overview of the hydrometallurgical processes for … vs. pirometallurgy environmental sustainability...
TRANSCRIPT
Overview of the Hydrometallurgical Processes for the Recovery of
Metals from WEEE
HIGH TECH RECYCLING
INTER-UNIVERSITY RESEARCH CENTER
I. de Michelis, F. Ferella, B. Bianco, P. Macolino, V. Innocenzi – University ofL’Aquila, Italy
F. Beolchini, L. Rocchetti – Università Politecnica delle Marche, Ancona, Italy
F. Pagnanelli, G. Granata, E.Moscardini – ‘’Sapienza’’ University of Rome, ItalyF. Vegliò - EcoRecycling, ItalyB. Kopacek - Austrian Society for Systems Engineering and Automation, Austria
Outline
• input material
• hydrometallurgical process
� block diagram� leaching� metal recovery
• What metal? What WEEE?
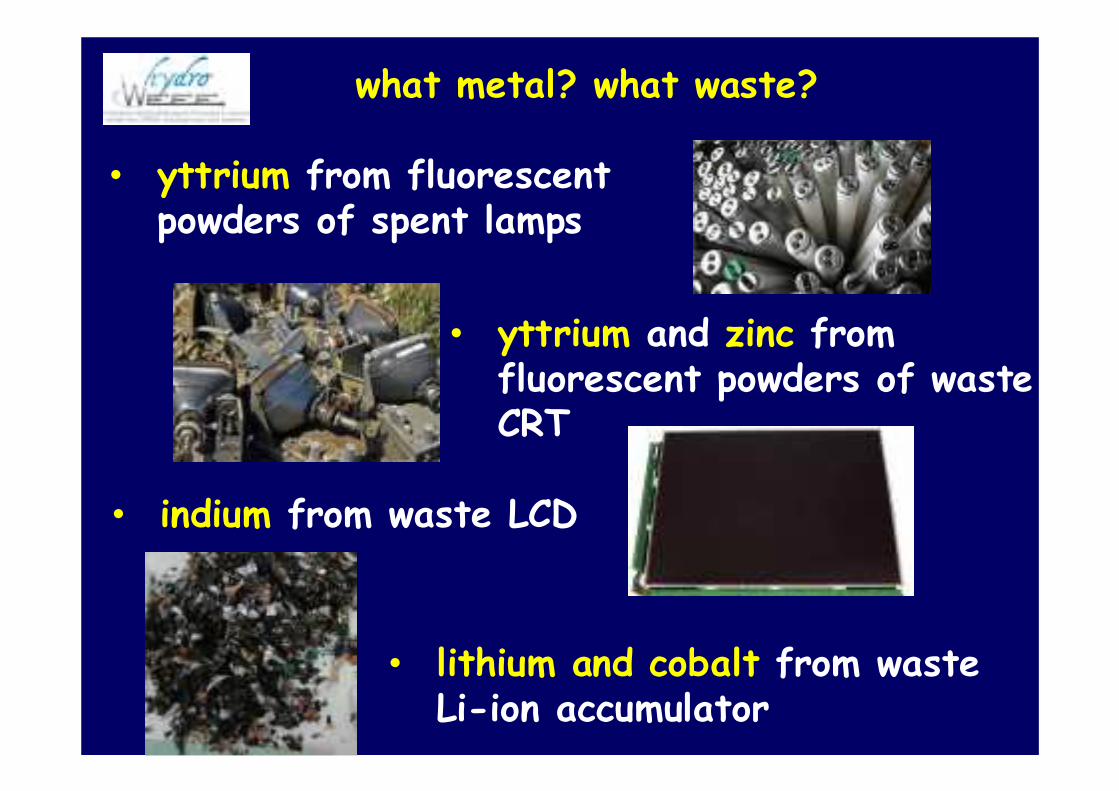
what metal? what waste?
• yttrium from fluorescentpowders of spent lamps
• indium from waste LCD
• yttrium and zinc fromfluorescent powders of wasteCRT
• lithium and cobalt from wasteLi-ion accumulator
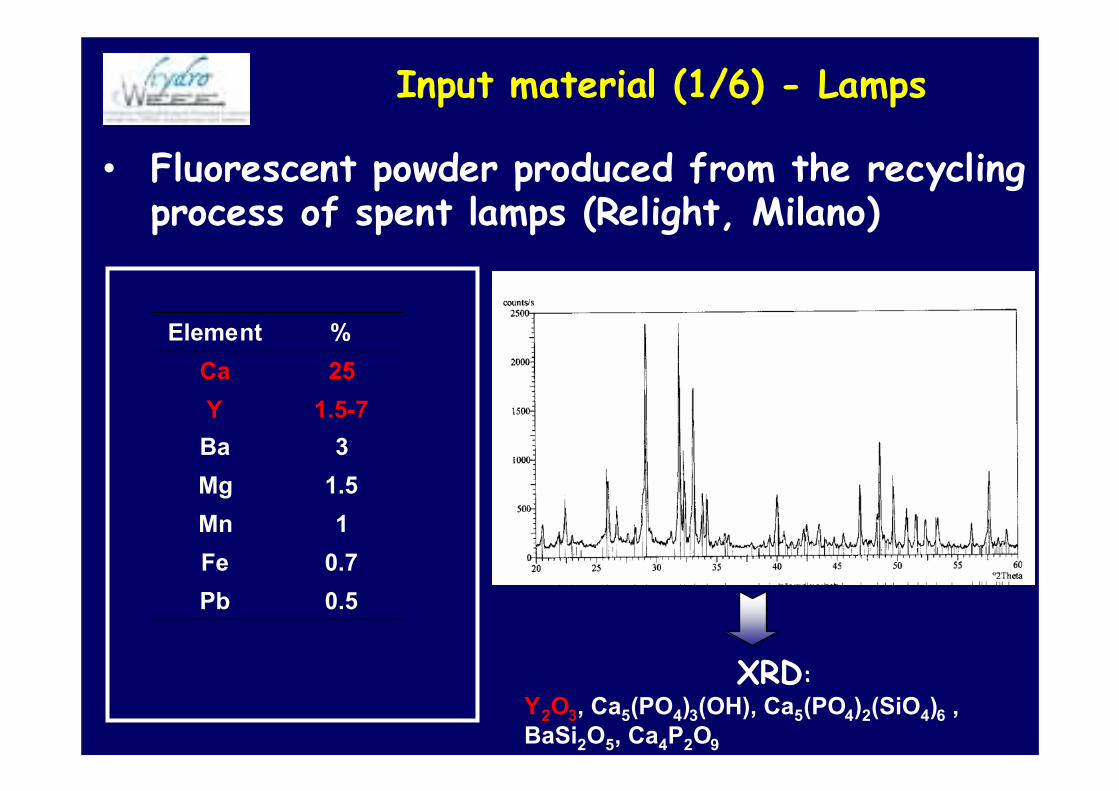
Input material (1/6) - Lamps
• Fluorescent powder produced from the recyclingprocess of spent lamps (Relight, Milano)
Element %
Ca 25
Y 1.5-7
Ba 3
Mg 1.5
Mn 1
Fe 0.7
Pb 0.5
XRD:Y2O3, Ca5(PO4)3(OH), Ca5(PO4)2(SiO4)6 ,
BaSi2O5, Ca4P2O9
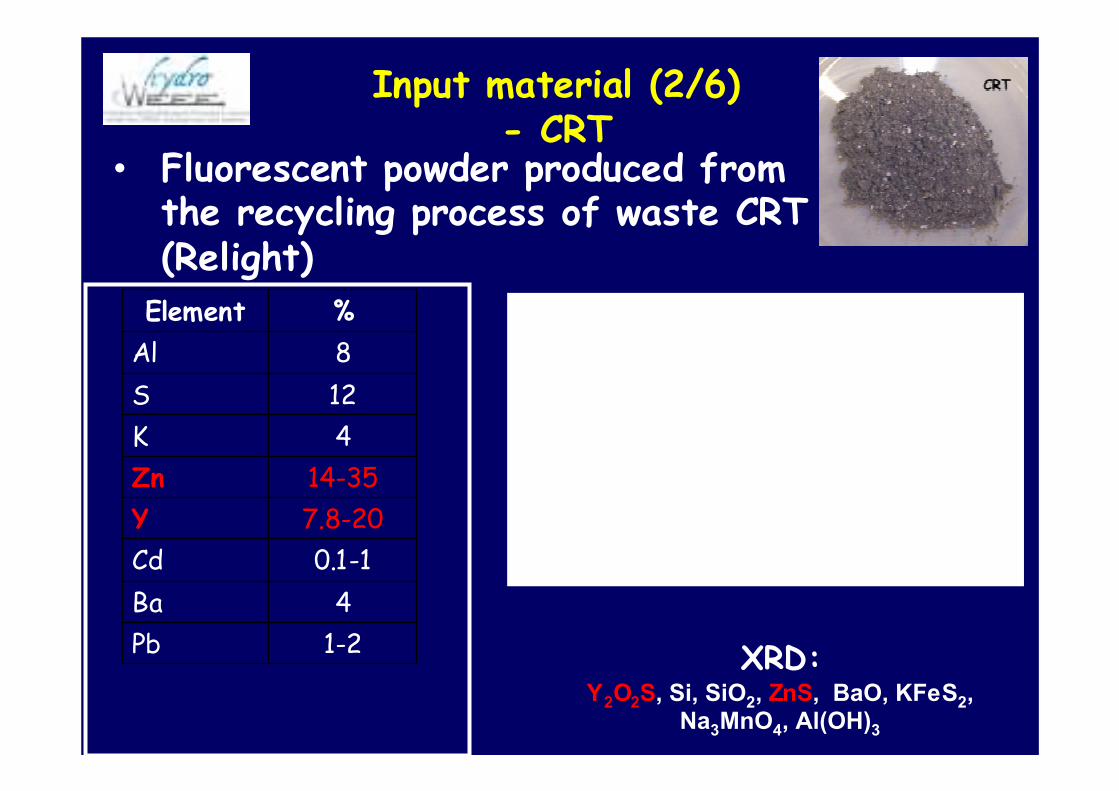
Input material (2/6) - CRT
• Fluorescent powder produced fromthe recycling process of waste CRT (Relight)
Element %
Al 8
S 12
K 4
Zn 14-35
Y 7.8-20
Cd 0.1-1
Ba 4
Pb 1-2 XRD:Y2O2S, Si, SiO2, ZnS, BaO, KFeS2,
Na3MnO4, Al(OH)3
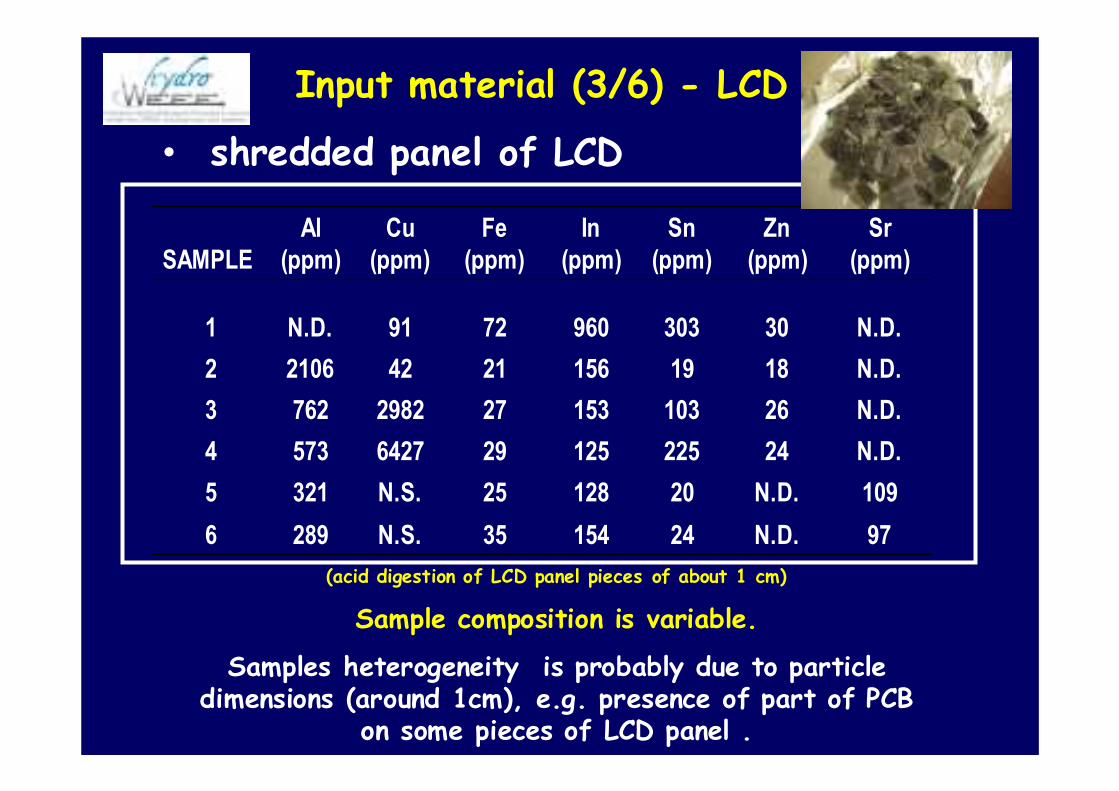
Input material (3/6) - LCD
• shredded panel of LCD
SAMPLE
Al
(ppm)
Cu
(ppm)
Fe
(ppm)
In
(ppm)
Sn
(ppm)
Zn
(ppm)
Sr
(ppm)
1 N.D. 91 72 960 303 30 N.D.
2 2106 42 21 156 19 18 N.D.
3 762 2982 27 153 103 26 N.D.
4 573 6427 29 125 225 24 N.D.
5 321 N.S. 25 128 20 N.D. 109
6 289 N.S. 35 154 24 N.D. 97
(acid digestion of LCD panel pieces of about 1 cm)
Sample composition is variable.
Samples heterogeneity is probably due to particle dimensions (around 1cm), e.g. presence of part of PCB
on some pieces of LCD panel .
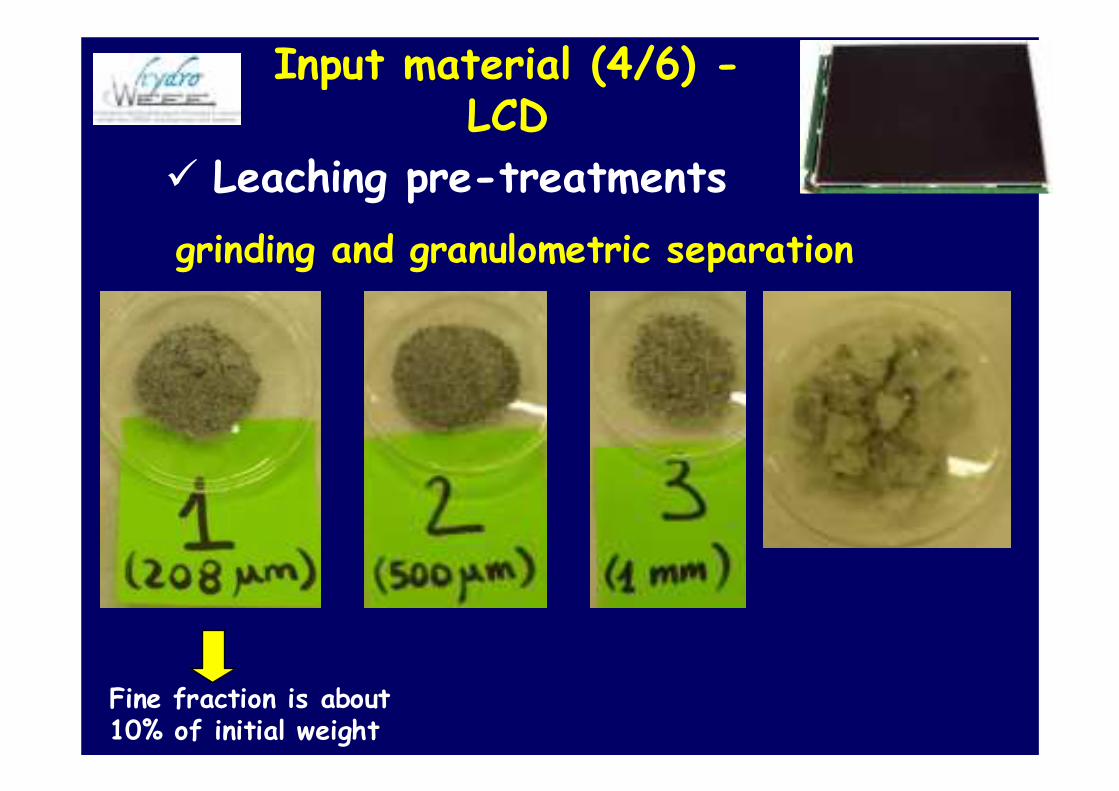
Input material (4/6) -LCD
Fine fraction is about 10% of initial weight
grinding and granulometric separation
� Leaching pre-treatments
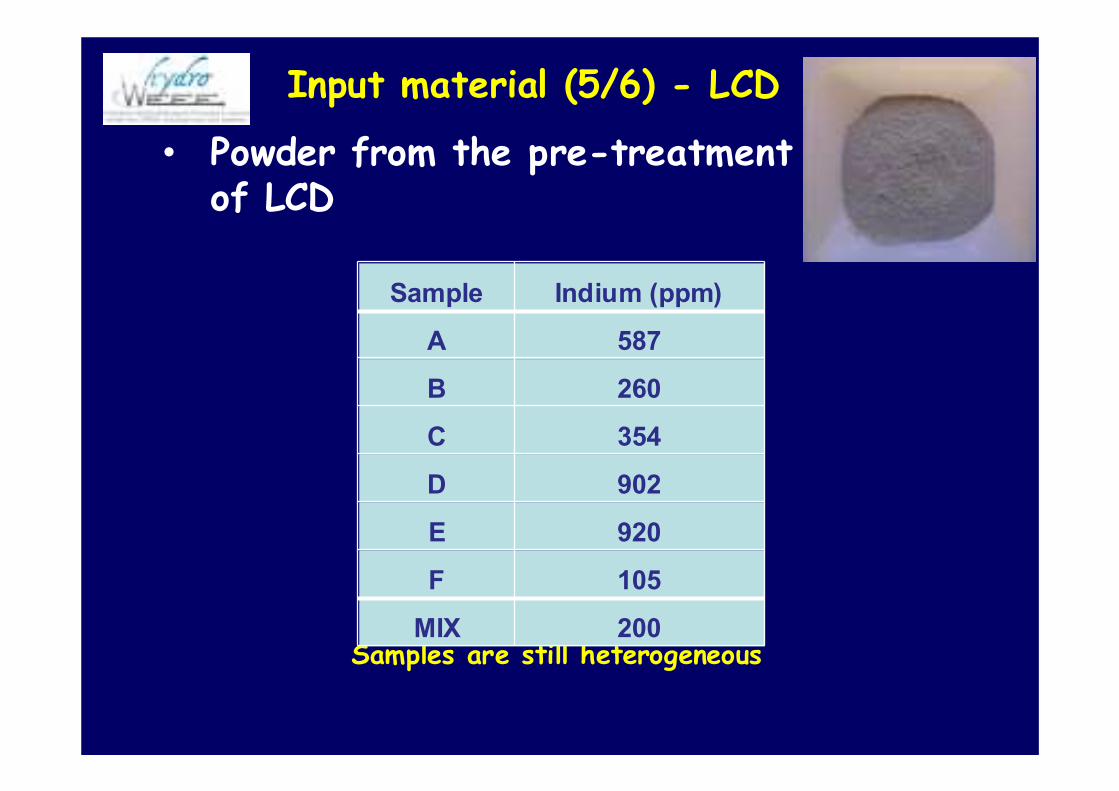
Input material (5/6) - LCD
• Powder from the pre-treatmentof LCD
Samples are still heterogeneous
Sample Indium (ppm)
A 587
B 260
C 354
D 902
E 920
F 105
MIX 200
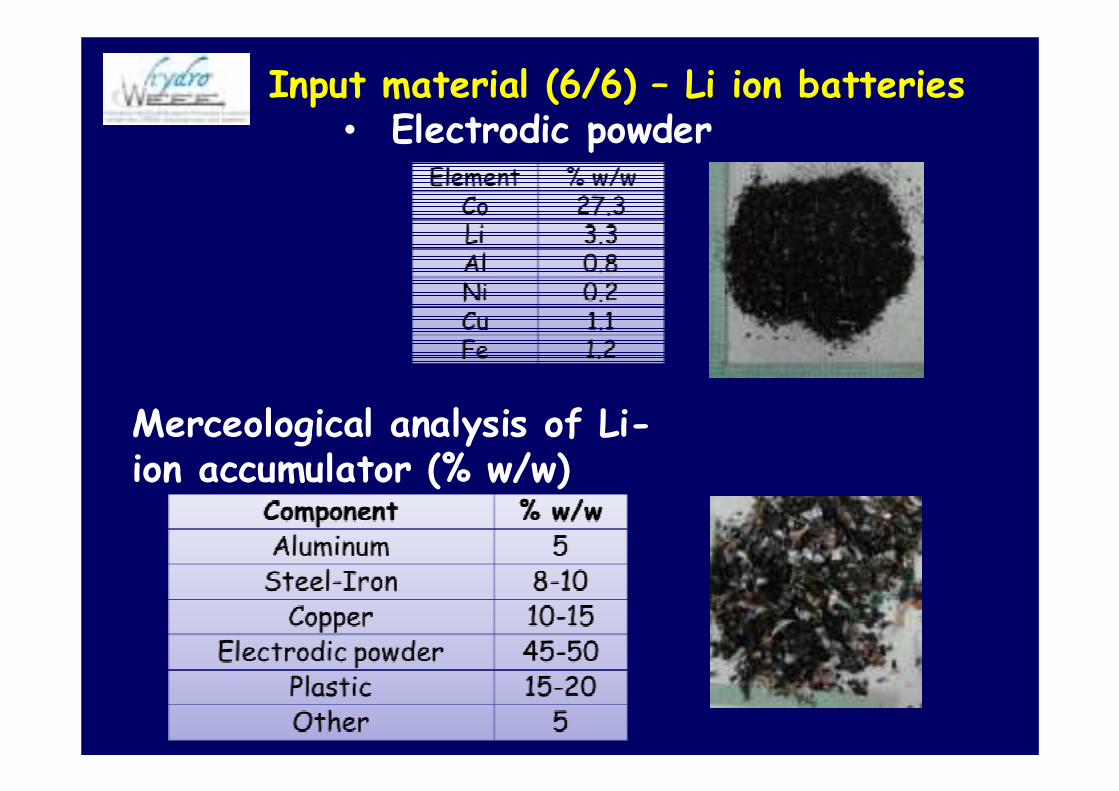
Input material (6/6) – Li ion batteries• Electrodic powder
Merceological analysis of Li-ion accumulator (% w/w)

hydrometallurgicalprocess
hydrometallurgy vs. pirometallurgy
� environmental sustainability
� feasibility for SMEs
hydrometallurgicalprocess
� block diagram
� leaching
� metal recovery
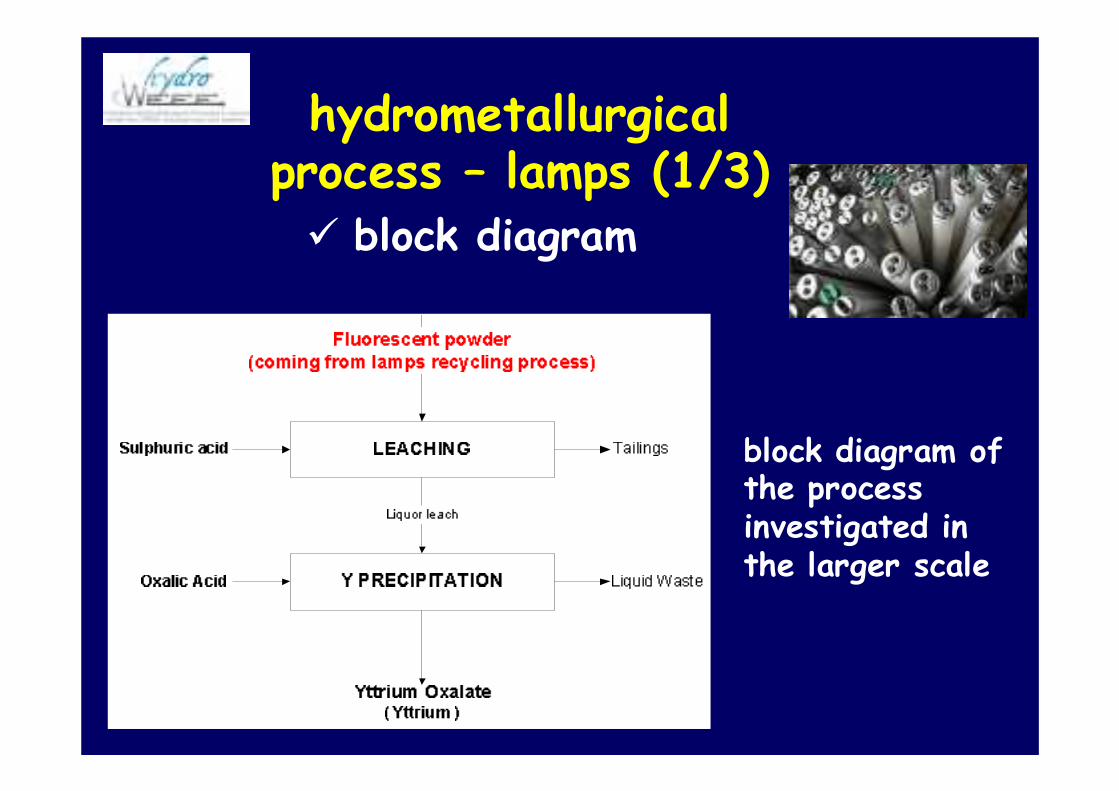
hydrometallurgicalprocess – lamps (1/3)� block diagram
block diagram ofthe processinvestigated in the larger scale
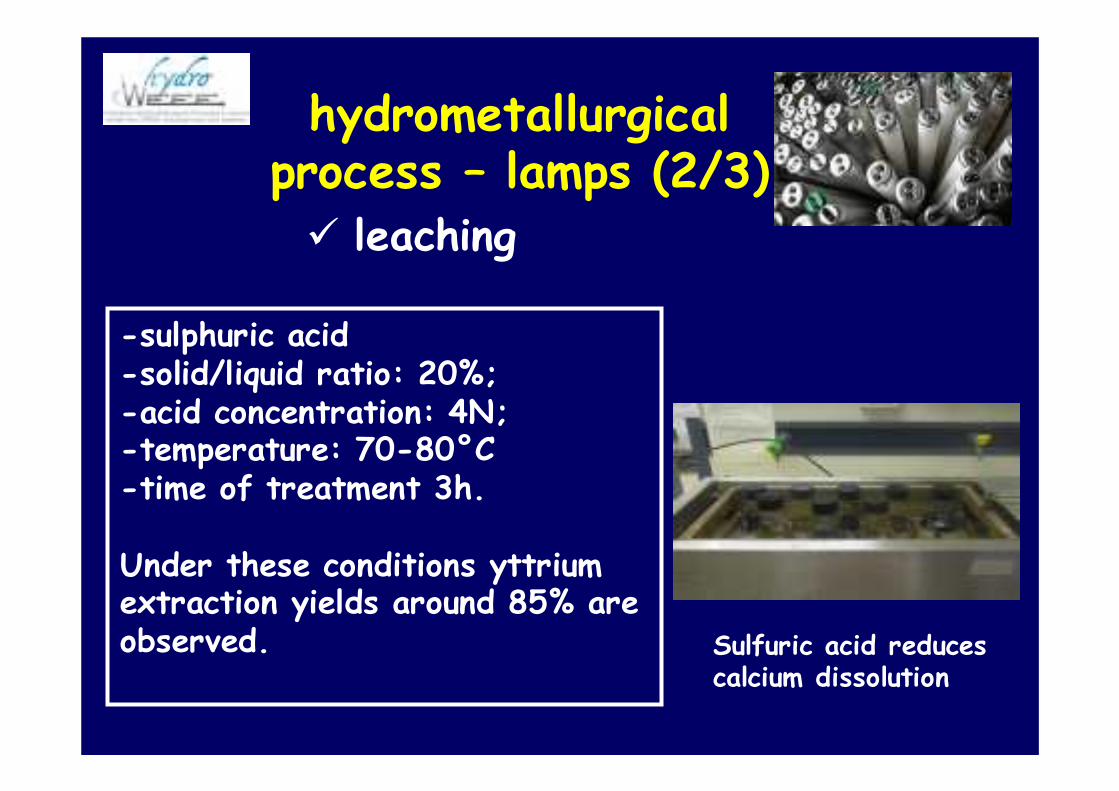
� leaching
-sulphuric acid-solid/liquid ratio: 20%;-acid concentration: 4N;-temperature: 70-80°C-time of treatment 3h.
Under these conditions yttrium extraction yields around 85% are observed. Sulfuric acid reduces
calcium dissolution
hydrometallurgicalprocess – lamps (2/3)
� yttrium recovery
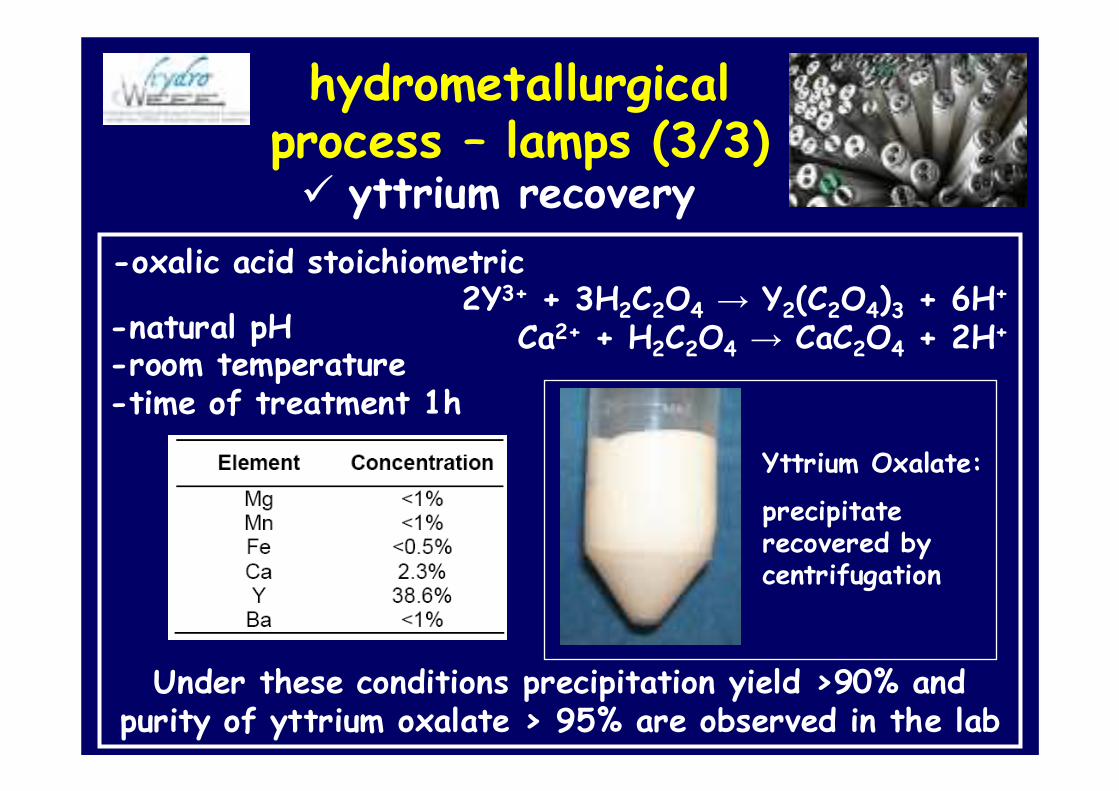
-oxalic acid stoichiometric2Y3+ + 3H2C2O4 → Y2(C2O4)3 + 6H+
Ca2+ + H2C2O4 → CaC2O4 + 2H+
Under these conditions precipitation yield >90% and purity of yttrium oxalate > 95% are observed in the lab
-natural pH-room temperature-time of treatment 1h
Yttrium Oxalate:
precipitate recovered by centrifugation
hydrometallurgicalprocess – lamps (3/3)
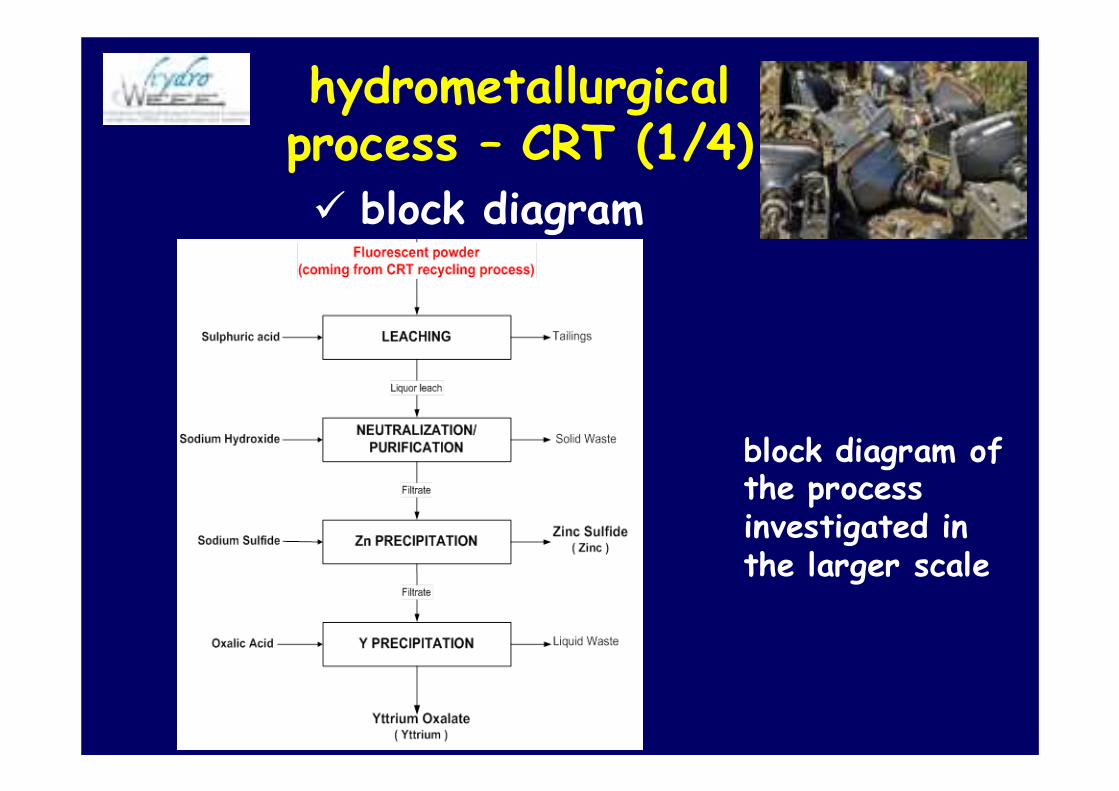
hydrometallurgicalprocess – CRT (1/4)� block diagram
block diagram ofthe processinvestigated in the larger scale

� leaching
hydrometallurgicalprocess – CRT (2/4)
-sulphuric acid-solid/liquid ratio: 10%;-acid concentration: 4N;-temperature: 80°C-time of treatment 4h.
CRT
Solid waste after leaching
Under these conditions yttrium and zinc extraction yields are:
Y Zn
no-roasted ~ 80-90% <10%
roasted >90% ~ 100%
� yttrium and zinc recovery
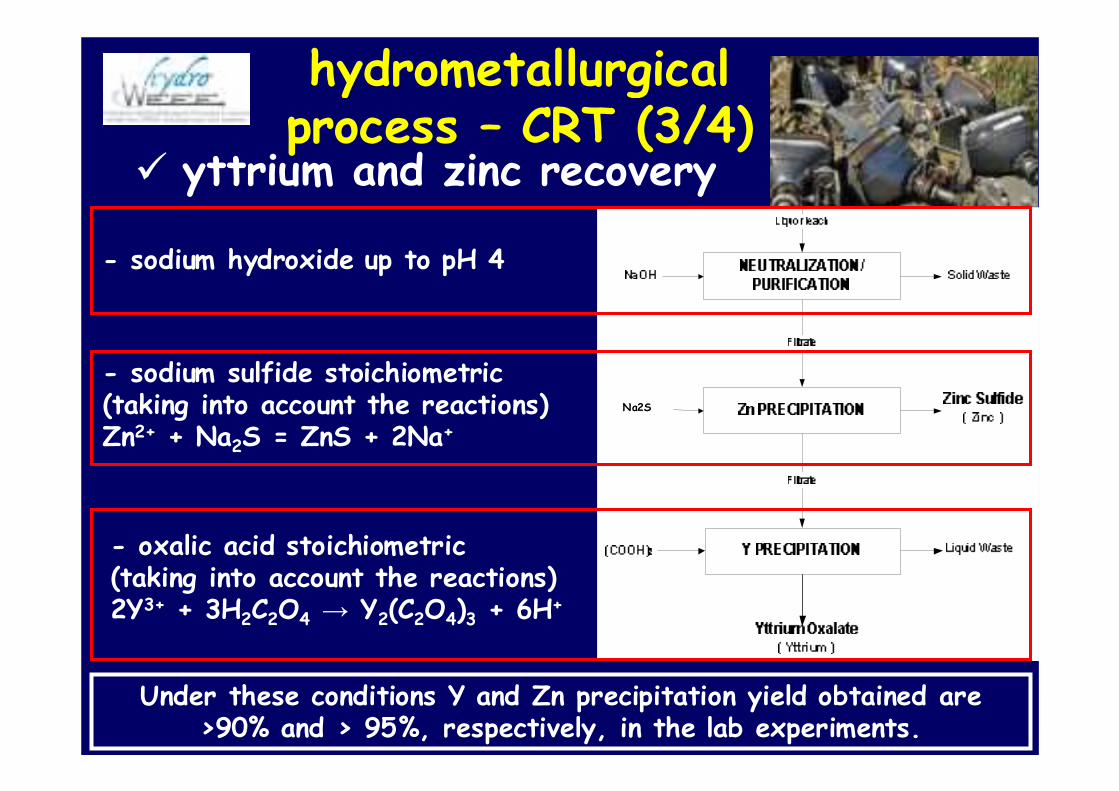
hydrometallurgicalprocess – CRT (3/4)
- sodium hydroxide up to pH 4
- sodium sulfide stoichiometric(taking into account the reactions)Zn2+ + Na2S = ZnS + 2Na+
- oxalic acid stoichiometric(taking into account the reactions)2Y3+ + 3H2C2O4 → Y2(C2O4)3 + 6H+
Under these conditions Y and Zn precipitation yield obtained are>90% and > 95%, respectively, in the lab experiments.
Na2S
� yttrium and zinc recovery
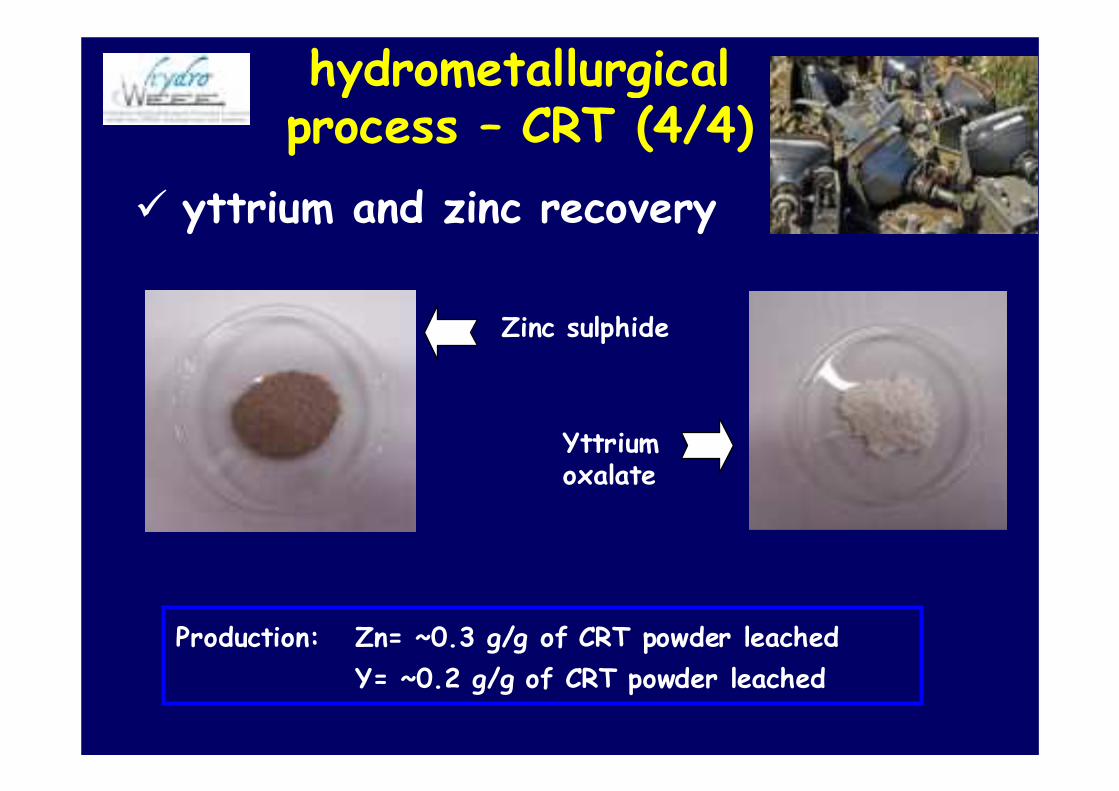
hydrometallurgicalprocess – CRT (4/4)
Zinc sulphide
Yttrium oxalate
Production: Zn= ~0.3 g/g of CRT powder leached
Y= ~0.2 g/g of CRT powder leached
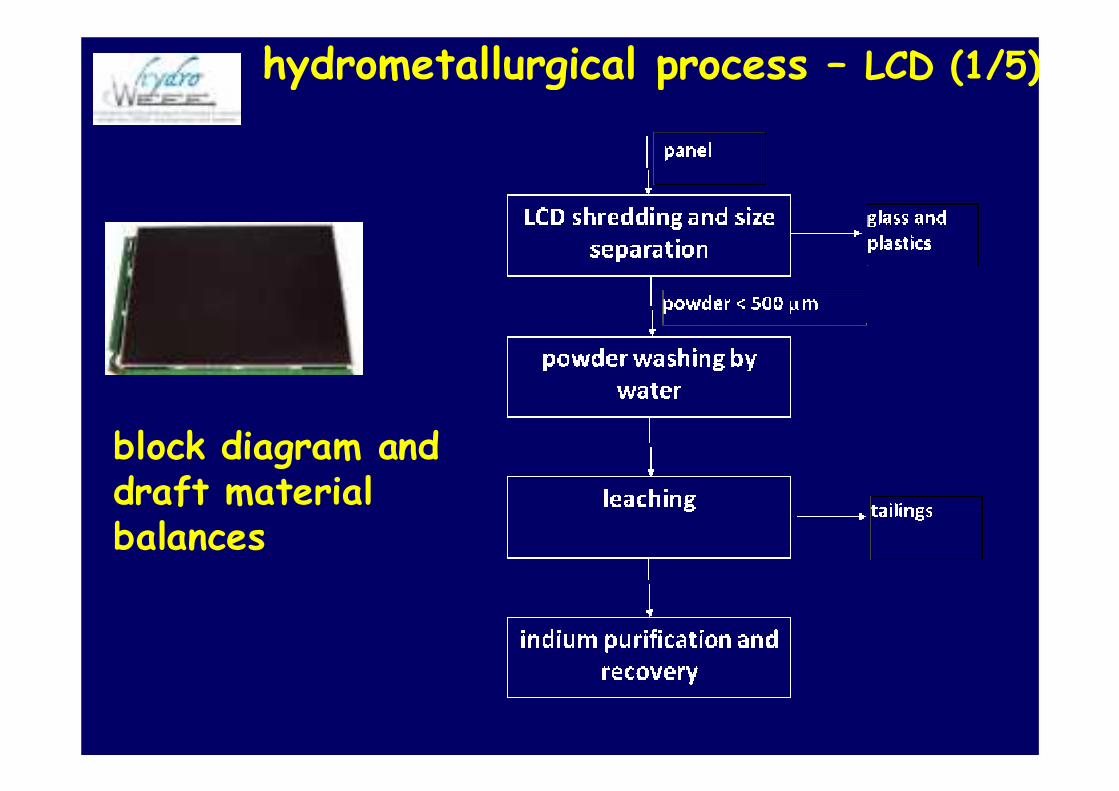
hydrometallurgical process – LCD (1/5)
block diagram and draft material balances
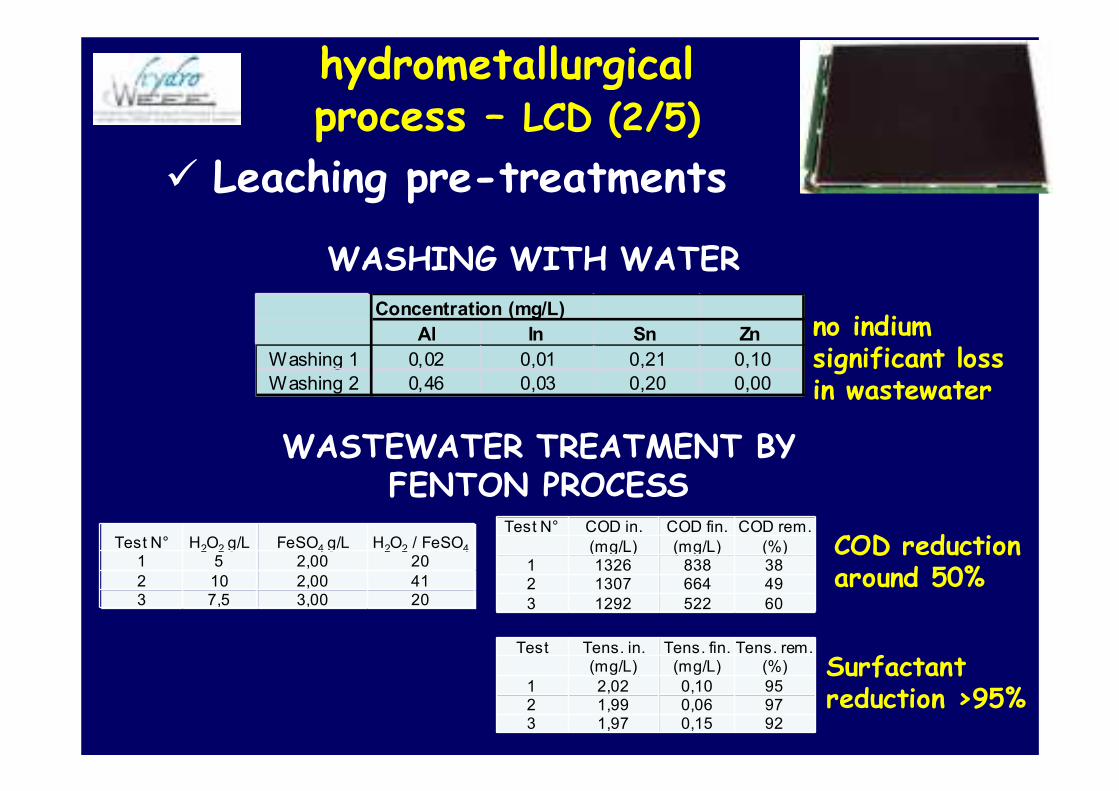
hydrometallurgicalprocess – LCD (2/5)
WASHING WITH WATER
Test N° H2O2 g/L FeSO4 g/L H2O2 / FeSO4
1 5 2,00 20
2 10 2,00 413 7,5 3,00 20
Concentration (mg/L)
Al In Sn Zn
Washing 1 0,02 0,01 0,21 0,10
Washing 2 0,46 0,03 0,20 0,00
Test N° COD in. COD fin. COD rem.
(mg/L) (mg/L) (%)1 1326 838 382 1307 664 49
3 1292 522 60
Test Tens. in. Tens. fin. Tens. rem.(mg/L) (mg/L) (%)
1 2,02 0,10 952 1,99 0,06 973 1,97 0,15 92
WASTEWATER TREATMENT BY FENTON PROCESS
COD reduction around 50%
Surfactant reduction >95%
no indium significant loss in wastewater
� Leaching pre-treatments
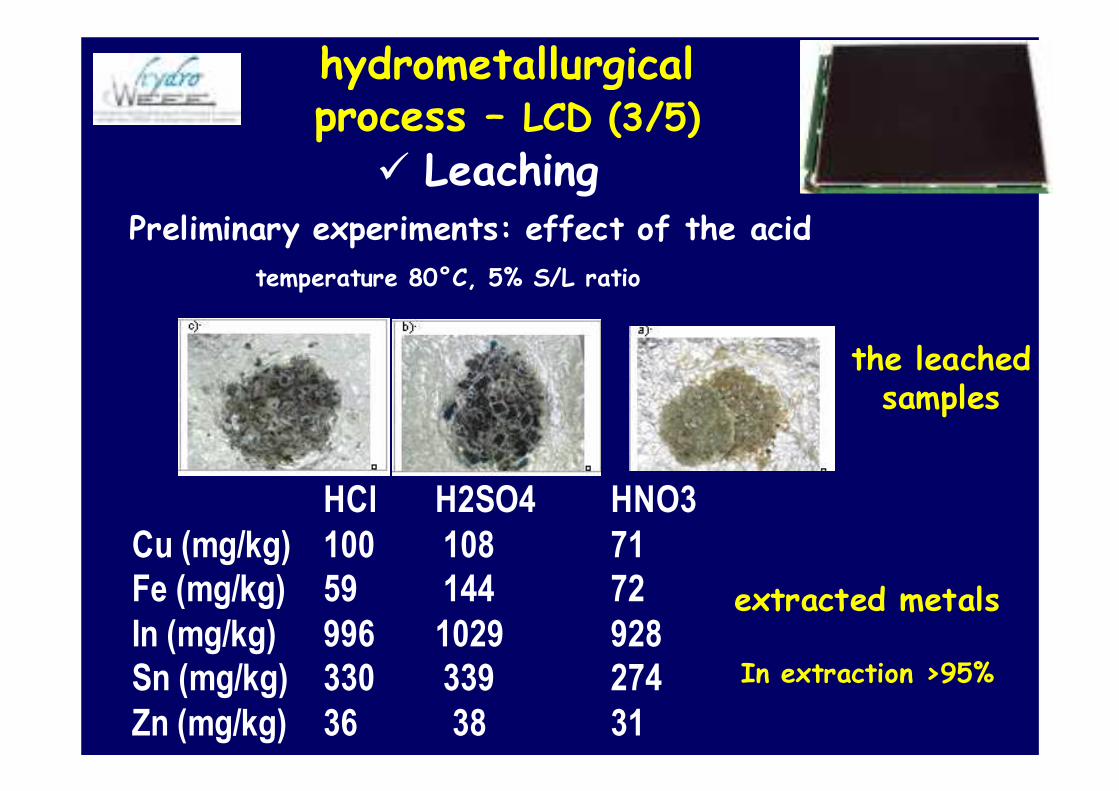
hydrometallurgicalprocess – LCD (3/5)
� LeachingPreliminary experiments: effect of the acid
the leached samples
HCl H2SO4 HNO3
Cu (mg/kg) 100 108 71
Fe (mg/kg) 59 144 72
In (mg/kg) 996 1029 928
Sn (mg/kg) 330 339 274
Zn (mg/kg) 36 38 31
temperature 80°C, 5% S/L ratio
extracted metals
In extraction >95%
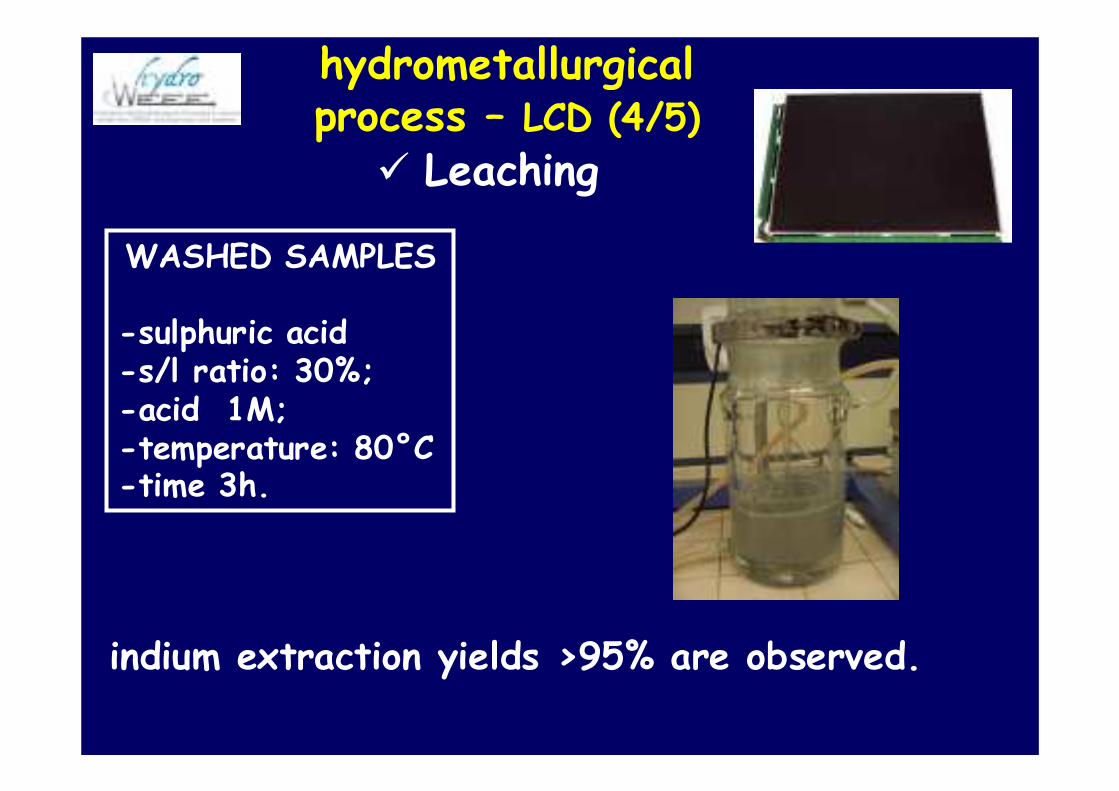
hydrometallurgicalprocess – LCD (4/5)
� Leaching
indium extraction yields >95% are observed.
WASHED SAMPLES
-sulphuric acid-s/l ratio: 30%;-acid 1M;-temperature: 80°C-time 3h.
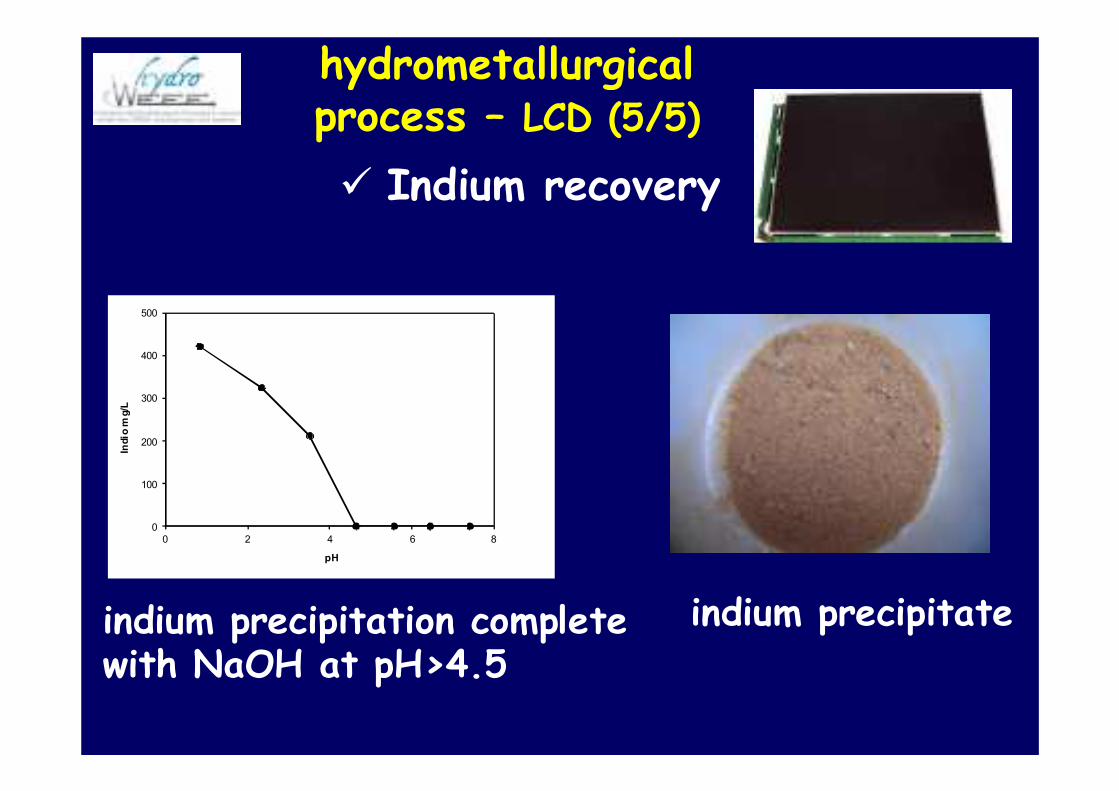
hydrometallurgicalprocess – LCD (5/5)
� Indium recovery
0
100
200
300
400
500
0 2 4 6 8
Indio mg/L
pH
indium precipitation complete with NaOH at pH>4.5
indium precipitate
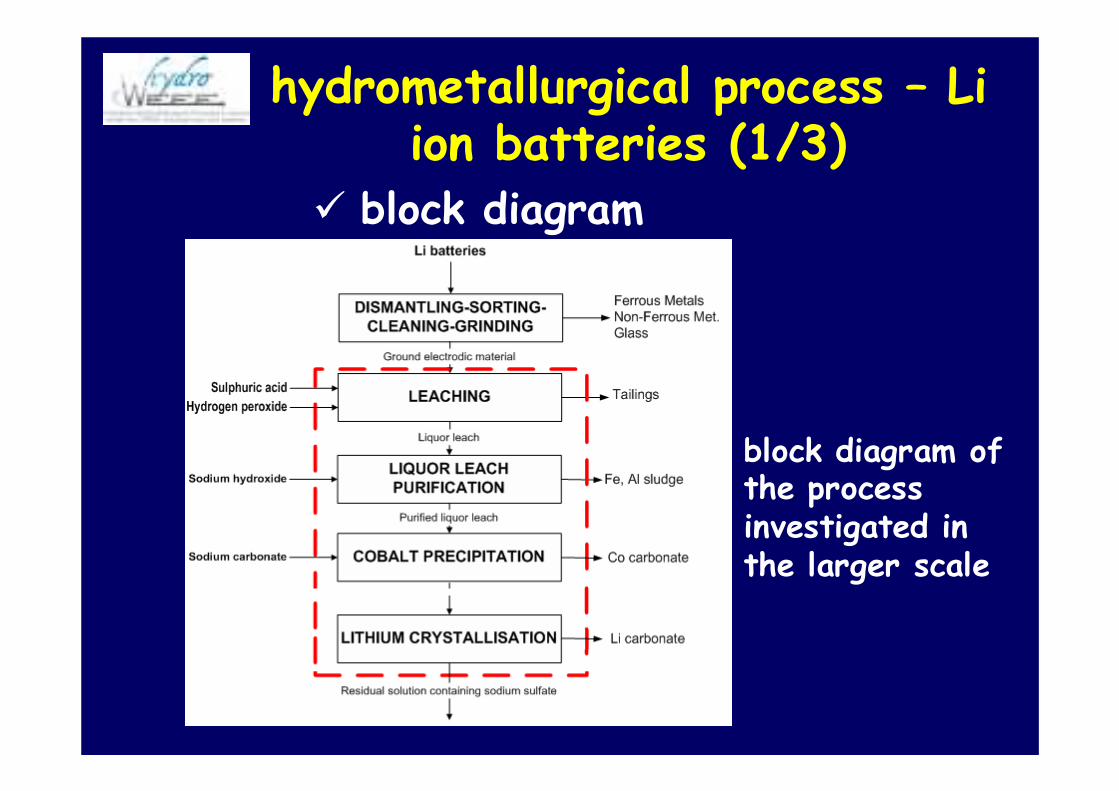
hydrometallurgical process – Li ion batteries (1/3)
� block diagram
block diagram ofthe processinvestigated in the larger scale
� leaching
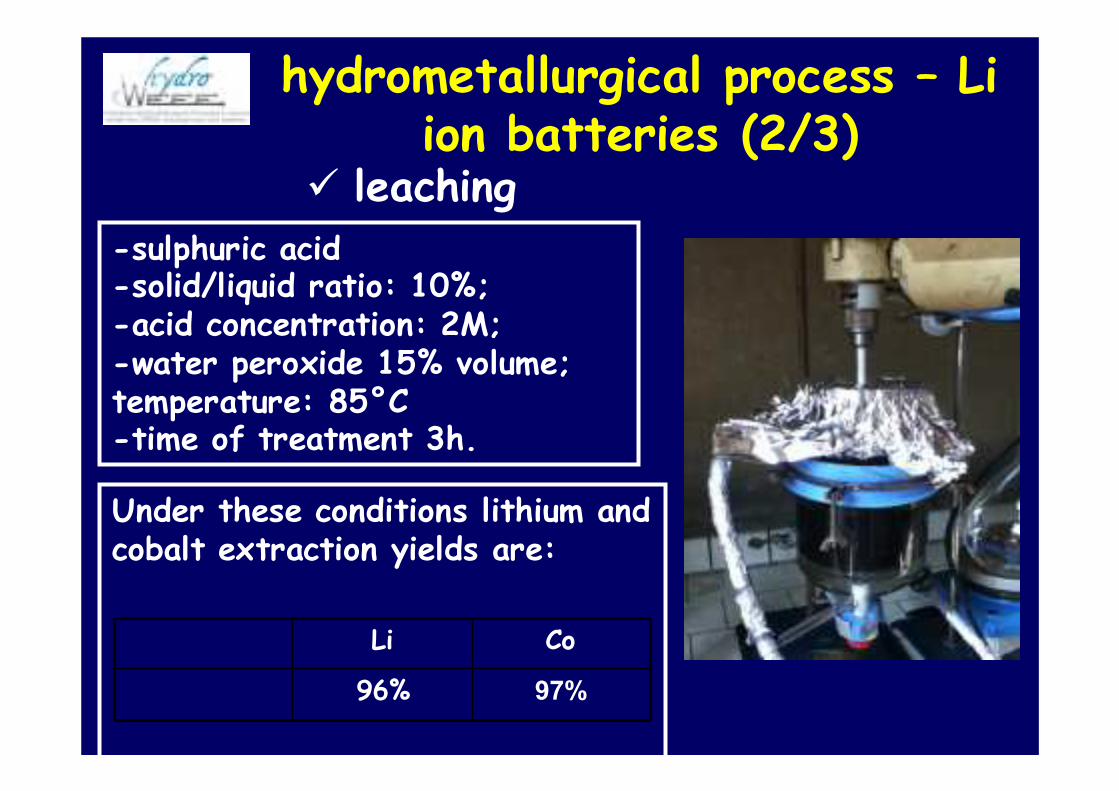
hydrometallurgical process – Li ion batteries (2/3)
-sulphuric acid-solid/liquid ratio: 10%;-acid concentration: 2M;-water peroxide 15% volume;temperature: 85°C-time of treatment 3h.
Under these conditions lithium and cobalt extraction yields are:
Li Co
96% 97%
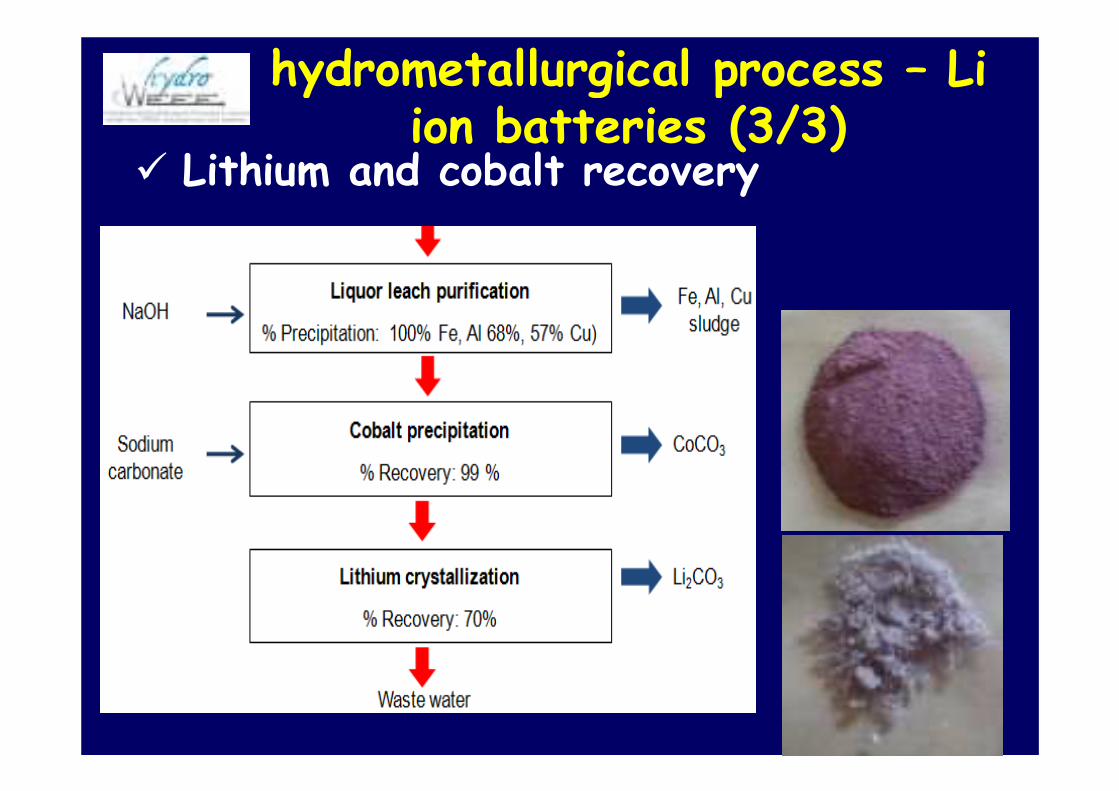
� Lithium and cobalt recovery
hydrometallurgical process – Li ion batteries (3/3)
What’s on?
MOBILE-PLANT EXPERIMENTS
� Treatment of a bigger sample would reduce any problem related to heterogeneity
� Scale up validation
� Tailings and wastewater characterisation
Overview of the Hydrometallurgical Processes for the Recovery of Metals from WEEE
HIGH TECH RECYCLING
INTER-UNIVERSITY RESEARCH CENTER
I. de Michelis, F. Ferella, B. Bianco, P. Macolino, V. Innocenzi – University ofL’Aquila, Italy
F. Beolchini, L. Rocchetti – Università Politecnica delle Marche, Ancona, Italy
F. Pagnanelli, G. Granata, E.Moscardini – ‘’Sapienza’’ University of Rome, ItalyF. Vegliò - EcoRecycling, ItalyB. Kopacek - Austrian Society for Systems Engineering and Automation, Austria
Thank you