
Sales orderSales order
R/3 APO
Sales (SD)Sales (SD) ATP checkATP checkATP request
Production Planning/Detailed Scheduling
Production Planning/Detailed Scheduling
For non-availability Produce
Planned order
MRP
Confirmation
Update time series
Save sales order
Planned orderPlanned order
Availability Check (ATP Check) in Sales Orders
??In the R/3-APO interface, you can specify in the integration model that the availability check (ATPcheck) in the sales order is not to be performed in R/3, but rather in APO ( Availability check
indicator). If you create a sales order in the R/3 System, the system first checks whether there isenough stock available for this product. It can also check whether receipts (such as production orders
or planned orders) are scheduled before the desired date.
??For non-availability, you can specify in APO that the system is to perform an availability check for
the product in a different location or for an alternative product. Furthermore, if a product is notavailable, you can define that the sales order can trigger production directly. In this case, it triggers
an order for in-house production and APO creates a planned order for the desired quantity in PP/DS.
All of the operations of the PPM are scheduled at the resources of the PPM, and the system takes thecapacity restrictions into account (available capacity and orders that may have already been
scheduled). In addition, the availability of the components can be checked ( Automatic planning
indicator in the product master of the components). If the capacities are already exhausted on thedesired date, the system uses simultaneous material and capacity requirements planning to find a date
on which the planned order can be created.
??The availability date of the newly created planned order (finish date) is passed back to the R/3 salesorder and copied as the internal confirmation date. Delivery scheduling is used to determine the date
in the sales order on which the customer can receive the product. The sales employee can find this
delivery date in the R/3 sales order. When you confirm this proposed date in the sales order and saveit, the APO planned order, which was only simulated, is transferred back to R/3 and is visible there.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 95/127
© SAP AG AP010
? SAP AG 2001
Time
Resource 3 (finite)Resource 3 (finite)
Resource 2 (finite)Resource 2 (finite)
Resource 1 (finite)Resource 1 (finite)
Sales order
Desired dateand quantity
30
20
1010
30
20
Confirmedqty/date
Available
Occupied
1st Loading attempt
Final loading
Today
Integration of Availability Check and Sales Order -Production
Resource availability
??If a product is not available, the sales order can trigger production directly: If it triggers an order forin-house production, APO creates a planned order for the desired quantity in PP/DS. All of the
operations of the PPM are scheduled at the resources of the PPM, and the system takes the capacityrestrictions into account (available capacity and orders that may have already been scheduled).
If the capacities are already exhausted on the desired date, the system uses simultaneous material and
capacity requirements planning to find a date on which the planned order can be created. You use thestrategy profile to define how the system is to schedule (search for a slot, infinite planning ...).
??Prerequisite:
??In the "rules-based availability check", define that production is to be triggered directly for non-availability (this function can be used in connection with all requirements strategies in planning).
??Maintain the strategy profile with which you want to trigger the scheduling of planned orders from
the ATP integration and maintain them under Global Settings in Customizing for PP/DS, in the
Strategy profile for ATP integration field. The default strategy profile in the delivery system is
SAP001 (search for a slot backward).
??You define in APO how the availability of a sales order is checked in APO (for example, checkingagainst stock, checking against forecasting, checking against allocation, or checking using rules-based ATP (also checking against alternative products/locations or triggering production from the
sales order). Here, depending on the R/3 requirements class and the business event (for example,
A = sales order, AE = make-to-order sales order, B = delivery), you can define which check if anyshould be performed (check against stock, against forecasting, against allocation or rules-based
ATP). If you use rules-based ATP, the corresponding rules are selected according to material,sales organization, sold-to party, plant, etc (condition technique).

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 96/127
© SAP AG AP010
? SAP AG 2001
ReceiptReceiptDemandDemand Jan Feb Mar Apr
? Managing demand against constrained supply
Product Allocation
??Product allocation functionality allows you to manage the supply of scarce products to customers, sothat each customer receives an allocated amount.
??Product allocations are applied to a product allocation object. The product allocation object is the
reason for allocating quantities. It could be any one of the following:
??A product (personal computer) or a product group
??A component (processor)
??A season (summer, winter)
??A production line
??The reason for product allocations may vary in different phases of the product life cycle.
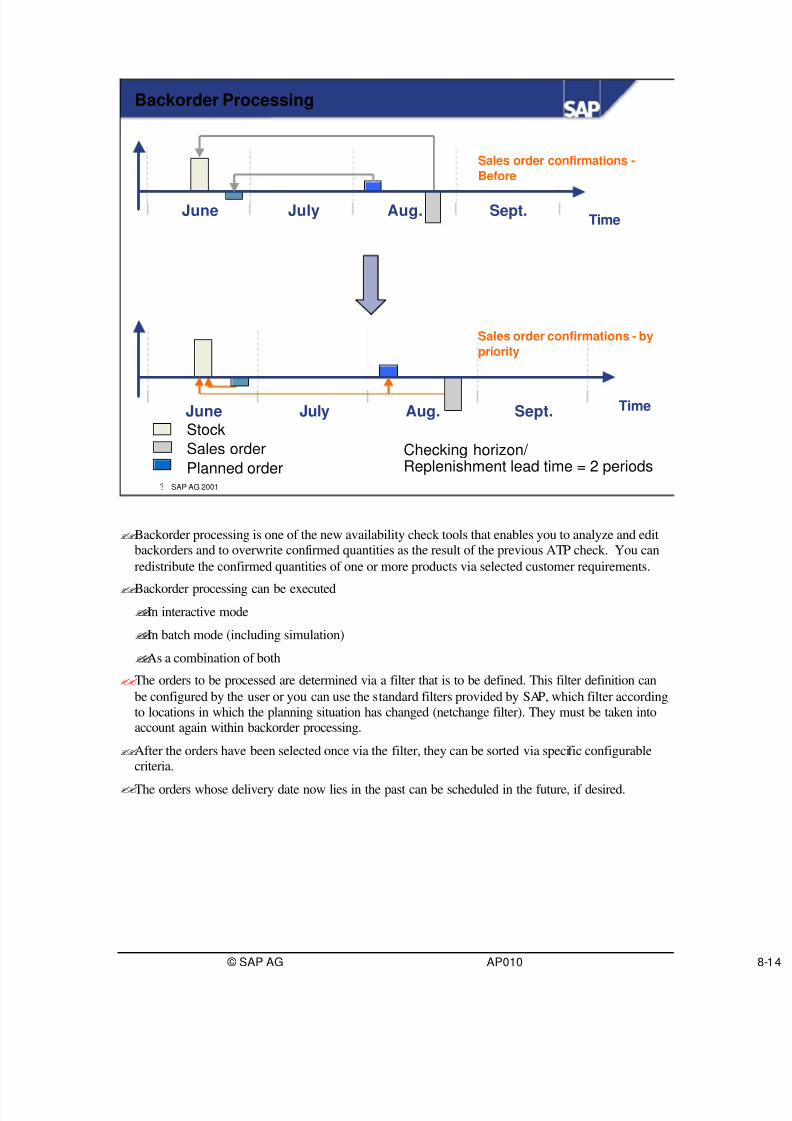
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 97/127
© SAP AG AP010
? SAP AG 2001
June July Aug. Sept.
Checking horizon/ Replenishment lead time = 2 periods
Time
June TimeJuly Aug. Sept.Stock
Planned order
Sales order
Sales order confirmations -
Before
Sales order confirmations - by
priority
Backorder Processing
??Backorder processing is one of the new availability check tools that enables you to analyze and editbackorders and to overwrite confirmed quantities as the result of the previous ATP check. You can
redistribute the confirmed quantities of one or more products via selected customer requirements.
??Backorder processing can be executed
??In interactive mode
??In batch mode (including simulation)
??As a combination of both
??The orders to be processed are determined via a filter that is to be defined. This filter definition can
be configured by the user or you can use the standard filters provided by SAP, which filter according
to locations in which the planning situation has changed (netchange filter). They must be taken intoaccount again within backorder processing.
??After the orders have been selected once via the filter, they can be sorted via specific configurablecriteria.
??The orders whose delivery date now lies in the past can be scheduled in the future, if desired.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 98/127
© SAP AG AP010
? SAP AG 2001
You are now able to
Global Available-to-Promise: Unit Summary
? Describe how Global Available-to-Promise (ATP)integrates with OLTP and APO applications
? Define the features and functionalityof Global Available-to-Promise
? Perform a simulation of rules-basedusing Global Available-to-Promise
? Identify benefits of using GlobalAvailable-to-Promise

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 99/127
© SAP AG AP010

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 100/127
© SAP AG AP010
Exercises
Unit: Global Available-to -Promise (Global ATP)
At the conclusion of this exercise, you will be able to:
?? Create a sales order in R/3
?? Run the ATP check
?? Understand why you got this specific ATP check result
The Precision Pump Company receives a customer inquiry for theproduct T-F2##. The customer Jashanmal Trading, Dubai wants a
confirmation regarding when Precision Pump Company is able to deliverthe product.
1-1 Create a sales order in R/3 and perform the ATP check.
Field Name Input Data
Order type OR
Sales organization
Distribution channel
Division
2400
10
00
In the sales order screen you enter the following data:
Field Name Input Data
Sold-to party 2402
Purch. order no. Group ##
Material T-F2##
Order quantity 5
You get a dialog box with the ATP check result.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 101/127
© SAP AG AP010
How many units of the products can be delivered?
___________________________________________
___________________________________________
Save the order. The order is transferred directly to APO after saving in R/3.
In the APO system, check the planning situation for the product T-F2## (pump) inthe locations 2400 (Milan), 2500 (Rotterdam) and 2300 (Barcelona).
Field Name Input Data
Planning version 000
Product T-F2##
Location 2400
Then check the planning situation in locations 2500 and 2300.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 102/127
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 103/127
© SAP AG AP010
In the APO system, check the planning situation for the product T-F2## (pump) in
the locations 2400 (Milan), 2500 (Rotterdam) and 2300 (Barcelona).
Production Planning? Interactive Production Planning? Product View
Field Name Input Data
Planning version 000
Product T-F2##
Location 2400
Then check the planning situation in the locations 2500 and 2300.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 104/127
© SAP AG AP010
? SAP AG 2001
APO SCM Implementation
? ASAP SCM Implementation Philosophy
? ASAP SCM Methodology
? Objectives
? Deliverables
? Tools
? ASAP for APO
Contents:

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 105/127
© SAP AG AP010
? SAP AG 2001
Unit Objectives
At the conclusion of this unit, you will be able to:
? Explain the philosophy behind the ASAP SCMimplementation methodology,
? List the various phases of the ASAP SCMmethodology,
? Describe the objectives, deliverables, and the useof tools of each phase of the ASAP SCMmethodology.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 106/127
© SAP AG AP010
? SAP AG 2001
Course Overview Diagram
444
222 Integration and Technology
111
99
Course Overview
555
666
99
777
888
101010
Modelling and Evaluation in APO
Demand Planning
Supply Network Planning
Production Planning/DetailedScheduling
Transportation Planning
Global Available-to-Promise
333
Conclusion
APO SCM Implementation

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 107/127
© SAP AG AP010
? SAP AG 2001
The SAP Supply Chain Implementation Philosophy:
A supply-chain diagnostics approach that will enable SAP to
evaluate a customer's supply chain, identify significant issues,estimate benefits that APO could deliver, and develop a tailored implementation plan that enables customers to realize these benefits
in a short period of time

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 108/127
© SAP AG AP010
? SAP AG 2001
The Supply Chain Implementation Tool Kit
Projectplans
APOprocess flows
Supply Chaincase studies
APO activitymatrix
Analyticaltools
R/3 ValueanalysisQuestionnaires
& surveys
? Built-in tools, templates &
techniques
? Models
? Templates
? Questionnaires
? “How-to’s”
? Case studiesID T a s k N a m e
1 S a m p l e S c he dule
2 P r o je ctP r e p a r a ti o n
3 BusinessBlueprint
4 Simulation
5 Validation
6 Fin a lP r e p a r a ti o n
7 G oL i ve & S u p p o r t
8
9
10
N o v D e c J a n F e b M a rA p r M a y J u nN o v e m b e rD e c e m b e rJ a n u a r yF e b r u a r yM a r c hA p r i lM a y J u n e
ID TaskName1
Sample Schedule 2
ProjectPreparation3
BusinessBlueprint
4 Simulation
5Validation
6FinalPreparation
7GoLive&Support
89
10
N o v De c J a n F eb M ar A p r M a y J u nNovemberDecemberJanuaryFebruaryMarc h A pr il M ay J un e

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 109/127
© SAP AG AP010
? SAP AG 2001
Business blueprint
Project preparation
Final preparation
Realization Go live and
support
D3
D2
ACME
Taiwan
SemiconductorDistributor
S1
P2
P1
P4P3
M4 D1
CustomersACME
A C M EL a p t o p
Producti on
(SanJose)
A C M ELaptop
Producti on
(SanJose)
A C M EL a p t o p
Distribution(SanJose)
P4
Semiconduct orM anufacturer
S1D2
Customer’s
Customer
LaptopD i st r i bu t o r L ap topRetailer
S1
P2
D1S1 D1
P1
P2
Customers
Supplier’s
Supplier
P1
No n-R/ 3 R/3
SAPBusiness
InformationWarehouse
SAP Advanced
Planner &Optimizer
R/3R/3 NonR/3
PeopleLearning
Opportunities
ProcessesInnovation
Strategy
ProductsIndustry Practices
I mp l emen tati o n s
ASAP SCM Methodology Phases

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 110/127
© SAP AG AP010
? SAP AG 2001
Phase 1: Project Preparation - Objectives
? Organize the ASAP SCM Implementation Project
? Set customer and SAP team expectations
? Establish a technical infrastructure

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 111/127
© SAP AG AP010
? SAP AG 2001
Phase 2: Business Blueprint - Objectives
? Identify specific ways of improving the supply chain
management and strategies of the customer
? Benchmark the Supply Chain
? Align SAP and 3rd party solutions to realize theseopportunities
? Develop business solution design and implementationplans
? APO process blueprint

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 112/127
© SAP AG AP010
? SAP AG 2001
Phase 2: Business Blueprint - Tools
? APO for ASAP
? Strategic blueprint
? Case studies
? Question & Answer database (QAdb)
? Process description
? Questionnaires
? Roadmap / project plan

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 113/127
© SAP AG AP010
? SAP AG 2001
Phase 3: Realization - Objectives
? Develop plans for model specification
? Configure and validate baseline and final models
? Perform and resolve functional gap analysis
? Conduct configuration workshops
? Develop conversion and interface programs
? Develop reports and enhancements
? Final integration testing
? Prepare end user documentation and training material

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 114/127
© SAP AG AP010
? SAP AG 2001
Phase 4: Final Preparation - Objectives
? Prepare for "live" solution implementation
? Anticipate and plan for contingencies

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 115/127
© SAP AG AP010
? SAP AG 2001
Phase 5: Go Live and Support - Objectives
? Identify and resolve post go-live issues
? Validate "live" SCM solution results
? Perform a project review

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 116/127
© SAP AG AP010
? SAP AG 2001
You are now able to:
APO Implementation: Unit Summary (2)
? Explain the philosophy behindthe ASAP SCM implementation methodology
? List the various phases of the
ASAP SCM methodology
? Describe the objectives, deliverables, and use of
tools of each phase of the ASAP SCM methodology

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 117/127
© SAP AG AP010
? SAP AG 2001
Conclusion
444333
Integration and Technology222
1010
Course Overview
555
666
1010
777
888
999
Supply Chain Cockpit
Demand Planning
Supply Network Planning
Production Planning /Detailed Scheduling
Deployment
Transportation Planning
Global Available-to-Promise
111
Conclusion

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 118/127
© SAP AG AP010
? SAP AG 2001
Course Goals
At the conclusion of this course you will able to
? List the fundamental planning scenarios of theAdvanced Planner and Optimizer (APO)
? Explain the functions and interplay of theindividual APO components
? Describe the integration with the execution systemand information systems
? SAP AG
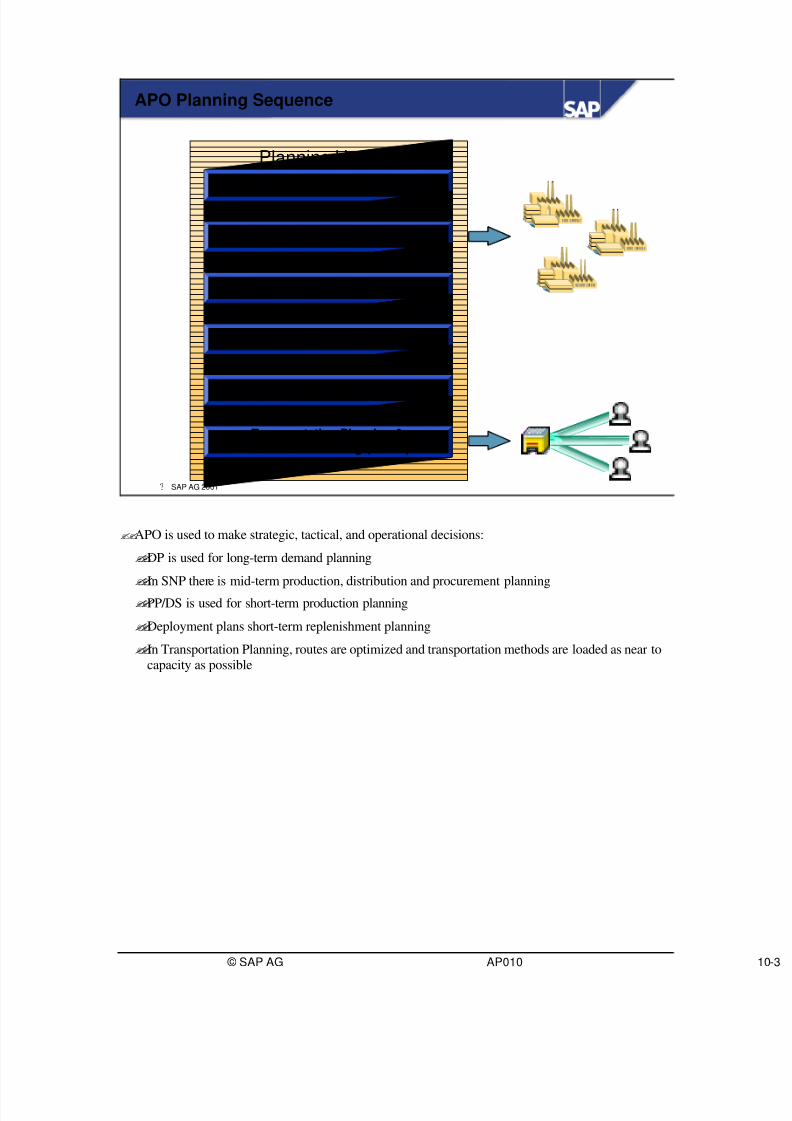
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 119/127
© SAP AG AP010
? SAP AG 2001
Planning Horizon
Demand Planning (DP)
Supply Network Planning (SNP)
Production Planning (PP)
Detailed Scheduling (DS)
Deployment
Transportation Planning &Vehicle Scheduling (TP/VS)
APO Planning Sequence
??APO is used to make strategic, tactical, and operational decisions:
??DP is used for long-term demand planning
??In SNP there is mid-term production, distribution and procurement planning
??PP/DS is used for short-term production planning
??Deployment plans short-term replenishment planning
??In Transportation Planning, routes are optimized and transportation methods are loaded as near to
capacity as possible
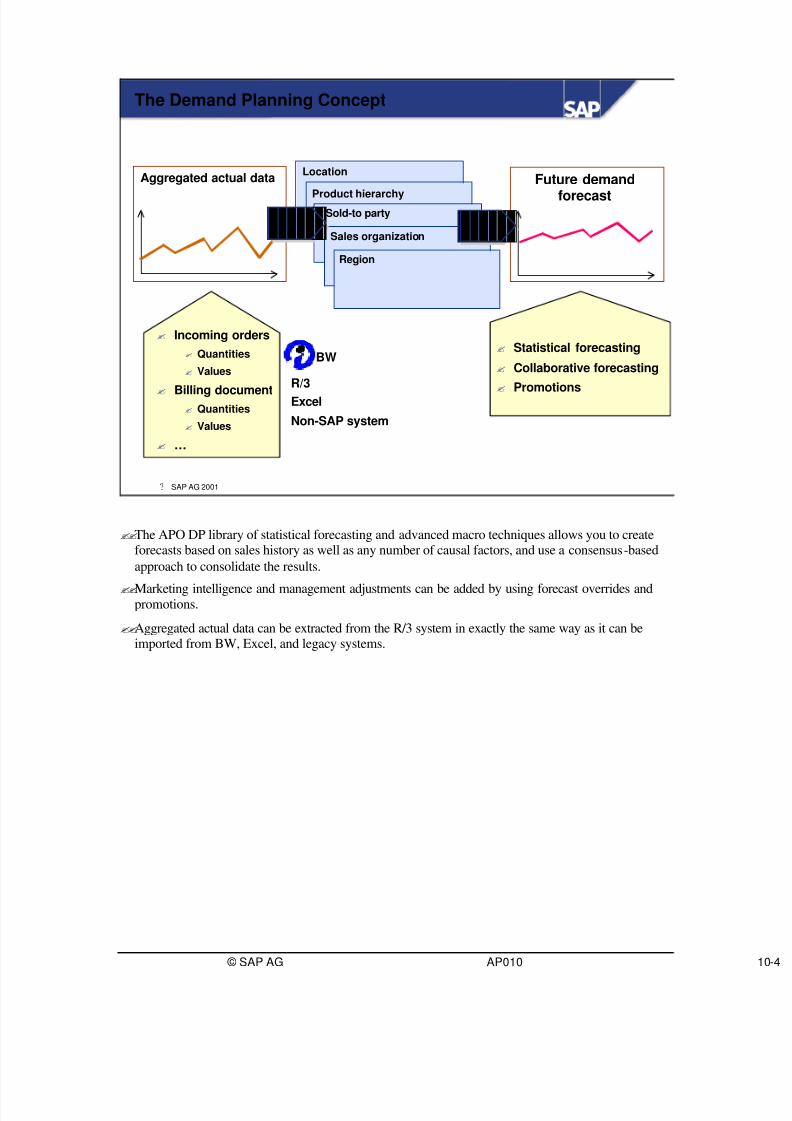
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 120/127
© SAP AG AP010
? SAP AG 2001
The Demand Planning Concept
Aggregated actual data Future demand
forecast
R/3
Excel
Non-SAP system
? Incoming orders
? Quantities
? Values
? Billing document? Quantities
? Values
? …
? Statistical forecasting
? Collaborative forecasting
?
Promotions
Sold-to partyProduct hierarchy
Location
Region
Sales organization
BW
??The APO DP library of statistical forecasting and advanced macro techniques allows you to createforecasts based on sales history as well as any number of causal factors, and use a consensus-based
approach to consolidate the results.
??Marketing intelligence and management adjustments can be added by using forecast overrides andpromotions.
??Aggregated actual data can be extracted from the R/3 system in exactly the same way as it can beimported from BW, Excel, and legacy systems.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 121/127
© SAP AG AP010
? SAP AG 2001
Supply Network Planning Scenario
? SNP plans the material flow along the supply chain
? Mid- to long-term, finite, cross-plant planning
? Prioritization of demands; supply optimization
? Result: Feasible plans
Demand Plan
Supplier Plant DCCustomer
??The role of Supply Network Planning involves:
??Planning supply to meet demand
??Integrating purchasing, production, and distribution in one consistent model in the entire supplynetwork
??Synchronizing activities and planning material flow along the supply chain

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 122/127
© SAP AG AP010
? SAP AG 2001
Comparison of Mid- and Short-Term Planning
Productionhorizon
ForecastsSales ordersForecastsSales orders
Supply Network PlanningProduction Planning /Detailed Scheduling
? SNP planned orders
? Purchase requisitions
? Stock transfers
?PP/DS planned orders
?Purchase requisitions
?Stock transfers
?SNP BOM and routing
?Cross-plant finite planning
?Distribution and procurement
?Quantity and bucket-oriented
?No pegging
? PP/DS BOM and routing
? Finite, detailed planning per location
? Sequences and setup times
?Continuous and order-related
? Pegging
Time
??SNP integrates purchasing, manufacturing, distribution, and transportation so that comprehensivetactical planning and sourcing decisions can be simulated and implemented on the basis of a single,
global consistent model.
??SNP uses advanced optimization techniques, based on constraints and penalties, to plan product flowalong the supply chain. The result is optimal purchasing, production, and distribution decisions,
reduced order fulfillment times and inventory levels, and improved customer service.
??Pegging is the link between receipts and issues along the supply chain. When an order is shifted, all
dependent orders can be adjusted automatically.

8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 123/127
© SAP AG AP010
? SAP AG 2001
Customer
Functions of Production Planning / DetailedScheduling (PP/DS)
? Plans production, externalprocurement, and stock transfer
within the production plant to-the-minute
? Plans simultaneous materialrequirements and schedules finitecapacity at operation level for the
short-term horizon
? Takes order sequences intoaccount
? Optimizes machine schedules(sequences, lead times)
? Transfers the planning results toan execution system (such as the
R/3 Shop Floor Control)
Time
Resource 3
Resource 2
Resource 1
30
20
10
Resource 1
Resource 2
Resource 3
??Production Planning and Detailed Scheduling (PP/DS) is used mainly for short-term to-the-minute planning (both for in-house production and external procurement) in the production plant.
PP/DS schedules and plans all operations of an order that are relevant for planning at the differentresources. PP/DS has the following functions:
??It generates planned orders (to plan in-house production), and purchase requisitions or scheduling
agreement schedule lines (to plan external procurement) in the event of product shortage. It uses simultaneous material and capacity requirements planning to do this: You can defineresources as “finite” resources (planning-critical resources) in the resource master. Order
operations are only created at these resources if there is sufficient capacity for the order quantity
on the corresponding date. When there is no available capacity, the system searches for a date onwhich the order operation can be carried out, taking account of the capacity situation.
??Takes order sequences into account: when new in-house production orders are created, the setuptimes in the new order can be determined automatically from the setup status of the resources
(depending on the preceding order).
??It is possible to display the orders in graphic format (in the detailed scheduling planning board),and to sequence from there. Alternatively you can use the optimizer to execute a sequencing.
??Machine scheduling optimization: during planning, it is possible for orders to be generated that
do not have an optimum order sequence. Therefore, you can change the sequence and resource
assignments of existing orders using the optimization run.
??PP/DS is a planning tool. Execution functions such as confirmations and goods receipts are
performed in the execution system (for example, R/3). Therefore, the planning results are transferredto the execution system.
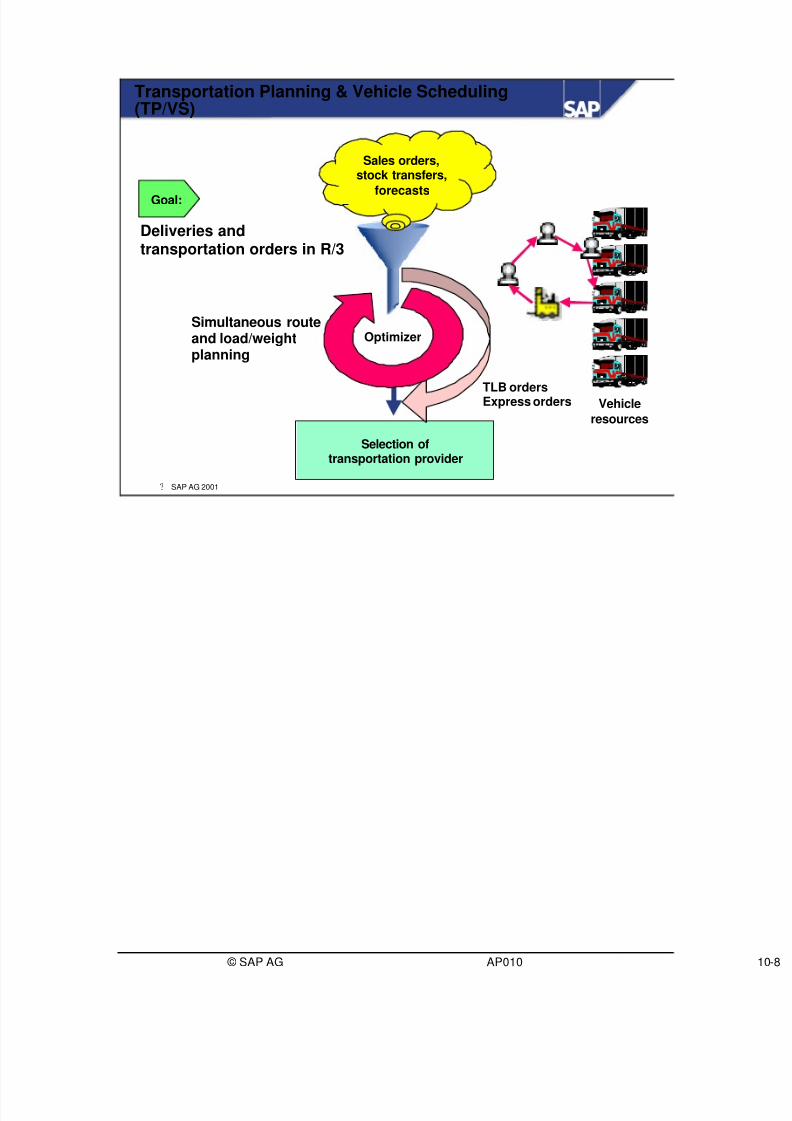
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 124/127
© SAP AG AP010
? SAP AG 2001
Transportation Planning & Vehicle Scheduling(TP/VS)
Sales orders,stock transfers,
forecasts
Simultaneous routeand load/weightplanning
Selection oftransportation provider
Vehicle
resources
TLB ordersExpress orders
Goal:
Deliveries andtransportation orders in R/3
Optimizer
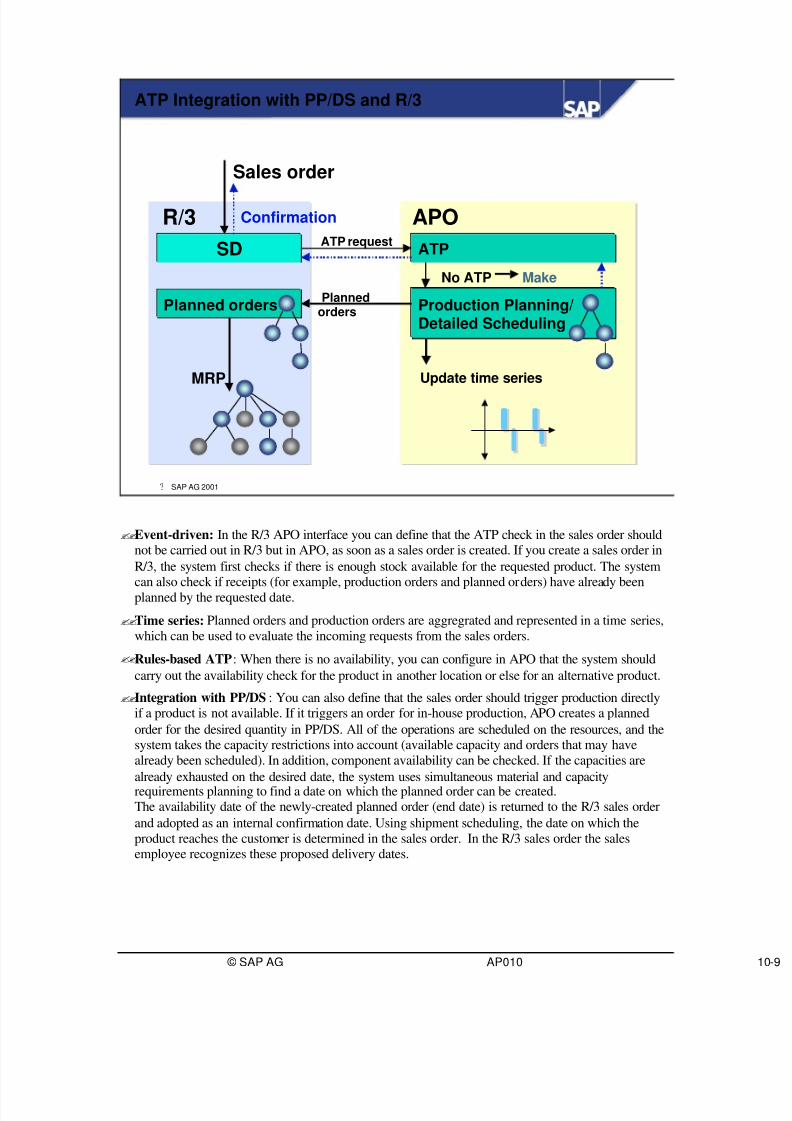
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 125/127
© SAP AG AP010
? SAP AG 2001
Sales order
Planned orders
R/3 APO
SD ATPATP request
Production Planning/Detailed Scheduling
No ATP Make
Plannedorders
MRP
Confirmation
Update time series
ATP Integration with PP/DS and R/3
??Event-driven: In the R/3 APO interface you can define that the ATP check in the sales order shouldnot be carried out in R/3 but in APO, as soon as a sales order is created. If you create a sales order in
R/3, the system first checks if there is enough stock available for the requested product. The systemcan also check if receipts (for example, production orders and planned orders) have already been
planned by the requested date.
??Time series: Planned orders and production orders are aggregrated and represented in a time series,
which can be used to evaluate the incoming requests from the sales orders.
??Rules-based ATP: When there is no availability, you can configure in APO that the system should
carry out the availability check for the product in another location or else for an alternative product.
??Integration with PP/DS : You can also define that the sales order should trigger production directlyif a product is not available. If it triggers an order for in-house production, APO creates a planned
order for the desired quantity in PP/DS. All of the operations are scheduled on the resources, and thesystem takes the capacity restrictions into account (available capacity and orders that may have
already been scheduled). In addition, component availability can be checked. If the capacities are
already exhausted on the desired date, the system uses simultaneous material and capacityrequirements planning to find a date on which the planned order can be created.The availability date of the newly-created planned order (end date) is returned to the R/3 sales order
and adopted as an internal confirmation date. Using shipment scheduling, the date on which the
product reaches the customer is determined in the sales order. In the R/3 sales order the salesemployee recognizes these proposed delivery dates.
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 126/127
© SAP AG AP010
8/6/2019 Overview II
http://slidepdf.com/reader/full/overview-ii 127/127
In dieser Dokumentation verwendete Abkürzungen
APO Advanced Planner and Optimizer
APS Advanced Planning System
ATP Verfügbarkeitsprüfung (Available -to-Promise)
BBP Business to Business Procurement (B2B)
BAPI Business Application Programming Interface
BW SAP Business Information Warehouse
CIF Core Interface (Schnittstelle für Stamm- und Bewegungsdaten R/3-APO)
CPFR Collaborative Planning, Forecasting and Replenishment
CRM Customer Relationship Management
CTM Capable -to-Match (Multi-Level Supply and Demand Matching (SDM))
DC Distributionszentrum (DZ)
DP Absatzplanung (Demand Planning)
DS Feinplanung (Detailed Scheduling)
iPPE integriertes Produkt- und Prozeß- Engineering
LES Logistics Execution System (=LE, Warehouse Management (WM))
KPI Key Performance Indicator
MLR Multiple lineare Regression
MRP Material Requirements Planning
MRPII Manufacturing Resource Planning
OLTP Online Transaction Processing SystemOLAP Online Analytical Processing System